Как варить дуговой сваркой: основы, техники, обучение
Содержание:
- Сущность сварочного процесса
- Инструменты и оборудование
- Подготовка к свариванию
- Особенности и порядок сваривания
- Интересное видео
Существуют разные способы прочного и неразъемного соединения металлических деталей, которые при создании металлоизделий используют профессиональные сварщики. Если же научиться варить хочет новичок, то наилучшей для таких случаев будет ручная дуговая электросварка.
Обычно именно с такого типа сварки начинают обучение те, кто впоследствии становится профессиональными сварщиками. Сам по себе такой способ не сложный и позволяет понять основные принципы сварочного процесса начинающим мастерам. Но, чтобы сварочные швы получались качественными и прочными, необходимо знать, как правильно варить дуговой сваркой.
Сущность сварочного процесса
От правильности действий и умений человека непосредственно зависит, насколько надежным и качественным будет сварное металлоизделие. Поэтому в первую очередь следует изучить основы дуговой сварки.
Место, в котором происходит соединение электрода с металлом называют сварочной ванной. Перед тем как варить дуговой сваркой необходимо знать параметры ванны. Стандартные размеры следующие:
- 5-6 мм – глубина;
- 10-32 мм – длина;
- 7-15 мм – ширина.
Это условные параметры, конкретные размеры зависят от формы кромок соединяемых элементов, режима сварки, скорости движения электрода и других факторов.
Чтобы четко понимать, как правильно варить дуговой сваркой начинающим мастерам сперва необходимо досконально разобраться в происходящих при сваривании процессах:
- электрическая дуга возникает в момент, когда электрод соприкасается с металлической поверхностью;
- металл вместе образования дуги расплавляется;
- одновременно с металлом сам электрод также плавится и при этом расплавившиеся частички перемещаются в сварную ванну;
- плавке подвергается и защитное покрытие электрода.
 Оно образует газовое облако, которое защищает ванну от воздействия кислорода и обеспечивает поддержание необходимой для плавления металла температуры в месте сварки;
Оно образует газовое облако, которое защищает ванну от воздействия кислорода и обеспечивает поддержание необходимой для плавления металла температуры в месте сварки; - в процессе сварки образуется шлак, который также способствует подержанию оптимального температурного режима и не допускает перегревания сварной ванны;
- сварочный шов образуется в результате движения электрода и перемещения ванны;
- после остывания металла на соединении остается шлаковая корочка, которую с помощью молотка необходимо аккуратно отбить.
 Оно образует газовое облако, которое защищает ванну от воздействия кислорода и обеспечивает поддержание необходимой для плавления металла температуры в месте сварки;
Оно образует газовое облако, которое защищает ванну от воздействия кислорода и обеспечивает поддержание необходимой для плавления металла температуры в месте сварки;Если вы никогда ранее не видели держатель электрода и общие понятия сварочного процесса вам незнакомы, то следует пройти уроки дуговой сварки, которые в открытом доступе есть в интернете на многих сайтах.
Обратите внимание! Только при наличии двух проводящих ток элементов с противоположными зарядами возможно возникновение электрической дуги. Такими элементами являются металл и электрод. Начинающим мастерам лучше всего использовать стандартный электрод, у которого центральный элемент выполнен из металла.
Инструменты и оборудование
Техника ручной дуговой сварки относительно простая и выполняется с применением специализированного оборудования и электродов. Также понадобятся вспомогательные инструменты и защитные средства.
Типы оборудования
Существует три вида аппаратов, которыми может выполняться дуговая сварка своими руками:
- трансформаторы. Принцип работы таких устройств основан на переменном токе. Следует отметить что они довольно тяжелые, способны вызывать резкие изменения напряжения в общей электросети и сильно шумят. Выполнить ровный шов на трансформаторе довольно сложно, это под силу только обладающим опытом сварщикам. Но если начинающие мастера пройдут обучение дуговой сварке именно с применением трансформатора, то работать с другим оборудованием будет намного легче;
- выпрямители. Работу приборов обеспечивают полупроводниковые диоды. Агрегаты такого типа переменный ток превращают в постоянный. Это универсальные устройства. Для них подходят практически все электроды и сваривание проводить можно на разных металлах. В сравнении с трансформатором процесс сварки намного проще и сохраняется стабильность дуги;
- инверторы. Работают почти бесшумно. Удобны в применении благодаря компактности и автоматической системе настроек. В процессе работы устройство выдает постоянный ток высокой мощности посредством превращения переменного.
 Для них подходят практически все электроды и сваривание проводить можно на разных металлах. В сравнении с трансформатором процесс сварки намного проще и сохраняется стабильность дуги;
Для них подходят практически все электроды и сваривание проводить можно на разных металлах. В сравнении с трансформатором процесс сварки намного проще и сохраняется стабильность дуги;Среди всех аппаратов самыми лучшими считаются инверторы. Они создают стабильную дугу даже при скачках напряжения и отличаются многофункциональностью.
Инструменты и обмундирование
Перед тем как варить электродуговой сваркой, нужно вначале подготовить средства для личной защиты и инструменты:
- аппарат для сварки и электроды к нему. Тем, кто только учится сварочному мастерству, следует приготовить побольше электродов;
- подсобные инструменты. Техника дуговой сварки подразумевает удаление возникшего при сваривании шлака, а для этого понадобится молоток и щетка по металлу;
- защитное обмундирование. Нельзя приступать к свариванию без специальной маски, перчаток и защитной одежды из плотных материалов. Пренебрегать такими средствами не стоит, поскольку от них зависит безопасность человека.
 Нельзя приступать к свариванию без специальной маски, перчаток и защитной одежды из плотных материалов. Пренебрегать такими средствами не стоит, поскольку от них зависит безопасность человека.
Нельзя приступать к свариванию без специальной маски, перчаток и защитной одежды из плотных материалов. Пренебрегать такими средствами не стоит, поскольку от них зависит безопасность человека.Если вы первый раз работаете с аппаратом и хотите научиться как правильно варить ручной дуговой сваркой, то рекомендовано предварительно подготовить тренировочные металлические элементы.
Подготовка к свариванию
Задаваясь целью как научиться правильно варить дуговой сваркой следует понимать, что безопасность и эффективность сваривания во многом зависит от подготовительного процесса. Приступать к сварным работам следует только после подготовки сварочного аппарата:
- необходимо проверить частоту электротока и напряжение, показания в рабочем аппарате и в сети должны быть одинаковыми;
- номер электрода подбирать нужно с учетом мощности оборудования;
- клемму заземления обязательно необходимо надежно зафиксировать;
- проверить все соединения, целостность изоляции кабеля;
- электрод поместить в держатель и проверить прочность его фиксации.
Подготовить нужно также свариваемую поверхность. Ее нужно тщательно очистить от ржавчины, следов масла и других загрязнений. Если этого не сделать, то сварочный шов будет с дефектами.
На целостность проверяются и электроды. Важно чтобы покрытие было без сколов и трещин. Нередко требуется сперва прокалить или просушить электроды и только потом вставлять в держатель аппарата.
Особенности и порядок сваривания
Дуговая сварка для начинающих сварщиков считается самой простой и доступной в обучении. Начинать процесс сваривания нужно с розжига дуги, который осуществляется двумя методами:
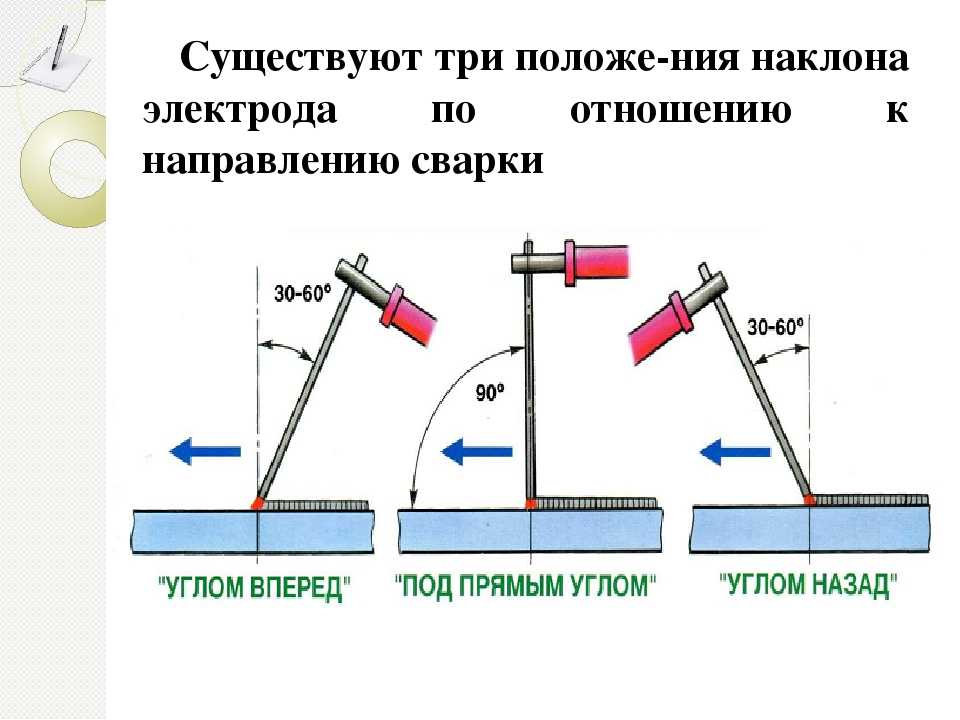
- касание. Под углом 60° размещается электрод, концом которого нужно слегка коснуться металлической поверхности и сразу же поднять его на 3-5 мм. Если все сделать правильно, то должна дуга образоваться;
- чиркание. По подготовленному металлу быстро нужно провести самим кончиком электрода и без замедлений поднять его на расстояние 2-3 мм.
Лучше всего зазор выдерживать в среднем 0,5 см, поскольку при его уменьшении электрод будет залипать. Контролировать длину дуги можно также по присутствующему звуку. Наличие резких звуков указывает на то, что зазор чрезмерно большой. Если звук ритмичный и размеренный, то длина дуги постоянная и нормальная.
Начинать сваривать детали нужно сразу же как поймана оптимальная дуга. Плавно и медленно с незначительными колебаниями в стороны электрод перемещается по направлению создаваемого стыка. Когда еще до окончания шва электрод сгорел, то следует вставить второй, отступить примерно 10-12 мм от образовавшего в оборвавшемся шве кратера, повторно зажечь дугу и продолжать процесс, двигаясь вперед.
Обычно стыковые соединения в несколько слоев выполняет:
- двумя – элементы, толщина которых не превышает 6 мм;
- тремя – детали с диапазоном толщины от 6 до 12 мм;
- четырьмя – изделия, у которых больше 12 мм составляет толщина.
Различают также разные траектории движения дуги и выполнять их нужно одновременно:
- поперечная
- продольная. Формирует тоненький валик ниточного шва;
- поступательная. Способствует поддержанию однообразной дуги, сам электрод при этом перемещается вдоль линии сварного соединения.
 Ширина движений должна отвечать заданной ширине шва;
Ширина движений должна отвечать заданной ширине шва;Сплошным швом сваривать не рекомендовано, поскольку произойдет перекос металла. При слишком быстрых движениях электродом стык получится неровным и на нем останутся непроваренные участки. Слишком медленно также нельзя электрод вести, потому в металле возникнут дырки от прожига.
Следить необходимо за зазором между свариваемой поверхностью и электродом. Если он очень маленький, то металл попросту не прогреется. Непрочный и неровный шов получится чрезмерно большом зазоре.
Хоть с первого взгляда довольно сложной кажется ручная дуговая сварка для начинающих, но если изучить технологию и следовать инструкции, то научиться сварочному мастерству может каждый.
Интересное видео
 youtube.com/embed/dxVoNDuUcM8?autoplay=0&start=0&rel=0″>
youtube.com/embed/dxVoNDuUcM8?autoplay=0&start=0&rel=0″> техника и особенности, пошаговые инструкции новичкам
Сейчас люди используют большое количество способом сваривания металлов. И одна из самых распространенных и удобных методов является сварка электрической дугой.
Особенность ручной сварки электрической дугой это то, что нею можно воспроизвести любой шов, так что дуговая сварка очень универсальна, ее наверное самая употребляемая среди сварщиков.
Но самым большим сегментом остаются новички, для них такой вид сварки подходящий, поскольку позволяет легко работать в обычных домашних условиях.
Содержание статьиПоказать
- Постулаты сварки дугой – без чего не справиться
- Что нужно знать про работу дуговой сварки, основные моменты
- Нюансы и особенности
- Классификация сварочных аппаратов
- Что такое сварочный трансформатор
- Как использовать сварочный выпрямитель
- Как использовать инвертор
- Правила безопасной работы со сваркой
Постулаты сварки дугой – без чего не справиться
 youtube.com/embed/CYX6IjBHSlE?feature=oembed” frameborder=”0″ allow=”accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture” allowfullscreen=””/>
youtube.com/embed/CYX6IjBHSlE?feature=oembed” frameborder=”0″ allow=”accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture” allowfullscreen=””/>Способ прямого действия самая распространённая техника создания шва при использовании ручной дуговой сварки. Это работает просто, электрод плавиться на зону заплавки без остановки, что обеспечивает качественный и непрерывный процесс заплавки шва.
Но помните, что не нужно работать на длинной дуге это чревато тем, что металл что плавиться с электрода окисляется на много быстрее, поэтому уже не запаивает так глубоко, часто появляться брызги, а это очень не безопасно, и под конец вы получаете не проваренный шов с элементами оксидов.
Что нужно знать про работу дуговой сварки, основные моменты
Когда мы говорим о технологии дуговой сварки, то можем назвать массу недостатков, но достоинства их перекрывают, температура при которой проводятся работы может достигать 5000 градусов и даже больше, мало какой метод может похвастаться такой прокалкой.
Именно эта особенность дуговой сварки и делает её универсальной, она может справляется с металлами любой толщины и химических свойств, даже с очень термостойкими металлами. Самая высокая температура поднимается в дуговом разряде.
Когда вы беретесь за дуговую сварки как электрической дугой, то для начала вам нужно разобраться в том как вообще работает эта дуга. Сначала поймите как дуга образуется и начинает свою работу, и когда вы это поняли то можете приступать к сварке деталей.
Вы можете разжечь дугу замыкая цепь, для этого будет достаточно коснуться концом электрода поверхности сварки и немного отдалить электрод от этой поверхности, такие, своего рода, постукивания.
Когда вы это делаете начинает образовываться электрическая дуга. При сварке, чтобы ваша дуга горела стабильно и не гасла проводите конец электрода плавно по нужной вам зоне дуговой сварки, очень медленно, так чтобы электрод успевал плавиться.
Когда вы работаете с электродами на которые нанесено какое-о покрытие помните, что в них плавиться не только само покрытие, но и стержень внутри электрода.
Это важно помнить, потому что в процессе плавления покрытия на поверхности сварки появляются газы и шлаки.
Шлаки вступают в соединения с самим металлом и тогда на поверхность выступает покрытие. Это покрытие очень полезно для металла, оно защищает шов от соединения с разными газами в воздушной системе, как например азот или кислород.
Когда образуется шлак нужно дополнительно зачистить металл от его фрагментов это так же очень полезно для металла.
Покрытия электрод бывают разные, они не только защищают шов от влияния среды, используя газ и лаки, что выделяет электрод, а ещё гарантирует крепкое скрепление металлов между собой-это повышает качество сварочного процесса в общем.
Ещё с покрытым электродом вы можете работать с совершенно разными видами металла от цветных до черных, от листов до целых металлических глыб, дуговая сварка справиться с любым заданием.
Этими электродами вы можете беспроблемно работать с аргоново-дуговой сваркой или элементарно наплавлять металл, она справиться со всем диапазоном задач.
Самый основной плюс сварочного аппарата-его простота в использовании, с этим справиться даже новичок, но при этом такой аппарат способен решать действительно сложные задачи-это и делает его универсальным.
Нюансы и особенности
Но конечно существуют и недостатки, ручная дуговая сварка не продуктивна, вам не выйдет за день сделать большой объем работы потому что, все таки, в такой сварке доминирующим остаётся человеческий фактор.
Приступая к работе, хорошо разберитесь в том как работать с ручной дуговой сваркой.
Вы можете базироваться сварочное соединение на литье, прокате или поковке. Прокат остаётся самой распространенной базой для выполнения таких работ. В
ажным этапом является подготовка детали, если вы научились справляться с дуговой сваркой, то у вас не возникнет никаких проблем.
Если за базу вы выбрали прокат, то помните, что перед началом работы его нужно подготовить. Такая подготовка состоит из двух этапов на первом вам нужно сделать правку, вы можете сделать это вручную или не станке, а второй этап состоит из процесса зачистки материала, из которых вы уже можете вырезать заготовки. Оцените визуально свои заготовки, если отрезки оказались кривыми то это нужно исправить, и подготовить борта для сваривания.
Оцените визуально свои заготовки, если отрезки оказались кривыми то это нужно исправить, и подготовить борта для сваривания.
Гостовские документы пишут что, существуют основные способы, с которыми вы получите шов используя дуговую сварку, размеры будут в зависимости от толщины и материала, с которым будет проводиться сварка.
Когда все предыдущие этапы выполнены мы можете приступить к сборке. Следите что бы все было по норма кромки и расстояния между деталями.
На следующем этапе определите точность сборки, для этого под рукой должны быть измерительные щипцы, что-то для измерения длинны и сам шаблон, которого нужно придерживаться.
Потом нужно закрепить подготовленные элементы, это можно сделать скобами или прихватить маленькими швами. Проследите за сечением, оно не должно превышать треть самого шва, так же нужно все хорошо очистить от грязи, пыли, шлаков.
Потом вам нужно будет выбрать режим дуговой сварки-это важно, ведь от этого будет зависеть размер и форма соединения.

Если вы сделаете напряжение ниже, то шов будет не таким глубоким, а вот площадь шва увеличиться. Чем сильнее будет ток на вашем сварочном аппарате, тем глубже будет провар.
Классификация сварочных аппаратов
Сейчас на ринке существует много разных материалов, что обеспечат вам разное качество дуговой сварки, много видов есть в ассортименте. С чем-то работать легче, с чем-то сложнее.
Так что если вы используете ручную дуговую сварку, то вам необходимо иметь хороший сварочный аппарат. Сегодня есть 3 основных вида таких аппаратов, что обеспечивают выполнение сварочных процессов.
Их классификация зависит от того источника прямого или переменного тока, что им необходим для работы.
Что такое сварочный трансформатор
Такая вещ как трансформатор хорошо подойдет, лишь для тех кто только начинает учиться, трансформатор простой в использовании, им легко управлять. Основой работы трансформатора то, что он понижает напряжение в сети до оптимального, при котором сварочный аппарат сможет работать без перебойно не перенапрягаясь.
Основой работы трансформатора то, что он понижает напряжение в сети до оптимального, при котором сварочный аппарат сможет работать без перебойно не перенапрягаясь.
Этот процесс зависит от базисной детали такой как-трансформатор. Трансформатор работает только на переменном токе.
Так что при работе с трансформатором вам нужно будет всегда регулировать подачу тока. В комплекте для этого есть первичная и вторичная обмотки.
Немного меняя их положения вы повлияете на силу подачи тока. Если прочитав до этих пор у вас все ещё возникают вопросы о том как же варить дуговой сваркой, то помните, что сварочный трансформатор более всего подходит для новичков.
Если вам нужно крепкие соединения, то вам подойдет такое аппарат. Самое важное подобрать электроды высокого качества, и самое основное что бы они подходили для переменного тока.
Коэффициент полезного действия такого аппарата очень высокий, работает практически с мощностью автомата. Ниже мы привели таблицу в которой опишем основные параметры таких сварочных аппаратов, что можно найти на наших рынках.
Ниже мы привели таблицу в которой опишем основные параметры таких сварочных аппаратов, что можно найти на наших рынках.
Как использовать сварочный выпрямитель
В функции выпрямителя входить выравнивание напряжения и преобразование и образование постоянного тока, при этом используя переменный. Выпрямитель состоит из следующих элементов.
Диодный блок, трансформатор на который положена функция понижения тока, механизм, что регулирует пуск и защиту. Если бы мы сравнили выпрямитель и трансформатор, по системе их построения, то было бы очевидно, что первый намного сложнее устроен.
Это и есть главный плюс выпрямителя, что они более удобны и намного качественнее в процессе работы. Дуга и ток, и главное шов, что выходит в результате имеет высокое качество работы.
Мы расскажем вас о преимуществах выпрямителей на примере одного из них, возьмем ВД-301. Как мы говорили выше, выпрямитель делает более прочные и крепкие соединения чем трансформатор.
Но у всего есть свои минусы, несколько недостатков есть и у выпрямителя. Выпрямитель имеет огромные размеры, так что где-то его расположить не легко при этом он для работы с ним нужно очень высокое напряжение, а это ослабляет всю сеть.
Выпрямитель имеет огромные размеры, так что где-то его расположить не легко при этом он для работы с ним нужно очень высокое напряжение, а это ослабляет всю сеть.
Как использовать инвертор
Если то о чем вы говорили ранее давно существует на нашем рынке и уже вошло в широкий обиход пользователей дуговой сварки, то такая вещь как инвертор остается новацией, появилось на нашем рынке оно совсем недавно.
Характеристики инвертора таковы, что он работает на высоких мощностях и с частотой более пятьсот Герц. Если вы передаете энергии при помощи инвертора, то это уже не габаритная машина как трансформатор.
Вы сможете использовать что-то более компактное, главное чтобы оно обеспечивало протекание постоянного тока при всем времени работы инвертора. Весь инвертора в районе 10 килограммов.
Это делает прибор удобным и портативным, очень удобно в использовании. Построение инвертора это-два выпрямителя, схема управлению и устройство, что преображает переменный ток. Инвертор характеризуется как аппарат, что может работать очень стабильно.
Инвертор характеризуется как аппарат, что может работать очень стабильно.
Используя ручную сварку дугой помните, что это совсем не просто, тем более для новичка. И если вы хотите сделать этот процесс легче, то вам нужно просто со старта подобрать хороший аппарат, это много чего облегчит.
Первое на что смотрите покупая сварочный аппарат-это то в какой диапазоне он может извинять сварочный ток. Именно эта характеристика свидетельствует о том, что аппарат мощный или не очень.
Еще посмотрите на то насколько быстро аппарат может разжечь дугу, если аппарат будет это делать долго, то эффективность вашей работы упадет в разы.
Чтобы определить все эти показатели не нужно быть профессиональный сварщиком, вся информация находиться в упаковке или в инструкции. Рекомендация! Если вы видите что указан параметр 60-80 В, то такой аппарат разжигает дугу очень быстро.
Правила безопасной работы со сваркой
 youtube.com/embed/zJWfxUiIDbE?feature=oembed” frameborder=”0″ allow=”accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture” allowfullscreen=””/>
youtube.com/embed/zJWfxUiIDbE?feature=oembed” frameborder=”0″ allow=”accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture” allowfullscreen=””/>Как мы писали ранее ручная дуговая сварка такой процесс, что требует много внимания и опыта, от того кто совершает эту не простую работу. При такой сварке стоит помнить правила безопасности.
Используйте щиток для защиты. На вас всегда должны быть перчатки и защитный костюм, что не воспламеняется. Все это защитит вас от ожогов, а это очень частое явление при таких работах, тем более если вы только учитесь.
Как говорилась ранее, возможны брызги металла и если они попадут на тело возможно сильнейшие ожоги, будьте очень осторожны.
Важно перед тем как пристукаешь к работе проверить хорошо ли работает ваша оснастка, будьте бдительны проверь все он аппарата со шнурами до электродов.
А если вы только начинаете свой путь в этой сфере, то лучше посоветуйтесь со специалистом, или даже просто первые несколько раз постойте и понаблюдайте как это делает человек с опытом.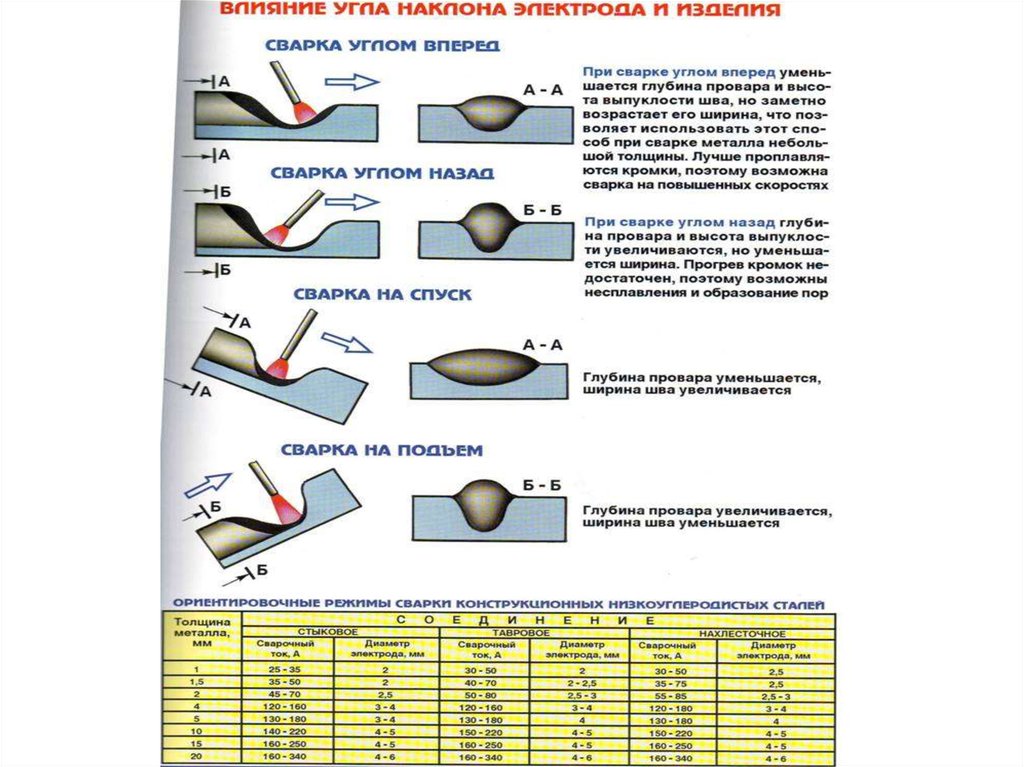
Хочется добавить, что сварка дугой это совсем не легкое занятие. И нужно много всего прочитать, попробовать, попрактиковаться и даже понаблюдать за работай специалиста перед тем как приступать к своей первой дуговой сварке.
Вам придется понять технологию работы каждого элемента и купить хороший дуговой сварочный аппарат. А если у вас большой объем работы и вы понимаете, что с ним вам не справиться, то лучше попросите помощь человека который в этом ориентируется.
А если вы будете следовать нашим инструкциям, по эксплуатации, выборе аппарата и техники безопасности, то все у вас должно получиться.
Процедуры дуговой сварки, методы и оборудование для обеспечения безопасности сварки
Дуговая сварка, также называемая сваркой электродом, успешно применяется практически для всех типов металлов. В этом посте рассматриваются процедуры, которые могут применяться для сварки плавлением стального листа, и приводятся основные этапы и процедуры, необходимые для получения приемлемого дугового сварного шва. Дополнительные инструкции и информацию по дуговой сварке других металлов можно получить в учебных заведениях и у различных производителей сварочного оборудования.
Дополнительные инструкции и информацию по дуговой сварке других металлов можно получить в учебных заведениях и у различных производителей сварочного оборудования.
Первым шагом в подготовке к дуговой сварке является проверка наличия необходимого оборудования, а также правильности подключения сварочного аппарата и его исправности. Особое внимание следует уделить заземлению, так как плохое соединение приводит к колеблющейся дуге, которую трудно контролировать.
При использовании экранированного электрода оголенный конец электрода следует зажать в держателе под углом 90° к губкам. (Некоторые держатели позволяют вставлять электрод под углом 45°, когда это необходимо для различных положений сварки.)
Перед началом сварки необходимо проверить следующий типовой список предметов:
- Используются ли надлежащие средства индивидуальной защиты, включая сварочный шлем, сварочные перчатки, защитную одежду и обувь; если нет, то в хорошо проветриваемом помещении, соответствующем дыхательном оборудовании?
- Правильно ли выполнено заземляющее соединение с заготовкой и обеспечивает ли оно хорошее соединение?
- Правильно ли выбран электрод типа и размера для работы?
- Правильно ли закреплен электрод в держателе?
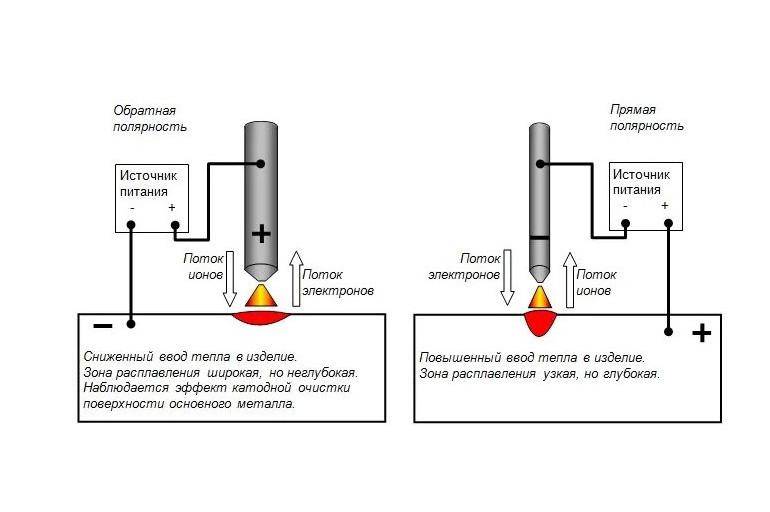
- Совпадает ли полярность машины с полярностью электрода?
- Машина находится в хорошем рабочем состоянии и отрегулирована ли она для обеспечения необходимого тока для работы?
Сварочная дуга зажигается при касании электродом основной металлической пластины и немедленном отведении его на небольшое расстояние. В тот момент, когда электрод касается пластины, через точку контакта протекает ток. При извлечении электрода образуется электрическая дуга, расплавляющая пятно на пластине и на конце электрода.
В тот момент, когда электрод касается пластины, через точку контакта протекает ток. При извлечении электрода образуется электрическая дуга, расплавляющая пятно на пластине и на конце электрода.
Чтобы правильно зажечь дугу, нужна практика. Основная трудность, с которой сталкивается новичок в розжиге дуги, – это прилипание электрода к работе. Если электрод не вынимается сразу после контакта с металлом, высокая сила тока проходит через электрод, вызывая его прилипание или примерзание к пластине, что практически приводит к короткому замыканию сварочного аппарата. Быстрый поворот запястья вправо или влево обычно отрывает электрод от заготовки. Если это не помогло, быстро отсоедините держатель от электрода и выключите аппарат. Небольшое долото и молоток освобождают электрод от металла, чтобы его можно было снова зажать в держателе. После этого сварочный аппарат можно снова включить.
Существует два практически одинаковых метода зажигания дуги. Одним из них является метод касания или постукивания. При использовании этого метода электрод следует держать в вертикальном положении и опускать до тех пор, пока он не окажется на дюйм или около того выше точки, в которой должна зажечься дуга. Затем электродом слегка постукивают по заготовке и сразу же поднимают, чтобы образовалась дуга длиной примерно ¼ дюйма. [Рис. 1]
При использовании этого метода электрод следует держать в вертикальном положении и опускать до тех пор, пока он не окажется на дюйм или около того выше точки, в которой должна зажечься дуга. Затем электродом слегка постукивают по заготовке и сразу же поднимают, чтобы образовалась дуга длиной примерно ¼ дюйма. [Рис. 1]
| Рис. 1. Сенсорный метод запуска дуги |
Второй (и обычно более простой в освоении) метод царапин или подметания. Для зажигания дуги методом царапанья электрод держат непосредственно над пластиной под углом 20°–25°. Дуга должна зажигаться, проводя электродом движением запястья и слегка царапая пластину. Затем электрод немедленно поднимают, чтобы образовалась дуга. [Рисунок 2]
| 0041 |
Любой метод требует некоторой практики, но со временем и опытом он становится простым. Ключ в том, чтобы быстро поднять электрод, но только примерно на ¼ дюйма от основания, иначе дуга пропадет. Если его поднимать слишком медленно, электрод прилипает к пластине.
Ключ в том, чтобы быстро поднять электрод, но только примерно на ¼ дюйма от основания, иначе дуга пропадет. Если его поднимать слишком медленно, электрод прилипает к пластине.
Для формирования однородного валика электрод необходимо перемещать вдоль пластины с постоянной скоростью в дополнение к подаче электрода вниз. Если скорость продвижения слишком медленная, образуется широкий перекрывающийся валик без сплавления по краям. Если скорость слишком высока, валик слишком узкий и почти или совсем не плавится на пластине.
Правильную длину дуги нельзя определить, глядя на нее. Вместо этого полагайтесь на звук, который издает короткая дуга. Это резкий треск, и он должен быть слышен во время перемещения дуги вниз к поверхности пластины и вдоль нее.
Хороший сварной шов на плоской пластине должен иметь следующие характеристики:
- Незначительные брызги или их отсутствие на поверхности пластины.
- Дуговой кратер в валике диаметром примерно 1⁄16 дюйма после разрыва дуги.
- Валик должен быть слегка наращен, без металлического нахлеста на верхней поверхности.
- Буртик должен хорошо проникать в основной металл примерно на 1/16 дюйма.
На рис. 3 приведены примеры техники оператора и настроек сварочного аппарата.
| Рисунок 3. Примеры хороших и плохих сварных швов |
отходя от готовой бусины. [Рисунок 4]
| Рисунок 4. Угол наклона электрода |
заканчивается. Это показывает глубину проплавления или плавления сварного шва. Кратер образуется за счет давления газов на кончике электрода, прижимающего металл сварного шва к краям кратера. Если электрод удаляют медленно, кратер заполняется.
Если вам необходимо перезапустить дугу прерывистого валика, начните сразу перед кратером предыдущего сварного валика, как показано в позиции 1, рис.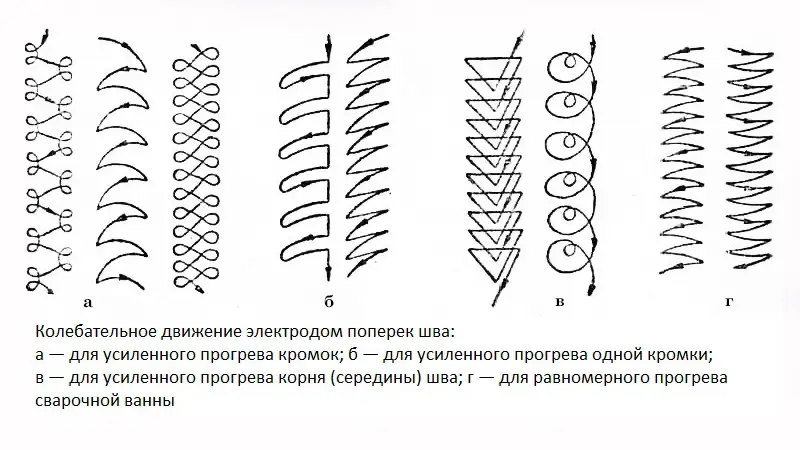 5. Затем электрод следует вернуть к задней кромке кратера ( шаг 2). С этого момента сварку можно продолжить путем сварки прямо через кратер и вниз по линии сварки, как планировалось изначально (шаг 3).
5. Затем электрод следует вернуть к задней кромке кратера ( шаг 2). С этого момента сварку можно продолжить путем сварки прямо через кратер и вниз по линии сварки, как планировалось изначально (шаг 3).
| Рисунок 5. Перезапуск дуги |
После образования валика необходимо удалить каждую частицу шлака из области кратера перед повторным запуском дуги. Это достигается с помощью отбойного молотка и проволочной щетки и предотвращает попадание шлака в сварной шов.
Многопроходная сварка
Для сварки кромок и угловых швов тяжелых металлов часто требуется наложение нескольких валиков для завершения сварного шва. Важно, чтобы валики наносились в заранее определенной последовательности, чтобы получить наиболее прочные сварные швы с наилучшими пропорциями. Количество валиков определяется толщиной свариваемого металла.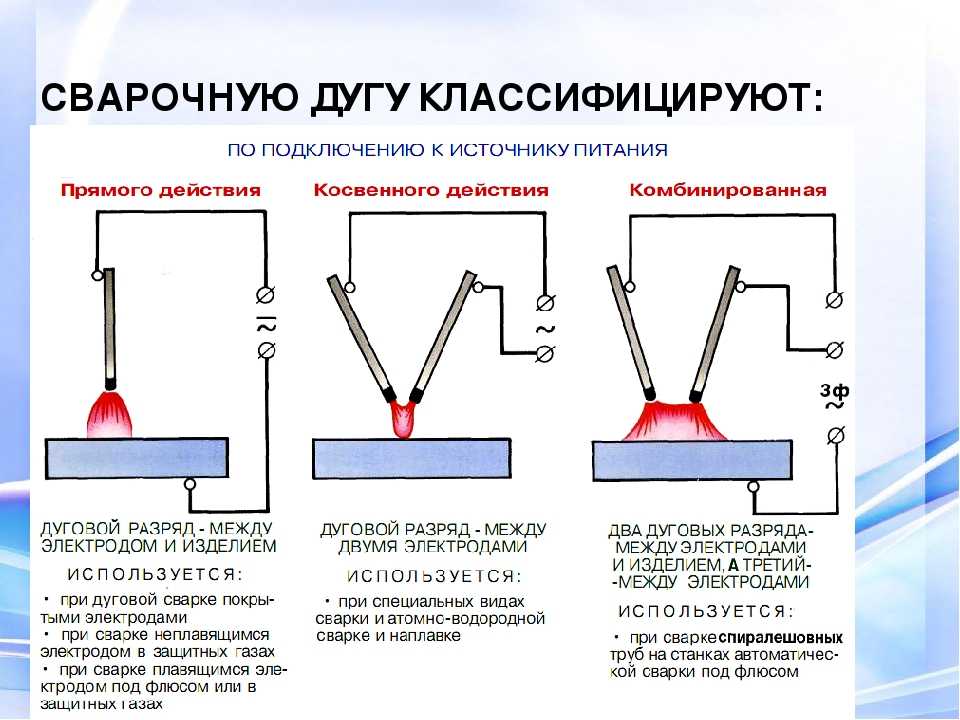
Листы размером от 1⁄8 до ¼ дюйма можно сваривать за один проход, но их следует через определенные промежутки прихватывать, чтобы обеспечить их выравнивание. Любой сварной шов на листе толщиной более ¼ дюйма должен иметь скошенные кромки и выполняться в несколько проходов.
Последовательность наплавки валика определяется типом соединения и положением металла. Весь шлак должен быть удален с каждого валика до того, как будет нанесен другой валик.
Типичная многопроходная разделочная сварка стыковых соединений показана на рис. 6.
необходимо изменить любой из следующих параметров или их комбинацию:
Значения тока определяются размером электрода, а также положением сварки . Размер электрода зависит от толщины металла и подготовки шва. Поскольку нецелесообразно перечислять все возможные варианты, вызванные различными условиями сварки, здесь обсуждается только информация, необходимая для часто используемых положений и сварных швов. Сварка в плоском положенииПри сварке в плоском положении обычно используются четыре типа сварных швов: валик, разделка, угловой шов и соединение внахлестку. Каждый тип обсуждается отдельно в следующих параграфах. Сварка валиком Сварка валиком использует тот же метод, что и при наплавке валика на плоскую металлическую поверхность. [Рисунок 7] Единственное отличие состоит в том, что наплавленный валик находится на стыке двух стальных пластин, сплавляя их вместе. Квадратные стыковые соединения могут быть сварены в один или несколько проходов.
Сварка с разделкой кромок Сварка с разделкой кромок может выполняться на внешнем угловом соединении, но может выполняться сварка с разделкой кромок. Сварные швы с разделкой кромок выполняются на стыковых соединениях, где толщина свариваемого металла составляет ¼ дюйма или более. Стыковое соединение может быть выполнено с использованием одинарного или двойного паза в зависимости от толщины пластины. Количество проходов, необходимых для завершения сварки, определяется толщиной свариваемого металла и размером используемого электрода. Любой шов с разделкой кромок, выполненный более чем за один проход, должен быть тщательно удален со всех предыдущих сварочных отложений шлака, брызг и оксида перед сваркой поверх них. Некоторые из распространенных типов сварных швов с разделкой кромок, выполняемых на стыковых соединениях в горизонтальном положении, показаны на рис. 8. Угловой сварной шовУгловой сварной шов используется для изготовления тавровых и нахлесточных соединений. Электрод следует держать под углом 45° к поверхности пластины. Электрод должен быть наклонен под углом около 15° в направлении сварки. Тонкие листы следует сваривать с небольшим колебательным движением электрода или без него, а сварку выполнять за один проход. Угловая сварка более толстых листов может потребовать двух или более проходов с использованием полукруговых колебательных движений электрода. [Рисунок 9]
СОВЕТНЫЙ СВЕДЕНИЕПроцедура для создания наполненной сварки в коленном соединении схоже с тем, что с тем, что используется. Электрод держат под углом около 30° к вертикали и наклоняют под углом около 15° в направлении сварки при соединении листов одинаковой толщины. [Рис. 10] Электрод держат под углом около 30° к вертикали и наклоняют под углом около 15° в направлении сварки при соединении листов одинаковой толщины. [Рис. 10]
Сварка в вертикальном положенииСварка в вертикальном положении включает любой сварной шов, накладываемый на поверхность, наклоненную более чем на 45° от горизонтали. Сварка в вертикальном положении сложнее, чем сварка в горизонтальном положении из-за силы тяжести. Расплавленный металл имеет свойство течь вниз. Для управления потоком расплавленного металла необходимо правильно настроить напряжение и ток сварочного аппарата. Уставка тока или сила тока меньше для сварки в вертикальном положении, чем для сварки в горизонтальном положении для электродов аналогичного размера. Кроме того, ток, используемый для сварки вверх, должен быть установлен немного выше, чем ток, используемый для сварки вниз на той же детали. Сварка в потолочном положенииСварка в потолочном положении является одной из самых сложных операций сварки, поскольку для контроля расплавленного металла необходимо постоянно поддерживать очень короткую дугу. Сила тяжести имеет тенденцию вызывать падение расплавленного металла или его провисание с листа, поэтому важно, чтобы при выполнении потолочной сварки всегда были надеты защитная одежда и головной убор. При сварке валиков в потолочном положении электрод следует держать под углом 90° к основному металлу. В некоторых случаях, когда желательно наблюдать за дугой и кратером сварного шва, электрод можно держать под углом 15° в направлении сварки. При выполнении угловых швов на потолочных тавровых или нахлесточных соединениях должна держаться короткая дуга, не должно быть перекосов электрода. Любой, кто учится или занимается дуговой сваркой, всегда должен иметь хороший обзор сварочной ванны. В противном случае невозможно обеспечить сварку в стыке и удержание дуги на передней кромке сварочной ванны. Для лучшего обзора сварщик должен держать голову в стороне и подальше от дыма, чтобы он мог видеть лужу. СВЯЗАННЫЕ СТАТЬИ
|
 Тип электрода определяется положением сварки. Производители указывают полярность для каждого электрода. Длина дуги регулируется комбинацией размера электрода, положения сварки и сварочного тока.
Тип электрода определяется положением сварки. Производители указывают полярность для каждого электрода. Длина дуги регулируется комбинацией размера электрода, положения сварки и сварочного тока.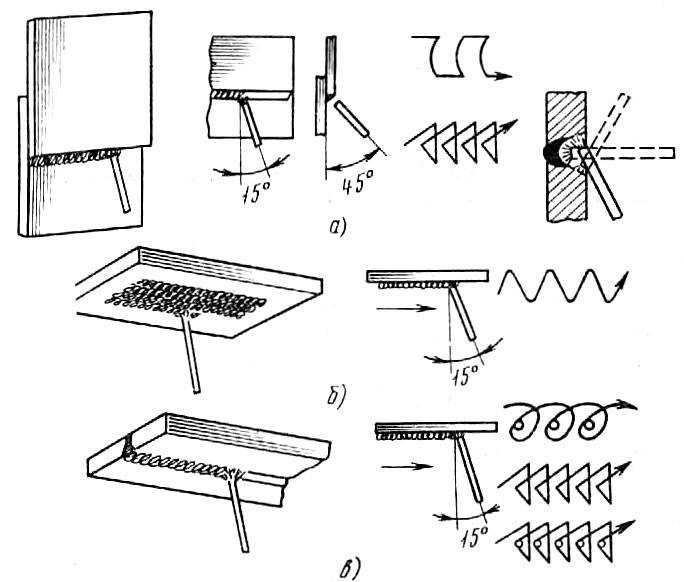 Если толщина металла такова, что при сварке с одной стороны невозможно получить полное сплавление, стык необходимо сваривать с двух сторон. Большинство соединений должны быть сначала сварены прихваточным швом, чтобы обеспечить выравнивание и уменьшить деформацию.
Если толщина металла такова, что при сварке с одной стороны невозможно получить полное сплавление, стык необходимо сваривать с двух сторон. Большинство соединений должны быть сначала сварены прихваточным швом, чтобы обеспечить выравнивание и уменьшить деформацию.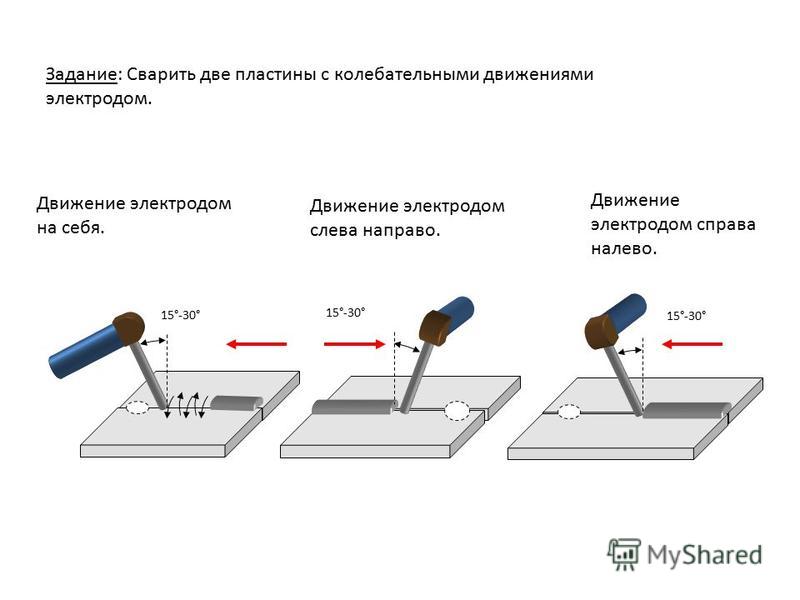
 При сварке держите электрод под углом 90° к вертикали и двигайте валик вверх. Сосредоточьтесь на сварке сторон соединения, а середина позаботится о себе сама. При сварке вниз, когда рука находится под дугой, а электрод наклонен примерно на 15° вверх, шов должен двигаться вниз.
При сварке держите электрод под углом 90° к вертикали и двигайте валик вверх. Сосредоточьтесь на сварке сторон соединения, а середина позаботится о себе сама. При сварке вниз, когда рука находится под дугой, а электрод наклонен примерно на 15° вверх, шов должен двигаться вниз.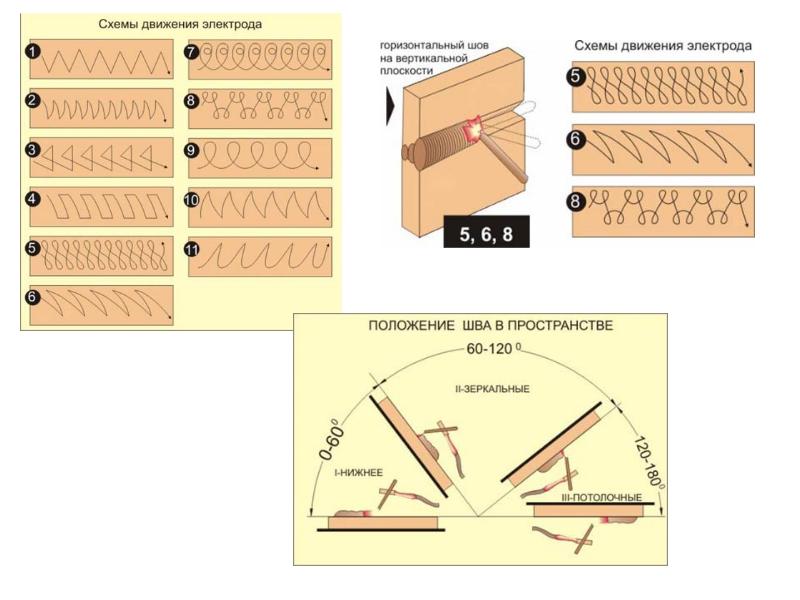 Движение дуги должно контролироваться, чтобы обеспечить хорошее проплавление корня сварного шва и хорошее сплавление с пластинами. Если расплавленный металл становится слишком жидким и имеет тенденцию к провисанию, электрод следует быстро отвести от центра перед сварным швом, чтобы удлинить дугу и позволить металлу затвердеть. Затем электрод следует немедленно вернуть в кратер сварного шва и продолжить сварку.
Движение дуги должно контролироваться, чтобы обеспечить хорошее проплавление корня сварного шва и хорошее сплавление с пластинами. Если расплавленный металл становится слишком жидким и имеет тенденцию к провисанию, электрод следует быстро отвести от центра перед сварным швом, чтобы удлинить дугу и позволить металлу затвердеть. Затем электрод следует немедленно вернуть в кратер сварного шва и продолжить сварку.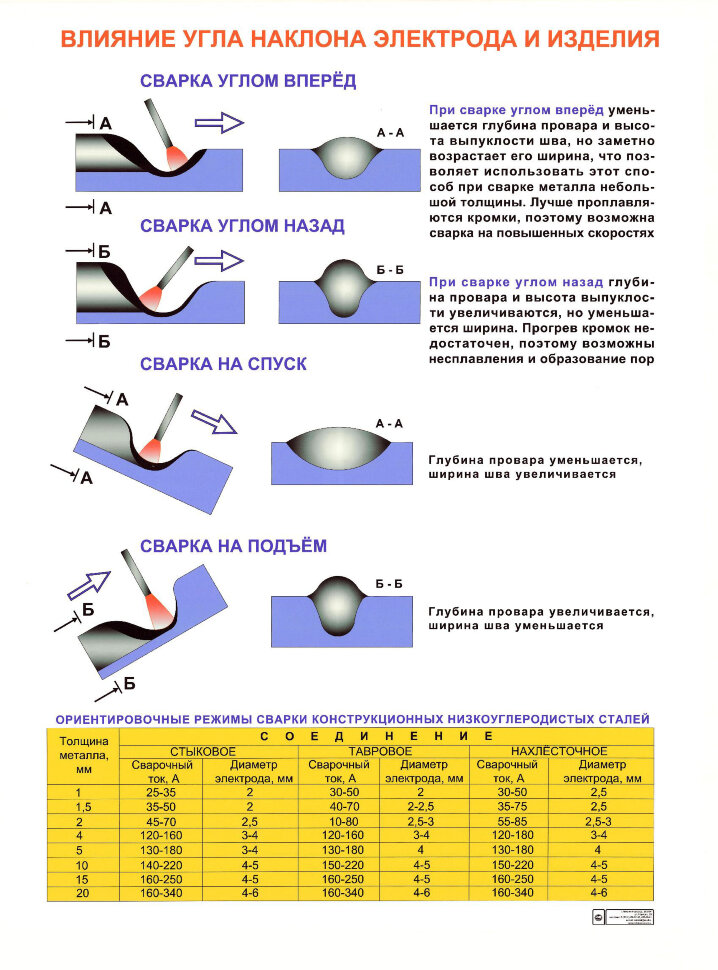 сварка в печи…
сварка в печи… Это было действительно довольно забавно, когда я смотрел это. Дошло до того, что я решил отключить его… именно тогда он сломался.
Это было действительно довольно забавно, когда я смотрел это. Дошло до того, что я решил отключить его… именно тогда он сломался. …
…
