Куда ведут электрод при сварке, по направлению от себя, или наоборот к себе. В чём тут разница и как делать правильно | Ручная дуговая сварка
Друзья, всех приветствую на нашем канале для самоучек в сварке и слесарке. А также просто для любителей работы с металлом. Каждая наша статья или видео-это подсказка новичку простыми словами, чтобы он сразу смог применить её.
Эта статья для начинающих объяснит и покажет на фотках направление движение электрода при сварке. Начнём издалека, смотрите следующие фотографии.
Перед сваркой мы берём держак с электродом и немного наклоняем ручку держака вниз. Так просто удобно держать и удобно сваривать. Электрод в таком положении образует какой-либо острый угол от вертикали. Под 90 градусов, строго вертикально никто не сваривает.
В таком положении электрода и держака есть 2 направления движения при сварке. Это сварка от себя или сварка к себе. Вроде бы понятно это, но так называть не стоит и не правильно.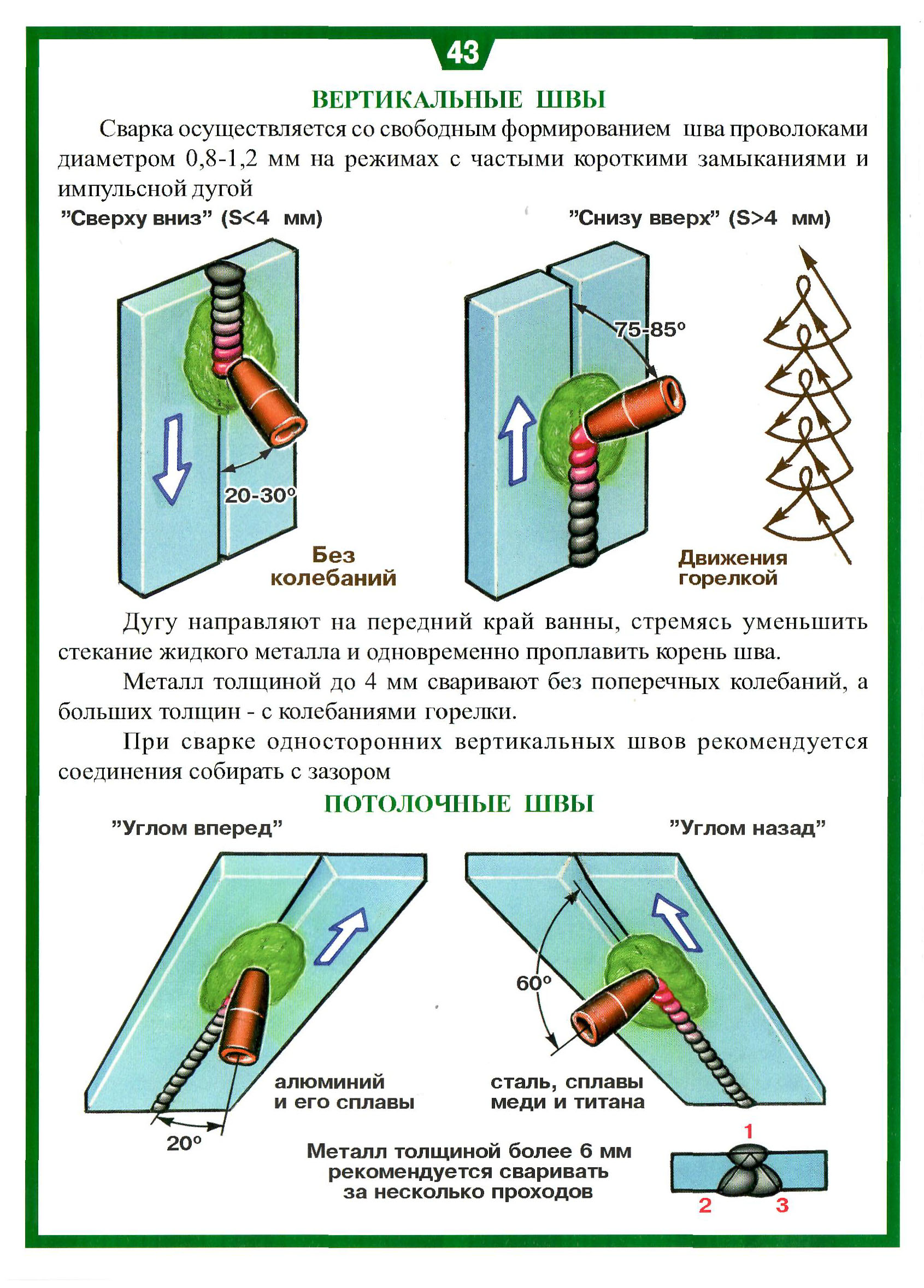
Правильно говорить сварка углом вперёд или сварка углом назад. Помните я говорил что электрод образует острый угол от вертикального положения. Вот поэтому и в сварке используют это выражение. Смотрите следующее фото, так вы навсегда это запомните.
Друзья, вот это сварка углом вперёд. Зажигаем электрод и начинаем сваривать металл. Направление движения от места поджига как-бы от себя, вперёд. Можно даже сказать что держак движется вслед за электродом. А вот так будет наоборот.
Это так мы будем варить углом назад. Зажигаем электрод и как-бы тянем его на себя. Здесь получается что электрод движется вслед за держаком. Так, ну а в чем здесь разница, как новичку правильно варить, углом вперёд или углом назад?
При заведомо равных условиях, это я имею ввиду толщину электрода, сварочный ток и скорость движения будет как на картинке.
А точнее, углом вперёд глубина провара меньше, но шов будет пошире.
Углом назад всё наоборот-глубина провара больше, ширина шва получается поуже.
Ну а как тогда лучше? Сварщики в процентах 90 варят именно углом назад. Так лучше виден сварочный процесс-формирование ванны. Давление дуги будет отбрасывать шлак назад, не давая ему затекать на ванну-вероятность зашлаковки меньше.
Углом вперёд сваривать можно тонкие металлы, здесь не нужен глубокий провар, даже желательно наоборот. Но так желательно сваривать металл встык. Если это будет угловой шов, то при сварке шлак будет затекать впереди сварочного шва. Угловые швы-углом назад.
Хотя большинство сварщиков и с тонкими металлами предпочитают варить углом назад. Лично я углом вперёд могу поварить тонкую профтрубу если это стыковой шов и зазор получился немного великоват-углом вперёд с отрывом такой зазор достаточно быстро заплавляется без присадки из стержня другого электрода.
Друзья, все эти способы сварки актуальны для нижнего и горизонтального положения. Если предстоит сваривать вертикальный шов, то здесь всё будет наоборот.
Если предстоит сваривать вертикальный шов, то здесь всё будет наоборот.
Вертикал варят электродом снизу вверх, получается движение углом вперёд. Так проще, провар лучше. Варят и толстые и тонкие металлы.
Но тонкие металлы, в частности профтрубу, можно заваривать и сверху вниз. Но здесь ведут электрод не отрывая-нужен опыт и сноровка чтобы так варить, новичку лучше повременить с этим. Получается это сварка углом назад.
Вот такие сварочные законы. Если услышите сварка от себя или сварка к себе, то теперь знаете что это значит варим углом вперёд или углом назад.
Основы электросварки: как правильно варить сваркой
На сегодняшний день сварка является самым востребованным, простым и надежным способом соединения металлических деталей. Для этого необходимо обладать знаниями и практическими навыками, как пользоваться сваркой.Чтобы понять, как правильно варить сваркой, сначала необходимо пройти теоретическую часть, а потом приступить к вырабатыванию практических навыков. Процесс этот не сложный, но необходимо ознакомиться со многими аспектами, прежде чем осваивать практические стороны данного процесса. Мы научим вас, как пользоваться сварочным аппаратом, чтобы получался идеально ровный и правильный шов, даже если раньше вы никогда с ним не сталкивались.
Процесс этот не сложный, но необходимо ознакомиться со многими аспектами, прежде чем осваивать практические стороны данного процесса. Мы научим вас, как пользоваться сварочным аппаратом, чтобы получался идеально ровный и правильный шов, даже если раньше вы никогда с ним не сталкивались.
Содержание статьи
- Технологии электросварки
- Аппараты для сварки
- На что обратить внимание при выборе сварочного аппарата
- Технология сварочного процесса
- Практические советы от профессионалов
Прежде чем научиться сварочному делу, нужно понять суть работы сварочного аппарата. Он заключается в следующем: агрегат, подключенный в эклектическую сеть, обеспечивает мощный сварочный ток, под воздействием которого между проводником и деталью, которою необходимо сварить создается электрическая дуга высокой температуры. Под этим накалом металл плавится и образуется ванна – область расплава. В этот момент детали между собой соединяются и, когда остывают, образуют крепкое и прочное монолитное соединение.
В силу того, что сварочные работы своими руками просто незаменимы в строительстве, при ремонтных работах и просто в бытовых условиях для ремонта каких-либо железных деталей, необходимо запомнить, что их существует несколько технологий работы со сваркой:
- ручная дуговая технология, которая реализуется с помощью специальных проводников – электродов. Это небольшие отрезки металла, покрытые химическим напылением, благодаря которому создается электрическая дуга. Преимущество такого вида заключается в его простоте. Даже сварщик-новичок разберется, как научиться работать с таким аппаратом. Он не требует использования баллонов с газом и особых навыков. Достаточно потренироваться, чтобы в результате получить качественный и красивый шов. Недостатком дугового типа соединения изделий является то, что работать можно исключительно с нержавеющими и черными металлами;
- полуавтоматическая техника сварки, которая производится аппаратом с использованием специального газа, создающего защиту для металла от окисления, которое происходит в результате соединения кислорода с расплавленным материалом.
 Такие сварочные работы своими руками можно производить как в промышленных, так и в домашних условиях.
Такие сварочные работы своими руками можно производить как в промышленных, так и в домашних условиях.
Специалисты рекомендуют всегда начинать с ручного агрегата, а когда вы научитесь самостоятельно делать правильные швы, тогда можно переходить на полуавтомат.
Аппараты для сварки
Сварочные работы своими руками невозможно произвести без помощи специального оборудования – сварочного аппарата. Их существует несколько типов, в зависимости от технологии, по которой мастер собирается производить сварку:
- Сварочный трансформатор считается самым простым типом оборудования, которым можно варить металл. Он работает от сети 220 В (иногда 380В). В процессе работы он преобразовывает напряжение в более низкие частоты, благодаря чему увеличивается сила тока. Трансформаторы очень просты в эксплуатации, не требуют супер-навыков для их использования и позволяют быстро и качественно создать монолитное соединение металлических деталей. Среди недостатков можно отметить, что часто сбивается дуга, разбрызгиваются капли раскаленного металла. Также иногда варить металл на таком аппарате сложно из-за того, что он напрямую зависит от напряжения и чувствует каждый скачок. Но кроме этого стоит отметить, что сам аппарат мобильный и компактный и идеально подходит для использования дома.
- Сварочный выпрямитель представляет собой оборудование, которое обеспечивает стабильное напряжение вне зависимости от сети и гарантирует постоянную дугу благодаря которой швы получаются более аккуратные, а работа происходит быстрее, так как не приходится постоянно восстанавливать инертную среду. Выпрямители отличаются массивностью и габаритами. Использовать такой агрегат можно, чтобы произвести сварку металла в домашних условиях или в промышленных отраслях.
- Сварочный инвертор – еще один представитель аппаратов. Он считается самым лучшим, надежным и востребованным. При сварке инвертором не стоит бояться перепадов напряжения, так как он сам по себе трансформирует 220В и обеспечивает постоянный, ровный поток энергии. Соответственно при этом получаются идеальные дорожки соединения.
 Также иногда варить металл на таком аппарате сложно из-за того, что он напрямую зависит от напряжения и чувствует каждый скачок. Но кроме этого стоит отметить, что сам аппарат мобильный и компактный и идеально подходит для использования дома.
Также иногда варить металл на таком аппарате сложно из-за того, что он напрямую зависит от напряжения и чувствует каждый скачок. Но кроме этого стоит отметить, что сам аппарат мобильный и компактный и идеально подходит для использования дома.
- стойко переносит перепады напряжения;
- экономно потребляет эклектическую энергию;
- варить на инверторе намного проще и быстрее;
- сваривать детали получается аккуратнее, так как полностью отсутствует разбрызгивание.
Научиться, как пользоваться сваркой, можно применяя любой из типов оборудования. Главное соблюдать все правила технологии работы и не забывать о безопасности.
На что обратить внимание при выборе сварочного аппарата
Перед тем, как научиться варить сварочным аппаратом, его нужно выбрать и желательно отдать предпочтение хорошей модели, на которой будет легко учиться и потом работать. При выборе агрегата нужно учитывать некоторые нюансы, от которых зависит качество швов:
- сварочный ток – это показатель от которого зависит мощность и КПД. Чтобы выполнять сварочные работы своими руками в домашних условиях достаточно до 200 А;
- устойчивость к перепадам в электрических сетях. Допустимый интервал – +-20%. Другие отличаются низким качеством. Как научиться работать агрегатом, если постоянно «выбивает» электричество или пропадает дуга? Поэтому этот параметр очень важен;
- мощность оборудования бывает разной. Отталкиваться стоит от области его применения. Чтобы сварить металл дома достаточно простого или полупрофессионального аппарата. Для производственных целях нужен профессиональный;
- ПВ – продолжительность включения. Это показатель, который определяет временные рамки работы агрегата. В среднем – это около 40%. То есть, после минуты работы на сварочном аппарате, ему нужно полторы минуты отдыха.
 Чтобы выполнять сварочные работы своими руками в домашних условиях достаточно до 200 А;
Чтобы выполнять сварочные работы своими руками в домашних условиях достаточно до 200 А;Кроме самого аппарата к нему нужно подобрать комплектующие – зажимы, провода, щипцы и т.д. И, важно помнить, что сварка своими руками требует специальной формы для мастера. Обязательно сварщик должен защищать свое лицо и глаза, так как сварочные искры негативно влияют на зрение и могут спровоцировать ожог сетчатки. Обязательно работу нужно производить в специальных перчатках, чтобы, совершая сварочные работы своими руками, не навредить своему здоровью.
Обязательно работу нужно производить в специальных перчатках, чтобы, совершая сварочные работы своими руками, не навредить своему здоровью.
Технология сварочного процесса
Когда все готово – рабочее место, оборудование и подготовлены делали, можно приступать к практической части, как варить сваркой.
Техника сварки, на самом деле, проста. Весь процесс заключается в воздействии высокой температуры на металл. При этом, образуется электрическая дуга между материалом и электродным элементом. Благодаря ей и происходит плавление.
Часто ошибки при сварке возникают из-за неумения удержать дугу. Тогда расплавление происходит неравномерно. В результате чего получается грубый и неровный шов.
Сварная ванная – это расплавленная масса метала вперемешку с частицами проводника. Чтобы уберечь от окисления металл, над ванной появляется газовое облако и защищает ее. Если же процесс происходит с помощью полуавтомата, то там используется специальный баллон с защитным газом. Когда электродуга убирается, металл моментально застывает и остается небольшая дорожка, которая монолитным образом скрепляет две детали.
Когда электродуга убирается, металл моментально застывает и остается небольшая дорожка, которая монолитным образом скрепляет две детали.
Преимущества ручной дуговой сварки:
- разнообразие электродов позволяет совершать разные швы на разных элементах;
- агрегаты не большие и легко их можно переносить;
- просто научиться, как делать шов;
- идеально подходит для домашнего использования.
Наряду с преимуществами, есть и недостатки:
- выделение вредных веществ в воздух;
- не все металлы можно спаять таким способом;
- от уровня мастерства сварщика и будет зависеть качество работы.
Для более дельного ознакомления с ручной дуговой сваркой можно узнать здесь.
Сваривать электросваркой с помощью газом немного проще, но перед самим процессом нужно настроить полуавтомат:
- определить силу тока можно из инструкции;
- настроить скорость автоматической подачи проволоки;
- установить напряжение и силу тока;
- проверить настройки на черновом варианте детали.

Чтобы работать сваркой в полуавтоматическом режиме, необходимо прочно закрепить рабочее изделие. Кроме этого, необходимо выбирать место для этого такое, чтобы полностью соответствовало правилам безопасности. К примеру, запрещено использовать деревянные верстаки или столы. Во время сварки необходимо четко соблюдать интервал между проводником и деталью – 5 мм. Если его не нарушать, шов получится практически идеальным. Спешить не нужно, электрод выгорает плавно и у мастера есть время сформировать качественную дорожку. Если дуга все время тухнет, необходимо увеличить силу тока на самом агрегате.
Практические советы от профессионалов
Чтобы быстрее научиться, как варить сваркой, профессионалы подготовили несколько советов для новичков, которыми желательно пользоваться для получения качественного результата своего труда:
- чтобы сварка своими руками получилась легко и быстро необходимо качественно подготовить детали, то есть очистить их от коррозии, грязи, пыли и масла.
- не стоит бояться экспериментировать. На начальных этапах обучения нужно перепробовать все возможные варианты ведения электрода, чтобы «набить руку»;
- чтобы не упускать сварочную дугу нужно стараться придерживаться одинакового зазора между концом проводника и деталью. Самым оптимальным расстоянием считается толщина электрода. Для новичков, которые только осваивают, как правильно работать с аппаратом, рекомендуется применять электроды 3 мм;
- нужно научиться отличать ванну от шлака. При первом прикосновении к металлу образуется красное пятно – это не ванна, это только плавящийся материал, который нанесен на электрод. После этого через пару секунд появится жидкое белое пятно – это уже сварочная ванна;
- сварочные работы своими руками стоит начинать с точечного шва, тогда проще будет научится вести ровную дорожку и не терять дугу;
- не стоит бояться неудач, чтобы понять, как сваривать металл, нужно много тренироваться, пробовать и экспериментировать. Только тогда, через миллионы попыток у вас получится правильный и качественный сварочный шов.

 Только тогда, через миллионы попыток у вас получится правильный и качественный сварочный шов.
Только тогда, через миллионы попыток у вас получится правильный и качественный сварочный шов.В подведении итогов, необходимо отметить, как научиться правильно варить детали может каждый желающий. Производить сварочные работы своими руками тоже сможет каждый. Для этого необходимо запастись оборудованием, дополнительными деталями и точно следовать инструкциям, не забывая о правилах безопасности.
Мы рассмотрели несколько аспектов, как научиться работать с нуля. Качественный агрегат, подготовленные детали и терпение мастера – это залог качественных швов и быстрой работы. Лучше тренировки начинать с ручной технологии, а потом переходить на полуавтоматический. Хотя настоящий сварщик справляется со всеми видами без проблем.
Можно ли варить под дождём, и чем это грозит?
Можно ли варить под дождём, и чем это грозит?Иногда случаются разные ситуации, когда необходимо варить под дождём. Сварочные работы на открытом воздухе, да ещё и в мокрую погоду, всегда имеют риск повышенной опасности.
И, тем не менее, многие как варили, так и варят под дождём. Что следует при этом учитывать? Можно ли вообще, варить под дождём, и чем это опасно?
Можно ли варить под дождём?
Если вы неопытный специалист, то варить под дождём не рекомендуется. Основная цель сварки — это получить крепкую и надежную металлоконструкцию, а не удар током. Даже мокрая обувь может стать причиной поражения электрическим током от сварки, не говоря уже о дожде, который, так или иначе, попадёт на сварочное оборудование и инвентарь.
Поэтому, отвечая на вопрос, можно смело утверждать, что нет, варить под дождём, строго не рекомендуется. Другое дело это использовать различные защищающие конструкции, но и в этом деле нужен опыт и знания. В противном случае можно подставить под угрозу не только свою жизнь, но и жизнь окружающих вас людей.
Требования к сварке во время дождя
Во-первых, сварочное оборудование должно быть надежно защищено от прямых потоков дождя. Также, варить нужно под тентами или навесами, чтобы в место проведения сварочных работ не попадала влага.
Тело и руки сварщика во время сварки под дождём должны быть надежно защищены специальной одеждой. Такая спецодежда не промокает, что очень важно. То же самое касается и обуви сварщика, это должны быть прочные, надежные, а главное — непромокаемые сапоги.
Сварочный аппарат должен быть заземлён. Вообще, во время дождя лучше отдать предпочтение не дуговой сварке, а плазменной. Именно плазменная сварка идеально подходит для работ во время непогоды. Бояться в данном случае нечего, в том числе и удара током.
Кроме того, важно знать, что большое количество влаги в воздухе во время дождя, отрицательным образом сказывается на качестве получаемого соединения. Сварочные швы, которые были сварены во время дождя, будут иметь большое количество различных дефектов, а об их прочности и надежности, речи идти не может.
Техника безопасности при сварке в непогоду
Во избежание проблем при сварке во время дождя, не рекомендуется отступать от следующих правил:
- Сварочное оборудование должно быть полностью исправно. В особенности это касается кабелей и проводов. Они должны быть в целой изоляционной оболочке, не порванными и без скруток.
- Наличие специальной одежды у сварщика, которая защищала бы его от дождя.
- Обязательно нужно предусмотреть защиту сварочного оборудования от попадания прямых потоков дождя. Также важно защитить сварочный аппарат от больших колебаний температуры.
 В особенности это касается кабелей и проводов. Они должны быть в целой изоляционной оболочке, не порванными и без скруток.
В особенности это касается кабелей и проводов. Они должны быть в целой изоляционной оболочке, не порванными и без скруток.В большинстве случаев, лучше вообще отказаться от идеи сварки под дождём. Никакой сварочный шов не стоит потери здоровья. Всегда помните об этом и соблюдайте технику безопасности при сварке. В любом случае, надеемся, что данные советы, которые были приведены в данной статье, помогут вам уберечься, во время сварки в непогоду.
Поделиться в соцсетях
Как сделать сварку точечную своими руками
Используют точечную сварку в промышленности и быту. На заводах точечной сваркой соединяют листы металла, уголки, швеллера. В быту применяют при строительстве своего дома, починке бытовых приборов и кухонных принадлежностей. Как выполнить точечную сварку своими руками, рассмотрим подробнее.
Как выполнить точечную сварку своими руками, рассмотрим подробнее.
Как осуществляется процесс
Делать сварку своими руками необходимо в несколько основных этапов:
- Заготовки соединяют в нужном положении.
- Соединенные части размещают между двух электродов и плотно зажимают.
- Детали нагревают до температуры начала плавления и металл соединяется под деформацией.
В промышленности этот вид сварки используют для соединения до 700 точек в минуту. Для домашнего использования своими руками достаточно обеспечить большое давление, плюс несколько точек электродов, которые перемещаются на заданном уровне.
Пластичность металлу придает сила кратковременного тока сварки. Продолжительность импульса не больше 0,01–0,1 секунды. Металл в месте крепления электрода плавится и образует жидкую массу. Она застывает и соединяет детали точечно. Ширина детали при точечной сварке в домашних условиях должна быть не больше 5–13 мм.
Кристаллизация расплавленной массы происходит после того, как импульс перестает подаваться электродами. Между собой заготовки соединены под давлением до полного застывания.
Как любой вид сварки точечная имеет свои плюс и минусы. Швы имеют высокую прочность и экономичность при изготовлении. Сварочные работы можно делать автоматизировано, даже в домашних условиях. Из минусов выделяется плохая герметичность, которую создают между деталями, выполняя сварку своими руками.
Особенности работ
Нагрев металла происходит за разный промежуток времени, от секунды до нескольких ее долей. Зависит нагрев, а также продолжительность импульса от ряда факторов:
- мощность сварочного аппарата;
- условий работ;
- типа металла, который обрабатывают.
Так, стали углеродного типа рекомендуется нагревать подольше, чтобы остывание происходило медленнее, шов не растрескался. Аусинтетическую нержавеющую сталь, напротив, нагревают самое короткое время. Иначе внешние точки соединения быстро расплавятся, материал будет подвержен коррозии.
Аусинтетическую нержавеющую сталь, напротив, нагревают самое короткое время. Иначе внешние точки соединения быстро расплавятся, материал будет подвержен коррозии.
При помощи определенного давления необходимо обеспечить деталям максимальный контакт. Давление подбирается в зависимости от толщины и прочности заготовки. После нагрева сила давления не так важна, так как мелкозернистый сплав уже имеет сцепление. Прочность шва будет равна прочности материала, который сваривают.
Вокруг сварочного ядра должен образовываться поясок, который предотвратит растекание расплавленного металла. Электроды разжимают с небольшой задержкой, чтобы процесс кристаллизации начался.
Выбираем подходящие электроды
Для выполнения точечного соединения своими руками подходят не все виды электродов. Рекомендуем остановить свой выбор на электродах с высокими теплопроводящими и электропроводящими свойствами. Прочности должно быть достаточной для работы в заданном интервале температурного режима. Немаловажно, чтобы они легко поддавались обработке своими руками.
Немаловажно, чтобы они легко поддавались обработке своими руками.
Подходят под требования электроды из некоторых видов бронзы с дополнениями кобальта или кадмия, медь электролитическая, медь с хромом и составы на основе вольфрама.
Сплав из меди по теплопроводности и электропроводности выше сплавов бронзы, но износостойкость у него хуже в 4–6 раз. Поэтому для работы своими руками лучше использовать электроды из сплава ЭВ, то есть из чистой меди. Допустимы примеси хрома 0,5–0,7%.
Чтобы повысить срок службы электродов точечной сварки рекомендуем охлаждать их водой.
Немало важен диаметр электрода. Выбирается диаметр в зависимости от толщины обрабатываемого материала. Диаметр электродов должен быть больше толщины свариваемых деталей в 3 раза.
Выбираем сварочный аппарат
Для этого вида сварки своими руками можно подобрать готовый аппарат или сделать его самостоятельно. Оборудование может иметь различный размер и вес. Главное, чтобы его можно было перемещать без труда. Рекомендуем сделать небольшой настольный сварочник. Модель используют для обработки цветного и черного металла.
Рекомендуем сделать небольшой настольный сварочник. Модель используют для обработки цветного и черного металла.
Схем как делать аппарат много, но выбирать следует ту, где количество деталей минимально. Сделать такой прощу и экономичнее. Конечно, техника не будет иметь высокой мощности, но соединить листы стали до 0,2 мм или провода с ее помощью можно.
Основная задача при изготовлении импульсного сварочного аппарата — создать электрический импульс. Подойдет для сварки небольшой трансформатор. К его нижней обмотке присоединяют обрабатываемую деталь, а к вторичной электроды.
Трансформатор и питание нельзя подсоединять прямой схемой. Для соединения применяется выпрямительный мост и тиристор. Для получения импульса необходим второй источник электричества. Состоит второй источник из трансформатора и еще одного выпрямительного моста. Ток будет концентрироваться в конденсаторе, который производит импульс. Подробнее можно рассмотреть на схеме к статье:
Работа своими руками будет осуществляться при нажатии импульса (специальная кнопка). Кнопка откроет цепь конденсатора-резистора. Через электрод будет происходить разрядка, которая вызовет импульс тока. А сделать сварку можно, соединив детали тисками.
Кнопка откроет цепь конденсатора-резистора. Через электрод будет происходить разрядка, которая вызовет импульс тока. А сделать сварку можно, соединив детали тисками.
Сделать точечную сварку своими руками несложно, главное, разобраться в работе и схемах. Если образование достаточно, то собрать сварочный аппарат не составит большого труда и сил, а затраты будут минимальными. Купить готовый аппарат тоже несложно. Различные точечные модели представлены в магазинах широкой линейкой. Цена начинается от 20 000 р.
Похожие статьиСварка аргоном своими руками. Как быстрее освоить процесс?
Хотите самостоятельно освоить ручную аргонодуговую сварку? С чего начать? Какое оборудование понадобится? В чем тонкости работы с разными материалами? Конечно, можно обратиться за советом к мастеру. Но прежде – прочитайте нашу статью. Имея представление о методе в целом, вы будете разговаривать с опытными сварщиками на одном языке.
Содержание:
- 1. Аргонодуговая сварка. Что это?
- 2. Что понадобится для работы?
- 3. Описание сварочного процесса
- 4. Тонкости сваривания различных металлов
 Что это?
Что это?Не зря аргонодуговую сварку называют гибридом электродуговой и газовой сварки. Чтобы успешно освоить процесс, желательно иметь хотя бы небольшой опыт сварочных работ. Так вы сможете более уверенно вести горелку, правильно направлять инструмент на металл, соблюдать нужное расстояние от заготовки. Но об этом позже. Сначала разберемся в особенностях метода.
Аргонодуговая сварка. Что это?
Принцип: электродуга является источником нагрева, именно за счет нее происходит расплавление металла, а аргон выступает в роли инертного газа – он тяжелее воздуха, поэтому мгновенно вытесняет кислород из зоны образования сварного шва. Поэтому в месте соединения не будет кислорода и находящихся в окружающем воздухе примесей, что обеспечивает высокую чистоту процесса. Отсекание кислорода способствует получению прочного, однородного шва.
Существует несколько методов: ручная сварка с неплавящимся электродом, автоматическая сварка с неплавящимся электродом и автоматическая сварка с плавящимся электродом. Мы поговорим о ручной аргонодуговой сварке неплавящимся электродом, которую еще называют TIG-сваркой. Именно она широко применяется и в профессиональной сфере, и любителями. У данного метода есть свои сильные и слабые стороны.
Начнем с преимуществ:
- можно сваривать металлы, которые при нагреве боятся контакта с кислородом; например, легированные стали и цветные металлы окисляются, а алюминий может воспламеняться;
- высокотемпературная дуга способствует мгновенному прогреву заготовки, что ускоряет рабочий процесс;
- защита аргоном шва от кислорода помогает получить надежное соединение без инородных включений и пор;
- нагрев участка осуществляется локально, поэтому исключен риск деформации деталей и элементов конструкций даже сложной формы.

Однако у аргонодуговой сварки есть два недостатка: сложность использования оборудования и технология, требующая особого навыка сварочных работ. Несмотря на это все-таки данный метод набирает популярность. Ведь ряд материалов, например, алюминий, медь, цветные металлы, предпочтительнее сваривать именно аргоном. Кроме того, сварочный шов имеет одинаковую глубину проплавления, что важно при обработке тонких металлических заготовок, к которым возможен лишь односторонний доступ.
Данный вид сварки находит широкое применение в сфере ремонта автомобилей, например, когда нужно заварить масляный поддон, трубки кондиционера, радиатор и даже кузовные элементы. Используется также при монтаже трубопроводов, в строительных и ремонтных работах. Услуги сварщика-аргонщика стоят недешево, поэтому если вы будете выполнять эту работу самостоятельно, сможете значительно сэкономить. А может быть, вы планируете этим зарабатывать? В любом случае вам потребуется специальное сварочное оборудование. Расскажем какое.
Расскажем какое.
Что понадобится для работы?
Перечень всего необходимого для сварки аргоном представлен в таблице.
| Название оборудования | Описание |
| Источник сварочного тока | Аппарат для TIG-сварки – это трансформатор или инвертор. При выборе обратите внимание на возможности оборудования. Если вы планируете сваривать алюминий, установка должна работать на переменном токе (АС). Для работы со сталями нужен аппарат постоянного тока (DC). Если же необходим универсальный вариант, ищите модель, в которой совмещены два эти режима. Учитывайте и рабочее напряжение: для сварки в гараже или мастерской с однофазной электросетью подходят аппараты, рассчитанные на 220 В. Кстати, есть модели, в которых совмещены два метода: ММА и TIG |
| Газовый баллон | На баллоне с аргоном должен быть редуктор для регулировки подачи газа, а также шланг, идущий к рабочему инструменту |
| Горелка | Это инструмент пистолетной формы. Присоединяется к газовому шлангу, через который аргон поступает из баллона. В держатель горелки вставляется электрод, конец которого на несколько миллиметров выходит за пределы ее корпуса. Через шланг газ идет в сопло на конце инструмента. На рукоятке есть кнопки для подачи тока и газа Присоединяется к газовому шлангу, через который аргон поступает из баллона. В держатель горелки вставляется электрод, конец которого на несколько миллиметров выходит за пределы ее корпуса. Через шланг газ идет в сопло на конце инструмента. На рукоятке есть кнопки для подачи тока и газа |
| Электроды | Для TIG-сварки используются неплавящиеся вольфрамовые, покрытые или графитовые электроды. Их диаметр подбирается под толщину свариваемых деталей |
| Присадочная проволока | Может понадобиться при сваривании толстых металлических заготовок. Представляет собой пруток из того же металла, что и свариваемый. Толщина прутка подбирается в зависимости от толщины заготовки |
Запомните! Сварочные работы должны проводиться в защитной экипировке. Вам обязательно понадобится сварочная маска – для защиты глаз и лица от опасного ультрафиолетового излучения, и перчатки – для защиты рук от ожогов.
Описание сварочного процесса
Чтобы легче было самостоятельно освоить метод аргонодуговой сварки, опишем его поэтапно, начиная с подготовительных работ.
Прежде всего следует хорошо очистить поверхность заготовок. Затем к обрабатываемой детали прикрепить кабель массы, как это делается при ручной дуговой сварке. Горелка присоединяется к аппарату и газовому баллону. Пользователь берет ее в одну руку, а в другую – присадочный пруток. В зависимости от толщины металла на аппарате выставляется значение тока. Вы можете выбрать его опытным путем или по специальной таблице, которая должна быть в инструкции сварочного аппарата. Выбирается и режим сварки. На постоянном токе с прямой полярностью свариваются основные стали и сплавы. При работе с цветными металлами нужно разрушить образующуюся оксидную пленку, поэтому требуется обратная полярность или переменный ток. Если варить на постоянном токе, следует использовать прямую полярность: это обеспечит хороший прогрев металла без излишнего нагрева электрода.
Перед началом работ нужно включить подачу газа на 20 сек. Затем сопло подносят к поверхности заготовки, но не касаются ее – расстояние до конца электрода должно быть около 2 мм. Между электродом и заготовкой образуется электрическая дуга, которая расплавляет кромки металла и присадочную проволоку. При методе соединения заготовок расплавлением кромок присадочный материал не используется. Направленный поток газа изолирует сварочную зону, отсекая кислород.
Запомните! При сварке тугоплавким электродом дугу не получают путем касания о заготовку. Во-первых, электрод может загрязниться; во-вторых, не удастся эффективно ионизировать интервал между ним и поверхностью детали при искре от касания.
Больше всего вопросов у начинающих сварщиков-аргонщиков связано с тем, как вести горелку. Итак, следует делать только одно перемещение по оси сварного шва, исключая перпендикулярные ему движения. Присадочный пруток нужно подавать в зону сварки плавно, располагая его перед соплом горелки. Избегайте резких движений, которые могут привести к разбрызгиванию металла. Чтобы получить прочное и эстетичное соединение, следует соблюдать одинаковое расстояние между горелкой и металлом, при этом подносить электрод как можно ближе к поверхности. Так дуга будет короче, а материал будет проплавлен глубоко. При увеличении дуги металл расплавляется хуже, шов становится шире и выглядит менее эстетично, кроме того, ухудшается качество сварного соединения. В идеале шов должен иметь одинаковую ширину, а его структура напоминать чешуйки.
Избегайте резких движений, которые могут привести к разбрызгиванию металла. Чтобы получить прочное и эстетичное соединение, следует соблюдать одинаковое расстояние между горелкой и металлом, при этом подносить электрод как можно ближе к поверхности. Так дуга будет короче, а материал будет проплавлен глубоко. При увеличении дуги металл расплавляется хуже, шов становится шире и выглядит менее эстетично, кроме того, ухудшается качество сварного соединения. В идеале шов должен иметь одинаковую ширину, а его структура напоминать чешуйки.
Запомните! Подачу газа прекращают через 7 – 10 сек после завершения работы. Это нужно для продувки сопла горелки.
Тонкости сваривания различных металлов
Теперь, когда вы знаете о последовательности процесса аргонодуговой сварки, можно перейти к более частным вопросам. Ведь при работе с разными видами металлов есть свои нюансы. Расскажем о самых распространенных.
- Алюминий (таблица 1). В данном случае аргон служит не только для вытеснения кислорода, но и для создания электропроводной плазмы. Это заметно упрощает получение качественного шва. Во время нагрева металла на нем появляется тугоплавкая пленка, которую можно разрушить при сварке на переменном токе или обратной полярности. Газ разрушает пленку, если у детали положительный заряд, а работа ведется на обратной полярности. В случае со сваркой на переменном токе данный процесс осуществляется, когда заготовка выступает в роли катода. Подробнее о порядке работы читайте в статье «Как варить алюминий: обзор моделей и правила работы».
- Титан (таблица 2). Сложности сварки обусловлены тем, что данный металл обладает высокой химической активностью при контакте с газами, когда осуществляется нагрев и расплавление. При взаимодействии с кислородом он окисляется, образуется твердая пленка, а водород снижает качество металла. Кроме того, титан имеет низкую теплопроводность, что может потребовать наложения дополнительных швов по краям основного шва. Сварка заготовок толщиной от 1,5 мм ведется вольфрамовым электродом с присадочной проволокой – при этом угол между ними должен быть 90°.
- Медь (таблица 3). При контакте с воздухом она окисляется, что может привести к неоднородному шву. Кроме того, закись меди вступает в реакцию с водородом, который содержится в окружающей среде, – возникает пар, образующий поры в сварном шве. Поэтому медь варят аргоном, причем на переменном токе или обратной полярности. Используется графитовый или покрытый электрод. Соединение осуществляется методом расплавления кромок, то есть без присадочной проволоки.
 В данном случае аргон служит не только для вытеснения кислорода, но и для создания электропроводной плазмы. Это заметно упрощает получение качественного шва. Во время нагрева металла на нем появляется тугоплавкая пленка, которую можно разрушить при сварке на переменном токе или обратной полярности. Газ разрушает пленку, если у детали положительный заряд, а работа ведется на обратной полярности. В случае со сваркой на переменном токе данный процесс осуществляется, когда заготовка выступает в роли катода. Подробнее о порядке работы читайте в статье «Как варить алюминий: обзор моделей и правила работы».
В данном случае аргон служит не только для вытеснения кислорода, но и для создания электропроводной плазмы. Это заметно упрощает получение качественного шва. Во время нагрева металла на нем появляется тугоплавкая пленка, которую можно разрушить при сварке на переменном токе или обратной полярности. Газ разрушает пленку, если у детали положительный заряд, а работа ведется на обратной полярности. В случае со сваркой на переменном токе данный процесс осуществляется, когда заготовка выступает в роли катода. Подробнее о порядке работы читайте в статье «Как варить алюминий: обзор моделей и правила работы». Сварка заготовок толщиной от 1,5 мм ведется вольфрамовым электродом с присадочной проволокой – при этом угол между ними должен быть 90°.
Сварка заготовок толщиной от 1,5 мм ведется вольфрамовым электродом с присадочной проволокой – при этом угол между ними должен быть 90°.Таблица 1
| Толщина заготовки, мм | Диаметр вольфрамового электрода, мм | Диаметр прутка, мм | Сила тока, А |
| 1 – 2 | 2 | 1 – 2 | 50 – 70 |
| 4 – 6 | 3 | 2 – 3 | 100 – 130 |
| 4 – 6 | 4 | 3 | 160 – 180 |
| 6 – 10 | 5 | 3 – 4 | 220 – 300 |
| 11 – 15 | 6 | 4 | 280 – 360 |
Таблица 2
| Толщина заготовки, мм | Диаметр электрода, мм | Диаметр проволоки, мм | Сила тока, А |
| 0,3 – 0,7 | 1,6 | – | 40 |
| 0,8 – 1,2 | 1,6 | – | 60 – 80 |
| 1,5 – 2,0 | 2 | 2,0 – 2,5 | 80 – 120 |
| 2,5 – 3,5 | 3 | 2,0 – 2,5 | 150 – 200 |
Таблица 3
| Вид электрода | Толщина заготовки, мм | Диаметр электрода, мм | Сила тока, А | Длина дуги, мм |
| Графитовый | 2 | 6 | 125 – 200 | 5 – 8 |
| 5 | 8 | 200 – 350 | 10 – 15 | |
| 8 | 10 | 300 – 450 | 15 – 20 | |
| 13 | 15 | 450 – 700 | 25 – 30 | |
| Покрытый | 2 | 2 – 3 | 100 – 120 | – |
| 3 | 3 – 4 | 120 – 160 | – | |
| 4 | 4 – 5 | 160 – 200 | – | |
| 5 | 5 – 6 | 240 – 300 | – | |
| 6 | 6 – 7 | 260 – 340 | – | |
| 8 | 7 – 8 | 380 – 400 | – | |
| 10 | 7 – 8 | 400 – 420 | – |
Надеемся, наша статья будет для вас полезна и поможет в успешном освоении аргонодуговой сварки. Регулярная практика и терпение уже в скором времени дадут свои результаты. А с качественным оборудованием осуществить это еще легче! Аппарат для TIG-сварки вы можете купить в нашем интернет-магазине. Также у нас вы найдете необходимую оснастку и расходные материалы для сварочных работ. Изучайте ассортимент, сравнивайте и делайте заказ на сайте или по телефону 8-800-333-83-28.
Как сделать хорошую сварку MIG? 5 советов для начинающих сварщиков
TWS – отличный вариант обучения для всех
Узнайте больше о том, как мы можем подготовить вас к продвижению по карьерной лестнице.
Сварка МИГ часто является первым видом сварки, который люди узнают, когда начинают сварку. Это может быть один из самых простых способов сварки, а также один из самых доступных, портативных и универсальных.
Если вы только начинаете заниматься сваркой MIG или уже записались на курсы по сварке, следующие 5 советов могут помочь в создании хорошего сварного шва.
Признаки хорошего и плохого сварного шва
Существует много различных типов сварных швов, в том числе бусинки для стрингеров, плетеные валики и взбитые валики. Независимо от того, какой валик, опытные сварщики обычно знают, как выглядит чистый и прочный сварной шов.
Независимо от того, какой валик, опытные сварщики обычно знают, как выглядит чистый и прочный сварной шов.
В целом хороший сварной шов может иметь следующие характеристики:
- Равномерная по ширине.
- Волны равномерно растекаются по основному металлу.
- Сварной шов имеет хорошее проплавление.
- Нет признаков газовых карманов, пористости или включений.
- Признаки ожога от перегрева отсутствуют.
Инструкторы школы сварщиков могут продемонстрировать учащимся хорошие сварочные швы.
Плохие сварные швы, с другой стороны, могут иметь противоположные качества:
- Они могут иметь неоднородность по сварному шву.
- Плохие сварные швы могут быть слишком тонкими.
- На них могут быть трещины посередине или изменение цвета основного металла.
Плохие сварные швы часто являются результатом неправильного профиля валика, отсутствия плавления, плохой подачи проволоки или слишком большой пористости.
5 советов для начинающих по созданию хорошей сварки MIG
Собираетесь ли вы записаться на курсы сварки, хотите пополнить свою базу знаний или просто хотите освежиться, вот 5 вводных советов, как сделать хороший сварной шов MIG:
1. Используйте сварочный пистолет комфортно.
- Когда вы только начинаете, сварочный пистолет может быть еще не привычным делом.
- Начните с удерживания пистолета, чтобы освоиться с его весом и положением. Положите ствол в одну руку и положите эту руку на стол, а другая рука нажимает на спусковой крючок.
- Проволока должна входить в сварной шов под углом примерно в тридцать градусов. Встаньте в удобное положение с хорошей осанкой и потренируйтесь перемещать сварочный пистолет вперед и назад по рабочей поверхности.
- Практикуйтесь в том, чтобы очень легко прикасаться проволокой к поверхности, и плавными движениями осторожно потяните пистолет на себя.Затем, когда будете готовы, нажмите на спусковой крючок и повторите движение со сварщиком.

2. Очистите металлическую рабочую поверхность.
- Это очень важно, потому что одной из наиболее распространенных причин плохих сварных швов MIG является пористость, которая может быть вызвана грязной, маслянистой поверхностью. Загрязняющие вещества могут попасть в сварной шов, образовав отверстия, похожие на губку.
- Итак, чтобы предотвратить пористость, всегда очищайте рабочую поверхность, что может включать удаление краски, грязи, масла или ржавчины, а также шлифовку трещин на поверхности.Другой способ предотвратить пористость – использовать в проволоке раскислитель.
3. Получите хорошее основание.
- Наличие прочного зажима заземления может значительно улучшить качество сварных швов. Медные заземления лучше всего проводят электричество и рассчитаны на длительный срок службы. Заземляющие зажимы более низкого качества, такие как гальваническая сталь с медными губками, не так хороши, как полные медные заземлители.
- Плохие зажимы заземления могут издавать ужасный шум и даже вызвать повреждение сварочного аппарата. 1 Заземление должно быть расположено близко к дуге и надежно прикреплено к чистому голому металлу, чтобы обеспечить плавный ток электричества.

4. Правильно настройте сварочный аппарат MIG.
- Вам следует настраивать сварочный аппарат каждый раз при настройке на сварку. Сначала посмотрите на диаграмму на сварочном аппарате и отрегулируйте напряжение и скорость подачи проволоки в соответствии с толщиной свариваемого металла. Хотя ваш аппарат даст вам приблизительные ориентиры, ваши настройки должны быть скорректированы в соответствии со сварным швом, который вы видите.
- Итак, вам может потребоваться несколько тренировочных сварных швов на металлоломе, чтобы проверить проволоку. Если проволока подается слишком быстро, она выплюнет.В этом случае попробуйте уменьшить скорость подачи проволоки или увеличить напряжение. Если проволока горит до кончика или образует комок, уменьшите напряжение или увеличьте скорость проволоки.
5. Прочтите свою бусину.
- Ваш сварной шов может многое сказать. Веревочная бусина выпуклой формы обычно указывает на то, что настройки слишком холодные. Вам нужно больше тепла, чтобы проникнуть в основной металл. Вы также можете отрегулировать угол сварки на 5 или 10 градусов, чтобы облегчить проплавление.
- С другой стороны, если вы видите вогнутую бусину, это может означать, что у вас проблемы с подводом тепла.
Обучение и практика сварки MIG
Эти 5 советов охватывают некоторые из наиболее часто преподаемых уроков при изучении сварки MIG, но есть много других деталей, которые следует учитывать по мере продвижения.
Вам также необходимо убедиться, что вы используете правильный сварочный газ, правильно выбираете проволоку, слушаете звуки сварщика и многое другое.
Самое главное, что лучший способ научиться сварке MIG – это попрактиковаться и поучиться у тех, у кого больше опыта.Итак, вы можете подумать о посещении некоторых занятий по сварке, особенно если вы заинтересованы в изучении других сварочных процессов. Школа сварщиков может стать отличным местом для изучения основ сварки.
Вам также может понравиться …Правильное положение пистолета и укладка первых бус
Знакомство со сварочным аппаратом
Вы должны познакомиться с ощущениями от пистолета и ознакомиться с эффектами изменения таких параметров, как сила тока и скорость проволоки, прежде чем приступить к какой-либо реальной сварке.Вам следует начать свою практику с обычной углеродистой стали, такой как A36, которая является наиболее часто используемой сталью при производстве тяжелого оборудования и легко доступна в качестве лома у большинства производителей промышленного оборудования.
Постарайтесь найти кусок, который примерно такой же толщины, как сталь, в вашем рабочем проекте, чтобы вы могли почувствовать проникновение, не продыряв в нем дырки. Вам также понадобятся несколько более тонких и толстых тренировочных предметов, чтобы поэкспериментировать с настройками тока и подачи проволоки.
Начните с куска толщиной около 3,0 мм, чтобы не беспокоиться о проделывании дырок в куске, если сначала вы задержитесь слишком надолго. Используйте шлифовальный станок, чтобы удалить как можно больше ржавчины и краски с тренировочной детали, а затем очистите труднодоступные угловые швы с помощью режущего инструмента Longevity. Не забудьте также очистить область вдали от области сварки, чтобы прикрепить зажим заземления.
Держать пистолет
При сварке MIG можно держать пистолет в устойчивом положении двумя руками.Хотя вы можете выполнять сварку MIG одной рукой, если хотите, лучше использовать обе руки, чтобы поддерживать постоянное расстояние между заготовкой и наконечником. Свободной рукой придерживайте ствол сварочного пистолета или запястье руки, держащей пистолет. Если возможно, поместите обрабатываемую деталь на поверхность, которая позволит вам также опереться на нее рукой. Чем более согласованным будет все в процессе сварки, тем лучше будет готовый продукт как с механической, так и с эстетической точки зрения.
Настройка сварочного аппарата
Многие сварщики поставляются с таблицей, прикрепленной к сварочной тележке, которая дает вам отправную точку для определения тока и скорости проволоки в зависимости от материала и толщины детали.Если у вас нет диаграммы, вы можете начать с обеих настроек на 50 процентов и при необходимости корректировать, пока не будете довольны глубиной проникновения и заполнением. Вы определенно захотите сориентировать пистолет так, чтобы во время сварки было хорошо видно пламя и сварочную ванну. Установите пистолет так, чтобы за кожух выступало примерно 1/2 дюйма проволоки.
Начало сварки
Сначала вам следует прихватывать детали вместе, чтобы они не двигались во время сварки, и вы можете использовать обе руки, чтобы обеспечить плавное и устойчивое движение пистолета.Количество используемых прихваток должно определяться длиной сварного шва, но должно хватить одной на каждый фут сварного шва. После того, как вы все настроили, необходимо сделать несколько вещей почти одновременно, чтобы начать непрерывную сварку. Сначала установите сварочный пистолет в том месте, где вы хотите начать сварку. Затем одновременно нажмите на спусковой крючок и наклоните голову вперед, чтобы маска и защита для глаз встали на место. Если вы предпочитаете, вы можете держать пистолет одной рукой, а другой использовать вместо этого, чтобы вручную расположить лицевую маску.На самом деле это зависит только от личных предпочтений сварщика.
Движение сварщика
При сварке MIG используется множество движений горелки. Обычно используется какая-либо форма зигзагообразного или кругового плетения, чтобы дуга действовала на обе свариваемые детали и проникала сквозь них.
Намного проще наложить сварной шов на стальной лист, чем сварить две части вместе, поэтому, когда вы только начинаете, лучше всего практиковать свою технику таким образом. После того, как вы начали сварку, через пару секунд сварки должна образоваться сварочная ванна.Как только лужа разовьется, вам нужно начать движение сварочного пистолета, иначе вы начнете продувать отверстия в заготовке. Если вы будете двигаться слишком быстро, вы получите плохой провар и слабый сварной шов, поэтому вам следует практиковаться, пока не почувствуете себя комфортно, поскольку у вас есть надлежащий провар.
Направление сварки
Сдвигать пистолет, а не тянуть – это хорошая привычка, поскольку это улучшает покрытие защитным газом области сварного шва. Но у него есть и недостатки, потому что вам нужно перемещать пистолет по бассейну, и если вы не будете осторожны, вы потратите много времени на обслуживание пистолета и электродов.Это особенно актуально, если вы выполняете сварку вертикально. Используйте любую технику, которая вам удобнее всего, поскольку на самом деле нет правильного или неправильного способа сделать это.
Потратьте немного времени на укладку сварных швов на лист, чтобы почувствовать сварку при различных настройках мощности, прежде чем пытаться соединить два куска металла. Практикуйтесь в наложении сварных швов на одну пластину, пока сварные швы не станут выглядеть аккуратно. Вам понадобится всего пара часов практики, чтобы почувствовать сварку MIG и уложить хороший однородный борт.
Оценка сварного шва
Хороший валик сварного шва будет немного приподнят над рабочей поверхностью и будет выглядеть как горб, а не горный хребет. Вы должны увидеть последовательность расположенных на одинаковом расстоянии полукругов с горбом, направленным в противоположную сторону от направления движения.
Техническое обслуживание сварщика
Первый шаг к успешной сварке: правильное обслуживание сварочного оборудования
Скотт Скрянк, Lincoln Electric Company
| Один из наиболее важных и простых способов создания прочных сварных швов – это правильное обслуживание сварочного оборудования.Уход за сварщиком не требует больших усилий и в конечном итоге может значительно сэкономить время и деньги – как на долговечности оборудования, так и на качестве и производительности сварки. Правильное краткосрочное обслуживание машины поможет вам избежать некоторых распространенных ошибок при сварке и поможет избежать затрат на дорогостоящий ремонт неправильно обслуживаемого или вышедшего из строя оборудования. В зависимости от типа сварочного оборудования, которое вы используете, необходимое обслуживание будет различным.Сварочное оборудование Stick (SMAW) требует очень небольшого обслуживания, в то время как сварщикам MIG (GMAW) и TIG (GTAW) требуется немного больше внимания и ухода, чтобы оставаться в надлежащей форме |
| Уход за сварочным оборудованием для стержневой сварки (SMAW) Поскольку большинство компонентов оборудования находится внутри сварочного аппарата, оборудование для ручной сварки требует минимального технического обслуживания. Единственными элементами, не содержащимися внутри оборудования, являются электрододержатель и зажим заземления. Однако эти элементы не требуют большого ежедневного ухода; скорее, эти детали имеют тенденцию изнашиваться со временем, поэтому рекомендуется следить за их состоянием и при необходимости заменять эти детали. В долгосрочной перспективе вам необходимо, чтобы квалифицированный технический специалист проверил внутреннюю часть машины на предмет скопления грязи, пыли и сажи на охлаждающих вентиляторах, проводке, трансформаторах и печатных платах.Такое обслуживание машины поможет охладить компоненты и продлить срок службы устройства. Убедитесь, что вы всегда отключаете машину от сети перед выполнением любых работ по техническому обслуживанию. |
Самая серьезная проблема технического обслуживания при сварке штангой связана с вашими электродами. Когда стальные электроды, используемые для процесса SMAW, остаются открытыми, они склонны собирать влагу, создавая риск образования ржавчины. Обязательно заботьтесь о своих стержнях, правильно храня их в закрытом контейнере и плотно закрывая крышкой. Вы также можете использовать стержневую печь, такую как стержневую печь HydroGuard ™ Lincoln Electric, чтобы поддерживать необходимый уровень влажности электродов. Поместите электроды в стержневую печь, как только контейнер будет открыт, чтобы предотвратить попадание влаги и убедиться, что содержание влаги в электроде остается на должном уровне. Если вы свариваете только время от времени, нет необходимости покупать стержневую печь – просто купите стержни, которые поставляются в герметично закрывающемся контейнере. Наконец, всегда храните электроды в вертикальном положении, чтобы предотвратить повреждение, которое может произойти, когда стержни сталкиваются друг с другом, поскольку помятые стержни или электроды без экструдированного покрытия могут отрицательно повлиять на качество сварки. |
| Обслуживание аппаратов для сварки MIG (GMAW) В отличие от аппаратов для ручной сварки, аппараты для сварки проволокой (сварка MIG и / или порошковой сваркой) включают в себя гораздо больше периферийных элементов, в том числе гильзу пистолета, контактные наконечники пистолета и шланг защитного газа – и поэтому требуют гораздо большего регулярный уход и внимание.Опять же, всегда отключайте машину от сети перед выполнением любых работ по техническому обслуживанию. Стальные ведущие ролики обычно не подвержены сильному износу. Однако, когда проволока проходит по ним, это может привести к накоплению большого количества грязи и пыли на приводных роликах. Чтобы предотвратить накопление грязи, рекомендуется продувать внутреннюю часть секции подачи машины сжатым воздухом не реже одного раза в неделю, чтобы приводные валки оставались чистыми и в наилучшей форме для подачи тонких материалов.025 – Сварочная проволока 0,035 дюйма. В качестве альтернативы вы можете снять ролики и очистить их металлической щеткой. Самое главное – независимо от того, какой метод вы выберете – всегда убедитесь, что механизм подачи проволоки выключен, прежде чем проверять или чистить приводные ролики. Поскольку проволока проходит через приводные ролики в футеровку пистолета, она может образовывать скопление грязи и пыли на лайнере. Опять же, рекомендуется продувать лайнер сжатым воздухом со стороны контактного наконечника пистолета примерно раз в неделю, чтобы удалить скопившуюся пыль и грязь, особенно если вы не пользуетесь сварочным аппаратом постоянно. |
Затем всегда убедитесь, что лайнер отрезан до нужной длины – если он слишком короткий, между вкладышем и удерживающей головкой может скопиться грязь и пыль, что приведет к проблемам. с механизмом подачи проволоки. И, чтобы обеспечить постоянную защиту и обслуживание гильзы пистолета, никогда не водите и не катите по тросу пистолета что-либо тяжелое – гильза сплющится, и вам, как правило, придется ее заменить. |
Контактные наконечники горелки, конус и диффузор, которые часто упускаются из виду при обслуживании сварщика, необходимы для обеспечения бесперебойной работы сварочного аппарата. Поскольку эти компоненты работают вместе, обеспечивая необходимую электропроводность и рассеивание газа для процесса MIG, вы не сможете правильно сваривать, если эти элементы вашей системы не поддерживаются в идеальном состоянии. |
Во время сварки сопло пистолета, которое защищает сварной шов, часто заполняется брызгами. Следите за тем, чтобы сопло было чистым, чтобы не препятствовать потоку газа и не препятствовать сварке. Использование окунания для сопла поможет сохранить сопло в чистоте. Подобно консистенции желе, продукт, называемый окунанием для форсунки, может помочь предотвратить прилипание брызг к форсунке. Просто время от времени окунайте сопло в продукт во время сварки, чтобы уменьшить скопление брызг.Однако не погружайте сопло полностью, так как это может повредить пористый изолятор внутри сопла – просто окуните наконечник. Кроме того, храните насадку в упаковке производителя, чтобы предотвратить повреждение – если вы выбросите ее в мусорное ведро или другой контейнер, она может получить вмятины или царапины, создавая дефектные участки, которые могут собирать брызги. |
| Диффузор ввинчивается в трубку пистолета внутри сопла и распределяет защитный газ, необходимый для сварки MIG или порошковой порошковой сваркой в среде защитных газов.Как и на сопле, скопление брызг на диффузоре также будет препятствовать потоку газа. Регулярно снимайте конус и проверяйте диффузор, чтобы убедиться, что он не забит. Если в диффузоре есть брызги, протрите его металлической щеткой или тряпкой. Чтобы обеспечить оптимальную форму контактных наконечников пистолета, старайтесь не прикасаться наконечником к обрабатываемой детали. Каждый раз, когда вы устанавливаете нежелательное электрическое соединение между наконечником и обрабатываемой деталью, наконечник повреждается.Часто можно обжечь наконечник до такой степени, чтобы изменить путь прохождения проволоки через наконечник и повлиять на качество сварки. Кроме того, для достижения наилучших характеристик обязательно меняйте наконечник на модель с правильным размером отверстия каждый раз, когда вы меняете размер диаметра проволоки. Тем не менее, несмотря на все усилия сварщика, контактные наконечники пистолета в конечном итоге все же нуждаются в замене. После продолжительного использования диаметр отверстия в наконечнике увеличится, что повлияет на размещение проволоки в соединении. Кроме того, наконечники изнашиваются и покрываются брызгами.Это сигнализирует о том, что пора покупать новый, например насадки Copper Plus®, предлагаемые в линейке пистолетов Lincoln Electric Magnum® PRO. |
| Другие проблемы при сварке MIG включают в себя внимание к баллону с защитным газом – убедитесь, что он всегда привязан к машине или где-нибудь в цеху. Если он упадет с регулятором на нем, газ попытается уйти, и поток газа потенциально может кому-то повредить.Чтобы предотвратить утечку газа, когда он не используется, снимите регулятор и прикрепите защитный колпачок с резьбой к верхней части баллона, чтобы обеспечить безопасность системы клапанов и предотвратить разрыв. Чтобы шланг защитного газа оставался в хорошем состоянии, намотайте его свободно и храните над землей, чтобы предотвратить его перекручивание или перегиб, что может привести к повреждению. Также не забывайте регулярно проверять его на предмет каких-либо отверстий или потенциальных мест утечки. Храните его в прохладном и сухом месте. |
| Возможно, самый простой совет по уходу за сварочным аппаратом MIG – это предотвращать попадание пыли, закрывая верхнюю часть аппарата, когда он не используется.Кроме того, рекомендуется периодически привлекать сертифицированного технического специалиста для обслуживания / осмотра вашего оружия. Хотя сварка MIG требует гораздо большего обслуживания оборудования, чем сварка штучной сваркой, одно из преимуществ процесса GMAW заключается в том, что проволока обычно покрыта медью, что означает меньшую вероятность образования ржавчины, что устраняет необходимость в стержневой печи. Уход за оборудованием MIG состоит из множества элементов, но есть простой способ обнаружить потенциальную проблему обслуживания – видимые отверстия пористости в сварном шве.При любом процессе с защитным газом видимая пористость в сварном шве указывает на проблему с процедурой или на проблему с защитным газом – это означает, что у вас закончился газ, сопло забито или есть отверстие в вашей линии защитного газа. Поэтому обращайте внимание на качество сварных швов – это простой барометр того, своевременно ли проводится техническое обслуживание вашего оборудования. |
Почему параметры сварки так важны для качества готовой продукции
Когда вы работаете на производственной линии, качество готовой продукции имеет жизненно важное значение для успеха вашего бизнеса.Инженеры потратят много времени на разработку спецификаций вашего продукта, включая разработку точных параметров сварки для каждой части процесса. Но насколько важны эти параметры для качества сварного шва и готового изделия? Очень важно!
Использование неправильных параметров может привести к чрезмерному разбрызгиванию сварочного шва, что потребует дополнительной очистки сварных швов. Холодный сварной шов будет располагаться высоко над поверхностью металлоконструкций и приведет к отсутствию плавления в корне шва, создавая слабый стык и требуя трудоемкой очистки.
Какие параметры сварки необходимо учитывать для получения качественного сварного шва?
Основные параметры сварки, которые следует учитывать при сварке, – это сила тока, напряжение и скорость подачи проволоки. Все это может повлиять на готовый сварной шов, если эти параметры сварки не установлены должным образом.
Как сила тока влияет на сварной шов?
При правильной скорости движения сила тока определяет уровень проплавления и размер готового сварного шва. Сила тока определяется толщиной свариваемых деталей и определяет калибр используемой проволоки.
Установка силы тока ниже этого параметра может привести к получению высокого узкого сварного шва с небольшим проваром, что приведет к слабому стыку. Сварку будет трудно начать, и дуга будет иметь тенденцию дрейфовать к одной стороне стыка, вместо того, чтобы соединяться с обеими. Если установить слишком высокую силу тока, получится широкая, плоская и неровная полоса, и очень легко получить излишки брызг.
почему важно установить правильное напряжение при сварке?
Напряжение определяет профиль сварного шва.
Если он слишком низкий, борт будет сидеть на поверхности детали и производить чрезмерное разбрызгивание, что потребует значительных объемов шлифовки или очистки, чтобы сгладить поверхность детали и создать возможную точку разрушения из-за плохого проникновения вварить в стык.
Если он слишком высокий, он образует широкий плоский валик с непостоянным проваром и плохим контролем дуги, что приведет к плохим сварным швам в готовом продукте и может вызвать большое количество брызг, требующих большего шлифования и очистки для изготовления годной детали. .Высокое напряжение также может вызвать провисание сварных швов, а на более тонких металлах могут появиться признаки деформации из-за чрезмерного нагрева.
Как скорость подачи проволоки влияет на качество готового сварного шва?
При сварке MIG скорость подачи проволоки (WFS) определяет ток, используемый для создания сварного шва.
Как и в случае с напряжением, слишком высокий WFS создаст валик, который будет сидеть на поверхности детали и создать чрезмерное разбрызгивание, требующее значительной очистки, а также слишком широкий валик с плохим проникновением и большой вероятностью ожога. через.
Если WFS будет слишком низким, вы получите узкий борт, который может принять вогнутую форму, что также потребует дополнительной шлифовки и очистки. В общем, электрод от 1/4 дюйма до 3/8 дюйма, выступающий из наконечника, вполне подходит, но он часто будет дополнительно проверен и задокументирован инженером-сварщиком, контролирующим настройки и технические характеристики.
Управление параметрами сварки
Как видите, управление переменными параметрами сварки может существенно повлиять на качество выполненных сварных швов и готового изделия в целом.
Если ваше текущее оборудование не подходит для обеспечения сварных швов в соответствии с вашими параметрами, и вы рассматриваете возможность дополнительного оборудования или модернизации, обратитесь к специалисту по сварке OTC DAIHEN сегодня. В OTC DAIHEN мы решаем проблемы, с которыми сталкивается промышленность, на протяжении почти столетия и готовы помочь вам добиться успеха на вашем производстве.
| Проблема | Возможная причина | Тест / Решение | |
| 1. | Чрезмерный расход электродов | Недостаточный / чрезмерный расход газа | Проверка правильности расхода газа (см. Таблицы для руководства по расходу газа) |
| Неправильный размер / геометрия электрода для требуемого тока | Используйте электрод большего размера (правильную геометрию см. В руководстве) | ||
| Чрезмерный нагрев держателя | Проверьте правильность контакта цанги | ||
| Загрязненный электрод | Замените электрод (ошибочные результаты будут оставаться до тех пор, пока существует загрязнение) | ||
| Окисление электрода при охлаждении | В зависимости от сварочного процесса, после выключения дуги подайте газ в течение 5-15 секунд. | ||
| Использование защитного газа с избыточным содержанием кислорода или влаги | Изменение на газ надлежащей чистоты | ||
| 2. | Загрязненный электрод | Основной металл грязный или жирный | Для чистки поверхности используйте соответствующие химические чистящие средства: спирт, проволочную щетку или абразивный материал |
| Загрязняющие элементы, выделяющие газ, могут присутствовать в самом основном материале | Если возможно, улучшите основной материал.Измените параметры сварки, чтобы учесть эффект газовыделения | ||
| Проверить электрод на загрязнение | Удалить загрязненную часть электрода, переточить электрод | ||
| 3. | Загрязнение заготовки вольфрамом | Вольфрам, касающийся ванны расплава | Не допускайте попадания вольфрама в ванну расплава |
| Литье вольфрама | Используйте качественную шлифовальную машину для вольфрамовых электродов для заточки электродов | ||
| Электродное плавление и легирование основным металлом | Используйте меньший ток или электрод большего диаметра | ||
| 4. | Пористость сварного шва | Примеси захваченного газа (водород, азот, воздух, водяной пар) | Удалите воздух из всех линий перед зажиганием дуги, удалите конденсированную влагу из линий; использовать инертный газ класса сварки (99,9%) Проверить используется правильная смесь защитного газа |
| Неисправный газовый шланг или ослабленные шланговые соединения | Некачественный газовый шланг Проверить герметичность шланга и соединений | ||
| Масляная пленка на недрагоценном металле | Очистить химическим очистителем, не подверженным разрушению дуги.Перед сваркой убедитесь, что основной металл сухой. | ||
| 5. | Материал электрода | Убедитесь, что материал электродов не изменен. Попробуйте электрод из другого бокса или сохраненного эталонного бокса | Различные материалы электродов обеспечивают разный запуск дуги и токопроводящие способности |
| 6. | Качество материала электрода | Используйте электрод из более старого или нового материала, чтобы проверить, сохраняется ли проблема | Партия электродов может иметь различное качество (необычное) |
| 7. | Размеры и геометрия электрода | Убедитесь, что размеры электродов подходят для применения | Геометрия наконечника электрода зависит от области применения сварки. Обратитесь к руководствам за информацией |
| 8. | Разводка кабеля | По возможности старайтесь прокладывать кабели от источника питания до сварочной горелки как можно прямее | Иногда кабели скручиваются, как садовый шланг. Катушка становится гигантской катушкой индуктивности, вызывая сопротивление, уменьшающее пуск. энергия. Эффекты индуктивности также могут быть вызваны тем, что сварочные силовые кабели расположены очень близко к заземленным стальным пластинам. |
| 9. | Удлинительные кабели | Убедитесь, что все удлинительные кабели имеют соответствующую пропускную способность | Кабели низкого качества / емкости приведут к падению напряжения и затруднят запуск |
| 10. | Качество газа | Качество / чистота газа должны соответствовать стандартам. Проверьте, не сменились ли поставщики. Попробуйте баллон с газом более высокой степени чистоты. чем обычно, и посмотрите, сохраняется ли проблема. | Низкое качество газа или оксиды в газе могут окислять детали и загрязнять электроды во время сварки.Иногда даже лучшие поставщики иметь проблемы. |
| 11. | Качество материалов / Технические характеристики | Убедитесь, что свариваемые материалы не содержат загрязняющих веществ в металлургической структуре.Проверьте, есть ли произошла смена поставщиков материалов. | Загрязнения в материале могут выводить газ во время сварки, что приводит к ухудшению качества сварки. Блуждание дуги или проплавление шва вариации могут быть результатом изменений в некоторых микроэлементах в материале. |
| 12. | Неправильное напряжение | Проверьте источник питания на соответствие входному напряжению. Возможно, потребуется проверять напряжение в течение дня, чтобы убедиться, что колебания входят в объем поставки источника питания. | Напряжение может поступать от другого оборудования или объектов в часы пик.Это снизит напряжение, доступное для источник питания для зажигания дуги. |
| Проблема | Возможная причина | Тест / Решение | |
| 13. | Программа сварки | Убедитесь, что параметры программы сварки не изменились. | Изменения пика зажигания дуги и фоновой силы тока, а также других параметров влияют на работу системы |
| 14. | Допуски деталей и консистенция сварного соединения | Проверить, изменились ли допуски на геометрию соединения | Для качественных сварных швов необходим контакт интимных частей на сварном шве |
| 15. | Основной материал имеет поверхностное загрязнение | Проверить соблюдение процедур очистки и использование каждого набора чистящих инструментов для каждого типа материала | Загрязнения поверхности, такие как масло, грязь или оксид, могут препятствовать зажиганию дуги и стабильности сварного шва из-за выделения газов во время сварки и прилипание к электродам.Загрязнения также могут вызвать проблемы с управлением AVC расстоянием дуги. |
| 16. | Проблемы газового покрытия | Убедитесь, что время предварительной подачи и продувки газа адекватно. Убедитесь, что область, в которой должна возникнуть дуга, достаточно свободна от Кислород и поток газа в норме.Не проводите сварку на сквозняке. | Недостаточное газовое покрытие приведет к загрязнению детали и электрода. Высокая скорость потока может вызвать турбулентность и вдыхание. Кислород в зоне дуги приводит к загрязнению электрода. Более низкий расход при более длительной предварительной продувке улучшить зажигание дуги. Последующая продувка в течение 5-15 секунд исключает окисление электрода во время охлаждения Недостаточный поток газа во время сварка приводит к чрезмерному использованию электродов.Сквозняк может подтолкнуть кислород в область дуги. |
| Неисправные регуляторы, расходомеры или шланги | Проверить на утечки или повреждения Используйте высококачественные детали для газовых систем | ||
| Высокая скорость сварки приводит к тому, что деталь выходит из-под области защитного газа до того, как сварной шов остынет | Использовать попутный защитный газ | ||
| 17. | Проблемы с заземлением | Убедитесь, что зажимы и зажимные вставки очищены от окисления Убедитесь, что кабель / зажим заземления не изношены. | Окисление и / или изношенное оборудование может вызвать плохое заземление между деталью и зажимом / вставками, что может затруднить зажигание дуги и вызвать блуждание дуги и другие несоответствия |
| Проблема | Возможная причина | Тест / Решение | |
| 20. | Свет не загорается при включении питания | Проблема с входным питанием | Убедитесь, что система подключена |
| Отсутствует или низкое напряжение | Проверить предохранители. Проверьте все уровни напряжения. Проверьте правильность настройки отводов напряжения.Проверить вторичное напряжение выпрямителя | ||
| Рециркулятор отсутствует | Убедитесь, что циркуляционный насос включен. Низкий уровень / нет воды. Проверьте поток воды. Проверьте соединение реле протока с источником питания. Проверить предохранители | ||
| 21. | Загораются лампы перегрева | Перегрев агрегата | Дайте 3-5 минут “остыть”.Проверьте короткое замыкание между соплом и электродом. Проверить транзисторы; как этот компонент запускается чтобы носить, он начинает потреблять больше тока. Если состояние не подлежит сбросу, верните устройство на завод для обслуживания. |
| 22. | Сложность запуска дуги | Горелка собрана неправильно | Проверить состояние электродов и / или плазменных сопел |
| Проблема низкого напряжения | Проверьте отсутствие или низкое напряжение.См. «Общие проблемы сварки» | ||
| 23. | Дуга не переносится | Ослабленные, отсутствующие кабельные соединения | Проверить инструмент на наличие рыхлого или плохого грунта |
| Блок питания не распознает сигнал пуска | Проверьте все соединения.Устранение неполадок со схемами | ||
| Проблема | Возможная причина | Тест / Решение | |
| 24. | Неустойчивая или плохо выглядящая пилотная дуга | Изношенные детали горелки. | Проверьте и замените необходимые детали. |
| Неправильная установка электрода. | Отрегулируйте настройку. | ||
| Загрязненный плазменный газ. | Проверить газовую линию на герметичность. | ||
| Влага в горелке или проводах. | Заглушите наконечник и дайте газу увеличиться. | ||
| Загрязненная охлаждающая жидкость. | Проверить охлаждающую жидкость на загрязнение. | ||
| 25. | Сварочная дуга не переносится | Слишком большое зазор резака. | Уменьшите расстояние зазора. |
| Блок питания подключен неправильно. | Проверить кабель управления контактором минусового провода рабочего провода. | ||
| Неисправный электрод в резаке. | Проверьте электрод на наличие острого наконечника и чистый внешний вид. | ||
| 26. | Сварочный наконечник поврежден при запуске | Неправильная установка деталей резака. | Проверить процедуру установки. |
| Неправильный отвод электрода. | Правильная установка электрода. | ||
| Неправильная полярность | Проверьте отрицательный и положительный выводы на правильность подключения; проверьте переключатель диапазонов питания. | ||
| Слишком низкий расход плазменного газа. | Увеличьте скорость потока. | ||
| Чрезмерный текущий уровень. | Уменьшите ток или используйте наконечник с большим отверстием. | ||
| Недостаточный поток охлаждающей жидкости. | Проверить расход и давление; проверить фильтр охлаждающей жидкости. | ||
| Загрязненный газ. | Проверить газовую линию на герметичность. | ||
| Влага в горелке. | Проверьте герметичность горелки и шлангов. | ||
| Загрязненная охлаждающая жидкость. | Проверить охлаждающую жидкость на загрязнение. | ||
| Наконечник касается заготовки. | Увеличьте расстояние зазора. | ||
| 27. | Наконечник поврежден после периода сварки | Недостаточный поток охлаждающей жидкости. | Проверить расход и давление; проверить фильтр охлаждающей жидкости. |
| Чрезмерный текущий уровень. | Уменьшите ток или используйте наконечник с большим отверстием. | ||
| Слишком низкий расход плазменного газа. | Увеличьте скорость потока. | ||
| Влага в горелке. | Проверьте герметичность горелки и шлангов. | ||
| 28. | Отсутствие необходимого проникновения | Слишком низкий расход плазменного газа. | Увеличьте скорость потока. |
| Недостаточный текущий уровень. | Увеличьте ток. | ||
| Минимальное смещение электрода. | Увеличьте расстояние возврата. | ||
| Слишком высокая скорость движения. | Уменьшите скорость движения. | ||
| 29. | Пористость сварных швов | Загрязнения на заготовке. | Очистить заготовку. |
| Слишком высокий расход плазменного газа. | Уменьшите скорость потока. | ||
| Недостаточное покрытие защитным газом. | Увеличьте скорость потока или используйте дополнительный щиток прицепа. | ||
| 30. | Незначительный подрез в области носка сварного шва | Слишком высокая скорость движения. | Уменьшите скорость движения. |
| Слишком высокий расход плазменного газа. | Уменьшите скорость потока. | ||
| Размер отверстия в наконечнике слишком мал. | Используйте наконечник с большим отверстием. | ||
| Максимальное смещение электрода. | Уменьшите расстояние возврата. | ||
| Недостаточный текущий уровень. | Увеличьте ток. | ||
Как звучит сварка? GMAW
Каждый вид сварки имеет уникальный звук. Иногда этот звук может указывать на проблемы. В других случаях он сообщает оператору, что все идет правильно.Компания Xiris добавила аудиомониторинг в наши ведущие в отрасли сварочные камеры. Эта инновационная система дает сварщикам новый инструмент для контроля и улучшения своей работы.
Однако часто требуются годы опыта, чтобы отличить небольшие различия в звуке, которые отделяют хороший сварной шов от плохого. А если вы новичок в сварке или раньше не пользовались звуком, как узнать, к чему прислушиваться?
Сегодня мы рассмотрим сварку GMAW или MIG и поделимся различными звуками, которые вы можете слышать, и их значением.
- – Frying Bacon: Это наиболее распространенное описание звучания GMAW. Факел будет шипеть, время от времени будет хлопать. Обычно это означает, что ваш сварочный аппарат правильно настроен и вы укладываете качественный валик.
- – Попкорн : Если ваша сварка больше похожа на попкорн, чем на бекон, с большим количеством щелчков и хлопков, это может означать, что скорость вашей проволоки слишком высока. «Проволока ударяется о поверхность, а не полностью проплавляется в металл, создавая слабый и опасный сварной шов.” 1
- – Шипение, , как при утечке газа : Часто означает слишком низкую скорость подачи проволоки. Это также слабый и небезопасный сварной шов. 1
- – Щелчки и шипение: Обычно это означает проблему с защитным газом. Вы также увидите чрезмерное количество искр и шлака, а также поры в готовом сварном шве. Убедитесь, что газ включен, есть ли в баллоне газ и давление в баллоне правильное. 1
- – Необычный: Еще одна проблема, которую можно определить по звуку, – это торможение провода.Если вылет слишком большой, дуга может звучать нерегулярно – высота и / или громкость постоянно меняется. 2
Настройки напряжения и тока сварочного аппарата, а также металл, который вы свариваете, влияют на звук дуги в GMAW. 3 Например, при сварке нержавеющей стали используются три различных подхода: перенос погружением, шаровидный перенос или дуговая сварка распылением. Каждый из этих методов имеет разный звук, поскольку дуга переходит от низкой мощности к высокой в течение цикла переноса металла. 4
При переносе погружением (сварка с низким током, которая идеально подходит для более тонких материалов) вы слышите быстрое потрескивание – желанный звук бекона. Шаровая передача, которая используется не часто, издает неравномерный, разбрызгивающийся звук с периодическим шипением. Перенос распылением имеет постоянный шипящий звук, поскольку горячий металл устойчивым потоком переходит на основной материал.
Важно изучить свое оборудование, понять используемые материалы и поэкспериментировать с различными настройками. Следите за звуком и внешним видом дуги и критически оценивайте качество сварных швов.Скоро вы будете знать, к чему прислушиваться.
Посмотрите видео, в котором показано, как изменение скорости подачи проволоки и напряжения влияет на звук сварки MIG: https://www.youtube.com/watch?v=kmcO0lFfn1k.
Лучшие изображения. Лучшие решения. Лучшее управление процессом.
Подпишитесь на Xiris в социальных сетях, чтобы получать регулярные обновления и видеоролики о сварке!
Источники:
1 https: // гараж.eastwood.com/eastwood-chatter/listen-to-your-mig/
2 https://www.millerwelds.com/resources/article-library/mig-welding-the-basics-for-mild-steel
3 https://forum.millerwelds.com/forum/welding-discussions/4179-mig-welding-sound
4 https://www.theshedmag.co.nz/home/2018/7/8/tackling-stronic-a-guide-to-stronic-steel-welding
Практическое руководство – WeldingBoss.com
Поскольку мы уважаем вас, вы должны знать, что как партнер Amazon мы зарабатываем на соответствующих покупках, совершаемых на нашем веб-сайте.Если вы совершаете покупку по ссылкам с этого веб-сайта, мы можем получить небольшую долю продаж от Amazon и других партнерских программ.
Сварка требует работы при высоких температурах (очевидно… durp), но как сваривать без прожигания дырок? Правильное оборудование помогает, но только в том случае, если вы умеете им пользоваться. Вы можете сделать это легко, просто проявив осознанность. Вот как именно сваривать без прожигания отверстий :
Перед тем, как приступить к сварке, прочтите инструкции компании, указанные на упаковке электродов, технические характеристики, прилагаемые к сварочному аппарату, и узнайте толщину и тип свариваемого металла.Вам нужна правильная сила тока, идеальный электрод для основных металлов и правильные методы сварки без прожигания дыр. Изображение предоставлено
Когда вы часто работаете при температурах выше 5000 ° F, вам нужно много тренироваться, чтобы избежать ошибок. Сварка – сложное ремесло, освоить которое не всем просто. Сварщик должен знать, какие инструменты подходят для каждого проекта, так как сварщик может работать с различными металлами и оборудованием.
Рекламные ссылки Например, если вы выберете электрод, который не предназначен для переменного тока, и используете постоянный ток, ваша сварочная ванна может превратиться в беспорядочный беспорядок.Чтобы производить прочные сварные швы без повреждения основных металлов, вы должны следовать всем рекомендациям производителя и Американского сварочного общества (AWS), практиковать правильные методы, изучать структурные различия металлов и привыкать к различным сварочным процессам.
Как сварить без прожигания отверстий
Для получения эффективного сварного шва на двух основных металлах требуется много практики и терпения. Не волнуйтесь, если вы расстраиваетесь, когда у вас сгорает важный проект.Большинство ошибок, возникающих при сварке, можно исправить.
Поскольку каждый металл имеет разную толщину, твердость и теплопроводность, ваше снаряжение и техника будут меняться в зависимости от того, какие материалы требуют сварки. В следующем списке перечислены важные этапы сварки без прожигания отверстий:
- Создайте чистое рабочее место
- Ознакомьтесь с AWS и рекомендациями производителя
- Избегайте длинных дуговых разрядов
- Избегайте коротких дуговых разрядов
- Отрегулируйте скорость движения
- Храните электроды должным образом
- Поддержание работоспособности оборудования
- Установите правильную силу тока
Чистое рабочее пространство
Сварочная ванна, создаваемая при соединении электрода с двумя основными металлами под действием электрической дуги, более чувствительна, чем вы думаете.Водород и кислород присутствуют в воздухе, которым мы дышим, но они вредны для сварочной ванны.
Защитные газы и флюс защищают сварной шов от загрязнений в атмосфере, но другие химические вещества, минералы и металлическая стружка могут мешать процессу сварки. Чтобы окружающие материалы не мешали вашей работе, всегда поддерживайте чистоту на рабочем месте.
Сварочные цеха ежедневно используют шлифовальные и шлифовальные машины, различные сварочные аппараты и другие инструменты и машины.Остатки предыдущих проектов следует тщательно очистить и удалить с рабочего места.
Все легковоспламеняющиеся и горючие материалы следует хранить вдали от вашего района. У вас больше шансов получить ожог, если на неблагородные металлы случайно попал легковоспламеняющийся растворитель или покрытие. Любые материалы или жидкости, которые могут ускорить процесс нагрева металлов, должны быть удалены.
Протрите неблагородные металлы перед сваркой и обеспечьте соответствующую вентиляцию рабочего места.
AWS и рекомендации производителя
Рекомендации Американского общества сварщиков предоставляют важную информацию для различных сварочных ситуаций. Если вы не уверены, какой электрод или процесс использовать при сварке незнакомого металла, AWS предлагает ответ.
Распространенная ошибка многих сварщиков-любителей – несоблюдение рекомендованных правил. Если вы установите силу тока на 150, а спецификации рекомендуют 100 ампер, у вас возникнут проблемы с контролем неустойчивой дуги, и вам повезет, что вы избежите прожога.
Рекламные ссылки Компания AWS была основана в 1919 году, и каждый год ее ученые и инженеры-добровольцы работают над улучшением сварочной отрасли, разрабатывая новые методы и материалы для сварки. Чтобы избавиться от любых неправильных представлений, которые могут возникнуть в отношении конкретного металла или процедуры, возьмите копию Справочника сварщика AWS.
Еще одним отличным справочным материалом по сварке являются спецификации производителя. Когда вы приобретете коробку электродов, вы заметите, что она включает подробную информацию о составе стержня, соответствующем токе для использования, подходящих основных металлах для сварки и правильных настройках для вашего сварочного аппарата.
Если вы будете следовать инструкциям, у вас вряд ли возникнет слишком много проблем. Спецификации, как и рекомендуемая сила тока, возможно, придется отрегулировать для получения подходящего сварного шва. Однако при настройке силы тока попробуйте уменьшить или увеличить число небольшими приращениями.
Когда производитель электродов рекомендует 100 ампер, и вы чувствуете, что сила тока слишком мала, попробуйте увеличить до 105, прежде чем пытаться попробовать 110 или 120. Двигаясь вверх небольшими шагами, вы можете избежать перегрева металла и образования дыр.Тем не менее, мы всегда рекомендуем следовать рекомендациям производителя по различным причинам безопасности и эффективности.
Избегайте длинных дуговых разрядов
Длинные дуги возникают, когда вы отводите электрод слишком далеко от заготовки. Дуга возникает, когда отрицательно заряженная деталь парит над положительно заряженным металлом, и если расстояние слишком велико, образуется длинная, громоздкая дуга.
Длинная дуга искажает сварочную ванну, и ее очень трудно контролировать. Большое пламя может привести к перегреву металлов и прожогу.В большинстве сварочных проектов необходимо поддерживать плотную дугу с низким уровнем дуги, чтобы обеспечить однородные сварные швы и долговечные сварные швы.
Перед тем, как приступить к сварке нового металла, потренируйтесь на ломе, чтобы увидеть, как дуга реагирует и движется вместе с металлом. Вы избежите повреждения основных металлов, если будете знакомы с металлами, которые свариваете.
Избегайте короткого замыкания
Короткое замыкание возникает, когда электрод находится слишком близко к основным металлам. Если держать электрод слишком близко к заготовке, разовьется короткая дуга, которая может привести к прилипанию электрода к основным металлам.
Вы можете выключить сварочный аппарат и открутить электрод, если он прилипнет, но продолжающаяся короткая дуга может ослабить металл. Ослабленный основной металл более подвержен прожогу и не обеспечивает надежный сварной шов.
Есть большая разница между сохранением небольшой длины дуги и короткой длины дуги. Вот отличное видео о том, как измерить длину дуги при сварке TIG.
Регулировка скорости хода
Если сила тока не слишком высока и у вас есть контролируемая плотная дуга, вы все равно можете прожечь заготовку.Еще один фактор, который может способствовать прожогу, – это скорость движения.
Скорость перемещения – это скорость, с которой сварочная ванна перемещается по основным металлам. Для металлов, которые имеют более низкую теплопроводность, вы должны выбрать более низкую скорость. В случае такого металла, как алюминий, вы должны использовать высокую скорость движения, чтобы не повредить металл.
Алюминий – это мягкий металл с высокой теплопроводностью, который быстро плавится, если двигаться на небольшой скорости. Более мягкие металлы могут быстро прожечь, если оставить сварочную ванну в одном положении слишком долго.
Если вы заметили повреждения или прожоги на заготовке, попробуйте увеличить скорость движения, чтобы закончить сварку.
Правильно храните электроды
TL; DR: приобретите электродную печь, если у вас ее еще нет. У нас есть несколько рекомендаций по хранению электродов, которые помогут вам встать на правильный путь.
Дуговые сварщики используют электроды с флюсовым покрытием для сварки металлов, а стержни представляют собой хрупкие инструменты, которые сломаются, если с ними не обращаться или хранить правильно.
Перед использованием проверьте сварочные стержни, чтобы убедиться, что они целы.Деформированный стержень с крошащимся флюсом может привести к сильной сварочной ванне и плохому сварному шву. Буйный бассейн сложнее контролировать, и его легко перегреть или прожечь основной металл, когда вы потеряете контроль над лужей.
Электроды быстро разрушатся, если вы не поместите их в герметичный контейнер или электродную печь. Держите палочки сухими и защищенными от сырости.
Поддержание работоспособности оборудования
Перед тем, как начать новый проект, не забудьте осмотреть свое оборудование.Сварщика следует проверить на наличие изношенных шнуров или проводов и перегоревших предохранителей. Осмотрите держатель палки и убедитесь, что он не покрыт брызгами.
Очистите держатель металлической щеткой, чтобы удалить излишки брызг, и протрите его чистой сухой тканью.
Ваш сварочный аппарат вырабатывает опасное количество электричества, и в случае его неисправности он может вызвать ожоги и возможные телесные повреждения. Если вы обнаружите проблему с вашим аппаратом, найдите кого-нибудь, кто обслужит сварщика, прежде чем вы начнете его эксплуатировать.
Установите правильную силу тока
Мы коснулись этого ранее, когда говорили о следовании инструкциям производителя относительно электрода. Если по какой-то причине вам нужно подняться, делайте это очень медленно (если вообще). Возможно, вы захотите проверить длину дуги или, возможно, сначала дважды проверьте толщину материала или выбор электрода.
В инструкциях будет указано, на какую силу тока необходимо установить машину. Установка слишком высокого или слишком низкого значения для сварочного шва не приведет к желаемому качеству сварного шва.Отрегулируйте скорость, дважды проверьте свои настройки и еще раз прочтите рекомендации, прежде чем изменять ее слишком далеко от рекомендуемых параметров.
Почему происходит прогорание?
Прожоги при сварке могут возникать по нескольким причинам. Независимо от того, используете ли вы процесс SMAW, MIG или TIG, вы можете прожечь заготовку, если вы не знакомы с металлом, соответствующими настройками станка или надлежащими методами процесса.
Для плавления металлов в процессе сварки требуются высокие температуры, а иногда в результате сильного нагрева в металле образуются небольшие отверстия.В следующем списке перечислены возможные причины прожогов.
- Высокая сила тока
- Неудачная подготовка металлов
- Неровные сварные швы
- Неподходящие электроды
- Неправильный процесс обработки тонких металлов
- Низкая скорость перемещения
- Неправильные настройки станка
- Неисправность оборудования
Высокая сила тока
Число Одна из причин прожогов при сварке – высокий ток. Сила тока контролирует величину тока (переменного или постоянного), протекающего через заготовку и электрод, и увеличение силы тока приводит к более высоким температурам дуги.
Более сложные металлы и более толстые металлы требуют более высоких значений силы тока для создания эффективных сварных швов, но более тонкие металлы выигрывают от более низких значений силы тока. Листовой металл является примером более тонкого материала, который требует меньшего проплавления и нагрева в процессе сварки.
Если вы сварите тонкий кусок металла с силой тока выше рекомендованной, электрическая дуга может прожечь, а не расплавить основные металлы. Установки изготовителя для значений силы тока следует изменять только с небольшими приращениями, чтобы избежать перегорания.
Отсутствие подготовки
Некоторые металлы требуют значительных подготовительных работ перед сваркой. Оцинкованная сталь и алюминий имеют покрытия, которые необходимо удалить перед сваркой.
Цинковое покрытие из оцинкованной стали при сварке выделяет токсичный желтый дым, а когда оно превращается в оксид цинка, сварочная ванна становится неустойчивой, и ее трудно контролировать. Если вы не можете сфокусировать сварочную ванну на стыке, основные металлы могут перегреться и в конечном итоге прожечь.
Алюминий имеет окисленную пленку на поверхности из-за реакции металла на кислород в воздухе. Подобно гальванизированной стали, пленку следует снимать, чтобы избежать резкого отклика в сварочной ванне. В случае оцинкованной стали для удаления покрытия можно использовать шлифовальный станок или наждачную бумагу средней зернистости.
Для алюминия: удалите пленку проволочной щеткой и протрите металл сухой тканью. Тщательно подготовьте металлы с покрытием, и вы избежите перегрева и непоследовательности сварочных ванн.
Неровные сварные швы
Перед сваркой двух основных металлов иногда приходится шлифовать или разрезать металлы, чтобы получить ровный шов.Когда вы выстраиваете металлы на рабочем столе, обязательно осмотрите стык по всей длине, чтобы убедиться, что он однороден.
Ровный стык позволит вам получить ровный, чистый валик. Широкий зазор в стыке будет увеличиваться при нагреве дугой, что может привести к образованию большего отверстия или прожигу.
Неподходящие электроды
Информация, напечатанная на упаковке электрода, содержит важную информацию о составе электрода, настройках тока и силы тока, подходящих металлах для сварки и рекомендуемых методах.
Некоторые электроды, такие как E-6013, эффективны при всех текущих настройках и требуют меньшего количества изменений в настройках аппарата. Однако несколько электродов работают только с одним током и должны использоваться только с переменным или постоянным током.
Поскольку электроды каждого типа покрываются разными материалами, важно, чтобы каждый стержень имел соответствующий ток. При использовании стержня 6010 с переменным током существует риск перегрева заготовки и образования отверстий.
Постоянный ток – единственная рекомендуемая настройка для электрода 6010, и несоблюдение рекомендаций может привести к повреждению металлов.
Если вы повредите свои металлы, значит, вы плохо проведете время.
Неправильные процессы
Некоторые проекты подходят для определенных типов сварочных аппаратов. Сварка TIG и MIG подходит для детальной работы с более тонкими металлами. Если вы используете аппарат для дуговой сварки мягкого тонкого металла, вы рискуете повредить заготовку.
Высокая температура дуги аппарата для ручной сварки иногда бывает слишком сильной для более мягких металлов. Если вы постоянно прожигаете металл с помощью дуговой сварки, возможно, вам придется переключиться на сварку MIG или TIG.
Медленная скорость движения
Если сила тока и уровни тока установлены на правильную величину, и у вас по-прежнему возникают проблемы с прожогом, возможно, вам придется отрегулировать скорость движения.
Медленная скорость рекомендуется для более широких и прочных соединений, но для более тонких металлов, таких как алюминий, вам необходимо увеличить скорость.
Используйте высокую постоянную скорость движения по тонким металлам. У вас меньше шансов прожечь заготовку, если вы будете быстро двигаться.
Неправильные настройки аппарата
Рекомендуемые настройки для вашего сварочного аппарата и его компонентов являются результатом тысяч часов исследований.Хотя вам придется настраивать параметры для каждой ситуации, вы вряд ли столкнетесь с многократным прогоранием, если будете следовать инструкциям.
Если вы настроите сварочный аппарат на неправильный ток или неправильную полярность, у вас вряд ли получится подходящий сварной шов. В некоторых случаях можно даже прожечь металл. Перед сваркой дважды проверьте соответствующие настройки электрода, и вы не перегреете или не повредите металл.
Неисправность оборудования
Хотя это менее вероятно, чем другие факторы, неисправность оборудования также может вызвать прогорания.Если сварочный аппарат неисправен, это может привести к перегреву основного металла и прогоранию.
Перед тем, как приступить к работе, осмотрите свою машину и ее компоненты, чтобы убедиться, что все в рабочем состоянии.
Можно ли исправить прожог?
Прожоги – это неприятное явление, но будьте уверены, большинство отверстий можно исправить. Если отверстие огромно и поддерживает структурную целостность детали, возможно, придется заменить металл.
Косметические прожоги просты в ремонте и редко требуют замены металла.Следующие шаги показывают, как исправить прожог.
- Очистите металл
- Сделайте несколько небольших прихваточных швов
- Удалите шлак и протрите металл
- Повторите процесс
- Проверьте наличие отверстий и повторите процесс, если они остались
Очистите металл
Вы вероятно, придется отшлифовать часть предыдущего сварного шва, чтобы поверхность стала плоской и однородной. Удалите с металла ржавчину или пленку и протрите чистой тканью.
Подготовьте отверстие так же, как и новую заготовку.
Множественные прихваточные швы
В отличие от неизмененного соединения или шва, прожог требует выполнения нескольких прихваточных швов к детали. Вместо того, чтобы делать длинную непрерывную бусину, вы сделаете несколько маленьких бусинок, чтобы закрыть отверстие.
Укладывая несколько валиков в отверстие, вы обеспечиваете структурную опору для следующего раунда сварки.
Удалите шлак и очистите металл.
Удалите слой шлака и с помощью шлифовального станка расплющите сварные валики в отверстии.После того, как вы протерете металл, осмотрите его на предмет оставшихся отверстий.
Повторите процесс
Для устранения прожога обычно требуется выполнить как минимум два цикла сварки. После первого раунда сфокусируйте бусинки на оставшихся зазорах сварного шва. Повторите технику прихваточного шва и очистите заготовку, чтобы увидеть, не требуются ли дополнительные сварные швы.
Проверка отверстий
Если после двух раундов сварки вы видите какие-либо дополнительные ямки или небольшие отверстия, повторите процесс, чтобы заполнить отверстия.Если нет, значит, ремонт прошел успешно, и можно переходить к чему-то другому. Посмотрите это видео, чтобы увидеть, как сварщик продемонстрирует, как заделать отверстие.
Как избежать прожигания отверстий при сварке?
Хотя вы, вероятно, испытаете прорывы в карьере сварщика, их можно избежать, если вы последуете нескольким полезным советам.
- Следуйте рекомендациям AWS и производителя
- Настройте параметры машины
- Используйте процесс, подходящий для работы
- Используйте правильные методы
Следуйте рекомендациям
Соблюдать правила – не всегда весело, но если вы хотите сэкономить много времени (и деньги своей компании), следуйте рекомендациям AWS и производителей сварочных материалов.
Если вы не соблюдаете рекомендуемые настройки для вашего станка и его компонентов, вы рискуете повредить заготовку и оборудование. В худшем случае вы также можете причинить вред себе или своим коллегам.
Измените настройки
Если в начале проекта вы заметили слишком высокую температуру дуги, уменьшите силу тока и повторите попытку. После длительной практики большинство сварщиков могут услышать разницу между сварным швом с низким и высоким током.
Аппараты для ручной сварки, сварочные аппараты MIG и сварочные аппараты TIG издают разные звуки во время процесса сварки. Однако каждая машина издает совершенно другой звук, когда сила тока слишком велика или слишком низкая.
Чтобы избежать прожигания дыр, часто настраивайте машину, чтобы найти идеальные настройки.
Используйте правильный процесс
Как упоминалось ранее, сварка штучной сваркой не так эффективна для небольших, детализированных проектов. Если вам нужно сварить тонкие детали из мягкого металла, попробуйте использовать сварочный аппарат MIG или TIG.
Пламя дуги от аппарата для ручной сварки слишком интенсивно для некоторых металлов и легко прожигает заготовку.
Используйте правильные методы
Скорость движения и угол электрода влияют на стабильность сварочной ванны. Если использовать слишком острый угол с электродом, можно перегреть металл и прожечь его.