Положение электрода при сварке
Многие люди, независимо от того кто они: новички или уже некоторое время производят сваривание, задаются вопросом: “В каком положении нужно держать электрод для того, чтобы делать качественное сваривание и в то же время, чтобы все было аккуратно?”.
Для начала Вам нужно определить, в каком положении Вы собираетесь производить сваривание или в каком положении Вам приходится сваривать. Разумеется, что предпочтение отдается горизонтальному положению, которое гарантирует высокое качество сварного шва и простоту самого процесса сваривания. Однако у Вас может так сложиться ситуация, что Вы никак не сможете изменить положение сварного шва. В такой ситуации Вам нужно обязательно придерживаться правильного угла держания электрода при сваривании.
В основном существует три положения электрода:
углом вперед (30 – 60 градусов). Идеально подходит для произведения сварочных швов на потолке, неповоротных стыках, а также на вертикальных швах;
под прямым углом (90 градусов).
Также угол держания электроды зависит от длины дуги. Длина дуги – это расстояние точки активности электрода до точки активности на самом электроде. При плавлении электрода во время сваривания происходит и плавление покрытия. При горении и плавлении покрытия происходит выделение газов, которое позволяет создать защиту. Такая газовая стена поможет Вам быстрее и качественней завершить свою работу.
При плавлении и горении покрытия выделяются газы, а части покрытия, которые не сгорели, становятся шлаками. Шлак покрывает сварочную ванну и создает слабое покрытие, которое только мешает дальнейшей работе с металлическим изделием.
При дуговой сварке дуга зажигается кратким касанием электрода к металлу.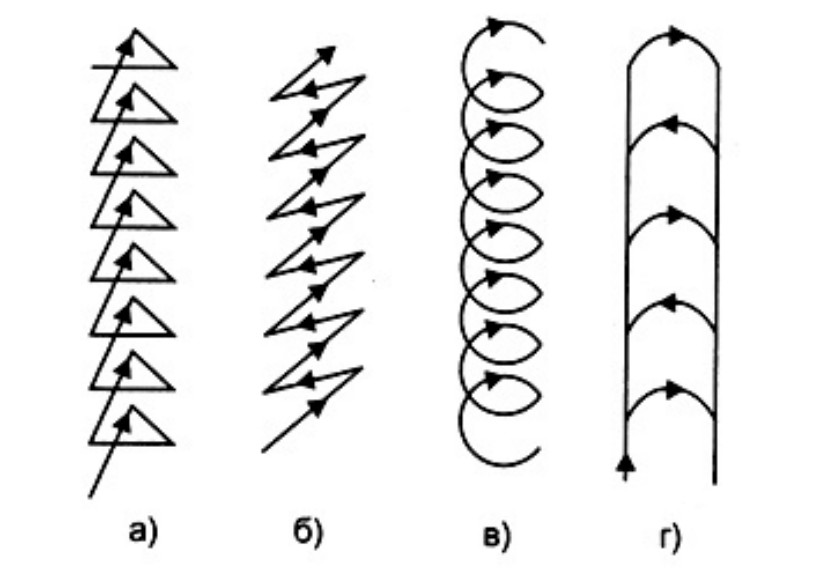 В результате того, что по металлу и электрода протекает электрический ток, и таким образом возникает короткое замыкание. Торец электрода и свариваемого изделия очень быстро нагревается и происходит процесс сваривания. Для надежного и долгого сваривания с большой продолжительностью одной дуги сварщик должен отводить электрод на 4 – 5 миллиметра от свариваемого изделия.
В результате того, что по металлу и электрода протекает электрический ток, и таким образом возникает короткое замыкание. Торец электрода и свариваемого изделия очень быстро нагревается и происходит процесс сваривания. Для надежного и долгого сваривания с большой продолжительностью одной дуги сварщик должен отводить электрод на 4 – 5 миллиметра от свариваемого изделия.
При сварке электрод должен перемещаться медленно, но не с помощью обычного движения “вперед” или “назад”, а с помощью поступательных движений по оси электрода. Это первое движение электрода при сваривании.
Второе движение – это перемещение электрода вдоль, относительно оси валика. Таким образом у Вас будет получаться высококачественный шов. Помимо высокого качества сварного шва у Вас также возрастет и скорость сваривания.
Третье движение электрода во время сваривания – это его перемещение поперек шва. Этот позволит Вам иметь полный контроль над шириной шва и глубиной проплавления металлического изделия.
Используя самые современные методики сваривания, Вы сможете варить изделия из самых разных видов электродов в самых разных пространственных положениях.
Для сварки ответственных конструкций
Электроды Уони 13 55
Ильменитовые электроды
Почему прилипают электроды при сварке инвертором
Содержание
Существует несколько причин почему электрод может прилипать во время сварки. Рассмотрим основные из них.
1. Отсыревшие электроды
Сварочный электрод состоит из металлического стержня и обмазки, которая подвержена воздействию влаги. Соответственно, при хранении без должной упаковки или в местах с повышенной влажностью электроды отсыревают и теряют свои качественные характеристики, что в конечном итоге приводит к залипанию.
2. Неправильный выбор электрода
Неправильный выбор электрода также приводит к залипанию. Сварочные электроды разделяются по типу покрытий. У каждого типа своя область применения и преимущества. Некоторые электроды работают только на постоянном токе, другие работают как на переменном, так и на постоянном. Также обязательно проследите на какой полярности они сваривают и какая стоит на аппарате (электрод на “плюс” или на “минус”).
Выбор толстого стержня для сварки тонких листов также может вызвать проблемы с прилипанием электрода. В таких случаях как правило снижают силу тока, опасаясь прожечь тонкий металл и занижают минимальный предел силы тока для нормального горения данного электрода.
3. Некачественные электроды
Использование электродов низкого качества также приводит к залипанию. Данный дефект исправить невозможно, поэтому при покупке расходного материала уделите особое внимание выбору производителя.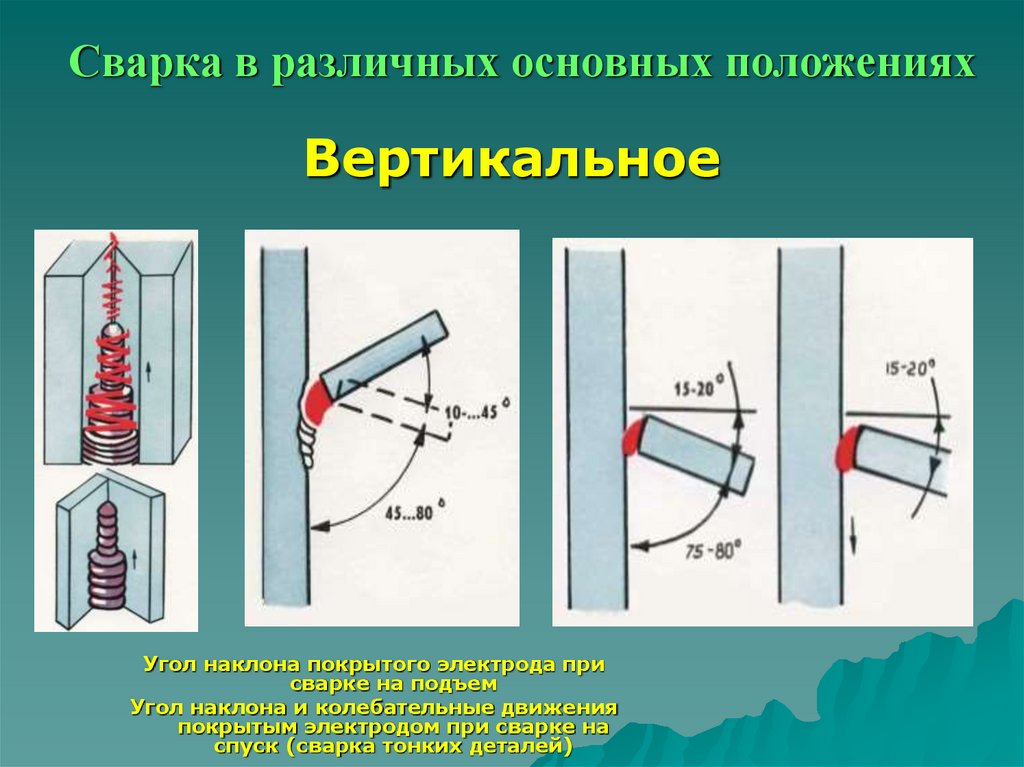
Сейчас на рынке сварочных материалов представлен широкий ассортимент электродов различной ценовой категории от разных производителей. Но не стоит гнаться за дешевизной или громким брендом. Главный критерий при выборе сварочных материалов — наличие необходимой документации на эти материалы. Если вы покупаете электроды для сварки высокоответственных конструкций, то обязательно проверяйте их на соответствие ГОСТу и наличие сертификатов НАКС. К примеру, электроды GOODEL-ОК46 с рутилово-целлюлозным покрытием для сварки ответственных конструкций из низкоуглеродистых сталей, сертифицированы в системе ГОСТ Р, аттестованы в системе НАКС и имеют Одобрение Российского Речного Регистра, а УОНИ-13/55 с основным покрытием сертифицированы в ГОСТ Р, НАКС (КСМ), РРР и ИНТЕРГАЗСЕРТ.
4. Низкий сварочный ток
Настройка сварочного тока напрямую зависит от толщины свариваемого металла, диаметра электрода и положения сварки. То есть, если ток низкий, его силы достаточно, чтобы расплавить кончик электрода, но недостаточно для зажигания дуги. Следовательно, перед началом сварочных работ необходимо оценить толщину свариваемого металла, подобрать электроды соответствующего диаметра и выставить необходимые значения тока. Как правило, производители указывают диапазон рекомендуемых значений сварочного тока на упаковке с электродами.
Следовательно, перед началом сварочных работ необходимо оценить толщину свариваемого металла, подобрать электроды соответствующего диаметра и выставить необходимые значения тока. Как правило, производители указывают диапазон рекомендуемых значений сварочного тока на упаковке с электродами.
5. Неверный способ поджигания дуги
Неверная техника поджига дуги также приводит к залипанию. Начинающие сварщики во время работы зачастую постукивают кончиком электрода по свариваемой поверхности, что приводит к короткому замыканию с моментальным нагревом металла, в результате которого и происходит залипание.
6. Короткая дуга
Длина дуги — не что иное, как расстояние между кончиком электрода и поверхностью свариваемого металла. Если поднести электрод слишком близко к заготовке, то он приклеится к металлу. Точно так же, если вы отведете электрод слишком далеко, ваша дуга погаснет. Поэтому, чрезвычайно важно поддерживать оптимальную длину дуги.
7. Плохо очищенная металлическая поверхность
Если поверхность свариваемого металла ржавая или грязная, зажигать дугу становится сложно. Во время работ дуга может начать гаснуть, а с электрода начнет отпадать обмазка. Дальнейшие действия приведут к залипанию кончика стержня.
Советы по предотвращению прилипания сварочного электрода к металлу:
Мы обсудили причины, по которым происходит залипание электрода при сварке. Теперь поговорим о том, как этого не допустить.
1. Выбирайте соответствующие настройки
Убедитесь, что параметры силы тока соответствуют используемым электродам и толщине металла. Если электрод толстый, для его плавления требуется более высокий ток. Поэтому идеальные настройки силы тока должны определяться типом электрода и характером сварного шва.
2. Держите электрод и поверхность в чистоте
Перед началом работ убедитесь, что электроды не повреждены и не заржавели.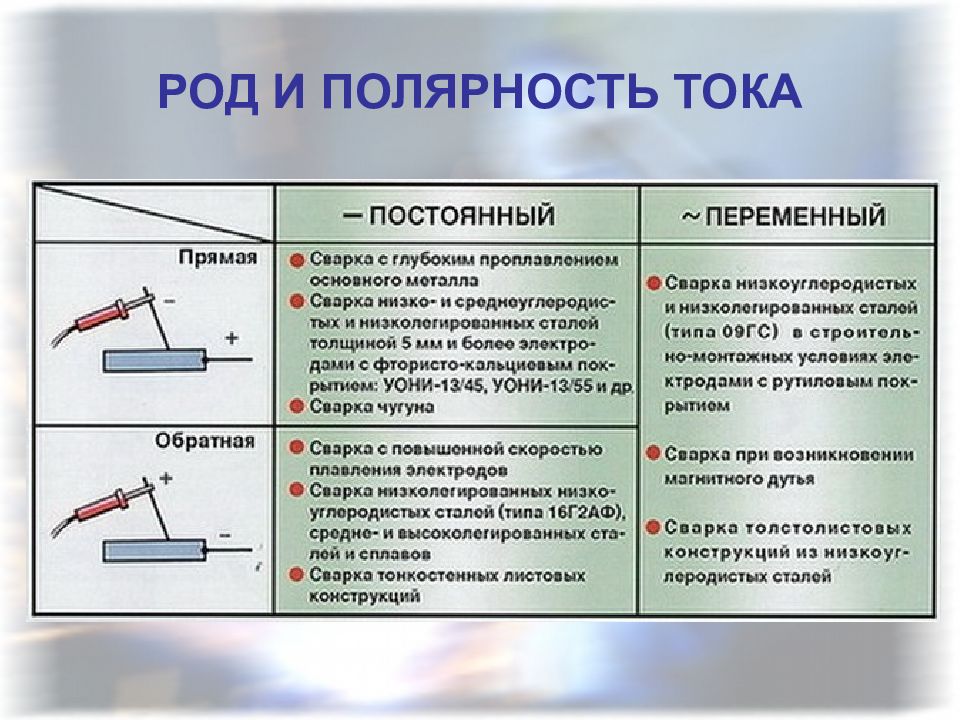 Попробуйте стереть обмазку со стержня пальцами. Если он легко падает на стержень, то качество электрода плохое, соответственно есть риск залипания.
Попробуйте стереть обмазку со стержня пальцами. Если он легко падает на стержень, то качество электрода плохое, соответственно есть риск залипания.
Не забудьте перед сваркой
3. Следуйте правильной технике зажигания дуги
Оптимальным способом зажигания дуги принято считать метод «чирканья». Суть в том, чтобы вести электрод как спичку по коробку. При этом рабочий элемент старайтесь держать перпендикулярно заготовке. После того как дуга разгорелась, следует наклонить электрод назад под углом в 15 градусов и вести шов по намеченной линии.
4. Используйте соответствующую длину дуги
Как только удалось стабилизировать дугу, постарайтесь поддерживать соответствующее расстояние между концом стержня и основным металлом. Старайтесь держать электрод на небольшом расстоянии, но не касаться металла.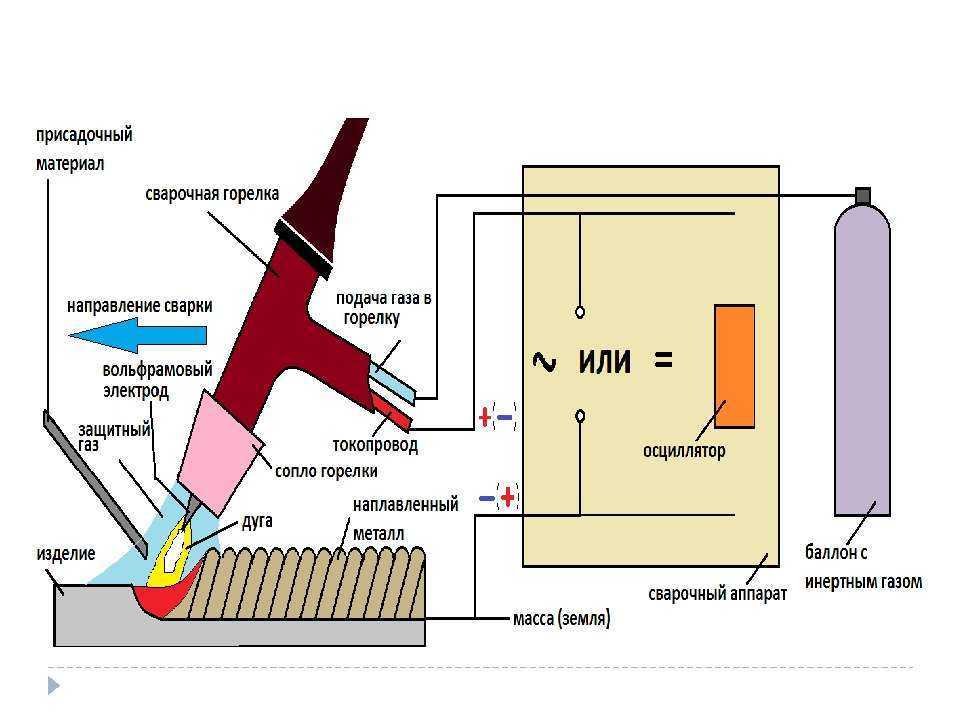 Кроме того, не увеличивайте длину дуги слишком сильно, так как это приведет к разбрызгиванию металла.
Кроме того, не увеличивайте длину дуги слишком сильно, так как это приведет к разбрызгиванию металла.
5. Храните электроды в сухом месте
Как говорилось выше, на срок службы электродов влияет не только качество, но и грамотное их хранение. Для предотвращения загрязнения и отсыревания храните электроды в сухом, чистом месте с относительно постоянной температурой.
Если влага все-таки попала поверхность электрода, то необходима тщательная просушка или прокалка в соответствии с рекомендациями, указанными на упаковке.
Вывод
Правильно подбирайте диаметр электрода и силу тока в зависимости от толщины свариваемого металла. Зачищайте соединяемые поверхности. Соблюдайте условия хранения и прокалки. Используйте для поджига метод «чирканья» и держите оптимальную длину дуги.
Не экономьте при покупке сварочного аппарата. Идеальным вариантом станет оборудование с дополнительными функциями «Hot start» и «AntiStick».
Как улучшить технику сварки электродами
Сварка стержнем может быть сложным процессом для изучения, поскольку существует множество проблем, которые могут вызвать проблемы. Но не отчаивайтесь. Есть методы, которые могут облегчить этот процесс.
Известные как CLAMS — установка тока, длина дуги, угол наклона электрода, манипулирование электродом и скорость перемещения — эти процедуры просты в освоении, улучшат сварку и обеспечат правильное выполнение работы.
Однако, прежде чем применять эти методы, необходимо должным образом подготовить поверхность, в том числе убедиться, что рабочее место чистое. Это также означает, что поверхность свариваемого металла должна быть очищена от песка, грязи и ржавчины. В противном случае сварной шов, вероятно, треснет, а это значит, что работа будет испорчена, и единственным вариантом будет начать заново.
В противном случае сварной шов, вероятно, треснет, а это значит, что работа будет испорчена, и единственным вариантом будет начать заново.
Позиционирование корпуса также является ключевым фактором, а также защитой от дыма, образующегося при сварке, и хорошим обзором сварочной ванны.
Текущая настройка
Выбранный электрод будет определять, должна ли машина быть настроена на переменный, постоянный отрицательный или положительный постоянный ток. Лучше всего выбирать используемую силу тока в зависимости от электрода, положения сварки и визуального осмотра готового сварного шва. Если готовый сварной шов некачественный, проблема может заключаться в одной из этих настроек. Важно регулировать сварочный аппарат на 5–10 ампер за раз, пока не будет найдена подходящая настройка.
Если сила тока слишком мала, электрод начнет прилипать при поджигании дуги. Если сила тока установлена слишком высокой, могут возникнуть сбои, в том числе чрезмерно жидкая лужа, обугливание электрода, когда его половина исчезнет, и дуга, звучащая громче, чем должна. Чрезмерное тепло также может негативно повлиять на флюсовые свойства электрода.
Чрезмерное тепло также может негативно повлиять на флюсовые свойства электрода.
Длина дуги
Хорошее эмпирическое правило заключается в том, что правильная длина дуги не должна превышать диаметр сердцевины электрода. Использование длинной дуги кажется естественным, потому что это помогает пользователю видеть дугу и ванну. Однако пользователь должен расположиться так, чтобы лучше видеть дугу. Если тело пользователя находится в правильном положении, это не только дает хороший обзор лужи, но и помогает правильно манипулировать электродом.
Угол хода
Лучше всего держать электрод перпендикулярно свариваемому соединению. Это позволяет пользователю наклонять верхнюю часть в направлении движения примерно на 5-15 градусов. Для сварки вертикально вверх используйте технику переднего края, при которой верхняя часть электрода наклоняется до 15 градусов в сторону от направления движения.
Манипуляции с электродом
Каждый сварщик должен развивать свой собственный стиль, практикуясь, а также изучая методы других людей. Любой материал тоньше 6 мм означает, что плетение электрода не нужно, потому что валик будет шире, чем необходимо. Во многих случаях требуется только прямая бусина.
Любой материал тоньше 6 мм означает, что плетение электрода не нужно, потому что валик будет шире, чем необходимо. Во многих случаях требуется только прямая бусина.
С более толстым материалом сварщик может создать более широкий валик, перемещая электрод из стороны в сторону. Это создает непрерывную серию частично перекрывающихся кругов в виде буквы «Z», полукруга или шаблона с заиканием. Важно помнить, что вышеупомянутое движение из стороны в сторону должно быть ограничено удвоенным диаметром сердцевины электрода. Чтобы покрыть более широкую область, сделайте несколько проходов или используйте «стрингеры».
При вертикальной сварке вверх основное внимание следует уделить сварке боковых сторон соединения, поскольку середина сама о себе позаботится. Помните, что движение через середину стыка выполняется с такой скоростью, которая позволяет сварочной ванне наверстать упущенное. Затем сделайте паузу по бокам, чтобы обеспечить прочную связь с боковой стенкой.
Если сварные швы выглядят так, как будто они перекрывают друг друга, значит, пользователь двигался вперед слишком быстро и не удерживал стороны так долго, как это было необходимо.
Скорость передвижения
Наконец, есть скорость передвижения. Это ключевой компонент для получения правильного сварного шва. Ваша скорость перемещения должна позволять удерживать дугу в передней трети сварочной ванны.
Если двигаться слишком быстро, провар уменьшается, что влияет на целостность сварного шва. Это может быть недолив, когда внешняя часть сварного шва утоплена. Если пользователь движется слишком медленно, он создает выпуклый валик с небольшим проникновением. Похоже, что сварной шов находится на поверхности металла и не соединил две детали вместе
Дата: 8 мая 2017 г.
Руководство для начинающих по сварке ВИГ
Сварка ВИГ стала популярной среди домашних мастеров, домашних механиков и профессионалов в области строительства, поскольку ее можно использовать со всеми типами металлов. Вы можете соединять сталь, алюминий, медь и нержавеющую сталь в широком диапазоне толщин с помощью процесса сварки TIG. Из различных процессов дуговой сварки TIG обеспечивает высочайшее качество сварки.
Из различных процессов дуговой сварки TIG обеспечивает высочайшее качество сварки.
Сварные швы точные и аккуратные. Работа чистая и не образует дыма или остатков. Отсутствие шлака снижает вероятность дефектов сварки, таких как шлаковые включения, которые могут привести к получению плохого металла сварного шва. В отличие от обычной дуговой сварки, готовый шов практически не требует очистки.
Увидев все преимущества сварки TIG, в этом руководстве по TIG мы увидим, что это за процесс, как он работает, какие материалы необходимы и как выполняется процесс, а также отрасли, в которых применяется технология сварки. используется в и основные плюсы и минусы.
Перейти к разделу:
- Что такое сварка TIG?
- Наука, стоящая за сваркой TIG
- Какие расходные материалы необходимы для сварки TIG?
- Начало работы со сварочным аппаратом TIG
- Применения для сварки TIG
- Сварка TIG за и против
- Часто задаваемые вопросы по сварке TIG
- Следующие шаги: что делать после обучения сварке TIG
По данным Института сварки (TWI), сварка TIG — это процесс сварки плавлением, в котором используется неплавящийся (вольфрамовый) электрод для нагрева заготовки. Затем он защищает сварные швы инертным газом.
Затем он защищает сварные швы инертным газом.
TIG просто означает сварку вольфрамом в среде инертного газа. Процесс сварки также называют дуговой сваркой вольфрамовым электродом в среде защитного газа (GTAW).
Это означает, что во время сварки TIG между вольфрамовым электродом и заготовкой возникает электрическая дуга. Электрическая дуга интенсивна, но ее можно превосходно направлять.
Наука, стоящая за сваркой TIGСварка TIG основана на повышении температуры соединяемых деталей до точки плавления с помощью электрической дуги, которая создается между неплавящимся вольфрамовым электродом и заготовкой за счет прохождения переменный или постоянный электрический ток.
Сварка чаще всего выполняется при прямой полярности (полюс (-) генератора соединен с электродом) для металлов и сплавов (таких как сталь, нержавеющая сталь, медь, титан и никель). Однако в случае легких сплавов алюминия или магния мы свариваем с чередованием полярности, чтобы обеспечить процесс самоочистки, т. е. разрушение оксидного слоя, образовавшегося во время сварки. Пробой этого слоя происходит путем изменения полярности с помощью переменного тока.
е. разрушение оксидного слоя, образовавшегося во время сварки. Пробой этого слоя происходит путем изменения полярности с помощью переменного тока.
Невозможно выполнять сварку с обратной полярностью (полюс (+) подключен к электроду), так как это разрушит электрод, расплавив его, так как в этом случае большая часть тепла дуги будет концентрироваться на конце вольфрамового электрода.
Сварочные аппараты TIG оснащены трансформаторной или современной инверторной технологией. Современные сварочные аппараты с инверторной технологией не только намного легче трансформаторов, но и позволяют значительно больше настроек, которые можно использовать для сварки.
Более сложные устройства предлагают опцию импульсной сварки TIG, при которой вы можете еще точнее адаптировать отдельные параметры к вашим требованиям во время сварки.
Импульсная функция снижает воздействие тепла на материал и позволяет сваривать очень тонкие листы. В дополнение к частоте импульсов или количеству импульсов в секунду вы можете использовать регуляторы для прямого влияния на значения тока, такие как базовый ток, пиковый ток, время импульса на базовом токе и пиковом токе, а также другие факторы, чтобы достичь максимально совершенного сварного шва за счет точного контроля тепловложения дуги.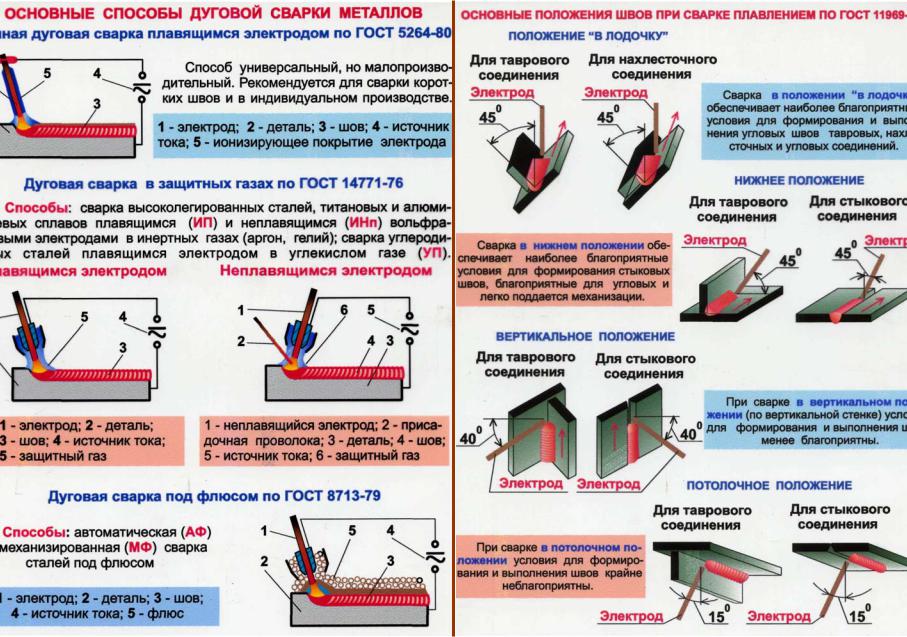
Процесс TIG заключается в создании электрической дуги между негорючим электродом (вольфрам) и свариваемой деталью. С помощью этого процесса можно сваривать с присадочным металлом или без него. Этот присадочный металл часто представляет собой тот же материал, что и свариваемая деталь.
Для сварки ВИГ требуется подача инертного защитного газа, такого как чистый аргон. Во время сварки TIG необходимый ток подается вольфрамовым электродом — центральным элементом процесса сварки. Этот вольфрамовый электрод является источником электрической дуги, которая нагревает и разжижает свариваемый материал.
За это время из газового сопла выходит защитный газ. Затем он защищает нагретый материал (а также ванну с жидким расплавом) от химических реакций при контакте с окружающим воздухом. Этот процесс гарантирует высокое качество сварных швов.
Электрическая дуга позволяет поднять температуру более чем до 6000 градусов по Фаренгейту.
Ниже приведены некоторые инструменты и материалы, необходимые для сварки TIG.
Вольфрамовый электродВ отличие от сварки MIG-MAG, где расходуемый присадочный материал также действует как сварочный электрод, при сварке TIG используется вольфрамовый электрод. Этот электрод проводит ток, и его форма влияет на сварной шов. Кроме того, он не плавится и имеет более длительный срок хранения. На поведение сварочной ванны также может влиять химический состав.
Используемые электроды состоят в основном из вольфрама с твердостью более 99 процентов. Оксиды металлов добавляются для увеличения электронной эмиссионной способности электрода и эффективности. Поэтому существует много типов вольфрамовых электродов на основе оксидов, присутствующих в вольфраме, и каждый тип имеет цветовой код (например, красный цвет для W-Tho2), который содержит оксид тория, и зеленый цвет для электродов из чистого вольфрама. Для сварки алюминия также существуют электроды из чистого вольфрама.
Для сварки алюминия также существуют электроды из чистого вольфрама.
Вольфрамовый электрод окружен газовым соплом, через которое проходит инертный газ (например, аргон, гелий, водород или их смесь). Таким образом, он защищает дугу и металл сварного шва от окисления окружающей атмосферой.
Аппарат для сварки ВИГОборудование для сварки ВИГ состоит из источника постоянного тока CC, кабеля заземления, сварочной горелки и газового баллона для сварки ВИГ или подключения к газовой сети. Сварочный аппарат имеет важное значение в этом комплекте. Сварочный аппарат может быть трансформаторного или инверторного типа. Машина также может содержать блок жидкостного охлаждения. Механизм подачи проволоки не требуется, так как присадочный металл подается вручную.
Мощность, используемая в сварочных аппаратах, обычно представляет собой источник питания постоянного тока, который может производить переменный ток AC, постоянный ток, положительный DC+ или постоянный ток, отрицательный DC- (сокращенно источник питания переменного/постоянного тока).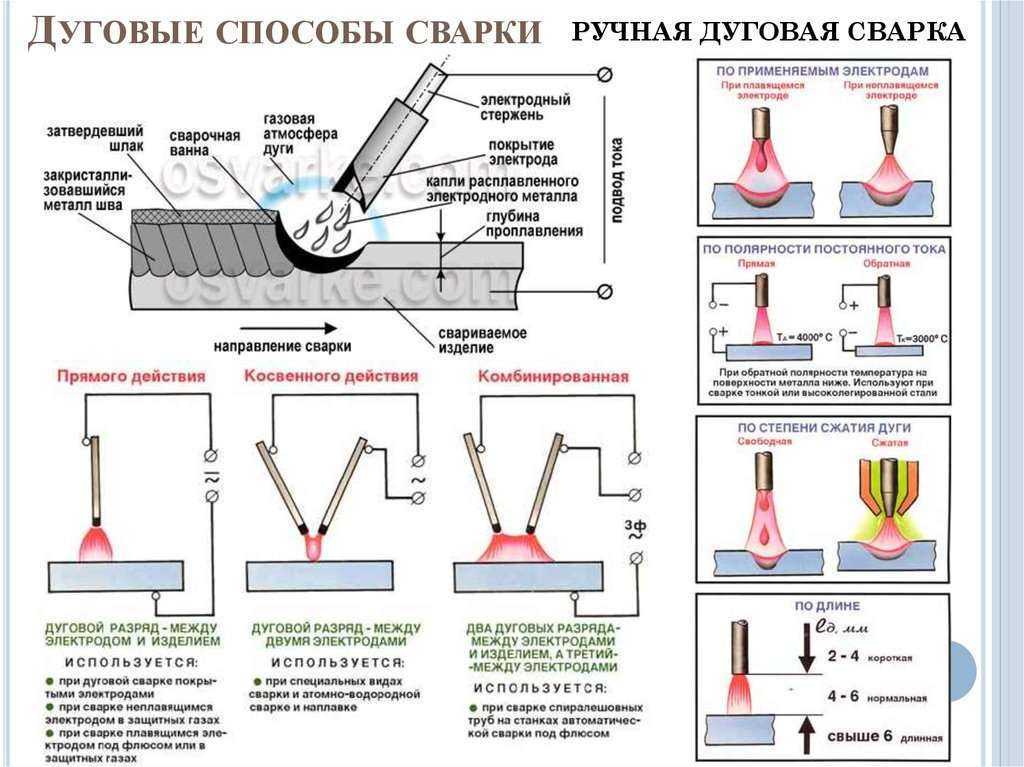 Наиболее распространенные сварочные аппараты TIG используют постоянный ток (DC).
Наиболее распространенные сварочные аппараты TIG используют постоянный ток (DC).
При сварке TIG стали или нержавеющей стали процесс сварки TIG постоянным током показывает хорошие результаты. Если вы хотите начать TIG-сварку алюминия, вы должны использовать переменный ток, поскольку TIG-сварка алюминия требует особых требований к сварке в отношении упомянутого выше процесса самоочистки.
Для этого можно использовать аппараты для сварки TIG переменным и постоянным током, которые также часто называют аппаратами для сварки алюминия. При TIG-сварке алюминия на переменном токе на алюминии не должны образовываться твердые оксидные слои. Эти слои могут привести к тому, что сварной шов станет некачественным. С помощью метода сварки TIG на переменном токе можно достаточно эффективно сваривать и другие легкие металлы, такие как магний.
Горелка или электрододержатель Сварочная горелка или электрододержатель TIG представляет собой ручную часть сварочного аппарата. Это позволяет выполнять точную сварку непосредственно на заготовке.
Это позволяет выполнять точную сварку непосредственно на заготовке.
Горелка для сварки TIG обычно содержит вольфрамовый электрод, стабилизированный зажимной втулкой, с помощью которой генерируется дуга. Колпак горелки защищает сварщика от контакта с концом неплавящегося вольфрамового электрода.
Трубопровод защитного газа проходит через ручку сварочной горелки TIG к газовому соплу и подает необходимый защитный газ.
В случае сварочной горелки TIG с водяным охлаждением (когда сварочный ток превышает 250 AMP) через рукоятку горелки проходят две дополнительные линии, а именно вход воды и возврат. Они обеспечивают адекватное охлаждение горелки и защищают от перегрева.
Наконец, конечно, провод сварочного тока также проходит через ручку сварочной горелки TIG к вольфрамовому электроду для создания необходимой сварочной цепи.
С помощью выключателя горелки на рукоятке сварочной горелки TIG можно включать и выключать сварочную горелку и тем самым запускать и останавливать подачу электричества, защитного газа и охлаждающей воды.
В начале дуги используется высокочастотный ток для облегчения зажигания дуги. В случае отключения тока переключатель на рукоятке позволяет постепенно снижать ток до отключения. Постепенное понижение уменьшает кратерные трещины, образующиеся при традиционных процессах сварки из-за резкого отключения тока в конце сварки.
Подача защитного газа (гелий, аргон, водород или смесь)В большинстве случаев используется аргон, особенно в Европе. По данным Обсерватории экономической сложности (OEC), Германия, Бельгия и Нидерланды обладают одними из самых больших запасов газообразного аргона и являются ведущими экспортерами.
Этот нейтральный газ позволяет избежать мгновенного окисления при плавлении свариваемого металла. Это также влияет на создание дуги на зажигание, форму валика и скорость сварки.
Аргон лучше подходит для более тонких металлов из-за меньшей потребности в нагреве. В Соединенных Штатах гелий используется, так как здесь его больше. Хотя гелий затрудняет зажигание, он повышает напряжение дуги и, следовательно, обеспечивает большее проплавление и скорость сварки.
Хотя гелий затрудняет зажигание, он повышает напряжение дуги и, следовательно, обеспечивает большее проплавление и скорость сварки.
Продувочный газ (аргон) можно смешивать с водородом (5 или 10%) для получения двух различных результатов, которые зависят от желаемой цели.
Если вы хотите уменьшить зону термического влияния (ЗТВ), добавление водорода позволяет снизить количество необходимой энергии примерно на 25 процентов. Это связано с тем, что водород имеет свойство концентрировать электронный пучок, исходящий от вольфрама, и, таким образом, уменьшать ширину наплавленного валика.
Для аустенитных нержавеющих сталей использование смесей аргона и водорода повышает производительность за счет увеличения провара и скорости сварки.
Стержень из присадочного металла Присадочный металл состоит из стержня переменного диаметра; состав которых подобен свариваемому металлу. Как следует из названия, этот металл сплавляется с дугой и представляет собой дополнительный материал во время формирования валика сварного шва. Вот список наиболее широко используемых присадочных металлов.
Вот список наиболее широко используемых присадочных металлов.
- ER5356 или S Al 5356 для алюминия
- ER316L или W 19 12 3 L для аустенитных нержавеющих сталей
- ER70S-3 или W 42 5 W3Si1 для обычных углеродистых сталей
- TA6V для титана
Использование газа, сварочных лучей и сварочных брызг может быть опасным для сварщика. Важно использовать защитное снаряжение.
- Защитные очки
Защитные очки используются для защиты глаз от опасных лучей и искр. Сварка без них может привести к мгновенным ожогам или тому, что называется глазом сварщика, то есть ощущению песка в глазах и таким симптомам, как слезотечение и покраснение глаз, чувствительность к свету и многое другое.
Вам потребуются рубашки с длинными рукавами и брюки для защиты тела от сварочных брызг, а одежда для сварщиков также должна быть огнестойкой (FR).
- Кожаные сапоги
Кожаные сапоги являются частью защитного снаряжения. Они защищают сварщика от искр, поражения электрическим током и других опасностей, связанных со сваркой.
- Перчатки
Опять же, хорошие перчатки для сварки TIG не распространяют горение. Огнестойкость гарантирует, что они могут выдерживать высокие температуры. Сварочные перчатки должны защищать сварщика от пламени, порезов, искр и тепла.
- Солнцезащитный крем
Солнцезащитный крем сварщика должен быть обработан оксидом цинка, чтобы физически блокировать все формы излучения, испускаемого при сварке. Это могут быть UVA, UVB или UVC.
Начало работы со сварочным аппаратом TIGСварка вольфрамовым электродом в среде инертного газа включает следующие процедуры.
Подготовка инструментов и рабочего места Перед запуском сварочного аппарата обязательно наденьте защитные очки, тяжелую огнестойкую сварочную одежду и сварочную маску с защитой глаз.
Убедитесь, что у вас чистая поверхность. Подготовка детали из углеродистой стали заключается в ее зачистке с помощью шлифовального круга или пескоструйного аппарата. Для алюминиевой детали лучше всего использовать проволочную щетку из нержавеющей стали.
Если деталь изготовлена из нержавеющей стали, протрите место сварки тряпкой, смоченной в растворителе. Перед началом сварки обязательно храните ветошь и химикаты в надежном месте.
Взять и заточить электродРазмер вольфрамового электрода зависит от толщины заготовки и сварочного тока. Обязательно затачивайте электрод радиально по окружности, а не прямо к концам.
Для заточки можно использовать пемзу. На всякий случай ориентируйте электрод в том же направлении, что и камень.
Иметь закругленный конец, если сварка выполняется переменным током, или острый конец, если сварочный ток является постоянным. Если вы выполняете угловой или стыковой шов, то заточите электрод так, чтобы получился стержень длиной от 5 до 6 миллиметров.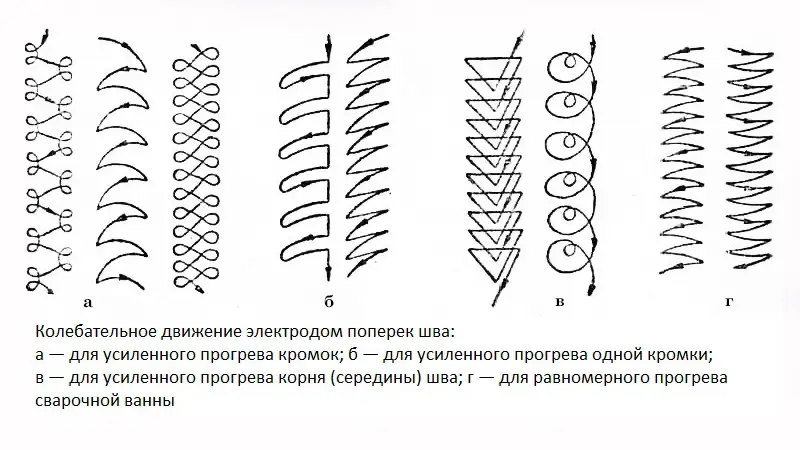
Отвинтите заднюю часть электрододержателя и вставьте электрод. Затем прикрутите эту часть обратно. Обычно электрод должен выступать за пределы защитной оболочки зажима примерно на 6 мм.
Выберите защитный газ и отрегулируйте поток сварочного газаМожно использовать чистый аргон, гелий или смесь аргона и гелия. Снимите защитный пластиковый колпачок. Прокачайте резьбовой корпус клапана, быстро открывая и закрывая его, чтобы удалить посторонние предметы.
Затяните винт регулятора. Полностью затяните гайку, повернув регулятор, чтобы он правильно расположился в клапане. Затяните регулятор гаечным ключом, повернув ручку давления против часовой стрелки.
Подсоедините газовый шланг и расходомер, затем откройте вентиль баллона. Обязательно открывайте кран медленно и постепенно. Обычно достаточно четверти оборота.
Наконец, проверьте отсутствие утечки газа либо на слух, либо распылив средство для обнаружения утечек на фитинги. Отрегулируйте расход газа, воздействуя на регулятор. Настройка зависит от характера сварки, но обычно она составляет от 4 до 12 литров в минуту.
Отрегулируйте расход газа, воздействуя на регулятор. Настройка зависит от характера сварки, но обычно она составляет от 4 до 12 литров в минуту.
Подключить педаль к сварочной станции. Эта педаль используется для контроля температуры во время сварки. Соберите сварочную горелку TIG. Горелки этого типа снабжены керамическим соплом для направления аргона, медной втулкой для удержания электрода и охлаждающей средой. Закрепите резак с помощью адаптера, входящего в комплект принадлежностей.
Выберите полярностьВы можете настроить полярность вашей станции в соответствии с типом металла, который вы собираетесь сваривать. При наличии алюминиевых деталей установите селектор в положение, соответствующее переменному току (AC). С другой стороны, если свариваемые детали изготовлены из стали, выбирайте сборку с прямой полярностью, то есть с отрицательным электродом постоянного тока.
Регулировка силы тока Регулировка силы тока позволяет контролировать процесс сварки.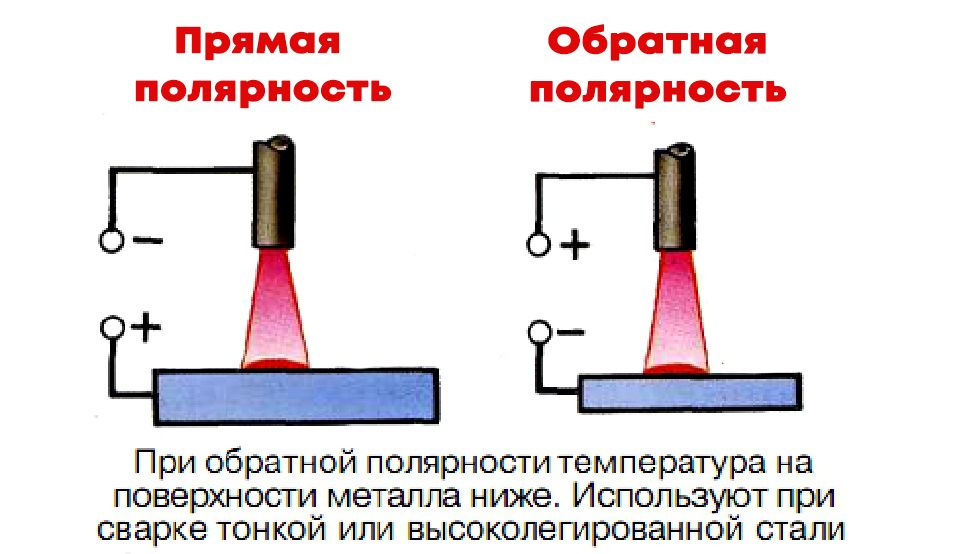 Чем больше толщина свариваемых деталей, тем выше будет интенсивность. Но если вы правильно координируете свое действие на педаль, у вас будет меньше проблем с интенсивностью.
Чем больше толщина свариваемых деталей, тем выше будет интенсивность. Но если вы правильно координируете свое действие на педаль, у вас будет меньше проблем с интенсивностью.
Вот некоторые общие значения силы тока в зависимости от толщины: 1,6 мм, от 30 до 120 ампер; 2,4 мм, от 80 до 240 ампер; 3,2 мм, от 200 до 380 ампер.
Сварка основных металловПродолжайте соединять детали. Закрепите эти детали с помощью уголка или плоской планки с помощью хомутов. Совместите детали (создайте точки сварки, предназначенные для удержания деталей вместе до завершения сварки). Поместите эти точки на расстоянии нескольких дюймов друг от друга вдоль сварного шва.
Регистрация шариковДержите горелку TIG в руке. Обязательно держите его под углом около 75 градусов, с электродом в пределах 0,5 см от свариваемых деталей. Не касайтесь деталей вольфрамовым электродом, чтобы не загрязнить сварной шов.
Регулируйте температуру сварки с помощью педали. Ширина сварочной ванны должна быть примерно 0,5 см. Важно поддерживать бассейн разумного размера, чтобы избежать плохого завершения операции сварки.
Ширина сварочной ванны должна быть примерно 0,5 см. Важно поддерживать бассейн разумного размера, чтобы избежать плохого завершения операции сварки.
Держите свинцовый электрод другой рукой. Держите его в точке, где металл будет нагреваться факелом, так, чтобы он составлял угол 15 градусов с горизонтом.
Нагрейте основной металл горелкой. Под воздействием тепла будет создана сварочная ванна, которая будет использоваться для сварки двух частей. Как только сварочная ванна коснется двух деталей, заполните шов присадочным металлом быстрыми движениями, чтобы избежать образования выпуклостей. Присадочный металл укрепит сварной шов.
Расширение сварочной ванныДля этого перемещайте электрическую дугу в правильном направлении. В отличие от процесса сварки MIG, при котором вы перемещаете сварочную ванну в направлении движения горелки, в процессе TIG вы толкаете сварочную ванну в направлении, противоположном наклону горелки.
Движение руки похоже на движение руки левши, держащего карандаш. В то время как правша водит карандашом, как если бы он делал сварку MIG (с обоими углами, наклоненными вправо), левша держит свой карандаш наклоненным влево, хотя он должен толкать его вправо. Завершите сварку, продвигая сварочную ванну. Вы только что сделали сварку TIG!
В то время как правша водит карандашом, как если бы он делал сварку MIG (с обоими углами, наклоненными вправо), левша держит свой карандаш наклоненным влево, хотя он должен толкать его вправо. Завершите сварку, продвигая сварочную ванну. Вы только что сделали сварку TIG!
Следующее учебное пособие на YouTube от Miller Welders предлагает дополнительные советы по сварке TIG и методы сварки TIG для тех, кто хочет узнать больше: https://youtu.be/tNYmo2_DI6c
Приложения для сварки TIGДля чего используется сварка TIG ?
Сварка ВИГ широко используется в аэрокосмической и авиационной промышленности, поскольку этот процесс обеспечивает прочное и чистое сварное соединение. Это идеально подходит для ремонта и сборки компонентов самолета.
- Автомобильная промышленность
Известно, что процесс TIG помогает уменьшить коррозию. Крылья автомобиля сварены методом TIG для предотвращения ржавчины.
- Кузовной ремонт
Сварка ВИГ идеально подходит для кузовных работ. Это процесс, который широко используется при восстановлении и ремонте кузова автомобиля.
- Сварка трубопроводов
Процесс орбитальной сварки TIG часто считается лучшим процессом сварки сборок трубопроводов для сварки полных соединений труб малого диаметра, не превышающих 2 ½ дюйма в диаметре, или для сварки корневых швов, в то время как заполняющие и заглушки выполняются с использованием также используются другие процессы сварки: дуговая сварка в среде защитного газа (SMAW), сварка в среде инертного и активного газа (MIG-MAG) и дуговая сварка с флюсовой проволокой (FCAW).
Плюсы и минусы сварки ВИГНиже перечислены некоторые преимущества и недостатки сварки ВИГ.
Плюсы- Очень чистые сварные швы
- Может использоваться с наполнителем или без него
- Создает прочные сварные швы
- Обеспечивает высокую степень контроля для сварщика
- Может выполняться вручную или автоматически
Минусы
- Занимает много времени
- Нельзя использовать для более толстых металлических соединений
- Требуются высококвалифицированные сварщики
Сварка ВИГ довольно популярна, поскольку она обеспечивает более высокое качество сварных швов, чем сварка МИГ.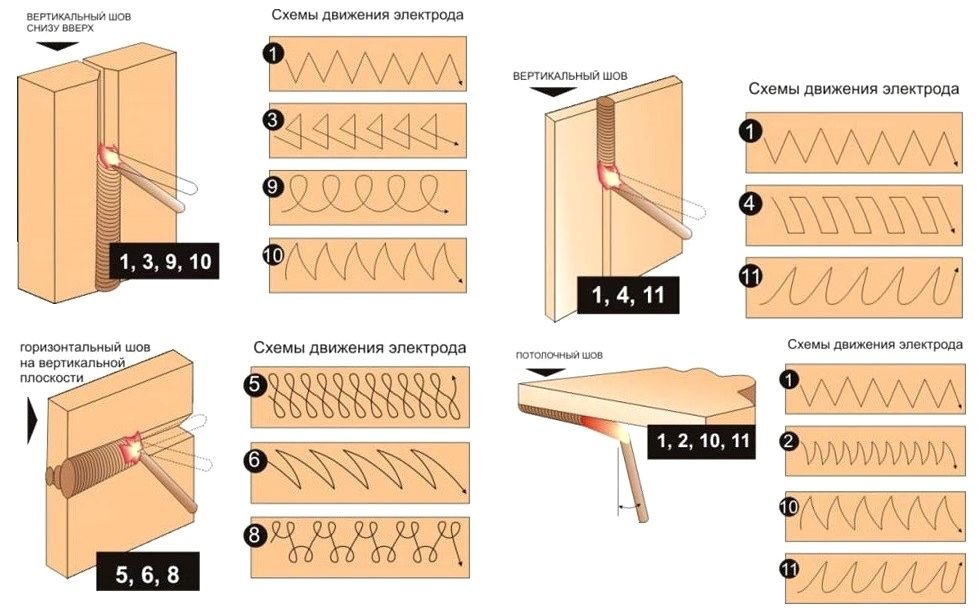 Кроме того, он более точен и может использоваться со всеми типами металлов. Вы можете соединять сталь, алюминий, медь и нержавеющую сталь с помощью сварки TIG в широком диапазоне толщин.
Кроме того, он более точен и может использоваться со всеми типами металлов. Вы можете соединять сталь, алюминий, медь и нержавеющую сталь с помощью сварки TIG в широком диапазоне толщин.
При сварке MIG-MAG присадочный металл подается через горелку, поэтому горелки TIG отличаются от горелок MIG-MAG. Сварка TIG не требует этого метода.
Для каких материалов подходит сварка TIG?Сварка ВИГ подходит, в частности, для нержавеющей стали, алюминия и никелевых сплавов — от очень тонких листов алюминия и нержавеющей стали до специальных материалов, таких как титан.
Требуется ли для сварки TIG присадочный металл? В принципе, для сварки TIG не требуется присадочный металл. Сборка сваркой здесь осуществляется путем проплавления соединения и в этом случае называется автогенной сваркой. Если возникает необходимость работать с присадочным металлом, его необходимо добавить в сварочную ванну вручную либо с помощью специального устройства подачи холодной проволоки.