Сварка тонкого металла электродом: ошибки, советы, правила
Содержание:
Сварка тонкого металла электродом: ошибки, советы, правилаВарить тонкий металл проще всего при помощи аргонодуговой сварки. Таким образом, получится создать узкий и красивый сварной шов с минимальным тепловложением.
Однако у большинства мастеров нет под рукой полуавтомата. Многие прекрасно обходятся и обычным РДС инвертором, тем более, если нужно варить чисто «для себя» и несколько раз в год.
Именно при сварке тонкого металла инвертором и возникают ошибки чаще всего. Чтобы добиться красивого шва на тонкостенной заготовке, важно понимать, что к чему, и действовать согласно технологии.
Когда нужно варить тонкий металл
В бытовых условиях тонкостенный металл варится чаще всего при изготовлении бака под летний душ. Нередко к сварке электродом прибегают и автомобилисты, когда нужно подварить пороги автомобиля.
Также часто приходится варить тонкостенную профильную трубу, толщина которой едва превышает 2 мм. Именно в таких случаях и возникают определенные проблемы, прожоги и деформации, в результате которых значительно страдает качество шва.
Именно в таких случаях и возникают определенные проблемы, прожоги и деформации, в результате которых значительно страдает качество шва.
Сложности при сварке тонкого металла
Сразу нужно оговориться и сказать, что тонкий металл — это такой металл, толщина которого от 0,8 до 1,5 мм. Варить металл толщиной менее 0,8 мм обычным электродом нереально.
Однако и с более толстым металлом возникают не менее распространенные проблемы:
- Наплывы — они образуются в результате того, что заготовка начинает проваливаться под собственным весом;
- Прожоги — не менее распространенный дефект, который приводит к появлению дыр в заготовке. В результате этого серьёзно страдает внешний вид изделия;
- Непровары — боясь получить прожог, неопытные сварщики используют слишком малый ток для сварки или чрезмерно быстро перемещают электрод вдоль шва. В результате этого наплавленный металл не успевает смешиваться с основным, что и приводит к возникновению непроваров;
- Деформация заготовок — происходит вследствие перегрева основного металла.

Таким образом, зная все вышеперечисленные ошибки при сварке тонкого металла, можно попытаться не допустить их в дальнейшем.
Как варить тонкий металл электродом
Для сварки тонкого металла важно использовать только подходящие электроды. Лучшим вариантом станут электроды диаметром 2-2,5 мм. Такими электродами можно легко сварить металл, толщина которого 1 мм. Если толщина металла значительно меньше, то рекомендуется применять электроды диаметром 1,6 мм.
Не менее важно и правильно подобрать сварочный ток для электродов. Если используются электроды 2-2,5 мм диаметром, то сила тока не должна превышать 35 Ампер. Для электродов 1,6 мм диаметром, сила тока должна быть в районе 10-20 Ампер.
Ниже приведены несколько главных правил, как варить тонкий металл электродом:
- Не перегревайте основной металл. Держите дугу строго по центру соединения, таким образом, получится избежать прожога по краям заготовки;
- Не задерживайте подолгу электрод над металлом. Данная ошибка приведёт к прожогу и деформации заготовки;
- Старайтесь держать конец электрода как можно ближе к металлу, чтобы всегда была короткая дуга, длиной до 3 мм;
- Держите электрод под углом в 30-45 градусов.
 Данная ошибка приведёт к прожогу и деформации заготовки;
Данная ошибка приведёт к прожогу и деформации заготовки;Кроме того, используйте сварку на обратной полярности, поскольку это позволит не прожигать тонкий металл. Чтобы значительно минимизировать деформацию металла, строго соблюдайте порядок провара сварных швов.
Как правильно научиться варить металл электросваркой?
Сварка металлов является одной из важнейших операций при изготовлении и эксплуатации металлических конструкций. Изготовление сложных металлических деталей, узорных изделий, изделий из высоколегированных сталей – это удел профессионалов, которые хорошо знают, как правильно варить металл электросваркой. Ведь именно электросварка является самым распространенным видом, имеющим много преимуществ.
Схемы дуговой электросварки.
В жизни часто возникает необходимость соединения или ремонта простых металлических деталей – труб, профилей, полосы, простых конструкций.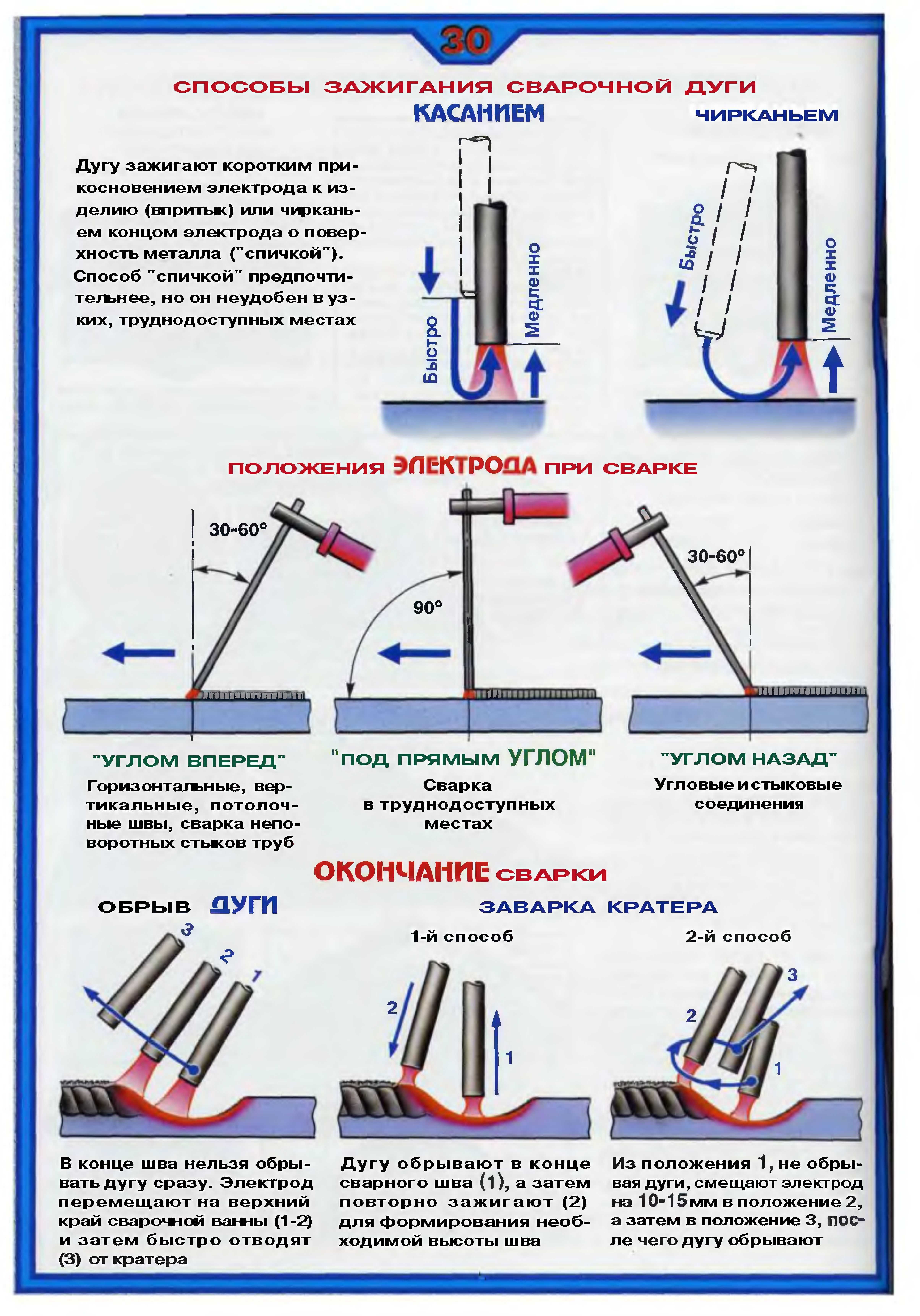 Познакомившись с тем, как правильно варить металл электросваркой, любой человек способен произвести все работы своими силами.
Познакомившись с тем, как правильно варить металл электросваркой, любой человек способен произвести все работы своими силами.
Читайте также: Что представляют собой современные теодолиты.
Основы электросварки
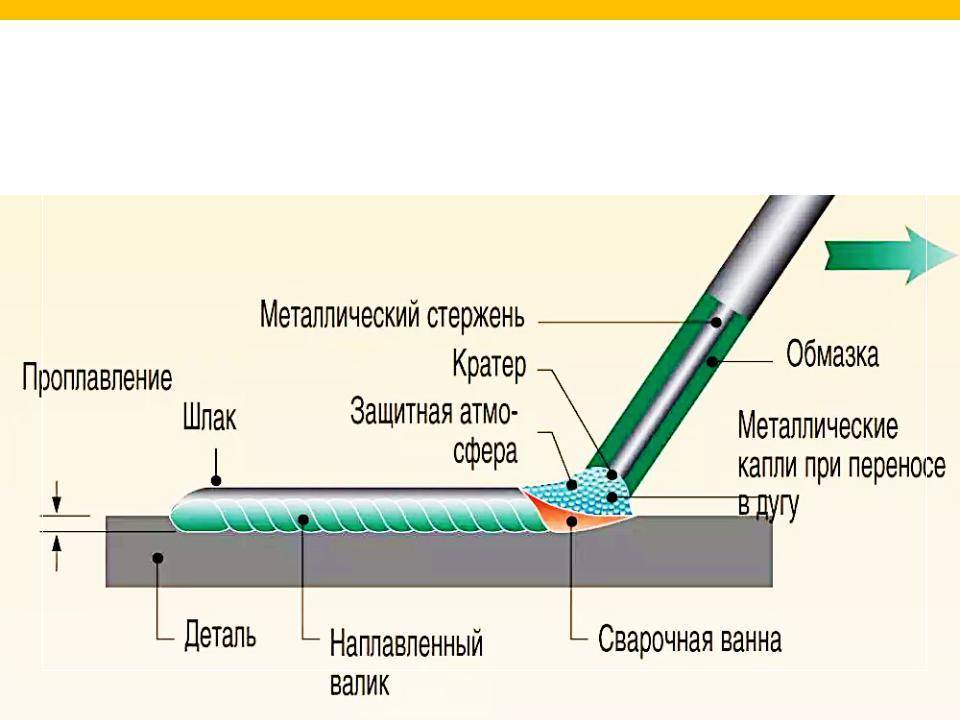
Электросварка основана на процессе соединения металлических деталей путем расплавления прилегающих друг к другу кромок деталей и заполнения этого участка расплавленным металлом. Расплавление металла производится при помощи электрической дуги. Дуга между электродом и поверхностью заготовки создается путем подачи постоянного тока большой мощности.
Схема точечной электросварки.
Комплект сварочного аппарата включает в себя инвертор, трансформатор, кабель, держатель. Инвертор предназначен для преобразования переменного тока в постоянный. С помощью трансформатора обеспечивается необходимая сила сварочного тока. Сила тока регулируется в зависимости от толщины свариваемой заготовки, вида металла и типа электрода и составляет от 30 до 400 А.
Электрод представляет собой металлический провод (наиболее распространены диаметром 3-5 мм), покрытый специальной обмазкой. Его длина обычно составляет 250-500 мм. Обмазка в процессе сварки выполняет роль инертной среды. В состав обмазки обычно входит смесь металлов (никель, марганец, железо) и минералов (глинозем, магнезия, известняк).
Вернуться к оглавлению
Процесс электросварки
Оборудование и инструмент, необходимый для производства сварки:
- сварочный аппарат;
- комплект электродов;
- молоток;
- защитный щиток;
- щетка металлическая;
- напильник;
- шкурка наждачная;
- болгарка;
- штангенциркуль;
- шаблоны и щупы.
Последовательность процесса электросварки развивается следующим образом. На электрод через держатель подключается положительный полюс (анод) и подается постоянный электрический ток. В зазоре между электродом и поверхностью заготовки формируется электрическая дуга, которая расплавляет весь металл, попадающий в зону ее действия.
Схема сварочного аппарата для электросварки.
Одновременно расплавляется металл основы электрода. Этот металл в виде капель заполняет пространство между расплавленными кромками заготовки в сварочной ванне – в результате образуется сварочный шов. Под воздействием высокой температуры возникает газовое облако из испарений обмазки. Это облако за счет своей химической инертности обеспечивает защиту расплавленного металла от взаимодействия с воздухом. Поверх сварного шва появляется шлак из продуктов распада обмазки, который образует дополнительный защитный слой от окисления. Сварной шов постепенно остывает, а металл в нем кристаллизуется. Так обеспечивается соединение заготовок.
Вернуться к оглавлению
Подготовительный этап
Первым делом необходимо выбрать электрод и установить величину сварочного тока. Как правило, электроды используются диаметром 3,2 или 4 мм. Далее следует штангенциркулем замерить толщину заготовки для установки силы тока. Электрод диаметром 3,2 мм можно применять при толщине заготовки до 3 мм, а сила тока устанавливается 90 А. Использовать электрод диаметром 4 мм следует для заготовок толщиной до 4 мм; при этом сила тока при толщине заготовки до 3 мм – 100 А, а при толщине 3-4 мм – 120 А.
Использовать электрод диаметром 4 мм следует для заготовок толщиной до 4 мм; при этом сила тока при толщине заготовки до 3 мм – 100 А, а при толщине 3-4 мм – 120 А.
Перед сваркой необходимо подготовить участок сварки. Для этого заготовка очищается от грязи и внешних покрытий (краска, грунтовка и т. д.). Участок непосредственных работ необходимо зачистить болгаркой, шкуркой или напильником до металла основы. Заготовка закрепляется.
Вернуться к оглавлению
Образование дуги
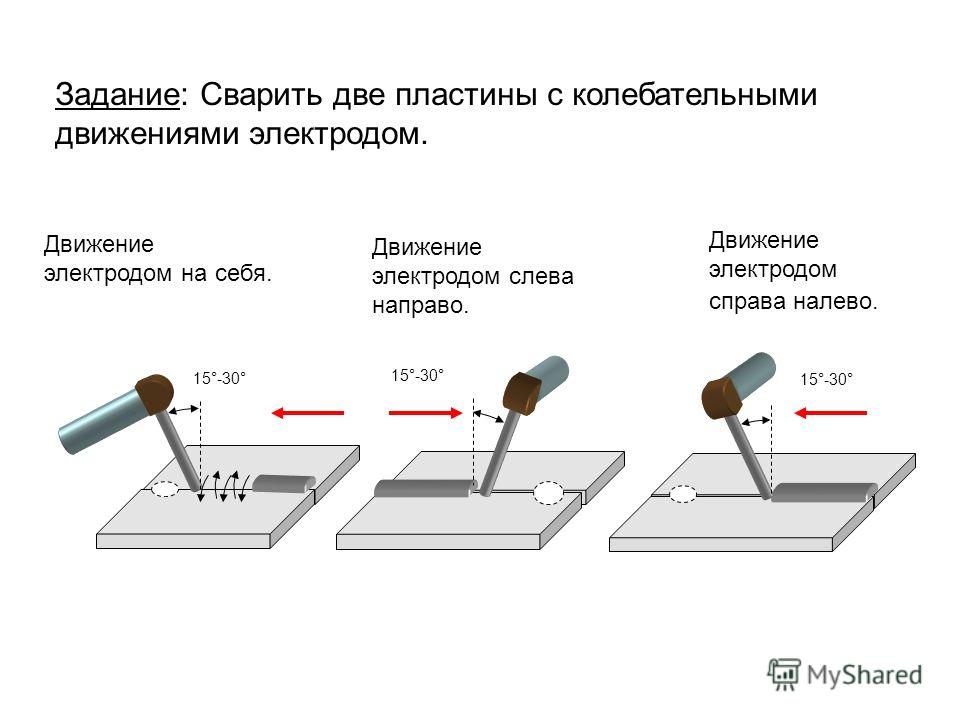
Основные виды траекторий поперечных колебаний при дуговой сварке.
Процесс сварки начинается с формирования дуги между электродом и поверхностью заготовки. Для этого держатель устанавливается под углом 60º к поверхности заготовки и слегка проводится по ней до появления искр. Если произойдет залипание электрода, он высвобождается легким наклоном из стороны в сторону. После появления искр электрод приподнимается над поверхностью на высоту до 5 мм.
В промежутке между электродом и поверхностью заготовки должна образоваться электрическая дуга.
Вернуться к оглавлению
Формирование сварочного шва
Образованная дуга направляется в начало участка работ и расплавляет металл. Сварной шов формируется путем плавного медленного продольного движения электрода по линии сварки. По виду его перемещения швы можно подразделить на несколько видов.
Виды сварных швов.
- Самый простой – ниточный шов, получается только при продольном направлении движения.
- Более качественным, но также не гарантирующим надежность является шов, образованный движением электрода в двух направлениях, продольном и поперечном. Ширина такого шва – до 15 мм. Проекция движения электрода представляет собой зигзаг или синусоиду. В этом случае электрод медленно продвигают вдоль линии сварки и одновременно двигают поперечно из стороны в сторону на ширину 10-15 мм.
- Надежный сварочный шов образуется при движении электрода в трех направлениях. Сохраняется продольное и поперечное движение, но при достижении крайних положений по обе стороны от линии сварки электрод сдвигают назад на 10-20 мм. Так обеспечивается возвратно-поступательное движение, которое позволяет вторично обработать шов. Шаг до следующего сдвига составляет 30-50 мм. В проекции такое движение в трех направлениях представляет собой винтообразную линию или орнамент.


При формировании сварного шва электрод направляется под углом 75-80º к поверхности заготовки в направлении линии сварки и строго под углом 90º по направлению в сторону от линии сварки.
Вернуться к оглавлению
Как сваривать после остановки?
В процессе сварки возникает необходимость смены электрода или остановки сварки по другим причинам. В месте остановки образуется углубление, называемое кратером. Возобновлять работы нужно в следующем порядке:
Схема влияния угла наклона на сварочный шов.
- На расстоянии 12 мм от кратера зажигается дуга.
- Дуга медленно перемещается к кратеру.
- Место расположения кратера тщательно проваривается путем колебательных движений электродом.
- Затем процесс сварки продолжают в обычном режиме.
Сварка обычно проводится в несколько слоев. При толщине заготовки до 6 мм достаточно 2 слоя, при толщине 6-12 мм – 3 слоя, при толщине более 12 мм – 4 слоя. Направление движения электрода в слоях меняется.
Направление движения электрода в слоях меняется.
После окончания сварки шов обрабатывается, излишки сбиваются зубилом или обрабатываются болгаркой и напильником.
Вернуться к оглавлению
Техника безопасности
Следует помнить, что сварка – это опасный процесс, поэтому необходимо использовать защитные средства. Щиток с защитным стеклом необходим для защиты глаз от ярких вспышек дуги и лица от расплавленных брызг. Одежда должна быть плотной, защищающей от расплава. На руках должны быть плотные защитные перчатки. Необходимо учитывать наличие электропроводящих частей, которые должны быть надежно изолированы. Работы запрещено производить вблизи легковоспламеняющихся материалов.
Электросварка – это один из самых распространенных и эффективных видов сварки. Сваривать металл в простых конструкциях вполне под силу любому человеку.
Как сварить сталь электродуговой сваркой?
27 марта 2023 г. 27 марта 2023 г.
| 14:11
27 марта 2023 г.
| 14:11
Сварка электродом — один из старейших и самых популярных методов сварки. В этом процессе используется электрод, металлическая проволока, намотанная на металлический стержень, и электрический ток для расплавления двух кусков стали. С помощью дуговой сварки вы можете соединить два куска стали или отремонтировать существующие сварные швы. Если вы хотите узнать, как склеивать сварную сталь, это руководство познакомит вас с основами.
Инструменты, необходимые для электродуговой сварки стали
Прежде чем приступить к сварке электродом, убедитесь, что у вас есть все необходимые инструменты. Наиболее важным инструментом является дуговой сварочный аппарат (также известный как сварочный аппарат). Эта машина поставляет электричество, необходимое для нагрева электрода и расплавления металлов. Вам также потребуются защитные средства, такие как перчатки и защитные очки, чтобы защитить себя от поражения электрическим током, летящих искр и ультрафиолетового излучения. Другие предметы включают отбойный молоток и проволочную щетку для удаления шлака (лишнего материала, оставшегося после сварки) с готовых сварных швов.
Другие предметы включают отбойный молоток и проволочную щетку для удаления шлака (лишнего материала, оставшегося после сварки) с готовых сварных швов.
Понимание силы тока и полярности
Следующим шагом в обучении сварке стали является понимание силы тока и полярности. Количество электричества, протекающего через ваши электроды, измеряется в амперах (амперы). Вообще говоря, более толстые материалы требуют более высоких настроек силы тока, а более тонкие материалы требуют более низких настроек силы тока. Тип используемой полярности также влияет на то, насколько хорошо ваши электроды прилипают к свариваемому материалу; постоянный ток (DC) лучше всего подходит для соединения двух кусков стали, а переменный ток (AC) лучше всего подходит для ремонта или заполнения зазоров в существующих сварных швах.
Настройка сварочного аппарата
Как только вы разберетесь с настройками силы тока и полярности, пришло время настроить ваш сварочный аппарат для работы со сталью. Начните с установки выходного напряжения вашего аппарата в соответствии со спецификациями его производителя для сварки стали методом дуговой сварки. Затем выберите электрод, соответствующий требованиям вашего проекта; вообще говоря, электроды 6010 лучше всего подходят для соединения двух кусков металла, а электроды 7018 лучше всего подходят для ремонта существующих сварных швов. Наконец, отрегулируйте выходной ток вашей машины в соответствии с выбранным диаметром электрода и толщиной соединяемого материала; используйте более низкие токи при работе с более тонкими материалами или электродами меньшего диаметра и используйте более высокие токи при работе с более толстыми материалами или электродами большего диаметра.
Начните с установки выходного напряжения вашего аппарата в соответствии со спецификациями его производителя для сварки стали методом дуговой сварки. Затем выберите электрод, соответствующий требованиям вашего проекта; вообще говоря, электроды 6010 лучше всего подходят для соединения двух кусков металла, а электроды 7018 лучше всего подходят для ремонта существующих сварных швов. Наконец, отрегулируйте выходной ток вашей машины в соответствии с выбранным диаметром электрода и толщиной соединяемого материала; используйте более низкие токи при работе с более тонкими материалами или электродами меньшего диаметра и используйте более высокие токи при работе с более толстыми материалами или электродами большего диаметра.
Вывод:
Сварка электродом — отличный способ соединить два куска стали или отремонтировать существующие сварные швы, не беспокоясь о сложных машинах или дорогих инструментах, таких как другие необходимые виды сварки. Достижение успешного результата при сварке электродом требует тщательного внимания к деталям — от выбора правильных инструментов и защитного снаряжения до понимания настроек силы тока и полярности — но после освоения это может стать ценным навыком, который сослужит хорошую службу любому подающему надежды сварщику! Используя это руководство в качестве отправной точки, каждый может научиться безопасно и уверенно выполнять сварку стали методом контактной сварки!
Палак Кариа
Увлеченный эксперт в области металлургии и блоггер. Обладая более чем 5-летним опытом работы в этой области, Палак привносит свои знания и понимание в свое письмо. Обсуждая последние тенденции в металлургической промышленности или делясь советами, она стремится помочь другим добиться успеха в металлургической промышленности.
Обладая более чем 5-летним опытом работы в этой области, Палак привносит свои знания и понимание в свое письмо. Обсуждая последние тенденции в металлургической промышленности или делясь советами, она стремится помочь другим добиться успеха в металлургической промышленности.
Дуговая сварка в защитном металле (SMAW) Объяснение | Stick Welding
Дуговая сварка металлическим электродом в среде защитного газа — это процесс электродуговой сварки, при котором металлы соединяются вместе с помощью плавящегося электрода. Впервые он был введен в 1888 году, когда Николай Гаврилович Славянов использовал плавящиеся электроды в качестве инструмента для дуговой сварки.
Дуговая сварка металлическим электродом в среде защитного газа, широко известная как электродуговая сварка, по-прежнему остается одним из наиболее часто используемых методов сварки. Сварка стержнем — чрезвычайно универсальный сварочный процесс, поскольку мы можем использовать его практически в любой отрасли, среде, положении и металле.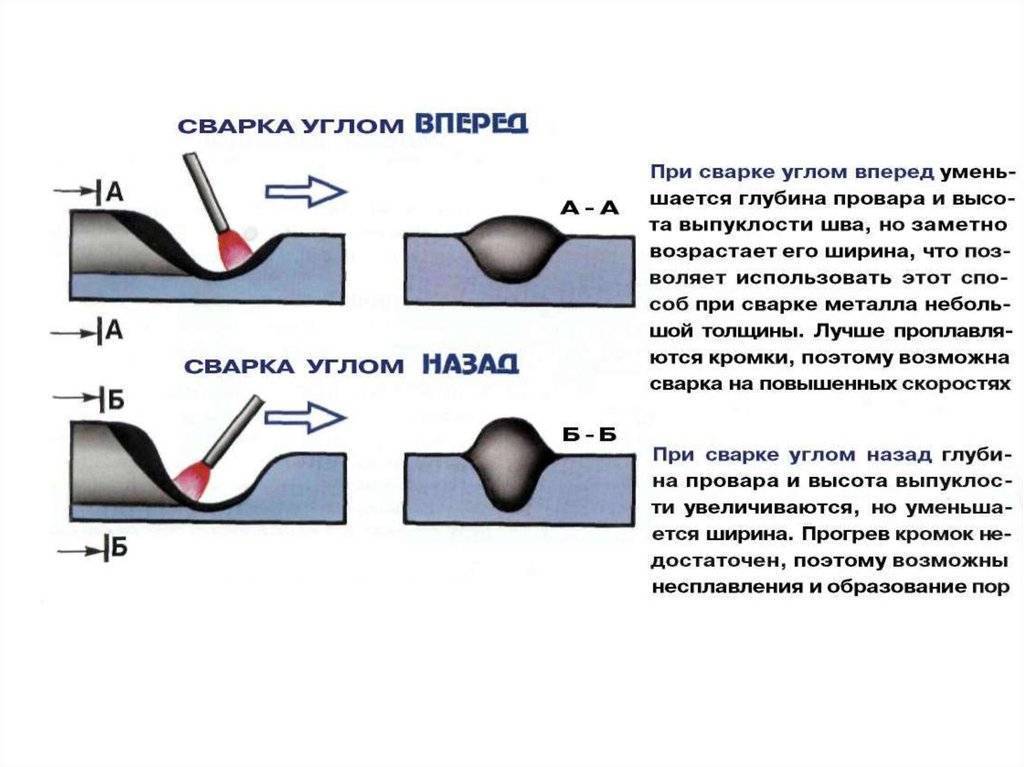
Давайте углубимся в то, что отличает сварку электродом от других сварочных процессов.
Что такое сварка электродом
Дуговая сварка металлическим электродом в среде защитного газа (SMAW), также известная как ручная дуговая сварка металлическим электродом (MMAW или MMA), представляет собой процесс сварки, в котором для соединения металлов используется электрод с флюсовым покрытием.
Дуга образуется, когда кончик электрода соприкасается с заготовкой. Плавление происходит по мере того, как стержень и заготовка плавятся, образуя сварочную ванну из расплавленного металла.
Одновременно флюсовое покрытие электрода расходуется, образуя защитный слой из защитного газа и шлака в зоне сварки.
По мере остывания металла в сварном шве со временем образуются отложения шлака. Отложения в наплавленном металле можно сколоть обычными инструментами.
Этот метод ручной дуговой сварки металлическим электродом ограничен короткими отрезками сварки, так как расходуемый электрод необходимо постоянно заменять.
SMAW не следует путать с FCAW, хотя они имеют некоторые сходства. При обоих процессах сварки флюс с электродов защищает расплавленный металл сварного шва от загрязнения. Эти процессы не обязательно требуют внешних защитных газов, но существуют различия в конструкции электродов, поэтому дуговую сварку с флюсовой проволокой иногда называют сваркой электродом, вывернутой наизнанку
Процесс дуговой сварки в защитном металле
Перед сваркой всегда рекомендуется проверить состояние вашего оборудования. Исправный источник питания, зажимы, кабели и электрододержатель имеют решающее значение как для безопасности, так и для качества сварки.
Следующим шагом является выбор электрода, который будет дополнять основной металл. Одновременно источник питания должен быть установлен в правильную настройку: отрицательный электрод постоянного тока, положительный электрод постоянного тока или переменный ток. Один провод в сварочном аппарате прикреплен к зажиму заземления, а другой – к электрододержателю.
Чтобы начать процесс дуговой сварки, электрод пробивает основной металл. Сварочная дуга образуется при плавлении электрода в сварочной ванне.
При поглощении флюсового покрытия выделяется защитный газ, защищающий сварочную ванну от атмосферного загрязнения. Следует поддерживать постоянную длину дуги, так как покрытые электроды медленно соединяются с расплавленной ванной. Как правило, длина дуги должна быть примерно равна диаметру жилы провода.
По мере остывания металла шва образуется слой шлака. Его можно удалить после очистки с помощью отбойного молотка и стальной щетки.
Электроды
Тип электрода является одним из определяющих факторов в обеспечении качества сварки. Его химический состав может влиять на стабильность дуги, скорость наплавки, глубину проплавления и другие факторы. Электроды имеют фиксированную длину 14 дюймов (35 см) или 18 дюймов (45 см), и сварщик должен менять их вручную.
Электроды для стержневой сварки подразделяются на три основные категории:
Целлюлозные электроды имеют высокое содержание целлюлозы в своем покрытии, что подходит для глубокого проплавления дуги и высоких скоростей сварки благодаря высокой скорости горения.
Их можно использовать для любого положения сварки, но необходимо учитывать высокое содержание водорода, так как это увеличивает риск образования холодных трещин в околошовной зоне (ЗТВ).Рутиловые электроды содержат большое количество оксида титана (рутила) во флюсе. Этот материал способствует меньшему разбрызгиванию, хорошему профилю шва и стабильной работе дуги. Эти электроды можно использовать практически в любом положении при сварке и использовать как с источниками питания переменного, так и постоянного тока. Они также образуют жидкий и вязкий шлак, который легко удалить.
Основные электроды имеют в своем покрытии большое количество хлорида кальция и карбоната кальция. Они используются для сварных швов, требующих хороших механических свойств и устойчивости к растрескиванию. Основные электроды подходят для высоких скоростей сварки, так как шлак быстро замерзает. Это также удобно при сварке в вертикальном и потолочном положениях, но, в свою очередь, шлак труднее удалить, и поэтому эти электроды склонны создавать плохой профиль валика.
 Их можно использовать для любого положения сварки, но необходимо учитывать высокое содержание водорода, так как это увеличивает риск образования холодных трещин в околошовной зоне (ЗТВ).
Их можно использовать для любого положения сварки, но необходимо учитывать высокое содержание водорода, так как это увеличивает риск образования холодных трещин в околошовной зоне (ЗТВ).
С другой стороны, металлические порошковые электроды имеют флюсовое покрытие с железным порошком для увеличения сварочного тока. По сравнению с электродами без железного порошка электроды с металлическим порошком имеют более высокую скорость осаждения и эффективность.
Источник питания
Сварка электродом может использоваться как в источниках питания переменного (AC), так и постоянного тока (DC). Источник питания, будь то отрицательный постоянный ток, положительный постоянный ток или переменный ток, следует устанавливать в зависимости от типа электрода.
Сварочный аппарат требует постоянного тока, который определяется размером электрода. Напряжение будет зависеть от длины дуги и состава стержня и может регулироваться перемещением электрода ближе или дальше от заготовки.
Материалы
Сварка электродом обычно лучше всего подходит для сварки более толстых металлов, в то время как другие методы, такие как сварка TIG и MIG, предпочтительны для тонких материалов.
Материалы, которые можно сваривать:
Сталь
Нержавеющая сталь
Хром
Сплавы на основе никеля
Железо
Мягкая сталь
Алюминий
Реактивные материалы, такие как цирконий, тантал, ниобий и титан, не рекомендуются для этой технологии сварки. Основная причина этого заключается в том, что экранирующие свойства недостаточны для защиты от загрязнения.
Сварочный аппарат
Заземляющий зажим необходим для предотвращения поражения электрическим током. Его нужно соединить с заготовкой или приспособлением. Заземляющий зажим должен выдерживать электрический ток без перегрева, чтобы избежать опасности.
Сварочные кабели , используемые в SMAW, гибкие и изолированные. Они должны иметь достаточную площадь поперечного сечения и длину для проведения сварочного тока с минимальным падением напряжения.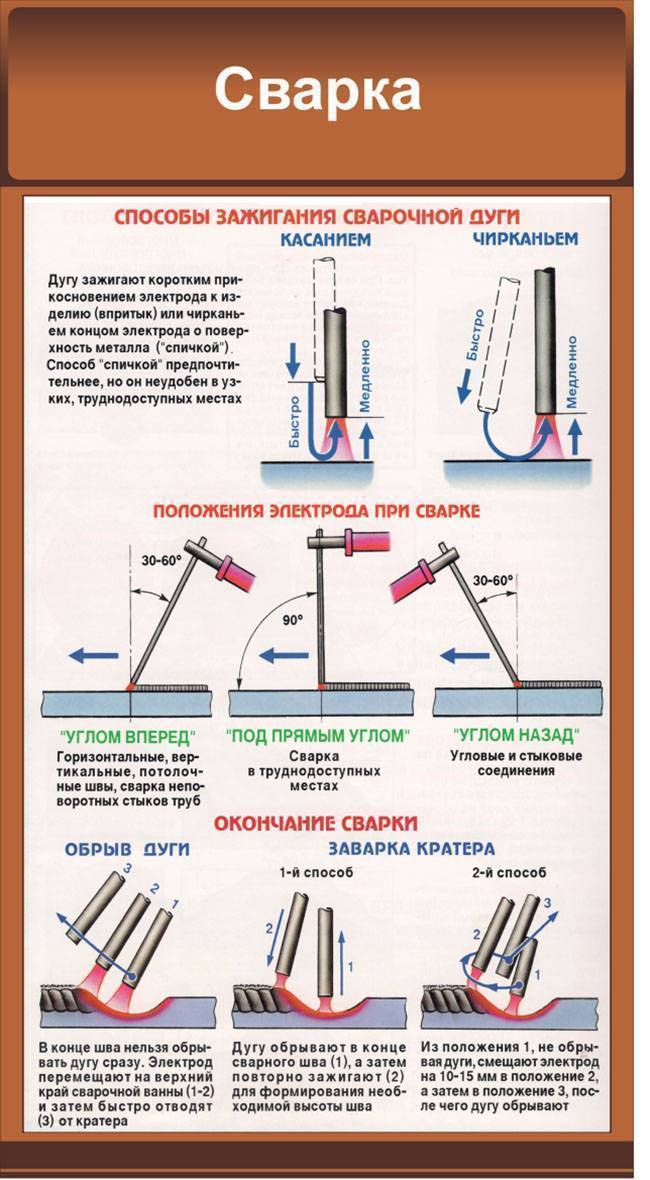 В сварочном аппарате для стержневой сварки имеется два сварочных кабеля: один для держателя электрода, а другой для зажима заземления.
В сварочном аппарате для стержневой сварки имеется два сварочных кабеля: один для держателя электрода, а другой для зажима заземления.
Электрододержатель подает сварочный ток на электрод. Он действует как направляющая для точной подачи электрода в сварной шов. Держатели электродов различаются по размеру и обладают разной силой тока.
Переменные параметры дуговой сварки металлическим электродом в среде защитного газа
Длина дуги является одним из наиболее важных факторов при электродуговой сварке. Различные материалы электродов и методы сварки определяют оптимальную длину дуги для проекта. Как правило, длина дуги никогда не должна превышать диаметр жилы.
Сила тока зависит от выбора электрода, угла сварки и обработки. Рекомендации по силе тока доступны в руководствах и руководствах по сварочным аппаратам.
Скорость перемещения зависит от угла и типа электрода. Например, быстрый заполняющий электрод может позволить вам иметь более высокую скорость перемещения. Неправильное изменение скорости перемещения может привести к тому, что сварной шов будет хрупким и неглубоким, поскольку образовавшихся отложений может быть больше или меньше, чем требуется.
Неправильное изменение скорости перемещения может привести к тому, что сварной шов будет хрупким и неглубоким, поскольку образовавшихся отложений может быть больше или меньше, чем требуется.
Методы сварки — По сравнению с другими методами сварки, сварщик SMAW имеет большее влияние, чем машина, на определение качества сварки. Вот некоторые шаблоны и методы, которые подходят для разных проектов:
Взбивание электрода лучше всего работает с электродами с низким флюсом, такими как E6010, E6011 и E6013, которые могут застревать в сварном шве. Взбивание помогает сжечь и удалить загрязнения от прямого и обратного движения.
Техника круга в основном используется новичками, поскольку она обеспечивает постоянную скорость движения и работает с большинством электродов. Просто слегка двигайтесь вперед с каждым круговым движением.
Плетение обычно используется, когда требуются более широкие сварные швы.
Это выполняется путем перемещения электрода из стороны в сторону после зажигания дуги.
 Это выполняется путем перемещения электрода из стороны в сторону после зажигания дуги.
Это выполняется путем перемещения электрода из стороны в сторону после зажигания дуги.Положения сварки – Сварка электродом – это один из самых универсальных методов сварки, который может выполняться под разными углами, включая плоское, горизонтальное, вертикальное и потолочное положение сварки.
Требования безопасности
При выполнении любых сварочных работ необходимо соблюдать правила техники безопасности. Ношение надлежащего сварочного шлема и перчаток, хорошая вентиляция и наличие зажима заземления, как правило, являются здравым смыслом, но, кроме того, не забывайте иметь надлежащие знания.
Помните, что легче заменить или отремонтировать часть оборудования, чем рисковать такими опасностями, как ожоги или телесные повреждения.
Преимущества сварки электродами
Ручная сварка может выполняться практически в любых условиях.
Оборудование достаточно дешевое и доступное.
Простота использования в ограниченном пространстве.
Большой выбор доступных электродов.
- Металлические поверхности не требуют такой тщательной очистки, как, например, при сварке ВИГ
Может использоваться для различных металлов и сплавов, а также для уникальных позиций.
Портативное и легкое оборудование, не нужно носить с собой бензобак.
Образующихся газов достаточно для защиты металла сварного шва.
Недостатки сварки электродами
Оставляет брызги и шлаковые отложения.
Выделяет ядовитые пары.
Металлический электрод необходимо постоянно заменять, а огрызки электродов пропадают.
Трудно свариваемые тонкие материалы.
Требует много времени, так как это ручной процесс.
Требуются навыки и обучение для получения чистых сварных швов.
Не подходит для реактивных металлов.

Применение сварки электродом
Техническое обслуживание и ремонт
Сварка электродом универсальна и очень мобильна, что делает его идеальным для быстрого ремонта даже в суровых условиях. Сварочный аппарат можно использовать в ветреную погоду, под дождем и под водой без ущерба для качества сварки. Уникальная черта сварки электродом заключается в том, что она может сваривать грязные или ржавые металлы.
Изготовление
Поскольку дуговая сварка в среде защитного газа довольно проста в освоении, а сварочное оборудование дешево, она по-прежнему остается одним из самых популярных методов в производстве и строительстве. В то время как некоторые отрасли переходят на более автоматизированные методы сварки, многие по-прежнему предпочитают использовать электродуговую сварку.
Важные моменты, которые следует помнить
Дуговая сварка металлическим электродом в среде защитного газа — это универсальный процесс, с помощью которого можно сваривать различные металлы.