Как правильно варить электросваркой, вести и держать электрод при сварке
Содержание
Прошло уже несколько сот лет, как люди впервые соединили две металлические поверхности воедино, используя для этого процесс расплавления металлического стержня при помощи электрического тока. Этот стержень и есть электрод.
Состав электрода и его значение
Обмазка, или его поверхность, состоит из смеси металлов – никеля, марганца, железа и минералов – глинозема, магнезии, известняка, которые находятся в порошкообразном состоянии. Металлы плавятся, а минералы являются своеобразной защитой от действия кислорода. Такая защита необходима для усиления соединения. В данную смесь дополнительно добавляют краситель, который облегчает их распознавание по видам.
Основой для обмазки служит тонкая металлическая проволока. Вид которой, зависит от того, для каких работ предназначается использовать данное изделие. В основном для этого используют проволоку изготовленную из нержавеющей стали или углеродную проволоку.
наклон электрода
По изделию идет передача электрического тока, предназначенного для нагрева и плавления поверхности металла.
Каждый человек рано или поздно в жизни сталкивается с такой ситуацией, когда нужно в быту что- то сварить при помощи электрической сварки и аппарата. Прежде всего, для этого необходимо иметь сварочный аппарат и, естественно, навыки работы, ведь обязательно нужно знать, как правильно варить электродами.
Принцип процесса электрической сварки
Если варить электросваркой в домашних условиях, используют любой аппарат для сварки, максимальная мощность которого составляет 160 Амп. Во время работ происходит возбуждение дуги между плоскостью детали и электродом. Для успешного работы необходимо соблюдение некоторых правил:
- К плоскости деталей, которые нуждаются в сварке необходимо прикрепить один провод, который отходит от трансформатора – масса, а другой провод, к которому прикреплен электрод в держатель, нужно поднести к плоскости места приварки и по нему вести торцом изделия.
 При этом будет возникать дуга.
При этом будет возникать дуга. - Для того чтобы правильно провести сварку, необходимо правильно варить при помощи электродов. Это достигается в результате выбора нужного удаления от поверхности соединения. Оптимальным считается расстояние от 2 до 6 мм. В результате действия высокой температуры дуги, плавится металл на сварочной поверхности и заполняется канавка, которая образовалась в момент воздействия дуги на металлическую поверхность. Если правильно и аккуратно вести электрод по длине места соединения, эта канавка заполняется расплавленным металлом.
- Большое значение для эффективного и качественного результата имеет выбор самих элетродов. Для проведения работ используют такие его виды: стальной, медный, чугунный, биметаллический, латунный. Также их подразделяют на марки, например, 332, 350 и другие. Для обозначения их маркировки, применяют своеобразный индекс, обозначающий параметр вязкости сварочного шва, а числа на индексе указывают на уровень твердости металла.
- Для того, чтобы сварка прошла удачно, необходимо уметь правильно удерживать сварочный электрод. Должен быть наклон приблизительно 80 градусов, по направлению к дуге. Возникновение дуги можно добиться двумя методами: черканием (изделие нужно держать, как спичку во время поджигания) и подъемом (им постукивают по поверхности и во время появления дуги поднимают).
 При этом будет возникать дуга.
При этом будет возникать дуга.
горизонтальный шов
Важно не только правильно держать сварочный электрод, но и подобрать необходимую силу тока. Если она будет слишком маленькой, дуга будет постоянно тухнуть.
Умение держать электрод во время сварки, дает возможность набить руку и варить на более высоком уровне и с большей скоростью.
движение торцом электрода при сварке
Выбор нужного количества
Важной операцией при подготовке к работе является подсчет необходимого количества электродов. При этом нужно учитывать такие факторы: толщина и масса металла, длина шва. Эта процедура позволяет вести работы эффективно и экономно, если при этом вести электрод равномерно. Для подсчета их количества используется несколько способов. Наиболее популярным является подсчет по весу выплавленного металла. Единица измерения, в которой исчисляют их количество – килограмм. Покупка – это довольно значительные траты. Для того, чтобы хоть немного сэкономить на покупке, необходимо учитывать их вид, силу тока во время правильной сварки электродом.
При этом нужно учитывать такие факторы: толщина и масса металла, длина шва. Эта процедура позволяет вести работы эффективно и экономно, если при этом вести электрод равномерно. Для подсчета их количества используется несколько способов. Наиболее популярным является подсчет по весу выплавленного металла. Единица измерения, в которой исчисляют их количество – килограмм. Покупка – это довольно значительные траты. Для того, чтобы хоть немного сэкономить на покупке, необходимо учитывать их вид, силу тока во время правильной сварки электродом.
Можно также использовать автоматический или полуавтоматический вид сварочного процесса. Эти способы заключаются в том, что необходимо водить электродом по кругу, они дают возможность намного уменьшить их количество, необходимое для того, чтобы варить плоскости деталей и металлов.
Дополнительные материалы
Сварочный инвертор – современный сварочный аппарат, простой, удобный в обращении, поможет вам справиться с любыми сварочными работами легко и в кратчайшие сроки. Разобраться с премудростями инверторной сварки также не составит особого труда.
Разобраться с премудростями инверторной сварки также не составит особого труда.
Прежде, чем начинать сваривание, стоит заранее озаботиться приобретением необходимого количества электродов. Но для этого вам необходимо точно знать, сколько именно электродов вам понадобится для работы. Проведя все расчеты можно избежать большого количества излишков или необходимости докупать сварочные материалы.
Для обработки чугунных изделий используются разные способы и методы сварки.
Как правильно держать электрод при сварке
Перед тем как только человек начинает обучаться сваривать металлические части, он наверняка сталкивался с проблемой, что не знал, как правильно нужно держать электрод при сварке, ведь от правильного подбора угла электрода зависит скорость и качество сварки. Поэтому этим вопросом наверняка задавался каждый сварщик, независимо от того кто он сейчас: профессионал или до сих пор ученик.
Для начала давайте рассмотрим как возникает дуга и как правильно ее возбуждать. Возникновение дуги происходит благодаря прикосновению торца электрода к металлической части и дальнейшим отдалением его от свариваемой части. При возбуждении дуги нужно быть внимательным, потому что если прикосновение будет не кратковременным, то электрод приваривается к металлу.
Также длина дуги влияет на качество сварки. Если дуга коротка и устойчиво горит, то она обеспечивает получение сварного шва высокого качества. Для того, чтобы правильно формировать шов Вам необходимо держать правильно электрод. Электрод должен находиться под углом 15 — 20 градусов от вертикали. Если же Вы изменяете угол держания электрода, то глубина проплавления сильно изменяется. Это влияет на скорость проплавления, сварки и охлаждения металла.
Если же Вы производите сваривание тонкого металла, то электрод должен накладываться в виде узенького валика 0,8 — 1,5 миллиметра диаметром. Однако если Вы собираетесь производить сваривание толстых листов, то лучше всего применяйте расширенные валики, который увеличивает скорость разогрева металла, тем самым ускоряя процесс сваривания металлических частей.
Иногда у Вас может возникнуть потребность увеличения сварочного тока, то в таком случае Вам нужно будет держать электрод под углом 45 градусов, потому что именно в таком положении электрода можно будет регулировать глубину проплавления и сваривания металлических частей.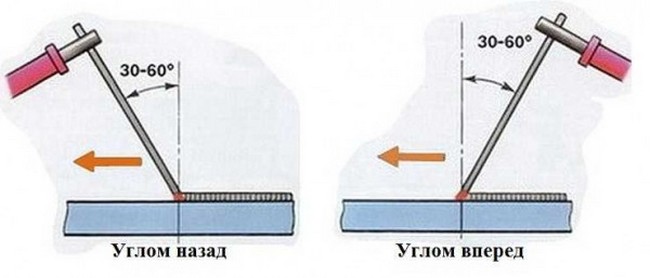 На данный момент существует всего 3 основных варианта держания электрода при сварке. Эти методы называются так: «углом вперед», «под прямым углом» и «углом назад».
На данный момент существует всего 3 основных варианта держания электрода при сварке. Эти методы называются так: «углом вперед», «под прямым углом» и «углом назад».
Для начала давайте рассмотрим метод «углом вперед». В таком положении сварщик обеспечивает угол электрода 30 — 60 градусов относительно вертикального положения сварочного электрода. В таком случае движение электрода происходит вперед. Такое положение электрод применяется при сварке стыков труб и других неповоротных изделий. Для данного типа держания электродов подходит потолочное, вертикальное и горизонтальное положение сварного шва. Сваривание «под прямым углом» говорит само за себя. Такое положение часто применяется при сваривании в труднодоступных местах, то есть в тех ситуациях, когда просто невозможно наклонить электрод.
Положение сварочного элкетрода «углом назад» — это положение, при котором соблюдается угол 30 — 60 градусов от вертикальной оси. Сваривание происходит назад, то есть на сварщика. Чаще всего такое положение используется на коротких участках при сваривании стыковых швов. Как правильно держать электрод при сварке?
Как правильно держать электрод при сварке?
Перед тем как только человек начинает обучаться сваривать металлические части, он наверняка сталкивался с проблемой, что не знал, как правильно нужно держать электрод при сварке, ведь от правильного подбора угла электрода зависит скорость и качество сварки. Поэтому этим вопросом наверняка задавался каждый сварщик, независимо от того кто он сейчас: профессионал или до сих пор ученик.
Положение электрода при сварке
Многие люди, независимо от того кто они: новички или уже некоторое время производят сваривание, задаются вопросом: “В каком положении нужно держать электрод для того, чтобы делать качественное сваривание и в то же время, чтобы все было аккуратно?”.
Для начала Вам нужно определить, в каком положении Вы собираетесь производить сваривание или в каком положении Вам приходится сваривать. Разумеется, что предпочтение отдается горизонтальному положению, которое гарантирует высокое качество сварного шва и простоту самого процесса сваривания. Однако у Вас может так сложиться ситуация, что Вы никак не сможете изменить положение сварного шва. В такой ситуации Вам нужно обязательно придерживаться правильного угла держания электрода при сваривании.
Однако у Вас может так сложиться ситуация, что Вы никак не сможете изменить положение сварного шва. В такой ситуации Вам нужно обязательно придерживаться правильного угла держания электрода при сваривании.
В основном существует три положения электрода:
углом вперед (30 – 60 градусов). Идеально подходит для произведения сварочных швов на потолке, неповоротных стыках, а также на вертикальных швах; под прямым углом (90 градусов). Придерживаться такого угла держания электрода лучше всего только в случае сваривания в труднодоступном месте; углом назад (30 – 60 градусов). Подходит для сваривания угловых и стыковых соединений;
Также угол держания электроды зависит от длины дуги. Длина дуги – это расстояние точки активности электрода до точки активности на самом электроде. При плавлении электрода во время сваривания происходит и плавление покрытия. При горении и плавлении покрытия происходит выделение газов, которое позволяет создать защиту. Такая газовая стена поможет Вам быстрее и качественней завершить свою работу.
Такая газовая стена поможет Вам быстрее и качественней завершить свою работу.
При плавлении и горении покрытия выделяются газы, а части покрытия, которые не сгорели, становятся шлаками. Шлак покрывает сварочную ванну и создает слабое покрытие, которое только мешает дальнейшей работе с металлическим изделием. При дуговой сварке дуга зажигается кратким касанием электрода к металлу. В результате того, что по металлу и электрода протекает электрический ток, и таким образом возникает короткое замыкание. Торец электрода и свариваемого изделия очень быстро нагревается и происходит процесс сваривания. Для надежного и долгого сваривания с большой продолжительностью одной дуги сварщик должен отводить электрод на 4 – 5 миллиметра от свариваемого изделия.
При сварке электрод должен перемещаться медленно, но не с помощью обычного движения “вперед” или “назад”, а с помощью поступательных движений по оси электрода. Это первое движение электрода при сваривании.
Второе движение – это перемещение электрода вдоль, относительно оси валика. Таким образом у Вас будет получаться высококачественный шов. Помимо высокого качества сварного шва у Вас также возрастет и скорость сваривания. Третье движение электрода во время сваривания – это его перемещение поперек шва. Этот позволит Вам иметь полный контроль над шириной шва и глубиной проплавления металлического изделия.
Используя самые современные методики сваривания, Вы сможете варить изделия из самых разных видов электродов в самых разных пространственных положениях.
Техника выполнения сварных швов покрытым электродом
Техника выполнения сварных швов
Под техникой выполнения сварных швов понимают выбор режимов сварки и приемы манипулирования электродом.
Возбуждение электрической дуги
Зажигание дуги является одной из основных операций сварочного процесса. Зажигание производится каждый раз до начала процесса сварки, повторное возбуждение дуги – в процессе сварки при ее обрыве.
Возбуждение сварочной дуги производится путем касания торцом электрода поверхности свариваемого изделия с быстрым последующим отводом торца электрода от поверхности изделия. При этом если зазор не слишком велик, происходит мгновенное появление тока и установление столба дуги. Прикосновение электрода к изделию должно быть кратковременным, так как иначе он приварится к изделию (“прилипнет”).
Отрывать “прилипший” электрод следует резким поворачиванием его вправо и влево. Возбуждение дуги может производиться либо серией возвратно-поступательных движений с легким прикосновением к поверхности свариваемого металла и последующим отводом от поверхности изделия на 2-4 мм, либо путем царапающих движений торцом электрода по поверхности изделия, которые напоминают чирканье спички. Используйте наиболее удобный для вас способ.
После возбуждения дуги электрод должен выдерживаться некоторое время Точке начала наплавки, пока не сформируется сварной шов и не произойдет расплавление основного металла.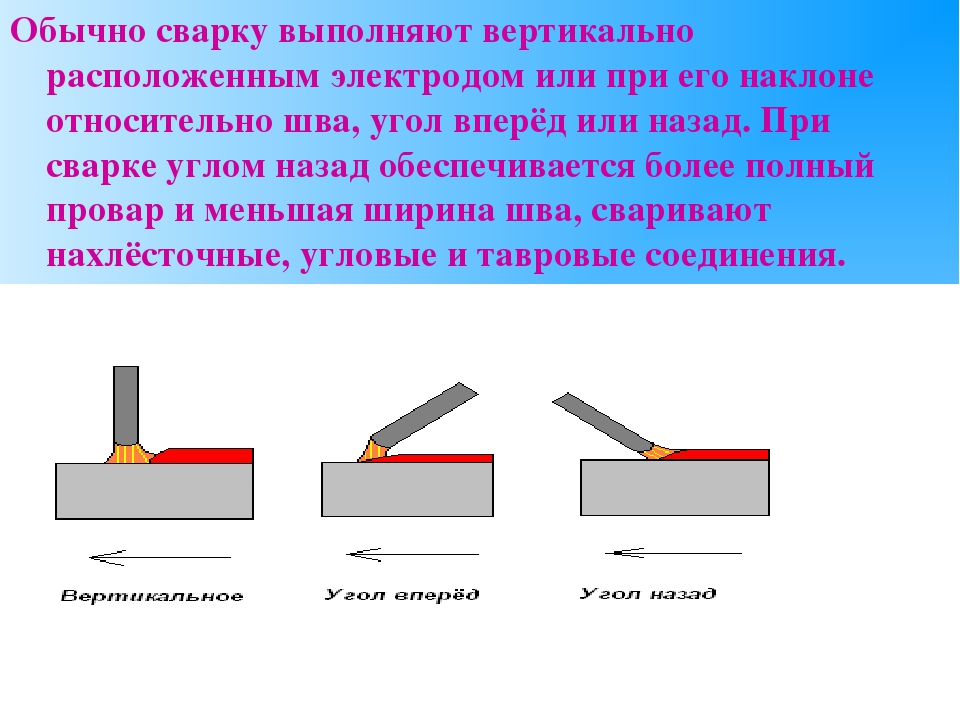 Одновременно с расплавлением электрода необходимо равномерно подавать его в сварочную ванну, поддерживая тем самым оптимальную длину дуги. Показателями оптимальной длины дуги является резкий потрескивающий звук, ровный перенос капель металла через дуговой промежуток, малое разбрызгивание.
Одновременно с расплавлением электрода необходимо равномерно подавать его в сварочную ванну, поддерживая тем самым оптимальную длину дуги. Показателями оптимальной длины дуги является резкий потрескивающий звук, ровный перенос капель металла через дуговой промежуток, малое разбрызгивание.
Длина дуги значительно влияет на качество сварки. Короткая дуга горит устойчиво и спокойно. Она. обеспечивает получение высококачественного шва, так как расплавленный металл электрода быстро проходит дуговой промежуток и меньше подвергается окислению и азотированию. Но слишком короткая дуга может вызывать “прилипание” электрода, дуга прерывается, нарушается процесс сварки. Длинная дуга горит неустойчиво с характерным шипением. Глубина проплавления недостаточная, расплавленный металл электрода разбрызгивается и больше окисляется и азотируется. Шов получается бесформенным, а металл шва содержит большое количество оксидов.
Если во время сварки по какой-либо причине сварочная дуга погаснет, то применяется специальная техника повторного зажигания дуги, обеспечивающая начало сварки с хорошим сплавлением и внешним видом.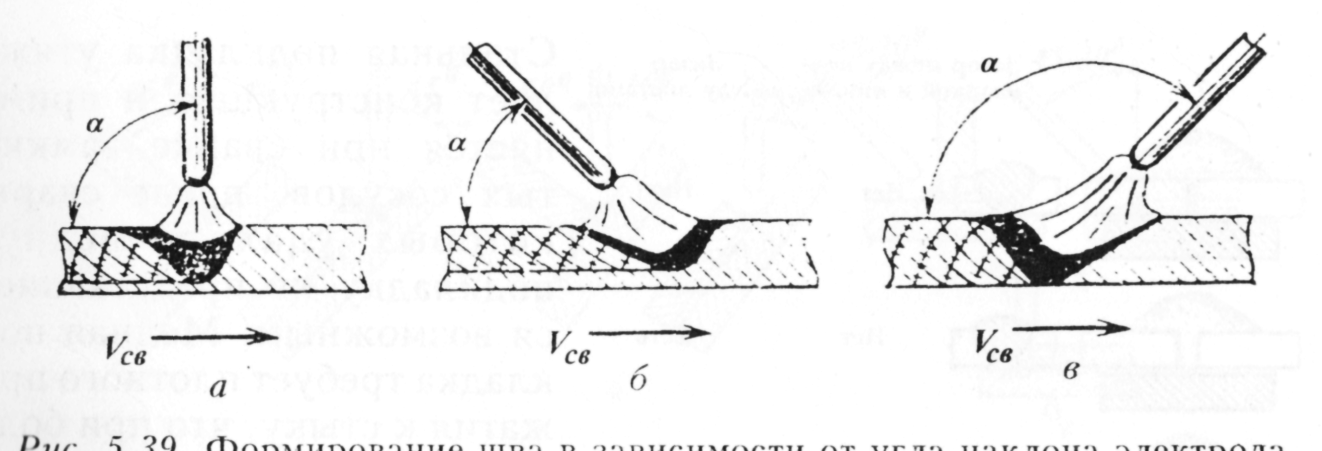 При повторном зажигании дуга должна возбуждаться на передней кромке кратера, затем через весь кратер переводиться на противоположную кромку, на только что наплавленный металл, и после этого снова вперед, в направлении проводившейся сварки. Если электрод при повторном зажигании дуги не буде достаточно далеко отведен назад, между участками начала и конца сварки останется углубление. Если же при повторном зажигании электрод отвести слишком далеко назад, то на поверхности сварного валика образуется высокий наплыв.
При повторном зажигании дуга должна возбуждаться на передней кромке кратера, затем через весь кратер переводиться на противоположную кромку, на только что наплавленный металл, и после этого снова вперед, в направлении проводившейся сварки. Если электрод при повторном зажигании дуги не буде достаточно далеко отведен назад, между участками начала и конца сварки останется углубление. Если же при повторном зажигании электрод отвести слишком далеко назад, то на поверхности сварного валика образуется высокий наплыв.
Положение и перемещение электрода при сварке. В процессе сварки электроду сообщаются следующие движения:
- поступательное по оси электрода в сторону сварочной ванны, при этом для сохранения постоянства длины дуги скорость движения должна соответствовать скорости плавления электрода;
- перемещение вдоль линии свариваемого шва, которое называют скоростью сварки; скорость этого движения устанавливается в зависимости от тока, диаметра электрода, скорости его плавления, вида шва и других факторов;
- перемещение электрода поперек шва для получения шва шире, чем ниточный валик, так называемого уширенного валика.

При слишком большой скорости сварки наплавленные валики получаются узкими, с малой выпуклостью, с крупными чешуйками. При слишком медленной скорости перемещения электрода сварной валик имеет слишком большую выпуклость, шов неровный по форме, с наплывами по краям.
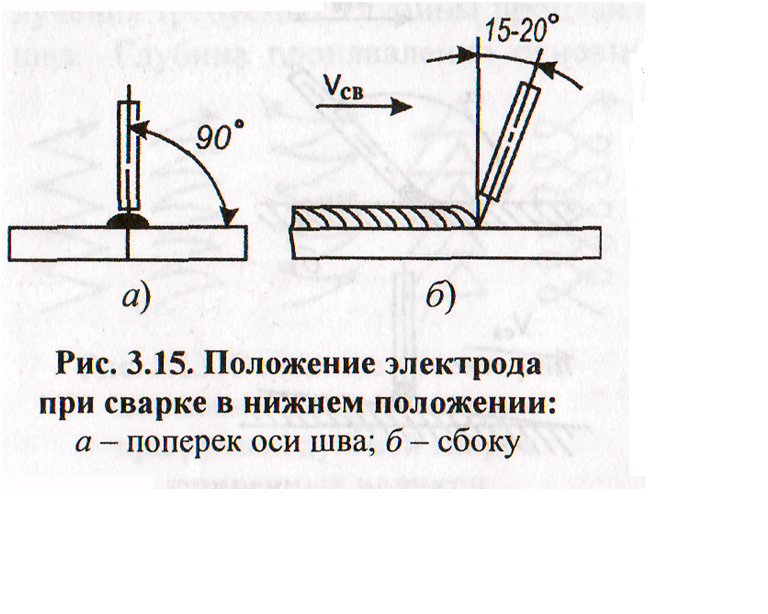
Положение электрода при сварке должно соответствовать рис. 2. Сварка осуществляется в направлении как слева направо, так и справа налево, от себя и на себя.
Рис. 2. Угол наклона электрода: а – в горизонтальной плоскости; б- в вертикальной плоскости.
В конце шва нельзя резко обрывать сварочную дугу и оставлять на поверхности металла кратер, являющийся концентратором напряжений и зоной с повышенным содержанием вредных примесей. Во избежание образования кратера необходимо прекратить перемещение электрода, т. е. произвести задержку на 1-2c, затем сместиться назад на 5 мм и быстрым движением вверх и назад оборвать дугу.
При неправильном завершении сварки в месте окончания шва, где погасла дуга, всегда образуется глубокий кратер. Кратер может служить показателем глубины проплавления, однако в конце сварки и наплавки данные кратеры должны заполняться и завариваться. Это производится путем возбуждения дуги в кратере, установления короткой дуги и выдержки в таком положении электрода, вплоть до заполнения расплавленным металлом кратера. Не рекомендуется заваривать кратер, несколько раз обрывая и возбуждая дугу, ввиду образования оксидных и шлаковых загрязнений металла.
Кратер может служить показателем глубины проплавления, однако в конце сварки и наплавки данные кратеры должны заполняться и завариваться. Это производится путем возбуждения дуги в кратере, установления короткой дуги и выдержки в таком положении электрода, вплоть до заполнения расплавленным металлом кратера. Не рекомендуется заваривать кратер, несколько раз обрывая и возбуждая дугу, ввиду образования оксидных и шлаковых загрязнений металла.
Сварной шов, образованный в результате двух движений торца электрода (поступательного и вдоль линии шва), называют “ниточным”. Его ширина при оптимальной скорости сварки составляет (0,8-1,5)dэ. Ниточным швом заполняют корень шва, сваривают тонкие заготовки, выполняют наплавочные работы и производят подварку подрезов.
Для наплавки валика без поперечных колебаний электрода необходимо возбудить дугу, растянуть ее и некоторое время удержать на одном месте для прогрева основного металла. Затем постепенно уменьшать длину дугового промежутка, пока не образуется сварочная ванна соответствующего размера. Она должна хорошо сплавиться с основным металлом до того момента, когда начнется поступательное движение электрода в направлении сварки. При этом рекомендуется выполнять небольшие перемещения электродом вдоль оси шва. Однако большинство сварщиков предпочитают перемещать электрод вдоль оси шва без каких-либо продольных колебаний, определяя скорость сварки по формированию валика.
Она должна хорошо сплавиться с основным металлом до того момента, когда начнется поступательное движение электрода в направлении сварки. При этом рекомендуется выполнять небольшие перемещения электродом вдоль оси шва. Однако большинство сварщиков предпочитают перемещать электрод вдоль оси шва без каких-либо продольных колебаний, определяя скорость сварки по формированию валика.
При наплавке валиков на обратной полярности некоторые электроды имеют склонность к образованию подрезов. Для предотвращения проявления этой тенденции не следует перемещать сварочную дугу, располагающуюся за кратером, пока не будет наплавлено достаточное количество металла, чтобы сварной шов получил требуемый размер и подрез был заполнен наплавленным металлом.
Поперечные колебания электрода по определенной траектории, совершаемые с постоянной частотой и амплитудой и совмещенные с перемещением вдоль шва, позволяют получить сварной шов требуемой ширины. Поперечные колебательные движения конца электрода определяются формой разделки, размерами и положением шва, свойствами свариваемого материала, навыком сварщика.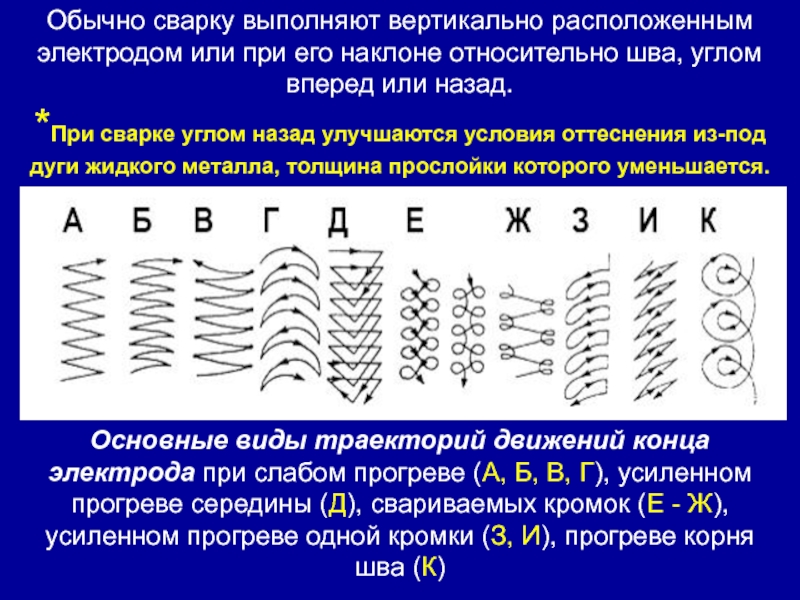 Широкие швы (1,5-5)d3 получают с помощью поперечных колебаний, изображенных на рис. 3.
Широкие швы (1,5-5)d3 получают с помощью поперечных колебаний, изображенных на рис. 3.
Рис. 3. Основные способы поперечных движений торца электрода
Для выполнения уширенного валика необходимо установить электрод в положение, показанное на рис. 4. При этом следует иметь в виду, что поперечные колебания совершаются электрододержателем, положение электрода в любой точке шва строго параллельно его первоначальному положению. Угол наклона электрода в вертикальной и горизонтальной плоскости не должен изменяться при колебательных движениях по поверхности шва.
Рис. 4. Положение электрода при наплавке валиков с поперечными колебаниями
Колебания электрода должны производиться с амплитудой, не превышающей три диаметра используемого электрода. Во время процесса формирования валика расплавленный слой должен поддерживаться в расплавленном состоянии. Если перемещать электрод слишком далеко и задерживать его возвращение, то возможны охлаждение и кристаллизация металла сварочной ванны. Это приводит к появлению в металле сварного шва шлаковых включений и ухудшает его внешний вид.
Это приводит к появлению в металле сварного шва шлаковых включений и ухудшает его внешний вид.
При сварке необходимо внимательно наблюдать за сварочной ванной, следить за ее шириной и глубиной проплавления, при этом не перемещать электрод слишком быстро. В конце каждого перемещения на мгновение останавливать электрод. Амплитуда поперечных колебаний должна быть немного меньше требуемой ширины наплавляемого валика.
При сварке на прямой полярности, как правило, не возникает проблем с подрезами. При сварке на обратной полярности могут возникнуть проблемы с появлением подрезов. Проблему подрезов можно преодолеть путем более длительной выдержки сварочной дуги в крайних точках поперечных перемещений, а также путем выполнения данных перемещений с амплитудой, не превышающей требуемую для получения нужной ширины наплавленного валика.
Выпуклость сварного шва будет меньше, чем при сварке на прямой полярности, проплавление будет более глубоким. Шлака будет несколько меньше, он будет менее текучим и будет закристаллизовываться немного быстрее, чем при сварке на прямой полярности.
На вертикальной поверхности узкие горизонтальные валики наплавляются, как правило, на обратной полярности, при этом сварочный ток не должен быть слишком большим.
Сварка должна производиться на короткой дуге. При сварке следует уделять внимание тому, чтобы металл сварочной ванны не вытекал вниз или не образовывал наплыв на нижней кромке. Для этого необходимо совершать возвратно-поступательные движения электродом в направлении оси сварного шва. Каждый новый валик должен перекрывать ранее наплавленный соседний с ним валик не менее чем на 45-55%. Для предотвращения образования подрезов необходимо производить колебания электрода в пределах выпуклости сварного валика.В большинстве случаев выполнение сварки в вертикальном положении производится снизу вверх, особенно для ответственных стыков. Данная техника сварки широко используется при строительстве трубопроводов высокого давления, в кораблестроении, при сооружении сосудов высокого давления и при строительных работах.
Наплавка узких валиков на поверхность, находящуюся в вертикальном положении, при сварке снизу вверх производится на обратной полярности сварочного тока, при этом сварочный ток не должен иметь слишком высокое значение. Положение электрода должно соответствовать изображенному на рис. 5. Необходимо использовать возвратно-поступательные перемещения электрода. Наплавка валиков должна производиться при короткой дуге, в верхней части траектории колебаний электрода, дугу следует растягивать, но нельзя допускать ее обрыва в данной области.
Положение электрода должно соответствовать изображенному на рис. 5. Необходимо использовать возвратно-поступательные перемещения электрода. Наплавка валиков должна производиться при короткой дуге, в верхней части траектории колебаний электрода, дугу следует растягивать, но нельзя допускать ее обрыва в данной области.
Рис. 5. Положение электрода при наплавке узких валиков без поперечных колебаний электрода в вертикальном положении снизу вверх
Подобный тип перемещений электрода позволяет наплавленному металлу кристаллизоваться, образуя ступеньку, на которую наплавляется следующая порция электродного металла. Некоторые сварщики предпочитают поддерживать постоянную сварочную ванну, которую они медленно выводят снизу вверх, применяя при этом небольшие колебательные движения электродом. Данный способ ведения процесса сварки приводит к наплавке валика с большой выпуклостью, а также к появлению вероятности трещин металла сварного шва.
Методика выполнения сварки с продольными колебаниями электрода позволяет получить более плоский с невысокой выпуклостью сварной шов, а также уменьшает опасность возникновения шлаковых включений.
Сварка в вертикальном положении сверху вниз достаточно редко встречается в промышленности, особенно при обычных работах. Область применения данного способа ведения сварочного процесса обычно ограничивается сварочными работами при строительстве магистральных трубопроводов и при сварке тонколистового проката. При наплавке на плоскую поверхность данный способ ведения сварки приводит к получению не очень глубокого проплавления, существует также опасность появления шлаковых включений.
Наплавка узких валиков в вертикальном положении сверху вниз производится на обратной полярности, при этом следует обратить особое внимание на установку сварочного тока. Положение электрода должно соответствовать изображенному на рис. 6.
Рис. 6. Положение электрода при наплавке узких валиков без поперечных колебаний электрода в вертикальном положении сверху вниз.
В процессе сварки необходимо поддерживать очень короткую дугу, с тем, чтобы шлак не затекал в головную часть сварочной ванны. Поперечные колебания электрода, как правило, не применяются, поэтому скорость перемещения достаточно велика. Этим и объясняется малая ширина наплавленных таким образом валиков, а также их малая выпуклость. Подрезы почти не встречаются.
Поперечные колебания электрода, как правило, не применяются, поэтому скорость перемещения достаточно велика. Этим и объясняется малая ширина наплавленных таким образом валиков, а также их малая выпуклость. Подрезы почти не встречаются.
Сварка с поперечными колебаниями электрода в вертикальном положении очень часто применяется при сооружении трубопроводов высокого давления, сосудов высокого давления, при сварке судовых конструкций, а также при изготовлении металлоконструкций. Данная техника сварки очень часто применяется для сварки многопроходных швов в разделку, а также угловых швов, находящихся вертикальном положении.
Наплавку валиков с поперечными колебаниями электрода в вертикальном положении, как правило, выполняют снизу вверх на обратной полярности сварочного тока. Сварка на прямой полярности в данном положении используется крайне редко. Еще реже производится сварка в положении сверху вниз.
При наплавке валиков с поперечными колебаниями электрода в вертикальном положении сварочный ток не должен быть слишком велик, однако он должен быть достаточным для хорошего проплавления. Положение электрода должно хотя бы приблизительно соответствовать изображенному на рис. 7.
Положение электрода должно хотя бы приблизительно соответствовать изображенному на рис. 7.
В нижней части соединения наплавляется полка шириной не более 12 мм, при этом смешение электрода от оси сварного шва не должно превышать 3 мм. Перемещение электрода должно производиться по траектории (рис. 7б). Для предотвращения появления подрезов необходимо делать кратковременные остановки электрода во время выхода его на боковые кромки сварного шва.
Рис. 7. Положение электрода при наплавке валиков в вертикальном положении снизу вверх с поперечными колебаниями электрода (а) и траектория движения электрода (б).
Сварку можно также производит путем поддержания постоянного перемещения сварочной ванны, при этом нужно быть очень осторожным, чтобы не допустить вытекания расплавленного металла сварочной ванны. При соблюдении этого условия перемещение электрода вверх может производиться по любой из сторон сварного соединения, при этом необходимо производить <растяжение> сварочной дуги, но не допускать ее обрыва.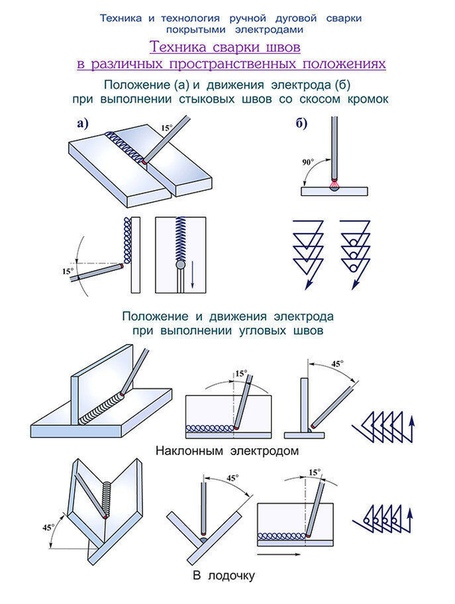 Нельзя держать сварочную дугу слишком долго вне кратера – это может привести к охлаждению кратера и вызовет избыточное разбрызгивание металла перед швом.
Нельзя держать сварочную дугу слишком долго вне кратера – это может привести к охлаждению кратера и вызовет избыточное разбрызгивание металла перед швом.
При наплавке валиков на прямой полярности, сварочный ток должен быть несколько выше, чем при сварке на обратной полярности. Поскольку при сварке на прямой полярности выше производительность наплавки, а также больше количество шлака, скорость перемещения электрода должна быть выше. Подрезы не составляют сколь-нибудь значительной проблемы, поэтому отпадает необходимость задержки электрода на боковых поверхностях свариваемых кромок.
Наплавка валиков в вертикальном положении с поперечными колебаниями электрода в вертикальном положении сверху вниз производится на обратной полярности, при этом следует обратить особое внимание на установку сварочного тока. Положение электрода должно соответствовать изображенному на рис. 8. В процессе сварки необходимо поддерживать очень короткую дугу, с тем, чтобы шлак не затекал в головную часть сварочной ванны. Для предотвращения появления подрезов необходимо делать кратковременные остановки электрода во время выхода его на боковые кромки сварного шва.
Для предотвращения появления подрезов необходимо делать кратковременные остановки электрода во время выхода его на боковые кромки сварного шва.
Рис. 8. Положение электрода при наплавке валиков в вертикальном положении сверху вниз с поперечными колебаниями электрода (а) и траектория движения электрода (б)
Несмотря на то, что в настоящее время в промышленности взят курс на полное исключение сварки в потолочном положении за счет соответствующего позиционирования, на сегодняшний день каждый сварщик должен уметь вести сварочные работы в этом пространственном положении. Сварка в потолочном положении распространена при строительстве трубопроводов, в судостроении и при строительно-монтажных работах.
Рис. 9. Положение электрода при наплавке узких валиков в потолочном положении
Наплавка узких валиков в потолочном положении может производиться как на обратной, так и на прямой полярности. Величина сварочного тока при обратной полярности такая же, как при сварке в вертикальном положении. При сварке на прямой полярности эта величина несколько выше. Положение электрода должно соответствовать изображенному на рис. 9. Сварщик должен находиться в таком положении, чтобы иметь возможность наблюдать за наплавкой металла и за сварочной дугой. Особенно это важно при сварке труб, однако часто бывает так, что направление сварки должно быть направлено на сварщика.
При сварке на прямой полярности эта величина несколько выше. Положение электрода должно соответствовать изображенному на рис. 9. Сварщик должен находиться в таком положении, чтобы иметь возможность наблюдать за наплавкой металла и за сварочной дугой. Особенно это важно при сварке труб, однако часто бывает так, что направление сварки должно быть направлено на сварщика.
Во время процесса сварки на обратной полярности необходимо поддерживать короткую дугу, сварочная ванна не должна быть слишком сильно перегрета. При сварке на прямой полярности длина дуги должна быть несколько длиннее. Небольшие колебания электрода вперед-назад относительно направления сварки служат для предварительного подогрева сварного шва, кроме того, они способствуют предотвращению подтекания расплавленного шлака в головную часть сварочной ванны. Некоторые сварщики при сварке на прямой полярности предпочитают перемещать электрод во время сварки очень маленькими участками, при этом необходимо обращать внимание на опасность получения сварного шва с большой выпуклостью, а также на образование толстой корки шлака.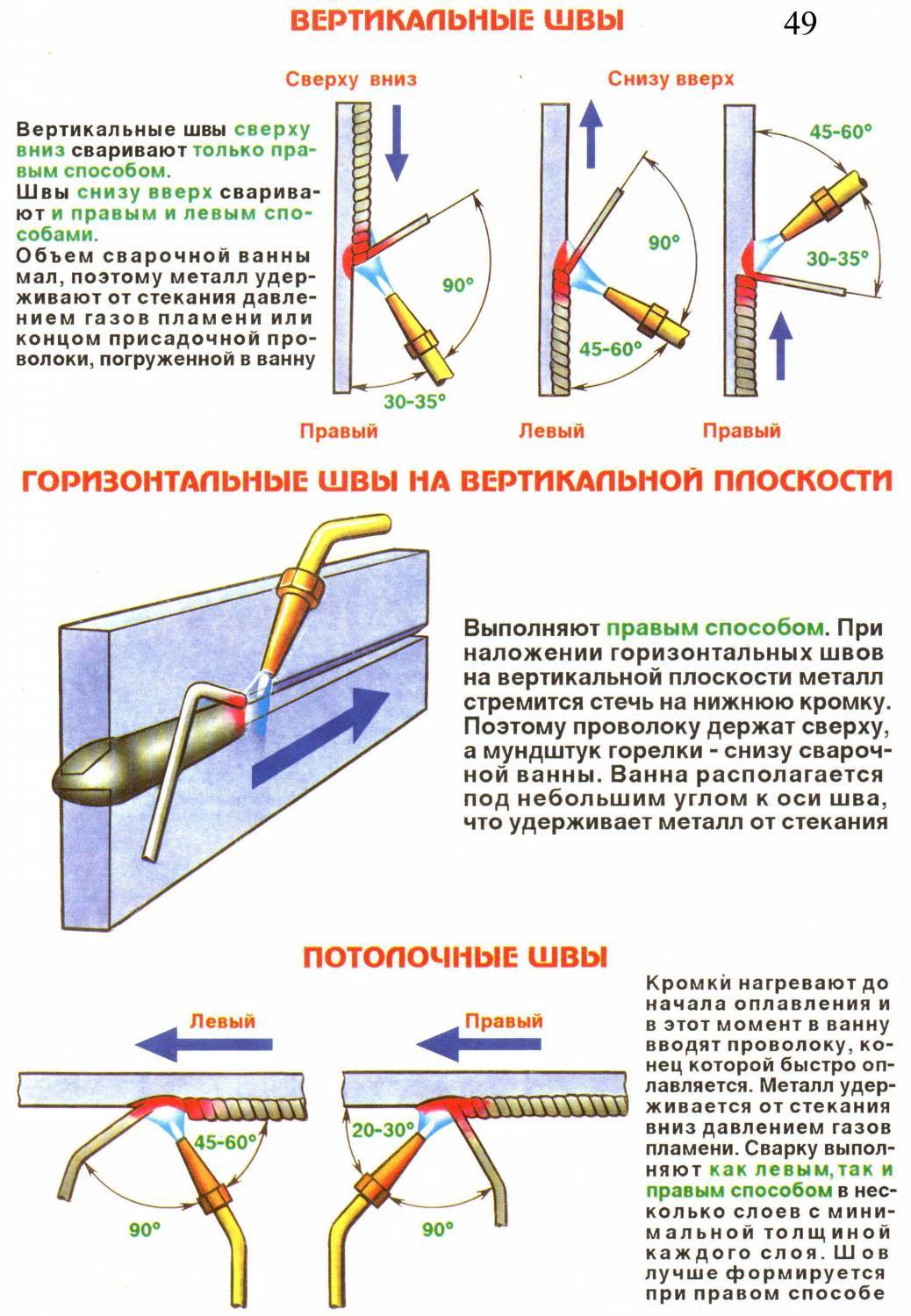 При сварке на прямой полярности опасность появления подрезов практически исключена.
При сварке на прямой полярности опасность появления подрезов практически исключена.
Во многих случаях при выполнении сварных соединений в потолочном положении, возникает необходимость в наплавке валиков с поперечными колебаниями электрода. Это значительно сложнее, чем наплавка узких валиков.
Наплавка валиков с поперечными колебаниями электрода в потолочном положении, производится на обратной полярности. Величина сварочного тока не должна быть слишком большой. Положение электрода должно соответствовать изображенному на рис. 10а. Большое значение имеет поддержание короткой дуги, а также стабильности дугового промежутка по всей ширине наплавляемого валика.
Наплавку можно производит путем перемещения всей сварочной ванны, однако при этом необходимо быть очень осторожным, чтобы не допустить приобретения расплавленным металлом сварочной ванны слишком высокой текучести, что, в конечном счете, приведет к вытеканию сварочной ванны. Если данное препятствие будет устранено, то электрод можно перемещать вперед вдоль любой из свариваемых кромок (рис. 106). При этом допускается удлинение дуги, без ее обрыва.
106). При этом допускается удлинение дуги, без ее обрыва.
Нельзя допускать, чтобы сварочная дуга находилась в кратере больше времени, чем необходимо для его полной заварки. Электрод должен быстро перемещаться поперек лицевой стороны сварного шва, с тем, чтобы не допустить избыточного перегрева металла, наплавленного в средней части сварного шва.
При сварке в потолочном положении могут возникнуть проблемы, связанные с подрезами. Они решаются с помощью задержек электрода на боковых кромках соединения. Рекомендуется не превышать ширины сварного шва свыше 20 мм.
Рис. 10. Положение электрода при наплавке валиков с поперечными колебаниями электрода в потолочном положении (а) и траектория перемещения электрода (б)
Сварка торцевого соединения в нижнем положении
Торцевые соединения широко применяются в конструкциях сосудов, не подвергаемых воздействию высокого давления. Торцевые соединения – это очень экономичные соединения, но они не выдерживают значительных растягивающих или изгибающих нагрузок. Для выполнения данного соединения требуется мало электродов, поскольку доля наплавленного металла в металле сварного шва мала. Выполнение сварки торцевого соединения не представляет каких-либо затруднений и может производиться в широком диапазоне сварочных режимов, как на прямой полярности, так и на обратной.
Для выполнения данного соединения требуется мало электродов, поскольку доля наплавленного металла в металле сварного шва мала. Выполнение сварки торцевого соединения не представляет каких-либо затруднений и может производиться в широком диапазоне сварочных режимов, как на прямой полярности, так и на обратной.
Во время сварки для полного охвата всей поверхности соединения рекомендуется производить небольшие поперечные колебания электрода. Однако следует помнить об опасности увлечения такими колебаниями. При излишне широких колебаниях электрода металл начнет свешиваться с краев соединения. Следует быть внимательным при расплавлении обеих кромок и при обеспечении хорошего проплавления.
Сварка стыкового соединения без скоса кромок в нижнем положении
Данный тип сварного соединения широко используется в промышленности для конструкций обычного назначения. При двухсторонней сварке металла, толщина которого не превышает 6 мм, данное соединение будет весьма прочным. Однако, как правило, такие соединения свариваются только с одной стороны. В этом случае прочность будет определяться глубиной проплавления, которая, в свою очередь, зависит от диаметра применяемых электродов, величины сварочного тока, величины зазора между деталями, а также от толщины свариваемых деталей. При односторонней сварке получение полного проплавления без зазора между свариваемыми кромками для металла толщиной свыше 5 мм весьма проблематично.
Однако, как правило, такие соединения свариваются только с одной стороны. В этом случае прочность будет определяться глубиной проплавления, которая, в свою очередь, зависит от диаметра применяемых электродов, величины сварочного тока, величины зазора между деталями, а также от толщины свариваемых деталей. При односторонней сварке получение полного проплавления без зазора между свариваемыми кромками для металла толщиной свыше 5 мм весьма проблематично.
Сварка стыкового соединения без скоса кромок для обеспечения повышенного тепловложения, производится на обратной полярности. При сварке необходимо обеспечивать возвратно-поступательные перемещения электрода вдоль оси шва. Это будет приводить к предварительному подогреву металла перед сварным швом, сведет к минимуму риск получения прожога и обеспечит вытеснение расплавленного шлака на поверхность сварочной ванны, что исключит вероятность образования неметаллических шлаковых включений в металле сварного шва.
В процессе сварки особенно важно поддержание постоянства скорости и равномерности перемещения электрода вдоль оси шва, а также величины зазора между электродом и изделием (длины дуги).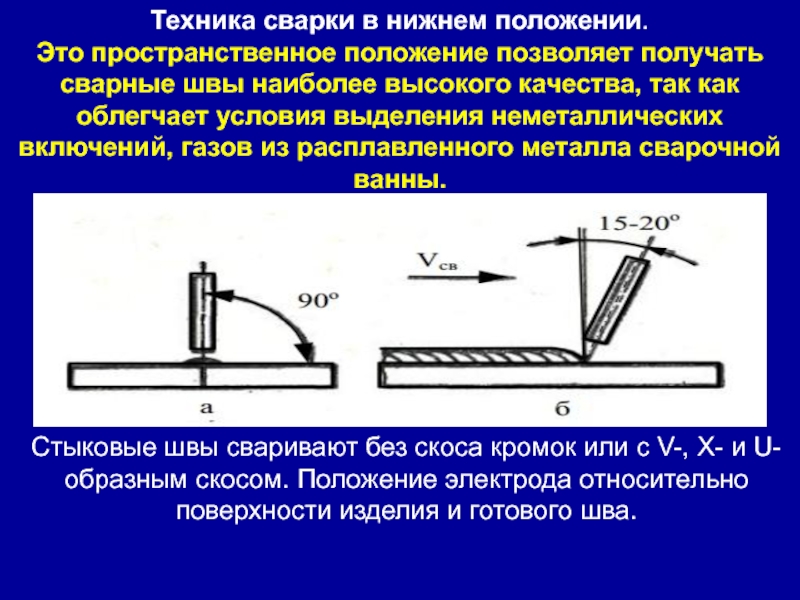 При слишком высокой скорости перемещения электрода шов получается узкий, образуются подрезы. При слишком малой скорости сварки сварочная ванна разогревается до температуры, при которой возможен прожог.
При слишком высокой скорости перемещения электрода шов получается узкий, образуются подрезы. При слишком малой скорости сварки сварочная ванна разогревается до температуры, при которой возможен прожог.
Слишком длинная дуга приводит к ухудшению внешнего вида шва, к ухудшению проплавления, к избыточному разбрызгиванию и низким показателям механических свойств металла сварного шва.
Сварка в нижнем положении таврового соединения (сварка в “лодочку”) однопроходным угловым швом
При образовании углового шва во избежание непровара свариваемые поверхности наклоняют к горизонтальной плоскости под углом 45° – сварка “в лодочку” (рис. 11а), а при наклоне под углом 30 или 60° – в несимметричную “одочку” (рис. 116). Сварка производится на повышенных значениях сварочного тока, как на прямой, так и на обратной полярности тока. Сварка на обратной полярности производится короткой дугой, при этом возможно появление подрезов. Положение электрода при сварке должно соответствовать изображенному на рис.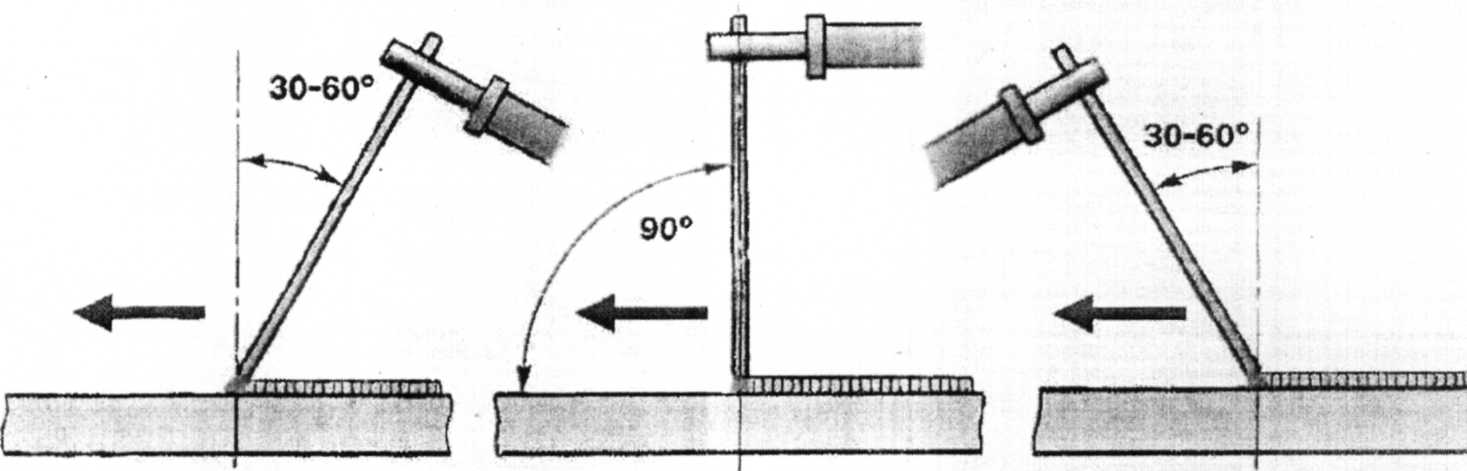 11в
11в
Рис. 11. Положение электрода при сварке “в лодочку”: a – сварка в симметричную “лодочку”; б – сварка в несимметричную ; в – пространственное положение электрода
При начале процесса сварки электрод должен быть выведен на кромку свариваемой пластины. После подогрева кромки пластины растянутой дугой начинается наложение сварного шва требуемой ширины и глубины проплавления. При этом производятся небольшие возвратно-поступательные перемещения электродом в направлении оси сварного шва. Это обеспечивает предварительный подогрев корневой части сварного шва и предотвращает подтекание расплавленного шлака перед головной частью сварочной ванны.
Электрод должен направляться непосредственно в корень сварного шва, нельзя допускать, чтобы сварочная дуга вышла на поверхность пластины за пределами области формирования сварного шва. Не допускается наплавка слишком большого количества металла за один проход.
Сварка в нижнем положении таврового соединения (сварка в “лодочку”) многопроходным угловым швом.
Очень часто при сварке таврового соединения в нижней) положении необходимо производить многопроходную сварку. Однопроходные угловые швы должны иметь катеты, которые превышают диаметр используемого электрода не более чем на 1,5-3,0 мм. При многопроходной сварке угловых швов число слоев определяют, исходя из диаметра электрода, при этом толщина каждого слоя не должна превышать (0,8-1,2)dэ.
Поскольку тавровое соединение в нижнем положении образует кромки, подобно стыковому соединению со скосом кромок, сварка может выполняться с использованием техники сварки с поперечными колебаниями электрода, при этом ширина шва не должна превышать (1,5-5)dэ. Если слой сварного шва превышает допустимую ширину шва, то наплавка каждого слоя производится необходимым количеством валиков.
При сварке данного соединения первый проход выполняется электродом толщиной 4-6 мм без поперечных колебаний. Последующие проходы выполняются электродами меньшего диаметра. При сварке этих проходов необходимо применять поперечные колебания электрода, при этом амплитуда колебаний электрода не должна превышать допустимой ширины шва.
При сварке на обратной полярности поддерживается несколько меньшая длина дуги, чем на прямой полярности. При этом необходимо тщательно контролировать процесс сварки, с тем, чтобы избежать появления возможных подрезов. Для этого можно применять задержки электрода в крайних точках амплитуды поперечных колебаний электрода при одновременном тщательном контроле ширины сварного шва и амплитуды поперечных колебаний электрода.
Перед наплавкой каждого слоя или валика необходимо тщательно очищать от шлака поверхность сварного шва, в противном случае неизбежно появление шлаковых включений. В начале и при возобновлении сварки необходимо тщательно заваривать кратеры сварных валиков.
Сварка углового соединения с наружным углом в нижнем положении
Угловые соединения с наружными угловыми швами встречаются намного реже, чем стыковые, нахлесточные и тавровые соединения. Это соединение является в высшей степени технологичным, поскольку его очень просто подготовить к сварке, а параметры режима сварки напоминают применяемые при сварке стыковых соединений со скосом кромок.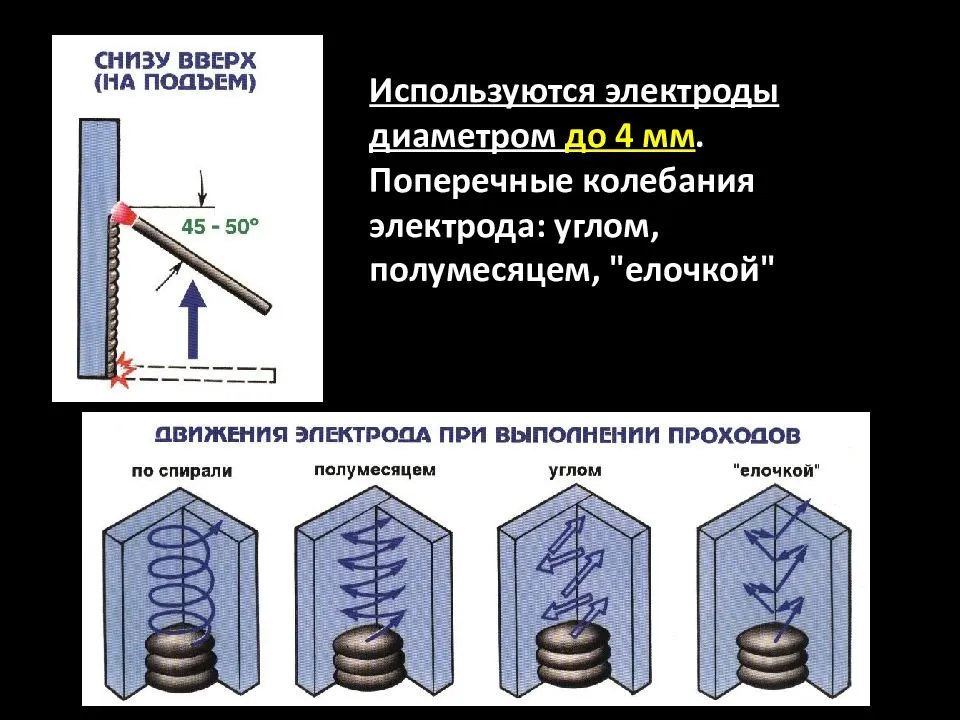
Для обеспечения максимальной прочности в сварном соединении необходимо получить проплавление с обратной стороны. Добавление внутреннего углового шва к наружному значительно повышает прочность всего углового соединения. Как уже отмечалось, стоимость подготовки подобного соединения весьма невелика, однако при сварке подобных соединений из металла большой толщины значительную величину затрат составит стоимость электродов.
Сварку углового соединения с наружным углом в нижнем положении выполняют на обратной полярности. При сварке данного соединения положение электрода должно соответствовать изображенному на рис. 12. При первом проходе используется техника сварки, применяемая при наложении узкого шва, без поперечных колебаний. Значение сварочного тока не должно быть слишком большим. Сварной шов при первом проходе должен обеспечить полное проплавление обратной стороны соединения и хорошее сплавление с обеими пластинами. Большое значение для достижения этой цели имеет поддержание короткой дуги.
Рис. 12. Положение электрода при сварке углового соединения с наружным углом в нижнем положении
При выполнении второго, третьего и последующих проходов сварочный ток следует установить на повышенный режим. При выполнении данных проходов используется техника поперечных колебаний электрода. Третий проход должен производиться с более широкой амплитудой колебаний, чем второй. Техника выполнения второго и последующих проходов аналогична выполнению данных проходов при сварке в “лодочку” многопроходным угловым швом.
Во время сварки необходимо следить за ограничением ширины поперечных колебаний электрода. Для устранения подрезов рекомендуется производить кратковременную остановку электрода в крайних точках траектории поперечных колебаний. Удостоверьтесь в том, что достигается хорошее сплавление с ранее наложенными слоями и с обеими поверхностями пластины. Последний проход не должен иметь слишком большую высоту. После каждого прохода необходимо тщательно очистить наплавленный металл от шлаковой корки.
Сварка стыкового соединения со скосом кромок на подкладке в нижнем положении
Данный тип сварного соединения достаточно часто применяется при сварке трубопроводов, сосудов высокого давления и корабельных конструкций.
Сварка данного соединения производится на обратной полярности. Для первого прохода устанавливается невысокое значение сварочного тока. Положение электрода должно соответствовать изображенному на рис. 13. Сварка производится узким валиком без поперечных колебаний электрода. Во время сварки необходимо следить за тем, чтобы обеспечить хорошее сплавление с подкладкой и поверхностями разделки в корневой части соединения. Поверхность шва должна быть максимально плоской.
Рис. 13. Положение электрода при сварке стыкового соединения со скосом кромок на подкладке в нижнем положении
Второй, третий и последующие проходы могут производиться при повышенных значениях сварочного тока. Перемещение вдоль оси шва не должно быть слишком быстрым, иначе поверхность шва будет неровной, с крупными чешуйками, могут появиться поры. Поперечные перемещения электрода должны ограничиваться требуемой шириной шва. Это обеспечит исключение появления подрезов. Во время сварки важно следить за длиной дуги, тщательно удалять шлак с наложенных слоев, следить за тем, чтобы наложенный сварной шов имел сплавление с предыдущими слоями и со свариваемыми кромками. При наложении последнего слоя используйте кромки разделки в качестве показателя при определении требуемой ширины шва.
Поперечные перемещения электрода должны ограничиваться требуемой шириной шва. Это обеспечит исключение появления подрезов. Во время сварки важно следить за длиной дуги, тщательно удалять шлак с наложенных слоев, следить за тем, чтобы наложенный сварной шов имел сплавление с предыдущими слоями и со свариваемыми кромками. При наложении последнего слоя используйте кромки разделки в качестве показателя при определении требуемой ширины шва.
Сварка стыкового соединения со скосом кромок в нижнем положении
Данный вид соединения часто встречается при сварке трубопроводов, а также при сварке ответственных соединений.
Сварка данного соединения производится на обратной полярности. Положение электрода должно соответствовать изображенному на рис. 14.
Рис. 14. Положение электрода при сварке стыкового соединения со скосом кромок в нижнем положении
На рис. 15а показан порядок наложения слоев/валиков при сварке стыкового соединения со скосом кромок в нижнем положении.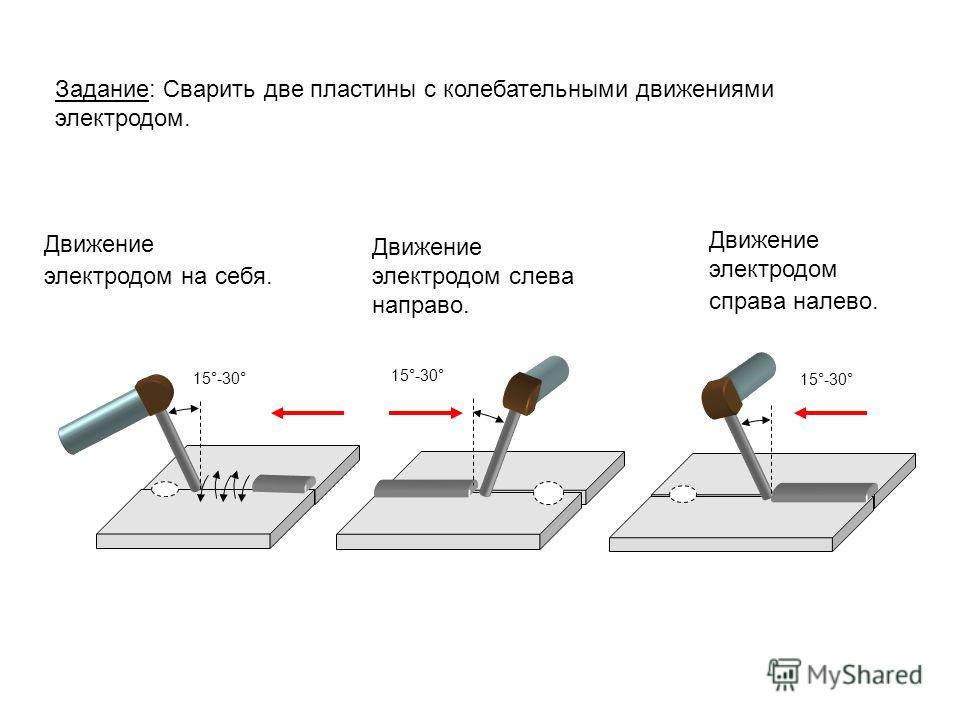 Первый проход предназначен для сварки корня шва и выполняется обычно электродами диаметром 3 мм, при этом сварочный ток не должен быть слишком велик. Сварка производится на короткой дуге с возвратно-поступательными движениями относительно линии сварного шва, при этом необходимо следить, чтобы сам электрод все время оставался в зазоре корневой области сварного соединения. Во время сварки нельзя допускать прерывания дуги при перемещении электрода вперед и нужно следить за тем, чтобы капли металла не падали перед швом, это может помешать проведению процесса сварки, его продвижению вперед. На обратной стороне стыка должен образовываться небольшой валик. Лицевая поверхность первого прохода должна иметь минимальную выпуклость.
Первый проход предназначен для сварки корня шва и выполняется обычно электродами диаметром 3 мм, при этом сварочный ток не должен быть слишком велик. Сварка производится на короткой дуге с возвратно-поступательными движениями относительно линии сварного шва, при этом необходимо следить, чтобы сам электрод все время оставался в зазоре корневой области сварного соединения. Во время сварки нельзя допускать прерывания дуги при перемещении электрода вперед и нужно следить за тем, чтобы капли металла не падали перед швом, это может помешать проведению процесса сварки, его продвижению вперед. На обратной стороне стыка должен образовываться небольшой валик. Лицевая поверхность первого прохода должна иметь минимальную выпуклость.
Рис. 15. Сварка стыкового соединения со скосом кромок в нижнем положении: a – порядок наложения слоев; б – траектория движения электрода при выполнении последнего прохода; в – сварное соединение
Второй и последующие проходы производятся при повышенных значениях сварочного тока и электродами большего диаметра.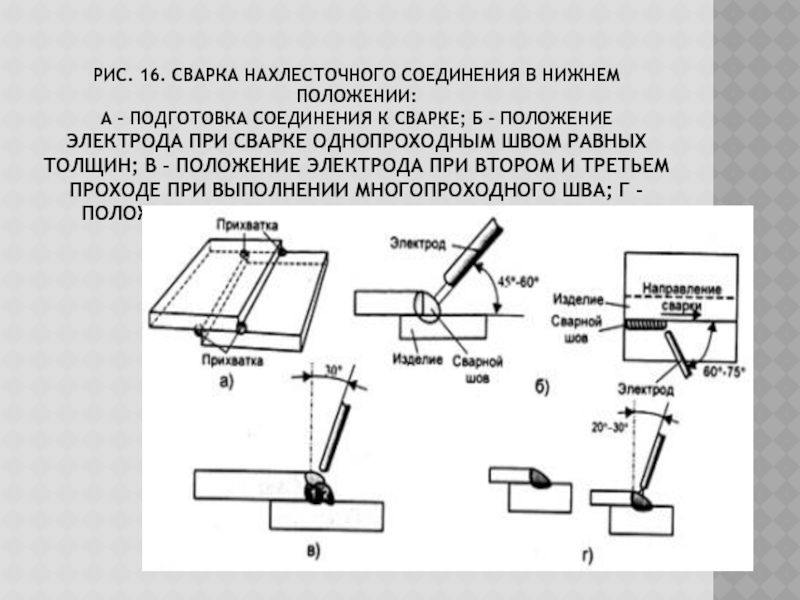 Наплавка производится с поперечными колебаниями электрода, при этом важно обеспечить постоянство и равномерность колебаний и перемещения электрода вдоль оси шва, в противном случае полученный сварной шов будет не однороден по качеству и внешнему виду. Во время сварки необходимо следить за тем, чтобы избежать появления подрезов (рис. 156). Необходимо получить сплавление с ранее наплавленными слоями, а также с боковыми кромками разделки свариваемого изделия. Лицевая сторона второго и последующих слоев должна иметь плоскую поверхность. Необходимо тщательно очищать каждый слой от шлака по всей его длине.
Наплавка производится с поперечными колебаниями электрода, при этом важно обеспечить постоянство и равномерность колебаний и перемещения электрода вдоль оси шва, в противном случае полученный сварной шов будет не однороден по качеству и внешнему виду. Во время сварки необходимо следить за тем, чтобы избежать появления подрезов (рис. 156). Необходимо получить сплавление с ранее наплавленными слоями, а также с боковыми кромками разделки свариваемого изделия. Лицевая сторона второго и последующих слоев должна иметь плоскую поверхность. Необходимо тщательно очищать каждый слой от шлака по всей его длине.
Заключительный проход выполняется тем же типом электрода, что и предыдущие. Техника выполнения такая же, и при выполнении второго и последующих проходов, за исключением того, что при заключительном проходе амплитуда поперечных колебаний электрода будет больше. Для контроля за шириной облицовочного шва необходимо использовать скошенные кромки стыкового соединения. Поверхность облицовочного шва должна быть слегка выпуклой.
Сварка нахлесточного соединения в нижнем положении
Данный тип соединения широко используется в промышленности, в частности в резервуарах, строительных и судовых конструкциях. Нахлесточное соединение очень экономично, оно не требует каких-либо значительных затрат на подготовку и сборку. Максимальная прочность нахлесточного соединения достигается при его двухсторонней сварке угловым швом.
Сварка данного соединения производится как на прямой, так и на обратной полярности, при этом сварочный ток не должен быть слишком большим. Положение электрода должно соответствовать изображенному на рис. 16.
Рис. 16. Сварка нахлесточного соединения в нижнем положении: a – подготовка соединения к сварке; б – положение электрода при сварке однопроходным швом равных толщин; в – положение электрода при втором и третьем проходе при выполнении многопроходного шва; г – положение электрода при сварке разных толщин
Для сварки нахлесточного соединения в нижнем положении на прямой полярности требуется поддержание очень короткой дуги, а на обратной полярности – еще более короткой. Дуга должна быть сориентирована в направлении корня соединения и горизонтальной поверхности пластины. Во время сварки необходимо совершать, относительно оси сварного, шва небольшие возвратно-поступательные колебания электрода. Это способствует предварительному подогреву соединения перед движущейся сварочной дугой, обеспечивает создание полноразмерной выпуклости и покрывает шлаковой коркой хвостовую часть сварочной ванны.
Дуга должна быть сориентирована в направлении корня соединения и горизонтальной поверхности пластины. Во время сварки необходимо совершать, относительно оси сварного, шва небольшие возвратно-поступательные колебания электрода. Это способствует предварительному подогреву соединения перед движущейся сварочной дугой, обеспечивает создание полноразмерной выпуклости и покрывает шлаковой коркой хвостовую часть сварочной ванны.
Абсолютно необходимым для получения качественного соединения является полное проплавление в корне шва и хорошее сплавление с обеими поверхностями двух пластин. При сварке на прямой полярности верхняя кромка верхней пластины имеет тенденцию к прожогу, поэтому при сварке следует постоянно опасаться как недозаполнения наплавленного валика, так и того, что сварочная дуга недостаточно коротка. Подрезы появляются очень редко.
При сварке на обратной полярности следует обратить внимание на поддержание более короткой дуги, а также на устранение возможного подреза, как на плоской поверхности пластины, так и вдоль верхней кромки верхней пластины. Для уменьшения вероятности появления подрезов, перемещение дуги должно быть ограничено размерами сварного шва.
Для уменьшения вероятности появления подрезов, перемещение дуги должно быть ограничено размерами сварного шва.
Сварка нахлесточного соединения в горизонтальном положении
Сварка нахлесточного соединения в горизонтальном положении однопроходным угловым швом на прямой полярности часто применяется в конструкциях резервуаров и строительных конструкциях.
При сварке данного соединения сварочный ток не должен быть слишком большим. Электрод необходимо направлять в корень шва. Положение электрода во время сварки должно соответствовать изображенному на рис. 17. Сварку лучше всего производить с небольшими возвратно-поступательными перемещениями электрода в направлении оси сварного шва, можно также применять незначительные поперечные колебания электрода. Сварочная ванна не должна быть слишком перегрета, ибо это приводит к появлению трещин в металле сварного шва.
Рис. 17. Положение электрода при сварке нахлесточного соединения в горизонтальном положении
При сварке следует обращать особое внимание на перемещения электрода, с тем, чтобы не допустить появления прожогов кромки пластины, а также на то, чтобы сварочная дуга не контактировала с поверхностью вертикальной пластины вне пределов сварного шва, в противном случае неизбежно появление подрезов.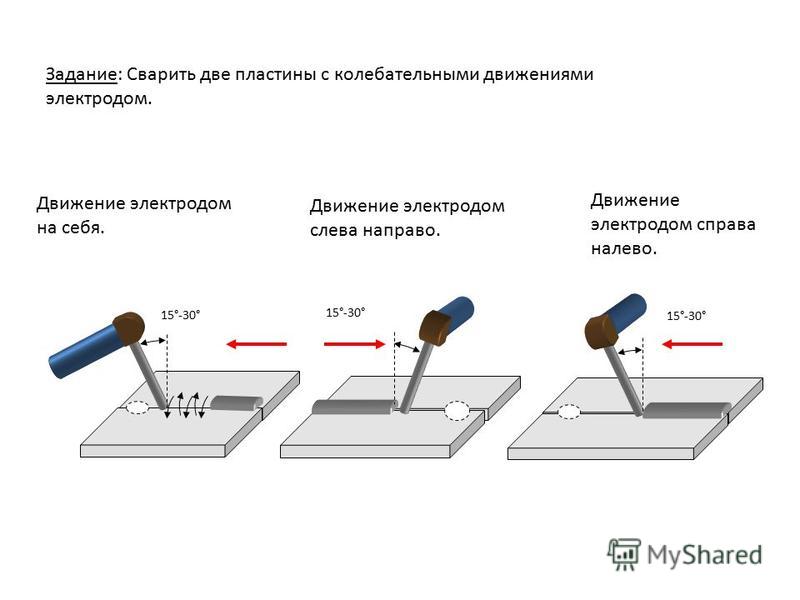
Сварка таврового соединения в нижнем положении
Большую долю швов, выполняемых на практике сварщиком, составляют угловые швы, выполняемые в нижнем положении. Технология сварки может включать как однопроходную, так и многопроходную сварку всеми типами электродов. Несмотря на то, что электроды, предназначенные для сварки на обратной полярности, не являются лучшим типом электродов для выполнения однопроходных угловых швов, использование этих электродов в подобных целях является достаточно распространенной практикой.
При сварке таврового соединения в нижнем положении на прямой полярности сварочный ток должен быть достаточным для получения обширной сварочной ванны. При сварке на обратной полярности сварочный ток должен быть несколько меньше. Положение электрода при сварке на прямой полярности должно соответствовать изображенному на рис. 18а, на обратной полярности – рис. 18б.
Рис. 18. Положение электрода при сварке таврового соединения в нижнем положении: a – на прямой полярности; б – на обратной полярности
Электрод должен быть направлен в корень сварного соединения. При сварке на обратной полярности длина дуги должна быть меньше. Перемещение электрода должно производиться равномерно на всем протяжении стыка, не теряя сварочной ванны.
При сварке на обратной полярности длина дуги должна быть меньше. Перемещение электрода должно производиться равномерно на всем протяжении стыка, не теряя сварочной ванны.
Однако некоторые сварщики предпочитают использовать при этом небольшие возвратно-поступательные перемещения электрода в направлении оси шва. Это может оказать положительное влияние в виде предварительного подогрева свариваемых кромок и корневой части соединения, находящихся перед движущимся электродом, улучшит формирование наплавленного металла на вертикальной плоскости пластины, а также будет способствовать предотвращению подтекания расплавленного шлака в головную часть сварочной ванны. При сварке на прямой полярности подрезы никогда не являются проблемой. Сварка на обратной полярности требует обеспечения повышенных мер по исключению подрезов.
Сварка таврового соединения в нижнем положении многопроходным швом
Крупные угловые швы очень часто выполняются путем многократного наложения узких валиков без поперечных колебаний электрода. В большинстве случаев облицовочный слой или последний валик выполняются без поперечных колебаний электрода, в некоторых случаях требуется, чтобы последний проход выполнялся с поперечными колебаниями. В частности, таковы требования при сварке трубопроводов и сосудов высокого давления. Сварка может выполняться как на прямой, так и на обратной полярности сварочного тока.
В большинстве случаев облицовочный слой или последний валик выполняются без поперечных колебаний электрода, в некоторых случаях требуется, чтобы последний проход выполнялся с поперечными колебаниями. В частности, таковы требования при сварке трубопроводов и сосудов высокого давления. Сварка может выполняться как на прямой, так и на обратной полярности сварочного тока.
При выполнении данного соединения сварочный ток устанавливается таким же, как и при сварке узким однопроходным швом. Положение электрода будет изменяться в зависимости от последовательности наложения слоев (рис. 19а). Перемещение электрода аналогично перемещению при сварке однопроходным швом. Расположение или раскладка валиков по сторонам должны производиться таким образом, чтобы облицовочный слой точно соответствовал заданному размеру катета углового шва. Порядок наложения слоев показан на рис. 19б.
Рис. 19. Положение электрода при сварке таврового соединения многопроходным швом в нижнем положении (а) и порядок наложения слоев (б)
Техника выполнения облицовочного слоя достаточно сложна. Сварочный ток не должен быть слишком мал. Положение электрода должно соответствовать изображенному на рис. 20а. Чешуйки укладываются в диагональной плоскости. Наложение капель металла производится только при движении электрода вниз. Перемещение электрода вверх должно производиться быстро, на максимально растянутой дуге, но без обрыва дуги.
Сварочный ток не должен быть слишком мал. Положение электрода должно соответствовать изображенному на рис. 20а. Чешуйки укладываются в диагональной плоскости. Наложение капель металла производится только при движении электрода вниз. Перемещение электрода вверх должно производиться быстро, на максимально растянутой дуге, но без обрыва дуги.
Рис. 20. Положение электрода при выполнении облицовочного слоя (а) и траектория колебательных движений электрода (б)
Указателями ширины перемещения электрода при сварке облицовочного слоя могут служить две параллельные кромки ранее выполненных сварных валиков. Для предотвращения появления подрезов необходимо проводить задержки электрода на верхней и нижней кромках сварного шва. Необходимо помнить, что при многопроходной сварке требуется тщательная очистка от шлаковой корки каждого наложенного слоя.
При сварке на обратной полярности могут возникнуть значительные затруднения, связанные с появлением подрезов. Избавиться от этих проблем можно всеми ранее описанными способами.
Сварка таврового соединения в нижнем положении многопроходным швом с применением поперечных колебаний электрода
На практике довольно часто встречаются случаи, когда необходимо производить сварку угловых швов большого сечения в нижнем положении. Обычно для этого используют многопроходную сварку с применением техники поперечных колебаний электрода. Наиболее часто такие швы встречаются при судостроительных и монтажных работах.
Сварка данного типа соединения производится на обратной полярности. Сварочный ток устанавливается большим. Положение электрода должно соответствовать изображенному на рис. 21. Первый проход выполняется так же, как и в случае обычной однопроходной сварки угловых швов. Поверхность первого валика должна быть максимально плоской.
Рис. 21. Положение электрода при сварке таврового соединения многопроходным швом в нижнем положении с применением поперечных колебаний электрода
Второй шов накладывается с поперечными колебаниями электрода поверх первого. Электрод должен направляться на вертикальную пластину, с тем, чтобы обеспечить перенос металла с электрода на эту поверхность. Поперечные колебания электрода не должны выходить за пределы требуемой ширины выполняемого шва. В противном случае возможно появление подрезов. Необходимо обеспечить хорошее сплавление накладываемых швов с поверхностью ранее наплавленных слоев и с поверхностью свариваемой пластины.
Электрод должен направляться на вертикальную пластину, с тем, чтобы обеспечить перенос металла с электрода на эту поверхность. Поперечные колебания электрода не должны выходить за пределы требуемой ширины выполняемого шва. В противном случае возможно появление подрезов. Необходимо обеспечить хорошее сплавление накладываемых швов с поверхностью ранее наплавленных слоев и с поверхностью свариваемой пластины.
Сварка стыкового соединения со скосом кромок на подкладке в горизонтальном положении
Данное соединение, а также пространственное положение, в котором оно находится, очень часто встречается при сварке труб, резервуаров, а также при судостроительных работах.
Сварка производится на обратной полярности как узкими валиками без поперечных колебаний, так и с поперечными колебаниями электрода. Первый проход выполняется на повышенных значениях сварочного тока без поперечных колебаний электрода. Положение электрода должно соответствовать изображенному на рис. 22. При сварке необходимо обеспечить гарантированное сплавление с подкладкой, а также с кромками корневой части соединения.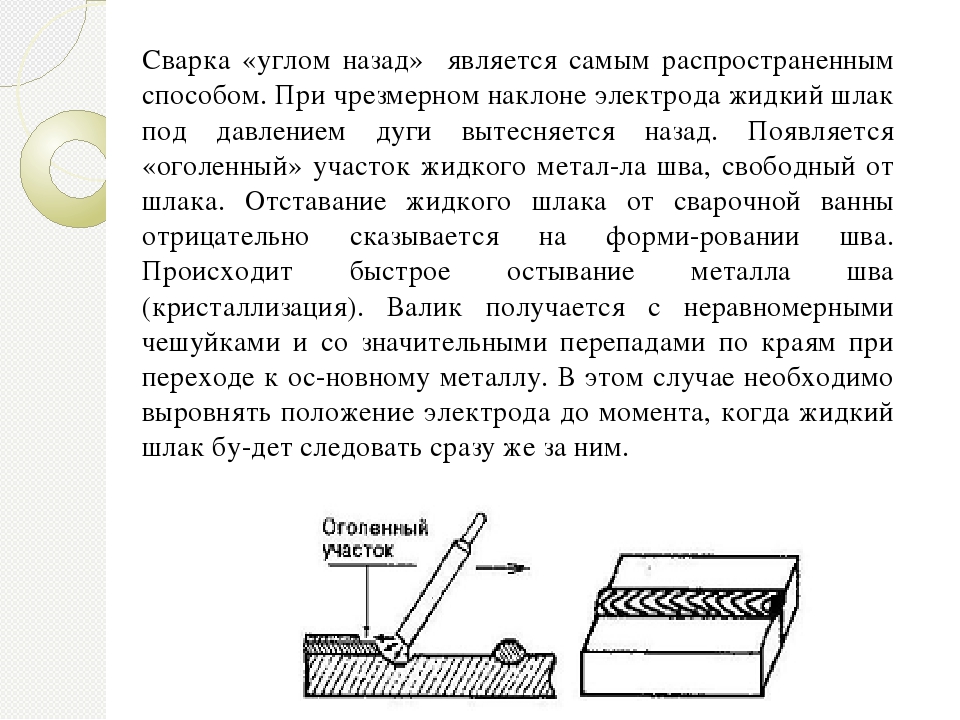
Рис. 22. Положение электрода при сварке стыкового соединения со скосом кромок на подкладке в горизонтальном положении
Второй и все последующие проходы могут выполняться с еще большими значениями сварочного тока. Положение электрода при сварке узкими валиками без поперечных колебаний электрода должно соответствовать изображенному на рис. 22. Очень важно, чтобы все швы имели хорошее сплавление с поверхностью ранее наложенных слоев, а также с поверхностью кромок разделки. Необходимо следить за предотвращением появления подрезов.
Сварка стыкового соединения со скосом кромок в горизонтальном положении
Данное соединение, а также пространственное положение, в котором оно находится, очень часто встречается при сварке труб, а также ответственных стыковых соединений. При выполнении некоторых работ иногда предъявляются требования к тому, чтобы данные швы выполнялись с поперечными колебаниями электрода, однако в большинстве случаев применяется сварка узкими валиками без поперечных колебаний электрода.
Сварка производится на обратной полярности. Сварочный ток при первом проходе не должен быть слишком велик. Положение электрода при сварке узкими валиками без поперечных колебаний должно соответствовать рис. 23, а при сварке с поперечными колебаниями – рис. 24а.
Рис. 23. Положение электрода при сварке стыкового соединения со скосом кромок в горизонтальном положении: узкими валиками без поперечных колебаний электрода.
При сварке необходимо поддерживать короткий дуговой промежуток, заставляя электродный металл наплавляться непосредственно в зазоре корневой части соединения. При сварке можно использовать возвратно-поступательные перемещения электрода. При перемещениях вперед нельзя допускать, чтобы сварочная дуга обрывалась.
Необходимо во время таких перемещений обеспечить предварительный подогрев металла перед наплавляемым швом. Одновременно следует следить за тем, чтобы расплавленный металл сварочной ванны достаточно быстро застывал и не стекал на нижнюю пластину. На обратной стороне соединения должно быть полное проплавление.
Для второго и последующих проходов сварочный ток может быть значительно увеличен. Можно использовать сварку узкими валиками, без поперечных колебаний. можно также использовать сварку с поперечными колебаниями электрода (рис. 24б). Важно обеспечить гарантированное сплавление всех проходов с поверхностью всех предшествующих проходов, а также с поверхностями свариваемых пластин. Во время сварки необходимо следить за появлением подрезов.
Рис. 24. Положение электрода при сварке стыкового соединения со скосом кромок в горизонтальном положении: a – сварка с поперечными колебаниями электрода; б – пример поперечных движений торца электрода
Сварка стыкового соединения со скосом одной кромки в горизонтальном положении
Наиболее часто, при выполнении стыковых соединений в горизонтальном положении скашивают кромку только у верхнего листа. Дугу возбуждают на горизонтальной кромке нижнего листа, перемещают затем на скошенную кромку верхнего листа. Техника сварки ничем не отличается от описанной выше, за исключением порядка наложения слоев.
Техника сварки ничем не отличается от описанной выше, за исключением порядка наложения слоев.
Сварка нахлесточного соединения в вертикальном положении снизу вверх. При выполнении ответственных сварочных работ с использованием нахлесточных соединений, находящихся в вертикальном положении, как правило, сварку производят снизу вверх. Такая сварка имеет место при выполнении сварочных работ в судостроении, при изготовлении сосудов высокого давления, а также при изготовлении металлоконструкций.
При сварке небольших толщин, а также для выполнения первых проходов в многопроходных сварных швах, выполняемых при сварке нахлесточных соединений, применяются однопроходные угловые швы. При выполнении данных швов необходимо установить не очень большое значение сварочного тока. Положение электрода должно соответствовать изображенному на рис. 25.
Рис. 25. Положение электрода при сварке нахлесточного соединения в вертикальном положении снизу вверх
На нижней части соединения образуется полка из наплавленного металла, имеющая размеры, соответствующие размерам сварного шва. Следует применять возвратно-поступательные перемещения электрода. При переносе электродного металла следует поддерживать короткую дугу, при переходе вверх дугу следует растянуть, не допуская при этом ее обрыва. Когда электрод находится над сварочной ванной, можно производить небольшие поперечные перемещения электрода. Это способствует лучшему формированию сварного шва. Во время сварки необходимо следить за тем, чтобы перемещения электрода всегда сохранялись в пределах ширины шва таким образом, чтобы кромка верхней пластины не прожигалась, а на плоской поверхности пластины не появлялись подрезы.
Следует применять возвратно-поступательные перемещения электрода. При переносе электродного металла следует поддерживать короткую дугу, при переходе вверх дугу следует растянуть, не допуская при этом ее обрыва. Когда электрод находится над сварочной ванной, можно производить небольшие поперечные перемещения электрода. Это способствует лучшему формированию сварного шва. Во время сварки необходимо следить за тем, чтобы перемещения электрода всегда сохранялись в пределах ширины шва таким образом, чтобы кромка верхней пластины не прожигалась, а на плоской поверхности пластины не появлялись подрезы.
Для выполнения сварных швов нахлесточных соединений большой толщины применяется многопроходная или однопроходная сварка с поперечными перемещениями электрода. При многопроходной сварке первый проход выполняется узким валиком без поперечных перемещений электрода. При выполнении второго прохода сварочный ток должен быть достаточным для обеспечения гарантированного проплавления в корневой части соединения и сплавления с кромками. Положение электрода и траектория движения электрода должны соответствовать изображенному на рис. 26а. При этом, сохраняя электрод над поверхностью сварочной ванны, нужно перемещать ее вверх, одновременно сдвигая сварочную ванну в стороны, поочередно то влево, то вправо.
Положение электрода и траектория движения электрода должны соответствовать изображенному на рис. 26а. При этом, сохраняя электрод над поверхностью сварочной ванны, нужно перемещать ее вверх, одновременно сдвигая сварочную ванну в стороны, поочередно то влево, то вправо.
Рис. 26. Положение электрода при сварке нахлесточного соединения в вертикальном положении снизу вверх многопроходным угловым швом (а) и однопроходным угловым швом с поперечным перемещением электрода (б)
Равномерные перемещения сварочной ванны, выполняемые в процессе сварки, позволяют получить ровную, с малой выпуклостью поверхность сварного шва. Кратковременные остановки в крайних точках поперечных колебаний предотвратят появление подрезов, но нужно быть крайне осторожным, чтобы при этом кромка верхней пластины не прожигалась.
Сварку нахлесточного соединения можно производить также однопроходным угловым швом с поперечными колебаниями электрода. Положение электрода и траектория движения электрода должны соответствовать изображенному на рис. 26б. Техника сварки аналогична выполнению второго прохода при многопроходной сварке. Отличие заключается в том, что электрод необходимо располагать под большим углом к нижней пластине и задержки перемещения выполнять только на нижней пластине.
Сварка таврового соединения в вертикальном положении однопроходным угловым швом
Сварка данного соединения часто встречается в производственной практике. Сварка вертикальных стыков чаще всего производится снизу вверх, хотя встречаются и случаи, когда необходимо выполнять сварку сверху вниз. Выбор количества проходов определяется назначением данного соединения, а также толщиной свариваемых пластин.
При выполнении сварки таврового соединения в вертикальном положении однопроходным угловым швом без поперечных перемещений электрода сварочный ток должен быть достаточно большим, с тем, чтобы обеспечить хорошее проплавление в корневой части соединения, а также с поверхностями пластин. Положение электрода должно приблизительно соответствовать изображенному на рис. 27.
27.
Рис. 27. Положение электрода при сварке таврового соединения в вертикальном положении однопроходным угловым швом
Сварка производится на обратной полярности с колебаниями электрода вверх-вниз. В момент переноса электродного металла необходимо поддерживать короткую дугу, при перемещении электрода вверх дугу следует растянуть, однако при этом не допускать обрыва дуги. Необходимо периодически производить отвод электрода от сварочной ванны, с тем, чтобы избежать перегрева свариваемого металла и последующего его растрескивания или вытекания сварочной ванны. Вместе с тем необходимо удерживать сварочную ванну на одном месте, вплоть до момента, пока не будет получено требуемое проплавление, сплавление со свариваемыми кромками и образование сварного шва требуемого контура без подрезов.
Сварку таврового соединения в вертикальном положении можно производить также однопроходным угловым швом с поперечными колебаниями электрода. Положение электрода и траектория движения электрода должны соответствовать изображенному на рис. выполняется без поперечных перемещений электрода или в некоторых случаях с небольшими поперечными колебаниями (рис. 29б).Положение электрода при втором проходе должно соответствовать изображенному на рис. 30. Сварочный ток должен быть достаточным для обеспечения гарантированного проплавления в корневой части соединения и сплавления с кромками.
выполняется без поперечных перемещений электрода или в некоторых случаях с небольшими поперечными колебаниями (рис. 29б).Положение электрода при втором проходе должно соответствовать изображенному на рис. 30. Сварочный ток должен быть достаточным для обеспечения гарантированного проплавления в корневой части соединения и сплавления с кромками.
Рис. 30. Положение электрода при сварке таврового соединения в вертикальном положении многопроходным
Во время сварки необходимо сохранять электрод над поверхностью сварочной ванны, перемещать сварочную ванну вверх, одновременно сдвигая ее в стороны, поочередно то влево, то вправо. Равномерные перемещения сварочной ванны, выполняемые в процессе сварки, позволяют получить ровную, с малой выпуклостью поверхность сварного шва, а кратковременные остановки электрода в крайних точках поперечных перемещений предотвратят появление подрезов. Во время сварки необходимо поддерживать короткую дугу, но избегать касания электрода с расплавленным металлом сварочной ванны.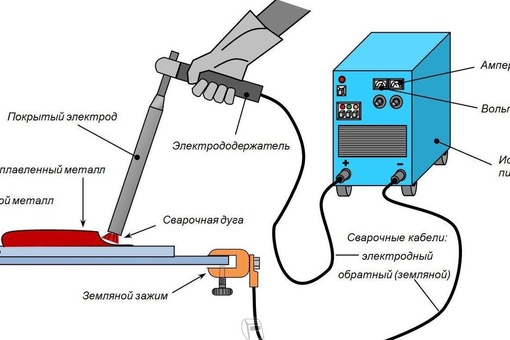
При использовании электрода большого диаметра необходимо увеличить сварочный ток. Положение электрода при сварке третьего прохода аналогично второму проходу. При применении электрода большого диаметра и при увеличении сварочного тока желательно ускорять перемещение электрода вверх при достижении сварочной ванной крайней точки траектории поперечных колебаний. При этом необходимо обращать внимание на продолжение горения дуги во время всех этих перемещений. При перемещении дуги вверх ее необходимо растягивать. После достаточного охлаждения сварочной ванны электрод возвращается к кратеру, и производится наплавка дополнительного металла.
Во время сварки необходимо поддерживать постоянство ширины траектории поперечных колебаний, следить за тем, чтобы она не превышала ширину законченного шва.
Сварка стыкового соединения со скосом кромок на подкладке в вертикальном положении
Данный тип соединения довольно часто встречается при строительстве трубопроводов, сосудов высокого давления, а также в судовых конструкциях. Сварка производится на обратной полярности снизу вверх.
Сварка производится на обратной полярности снизу вверх.
Первый проход. Сварочный ток должен быть большим. Положение электрода должно соответствовать изображенному на рис. 31. При сварке используется техника наплавки узких валиков, без поперечных колебаний, в вертикальном положении. Шов должен иметь хорошее сплавление с подкладкой и с поверхностями обеих кромок в своей корневой части.
При сварке необходимо следить за тем, чтобы лицевая поверхность шва была максимально плоской. Если в сварном соединении зазор в корне очень широк, то необходимо сделать два или три прохода, чтобы выполнить подварочный шов. В процессе сварки необходимо обращать внимание на то, чтобы все наложенные слои имели хорошее сплавление друг с другом.
Рис. 31. Положение электрода при сварке стыкового соединения со скосом кромок на подкладке в вертикальном положении
Второй проход. Сварочный ток не должен быть слишком велик. При выполнении шва используется техника сварки с поперечными колебаниями электрода. В качестве направляющих, по которым можно определять ширину этих поперечных колебаний, используются кромки ранее наплавленных валиков. При выполнении сварки необходимо следить за тем, чтобы поверхность сварного шва была плоской, избегать появления подрезов. Сварной шов не должен образовывать острые кромки, поскольку в таких кромках могут образовываться зашлаковки.
В качестве направляющих, по которым можно определять ширину этих поперечных колебаний, используются кромки ранее наплавленных валиков. При выполнении сварки необходимо следить за тем, чтобы поверхность сварного шва была плоской, избегать появления подрезов. Сварной шов не должен образовывать острые кромки, поскольку в таких кромках могут образовываться зашлаковки.
Третий проход. Величина сварочного тока должна быть такой, чтобы обеспечивалось как хорошее проплавление и сплавление, так и малая выпуклость сварного шва. Поперечные колебания электрода не должны выходить за пределы скошенных кромок разделки. Во избежание появления подрезов необходима задержка электрода в крайних точках траектории поперечных колебаний. Для предотвращения появления излишней выпуклости сварного шва скорость сварки должна быть достаточно большой.
Сварка стыкового соединения без скоса кромок в вертикальном положении
Сварка данного соединения производится снизу вверх на обратной полярности многопроходным швом. Техника сварки корневого прохода с большим зазором в стыковом соединении без скоса кромок достаточно сложна.
Техника сварки корневого прохода с большим зазором в стыковом соединении без скоса кромок достаточно сложна.
Первый проход. Сварочный ток должен быть не слишком большим, но вместе с тем он должен быть достаточным для гарантированного проплавления корневой части соединения и образования на обратной стороне стыка достаточной выпуклости. Положение электрода должно соответствовать изображенному на рис. 32. При сварке первого прохода используется техника сварки узкими валиками без поперечных колебаний электрода; Необходимо добиваться получения на обратной стороне корня шва небольшой выпуклости.
Рис. 32. Положение электрода при сварке стыкового соединения без скоса кромок в вертикальном положении
Второй проход. Значение сварочного тока и положение электрода практически не отличаются от аналогичных показателей при сварке первого прохода. Нельзя производить поперечные колебания со слишком большой амплитудой. Скорость перемещения электрода должна быть такой, чтобы не возникала избыточная выпуклость шва и не образовывались подрезы.
Сварка соединения с наружным угловым швом
Данные сварные соединения часто встречаются на практике. Сварка производится на обратной полярности снизу вверх с использованием техники поперечных колебаний электрода, кроме того, благодаря тому, что свариваемые кромки не скошены, в данном случае достаточнонеглубокое проплавление.
Первый проход. Сварочный ток не должен быть слишком велик. Положение электрода должно соответствовать изображенному на рис. 33. Используется техника выполнения корневого прохода с возвратно-поступательными перемещениями электрода.
Рис. 33. Положение электрода при сварке соединения с наружным угловым швом в вертикальном положении
Второй и третий проходы. Сварочный ток необходимо увеличить по сравнению с первым проходом. Во время сварки необходимо следить за обеспечением хорошего сплавления с ранее наплавленными слоями, а также со свариваемыми кромками основного металла, обращать внимание на возможность появления подрезов. Лицевая поверхность швов должна быть плоской.
Четвертый проход. Значение сварочного тока и положение электрода аналогичны использовавшимся при сварке предыдущих проходов. При сварке использовать технику поперечных колебаний электрода. Лицевая поверхность шва должна иметь небольшую выпуклость. В качестве границы шва использовать кромки пластин.
Рис. 34. Сварка стыкового соединения со скосом кромок в вертикальном положении (а) и траектория движения электрода (б)
Сварка стыкового соединения со скосом кромок
Данные сварные соединения очень часто встречаются при сварке труб и ответственных стыковых соединений. Сварка производится на обратной полярности снизу вверх многопроходным швом с поперечными колебаниями электрода.
Первый проход. Сварочный ток должен быть достаточно большим. Положение электрода должно соответствовать изображенному на рис. 34а. Используется техника сварки корневого шва, при которой применяются колебания электрода вверх-вниз. Допускается выполнять сварку с небольшими поперечными перемещениями электрода (рис. 34б).
34б).
Перемещения электрода вверх должны производиться на расстояние, не превышающее 50 мм. Необходимо следить, чтобы при этих перемещениях не происходил обрыв дуги. Необходимо обеспечить полное проплавление по всей обратной стороне соединения. Лицевая поверхность шва должна быть максимально плоской.
Второй и третий проходы. Сварочный ток может быть увеличен. Положение электрода аналогично использовавшемуся при сварке первого прохода. Используется техника сварки с поперечными колебаниями электрода. На рис. 34б показана траектория движения электрода. Для получения однородного по качеству и внешнему виду сварного шва следует поддерживать постоянство продольных и поперечных перемещений электрода.
Поперечные перемещения электрода должны производиться быстро, с тем, чтобы предотвратить появление избыточной выпуклости в центральной части сварного шва. На протяжении всего времени сварки необходимо поддерживать короткую дугу, следить за тем, чтобы перемещения электрода оставались в пределах ширины сварного шва. Для предотвращения появления подрезов применять остановки электрода в крайних точках траектории их перемещения.
Для предотвращения появления подрезов применять остановки электрода в крайних точках траектории их перемещения.
В некоторых случаях сварку стыкового соединения со скосом кромок можно производить сверху вниз (рис. 35а) или однопроходным швом с поперечными колебаниями (рис. 356). Техника выполнения однопроходным швом аналогична выполнению второго и третьего прохода при многопроходной сварке.
Рис. 35. Сварка стыкового соединения со скосом кромок сверху вниз (а) и траектория перемещения электрода при однопроходной сварке с поперечными колебаниями (б)
Сварка таврового соединения в потолочном положении однопроходным угловым швом
Данное сварное соединение и положение при сварке очень часто встречается в судостроении и при изготовлении металлоконструкций.
Сварка таврового соединения в потолочном положении однопроходным угловым швом производится на обратной полярности, при этом сварочный ток не должен быть слишком большим. Положение электрода должно соответствовать изображенному на рис. 36а. Во время сварки используются возвратно-поступательные перемещения электрода. При наплавке металла необходимо поддерживать короткую дугу. При перемещении вперед дуга не должна обрываться.
Рис. 36. Положение электрода при сварке таврового соединения в потолочном положении однопроходным угловым швом
Во время сварки нужно уделять особое внимание обеспечению хорошего сплавления и проплавления в корневой части соединения, а также с боковыми кромками. Нельзя допускать подтекания шлака в головную часть сварочной ванны, для предотвращения появления избыточной высоты и выпуклости сварного шва не допускать перегрева сварочной ванны.
Сварка таврового соединения в потолочном положении многопроходным угловым швом.
При необходимости выполнения сварки угловым швом в потолочном положении больше чем за один проход применяется техника сварки без поперечных колебаний электрода. Сварку выполняют на обратной полярности, при этом сварочный ток не должен быть слишком велик. Положение электрода должно соответствовать изображенному на рис. 37а.
Положение электрода должно соответствовать изображенному на рис. 37а.
Рис. 37. Положение электрода при сварке таврового соединения в потолочном положении многопроходным угловым швом (а) и порядок наложения слоев (б)
Последовательность наложения слоев приведена на рис. 37б. У сварщиков, имеющих малый опыт, могут возникнуть некоторые сложности с соблюдением правильных пропорций швов. Однако с опытом эти трудности будут преодолены. Каждый проход должен иметь хорошее сплавление со смежными валиками и с поверхностью свариваемых кромок. Лицевая поверхность каждого прохода должна быть максимально плоской.
Сварка нахлесточного соединения однопроходным угловым швом в потолочном положении
Данное сварное соединение и положение при сварке очень часто встречается при сооружении резервуара и в судостроении. Из-за габаритов и характерных особенностей этих объектов их кантовка для проведения сварки не целесообразна. Большинство подобных работ выполняется на обратной полярности, однако имеются также случаи, когда необходимо сваривать нахлесточное соединение в потолочном положении и на прямой полярности.
Величина сварочного тока при сварке на обратной полярности не должна быть слишком большой. При сварке на прямой полярности величина сварочного тока должна быть несколько выше, чем при сварке аналогичного соединения на обратной полярности. Положение электрода должно соответствовать изображенному на рис. 38.
Рис. 38. Положение электрода при сварке нахлесточного соединения однопроходным угловым
При сварке можно применять колебательные перемещения электрода в направлении сварки. При перемещении электрода вперед необходимо следить, чтобы не произошло обрыва сварочной дуги. Такие перемещения электрода служат для предварительного подогрева кромок перед наплавкой на них электродного металла и способствуют предотвращению перегрева сварочной ванны, тем самым препятствуют образованию наплывов и избыточной выпуклости. Кроме того, такие перемещения электрода и сварочной дуги вызывают оттеснение шлака в хвостовую часть сварочной ванны. При сварке нельзя допускать выхода сварочной дуги на поверхность верхней пластины, и следует следить, чтобы сварочная дуга при своих перемещениях не выходила за границы наружной поверхности сварного шва.
При сварке на прямой полярности несколько затруднен контроль за шлаком. Сварной шов имеет тенденцию к образованию избыточной выпуклости, а также к вытеканию сварочной ванны на вертикальную поверхность кромки пластины. Подрезы не встречаются.
Сварка таврового соединения многопроходным угловым швом с поперечными колебаниями в потолочном положении
Сварщику в своей практике не раз приходится встречаться с необходимостью выполнения в потолочном положении угловых швов большого сечения электродами большого диаметра.
Первый проход. Сварочный ток должен быть достаточно большим. Положение электрода должно соответствовать изображенному на рис. 39а. Длина сварочной дуги должна быть небольшой, при сварке необходимо использовать поперечные колебания электрода (рис. 39б). Перемещения электрода должны производиться быстрыми скользящими движениями, в то же время необходимо следить за тем, чтобы при этом не происходило значительное увеличение длины дуги.
Во время проведения сварки нужно обращать внимание на поддержание стабильного горения сварочной дуги, не допускать ее обрыва.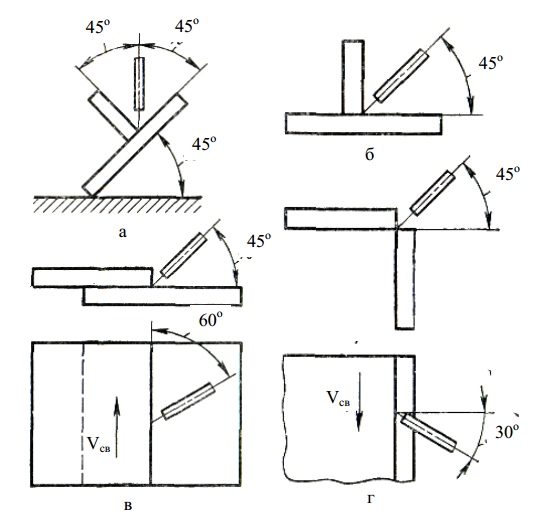 После кристаллизации кратера возвратиться к нему и переварить кратер. Это способствует предотвращению перегрева сварочной ванны и появлению трещин в металле сварного шва. Происходит предварительный подогрев корневой части сварного шва до того, как на него будет наплавлен электродный металл. Кроме того, такая техника сварки приводит к оттеснению шлака в верхнюю часть наплавленного металла. Улучшается возможность для контроля за наплавленным металлом и сварочной дугой, предотвращается появление подрезов, наплывов и избыточной выпуклости сварного шва, улучшается внешний вид поверхности сварного шва, она становится более однородной.
После кристаллизации кратера возвратиться к нему и переварить кратер. Это способствует предотвращению перегрева сварочной ванны и появлению трещин в металле сварного шва. Происходит предварительный подогрев корневой части сварного шва до того, как на него будет наплавлен электродный металл. Кроме того, такая техника сварки приводит к оттеснению шлака в верхнюю часть наплавленного металла. Улучшается возможность для контроля за наплавленным металлом и сварочной дугой, предотвращается появление подрезов, наплывов и избыточной выпуклости сварного шва, улучшается внешний вид поверхности сварного шва, она становится более однородной.
Рис. 39. Положение электрода при сварке таврового соединения многопроходным угловым швом с поперечными колебаниями в потолочном положении (а) и траектория движения электрода (б)
Второй проход. Второй проход выполняется так же, как и первый, с тем только отличием, что за второй проход наплавляется большее количество электродного металла. Выполнение второго прохода, как правило, вызывает у сварщиков большие сложности, чем первого.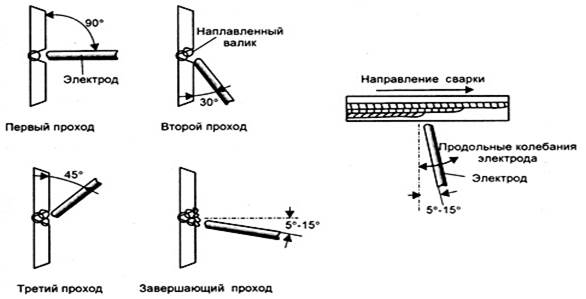
Сварка стыкового соединения со скосом кромок на подкладке многопроходным швом в потолочном положении.
Данный тип сварного соединения и условия проведения сварки часто встречаются при сварке труб и резервуаров, когда сварка выполняется на кольцевых подкладках.
Первый проход. Сварка производится на обратной полярности. Сварочный ток должен быть достаточно большим. Положение электрода должно соответствовать изображенному на рис. 40. Для обеспечения хорошего переноса металла необходимо поддержание короткой дуги. Перемещения электрода должны носить скользящий характер. Необходимо обращать внимание на обеспечение гарантированного сплавления в области подкладки и между кромками в корневой части соединения. Лицевая поверхность сварного шва по возможности должна иметь минимальную выпуклость.
Второй и последующие проходы. Сварочный ток остается по-прежнему большим. Сварка производится с использованием техники скользящих перемещений электрода, без поперечных его перемещений.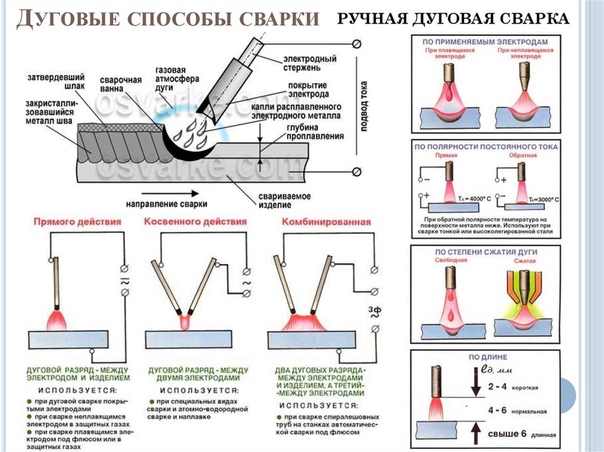 Если металл начинает перегреваться, необходимо удлинить дугу и переместить электрод вперед, пока кратер с перегретой сварочной ванной не остынет.
Если металл начинает перегреваться, необходимо удлинить дугу и переместить электрод вперед, пока кратер с перегретой сварочной ванной не остынет.
Рис. 40. Положение электрода при сварке стыкового соединения со скосом кромок на подкладке многопроходным швом в потолочном положении и порядок наложения слоев
Необходимо обеспечить гарантированное сплавление как с поверхностями ранее наплавленных валиков, так и со стенками разделки. Следует обращать внимание на безусловную необходимость очистки от шлака поверхности шва после каждого прохода.
Сварка стыкового соединения без разделки кромок многопроходным швом в потолочном положении
Подобное соединение в таком пространственном положении встречается крайне редко. Выполнить качественно такой сварной шов весьма трудно, для этого необходима определенная тренировка. Сварка производится на обратной полярности.
Первый проход. Сварочный ток не должен быть слишком большим. Положение электрода должно соответствовать изображенному на рис. 41. Сварочная дуга должна быть короткой. Для обеспечения полного проплавления с обратной стороны электрод должен все время находиться в зазоре между свариваемыми кромками. Кроме того, такое положение электрода обеспечивает сплавление с корневыми кромками свариваемых пластин. При сварке используются возвратно-поступательные перемещения электрода.
Рис. 41. Положение электрода при сварке стыкового соединения без разделки кромок многопроходным швом в потолочном положении
Второй проход. Сварочный ток не должен быть слишком большим. При сварке необходимо поддерживать короткую дугу и производить небольшие колебательные перемещения электрода, выполняемые легкими скольжениями, следить за тем, чтобы поперечные колебания электрода не имели слишком большой ширины.
Сварка стыкового соединения со скосом кромок многопроходным швом в потолочном положении
Данный тип сварного соединения и условия, в которых она выполняется, часто встречается при сварке труб и металлоконструкций из листового проката.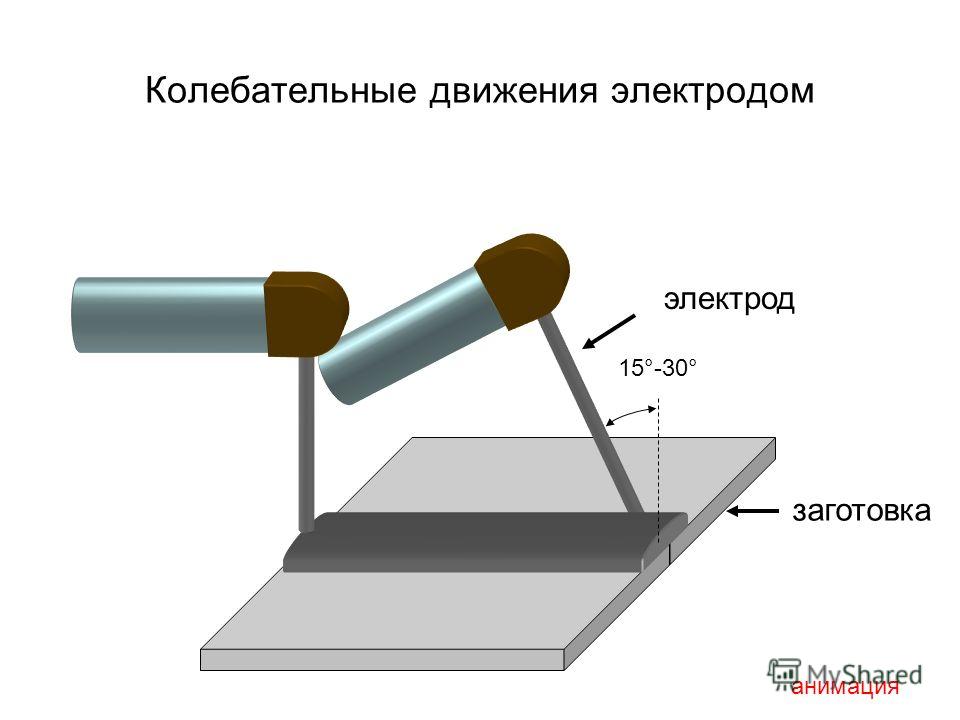
Сварка стыкового соединения со скосом кромок многопроходным швом производится на обратной полярности с поперечными колебаниями электрода. Сварочный ток при первом проходе не должен быть слишком большим, но при этом должен обеспечивать гарантированное проплавление с обратной стороны. Положение электрода должно соответствовать изображенному на рис. 42. Выполнение первого, корневого, прохода аналогично сварке первого прохода в ранее рассмотренных соединениях. Лицевая поверхность сварного шва должна быть плоской. С обратной стороны должен образовываться небольшой валик.
Рис. 42. Положение электрода при сварке стыкового соединения со скосом кромок многопроходным швом в потолочном положении
Второй и последующие проходы. Сварочный ток должен быть несколько больше, чем при первом проходе. Применяется техника сварки с поперечными колебаниями электрода. Перемещения электрода в поперечном направлении должны производиться быстрыми движениями, с тем чтобы в центральной части сварного шва не получалась слишком большая выпуклость.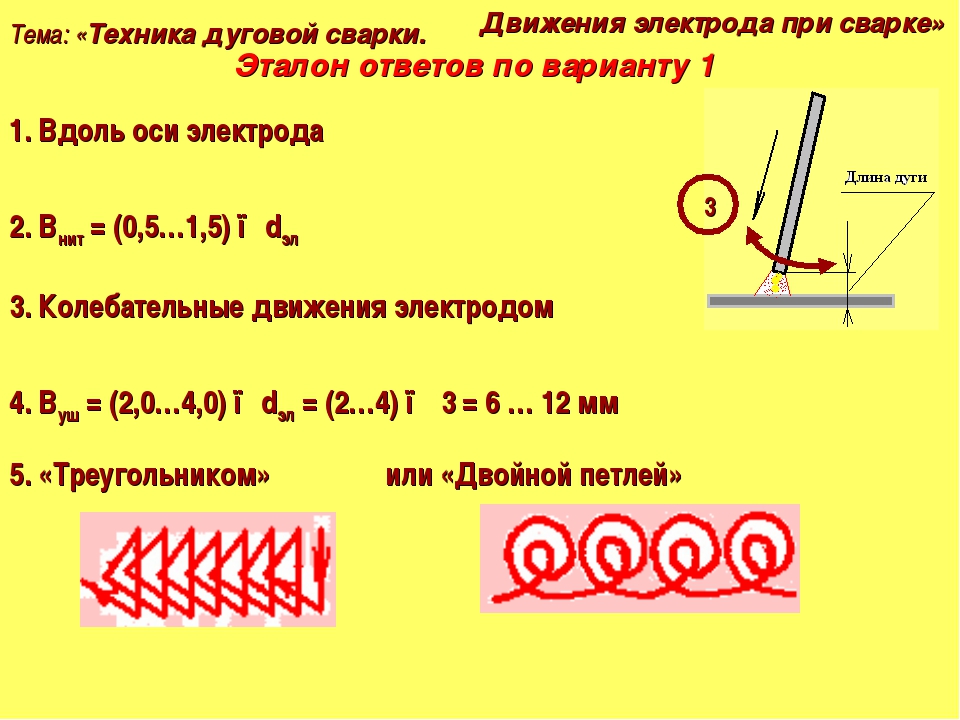 Кроме того, траектория поперечных перемещений электрода не должна выходить за пределы ширины сварного шва.
Кроме того, траектория поперечных перемещений электрода не должна выходить за пределы ширины сварного шва.
Для предотвращения появления подрезов используется задержка электрода в крайних точках траектории поперечных колебаний. Необходимо помнить, что подрезы появляются в результате “вылизывания” дугой металла на поверхности пластины с последующим ненаплавлением электродного металла на это место.
Типичные ошибки начинающих сварщиков
Итак, если Вы новичок в сварке и благодаря ТД «Дока» только что приобрели отличный сварочный аппарат инверторного типа и замечательную маску «хамелеон», тогда это статья для Вас.
Прежде чем приступать к выполнению сварочных работ, хотелось бы поговорить о правилах безопасности при работе со сварочным оборудованием. Не стоит игнорировать данный момент. Настоятельно рекомендуем изучить ПУЭ (Правила эксплуатации электроустановок) глава 7. 6 «Электросварочные установки». Будьте уверены, что из этого документа Вы почерпнете много полезной информации не только о правилах безопасности при обращении со сварочным оборудованием, но и о электробезопасности всего Вашего загородного дома, дачи.
6 «Электросварочные установки». Будьте уверены, что из этого документа Вы почерпнете много полезной информации не только о правилах безопасности при обращении со сварочным оборудованием, но и о электробезопасности всего Вашего загородного дома, дачи.
Далее Вам определенно потребуется качественные перчатки сварщика (краги) и одежда из негорючего материала. Многие пытаются варить в хозяйственных (садовых) перчатках и иногда даже в одежде без рукавов. Поверьте – ожоги от брызг сварки весьма болезненны и заживают очень долго. Также обязательно застегивайтесь на все пуговицы и одевайте качественную обувь. Особенно памятные случаи были с залетанием раскаленного металла и шлака за шиворот и в сапоги с заправленными в них штанами. Крики, танцы, чудеса ловкости начинающих сварщиков.
Старайтесь избегать по возможности использование длинных переносок, так как это ведет к существенным потерям мощности сварочных аппаратов. Если вы все же используете такую переноску, разматывайте кабель с катушки до конца.
Электроды обязательно должны быть просушены, при необходимости прокалены. Вам как новичку и так возможно будет непросто разжигать сварочную дугу, делать это непрокаленными электродами в разы труднее. Режимы (температура и время) прокалки указываются на упаковке электродов. В нашем магазине найдется все для сварки, поэтому если Вы решите купить печь или пенал для прокалки электродов то мы будем рады Вам помочь в выборе.
Маска «хамелеон» должна быть настроена под конкретный вид работы и величину сварочного тока. Обязательно внимательно прочтите паспорт или инструкцию по эксплуатации к сварочной маске. Не начинайте сварку, не убедившись в том, что светофильтр исправен. Некоторые забывают перевести его из положения Grind (зачистка) – получают приличного «зайца».
Сварочный ток должен быть подобран в соответствии с типом выполняемого сварочного соединения, не забывайте что в нижнем положении он всегда выше на 20-30% чем в потолочном и на 10-20% чем в вертикальном.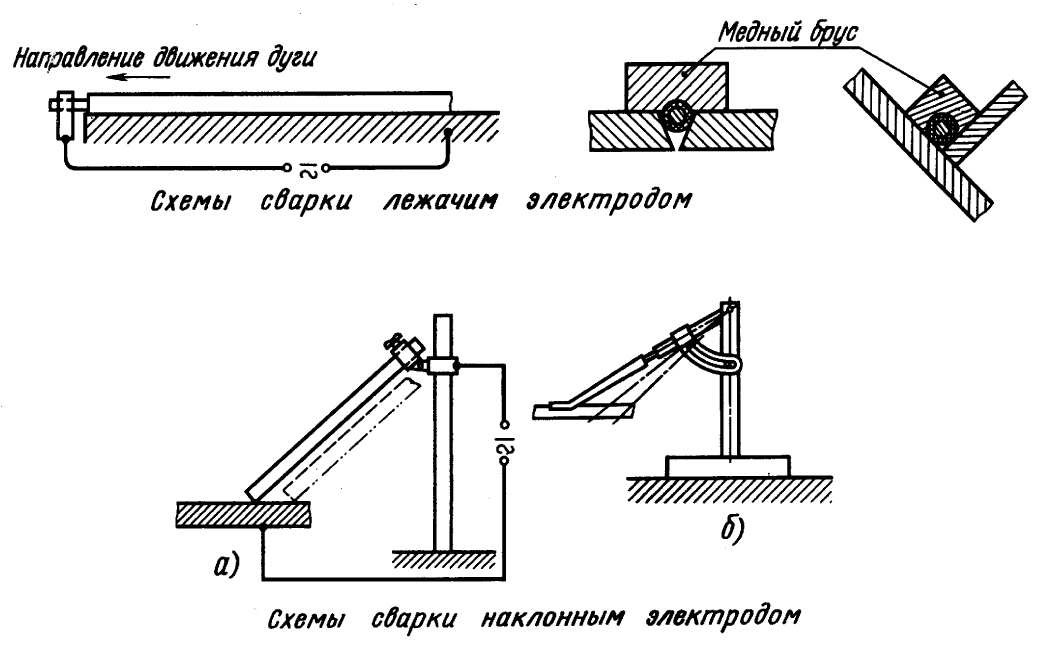 Ориентировочная сила тока указывается на коробке с электродами.
Ориентировочная сила тока указывается на коробке с электродами.
Для новичков желательно начинать варить с рутиловых электродов типа МР3-С.
Не рекомендую использовать электроды УОНИ или дедовские запасы «лохматых годов», на первый раз возьмите свежие МР3-С или АНО-21.
Не стоит сразу пытаться варить изделие: бак для бани, либо ставить забор и т.д., несмотря на то, что это в общем-то не очень и трудно. Помните, что главным оружием солдата-новобранца является лопата, а начинающего сварщика – угловая шлифовальная машинка, она же «болгарка». Поэтому для того, чтобы свести использование главного орудия к минимуму в дальнейшем, начинать нужно с наложения (наплавки) пробных валиков, чтобы «почувствовать сварку».
Желательно для первых тренировок найти толстую пластину металла достаточного размера. Зачистите болгаркой до металлического блеска поверхность металла и наложите пробный валик в нижнем положении углом вперед без колебаний электрода слева направо если вы правша и справа налево если левша.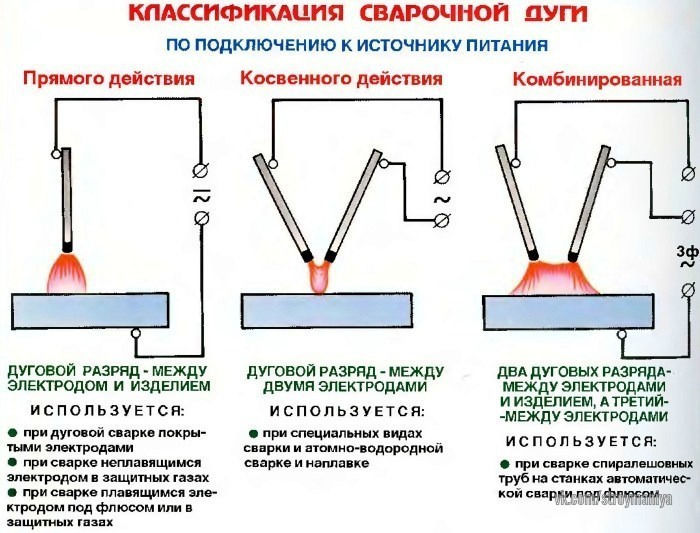
Поэкспериментируйте с величиной сварочного тока и манипуляциями электродом.
Далее наплавляйте валики, производя колебательные поперечные движения. Обычно геометрия манипуляций электродом представляет собой варианты, представленные на рисунке ниже. Валик должен получаться ровным с равномерными чешуйками. Общее правило у профессионалов: сварочный ток должен быть максимально возможным для качественного провара и внешнего вида.
Старайтесь держать короткую дугу, т.е. электрод должен быть постоянно в 2-3 мм от сварочной ванны, для этого его нужно постепенно плавно подавать в зону сварки, исходя из скорости и величины тока. Это тоже надо прочувствовать.
Клемму заземления или «массу» старайтесь крепить как можно ближе к месту сварки. Электрод зажимайте в держаке плотно. Следите за тем, чтобы огарок был не менее 10 см, не стоит дальше жечь электрод.
Наблюдайте за сварочной ванной. Научитесь отличать металл от шлака. Шлак через сварочную маску, выглядит как темные пятна на солнце.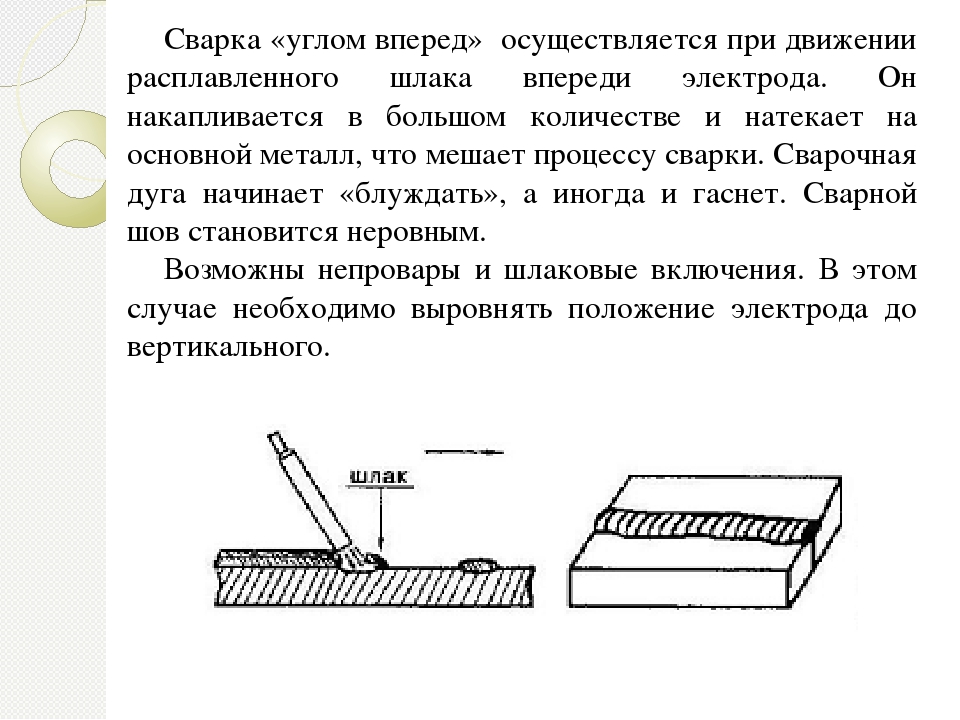
После окончания сварки аккуратно обстучите специальным молоточком шлак. Подчеркиваю аккуратно, не стоит долбить со всей дури, случаев попадания не остывшего шлака на открытые участки кожи и в глаза предостаточно, причем, как правило, страдают именно новички. Если у Вас маска «хамелеон» тогда желательно ее вообще не поднимать при данной операции.
Зажигайте сварочный электрод либо легким постукиванием, либо «чирком» как спичку.
Если электрод прилип и после того как вы его оторвали, не зажигается, то необходимо потихоньку обломать обмазку руками, так как в таких случаях обычно сгорает стержень электрода. Если вы будете стучать электродом, что есть мочи, то наоборот обмазка отлетит больше, чем надо и останется голый стержень, и снова вероятность залипания увеличится в геометрической прогрессии.
Также рекомендуем поэкспериментировать с крутилкой Arc Force (форсаж дуги) на сварочном аппарате. Она предназначена для регулировки «жесткости дуги».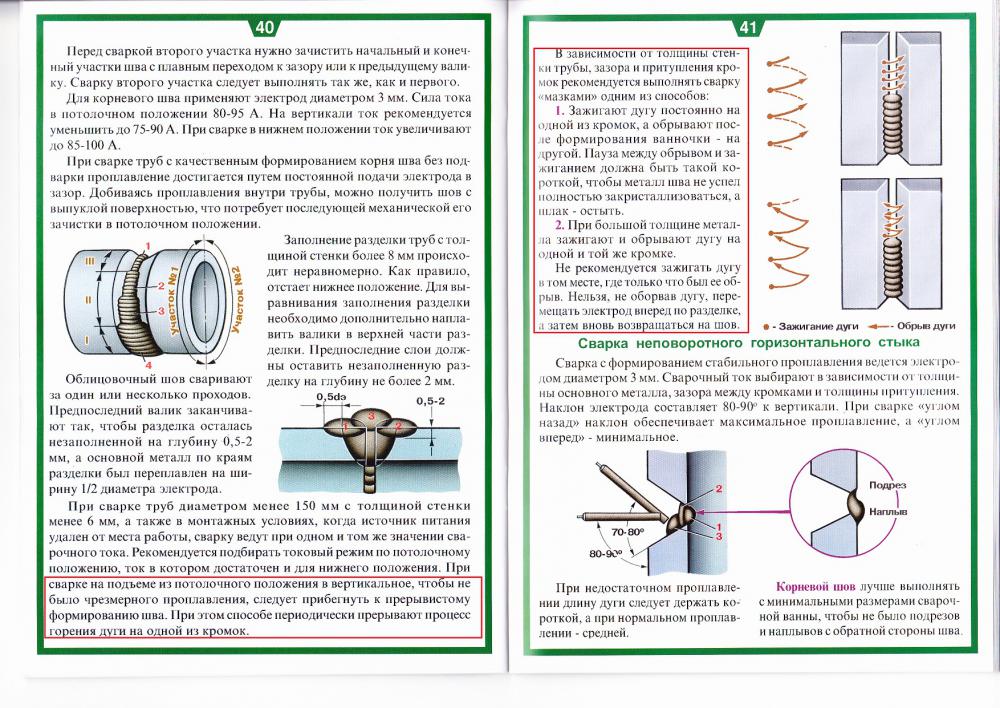 «Мягкая дуга» обеспечивает малое разбрызгивание при мелкокапельном переносе, а «жесткая» позволяет получить глубокое проплавление сварного шва. Также регулировку Arc Force многие сварщики «в теме» используют для предотвращения залипания электрода. Обычно в таких случаях при начале сварки выкручивают ее на полную, а после розжига дуги возвращают в требуемое положение.
«Мягкая дуга» обеспечивает малое разбрызгивание при мелкокапельном переносе, а «жесткая» позволяет получить глубокое проплавление сварного шва. Также регулировку Arc Force многие сварщики «в теме» используют для предотвращения залипания электрода. Обычно в таких случаях при начале сварки выкручивают ее на полную, а после розжига дуги возвращают в требуемое положение.
Следующий этап курса молодого бойца – вертикальные валики.
Прихватываем пластину, например к заборному столбу, и пробуем положить вертикальный шов. Направление сварки снизу вверх. Если электроды рутиловые, то сварка производится в «отрыв», иначе сварочная ванна «потечет».
В принципе если Вы успешно выполнили наплавку в вертикальном положении, то можно потихоньку приступать к «заборостроению». Для начинающих любителей этого будет достаточно, а остальному научитесь «в бою».
Но для особо пытливых можно попрактиковаться в горизонтальных и потолочных положениях.
Конечно, мало у кого сразу получится хорошо наплавить валик в потолочном положении, однако это даст Вам пищу для размышлений как формируется сварной шов, как себя ведет металл при сварке и т.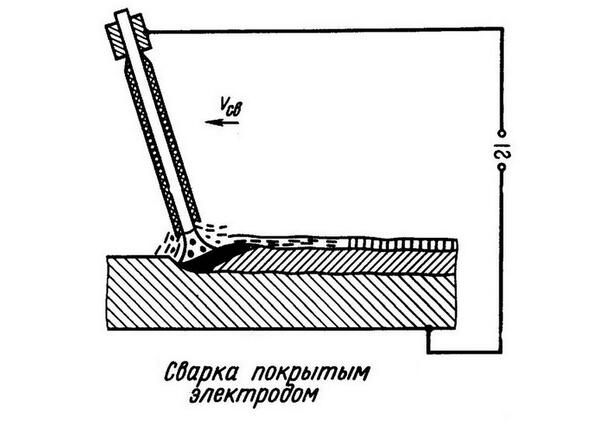 д.
д.
Для успешного «заборостроения» необходимо не только владение сваркой, но правильной подгонкой, подготовкой под сварку.
Учтите что при сварке металл всегда «сжимается», также его ведет в ту сторону, с которой вы варите. Учитывайте поводки и стягивание при сварке, так как это может сильно сказаться на размерах Ваших конструкций. Рекомендуем по возможности собирать конструкцию на прихватках, применять специальные приспособления (струбцины и т.д.), далее после этого как следует еще раз проверить размеры и геометрию, а обваривать «намертво» конструкцию в самом конце. Если шов длинный, то настоятельно советую варить его от центра к концам короткими швами «в разбежку», в шахматном порядке, если шов двусторонний. Принцип «семь раз отмерь, один отрежь» – в случае сварочных работ актуален как никогда. Это поможет избежать проблем описанных выше.
Если что-то не получается, не отчаивайтесь – обязательно получится позже. Сварка любит терпеливых и настойчивых, учит быть таковыми. В любом случае, ТД «ДОКА» желает Вам удачи!
В любом случае, ТД «ДОКА» желает Вам удачи!
Копирование контента без указания ссылки на первоисточник ЗАПРЕЩЕНО.
Как правильно варить сваркой: технология, сила тока
Хороший обобщающий материал способен сэкономить начинающему сварщику много времени, поможет обойтись без специальных курсов. Научиться правильно варить сваркой не сложно, для этого потребуется знание теории и некоторое количество практики.
Без знания теории овладеть сваркой невозможно, так как:
- Качественного шва не получится.
- Можно получить повреждения или травмировать других людей.
- Можно вывести оборудование из строя.
Электросварка — соединение металлических деталей сплавлением электрической дугой. Электрический ток, пропущенный через зазор между электродом и металлом, вызывает огромную температуру, расплавляет кромки, переносит металл из электрода в шов. Получается, что две металлические поверхности соединены монолитно.
Техника безопасности
Электросварка популярна. Небольшой по габаритам аппарат способен герметично соединить детали в любых пространственных положениях, сварка идет быстро и управляемо. При работе следует помнить о рисках для здоровья:
Небольшой по габаритам аппарат способен герметично соединить детали в любых пространственных положениях, сварка идет быстро и управляемо. При работе следует помнить о рисках для здоровья:
- Травма глаз. Сварочная дуга излучает световую энергию, которая может обжечь роговицу глаза, отпечататься на сетчатке. Ощущение песка под веками, сложно моргнуть, припухлости — эти симптомы проходят довольно долго. Защитить глаза поможет маска со специальным стеклом, перед зажжением дуги предупреждайте окружающих возгласом: «Глаза!»
- Поражение электрическим током. Электрическая дуга — пропуск электрического тока через зазор между электродом и металлом. Чем больше сила тока, тем ярче дуга. Но если этот ток пройдет через тело человека, он умрет. Чтобы избежать поражения электрическим током, нужно:
- Следить за целостностью оплетки кабелей, изоляцией держака.
- Использовать качественные изолированные держаки, не хватать голыми руками держак за оголенные части.
- При постоянной работе обувать спецобувь с прорезиненной подошвой.
- Ожоги кожи. Ультрафиолет дуги и летящая во все стороны окалина травмируют кожу. Чтобы избежать проблем, используйте защитные перчатки — краги. Одеваться стоит только в хлопчатобумажную или специально пропитанную одежду — сварочную робу, джинсы. Для защиты рук применяются хлопчатобумажные рукавицы или сварочные краги. При сварке оголенных участков кожи быть не должно.
- Отравление газами. Все работы должны проводиться в проветриваемом помещении, под вытяжкой или на свежем воздухе. Полезным будет применение фильтрующих полумасок или респираторов.

Виды электросварки
Выделяют несколько основных направлений:
- MMA. Сварка электродом в защитной обмазке. Универсальная технология, позволяющая получить отличный шов в любых пространственных положениях. Используются простые аппараты преобразования переменного тока в постоянный, трансформаторного или инверторного типа. Сила тока зависит от толщины сплавляемого металла и используемого электрода, колеблется от 30 до 200 Ампер. Электрод — пруток металла, покрытый обмазкой. При сварке обмазка расплавляется и защищает расплав от воздуха.
- MIG. Сварка в среде защитного газа. В качестве электрода используется проволока, подаваемая в сварочную ванну с постоянной скоростью. В зону сварки через шланг подается углекислый газ или смесь газов. Они вытесняют кислород и защищают сварочный шов. Преимущества такого вида сварки — отсутствие шлака, высокое качество шва, возможность варить тонкий металл.
- TIG. Сварка цветных металлов в среде защитного газа при помощи неплавящегося электрода. Широко применяется для соединения цветных металлов и сплавов.
 Используются простые аппараты преобразования переменного тока в постоянный, трансформаторного или инверторного типа. Сила тока зависит от толщины сплавляемого металла и используемого электрода, колеблется от 30 до 200 Ампер. Электрод — пруток металла, покрытый обмазкой. При сварке обмазка расплавляется и защищает расплав от воздуха.
Используются простые аппараты преобразования переменного тока в постоянный, трансформаторного или инверторного типа. Сила тока зависит от толщины сплавляемого металла и используемого электрода, колеблется от 30 до 200 Ампер. Электрод — пруток металла, покрытый обмазкой. При сварке обмазка расплавляется и защищает расплав от воздуха.Есть несколько видов различных технологий, применяемых в автомобилестроении или судостроении. Они требуют особой квалификации сварщика. Навыки наплавления или ручной подачи проволоки в сварочную ванну специфичны и доступны сварщикам высших разрядов.
Навыки наплавления или ручной подачи проволоки в сварочную ванну специфичны и доступны сварщикам высших разрядов.
Технология сварочных работ
Сварочные работы — соединение металлических деталей расплавлением кромок и добавлением присадочного металла. В итоге образуется сварочный шов, кромки прочно соединены.
Признаки качественного шва:
- Провар. Металл сварочного шва должен проникнуть на всю толщину. В процессе сварки равномерно расплавляются кромки, если расплавлять одну сторону, валик получится неравномерным.
- Однородность. Стык должен состоять из сплошного металла, без включения шлака или раковин. Пропуски и непроплавы не допускаются.
- Прочность. После остывания шва могут образовываться микротрещины.
- Отсутствие подрезов. Слишком сильная дуга «подрезает» края деталей, ослабляя их.
- Выпуклая равномерная форма. Браком считается как излишне толстый валик, так и вогнутый. Это свидетельствует о неправильно выбранной силе тока.
 Браком считается как излишне толстый валик, так и вогнутый. Это свидетельствует о неправильно выбранной силе тока.
Браком считается как излишне толстый валик, так и вогнутый. Это свидетельствует о неправильно выбранной силе тока.Шов должен быть однородным, без излишних «чешуек», наплывов, изгибов. Ширина шва определяется из толщины свариваемых деталей. Слишком узкий окажется непрочным, широкий — ослабит изделие.
Перед соединением деталей нужно:
- Определить вид соединения — встык, внахлест, угловое, тавровое соединения.
- Определить пространственное положение — вертикальное, горизонтальное, потолочное.
- Оценить толщину свариваемых деталей.
- Выбрать электрод. Толщина зависит от глубины шва.
- Определить силу тока. На пачках приводятся примерные рекомендуемые таблицы, но ориентироваться стоит на личные ощущения. Силу тока лучше выбирать максимально возможную, но не прожигать металл. Сила тока на потолочных соединениях ниже, чем на горизонтальных.
- Подготавливаем детали — на толстых делаем фаску, выставляем зазор прихватками. Очищаем детали от ржавчины и краски.
 Силу тока лучше выбирать максимально возможную, но не прожигать металл. Сила тока на потолочных соединениях ниже, чем на горизонтальных.
Силу тока лучше выбирать максимально возможную, но не прожигать металл. Сила тока на потолочных соединениях ниже, чем на горизонтальных.Учимся варить электросваркой
Подготовив детали к свариванию, выставив примерно силу тока и надев спецодежду, можно готовиться к проведению непосредственно сварки.
Подключаем аппарат.
- Подключаем провода к сварочному аппарату. Обычно пользуются «обратным» подключением — минус (масса) присоединяется к свариваемой поверхности, плюс — к держаку. Прямое подключение используется при рекомендациях производителей электродов.
- Проверяем держак. Он может быть самодельным или заводского изготовления. Главные требования — прочность фиксации электрода, возможность быстрой замены, отсутствие частей под напряжением, теплоизолированность рукояти. Плохой контакт держака и кабеля вызывает повышенное сопротивление и нагрев, отгорание изоляции.
- Подключаем массу. Простейший способ — приварить ее к металлу, но лучше использовать зажимные клещи или магнитную массу.
- В зависимости от пространственного положения, важно выбрать угол подключения электрода к держаку. Обычно электрод должен быть направлен под углом 45 градусов к свариваемой детали. От наклона электрода зависит глубина проплавления и высота валика шва.

Выбираем электроды
Есть технология самостоятельного изготовления: проволока окунается в жидкое стекло и обваливается в песке с добавлением присадок — буры, соды, солей. Сегодня в продаже есть различные виды электродов.
Разделяют электроды:
- С основным покрытием. Они тяжело поджигаются, но дают мало шлака. Их легко контролировать, качество шва высокое. Требуют хорошей подготовки сварщика.
- С рутиловым или кислотным покрытием. Дают больше шлака, требуют навыков. Легко поджигаются, шов лучше защищен. Плюс этого покрытия — меньшее образование газов при сварке, что хорошо сказывается на здоровье. При учебе лучше использовать именно этот вид.
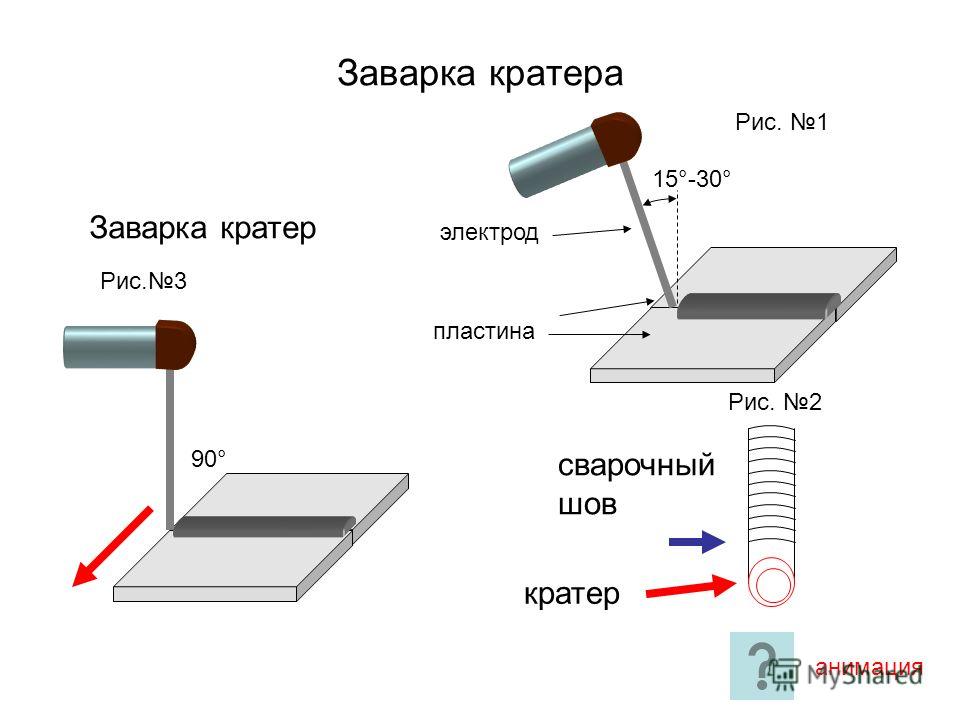 При учебе лучше использовать именно этот вид.
При учебе лучше использовать именно этот вид.Диаметр выбирается, исходя из толщины свариваемых деталей. Чем толще шов, тем выше сила тока, тем толще электрод. Оптимально применять, к примеру, электрод диаметром 3 миллиметра для сварки металла, толщиной 2 — 4 мм.
Зажигаем дугу
Начинающие сварщики сталкиваются со сложностью в начале. Зажечь дугу правильно можно несколькими способами:
- Чиркание. Простой способ, движение напоминает поджигание спички. Возникшая дуга удерживается и переводится в начало шва. Минус способа — наплывы и брызги металла вне дуги.
- Удар. На кончике электрода образуется пленка из шлака, дуга разгореться не может. Чтобы сбить шлак, нужно несколько раз легко стукнуть по поверхности. Возникшая искра дуги удерживается и переводится в начало шва. При этом методе электрод часто «залипает» — приваривается. Отрывать бесполезно, нужно его «выламывать» покачивающими движениями.
Зажженная дуга образует сварочную ванну.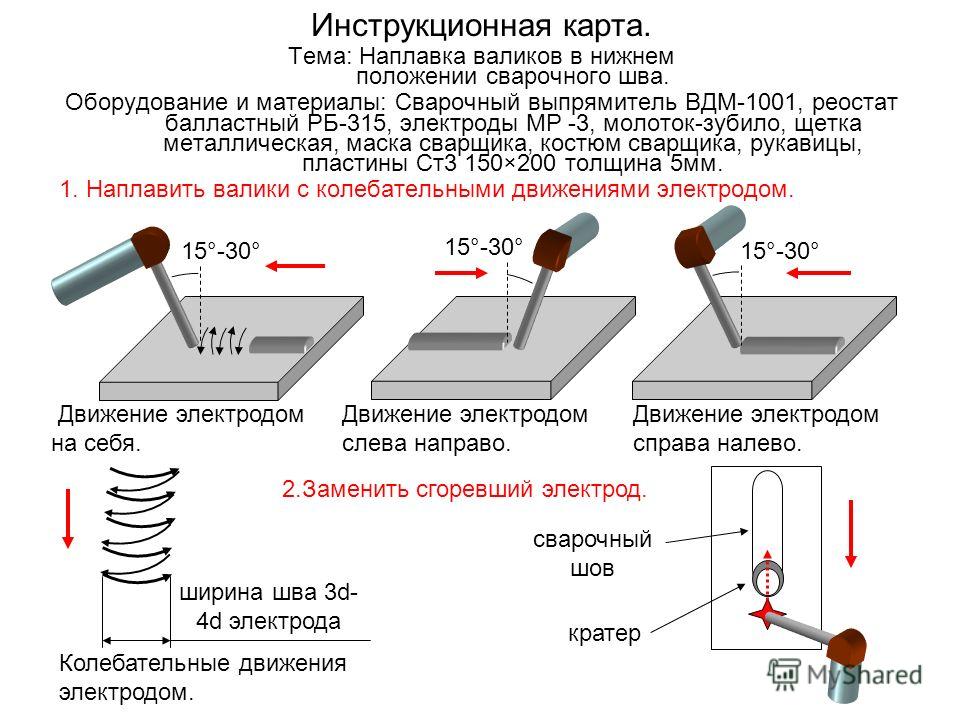 При начале сварки делаем небольшое круговое движение — размешиваем ванну.
При начале сварки делаем небольшое круговое движение — размешиваем ванну.
Чтобы следов от зажигания дуги на детали не осталось, пользуемся следующими лайфхаками:
- Чиркаем по шву, зажигаем дугу и переводим ее в начало шва. Движения не выходят за пределы шва, а следы поджига дуги завариваются.
- Используем стартовую пластину. Поджигать электрод и начинать сварку можно на куске металла, пристыкованном к началу шва. После стартовая пластина отламывается или срезается.
Выбираем силу тока
Чтобы получить управляемую сварочную ванну, нужно правильно определить силу тока. Она зависит от:
- Соотношения диаметра электрода к толщине свариваемого металла.
- Пространственного положения.
- Скорости движений сварщика.
Перед началом работы проваривается тренировочный шов. Правильно выбранная сила тока определяется по характеру ванны.
| Малая сила тока | Большая сила тока |
|---|---|
| Если дуга не поддерживается, гаснет, ванна получается узкая | Жидкая, неконтролируемая ванна, вытекающий металл, брызги вокруг шва, прожог |
Опытные сварщики ставят максимальные значения — это помогает варить быстрее.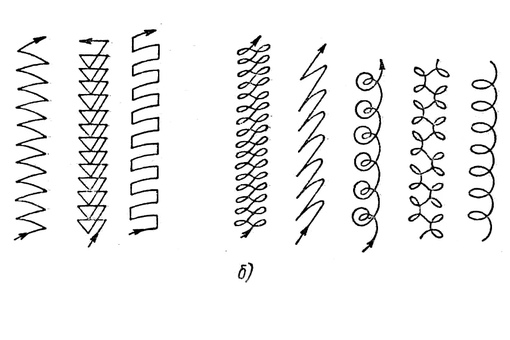
Горизонтальные швы варятся при высокой силе тока, на вертикальных швах сила тока уменьшается на 10 — 15 %, потолочные швы требуют снижения на 20 — 30 % относительно горизонтальных.
Держим электрод правильно
На качество шва большое влияние оказывает длина дуги, траектория движения, скорость сварки и угол ведения электрода.
Движения электрода
- Возвратно-поступательные движения вдоль шва. Дают узкий шов с хорошим прогревом. Можно применять при соединении тонких деталей с небольшим зазором.
- Поперечные колебательные. У каждого сварщика есть свои «фирменные» предпочтения и привычки — кто-то ведет полумесяцем, кто-то «восьмеркой», Z-образное, многовитковое колебание. Применяется, если нужно получить широкий шов, при большом зазоре или заварке фасок. Правило — чем толще деталь, тем дольше нужно задерживаться на ее краях, чтобы хорошо прогреть.
Длина дуги
Частая ошибка начинающих сварщиков — несоблюдение длины дуги. «Короткая» дуга не прогреет металл, шов может получиться пористым и неравномерным. «Длинная дуга» перегреет металл, но разбрызгает металл на поверхности. Стык не получится, будет извилистым, неконтролируемым, с вкраплениями шлака и брызгами вокруг шва. Оптимально держать длину дуги 2-3 мм.
«Длинная дуга» перегреет металл, но разбрызгает металл на поверхности. Стык не получится, будет извилистым, неконтролируемым, с вкраплениями шлака и брызгами вокруг шва. Оптимально держать длину дуги 2-3 мм.
Скорость ведения сварки
Если варить слишком медленно, есть риск перегрева металла, прожига. Шов получится полукруглым, выпуклым.
Быстрое движение электрода приведет к непровару, прерывистому шву. Шов получится узкий, с включениями шлака и раковинами.
Положение электрода
Классическая рекомендация начинающим сварщикам — держать электрод на протяжении всего шва под одинаковым углом.
Если держать перпендикулярно, будет излишний прогрев детали, что может привести к прожогу.
Малый угол наклона приведет к образованию раковин, контролировать при этом шов сложнее.
Лучше всего держать под углом 45 градусов.
Электрод не должен «толкать» шов, а «тащить» его. Это обеспечивает оптимальный прогрев, равномерность шва, контролируемость сварной ванны.
Варим правильно
Сваривание металла имеет много особенностей и сложностей. Главное при ведении шва — не прожигать металл, при этом проплавлять кромки.
Тонкий металл, корень шва деталей с зазором можно сваривать методом «в отрыв». Зажигается дуга, образуется сварочная ванна. Электрод резко поднимается, дуга гаснет, ванна начинает остывать и снова зажигается дуга в конце нее.
Сварка толстого металла, наплавка тела шва производится без отрыва. Зажигается дуга, сварочная ванна постепенно ведется вдоль шва. При необходимости совершаются колебательные движения.
Если электрод закончился, очищаем шлак. В месте завершения ванны образуется впадина — кратер. Новая дуга размешивается в кратере предыдущей, и сварка идет дальше.
Дефектуем шов
После проведения сварки, шов обязательно очищается от шлака. Если сварка проведена хорошо, шлак отделяется одним ударом, легко. Плохой шов долго чистится, шлак хорошо держится за поры.
На какие дефекты нужно обратить внимание:
- Сплавление кромок. Оба края должны быть равномерно сплавлены.
- Подрезы. Края деталей при высокой силе тока расплавляются, получаются впадины. Это ослабляет металл.
- Раковины и шлаковые включения.
- Высота и ширина валика.
- Чешуйчатость валика.
 Оба края должны быть равномерно сплавлены.
Оба края должны быть равномерно сплавлены.Заключение
Чтобы научиться хорошо сваривать металл, нужно знать теорию и много практиковаться. Хорошо, если есть человек, способный указать начинающему сварщику на недочеты и способы их устранения. Это сформирует у сварщика правильные привычки, и швы будут всегда ровными, качественными. Немаловажным фактором является отношение сварщика к своему делу, желание получить более качественный шов, желание любоваться «маленьким солнцем» на кончике электрода.
Как правильно варить инверторной сваркой: как научиться
Содержание статьи:
Рекомендации начинающим + (Видео)
Сварочные инверторы (при своей невысокой цене в 7-10 тысяч) образует качественные швы, даже если находятся в руках новичков. Разумеется, работа получиться хорошей, если следовать нехитрым правилам. Все они описаны в статье. Однако перед работой новичкам необходимо прочитать инструкцию к аппарату. Там обычно приводится несколько полезных советов, а также техника безопасности. Помните, что научиться сваривать металл может каждый.
Все они описаны в статье. Однако перед работой новичкам необходимо прочитать инструкцию к аппарату. Там обычно приводится несколько полезных советов, а также техника безопасности. Помните, что научиться сваривать металл может каждый.
Как работает сварочный инвертор
Сварочный инвертор – инструмент для сваривания металла. Своё название он получил из-за того, что преобразует переменный ток в постоянный. И хотя КПД инвертора около 90%, энергопотребление у него низкое, поэтому о больших счетах за электричество можно не беспокоиться.
Чаше всего, сварочный инвертор работает от сети 220 вольт, некоторые виды – от 380. При этом есть возможность работать при пониженном напряжении: электрод 3 мм, например, можно использовать при 170 в.
Производить сварку инвертором, по сравнению с трансформатором или выпрямителем, намного проще. К тому же, удержать дугу сможет даже новичок.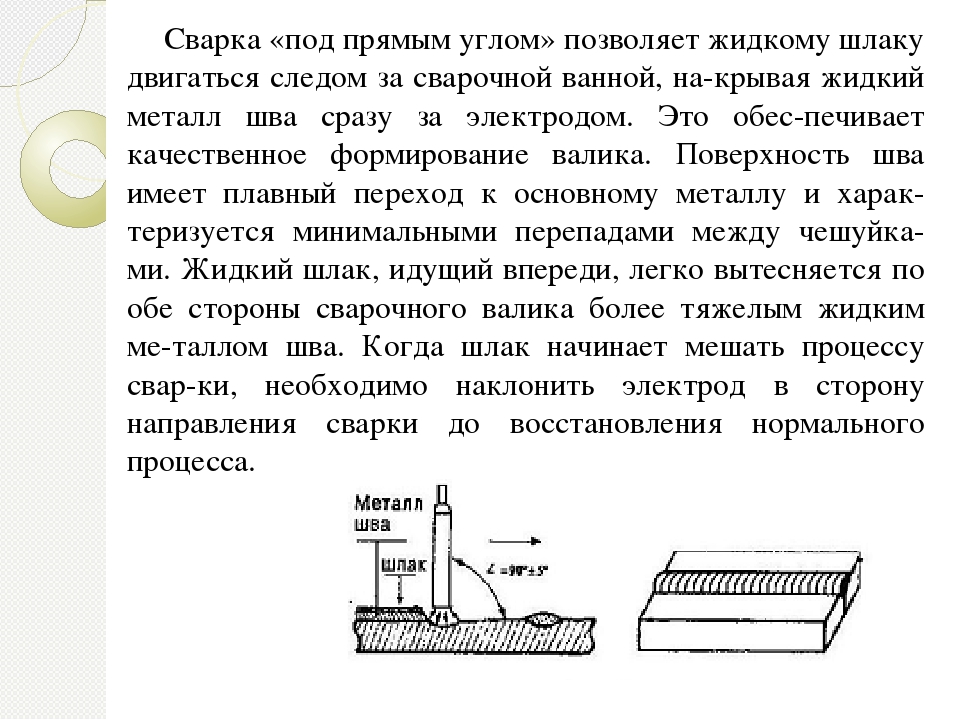 Именно поэтому на нём большинство людей обучаются искусству сварки.
Именно поэтому на нём большинство людей обучаются искусству сварки.
Подготовка к работе
Какие электроды использовать
Электрод представляет собой стрежень из металла, который покрыт специальной обмазкой – шлаковой смесью. В неё иногда добавляют газообразующие вещества. Обмазка предохранят расплавленный металл от окисления.
Стержень выбирается в зависимости от вида металла, который предстоит сваривать. Например, чтобы работать с углеродистой или коррозионностойкой сталью, потребуется марка электрода УОНИИ. Существуют также универсальные электроды. К таким относится марка АНО. Их используют при обратном и прямом токе любой полярности.
Электроды разделяют и по диаметру, который варьируется от 1,6 мм до 5 мм. Размер подбирается в зависимости от толщины свариваемого металла: чем она больше, тем больше диаметр. В работе со сварочным аппаратом может пригодиться таблица.
Чем толще стержень, тем большей мощностью должен обладать инверторный сварочный аппарат.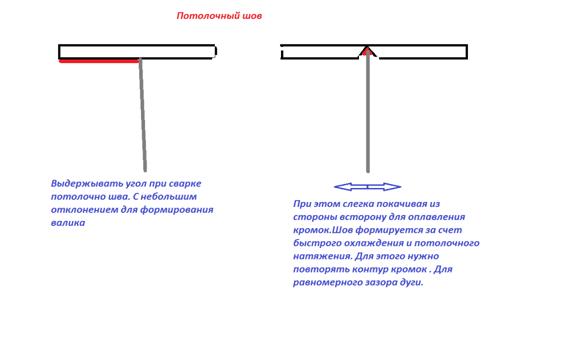 Поэтому для начинающих подойдёт диаметр не более 4 мм; тонкий металл может свариться электродом и в 2 мм.
Поэтому для начинающих подойдёт диаметр не более 4 мм; тонкий металл может свариться электродом и в 2 мм.
Полярность и значение сварочного тока
Толщина, на которую может проплавиться металл, напрямую зависит от выставленной силы тока. Мощность дуги также определяется этим показателем. Размер электрода задаёт необходимую силу тока.
В зависимости от поверхности, выбирается значение сварочного тока. На горизонтальных поверхностях оно максимальное, на вертикальных – меньше примерно на 15%, на нависающих – на 20%.
Сварочный аппарат бытового типа может выдавать до 200 ампер. На профессиональном инструменте значения доходят до 250 и выше. То, в каком направлении будет двигаться ток, определит полярность. На инверторе существует возможность изменять полярность.
Как известно, ток движется от минуса к плюсу. Поэтому клемма «+» сильнее нагревается. Эта особенность и позволяет осуществлять качественную сварку металла. В том случае, если свариваемые части имеют большую толщину, то положительную клемму подключают к одной из деталей. Этот способ называется прямая полярность.
К тонким изделиям крепят отрицательную клемму. Данный метод подключения имеет название обратная полярность.
Инструкция по сварке
Основы сварки
Прежде, чем приступить непосредственно к свариванию металлических изделий, нужно изучить основные конструкционные особенности инверторного сварочного аппарата. Они представлены на схеме.
Сам инвертор имеет средний вес: до 7-8 кг. У качественного инструмента сбоку на металлическом корпусе есть вентиляционная решётка, которая не даёт трансформатору перегреваться.
На тыльной панели есть кнопка включения/выключения. На лицевой части имеются два разъёма: «+» и «-». К ним подключают кабель, на одном конце которого электрод, а на другом – зажим. Сами кабели должны иметь достаточную длину и быть гибкими.
Пошаговая инструкция, рассказывающая как правильно варить инвертором.
- Инверторная сварка начинается с подготовления защитной экипировки. В вашем распоряжении маска для сварки, плотная куртка, грубые, но не резиновые перчатки.
- Выберите электрод. Если вы новичок, то не используйте стержень толще 4 мм. На передней панели отрегулируйте нужную силу тока. Немного подождите; если поднести электрод сразу к металлу, то произойдёт залипание.
- Крепим зажим (его также называют клеммой массы) к металлической поверхности.
- Поджигается дуга. Затем подносим электрод к металлу и пару раз прикасаемся к нему. Таким образом, стержень как бы «активируется». Расстояние, на котором держится электрод, обычно равно его диаметру.
- Стрежень при сварке может двигаться по таким схемам.
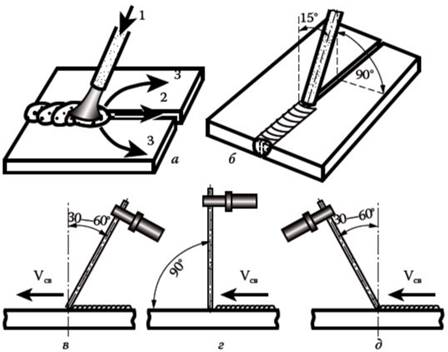 В вашем распоряжении маска для сварки, плотная куртка, грубые, но не резиновые перчатки.
В вашем распоряжении маска для сварки, плотная куртка, грубые, но не резиновые перчатки.Розжиг дуги в начале сварки + (Видео)
Розжиг дуги – первый этап, и с ним у новичков случаются проблемы. Сначала стержень немного обстукивается о металл, чтобы с него удалилась смазка. Затем применяется метод, похожий на розжиг спички. Электродом водят над поверхностью изделия и чуть задевают её. Если вдруг стрежень прилипнет к металлу, его либо резко отводят с сторону, либо совсем отключают инвертор.
Чиркать нужно до появления яркой дуги. Чтобы дуга не пропала, держите электрод на расстояние 4 мм от металла.
Как передвигать электрод во время сварки + (Видео)
Электрод может двигаться только по определенным траекториям. Они уже были показаны. Если двигать электрод только прямо, то шов выйдет разрывным. Скорость его движения влияет на свойства шва. Если двигать быстро, то шов будет узким и не выпуклым, если медленно – широким и выпуклым. В месте, где будет кончаться шов, электрод задерживается на 3-4 секунды.
Как сформировать сварочный шов и избежать дефектов + (Видео)
Неровный шов, чаще всего, образуется при чересчур быстром движении электрода. Говоря о создании ровного и качественного шва, нужно ввести понятие сварочной ванны.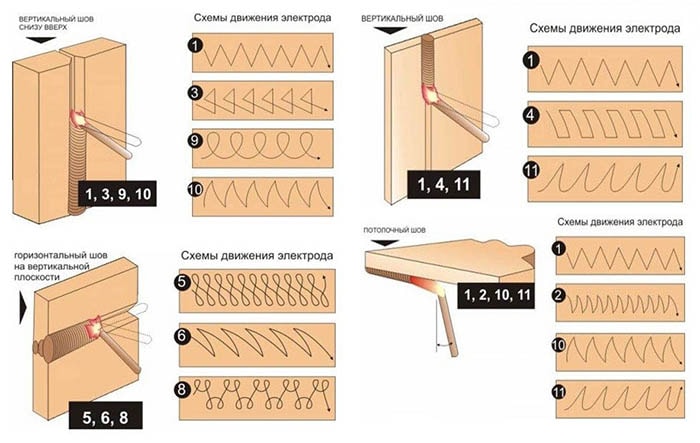 Сварочная ванна — это та часть металла, которая при сваривании находится в жидком состоянии. В эту часть попадает присадочный материал. Появление ванны – хороший признак, означающий, что сварка идёт правильно.
Сварочная ванна — это та часть металла, которая при сваривании находится в жидком состоянии. В эту часть попадает присадочный материал. Появление ванны – хороший признак, означающий, что сварка идёт правильно.
Контур ванны находится под поверхностью металлической детали. Ванна образует хороший шов, если сварочная дуга ровно и на большую глубину проходит в изделие. Нужно следить, чтобы шов не уходил вниз, а оставался на уровне поверхности. Хорошее соединение создать проще, если делать электродом круговые движения. При этом ванна должна распределяться по кругу.
Делая шов на углах, помните, что ванна движется за теплом. Чтобы контролировать размеры ванн, регулируйте силу дуги.
Шов не получиться слишком выпуклым, если держать электрод близко к вертикальному положению. Если наклонить стержень (например, на 45˚), то шов начнёт всплывать. А когда электрод совсем близок к горизонтальному положению, ванна начинает расходиться, и шов искривляется. Поэтому оптимальные углы наклона – от 45˚ до 90˚.
Контроль дугового промежутка
Дуговой промежуток – это расстояние между поверхностью металла и электродом. Промежуток на каждом этапе должен быть одинаковым, чтобы сварка получалась качественной и без дефектов.
Если зазор будет маленьким, то сварочный шов получится слишком выпуклым, и сам материал сплавится плохо. Происходит это по той причине, что изделие не может нагреться. При большом промежутке сварочная дуга будет ходить из стороны в сторону, и шов выйдёт кривым и непрочным. Нужный зазор, показанный на рисунке, даст хороший провар и ровный шов.
Как сваривать тонкие металлические листы + (Видео)
Для сваривания тонкого металла предпочтительно использовать обратное подключение инвертора, т.е. «-» крепится к листу. При этом сила тока должна находиться на средних значениях. Электрод лучше выбрать такой, который будет иметь длительное время плавления.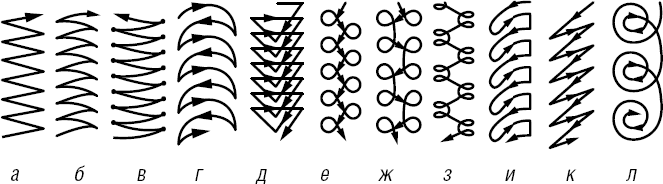 Хорошо подойдёт модель МТ-2. Она используется сварщиками долгое время, поэтому хорошо зарекомендовала себя.
Хорошо подойдёт модель МТ-2. Она используется сварщиками долгое время, поэтому хорошо зарекомендовала себя.
Стержень, в случае с тонким металлом, можно наклонять примерно на 35˚. Сначала вы аккуратно приближаете его к металлу, затем дожидаетесь появления красного пятна, превращающегося в каплю. Плавно перемещайте электрод, чтобы капля оставалась одного размера. Так шов будет ровным.
Техника безопасности
Сварочный инвертор считается безопасным инструментом, поскольку все те части, которые могут поразить током, спрятаны в надёжном коробе. Однако есть и другие возможные опасности. Чтобы они не случились, соблюдайте правила.
- Нельзя работать при отрицательных температурах;
- Не допускать попадания влаги в аппарат;
- Производите сварку только в полном комплекте защитной одежды;
- Подготовить рядом с рабочим местом ведро с водой.
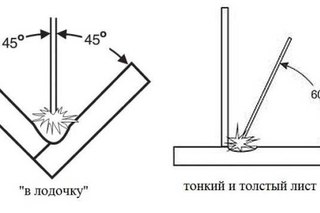
Как правильно выполнять сварку. Основные сведения для начинающих [ПОДРОБНЕЕ]
Сварка палкой по-прежнему является одним из самых важных сварочных процессов, используемых в промышленности. Многие люди думают, что оно устарело, но это далеко от истины. Он до сих пор используется для многих целей, так как обеспечивает качественные сварные швы и отличные результаты.
Сварка палкойбыла впервые представлена еще в 1920-х годах с первым электродом, покрытым флюсом. Сегодня он используется для сварки мостов, в строительстве, на трубопроводах, для обслуживания и т. Д.
Но давайте разберемся более подробно и определим, как правильно выполнять сварку.
Что такое ручная сварка?
Сварка палкой – это жаргонный термин, принятый в отрасли для обозначения процесса, который технически называется дуговой сваркой защищенного металла. Причина, по которой многие люди называют это так, заключается в том, что электрод, используемый для сварки металла, имеет форму стержня.
Сварка палкой использует электричество для плавления стержня присадочного металла или электрода, как это правильно называется.Металлическое соединение и электрод одновременно расплавляются и сплавляются. Шов одновременно заполняется присадочным металлом, чтобы сделать сварной шов прочнее.
Электрод покрыт слоем флюса. (1) Флюс плавится под действием тепла и служит защитой сварочной ванны, предотвращая ее загрязнение атмосферой. Флюс выполняет ту же защитную функцию, что и защитный газ при сварке MIG и TIG.
Однако при расплавлении флюс образует слой шлака на поверхности сварного шва.Эту пробку необходимо удалить, и сварщики обычно счищают ее щеткой или скалывают после завершения сварки.
Как работает сварка электродом?
Принцип работы электродной сварки заключается в том, что электрический ток идет от источника питания через электрододержатель и зажим заземления и образует замкнутый круг. (2) Это приводит к плавлению электрода и металлической детали вместе.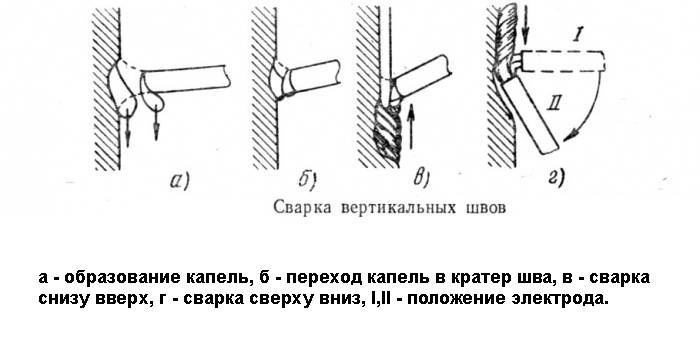
Как сваривать ручным сварочным аппаратом?
Первое, что нужно сделать сварочному аппарату, это подключить электрододержатель и зажим заземления к источнику питания, соблюдая необходимую полярность.Полярность будет зависеть от используемого электрода. На следующем этапе необходимо прикрепить зажим заземления к металлу, с которым вы будете работать. Последний шаг включает установку электрода в держатель стержня и зажигание сварочной дуги.
На самом деле запустить штангу для дуговой сварки очень просто. Нужно ударить по нему так же, как по спичке, и слегка приподнять, и стержень загорится сам по себе.
Электричество сварщика будет проходить через стержень и дугу и создавать температуру до 7000 ° F в точке контакта.Покрытие начнет плавиться, и будет создан экран, защищающий рабочую зону от кислородного загрязнения. Именно отсюда происходит технический термин дуговая сварка металлическим экраном (SMAW). Когда вы перемещаете стержень, он будет продолжать плавиться по области сварного шва (как брызги), образуя кратер и заполняя сварной шов.
Сварка палкой на переменном или постоянном токе?
Электропитание для сварочного аппарата Stick может быть переменным, постоянным или и тем, и другим. , это фактически зависит от типа используемого вами аппарата.Сварщики постоянного тока – предпочтительный выбор среди современных сварщиков, поскольку они обеспечивают более плавную и стабильную сварочную дугу.
Использование постоянного тока позволяет выбирать между положительным электродом постоянного тока (DCEP) и отрицательным электродом постоянного тока (DCEN). Выбор между ними поможет вам работать с разными типами металла.
При сварке электродом на переменном токе ток меняется с положительного на отрицательный 120 раз в секунду. Каждый раз, когда он переключается, дуга гаснет и снова запускается. Это приводит к меньшей согласованности.С другой стороны, постоянный ток обеспечивает непрерывный ток с момента зажигания сварочной дуги.
Однако переменный ток – лучший выбор, если расстояние между источником питания и рабочей зоной больше.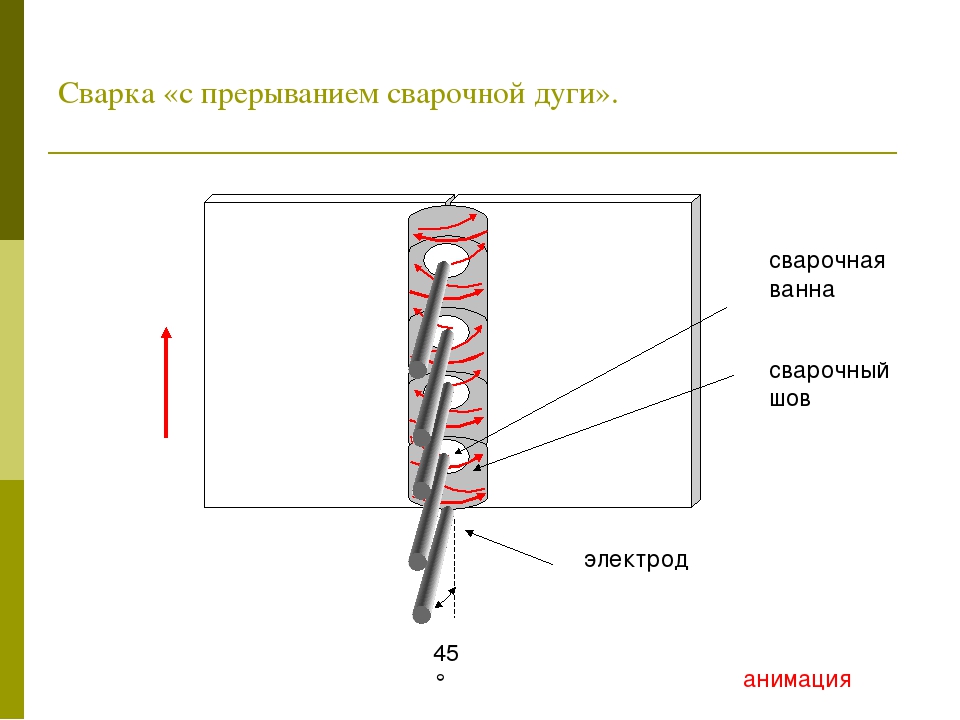 Это потому, что напряжение, которое проходит по кабелю, падает, в отличие от переменного тока. Сопротивление кабеля тем больше, чем длиннее он, даже если они обычно сделаны из алюминия или меди.
Это потому, что напряжение, которое проходит по кабелю, падает, в отличие от переменного тока. Сопротивление кабеля тем больше, чем длиннее он, даже если они обычно сделаны из алюминия или меди.
Также важно отметить, что сварка на переменном токе во влажных условиях увеличивает вероятность поражения сварщика электрическим током.
DCEP или DCEN?
Очень важно настроить аппарат для ручной сварки DCEP или DCEN!
Обычно на вашем сварочном аппарате есть два разъема, один отмечен знаком «+», а другой – «-». Вы подключите к нему держатель ручки и зажим заземления. От того, как вы подключаете свое оборудование, также будет зависеть выбор между положительным и отрицательным электродом.
Таким образом, подключение держателя стержня к положительному разъему, а зажим к отрицательному, будет означать, что вы выполняете сварку с помощью положительного электрода (DCEP).Если вы сделаете соединение наоборот, это будет означать, что вы свариваете отрицательный электрод (DCEN).
Глубина проникновения
DCEP
Настройка DCEP означает, что ваш электрод будет заряжаться положительно, а сварочная деталь – отрицательно. Поскольку электричество всегда перемещается от отрицательного к положительному положению, это означает, что ток будет проходить от сварочной детали к электроду. Это приводит к большему нагреву и проплавлению сварной детали.
Глубина проникновения
DCEN
Настройка DCEN означает, что ваш электрод будет заряжаться отрицательно, а сварочная деталь будет заряжаться положительно. В этом случае ток течет от электрода к сварочной детали. В этом случае ток меньше концентрируется в свариваемом металле и больше в электроде. Таким образом, достигается меньшее проникновение и меньшее нагревание металла, с которым вы работаете.
Материалы и применение
Экранированная дуговая сварка металлом широко используется в сфере ремонта и технического обслуживания благодаря своей универсальности и простоте использования.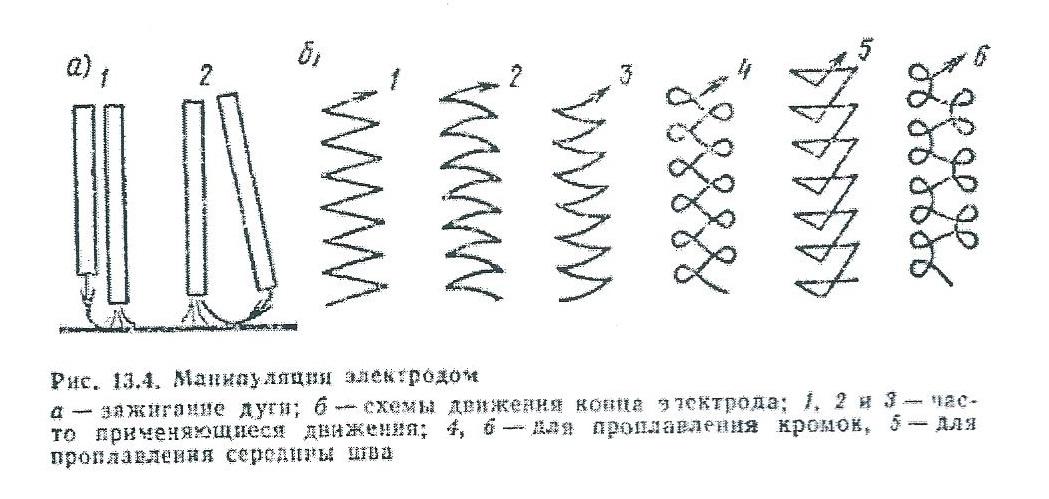 Он используется в промышленном производстве и строительстве стальных конструкций. Тем не менее, его по-прежнему интересно использовать различным любителям, которые выполняют свою работу в гараже.
Он используется в промышленном производстве и строительстве стальных конструкций. Тем не менее, его по-прежнему интересно использовать различным любителям, которые выполняют свою работу в гараже.
Дуговая сварка в экранированном металле для обработки низко- и высококачественной стали, углеродистой стали, нержавеющей стали, высокопрочного чугуна и чугуна. Но это неприменимо для цветных металлов. Но его можно использовать для никеля, меди и даже алюминия.
Преимущества сварки штангой
Согласно основам сварки штучной сваркой, метод имеет множество преимуществ.
В их числе:
Преимущества
- Работа на открытом воздухе : Сварка штангой идеальна для любых работ на открытом воздухе, так как работать с газом в ветреную погоду нецелесообразно.
- Легко освоить : Сварка палкой для начинающих легко освоить, особенно в отличие от сварки TIG.
- Доступность : Базовые сварочные аппараты очень доступны по цене.
- Простая утилизация сварочного дыма : Вы можете просто использовать вентилятор, чтобы избавиться от сварочного дыма, чего нельзя сказать о сварке MIG или TIG.
- Универсальность : Вы можете сваривать различные материалы с помощью Stick, а оборудование простое в использовании.
- Portable : Хороший сварочный аппарат легко переносить и перемещать. Вам не потребуется дополнительное оборудование, такое как газовый баллон или механизм подачи проволоки.
Недостатки электродной сварки
Однако, когда вы научитесь пользоваться аппаратом для ручной сварки, вы заметите, что у него есть определенные недостатки.
Это:
Недостатки
- Образуется намного больше брызг и шлака.
- Нелегко работать с некоторыми тонкими металлами.
- Для этого вам потребуется больше навыков, чем для MIG, поскольку вам нужно держать электрод для сварки штангой на определенном расстоянии от металла, чтобы предотвратить его выгорание.
- Сварка палкой не обеспечивает такое же качество, как сварка TIG.
- Необходимо больше электродов для сварочных аппаратов, так как это позволяет использовать только короткую длину.
- Сварка палкой занимает больше времени и является гораздо более медленным процессом по сравнению, например, со сваркой MIG.
Сварочный аппарат и оборудование для стержневой сварки
Сварка палкой широко считается самым простым и легким способом сварки. Оборудование, которое он использует, и его настройку можно выполнить довольно быстро.
Он состоит из четырех частей: сварочного аппарата или источника постоянного напряжения, электрододержателя (также называемого держателем стержня), зажима заземления и электродов для стержневой сварки, которые используются для сварки.
Сколько стоит оборудование для сварки стержнем?
Как и на любой другой аппарат, цена на сварочное оборудование будет варьироваться.Все зависит от того, для чего вы планируете его использовать, и от вашего бюджета. Для выполнения основных сварочных работ вам действительно не нужно тратить большие деньги. Подойдет любой сварочный аппарат. Но если вам нужны качественные вещи, нужно думать о марке, гарантии, наличии запчастей и т. Д.
Круговые диаграммы представляют собой общее практическое правило, и более дешевые сварочные аппараты часто могут оказаться лучше, чем более дорогие сварочные аппараты, если вы проведете свое исследование.
Если вы планируете больше сварочных работ, вам следует ориентироваться на хорошо известный бренд.Некоторые из самых популярных брендов в мире в настоящее время включают Miller, Lincoln Electric, Hobart, Everlast и ESAB. С другой стороны, для некоторых случайных работ подойдет более дешевый вариант.
Какая мощность или сила тока мне нужны для аппарата для ручной сварки?
Вообще говоря, при достаточном мастерстве человек сможет сварить с Stick на 150 ампер практически все. Кроме того, вы также можете сделать несколько проходов, чтобы сварной шов получился таким, каким вы хотите. Но чем больше усилителей вы используете, тем меньше вам понадобится проходов.
Нет ничего плохого в использовании нескольких проходов, но для этого требуется определенное умение. Лучшим советом будет изучить таблицу сварки штангой и максимальную толщину материала, для которой она предназначена. Но учтите, что указанное число не окончательное, и вы можете сваривать более толстые материалы, если сможете сделать больше проходов. Размер сварочного стержня (диаметр электрода) для толщины металла также важен, и если вы планируете использовать более толстые стержни, вам следует посмотреть, какие токи производитель указал для использования.
Защитное оборудование
Некоторые очень серьезные насадки для сварки штангой поставляются со средствами защиты, которые необходимо использовать. Защита – один из важнейших аспектов этого вида работ. При несерьезном применении это может привести к серьезным травмам и даже смерти.
Безопасность при сварке включает в себя защиту ваших глаз и головы, вашего тела, окружающих и заботу о воздухе, которым вы дышите.
Защита тела и огнестойкая одежда с короткими рукавами предназначена для защиты от УФ-излучения, искр, осколков шлака и брызг металла.Сварочный шлем с защитными очками – для вашей головы и глаз. Слепота сварщика – одна из самых серьезных травм при выполнении этого вида работ. Вы также должны заботиться о своем окружении и работать в хорошо вентилируемом помещении. Безопасность при сварке требует, чтобы, если вы работаете в помещении, вы должны убедиться, что помещение вентилируется из-за образующихся опасных паров. Но сварка на улице требует только наблюдения за своим окружением.
Инструмент для удаления шлака
При сварке штучной сваркой образуется много шлаков.Важно понимать, что очистка сварного шва после того, как вы закончите, необходима для завершения работы. Сварщик должен отколоть шлак отбойным молотком. Завершите процесс очистки, удалив сварной шов основного металла металлической щеткой. Последние штрихи, выполненные металлической щеткой, сделают сварной шов эстетичным.
Выбор электрода
Выбор сварочного стержня – важная часть сварки штангой. Существуют тысячи электродов для сварки штангой, которые можно выбрать, но самыми популярными по-прежнему являются сварочные стержни из низкоуглеродистой стали.Они подпадают под классификацию A5.1 Американского общества сварки (AWS). (3) Включены электроды 6010, 6011, 6012, 6013, 7014, 7024 и 7018.
Но чтобы правильно подобрать сварочный электрод, нужно понимать маркировку и ее значение. Объяснение сварочных стержней говорит вам, что раньше для обозначения электродов использовались буквы. Буква «E» просто обозначала «электрод». Однако буквы были удалены, и остались только цифры.
Первые два числа отражают прочность сварочного присадочного металла.Таким образом, сварка штучной сваркой 7018 означает, что ее предел прочности на разрыв составляет 70 000 фунтов на квадратный дюйм.
Третье число последовательности говорит нам, в каком положении можно использовать электрод. Номер 1 означает, что стержень можно использовать в любом положении и создавать вертикальные сварные швы, а номер 2 означает, что его можно использовать только в плоском положении.
Четвертая цифра отражает покрытие флюса на электроде и ток, при котором стержень может использоваться. Покрытия на самом деле могут состоять из ряда различных соединений.Основные из них – рутил, фторид кальция, целлюлоза и порошок железа.
Рутиловые электроды просты в использовании и обеспечивают хороший внешний вид сварных швов. Однако создаваемые сварные швы содержат большое количество водорода и подвержены растрескиванию. Электроды из фтористого кальция, также известные как электроды с основным или низким содержанием водорода, могут создавать прочные сварные швы, но могут иметь выпуклые или грубые поверхности соединения. Электроды из целлюлозы обеспечивают глубокое проплавление сварного шва, но требуют специальной обработки из-за высокого содержания влаги во избежание растрескивания.Электроды с железным порошком заполняют шов вдвое быстрее, чем другие.
Выбор покрытия также определяет полярность, которую вы собираетесь использовать, угол перемещения и время остановки. Однако сварщикам, которые умеют сваривать основным электродом, трудно сваривать целлюлозным электродом.
Вы можете увидеть диаграмму стержневых электродов ниже для получения дополнительной информации о последней цифре.
| Номер | Тип покрытия | Текущий вид |
| 0 | Натриевая соль с высоким содержанием целлюлозы | DC + |
| 1 | Калий с высоким содержанием целлюлозы | AC, DC + или DC- |
| 2 | Натрий с высоким содержанием диоксида титана | переменного тока, постоянного тока – |
| 3 | Калий с высоким содержанием диоксида титана | переменного тока, постоянного тока + |
| 4 | Железный порошок, диоксид титана | AC, DC + или DC- |
| 5 | Натрий с низким содержанием водорода | DC + |
| 6 | Калий с низким содержанием водорода | переменного тока, постоянного тока + |
| 7 | Высокий оксид железа, железный порошок | AC, DC + или DC- |
| 8 | Калий с низким содержанием водорода, железный порошок | AC, DC + или DC- |
Большинство людей будет использовать один из трех стандартных электродов.E6010 обычно используется для обработки грязных и ржавых металлов. Он обеспечивает глубокое проплавление, может сваривать в любом положении и может прожигать различный мусор. E6013 идеально подходит для универсальной сварки. Он обеспечивает более гладкие сварные швы, обладает хорошей проникающей способностью и прост в использовании. Этот стержневой электрод также идеально подходит для начинающих. Наконец, 7018 позволяет работать с чистым металлом во всех возможных положениях. Он считается отраслевым стандартом и дает очень привлекательные сварные швы.
Как сделать первый сварной шов?
Если вы смогли все настроить правильно, пора уложить первый сварной шов. Самое важное, что нужно проверить перед зажиганием дуги, – это ваши настройки, посмотреть, совпадает ли полярность с электродом. Вы также можете получить несколько кусков металлолома, которые можно использовать в качестве стыкового соединения.
Поскольку сварка штучной сваркой требует большого количества навыков, а кривая обучения другая, вам также следует выполнить практический прогон перед началом.Сделайте сварной шов на куске металлического лома, прежде чем делать настоящий.
Есть пять элементов, на которые следует обращать внимание при сварке штучной сваркой, поэтому обязательно следите за длиной дуги, настройками тока, манипуляциями с электродом, углом наклона электрода и скоростью движения.
Подготовьте деталь для сварки
Для обеспечения качественного сварного шва при сварке нержавеющей штангой или для любого другого металла необходимо иметь чистую деталь.При работе с ржавым или грязным металлом сварка палкой может оказаться наиболее щадящей. Даже в этом случае качество будет зависеть от чистоты сварной детали.
Чтобы обеспечить чистоту места сварки, с помощью проволочной щетки сначала удалите всю грязь и сажу. Невыполнение этого требования существенно повлияет на получение хорошего первого сварного шва. Это может вызвать пористость, растрескивание сварного шва, отсутствие плавления или даже включения.
Кроме того, необходимо чистое место для рабочих зажимов и хорошее электрическое соединение, необходимое для качественной дуговой сварки.
Текущая настройка
Текущая настройка важна для типа металла, который вы собираетесь сваривать, а также для типа стержня и диаметра, который вы собираетесь выбрать. Таким образом, электрод, который вы решите использовать, будет определять, как вы настроите свою машину – положительный постоянный ток, отрицательный постоянный ток или переменный ток. Вы установите его в зависимости от того, что вы планируете делать в данный момент, прежде чем начать.
Положительный электрод добавляет на 10% больше проникающей способности при заданной силе тока переменного тока.Но если вы работаете с более тонкими металлами, такими как алюминий, полученный сваркой методом стыковой сварки, вам следует использовать постоянный ток прямой полярности и отрицательный электрод.
Если вы не уверены, какой сварочный стержень использовать, вам следует посмотреть на рабочий диапазон, указанный производителем для каждого стержня. Таким образом, сила тока должна устанавливаться в зависимости от используемого электрода. Хороший выход – 1 ампер на каждый 0,001 дюйм диаметра электрода. Также необходимо учитывать положение при сварке, так как для работы над головой потребуется на 15% меньше тепла по сравнению с плоскими горизонтальными сварными швами.
Чтобы получить правильную настройку, отрегулируйте сварочный аппарат на 5–10 ампер за раз, пока не получите правильную настройку.
Запуск дуги
Если вы выполнили все вышеперечисленные настройки и также приняли во внимание безопасность сварки, пора запускать аппарат для дуговой сварки.
Держите держатель клюшки обеими руками, чтобы сварочные детали были перед вами. Вы также должны четко видеть область, в которой собираетесь поразить дугу.Приложите кончик электрода к металлу и проведите им поперек, как если бы вы зажигали спичку. Если вы видите, что образовалась дуга, приподнимите ее и слегка потяните. Если дуга гаснет, это означает, что вы слишком высоко подняли стержневой электрод над поверхностью, а это значит, что он должен был быть ниже.
Когда зажигается дуга, она начинает издавать шипящий звук. Если звук слишком агрессивный, уменьшите силу тока. Если сила тока низкая, электрод будет липким. Дуга начнет гаснуть, сохраняя правильную длину дуги, и гаснет.Если установить слишком высокую силу тока, вы заметите обугливание электрода, а сварочная лужа будет слишком жидкой, и ее будет трудно контролировать. Слишком большое количество тепла отрицательно скажется на свойствах флюса электрода.
Вам также необходимо научиться устранять сколы флюса из-за неудачных зажиганий дуги. Возьмите кусок металлолома и ударьте по стержню на расстоянии 1/4 дюйма от металла, пока он не пригорит до неповрежденной части стержня. Затем вы должны очистить стержень и удалить флюс. Это помогает в дальнейшем перезапускать дугу.
Длина дуги
Длина дуги
При дуговой сварке длина дуги будет варьироваться в зависимости от области применения и электрода. Длина дуги не должна превышать диаметр сердечника электрода. Слишком длинные дуги приводят к разбрызгиванию, поднутрениям, низкой скорости наплавки и пористости.
При первой сварке штучной сваркой большинство людей считает логичным использовать длинную дугу, как правило, для лучшего обзора сварочной ванны. Но избегайте этого, занимая более удобное положение и поворачивая голову в правильное положение.Положение важно, когда вы учитесь использовать аппарат для дуговой сварки, и вы увидите, что контролируемая длина дуги улучшит внешний вид валика и минимизирует разбрызгивание.
Угол поворота
Сварщикам также необходимо учитывать угол перемещения при этом типе сварки. Можно использовать два основных положения сварки.
Техника сварки штангой, используемая для плоского, горизонтального или верхнего положения, называется техникой перетягивания или обратной стороны. Это включает в себя удерживание электрода перпендикулярно стыку от начальной точки, а затем наклон верхней части примерно на 5-15 градусов в направлении движения.
Сварка вертикально вверх. Используется метод сварки штангой, называемый «толкающим» или «передним». Здесь угол наклона стержня от 0 до 15 градусов относительно направления движения. В любом случае, чтобы правильно выполнить технику, попробуйте изменить положение тела. Регулировка угла наклона обеспечит отличные результаты и хороший сварной шов.
Скорость передвижения
Если вы задаетесь вопросом, как выполнить дуговую сварку и поддерживать скорость движения, вам просто нужно поддерживать дугу в передней 1/3 сварочной ванны.
Слишком медленное движение приведет к получению широкого выпуклого валика. Он также имеет неглубокое проникновение и может вызвать холодную притирку.
Слишком быстрое перемещение снижает проникновение и создает узкий и выпуклый валик.
Манипуляции с электродом
Каждый сварщик использует электрод по-своему. Новичкам стоит посмотреть на опытных сварщиков и попытаться скопировать их движения. Но в конечном итоге это приведет к тому, что вы создадите свой собственный способ передвижения.
Наиболее используемые методы
Три наиболее часто используемых метода сварки или рисунка включают в себя взбивание стержня (перемещение его вперед и назад), круговое движение и плетение из стороны в сторону (создание более широких сварных швов).
Однако сварщики чаще всего используют прямой борт, им этого вполне достаточно. Плетение не следует использовать для материала толщиной более 1/4 дюйма, так как это может создать более широкий валик, чем необходимо.
FAQ
Трудно ли приваривать сварной шов?
Сварка палкой – довольно сложный процесс сварки для начинающих. Хотя он существует уже много лет, может потребоваться время, чтобы по-настоящему освоить этот метод. Но это все еще то, что используется сегодня для самых разных целей.
Можно ли держать стержень при сварке?
Да, конечно, вы можете держать стержень во время сварки. Однако есть шанс, что вы можете быть шокированы, и даже больше вероятность того, что вы можете обжечься. Поэтому помните о безопасности при сварке и обязательно надевайте защитные перчатки.
Что такое хороший сварочный пруток общего назначения?
Пруток для сварки общего назначения – 6011. Он подходит для новичков и любителей, так как может справиться с любой работой, сделанной своими руками.Он выпускается в размерах 3/32 и 1/8 и хорошо работает даже с грязными или загрязненными металлами.
Вы толкаете или тянете с помощью сварочного аппарата?
В случае сварочной штанги, как правило, тянуть или тянуть. Опытные сварщики обычно говорят, что если образуется шлак, то его надо тянуть. Толкание обычно связано со сваркой MIG.
Что вызывает прилипание сварочного стержня?
Основная причина прилипания сварочной палочки к основному металлу – низкая сила тока. Однако существует множество других причин, которые также могут быть причиной, например, проблемы с флюсом, использование сварочных аппаратов с низким OCV или плохая техника сварки.Также важно использовать электрод правильного размера для конкретной задачи.
Заключение
Сварка палкой может быть не такой современной, как некоторые другие более современные методы, которые можно увидеть сегодня. Это также может быть не так просто, как другие формы, и может быть не для новичков. Но он точно выполняет свою работу.
Несмотря на то, что многие считают эту технологию древней, она все еще используется для различных работ и обеспечивает идеальные сварные швы. Так что вы не хотите, чтобы вас поймали, если вы не знаете, как использовать его в ужасной ситуации.
Ресурсов:
Как улучшить технику сварки штангой
Сварка палкой может быть трудным процессом, так как существует множество проблем, которые могут вызвать проблемы. Но не отчаивайтесь. Есть приемы, которые могут облегчить этот процесс.
Известный как CLAMS – настройка тока, длина дуги, угол электрода, манипуляции с электродом и скорость перемещения – эти процедуры просты для изучения, они улучшат сварку и обеспечат правильное выполнение работы.
Однако, прежде чем применять эти методы, поверхность должна быть должным образом подготовлена, что включает в себя обеспечение чистоты рабочего места. Это также означает, что поверхность свариваемого металла должна быть без песка, грязи и ржавчины. В противном случае сварной шов, вероятно, треснет, а это значит, что работа будет испорчена, и единственный выход – начать заново.
Расположение корпуса также является ключевым моментом, как и защита от дыма, образующегося при сварке, и хороший обзор сварочной ванны.
Текущая настройка
От выбранного электрода будет зависеть, должна ли машина быть настроена на переменный, отрицательный или положительный постоянный ток. Лучше всего выбирать используемую силу тока в зависимости от электрода, положения сварки и визуального контроля готового сварного шва. Если готовый сварной шов плохой, проблема может быть в одной из этих настроек. Важно регулировать сварочный аппарат на 5-10 ампер за раз, пока не будет найдена подходящая настройка.
Если сила тока слишком низкая, электрод начнет прилипать при зажигании дуги.Если сила тока установлена слишком высокой, могут появиться сбои, в том числе чрезмерная текучесть лужи, обугливание электрода, когда половина его отсутствует, и дуга, звучащая громче, чем должна. Чрезмерное нагревание также может отрицательно сказаться на способности электрода к флюсу.
Длина дуги
Хорошее практическое правило: правильная длина дуги не должна превышать диаметр сердечника электрода. Использование длинной дуги кажется естественным, потому что это помогает пользователю увидеть дугу и лужу.Однако пользователь должен расположиться так, чтобы лучше видеть дугу. Если тело пользователя находится в правильном положении, это не только дает хороший обзор лужи, но и помогает правильно манипулировать электродом.
Угол поворота
Лучше всего держать электрод перпендикулярно к свариваемому стыку. Это позволяет пользователю наклонять верх в направлении движения примерно на 5-15 градусов. Для сварки вертикально вверх используйте технику переднего хода, при которой верхняя часть электрода наклоняется под углом до 15 градусов от направления движения.
Манипуляции с электродом
Каждый сварщик должен развивать свой собственный стиль, практикуясь, а также изучая методы других людей. Любой материал тоньше 6 мм означает, что плетение электрода не нужно, потому что валик будет шире, чем необходимо. Во многих случаях достаточно прямой бусинки.
При использовании более толстого материала сварщик может создать более широкий валик, перемещая электрод из стороны в сторону. Это создает непрерывную серию частично перекрывающихся кругов в виде «Z», полукруга или шаблона с заиканием.Важно помнить, что вышеупомянутое движение из стороны в сторону должно быть ограничено удвоенным диаметром сердечника электрода. Чтобы покрыть более широкую область, сделайте несколько проходов или используйте «бусинки для ниток».
Если сварка выполняется вертикально вверх, основное внимание следует уделять сварке боковых сторон стыка, поскольку середина сама позаботится о себе. Помните, что при перемещении через середину стыка это делается со скоростью, позволяющей сварочной ванне наверстывать упущенное. Затем сделайте паузу по бокам, чтобы обеспечить прочную привязку к боковой стене.
Если сварные швы выглядят так, как будто они перекрываются, значит, пользователь продвинулся вперед слишком быстро и не держался за стороны так долго, как это необходимо.
Скорость передвижения
Наконец, скорость передвижения. Это ключевой ингредиент для получения правильного сварного шва. Ваша скорость движения должна позволять поддерживать дугу в передней трети сварочной ванны.
Если вы едете слишком быстро, проплавление уменьшается, что влияет на целостность сварного шва. Он может недолить, когда внешняя часть сварного шва утоплена.Если пользователь движется слишком медленно, он образует выпуклый валик с небольшим проникновением. Похоже, сварной шов находится на поверхности металла и не соединяет две части вместе
Дата: 8 мая 2017 г.
Основы электродной сварки – Что можно и что нельзя делать – Советы для начинающих
Ручная сварка – это слоган, используемый для описания дуговой сварки в экранированном металле (SMAW), которая также известна как ручная металлическая дуговая сварка (MMAW) или дуга в защитном флюсе сварка.Использование слова «палка» связано с тем фактом, что электрод, который используется для сварки, выполнен в виде «палки». Электрод состоит из твердого металлического стержня, покрытого металлическими порошками и другими соединениями, которые удерживаются на поверхности связующим веществом.
Сварка палкой – это относительно несложный процесс, и это наиболее распространенный вид сварки, в котором используется простое оборудование, которое легко освоить. Как правило, в процессе используется электрод, в котором сварочный аппарат подключен к источнику питания, чтобы создать ток, который является либо постоянным (DC), либо переменным (AC) током, чтобы сформировать дугу между электродом и свариваемым материалом. обеспечение сварного шва присадочным металлом.
Ручная сварка в основном используется для сварки тяжелых металлов и стали, но ее также можно использовать для сварки других металлов, например алюминия. Он широко применяется в ремонтно-эксплуатационных отраслях, а также при строительстве тяжелых стальных и металлических конструкций.
В этой статье приводятся важные советы по созданию высококачественных сварных швов, а также освещаются общие проблемы сварки и способы их устранения.
Основные советы по ручной сварке – что можно и чего нельзя делать
Вот несколько важных вещей, на которых должен сосредоточиться каждый сварщик.
Выбор настройки тока
Настройка тока (постоянного или переменного тока) будет определяться типом используемого электрода.Убедитесь, что вы используете правильный параметр в соответствии с задачей. Положительный электрод обеспечивает хорошее проникновение, а отрицательный электрод хорошо работает с тонкими металлами. Таким образом, идеальная установка силы тока должна определяться типом электрода, положением сварки и характером окончательного сварного шва.
Правильный размер электрода
Как правило, для высоких скоростей наплавки вам потребуется сварка электродов большого диаметра при больших токах. Таким образом, для однородности сварного шва используйте самый большой из практичных электродов.Однако так должно быть не всегда, особенно когда речь идет о листовом металле, где может произойти прожог. Таким образом, рекомендуемый размер для потолочного и вертикального сварного шва составляет 3/16 дюйма, а для швов с низким содержанием водорода наиболее практичным размером является 5/32 дюйма. Кроме того, размер соединения будет определять диаметр электрода, который будет вставлен в соединение.
Длина дуги
Определение длины дуги важно для каждого сварщика штангой.Для разных электродов и различных применений потребуется разная длина дуги, которая никогда не должна превышать диаметр электрода.
Угол перемещения
В разных положениях сварки используются разные методы для перемещения электрода в заданном направлении, в зависимости от угла перемещения. Вертикальная сварка движется вверх и использует технику толкания, которая требует наклона электрода в противоположном направлении под углом 15 градусов.
Плоское и горизонтальное положения – это самые простые положения для сварки, поскольку они используют технику перетаскивания, которая требует размещения электрода перпендикулярно сварному шву.
Очистите и высушите стык перед сваркой
Для вас важно удалить с поверхности стыка ржавчину, краску, влагу или масло, чтобы вы могли достичь заданной скорости движения. Это также поможет вам справиться с другими проблемами, такими как пористость, которая может ослабить сварной шов.В качестве альтернативы вы можете использовать некоторые марки высокоскоростных электродов для проникновения сквозь вещества вглубь металла.
Не используйте электрод повторно
Если вам нужен чистый сварной шов без пористости, постарайтесь по возможности не использовать частично использованный электрод для последующей сварки. Таким образом, вы всегда должны отдавать приоритет качеству и не учитывать дополнительные расходы.
Имейте необходимые материалы для отделки
Подумайте о том, чтобы иметь все необходимые материалы для красивого и аккуратного сварного шва.В их число входят наждачная бумага, угловая шлифовальная машина и отбойный молоток, которые пригодятся для выполнения некоторых последних штрихов, а также помогут в процессе очистки, когда вы закончите сварку.
Проблемы с ручной сваркой и советы по поиску и устранению неисправностей
Существует целый ряд проблем, с которыми вы обязательно столкнетесь, пытаясь привыкнуть к ручной сварке. Это часть процесса обучения, поэтому вам следует изучить различные приемы, которые помогут вам выбраться из неприятных ситуаций и усовершенствовать свое искусство сварки.
Мокрые электроды
Иногда может наблюдаться грубая дуга, несмотря на то, что настройки тока и полярности находятся в пределах рекомендаций производителя. Это могло произойти в результате намокания электродов. В этом случае вам следует заменить электроды на сухие, а во избежание повторения ситуации хранить все электроды в обогреваемом шкафу.
Неправильная сварка
Правильная сварка – это когда сварной шов прочно прикреплен к стенкам соединения, что приводит к прочному соединению поперек соединения.Неправильная сварка физически видна, и с ней нужно бороться, чтобы сварка была надежной. Чтобы исправить это неправильное соединение, введите более высокую валюту и убедитесь, что стык чистый. Если это не решит проблему, попробуйте альтернативное решение, например, технику плетения, чтобы заполнить зазор.
Блуждающая дуга
Дуга может отклоняться от заданного направления, особенно при сварке постоянным током из-за паразитных магнитных полей. Это может быть серьезной проблемой при высоких токах и при сварке сложных стыков.Решение – переключиться на AC, чтобы противостоять действию. Вы можете попробовать использовать слабые токи, и если это не сработает, попробуйте уменьшить длину дуги или использовать электроды меньшего размера.
Мелкое проникновение
Это просто глубина сварщика, которая обычно не видна. Проникновение до нижней части основного металла необходимо для прочных сварных швов. Более медленное движение или более высокие токи могут помочь противодействовать неглубокому проникновению. Вы также можете использовать небольшой электрод, чтобы углубиться в узкие канавки.
Трещины
Трещины – обычное явление, и они могут возникать в любой точке сварного шва. Большинство трещин возникает в результате высокого содержания серы, углерода или сплава в основном металле, что потенциально может привести к сбою всего проекта. Известно, что электроды с низким содержанием водорода значительно снижают риск растрескивания. Вы также можете попробовать уменьшить проникновение, если есть риск растрескивания.
Заключение
Следуя этому руководству, вы будете на правильном пути создания высококачественных сварных швов даже в качестве начинающего сварщика.Очистите рабочий материал, выберите длину дуги, скорость сварки, правильный электрод – и вы будете уверены, что начнете с правильной ноги. Умение определять проблему и устранять неисправности имеет большое значение для обеспечения того, чтобы ваши сварные швы были близки к совершенству.
Как предотвратить прилипание сварочного стержня к металлу
Это просто неизбежно! В какой-то момент вашей карьеры сварщика эта ошибка новичка может случиться с кем угодно. Но задумывались ли вы когда-нибудь о причине прилипания сварочного стержня к металлу?
Кратко расскажем, почему…
Пруток для дуговой сварки прилипает к основному металлу из-за низких значений силы тока (низкий ток).Хотя это может быть ГЛАВНОЙ причиной, другие включают проблемы с флюсом, использование сварочных аппаратов с низким OCV или неправильную технику сварки. Точно так же важно использовать электрод подходящего размера для различных сварочных задач. Практика – это «ключ» к тому, чтобы этого больше не происходило.
Многие люди думают, что дуговая сварка экранированного металла (SMAW) или сварка «палкой» получила свое название из-за того, что форма электрода похожа на стержень. Но это называется «сварка стержнем », поскольку многие новички приклеивают сварочный стержень к основному металлу, как и ученики.Иногда это делают даже профессионалы. Так что, если вы думаете, что вы одиноки, не волнуйтесь, это не так!
В этой статье я подробно расскажу о правильных методах сварки, чтобы электрод не прилипал к металлу.
Итак, приступим к делу.
Как зажигать дугу: простой способ
Сварка палкой считается самым популярным и простым способом соединения двух металлических деталей. Если вы новичок в сварке, нет ничего более раздражающего в этом мире, чем попытки оторвать стержень от металла после того, как прикрепили к нему.Поэтому научиться правильно зажигать дугу крайне важно, чтобы сэкономить время и избежать потерь материала.
Теперь есть два метода зажигания дуги.
- Метод скретч-старта (самый простой способ для новичков)
- Метод нарезания резьбы (высокая вероятность прилипания к металлу).
Для быстрого начала я рекомендую попрактиковаться в технике старта с нуля (также известной как метод перетаскивания), которая похожа на зажигание спички.Ниже приведены шаги, чтобы практиковать это для себя.
Чтобы поразить дугу в первый раз,
- Решите, в каком направлении вам нужно двигаться, и выберите начальную точку.
- Удерживайте стержень (около 1 см) выше на расстоянии дюйма от начальной точки под наклоном в направлении, в котором будет происходить сварка.
- Осторожно потрите конец стержня по основному металлу. Не тыкай!
- Как только вы увидите дугу, быстро вернитесь в исходное положение и подождите, пока лужа не начнет сварку вдоль стыка.
Освоение этого требует времени. Главное, что нужно помнить – это попытаться сбалансировать скорость движения, угол и длину дуги после зажигания дуги. Точно так же, если вы потянете стержень слишком далеко, вы потеряете дугу.
Если вам не удалось зажечь дугу после нескольких попыток, это приведет к накоплению материала на кончике электрода. Лучше всего просто заменить его новым электродом и продолжить практику. Вы можете повторно использовать предыдущий стержень, потерев его кончиком о шероховатую поверхность после охлаждения.
Почему сварочный стержень прилипает к основному металлу?
Всегда неприятно, когда вы пытаетесь сделать идеальный сварной шов, но он просто испортился из-за того, что стержень прилип к металлу. Итак, вот 6 причин, почему именно это происходит.
1. Настройки низкого тока
Как я упоминал ранее, сварочный стержень прилипает к металлу в основном из-за низкого значения прилагаемого тока. Это означает, что силы тока достаточно, чтобы расплавить кончик электрода, но недостаточно для зажигания дуги.
2. Низкое напряжение холостого хода
Зажигать дугу становится довольно сложно, если OCV (напряжение холостого хода) вашей машины слишком низкое. При низком OCV дуга продолжает исчезать, и вы, скорее всего, заедете электродом, пытаясь снова зажечь дугу. Более низкое значение OCV может возникнуть из-за соединения с высоким сопротивлением между землей и вашей заготовкой.
3. Низкое качество флюса
Плохое покрытие флюсом также может привести к проблемам прилипания. Помните, что температура плавления флюса всегда ниже, чем у основного металла.Это означает, что еще до того, как основной металл начнет плавиться, флюс уже находится в жидком состоянии. Если у вас плохое флюсовое покрытие, оно может упасть со стержня и образовать комок расплава, который приведет к прилипанию сварочного стержня к основному металлу.
4. Более короткая длина дуги
Длина дуги – это не что иное, как расстояние между кончиком электрода и поверхностью основного металла. Другими словами, это просто длина электрической дуги. Если поднести электрод слишком близко к основному металлу, он приклеится к основному металлу.Точно так же, если вы отодвинете электрод слишком далеко, ваша дуга погаснет. Таким образом, чрезвычайно важно поддерживать определенную оптимальную длину дуги.
5. Грязная металлическая поверхность
Если поверхность основного металла слишком ржавая, зажигание дуги затрудняется. Даже если вам удастся поддерживать дугу, сварочный электрод будет периодически прилипать к основному металлу. Мы можем объяснить это законом Ома, согласно которому
Напряжение (В) = Ток (А) X Сопротивление (Ом)
Другими словами, поскольку напряжение является постоянным, увеличение сопротивления вызовет пропорциональное уменьшение текущий.Ржавая поверхность увеличивает сопротивление нашей цепи и, следовательно, уменьшает протекающий ток. И, как я уже говорил вам ранее, более низкая сила тока – основная причина проблем с прилипанием электродов.
6. Неправильный выбор электрода
Сварочные стержни бывают разных типов, каждый со своими областями применения и преимуществами. Некоторые стержни работают только на постоянном токе, а другие могут работать как на переменном, так и на постоянном токе.
Выбор толстого стержня для сварки тонких листов также может вызвать проблемы с прилипанием электрода.Допустим, вы используете стержень E6013 диаметром 5/64 дюйма с правильным значением силы тока, но при этом присадочный стержень продолжает прилипать к основному металлу. Одним из способов решения этой проблемы может быть переход на более тонкий стержень E6013 1/16 дюйма.
Если вы новичок, вы много раз сталкиваетесь с проблемами прилипания сварочного стержня, и это должно быть для вас очень неприятно.
Что делать, если сварочный стержень прилипает к металлу?
Не нужно паниковать, если сварочный стержень прилипает к металлу. С кем не бывает.Просто дайте ему хороший рывок, чтобы освободить его. Не получится, если электрод будет плотно приклеен к металлу. В этом случае необходимо немедленно выключить сварочный аппарат и отломать стержень от металла. Много раз, когда вы дергаете за стержень, поток на кончике стержня падает с него.
Теперь, если вы используете этот стержень с голым металлическим наконечником во второй раз, скорее всего, вы снова его воткнете. Чтобы предотвратить это, обрежьте стержень до точки, где отпадет флюс, с помощью пары плоскогубцев, и вы можете снова идти.
Пришло время изучить несколько полезных советов по сварке штангой, которые помогут предотвратить прилипание сварочного стержня.
Просто оставайтесь на борту.
Советы по предотвращению прилипания сварочного стержня к металлу
Мы обсудили причины, по которым это происходит постоянно. Теперь поговорим о том, как этого не допустить.
1. Выберите правильные текущие настройки.
Убедитесь, что вы используете правильное значение силы тока. Электродные стержни разных типов предназначены для работы с разными значениями силы тока.Например, 6010, 6011, 6012 и 6013 могут работать при низком значении тока. С другой стороны, стержням типа 7018 и 7024 требуется высокое значение силы тока для зажигания дуги.
Следующая диаграмма силы тока при сварке электродом подробно показывает оптимальный диапазон постоянного тока для электродов разных типов и толщин.
Электродная сварка на постоянном токе Диаграмма силы тока для различных электродных стержнейКак видите, значение силы тока также зависит от толщины стержня. Если электрод толстый, для его плавления требуется более высокий ток.Поэтому идеальные настройки силы тока должны определяться типом электрода и характером сварного шва.
Иногда, когда сопротивление вашей цепи немного высокое, вы можете увеличить ток немного выше допустимого диапазона, чтобы убедиться, что стержень не прилипает к металлу. Также помните, что когда кончик электрода светится, это означает, что приложенный ток слишком велик. Поэтому постарайтесь обратиться к производителю в диапазоне ампер для стержня, который вы используете.
Я хотел бы поделиться отличным инструментом, который я недавно видел на веб-сайте millers.Он называется Калькулятор для ручной сварки . Когда вы предоставите материал и тип стержня, он автоматически предоставит вам правильные параметры для использования.
2. Поддерживайте чистоту электрода и поверхности при использовании стержня правильного размера.
Перед началом работы убедитесь, что электроды не повреждены и не заржавели. Попробуйте стереть флюс со стержня пальцами. Если флюс легко падает на стержень, качество плохое и электрод будет более липким. Избегайте использования этих стержней низкого качества.
Поскольку стержни большего диаметра дают самую высокую скорость наплавки, если сварной шов должен иметь хорошую консистенцию, используйте стержни большего размера. Точно так же вы должны решить, какой размер электрода вам нужно использовать, исходя из характера сварного шва.
Также не забудьте удалить с поверхности металла ржавчину, влагу, масло или любые загрязнения перед сваркой. Хотя в таких ситуациях сварка палкой более щадящая, она убережет вас от неожиданных неприятностей.
3. Старайтесь поддерживать хорошее заземление.
Плохое соединение основного металла с землей может вызвать увеличение общего сопротивления вашей цепи.Высокое сопротивление приведет к низкому напряжению холостого хода, что затруднит зажигание дуги. Убедитесь, что у вас есть надежное заземление. Ищите трещины в заземляющем проводе. Если клеммные соединения стали слишком ржавыми, отрежьте провод с обоих концов и сделайте новые соединения.
Важно помнить, что вы также должны убедиться, что все провода для сварки штангой подключены правильно, в зависимости от области применения, для которой вы их используете. Вы можете узнать больше об этом в этой статье, которую я написал.
4. Соблюдайте правильную технику зажигания дуги.
Проблемы с прилипанием электродов возникают чаще при зажигании дуги. Чтобы научиться правильно зажигать дугу, требуются недели или месяцы практики. Два наиболее часто используемых метода зажигания дуги называются методом перетаскивания (также называемым методом зажигания) и методом постукивания, которые мы обсуждали ранее.
5. Используйте соответствующую длину дуги.
После того, как вам удастся поддерживать стабильную дугу, постарайтесь поддерживать соответствующее расстояние между концом стержня и основным металлом.Старайтесь держаться на небольшом расстоянии, но не касайтесь металла. Кроме того, не увеличивайте длину дуги слишком сильно, так как это приведет к разбрызгиванию металла повсюду.
Общее практическое правило – никогда не превышать длину дуги, превышающую диаметр металлического сердечника электрода.
6. Сохраняйте угол и скорость движения на соответствующем уровне.
Я уверен, что вы уже знаете основные положения при сварке. Убедитесь, что вы находитесь в удобном положении, чтобы сохранить прочность сварного шва до последнего момента.
Например: если вы держите жало (держатель сварочного стержня) в правой руке, опустите левый локоть на верстак и воспользуйтесь этим, чтобы стабилизировать электрод. Таким образом, вы можете без проблем поддерживать скорость движения и угол на одном уровне.
Если вы увеличите скорость движения, это уменьшит проникновение, а если вы снизите скорость, это обеспечит неглубокие глубокие проникновения. Поэтому старайтесь соблюдать баланс между ними для получения качественной отделки шва.
7.Выберите подходящий электрод
Толстые электроды трудно удержать, и они с большей вероятностью прилипнут. Если вы новичок, я бы посоветовал начать с тонкого сварочного стержня 6013, так как с ним довольно легко обращаться. По мере накопления опыта вы можете продвигаться к E7018 и E7024.
8. Храните сварочные стержни в сухом месте.
Если вы используете только E6013 или E6011, вам не нужно сильно беспокоиться об их хранении. Любой электрод с названием, состоящим из двух последних цифр 10,11,12 или 13 (например, E6013, E6012 и т. Д.) можно хранить в сухом футляре при комнатной температуре. Но в случае со стержнями E7018 или E7024 вам следует проявить особую осторожность, чтобы сохранить их качество. Храните их в сухих духовках, где можно поддерживать температуру 200-400 градусов по Фаренгейту.
Подводя итоги
Как я уже упоминал выше, наиболее частой причиной проблем с заеданием сварочного стержня является низкая сила тока. Следование вышеупомянутым простым методам очень поможет вам в сварке.
Но помните, что практика – это то, что делает сварной шов идеальным.Итак, ребята ПРАКТИКА! ПРАКТИКА! и ПРАКТИКА!
Методы сварки палкой / блог RodOvens.com
Эта запись была опубликована 28 марта 2015 г. автором admin.
В этой статье будут рассмотрены основные методы сварки при сварке штучной сваркой.
Методы сварки палкой Перед сваркой сделайте окончательную проверку и удалите расходный материал. Выньте прикуриватель из кармана. Проверьте свою машину, чтобы убедиться, что она включена и настроена на приблизительные настройки.Очистите стык. Зажмите стержень в стингере под углом от 45 до 90 градусов. Предупредите окружающих. Поместите стержень примерно в двух дюймах от работы. Отрегулируйте капюшон так, чтобы он падал на лицо, когда вы киваете головой. Ударьте по дуге кончиком стержня на поверхности движением запястья, как если бы вы ударяли по деревянной спичке. Когда возникнет дуга, поднимите стержень примерно на 1/8 дюйма над основным материалом. Если стержень «заедает», отведите стингер назад от направления работы. Будьте налегке.Практикуйтесь на ломе.
Надлежащие методы сварки штангой
Выполните тренировочную бусину. Зажигайте дугу, перемещая сварочный стержень по пластине с постоянной скоростью и под наклоном около 20 градусов в направлении движения. Правша обычно выполняет сварку слева направо. Прижмите локоть к телу, столу или работе. При необходимости используйте свободную руку, чтобы управлять жалом. Выполните бусинки, которые поглощают весь стержень. Дайте дуге проникнуть в основной металл и нанесите присадочный металл (из стержня) в соединение.
Продолжайте проложить дуги и пропустить валики по стыку, делая правильные настройки, пока вы не начнете и не остановитесь по желанию, без проблем. Никаких дополнительных настроек не требуется. Прожгите стержень примерно на 1 и 1/2 дюйма от конца. Один сварочный стержень обычно дает сварной шов длиной около 1 дюйма.
Для продолжения или перезапуска борта:
Когда останавливаешься, появляется «кратер». Отколите шлак и повторно зажгите дугу немного впереди кратера, а затем прогоните валик.Со временем этот метод позволит получить однородные сварные швы высокой прочности без улавливания шлака в валике, вызывающего дефекты. В конце сварного шва или когда стержень израсходован, сделайте небольшую паузу, чтобы заполнить кратер, затем вытащите стержень. Отколите шлак и осмотрите сварной шов.
Хорошие сварные швы зависят от пяти методов: правильной настройки силы тока; правильная длина дуги; правильный подбор удилища и угол к работе; правильная скорость движения; сварочные стержни, которые хранились и обслуживались должным образом.
Когда электроды поглощают влагу из атмосферы, их необходимо высушить, чтобы восстановить способность наплавки качественных сварных швов. Электроды со слишком высокой влажностью вызывают необъяснимое растрескивание, плохие рабочие характеристики и пористость. Если вы испытали эти условия, обычно это связано с вашими методами хранения или повторной сушкой. Все электроды, даже не относящиеся к категории «палочки», необходимо хранить, а затем сушить до нужного уровня, чтобы они хорошо работали. Даже небольшое количество влаги в электродах с низким содержанием водорода, например, может привести к серьезным проблемам сварки, таким как внутренняя пористость и растрескивание сварного шва.
Слишком малая сила тока вызывает слабую дугу, которую трудно поднять. Слишком большая сила тока приводит к образованию большой кратера или плоского валика с чрезмерным разбрызгиванием.
При слишком короткой дуге стержень заедает. Слишком длинные и большие капли расплавленного металла будут стекать со стержня, и он будет иметь тенденцию «взлетать» и разбрызгиваться. Длинная дуга также дает неровный валик с плохим проплавлением.
Угол штанги влияет на проникновение. Важным методом сварки является удерживание стержня почти перпендикулярно стыку, что увеличивает проплавление, но может привести к попаданию шлака в сварной шов.Слишком низкое или плоское опускание штанги уменьшает проникновение и вызывает рябь.
Скорость влияет на количество нанесенного стержня и однородность валика. При правильной скорости получается около 1 дюйма сварного шва на стержень. Слишком быстрое перемещение приводит к образованию тонкого валика с небольшим проваром. Слишком низкая скорость позволяет валику нарастать кромками, которые перекрывают основной металл. Слишком медленное движение по тонкому металлу приведет к образованию дыры. через.
Дополнительные сведения о методах сварки можно найти на http://www.ehow.com/list_7211907_steel-welding-techniques.html
Все, что вам нужно знать о потолочной сварке штангой
Все, что вам нужно знать о сварке штангой над головой
Самыми простыми положениями сварки являются горизонтальные и плоские, они также являются наиболее популярными. С другой стороны, вертикальная сварка стержневым электродом является сложной задачей. Сварка с вертикальным стержнем может быть не очень популярна, но определенно требует большего мастерства и внимания к деталям, чем горизонтальная и плоская сварка. Вот несколько вещей, которые вам следует знать, и распространенные ошибки, которых следует избегать, чтобы стать хорошим сварщиком вертикально вверх.
Выберите правильный электрод
Если вы собираетесь сваривать под углом крутизны более 45 градусов, вы должны понимать, что вы будете работать против силы тяжести. Электрод 7018 был разработан для этой цели. Классификация AWS (Американского сварочного общества) делает его идеальным выбором, так как 7018 имеет более низкое содержание порошка железа. Этот электрод образует сварочную лужу, которая может замерзнуть почти мгновенно и не будет стекать во время работы. Вы также можете использовать палку класса 6010 AWS, но для этого электрода требуется определенная техника взбивания или укладки, при которой вы вытаскиваете палку из лужи и периодически вставляете ее обратно.Вы можете использовать 6100 для той же работы, но известно, что 7018 дает лучшие результаты и более быстрое ткачество.
Конечно, если вам нужно преодолеть плохое состояние поверхности, вы можете выбрать 6010. Будьте готовы потратить немного больше времени и навыков, работая с этим. С другой стороны, 7018 требует меньше навыков и быстрее ткать. Сварщики-новички часто ошибочно выбирают 7024 при сварке вертикальной штангой, однако он сильно капает на протяжении всей работы и не заполняется должным образом.
Совершенствуем полку
Плоский, потолочный, горизонтальный, вертикальный вверх и вертикальный вниз – это пять положений сварки. Из этих пяти положение сверху или вертикально вверх является наиболее сложным, поскольку на протяжении всего процесса сварки вы постоянно боретесь с гравитацией. Сварка на медленной скорости и под уклон обеспечивает наилучшее провар, и этот метод предпочтительнее для любого материала, тяжелее листового металла. С другой стороны, если вы работаете с листовым металлом, сварку также можно выполнять под уклон, потому что вам не нужно большое проплавление.
Чтобы лучше понять сварку над головой, сравните ее с кладкой кирпича. Как и при кладке кирпича, сварщик медленно создает сварной шов снизу и каждый раз работает только на небольшом участке. Сварщик продолжает работать над каждым ранее уложенным швом. Каждый новый нижний сварной шов служит основанием для выполнения следующих швов. Нижние сварные швы известны как «полка» или «полка для сварки». Сварочная полка обычно должна быть в два раза больше диаметра электрода.
Если вы выполняете сварку с помощью 7018, вы можете делать зигзагообразные движения вперед и назад, давая время каждой секции лужи для замерзания перед следующим шагом.
Для наилучшего возможного сплавления и проплавления важно держать электрод поднятым вверх и поддерживать короткую дугу. Во время плетения сделайте так, чтобы сначала сосредоточить внимание на сварке краев стыка, а затем сделайте небольшую паузу, прежде чем двигаться дальше, чтобы дать швам внизу остыть и сформировать пучок. Обратите внимание, что застрявший в сварном шве шлак будет не только выглядеть небрежно, но также снизит прочность сварного шва. Так что избегайте этого и всегда внимательно следите за лужей, чтобы увидеть, не падает ли шлак со снопа.Если это так, немедленно отодвиньте электрод, чтобы дуга не пропала.
Если вы используете электрод 6100 вместо 7018, обычная техника плетения будет заменена стопкой. Вы можете сравнить эту стопку с фишками для покера, просто чтобы иметь представление о том, как должен выглядеть готовый сварной шов. Каждая сваренная стружка должна создавать полку. Хитрость здесь в том, чтобы держать электрод у основания металла. Как только образовалась лужа, оторвите электрод и дайте луже замерзнуть.Как только он застынет, нанесите еще один на передний конец сварного шва. Сохраняйте устойчивый курс и очень осторожно повторяйте каждый шаг, пока не закончите всю сварку. Лужа должна быть примерно в два раза больше диаметра 6100, который вы используете.
Как избежать подрезов
Подрезка может испортить сварной шов; это одна ошибка, которую следует избегать всегда. Есть один способ избежать этого – уменьшить ток и снизить скорость. Если вы думаете, что можете закончить подрезку из-за слишком большой лужи, рекомендуется уменьшить размер лужи.Это даст вам лучший контроль над всем процессом. Чтобы быть хорошим сварщиком, вы должны сосредоточить внимание на луже и знать, каких характеристик она не должна иметь, чтобы вы могли предсказать, когда сварка вот-вот выйдет из строя, и немедленно исправить это. Во время образования лужи шлак должен стекать со снопа, независимо от того, какой метод вы используете. Убедитесь, что образовавшаяся лужа будет достаточно прочной, чтобы оставаться на месте.
Настройки уменьшения силы тока
Поскольку вы собираетесь работать на этом против гравитации, настройки силы тока должны быть низкими, чтобы у вас был полный контроль.Сварка на плоской поверхности делает гравитацию вашим другом, и вы можете работать при более высоких температурах. В случае сварки вертикально вверх, если установлен высокий ток, сварной шов не застынет со временем и может выпасть. Для получения идеального вертикального сварного шва всегда используйте низкие значения силы тока, например, если вы работаете с 0,125-дюймовым узлом 7018, поддерживайте мощность до 120 или 130 макс. Точно так же, работая с 0,125-дюймовыми 6010, значение силы тока не должно превышать 90-100.
Работа с порошковой сваркой
Новая функция захватила немало строительных рынков.Это сварка порошковой проволокой. Единственная разница между этим типом сварки и сваркой штангой состоит в том, что вы получаете непрерывную подачу проволоки, тогда как при сварке штангой вам нужно постоянно вставлять свежие электроды. Это полезно, если вы продолжаете сварку, так как подача не прерывается. В этом случае будет применяться процедура для стержня электрода 7018, если вы используете технику плетения.
Если вы планируете стать сертифицированным сварщиком, попрактикуйтесь в сварке вертикально вверх, потому что это требует больших навыков и точности.Если вы прошли сертификацию по сварке с вертикальным подъемом вверх , вы автоматически получаете сертификат по плоской сварке. Итак, воспользуйтесь этими советами и уловками и станьте отличным сварщиком!
Посетите веб-сайт Longevity (www.longevity-inc.com) или канал YouTube (www.youtube.com/longevitywelding) для получения дополнительных сведений и информации об оборудовании для различных процессов сварки и резки. У Longevity есть подходящая машина для вашего конкретного применения, поэтому посмотрите и выберите то, что лучше всего подходит для ваших материалов, продукта и потребностей.
Советы по ручной сварке, которые помогут улучшить вашу работу – плюс наши 12 советов по сварке
Процесс сварки, в котором электричество используется для создания тепла, плавления металлов и соединения этих металлов.
Сварка штучной сваркой имеет много недостатков, таких как низкая эффективность, необходимость в квалифицированных пользователях и непригодность для тонких металлов. При сварке штучной сваркой возникают некоторые очень распространенные проблемы, такие как разбрызгивание, частый и нежелательный побочный эффект с пористостью, поднутрением, деформацией, трещинами, включениями шлака, неполным плавлением и проплавлением, а также задержкой подачи проволоки.
Новым сварщикам, которые не сваривают каждый день аппаратом для ручной сварки, известным как аппарат для дуговой сварки в экранированном металле (SMAW), действительно сложно научиться. Опытный сварщик, когда-то поработавший, упрощает процесс сварки штангой.
Новичкам и сварщикам, которые хотят добиться лучших результатов при сварке штучной сваркой, следует обратить внимание на пять основных правил для улучшения результатов сварки. Это текущая настройка станка, длина дуги, угол перемещения, скорость перемещения и манипуляции с электродами.
Подготовка к сварке стержнемНачнем с того, что сварка вставкой сначала очищает поверхность проволочной щеткой или шлифовальной машиной для достижения лучших результатов. Для рабочего зажима должно быть чистое место. Для поддержания лучшего качества дуги требуется стабильное, прочное и хорошее электрическое соединение.
Держите голову в стороне от сварочного дыма, чтобы обеспечить беспрепятственный обзор сварочной ванны. Вы гарантируете, что во время сварки в стыке дуга будет оставаться на краю сварочной ванны.Держитесь так, чтобы поддерживать электрод и манипулировать им.
Мы должны строго придерживаться следующего пункта, чтобы постоянно улучшать наш сварочный процесс с каждым следующим процессом дуговой сварки.
Шаг 1, установка тока в машинеПроизводитель электродов поставляет разные электроды, поэтому установка тока будет зависеть от того, какой электрод вы выберете для сварки. Выбор электрода будет определять, выберете ли вы положительный постоянный ток (DCEP), отрицательный постоянный ток (DCEN) или переменный / переменный ток.
Различные машины могут выполнять сварку в одном или обоих этих режимах, поэтому вы выбираете электрод в соответствии со спецификацией машины и совместимостью с сваркой.
Оба текущих типа дают разные характеристики дуги и используются для разных целей. Для более толстого материала требуется постоянный ток +, так как он дает больше провара, в то время как переменный ток + хорош при сварке тонких материалов из-за меньшего провара при том же токе.
После того, как ток установлен в вашей машине, необходимо установить силу тока.Начальная точка для ампера составляет 1 ампер / 0,001 дюйм диаметра электрода. Вам необходимо установить силу тока в соответствии с характеристиками вашей дуги. Вы можете увеличивать или уменьшать силу тока в зависимости от необходимости.
Шаг 2, длина дугиОпределение длины дуги – это расстояние между электродом и сварочной ванной. Дуговая сварка также известна как процесс сварки постоянным током, поскольку регулирование сварочного напряжения пропорционально длине дуги.
Поддержание устойчивой дуги является отличительной чертой сварки штангой, и, как правило, длина дуги должна соответствовать диаметру электрода. Если вы заметите, что электрод застрял в сварочной ванне, значит, длина дуги мала. В случае длинной дуги можно получить чрезмерное разбрызгивание, слабое осаждение, поднутрение и пористость.
Новичкам в сварке стержневыми швами обычно бывает длинная дуга, чтобы лучше визуализировать сварочную ванну. Если сварочная ванна не видна, лучше наклонить головку, чем увеличивать длину дуги.Можно создать стабильную, плотную и контролируемую дугу, чтобы получить лучший валик, узкий валик и минимальное разбрызгивание.
Шаг 3, угол перемещенияПри сварке штучной сваркой в плоском, горизонтальном и верхнем положениях используется техника сварки с протягиванием или обратной рукой. Принято держать электрод в перпендикулярном положении, а затем наклонять верхнюю часть в направлении движения на 5-15 градусов.
Наилучший результат может быть достигнут, когда в процессе сварки штучной сваркой используется сопротивление 10-15 градусов.
Шаг 4, манипуляции с электродамиСварка – это искусство, и каждый эволюционирует по-своему: от движения по устойчивой леске до «взбивания» и «паузы» и т. Д. Каждый экспериментирует и разрабатывает метод, который ему больше подходит.
Иногда для сваривания зазора требуется легковолновая дуга, поэтому манипуляционный электрод необходим для получения стабильного, небольшого и прочного валика с очень небольшим количеством брызг, минимальной пористостью и включениями шлака.
Шаг 5, скорость движенияМы должны попытаться установить скорость движения таким образом, чтобы дуга находилась в передней 1/3 сварочной ванны.Слишком низкая скорость приведет к получению широкого выпуклого валика с неглубоким проникновением и захватом холода. Более низкая скорость вместо этого создает узкий, поднутренный, увенчанный бортик и непоследовательный.
Все приведенные выше советы, терпение и практика направят вас в правильном направлении к совершенствованию сварки штангой и получению более качественного, прочного и стабильного валика.
Советы и хитрости для улучшения сварки штангойЭти советы и рекомендации помогут вам решить проблемы, с которыми может столкнуться сварщик. « Продолжайте практиковать, оставайтесь верными и настойчивыми » . Наконечники для ручной сварки и приемы:
1. Каждый раз выбирайте обычную сталь – Когда научится сваривать электродом , выбирайте сталь с минимальным содержанием серы и кремния. Сталь марок 1015 и 1025 отлично подходит для сварки штангой из-за содержания серы менее 0,035% и кремния 0,1%.
Тяжелые и жесткие пластины с высоким содержанием серы и кремния могут треснуть при сварке.Если действительно необходимо сварить их, используйте небольшой электрод с малой скоростью, чтобы сварочная ванна расплавлялась в течение более длительного периода времени.
2. Выберите правильное положение соединения и электрода – Плоское положение лучше всего подходит для металлов толщиной 3/16 дюйма или более.
Лист из стали толщиной 18–10 лучше сваривается при работе под углом наклона 45 градусов, но никогда не превышайте этот угол больше 75 градусов для получения качественного шва.
3. Используйте правильную геометрию соединения. – Требуется скос для лучшего борта, поскольку в противном случае электрод будет изо всех сил пытаться добраться до соединения.Когда вы научитесь сваривать клеевым швом, – прочное, чистое и полностью проплавленное соединение, вы сможете добиться этого, следуя геометрии соединения.
4. Очистите каждое соединение перед сваркой. – Лучше удалить с металла лишнюю ржавчину, краску, масло, окалину и жир, либо используйте электрод E6010 или E6011 в такой ситуации. Обстоятельства ржавчины, влажной сварки следует замедлить. Это позволит пузырьку газа вырваться из сварочной ванны до того, как он остынет и замерзнет.
5.Возьмите на себя ответственность за наращивание. – Качественная сварка стержнем дает нарост толщиной не более 1/16 дюйма. Вы тратите время и материалы, не добавляя дополнительных преимуществ. Увеличение количества филе только увеличивает затраты и приводит к потере времени. Это добавит к проекту дополнительных расходов и веса.
6 Выберите правильный электрод – Правило большого пальца: сварка электродами большего диаметра на более высокой скорости и большой наплавкой. Выберите для своего проекта электрод самого большого размера, сохраняя при этом качество сварного шва.Размеры стыка могут ограничивать диаметр электрода.
7. Снижение тока уменьшает разбрызгивание – Брызги – это эстетическая проблема, которая не влияет на прочность сварного шва, но увеличивает стоимость очистки. Уменьшите ток в зависимости от типа и размера электрода, чтобы уменьшить разбрызгивание. Более короткая длина дуги также поможет уменьшить разбрызгивание.
8. Поддержание допустимого размера сварочной ванны – Выточка – еще одна эстетическая проблема, характерная для новичков.Это можно уменьшить, сохраняя управляемость сварочной ванны расплава. Уменьшение силы тока, замедление скорости движения, устранение тенденций к плетению поможет избежать подрезов.
9. Выберите обогреваемый шкаф для электродов. – Влажные электроды будут давать неустойчивую, грубую и непостоянную дугу. Желательно приобрести переносную печь / обогреваемый шкаф, чтобы электроды оставались сухими.
10. Свести к минимуму отсутствие сварки – Отсутствие сварки означает неудачный сварной шов.Более высокий ток с использованием техники стрингера может помочь в этом вопросе, отсутствие сплавления. Мы гарантируем чистые края, красивый внешний вид, прочный сварной шов.
Плохая сварка из-за неглубокого проникновения, уменьшенная за счет уменьшения времени прохождения и увеличения силы тока. Лучшая подгонка может решить проблему плохой сварки.
11. Выполните пробный прогон – это основная помощь, вы выполняете пробный прогон с электродом, прежде чем начинать сварку в узком месте. Это упражнение поможет устранить препятствие, которое вы чувствуете при дуговой сварке.Перед тем, как начать, определите угол, при котором дуговая сварка останется легкой. Стратегию можно спланировать заранее.
12. Сварка веселья – гордитесь своей работой. Ваша работа со сталью останется надолго. Восхититесь тем, что вы являетесь причиной этого творения. «Время сварки, время развлечений »
Каждая ошибка – это возможность научиться, а не отражение неудачи.
Часто задаваемые вопросыЧто заставляет сварочный электрод прилипать?
Непосредственная причина прилипания сварочного электрода заключается в том, что вместо плавления он просто прилипает.Возбудителю кажется, что нет достаточного тока, чтобы расплавить стержень. Лучше сразу оторвать стержень от основного металла.
Какой сварочный стержень самый простой в использовании?
Электрод номер 7018, имеющий толстый флюс и высокое содержание, считается самым простым в использовании электродом. Эти сварочные стержни создают чистую, гладкую, стабильную и однородную дугу с минимальным разбрызгиванием и хорошим проникновением дуги. Многие сварщики могут использовать их при формировании конструкций.
Под каким углом следует сваривать?
Идеальный угол для сварки составляет 60-70 градусов. Угловой шов – это самый распространенный тип сварного шва, и в плоском горизонтальном положении держите держатель под углом 45 градусов от сварочной детали.
Какой сварочный электрод используется чаще всего?
Существует шесть типов сварочных стержней 6010E, 6011E, 6012E, 6013E, 7018E и 7028E, но 6010 – это наиболее часто используемые сварочные стержни. Его прочность на разрыв составляет 60 000 фунтов / квадратный дюйм.Эту удочку можно с одинаковой легкостью использовать во всех четырех положениях: вертикальном, горизонтальном, плоском и над головой.
Какой сварочный электрод самый прочный?
Мы обнаружили, что сварочный электрод 6011 обеспечивает минимальную прочность на разрыв 60 000 фунтов на квадратный дюйм. С другой стороны, сварочный электрод 7018 обеспечивает более прочный сварной шов с минимальным пределом прочности на разрыв между 70000 фунтов на квадратный дюйм.
В чем разница между сварочными электродами 6013 и 7018?
Основным материалом обоих электродов является низкоуглеродистая сталь, а покрытия разные.7018 имеет покрытие с низким содержанием водорода и калия, а 6013 имеет покрытие из титана-калия. Они отличаются скоростью падения при сварке и пределом прочности на разрыв, несомненно, 7018 имеет более высокую спецификацию.
Какой металл труднее всего сваривать?
Алюминий – сложнейший, а иногда даже кошмар для сварщика. Перед тем как приступить к сварке, необходимо изучить химические и физические свойства. Форма сплава или руды требует тщательного осмотра металла для сварки.
Вы нажимаете или тянете сварку?
Правило Лейснера гласит: «Если он производит шлак, вы тянете». Здесь, в аппарате для дуговой сварки / ручной сварки, вы тянете или тянете стержень или проволоку.Push – это техника сварки MIG.
Почему мой сварочный стержень продолжает прилипать?
Электроды для дуговой сварки прилипают к основному металлу из-за низкого тока / напряжения. Эта причина является преобладающей, но могут быть причины, такие как использование сварочного аппарата с низким OCV или неправильная техника сварки.
ЗаключениеКаждый сварщик стремится получить чистую, стабильную и стабильную дугу для точной сварки для своего сварочного проекта. Мы обсудили детали техники сварки штангой и обучение. Советы по дуговой сварке и уловки помогут вам выйти из самых сложных сварочных ситуаций. Начинающий сварщик должен соблюдать эту директиву для обеспечения наилучшей сварки штангой.
Выбор правильного электрода, источника питания, техники сварки и сварочного соединения имеет первостепенное значение для получения красивой и прочной сварки.
Спасибо, что уделили время сканированию материалов. Ваш вопрос помогает нам укрепить свои позиции в сварке. Теперь ваша очередь комментировать и задавать вопросы.
Вам также может понравиться …
Топ 5 типов сварных соединений
12 различных типов сварочных процессов
Инструкции по работе с аппаратом для дуговой сварки
Ресурсы для продолжения чтения…
Дуговая сварка в экранированном металле ( SMAW )
Ручная дуговая сварка металла (MMA, SMAW или ручная сварка)
.