Почему прилипает электрод при сварке инвертором: причины и пути решения
Достаточно часто начинающие сварщики сталкиваются с проблемой залипания электрода. В данном обзоре мы рассмотрим причины прилипания электрода во время сварки и найдем простые решения этой проблемы. В дальнейшем вы сможете избегать подобной неприятности и сведете к минимуму затраты сил и времени для сварки.
Покрытия электродов: какие бывают
Для понимания проблемы, почему расходник прилипает, нужно рассмотреть типы покрытий электродов. Чаще всего на рынке встречаются изделия с рутиловым и основным покрытием. На практике разница в использовании этих обработок существенная.
Основное покрытие применяется для создания ровного шва. Электроды с основным покрытием способны гарантировать создание прочного шва, который будет стойким к коррозии, различным нагрузкам. Даже если готовое металлическое изделие нужно будет эксплуатировать при низких температурах, это будет доступно с созданием шва электродом с основным покрытием. Перед использованием проводника рекомендовано прокалывание. Не забывайте о зачистке металлического основания и устранении грязи.
Электроды с основным покрытием способны гарантировать создание прочного шва, который будет стойким к коррозии, различным нагрузкам. Даже если готовое металлическое изделие нужно будет эксплуатировать при низких температурах, это будет доступно с созданием шва электродом с основным покрытием. Перед использованием проводника рекомендовано прокалывание. Не забывайте о зачистке металлического основания и устранении грязи.
Проводники с рутиловым покрытием чаще используются новичками, поскольку ими просто варить. С их помощью реально создавать прочные соединения даже на загрязненном основании. Если есть возможность очистить металл, выполните это, но даже в противном случае можно будет сделать надежное соединение.
Рутиловые расходники предназначены для сварки постоянным или переменным током. В работе образуется мало грязи, поэтому они популярны в кругах сварщиков. При выборе типа покрытия важно определиться с параметрами будущего шва. Например, к характеристикам относят допустимую силу разрыва, предельную текучесть, показатели вязкости и другие параметры.
ТОП-5 причин, почему прилипает электрод при сварке
Эксперты выделяют ряд основных причин, которые приводят к прилипанию электрода:
- Нарушение условий эксплуатации и хранения электродов. Нельзя допускать повышение влажности электрода. Поскольку они обработаны специальной обмазкой, при воздействии влаги электроды способны потерять свои свойства. Именно поэтому нельзя оставлять их без упаковки и допускать проникновение влаги. В результате нарушение правил хранения приводит к залипанию.
- Ошибки производства или плохое качество. Если в процесс изготовления были нарушены какие-либо правила, это может привести к деформации и низкому качеству изделия. Избегайте кустарных производителей.
 Не стоит гнаться за низкой ценой в ущерб качеству, от которого зависит не только благополучие процесса сварки, но и надежность конструкции. Низкокачественные электроды – распространенная причина их прилипания к металлическому основанию.
Не стоит гнаться за низкой ценой в ущерб качеству, от которого зависит не только благополучие процесса сварки, но и надежность конструкции. Низкокачественные электроды – распространенная причина их прилипания к металлическому основанию. - Неправильная установка силы тока и других параметров. Если вы неправильно определили диаметр шва, соответственно, и самого электрода, установили недостающую силу тока, это может отразиться на качестве сварочного процесса.
- Загрязненная поверхность деталей. При подготовке к сварке важно помнить о необходимости очистки поверхности материала от ржавчины, грязи и других загрязнений. Если упустить этот момент, есть вероятность низкого контакта электрода и металла. Следовательно, дуга быстро тухнет, и вы не можете добиться желаемого соединения. В итоге, вы начинаете поджигать электрод по несколько раз, что приводит к залипанию наконечника.
- Неправильное поджигание. Типичная ошибка среди новичков. Вы можете слишком долго удерживать кончик электрода у металлической детали. В результате образовываются высокие температуры, которые практически припаивают электрод.
 Не стоит гнаться за низкой ценой в ущерб качеству, от которого зависит не только благополучие процесса сварки, но и надежность конструкции. Низкокачественные электроды – распространенная причина их прилипания к металлическому основанию.
Не стоит гнаться за низкой ценой в ущерб качеству, от которого зависит не только благополучие процесса сварки, но и надежность конструкции. Низкокачественные электроды – распространенная причина их прилипания к металлическому основанию. В результате образовываются высокие температуры, которые практически припаивают электрод.
В результате образовываются высокие температуры, которые практически припаивают электрод.Какие электроды использовать, чтобы избежать прилипания
Если вы хотите избежать прилипания электрода при сварке инвертором, рассмотрим базовые рекомендации специалистов. Главное правило – электроды должны быть для работы с постоянным током.
Если вы не хотите допустить прилипания электрода, не экономьте на расходных материалах. Выбирайте проверенных производителей, продукцию которых вы уже тестировали. Электрлды должны соответствовать ГОСТу или другим международным стандартам, демонстрируя высокое качество и долговечность.
Если вы хотите научиться правильно пользоваться сварочным инвертором, изучите технологию поджигания и удерживания дуги. Теоретическая база поможет вам избежать типичных ошибок, которые приводят к созданию некрасивого шва неправильного диаметра.
Неправильное хранение и почему прилипает электрод при сварке
Каждый сварщик должен соблюдать правила хранения электродов. Они обозначены производителем на упаковке. Главные требования – температура и влажность. Что касается крупных поставщиков, они чаще всего выполняют эти требования. Кустарные реализаторы не сильно акцентируют на этом внимание, поэтому уже в продажу электроды могут поступить негодными.
Они обозначены производителем на упаковке. Главные требования – температура и влажность. Что касается крупных поставщиков, они чаще всего выполняют эти требования. Кустарные реализаторы не сильно акцентируют на этом внимание, поэтому уже в продажу электроды могут поступить негодными.
Электроды должны быть доступными к использованию в соответствии со сроком годности. В противном случае обсыпается поверхностная смазка. Чаще всего страдает наконечник, который отвечает за качество сварки. Такие электроды обязательно залипнут. Важно знать, что после вскрытия упаковки по истечению 8-10 часов рекомендовано дополнительно просушить расходник. Это снизит риски негативного воздействия повышенной влажности. При просушке влага испаряется, и электроды восстанавливают свои свойства.
Почему при сварке инвертором может залипать некачественный электрод?
В поиске причины прилипания электрода вы можете перебрать все варианты. Но, достаточно часто сварщики сталкиваются с элементарным некачественным расходником. Даже если вы правильно установите режим сварке, выполните все условия хранения, низкокачественные электроды будут прилипать. Исправить это невозможно, поэтому при выборе расходного материала уделите должное внимание выбору производителя.
Даже если вы правильно установите режим сварке, выполните все условия хранения, низкокачественные электроды будут прилипать. Исправить это невозможно, поэтому при выборе расходного материала уделите должное внимание выбору производителя.
На рынке могут предлагать подделки под именем брендов. Единственный способ предотвратить покупку таких электродов – проверка документации. Если вы покупаете изделия для создания прочных швов в конструкциях, за целостность и безопасность которых несете ответственность, обязательно проверяйте соответствие ГОСТу.
Чтобы убедиться, что на наконечнике присутствует смазка, можно бросить плашмя электрод с высоты около 2-х метров. Если виден скол обмазки, это свидетельствует о низком качестве. Такие электроды не стоит применять при сварке инвертором.
Отсыревшие электроды – еще одна преграда для создания прочного шва. Высокая влажность нарушает стабильность соединения. Поскольку дуга получается короткой, вам придется прижимать проводник к металлическому основанию.
Прилипание электродов и обзор неисправностей сварочного аппарата
Если в ходе сварки электрод при сварке инвертором прилипает, важно понимать, почему это происходит, и как устранить неисправности. Если сварочный аппарат находится на гарантии, правильнее будет обратиться в сервис обслуживания. Самостоятельно чинить аппарат не специалисты не советуют, поскольку для понимания причины неполадки нужен многолетний опыт в сварке.
Если поломки некритичные, можно попробовать устранить их самостоятельно. Например, кустарные производители могут оборудовать сварочное непрочными проводами, из-за чего сварочное будет работать неисправно, и вы не сможете соединить металлические детали.
Чтобы определить, какая часть сварочного вышла из строя, визуально определите перегоревшие элементы, с трещинами или потемневшие. Для замены конкретной детали получите нужную информацию из маркировки.
Если визуальной оценки недостаточно, воспользуйтесь мультиметром. Это устройство для диагностики сварочного оборудования. Протестируйте на исправность плату и транзисторы. На плате вы можете обнаружить перегоревшие участки. Если такие прослеживаются, их нужно заменить. Если перегорели перемычки, можно их напаять заново. Если есть гарь на плате, воспользуйтесь канцелярским ластиком для ее устранения.
Иногда в сварочном аппарате ломаются диодные мосты, расположенные на радиаторе. Несмотря на их прочность и надежное крепление бывают поломки. Для тестирования диодного моста придется отпаять провода и снять его с платы, проводя мультиметр. Таким образом, вы и обнаружите неисправный диод. Если выполнение вышеописанных действий не дадут нужного результата, лучше обратиться к специалисту.
Как подготовить электроды, чтобы избежать прилипания?
Если вы используете проводники, которые хранились в герметичной упаковке, можете их использовать. При соблюдении технологии и правил сварки, можно избежать прилипания. Если герметичность была нарушена и электроды хранились не более 10-ти часов, тогда лучше дополнительно просушить обмазку. Производители указывают допустимые показатели влажности, которых вам нужно придерживаться. Поскольку процент влажности дома вы никак не сможете измерить, просушка не будет лишней.
При соблюдении технологии и правил сварки, можно избежать прилипания. Если герметичность была нарушена и электроды хранились не более 10-ти часов, тогда лучше дополнительно просушить обмазку. Производители указывают допустимые показатели влажности, которых вам нужно придерживаться. Поскольку процент влажности дома вы никак не сможете измерить, просушка не будет лишней.
Прокалка проводников производится при температуре до 400 градусов. Тип электрода определяет температурный режим. Информацию можно найти с маркировки. В печи не рекомендуют прогревать, поскольку нельзя обеспечить равномерный прогрев и соблюдение температур. Всего можно делать до 3-х прогревов. После этого расходники нельзя использовать для сварки инвертором.
Сила тока и неисправности аппарата
При неправильном определении допустимой силы тока электрод может прилипать к основанию. Для предотвращения такой проблемы научитесь пользоваться таблицами определения силы тока в зависимости от диаметра электрода. Кончик электрода не должен слишком погружаться в сварочную ванну, что приводит к залипанию. Однако иногда теоретической базы будет недостаточно для создания аккуратного шва. Именно поэтому поможет только практика.
Кончик электрода не должен слишком погружаться в сварочную ванну, что приводит к залипанию. Однако иногда теоретической базы будет недостаточно для создания аккуратного шва. Именно поэтому поможет только практика.
Изначально вы можете бояться увеличения тока из-за рисков образования дыр. По этой причине стык может не провариваться, из-за чего происходит прилипание.
Как правильно варить сваркой – учимся варить самостоятельно
Главная » Обучение для начинающих » Как можно научиться правильно варить сваркой?
0
Опубликовано: 22.03.2017
На сегодняшний день сварочные работы широко распространены как в промышленности, так и в бытовых условиях – знания относительно того, как правильно сваривать металлические элементы, понадобятся даже в квартире.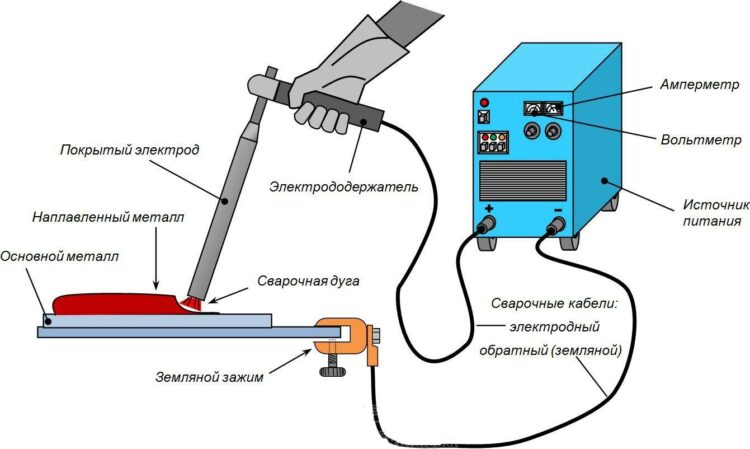 Сварка представляет собой наиболее качественный способ соединения металлических элементов. Если же строительные работы будут производиться своими руками, то сварку можно также проводить самостоятельно.
Сварка представляет собой наиболее качественный способ соединения металлических элементов. Если же строительные работы будут производиться своими руками, то сварку можно также проводить самостоятельно.
Оглавление:
- В чем заключаются основы электросварки?
- Существующие технология электросварки
- Как выбрать подходящее оборудование?
- Какие электроды предпочтительнее?
- Технология проведения работ
- Основы техники безопасности при проведении сварных работ
В чем заключаются основы электросварки?
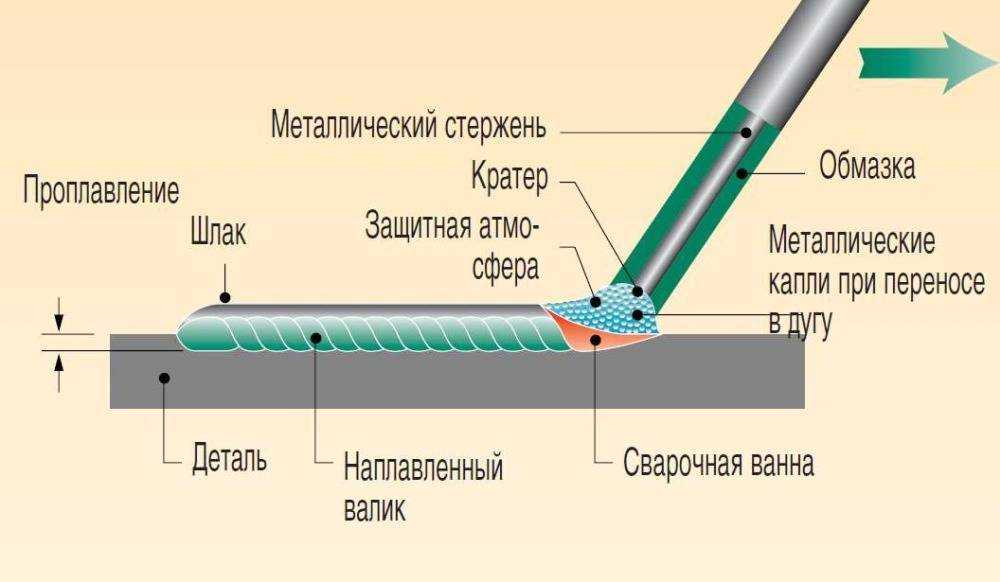
Как уже говорилось раньше, сварка представляет собой неразъемное и довольно прочное соединение металлических элементов друг с другом в одну конструкцию. Это осуществляется с помощью высоких температур. Практически все сварочные аппараты для того чтобы расплавить металл используют специальную электрическую дугу.
Под ее воздействием происходит разогрев металлического элемента вплоть до температуры плавления, но осуществляется это только на незначительной площади. В связи с тем, что для проведения подобны работ применяется электрическая дуга, то сварка также получила название электродуговой.
В связи с тем, что для проведения подобны работ применяется электрическая дуга, то сварка также получила название электродуговой.
Существующие технология электросварки
Формирование электрической дуги может производиться за счет постоянного или переменного тока. Последний ток получается в ходе использования специальных трансформаторов, постоянным током варят инверторы.
Еще одной проблемой, связанной с использованием трансформаторов, является чрезмерная нагрузка на электрическую сеть, вызывая скачки напряжения. Это, в свою очередь, может привести к поломкам бытовой техники или другого электрического оборудования.
Инверторы работают от обыкновенной электрической сети. У них незначительные размеры, а масса составляет порядка 3-8 кг. В процессе работы практически не издают шума и не влияют на напряжение в сети. Дуга формируется при помощи постоянного тока, поэтому она будет идти равномерно, ее гораздо легче перемещать и держать под контролем. Если человек собирается научиться качественно сваривать металлические элементы, то ему лучше начинать именно со сварочного инвертора.
Если человек собирается научиться качественно сваривать металлические элементы, то ему лучше начинать именно со сварочного инвертора.
Как выбрать подходящее оборудование?
Чтобы свариваемые элементы плотно прилегали друг к другу, необходимо подобрать наиболее подходящую технику, предназначенную для проведения сварочных работ. Такое оборудование можно приобрести либо арендовать на определенный период времени. Сегодня в продаже можно отыскать сварочные аппараты, которые обладают определенным элементом, с чьей помощью можно делать силу тока больше или же меньше. Некоторые умельцы собирают сварочный аппарат самостоятельно. В любом случае понадобится использовать один из преобразователей тока:
- Трансформатор, который будет изменять электричество из обычной сети в ток, подходящий для проведения сварочных работ. При выборе подобного изделия следует принимать во внимание, что чересчур дешевые модели не способны обеспечить стабильную дугу. Они также будут снижать напряжение в основной сети, что в конечном счете может привести к поломке другого электрического оборудования. Еще одним минусом является довольно большая масса;
- Выпрямитель используется для того, чтобы сделать переменный ток сети постоянным. Благодаря этому оборудованию можно научиться сваривать элементы из металла с помощью достаточно стабильной дуги, которая позволяет получить сварное соединение высокого качества;
- Инвертор не просто преобразовывает ток электрической сети из переменного в постоянный, но и доводит его до требуемого напряжения. Как уже говорилось раньше, данный аппарат весит довольно мало.
 Еще одним минусом является довольно большая масса;
Еще одним минусом является довольно большая масса;Какие электроды предпочтительнее?
Мало знать, как правильно варить сваркой, необходимо еще уметь выбирать нужные электроды. В бытовых условиях, а зачастую и при проведении промышленных сварных работ, берутся электроды, подводящие необходимое напряжение к сварному шву. Как правило, они представляют собой проволоку, изготовленную из особого плавящегося порошка.
Если человек только начинает постигать азы сварных работ, то ему, чтобы разобраться в том, как правильно варить, нужно брать электроды, представляющие собой твердые стержни, покрытые плавящимся веществом. С их помощью можно получить ровный сварной шов. Наиболее подходящий диаметр таких электродов для начинающих сварщиков – 3 мм.
С их помощью можно получить ровный сварной шов. Наиболее подходящий диаметр таких электродов для начинающих сварщиков – 3 мм.
В продаже можно найти и более тонкие электроды, они предназначены для соединения между собой довольно тонкого металла. Если брать более толстые электроды, то они могут нуждаться в более мощном аппарате, который будет давать большую нагрузку на сеть.
Технология проведения работ
Чтобы разобраться, как варить, необходимо точно знать технологию, касающуюся сварных работ:
- Соединяемые сваркой поверхности необходимо хорошенько зачистить, чтобы на них не оставалось ни одного пятнышка ржавчины или разного рода загрязнений. Это позволяет добиться формирования качественного соединения;
- Прежде чем приступить к сварке, нужно взять электрод и закрепить его в держателе сварочного аппарата. Затем приступают к образованию электрической дуги. Чтобы это произошло, следует вызвать движение тока в районе создания электрической дуги. Выполнить это довольно просто – нужно всего лишь чиркнуть кончиком электрода по поверхности металла или же слегка постучать им по поверхности заготовки;
- Когда электрическая дуга будет получена, между ней и соединяемыми металлическими элементами следует создать незначительный зазор, который должен иметь постоянную величину на всем протяжении шва. Он, как правило, находится в пределах от 3 до 5 мм. Если не соблюдать такое правило, то дуга будет становиться сильнее или слабее либо вовсе прерываться, что в конечном счете станет причиной снижения качества сварного соединения.
 Выполнить это довольно просто – нужно всего лишь чиркнуть кончиком электрода по поверхности металла или же слегка постучать им по поверхности заготовки;
Выполнить это довольно просто – нужно всего лишь чиркнуть кончиком электрода по поверхности металла или же слегка постучать им по поверхности заготовки;Профессиональные сварщики рекомендуют держать электрод под наклоном примерно 70 градусов – так проводить работы удобнее всего. Однако при необходимости его можно несколько изменить для того, чтобы сваривать металл было более комфортно.
Очень важную роль играет и то, насколько стабильно подается электрический ток. Принимают во внимание, что чересчур большая сила тока станет причиной проплавление металла. Сила тока меньше необходимой вызовет пропадание дуги.
Принимают во внимание, что чересчур большая сила тока станет причиной проплавление металла. Сила тока меньше необходимой вызовет пропадание дуги.
Когда технику создания сварного соединения удалось освоить, можно начинать создавать именно неразъемные элементы. Сначала приступают к формированию валика, так как получить данный шов проще всего. На первом этапе получают электрическую дугу, а уже потом занимаются созданием неразъемного соединения.
После того как удалось научиться варить самые элементарные конструкции, можно начинать выполнять операции более сложные. К ним относятся тавровые, угловые соединения, а также нахлестные швы при разных направлениях. Рука должна двигаться как можно более уверенно, в противном случае в одном месте шва наплавленного металла будет гораздо меньше, чем в другом. Это в конечном счете скажется на итоговом качестве соединения.
Основы техники безопасности при проведении сварных работ
Человек, только начавший постигать азы подобного технологического процесса, должен в обязательном порядке соблюдать все ключевые правила, связанные с тем, чтобы работа была максимально безопасной. Необходимо принимать во внимание, что сварка представляет собой одну из наиболее опасных технологий соединения металлических элементов. В связи с этим желательно следовать определенным рекомендациям:
Необходимо принимать во внимание, что сварка представляет собой одну из наиболее опасных технологий соединения металлических элементов. В связи с этим желательно следовать определенным рекомендациям:
- Категорически запрещено проводить сварочные работы во влажную погоду, а также на морозе – это может стать причиной возникновения короткого замыкания и поражения электрическим током;
- Необходимо работать с помощью специализированной маски и защитного щитка. Это позволит предохранить глаза от слишком яркого света, который выделяется из сварной ванны от формируемой дуги. Если смотреть на сварку без маски, можно получить сильный ожог роговицы глаза;
- Все работы производятся только в плотной одежде, не оставляющей открытых участков тела. Это необходимо для того, чтобы расплавленный металл не попадал на кожу. На руки лучше надеть плотные перчатки или рукавицы, а костюм сварщика должен быть изготовлен из плотного брезента;
- Сварочные работы всегда сопряжены с довольно высокой температурой, которая может стать причиной возникновения возгорания. На рабочем месте сварщика обязательно должна быть емкость с водой и огнетушитель.
 На рабочем месте сварщика обязательно должна быть емкость с водой и огнетушитель.
На рабочем месте сварщика обязательно должна быть емкость с водой и огнетушитель.Если полностью освоить сварочные работы, то это позволит облегчить работы по дому, да и на производстве можно будет получать требуемый результат значительно быстрее.
Сергей Одинцов
tweet
Как улучшить технику сварки электродами
Сварка стержнем может быть сложным процессом для изучения, поскольку существует множество проблем, которые могут вызвать проблемы. Но не отчаивайтесь. Есть методы, которые могут облегчить этот процесс.
Известные как CLAMS — установка тока, длина дуги, угол наклона электрода, манипулирование электродом и скорость перемещения — эти процедуры просты в освоении, улучшат сварку и обеспечат правильное выполнение работы.
Однако, прежде чем применять эти методы, необходимо должным образом подготовить поверхность, в том числе убедиться, что рабочее место чистое. Это также означает, что поверхность свариваемого металла должна быть очищена от песка, грязи и ржавчины. В противном случае сварной шов, вероятно, треснет, а это значит, что работа будет испорчена, и единственным вариантом будет начать заново.
Это также означает, что поверхность свариваемого металла должна быть очищена от песка, грязи и ржавчины. В противном случае сварной шов, вероятно, треснет, а это значит, что работа будет испорчена, и единственным вариантом будет начать заново.
Позиционирование корпуса также является ключевым фактором, а также защитой от дыма, образующегося при сварке, и хорошим обзором сварочной ванны.
Текущая настройка
Выбранный электрод будет определять, должна ли машина быть настроена на переменный, постоянный отрицательный или положительный постоянный ток. Лучше всего выбирать используемую силу тока в зависимости от электрода, положения сварки и визуального осмотра готового сварного шва. Если готовый сварной шов некачественный, проблема может заключаться в одной из этих настроек. Важно регулировать сварочный аппарат на 5–10 ампер за раз, пока не будет найдена подходящая настройка.
Если сила тока слишком мала, электрод начнет прилипать при поджигании дуги. Если сила тока установлена слишком высокой, могут возникнуть сбои, в том числе чрезмерно жидкая лужа, обугливание электрода, когда его половина исчезнет, и дуга, звучащая громче, чем должна. Чрезмерное тепло также может негативно повлиять на флюсовые свойства электрода.
Если сила тока установлена слишком высокой, могут возникнуть сбои, в том числе чрезмерно жидкая лужа, обугливание электрода, когда его половина исчезнет, и дуга, звучащая громче, чем должна. Чрезмерное тепло также может негативно повлиять на флюсовые свойства электрода.
Длина дуги
Хорошее эмпирическое правило заключается в том, что правильная длина дуги не должна превышать диаметр сердцевины электрода. Использование длинной дуги кажется естественным, потому что это помогает пользователю видеть дугу и ванну. Однако пользователь должен расположиться так, чтобы лучше видеть дугу. Если тело пользователя находится в правильном положении, это не только дает хороший обзор лужи, но и помогает правильно манипулировать электродом.
Угол хода
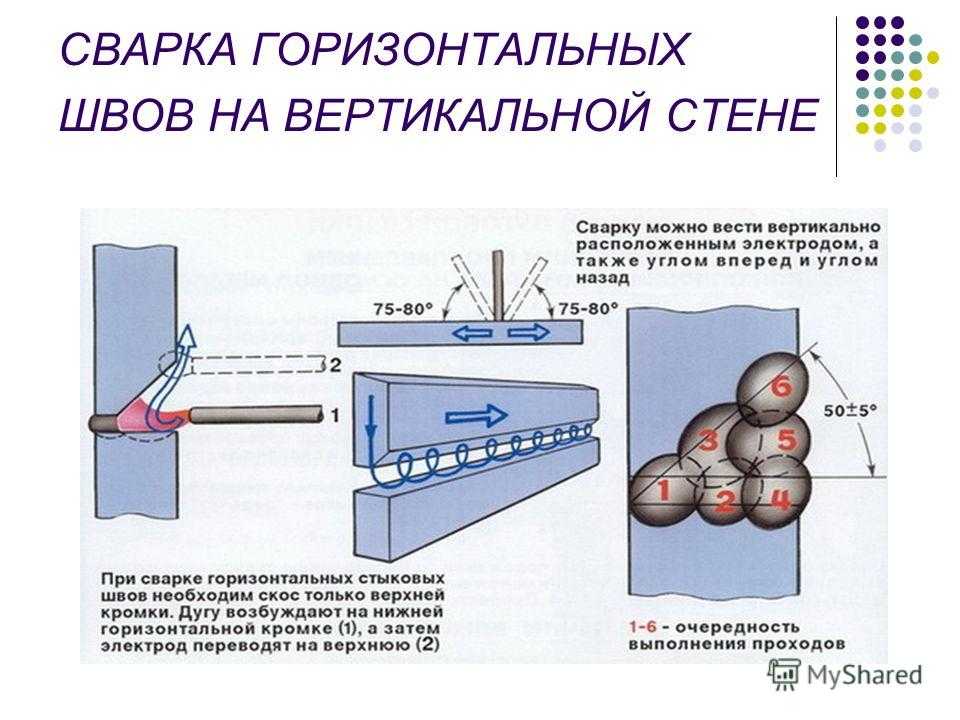
Лучше всего держать электрод перпендикулярно свариваемому соединению. Это позволяет пользователю наклонять верхнюю часть в направлении движения примерно на 5-15 градусов. Для сварки вертикально вверх используйте технику переднего края, при которой верхняя часть электрода наклоняется до 15 градусов в сторону от направления движения.
Манипуляции с электродом
Каждый сварщик должен развивать свой собственный стиль, практикуясь, а также изучая методы других людей. Любой материал тоньше 6 мм означает, что плетение электрода не нужно, потому что валик будет шире, чем необходимо. Во многих случаях требуется только прямая бусина.
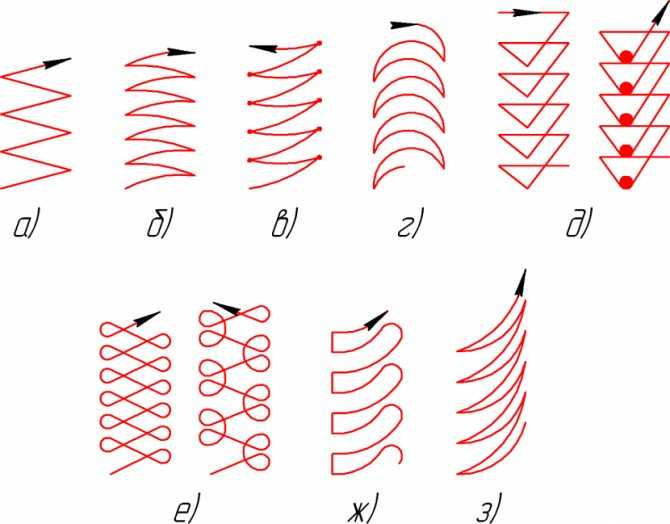
С более толстым материалом сварщик может создать более широкий валик, перемещая электрод из стороны в сторону. Это создает непрерывную серию частично перекрывающихся кругов в виде буквы «Z», полукруга или шаблона с заиканием. Важно помнить, что вышеупомянутое движение из стороны в сторону должно быть ограничено удвоенным диаметром сердцевины электрода. Чтобы покрыть более широкую область, сделайте несколько проходов или используйте «стрингеры».
При вертикальной сварке вверх основное внимание следует уделить сварке боковых сторон соединения, поскольку середина сама о себе позаботится. Помните, что движение через середину стыка выполняется с такой скоростью, которая позволяет сварочной ванне наверстать упущенное. Затем сделайте паузу по бокам, чтобы обеспечить прочную связь с боковой стенкой.
Затем сделайте паузу по бокам, чтобы обеспечить прочную связь с боковой стенкой.
Если сварные швы выглядят так, как будто они перекрывают друг друга, значит, пользователь двигался вперед слишком быстро и не удерживал стороны так долго, как это было необходимо.
Скорость передвижения
Наконец, есть скорость передвижения. Это ключевой компонент для получения правильного сварного шва. Ваша скорость перемещения должна позволять удерживать дугу в передней трети сварочной ванны.
Если двигаться слишком быстро, провар уменьшается, что влияет на целостность сварного шва. Это может быть недолив, когда внешняя часть сварного шва утоплена. Если пользователь движется слишком медленно, он создает выпуклый валик с небольшим проникновением. Похоже, что сварной шов находится на поверхности металла и не соединил две детали вместе
Дата: 8 мая 2017 г.
Улучшенные характеристики сварки электродами E7018
Поколение назад производители создавали сварочные аппараты для обеспечения определенных характеристик дуги для улучшения результатов в определенных областях применения наряду с использованием определенных типов электродов. Однако из-за технологических ограничений разработка сварочного аппарата, одинаково хорошо работающего в любой ситуации, может быть дорогостоящей и несколько сложной.
Однако из-за технологических ограничений разработка сварочного аппарата, одинаково хорошо работающего в любой ситуации, может быть дорогостоящей и несколько сложной.
Сегодня инверторная технология и микропроцессоры позволяют производителям включать дополнительные элементы управления, которые позволяют операторам более точно регулировать характеристики дуги. Это помогает оператору настраивать характеристики сварки в соответствии с различными приложениями и электродами. Когда дело доходит до процесса сварки электродом, многие из новых многопроцессорных инверторов CC/CV предлагают три основных элемента управления, которые активны при сварке в режиме электрода:
- Настройка типа электрода (E7018 по сравнению с E6010)
- Регулируемый регулятор силы дуги
- Регулируемый горячий старт
Однако то, что предлагаются эти разнообразные элементы управления, не означает, что оператору необходимо вносить коррективы в эти настройки для достижения наилучшей производительности. В этой статье приведены некоторые рекомендации по использованию этих элементов управления для улучшения характеристик сварки электродами целлюлозного типа (E6010) и электродами с низким содержанием водорода (EXX15, EXX16) и электродами основного типа E7018 при сварке с положительной полярностью постоянного тока.
В качестве примечания: современные инверторы TIG/Stick с выходом переменного/постоянного тока часто обеспечивают хорошую производительность E7018 в режиме переменного тока, что может улучшить качество сварки и предотвратить дуновение дуги, но это тема для другой статьи.
Выбор электрода Если есть опция, то единственной функцией, которая абсолютно необходима операторам инвертора, является управление выбором электрода. Проще говоря, управление выбором электрода автоматически регулирует различные факторы, такие как напряжение холостого хода и кривая вольт/ампер. Это соответствует рабочим характеристикам, требуемым для различных электродов.
Это соответствует рабочим характеристикам, требуемым для различных электродов.
Например, ESAB Rebel и другие многопроцессорные инверторы этой категории имеют две настройки: E70XX и E60XX. Более крупные промышленные инверторы, такие как Warrior 500i, имеют три настройки: базовую (E7018), рутиловую (E6013) и целлюлозную (E6010).
При сварке стержневыми электродами оператор устанавливает силу тока, а выходное напряжение может варьироваться в зависимости от конструкции источника питания. Оператор может изменять напряжение дуги, увеличивая или уменьшая длину дуги. Небольшое увеличение длины дуги вызывает увеличение напряжения дуги и небольшое уменьшение силы тока. С уменьшением длины дуги напряжение на дуге уменьшается с увеличением силы тока. Величина изменения силы тока зависит от конструкции машины и от того, насколько круто падает кривая вольт/ампер; крутая кривая производит меньше изменений, в то время как более пологая кривая приводит к более широким изменениям.
Большинство опытных операторов понимают предпочтения кривой вольт/ампер. Для новичков с меньшим опытом качественный инвертор с выбором электродов помогает оптимизировать наилучшие характеристики для различных покрытий для целлюлозных, рутиловых и основных типов.
Для новичков с меньшим опытом качественный инвертор с выбором электродов помогает оптимизировать наилучшие характеристики для различных покрытий для целлюлозных, рутиловых и основных типов.
В качестве примечания: то, что инвертор имеет настройку для целлюлозных электродов, не означает, что характеристики дуги будут соответствовать ожиданиям. Поэтому рекомендуется придерживаться установки «попробовать, прежде чем купить», если вы планируете сваривать электродом E6010 или любым другим электродом.
Регулируемый контроль силы дугиФорсаж дуги, реализованный в инверторах, представляет собой функцию, которая автоматически увеличивает силу тока, когда напряжение падает ниже установленного порога (часто около 18 В). В ситуациях, когда оператор удерживает узкую дугу, чтобы прижать металл к задней стороне соединения при использовании E6010, дополнительный ток помогает предотвратить гашение дуги.
При сварке электродами E7018, особенно на аппарате с опцией выбора электрода, по умолчанию для силы дуги будет установлено оптимальное значение с использованием произвольного числа от 0 до 100. Электроды с низким содержанием водорода (E7018) обычно требуют небольшой силы дуги. Эмпирическое правило состоит в том, чтобы начать со стороны низкого давления/заводских настроек по умолчанию и выполнить пробную сварку, удерживая тугую дугу и чувствуя некоторое сопротивление, когда дуга вдавливает металл в ванну. Если электрод не прилипает, это указывает на достаточную силу дуги. Если он прилипает, увеличьте силу дуги на небольшой шаг, возможно, на пять процентов. Если дуга кажется чрезмерно жесткой и вызывает разбрызгивание, уменьшите ее.
Электроды с низким содержанием водорода (E7018) обычно требуют небольшой силы дуги. Эмпирическое правило состоит в том, чтобы начать со стороны низкого давления/заводских настроек по умолчанию и выполнить пробную сварку, удерживая тугую дугу и чувствуя некоторое сопротивление, когда дуга вдавливает металл в ванну. Если электрод не прилипает, это указывает на достаточную силу дуги. Если он прилипает, увеличьте силу дуги на небольшой шаг, возможно, на пять процентов. Если дуга кажется чрезмерно жесткой и вызывает разбрызгивание, уменьшите ее.
Каждая модель и марка инвертора работают по-разному. Здесь рекомендуется не использовать слишком высокие значения силы дуги, а также помнить, что сила дуги инвертора работает только в ситуациях с низким напряжением.
Конечно, учитывая, что надлежащая длина дуги для E7018 составляет примерно 3/32 дюйма максимум от сварного соединения с использованием сварного шва диаметром 1/8 дюйма. электродом, те, кто сваривает нечасто, часто испытывают трудности с удержанием тугой дуги.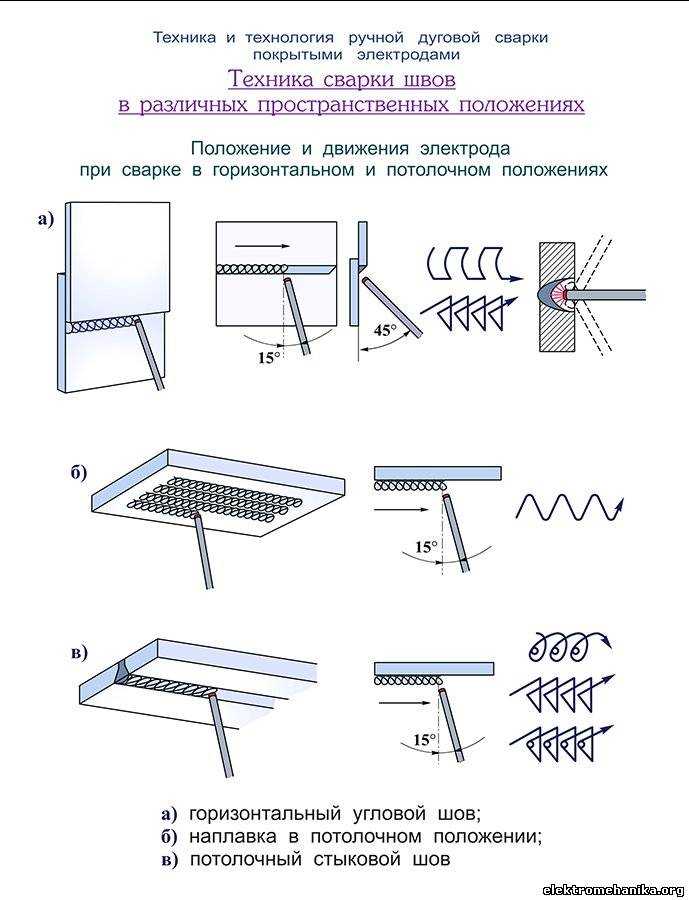 Регулируемое управление силой дуги может помочь им добиться хорошего провара, предотвращая прилипание электродов (или, давайте будем честными, уменьшая частоту прилипания электродов).
Регулируемое управление силой дуги может помочь им добиться хорошего провара, предотвращая прилипание электродов (или, давайте будем честными, уменьшая частоту прилипания электродов).
Другое применение, в котором профессионалы любят использовать силу дуги, — это сварка с очень малой длиной дуги или при использовании электрода большего размера при очень низком токе, чтобы предотвратить прилипание электрода к свариваемой детали.
Регулируемый горячий пускВо время зажигания дуги или повторного зажигания электрода настройка «горячего пуска» мгновенно увеличивает сварочный ток, чтобы помочь установить расплавленную сварочную ванну на холодном листе и поглотить окончание предыдущего сварного шва (если есть был одним). Некоторые аппараты позволяют операторам регулировать продолжительность горячего пуска, а также величину тока горячего пуска, обычно выражаемую в процентах от сварочного тока.
Опять же, эмпирическое правило заключается в том, чтобы начать с малого, сделать пробные сварные швы и медленно увеличивать значения, если это необходимо. Хорошей отправной точкой будет продолжительность горячего старта 0,25 с. до 0,5 сек. и дополнительно 15 процентов от установленного сварочного тока. Если дуга зажигается легко, оставьте настройку в покое. Больше не значит лучше, так как высокие настройки делают работу электрода более жесткой и вызывают разбрызгивание и непредвиденные последствия, такие как выгорание металла за пределами соединения.
Хорошей отправной точкой будет продолжительность горячего старта 0,25 с. до 0,5 сек. и дополнительно 15 процентов от установленного сварочного тока. Если дуга зажигается легко, оставьте настройку в покое. Больше не значит лучше, так как высокие настройки делают работу электрода более жесткой и вызывают разбрызгивание и непредвиденные последствия, такие как выгорание металла за пределами соединения.
Независимо от того, используется ли горячий пуск или нет, операторы должны использовать правильную технику зажигания дуги с помощью E7018. Из-за состава флюса электроды с низким содержанием водорода могут недостаточно защищать сварной шов во время зажигания дуги, а использование горячего старта не может компенсировать несовершенство техники. Вот несколько советов по правильной технике:
- Зажгите дугу примерно на 3/16 дюйма (один или два диаметра электрода) перед тем местом, где должен начинаться сварной шов, например, от края пластины или конца предыдущего сварного шва.
- Установите правильную длину дуги при быстром перемещении электрода, чтобы расплавить заднюю кромку соединения или связать новый шов с предыдущим.
- Двигайтесь вперед, чтобы полностью установившаяся дуга заварила место удара дуги.
Этот метод гарантирует, что новый шов поглощает предыдущую остановку сварки, и, если все сделано правильно, устраняет начальную пористость в месте зажигания дуги. Если на стыке старого и нового сварных швов имеется большой узел или выпуклый валик, это указывает на неправильную технику, как правило, на неполное установление дуги и поглощение предыдущего сварного шва.
Что касается зажигания дуги, то каждый, кто пытался повторно использовать частично израсходованный электрод E7018, знает, что конец стержня блестит, что крайне затрудняет запуск дуги. Хотя типичным решением является постукивание по концу стержня, чтобы удалить глазурь, не приобретайте эту вредную привычку. Удар может удалить ценный флюс. Вместо этого удалите глазурь, соскребая конец о шероховатую поверхность.