Сварка аргоном – видео уроки для начинающих специалистов
- В чем заключаются особенности аргонной сварки
- Как выполняется сварка в среде аргона
- Требуемое оборудование и режимы сварки
Сварка аргоном пользуется большой популярностью как у специалистов, так и у любителей, которым помогают ее осваивать видео уроки для начинающих. Используют данную технологию для сварки сложных в соединении металлов: нержавеющей и других видов легированной стали, титана, меди, алюминия, их сплавов и др. Что характерно, аргонодуговая сварка является одним из немногих способов, позволяющих получать качественные и надежные соединения деталей, изготовленных из перечисленных выше металлов.
Сварщик проводит сварочные работы в защитной среде аргона
Начинающим специалистам варить цветные металлы при помощи данной технологии будет достаточно сложно – лучше набивать руку на соединении деталей из стали. Если же опыт сварочных работ уже есть, можно посмотреть видео уроки и начать осваивать азы данного метода.
Знание технологии сварки аргоном позволит сэкономить приличные деньги, которые в ином случае пришлось бы заплатить квалифицированным специалистам. Целью статьи, которая предлагается вашему вниманию, является предоставление всей необходимой информации, относящейся к сварке с аргоновой защитой (выбор сварочного аппарата, давления газа, расходных материалов, подготовка деталей различной формы и из разных материалов к работе, а также многое другое). Усвоив полученную информацию и пройдя несложное видео обучение, вы сможете начать варить детали из разных металлов по данной технологии.
В чем заключаются особенности аргонной сварки
Аргоннная сварка имеет много схожего с электродуговой и газовой технологиями (принцип нагрева кромок соединяемых деталей при помощи электрической дуги, использование газа и техника выполнения работ). Есть у данных методов и существенные различия, о которых должен знать как специалист, так и начинающий сварщик.
Расплавление кромок соединяемых заготовок и присадочного материала при выполнении сварки с использованием аргона, как уже говорилось выше, обеспечивает высокая температура, выделяемая в процессе горения электрической дуги. Необходимость использования аргона, выполняющего роль защитного газа, объясняется свойствами металлов, которые варят по данной технологии.
Легированные стали и большинство цветных металлов (а также сплавов на их основе) в процессе нагрева и расплавления начинают активно взаимодействовать с газами, содержащимися в окружающем воздухе – кислородом, азотом, водородом и др. В результате такого взаимодействия на поверхности обрабатываемого металла формируется тугоплавкая оксидная пленка (а расплавленный алюминий, контактируя с кислородом, может даже воспламениться).
Аргон, подаваемый в зону выполнения сварочных работ, обеспечивает ее надежную защиту, так как является инертным газом, который за счет своей большей массы выдавливает из области сварочной ванны все остальные газообразные соединения.
Аргон, который обеспечивает надежную защиту зоны сварки от окружающего воздуха и практически не взаимодействует с металлом деталей и присадочного прутка, позволяет получать качественные сварные швы, отличающиеся однородностью структуры и высокой надежностью. Важным является и то, что при использовании данного метода сварки, по сравнению с другими технологиями, сокращается расход присадочного материала.
Пример шва, выполненного аргоновой сваркой человеком, не имеющим большого профессионального опыта
Кроме того, аргон позволяет создавать в зоне сварки поток токопроводящей плазмы, которая облегчает прогрев и расплавление кромок соединяемых заготовок. Это также обеспечивает высокое качество формируемого шва.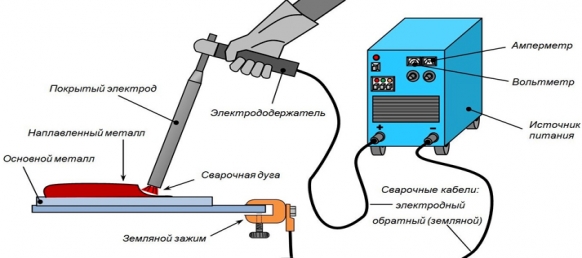
Начинающим специалистам будет полезно узнать, что аргон следует подавать в зону сварки за 15–20 секунд до ее начала, а прекращать подачу через 10 секунд после ее окончания.
Варить по данной технологии можно плавящимися и неплавящимися электродами, в качестве которых используются стержни из вольфрама – самого тугоплавкого металла. На размер вольфрамового электрода оказывает влияние как состав материала, из которого изготовлены соединяемые детали, так и их толщина. Естественно, что от диаметра электрода зависит расход энергии, которую необходимо затратить на получение сварного соединения.
На сегодняшний день разработано три технологии выполнения сварки с применением защитного газа аргона:
- РАД – ручная сварка, для выполнения которой используется неплавящийся электрод;
- ААД – автоматическая аргонодуговая сварка, выполняемая с использованием неплавящегося электрода;
- ААДП – автоматическая сварка с использованием аргона и электрода плавящегося типа.


Сравнительная таблица различных методов сварки (нажмите для увеличения)
Если вы начинающий специалист и не знаете, какой аппарат для сварки аргоном приобрести, выбирайте оборудование, на котором присутствует обозначение TIG. Эта аббревиатура означает, что перед вами аппарат, специально предназначенный для выполнения сварки вольфрамовым электродом в среде защитного газа инертного типа.
Как выполняется сварка в среде аргона
Основным рабочим органом при выполнении аргонодуговой сварки является специальная горелка, внутри которой в цанговом держателе размещается вольфрамовый электрод. Держатель данного типа позволяет закреплять в нем электроды разного диаметра, которые подбираются в зависимости от характеристик соединяемых заготовок. Электрод, зафиксированный в горелке, должен выступать над ее торцом на 2–5 мм.
Трехкнопочная аргоновая горелка в комплекте со шлейфом, цангами и керамическими соплами
Вокруг электрода (по наружной окружности горелки) размещается сопло, представляющее собой трубку из керамики или кварцевого стекла.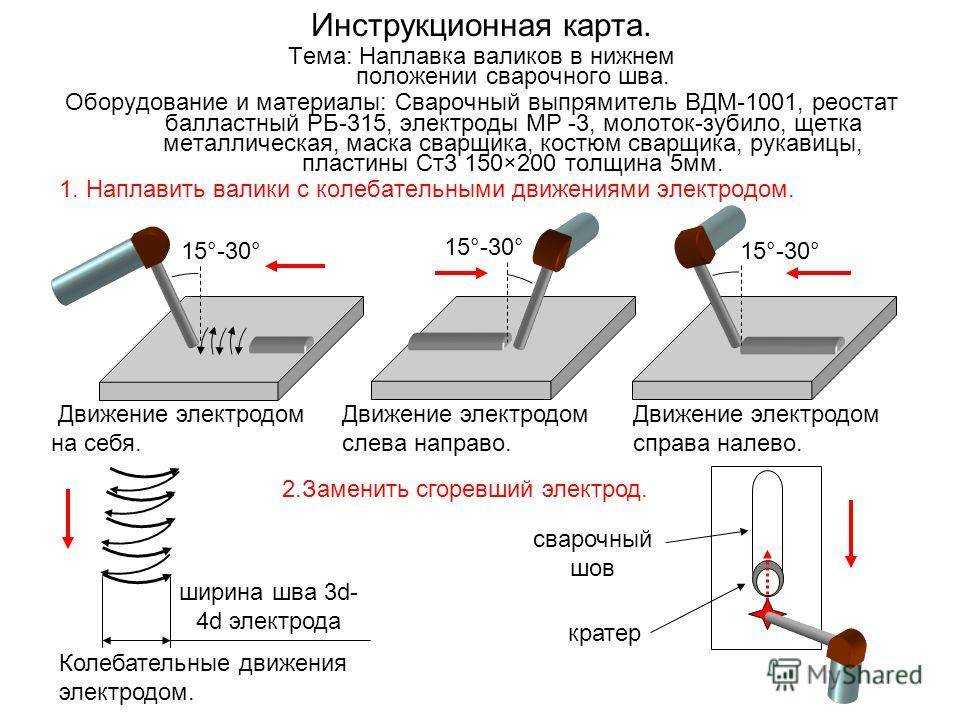 Данный конструктивный элемент горелки выполняет одновременно две важных функции: через него подается защитный газ в зону сварки, а также он предохраняет вольфрамовый электрод от соприкосновения с поверхностями соединяемых деталей.
Данный конструктивный элемент горелки выполняет одновременно две важных функции: через него подается защитный газ в зону сварки, а также он предохраняет вольфрамовый электрод от соприкосновения с поверхностями соединяемых деталей.
Для того чтобы варить металл с помощью аргона, необходимо использовать присадочную проволоку, за счет которой и происходит формирование сварного шва. Состав такой проволоки, подаваемой в зону выполнения сварки вручную, необходимо подбирать таким образом, чтобы он максимально соответствовал составу металла, из которого изготовлены соединяемые детали. Перед началом сварки надо правильно подобрать и диаметр присадочной проволоки, для чего используют специальные справочные таблицы. Данный параметр зависит от размеров заготовок, которые предстоит варить.
Таблица параметров некоторых разновидностей присадочной проволоки
Самым доступным методом выполнения сварки в среде аргона является именно ручной. Данный метод, обучение которому обычно не занимает много времени, предполагает, что и горелка, и присадочная проволока удерживаются в руках сварщика.
Очень важным условием формирования качественного и надежного сварного шва, формируемого с использованием сварки в среде аргона, является тщательная подготовка соединяемых заготовок.
Заключается такая подготовка в очистке и обезжиривании их поверхностей, а также в удалении тугоплавкой окисной пленки. Для выполнения таких процедур, о которых обязательно должны знать и начинающие, и опытные сварщики, можно использовать механические устройства (шлифовальная машинка) или химические средства.
Подготовленный к сварке бензобак
Прежде чем приступать к сварке, к соединяемым деталям необходимо подключить массу. Если варить предстоит мелкие заготовки, то их можно просто расположить на металлическом столе или в рабочей ванне, а уже к ним подключить провод массы. Выбрать силу сварочного тока и давление газа, которые зависят от характеристик соединяемых деталей, можно, ориентируясь на справочную литературу или на свой опыт. Защитный газ, как уже говорилось выше, начинают подавать в зону выполнения сварки за 20 секунд до ее начала.
Если варить предстоит мелкие заготовки, то их можно просто расположить на металлическом столе или в рабочей ванне, а уже к ним подключить провод массы. Выбрать силу сварочного тока и давление газа, которые зависят от характеристик соединяемых деталей, можно, ориентируясь на справочную литературу или на свой опыт. Защитный газ, как уже говорилось выше, начинают подавать в зону выполнения сварки за 20 секунд до ее начала.
Расстояние от электрода до поверхности заготовок, между которыми горит сварочная дуга, должно быть небольшим – порядка 2 мм. Это позволит хорошо проплавить кромки соединяемых деталей и получить качественный сварной шов. Если увеличить это расстояние, будет не только сложно проплавить кромки деталей, но и сам сварной шов получится слишком широким и неаккуратным. Широкий сварной шов, кроме того, характеризуется невысокой надежностью, в нем возникают значительные внутренние напряжения.
 youtube.com/embed/LAx_fanEB_g”/>
youtube.com/embed/LAx_fanEB_g”/>
Очень важно при выполнении сварки в среде аргона правильно подавать присадочную проволоку в рабочую зону. Делается это медленными и плавными движениями, чтобы не допустить разбрызгивания расплавленного металла.
При обучении данной технологии очень важно усвоить, что горелкой и присадочной проволокой движения совершаются только в продольном направлении – вдоль оси формируемого шва. Ни в коем случае нельзя делать поперечные движения, так как поток защитного газа окажется вне зоны формируемого сварного шва, что станет причиной значительного ухудшения качества соединения.
Горелку и присадочную проволоку необходимо располагать под углом к поверхности соединяемых деталей: это даст возможность сформировать качественный, надежный и аккуратный сварной шов. При этом присадочная проволока располагается и подается в зону формирования шва перед горелкой.
Технология выполнения аргонной сварки предполагает применение осциллятора, при помощи которого легко зажигается сварочная дуга. Кроме того, при использовании этого устройства ее горение отличается высокой стабильностью.
Кроме того, при использовании этого устройства ее горение отличается высокой стабильностью.
Осциллятор (стабилизатор сварочной дуги) ОСИ-264
Суть работы осциллятора заключается в том, что он вырабатывает импульсы высокочастотного тока, отличающегося большим значением напряжения. Типовой осциллятор способен преобразовывать электрический ток со стандартными параметрами (220 В, 50 Гц) в импульсы с частотой 500 кГц и напряжением до 6000 В.
При обучении рассматриваемой технологии начинающему специалисту необходимо усвоить еще одно важное правило: при зажигании сварочной дуги нельзя прикасаться вольфрамовым электродом к поверхности деталей, это приведет к оплавлению электрода и загрязнению свариваемых поверхностей.
За счет использования осциллятора дуга может зажигаться без такого соприкосновения. В большинстве случаев электрическую дугу при выполнении сварки в среде аргона и с использованием вольфрамового электрода зажигают на специальной угольной пластине. Только после этого дугу переводят на соединяемые детали.
Только после этого дугу переводят на соединяемые детали.
Особенности этой процедуры хорошо демонстрируют видео уроки.
Требуемое оборудование и режимы сварки
Для выполнения сварки в среде аргона можно использовать как серийное оборудование, так и аппарат, который изготовлен путем модификации стандартного сварочного трансформатора. Перечень оборудования, которое потребуется для выполнения сварки по рассматриваемой технологии, выглядит следующим образом:
- сварочный трансформатор, значение напряжения холостого хода у которого должно быть не меньше 60 В;
- осциллятор, обеспечивающий быстрое зажигание сварочной дуги и ее стабильное горение;
- контактор, при помощи которого сварочный ток будет подаваться к горелке;
- таймер, отвечающий за время обдува зоны сварки защитным газом.

Кроме того, для сварки обязательно потребуются следующие устройства и материалы:
- горелка;
- баллон с аргоном, оснащенный редукторным устройством, при помощи которого будет регулироваться давление подачи газа;
- набор вольфрамовых электродов различного диаметра;
- шланг для подачи защитного газа;
- провода для подключения к сварочному аппарату горелки и массы;
- провод, по которому электрический ток будет поступать к самому сварочному аппарату;
- присадочная проволока соответствующего химического состава.
Весь набор оборудования, необходимого для осуществления сварки в среде аргона, можно приобрести в готовом виде или укомплектовать самостоятельно, изготовив некоторые элементы своими руками.
При самостоятельной комплектации можно сэкономить приличную сумму, так как серийные наборы для аргонной сварки стоят недешево. Более того, самостоятельная сборка при наличии необходимых знаний и соответствующего опыта даст возможность внести в оборудование улучшения, которые сделают его более надежным, удобным в работе и функциональным. С принципами, по которым комплектуются наборы для аргонодуговой сварки, также можно познакомиться по видео.
Более того, самостоятельная сборка при наличии необходимых знаний и соответствующего опыта даст возможность внести в оборудование улучшения, которые сделают его более надежным, удобным в работе и функциональным. С принципами, по которым комплектуются наборы для аргонодуговой сварки, также можно познакомиться по видео.
Для получения качественного сварного соединения очень важно правильно выбрать режимы технологического процесса. Сюда относятся сила сварочного тока и давление, с которым защитный газ будет подаваться из баллона. Кроме того, важен тип используемого тока и полярность его подключения.
Все вышеперечисленные параметры, зависящие от материала изготовления соединяемых деталей и их геометрических параметров, можно подбирать по справочным таблицам. Однако есть ряд несложных правил, которые помогут начинающему сварщику ориентироваться при таком выборе.
- Аргонодуговую сварку деталей из меди, ее сплавов и различных типов легированных сталей, чугуна и титана необходимо выполнять на постоянном токе обратной полярности.
- Алюминий и его сплавы, бериллий и магний следует варить на переменном токе обратной полярности, так как это позволяет эффективно разрушать оксидную пленку на поверхности данных металлов.
- На выбор давления подачи защитного газа серьезное влияние оказывает место выполнения сварочных работ. Так, если сварка выполняется на улице, где воздушные потоки могут двигаться со значительной скоростью, выбирают большее давление подачи, а в помещениях – меньшее.
Усвоив всю теоретическую информацию, посмотрев обучающее видео, демонстрирующее процесс выполнения аргонодуговой сварки, набив руку и набравшись опыта по сварке деталей из обычной стали, начинающий специалист сможет достаточно быстро освоить данную технологию и эффективно использовать ее в своей работе.
 youtube.com/embed/7MKbadpU0Go”/>
youtube.com/embed/7MKbadpU0Go”/>Как варить потолочный шов электросваркой, видео
В сварочном деле одним из наиболее трудных заданий будет укладка потолочного шва. Тем не менее освоить технику потолочной сварки стоит уже хотя бы ради того, чтобы автоматически получить более высокий разряд. Такая операция чаще всего требуется на предприятиях, занятых в области укладки трубопроводов или в строительстве.
Навыки станут полезными и в быту, поскольку они востребованы при монтаже отопления, металлической беседки или в иных случаях. К примеру, металлический гараж не получится собрать, не прибегнув к потолочной сварке панелей. В статье пойдет речь о том, как варить потолочный шов электросваркой, трудностях и проблемах, а также способах их устранения.
СОДЕРЖАНИЕ
- В чем состоят сложности сварки потолочного шва
- Техника сварки потолочного шва электродами
- Электроды и аппаратура
- Меры предосторожности
В чем состоят сложности сварки потолочного шва
Немногие сварщики назовут укладку потолочных швов любимым занятием, поскольку в процессе работы возникает немало сложностей. Новичку научиться будет непросто, а многие после первых неудач просто теряют всякий интерес к подобного рода занятию. Для того, чтобы освоить азы столь непростой науки, нужно работать на предупреждение. То есть, понимать проблемы, которые будут возникать при укладке шва и попытаться их предотвратить.
Новичку научиться будет непросто, а многие после первых неудач просто теряют всякий интерес к подобного рода занятию. Для того, чтобы освоить азы столь непростой науки, нужно работать на предупреждение. То есть, понимать проблемы, которые будут возникать при укладке шва и попытаться их предотвратить.
Сварка потолочного шва инвертором или трансформаторной установкой сильно отличается от обыкновенной горизонтальной. Когда заготовки соединяются на рабочем столе, то сварочная ванна формируется по стыку. Сварщику остается только контролировать процесс расплава, избегать элементарных ошибок и предотвращать попадание шлака внутрь ванны. Когда же все это приходится делать на потолке, то расплавленный металл стремится вниз и сформировать ванну очень сложно.
К тому же и шлак, находясь в расплавленном состоянии, капает и мешает вести электрод по месту стыка. Брызги ударяются о поверхность внизу, разлетаются на множество частиц и создают дополнительные трудности в работе. Но основная сложность заключается в том, чтобы соединить свариваемые заготовки. Чаще всего сварочную ванну удается сформировать только на одной из кромок, а вторая остается “не у дел” и связать их воедино долгое время не получается.
Чаще всего сварочную ванну удается сформировать только на одной из кромок, а вторая остается “не у дел” и связать их воедино долгое время не получается.
Для улучшения качества и увеличения скорости работ, вы всегда можете воcпользоваться нашими верстаками собственного производства от компании VTM.
Еще одна сложность заключается в том, что сваривание происходит на пониженном токе. Электрод часто прилипает к металлу и образуются непроваренные места. Сварщик быстро устает из-за того, что его голова постоянно запрокинута, а рука приподнята. Поэтому необходимы паузы для того, чтобы восстановить силы и перевести дух.
Перед началом практических занятий стоит хотя бы осознать все трудности и настроиться на них. Тогда не будет горького разочарования от первых неудач и легче преодолеваются физические трудности.
Техника сварки потолочного шва электродами
Опытные сварщики ужа давно составили основные правила соединение металлических заготовок в самых разных положениях, включая и потолочное. их необходимо знать для того, чтобы правильно выполнять этот вид работ. Вот основные пункты:
их необходимо знать для того, чтобы правильно выполнять этот вид работ. Вот основные пункты:
- Кромки свариваемых поверхностей нужно как можно ближе свести одна относительно другой. Сварку в потолочном положении с зазорами смогут выполнить только мастера своего дела. Для тех же, у кого квалификация ниже, нужно постараться максимально плотнее сопрягать детали.
- Метод разделки кромок полностью аналогичен тому, который делается при нижнем сваривании. V-образный скос делается в том случае, если толщина стенок превышает 5 мм.
- Расположение электрода относительно рабочей поверхности составляет 45 градусов. Есть простой “лайфхак” для начинающих сварщиков: лучше использовать половинку электрода. В таком случае легче управлять положением его кончика, что несколько облегчит работу.
- Когда стороны расположены вплотную, то положить первый шов можно, даже не применяя колебательные движения. В таком случае наполнения стыка получится по максимуму. За вторым проходом ширина расплава увеличивается с тем, чтобы сделать связку прочнее. А вот на трубах рекомендуется уже со старта варить широким швом.
- Для сваривания можно использовать различные способы формирования шва. Здесь уместен метод полумесяца, спираль или горизонтальная восьмерка. В случаях, когда состыковать детали плотно не получилось и присутствует небольшой зазор, то используется прерывистая дуга. При таком способе формирования шва отложенные капли металла быстро остывают. Следующая капля накладывается еще до того, когда предыдущая полностью остывает. Она должна еще иметь багровый оттенок. Процесс надежен, но растянут во времени. Сварщику потребуется неоднократная передышка.
- Внешний вид только что завершенного шва может быть далек от идеала. Не стоит этого пугаться. Наплывы и крупные валики не критичны, а шлак, который выступает легко убирается молоточком. При необходимости стык можно “пригладить” болгаркой.
 А вот на трубах рекомендуется уже со старта варить широким швом.
А вот на трубах рекомендуется уже со старта варить широким швом.Читайте также: Маркировка электродов для ручной дуговой сварки
Электроды и аппаратура
Сварочные работы на потолке можно выполнить с использованием инвертора или трансформаторной установки.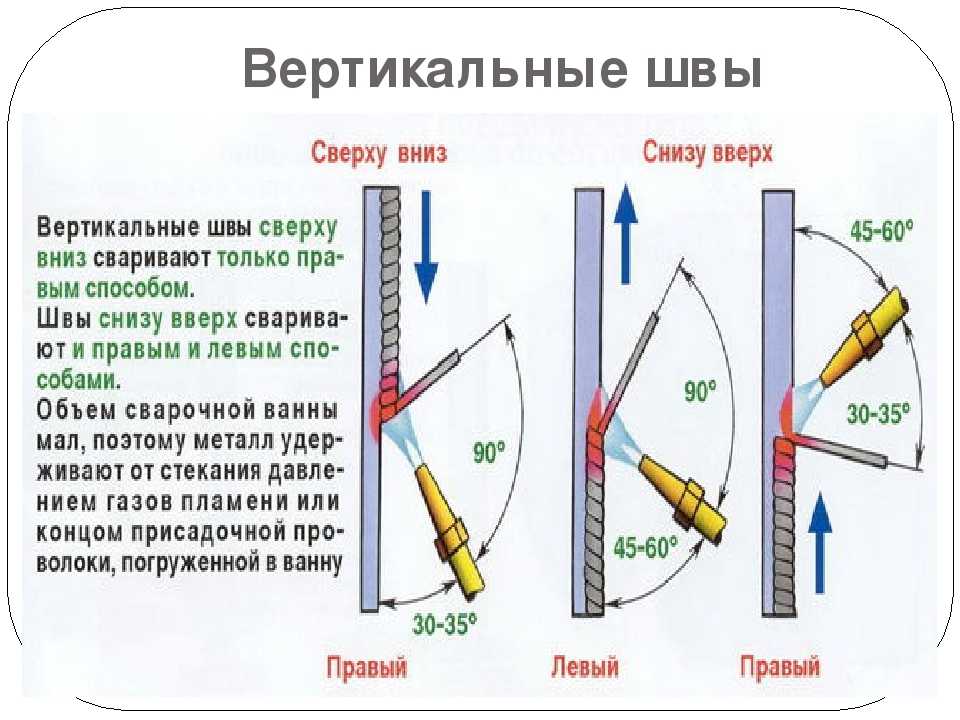 Следует внимательно отнестись к выбору силы тока. Она должна быть ниже на четверть по сравнению с традиционной ручной дуговой сваркой. К примеру, для соединения двух пластин толщиной 5 мм не нужно выставлять силу тока больше 100 ампер. Желательно, чтобы кабель не был слишком толстым: тогда меньше нагрузка на руки. Чтобы не нагружать запястье, кабель наматывают на руку.
Следует внимательно отнестись к выбору силы тока. Она должна быть ниже на четверть по сравнению с традиционной ручной дуговой сваркой. К примеру, для соединения двух пластин толщиной 5 мм не нужно выставлять силу тока больше 100 ампер. Желательно, чтобы кабель не был слишком толстым: тогда меньше нагрузка на руки. Чтобы не нагружать запястье, кабель наматывают на руку.
Для потолочной сварки чаще всего берут электроды толщиной 3-4 мм. Важна предварительная подготовка. Если расходники хорошо подсушить, то в процессе работы будет образовываться меньше брызг. Укороченными электродами легче управлять, что дает сварщику возможность уверенно манипулировать дугой.
Читайте также: Ручная дуговая сварка MMA
Меры предосторожности
Плотная куртка и брюки являются обязательном атрибутом сварщика при выполнении работ на потолке. Перчатки в обязательном порядке должны иметь широкие края, которые бы закрывали манжеты. В противном случае окалина может закатиться за одежду и обжечь руки. Нужно одевать специальный головной убор без козырька, но с широкими полами, которые бы закрывали ворот куртки. То же самое касается и брюк. Нижние части штанин должны быть широкими и располагаться внахлест на верхнюю часть обуви.
Нужно одевать специальный головной убор без козырька, но с широкими полами, которые бы закрывали ворот куртки. То же самое касается и брюк. Нижние части штанин должны быть широкими и располагаться внахлест на верхнюю часть обуви.
При ударе о землю брызги разлетаются в разные стороны на приличное расстояние. Очень важно, чтобы рядом не было легковоспламеняющихся материалов. Отбивая шлак, сварщик должен быть в защитных очках, ведь осколки будут лететь вниз. А чтобы работу выполнить качественно, следует давать хотя бы небольшие, но частые передышки. Они помогут снять усталость с мышц рук и шеи.
Потолочную сварку освоить с первого раза не удастся. Нужно запастись терпением, долго и много практиковаться. Но после освоения метода уже можно приступать к сварке труб и металлоконструкций любой сложности.
Читайте также: Как правильно варить трубы электросваркой
Как правильно варить потолочный шов электросваркой
Оцените, пожалуйста, статью
12345
Всего оценок: 6, Средняя: 2
Сварка электродом для начинающих: 11 советов и рекомендаций для начала работы
Последнее обновление:
Электрический ток проходит через металлический электрод, заставляя его вплавляться в заготовку и создавая сварочную ванну. Электрод покрыт флюсом, который плавится и защищает сварной шов от загрязнения атмосферой. На сварном шве образуется слой флюса, который вам придется отколоть и счистить щеткой, когда вы закончите процесс сварки.
Сварка стержнем популярна среди сварщиков на открытом воздухе, потому что на нее не влияет ветер, а также из-за ее простоты и универсальности, что позволяет легко освоить ее новичкам. Эта статья предлагает простые советы и рекомендации для начинающих, чтобы начать сварку электродом, некоторые распространенные проблемы и способы их избежать.
Сварка электродом
Сварка электродом получила свое название, потому что электрод, используемый для сварки, имеет форму стержня. В процессе используется электричество для плавления электрода или стержня из присадочного металла. Электрод и металлическое соединение плавятся одновременно и сплавляются.
Электрод и металлическое соединение плавятся одновременно и сплавляются.
Затем соединение заполняется присадочным металлом, чтобы сделать его прочнее. Флюс, покрывающий электрод, плавится под действием тепла и защищает сварочную ванну от загрязнения атмосферой. Флюс обеспечивает такую же защиту, как и защитный газ при сварке TIG и MIG.
При сварке электродом ток проходит от источника питания через заземляющий зажим и электрододержатель, образуя замкнутый круг. Это приводит к плавлению электрода и соединению металлических частей.
Процесс сварки в основном используется для сварки стали, включая нержавеющую сталь и железо. Однако вы также можете использовать его для сварки никелевых, алюминиевых и медных сплавов.
Вот советы и рекомендации, которые помогут вам успешно начать работу.
Изображение предоставлено: N_Sakarin, Shutterstock
Что вам нужно, прежде чем приступить к сварке электродами
Для достижения успеха и получения прочных электродных сварных швов у вас должны быть все необходимые инструменты и оборудование. Вот некоторые инструменты и оборудование, которые вам понадобятся.
Вот некоторые инструменты и оборудование, которые вам понадобятся.
Оборудование для обеспечения безопасности
При сварке безопасность должна быть на первом месте. Убедитесь, что вы прочитали и соблюдаете все правила безопасности, данные для всех инструментов и оборудования, которые вы используете в процессе.
Во время сварки убедитесь, что у вас есть средства защиты тела, чтобы защитить себя от ультрафиолетовых лучей, тепла и искр от дуги. Наденьте защитные очки для защиты глаз, огнестойкую одежду с длинными рукавами для защиты тела и сварочный шлем для защиты головы.
Сварку электродом следует выполнять только в помещении с достаточной вентиляцией из-за выделяющихся дымов. Если вы свариваете на открытом воздухе, все в порядке, но если вы делаете это в помещении, необходима вентиляция. Вы также можете иметь вытяжку, чтобы избавиться от паров, исходящих из зоны сварки.
Сварочный аппарат
Для получения прочных сварных швов вам понадобится высококачественный сварочный аппарат. Вы можете выбрать сварочный аппарат только для сварки, который является более экономичным. Существуют также многоцелевые сварочные аппараты, которые можно использовать для других видов сварки.
Вы можете выбрать сварочный аппарат только для сварки, который является более экономичным. Существуют также многоцелевые сварочные аппараты, которые можно использовать для других видов сварки.
Зажим заземления
Зажим заземления поставляется со сварочным аппаратом. Зажим должен быть подключен к сварочному аппарату и закреплен на заготовке.
Инструменты для удаления шлака
Сварка электродами обычно приводит к образованию шлака на сварном шве. Таким образом, вы должны очистить заготовку после сварки. Вы должны использовать молоток, чтобы отколоть шлак и очистить его с помощью проволочной щетки.
Сварочный электрод-стержень
Доступны различные электроды-стержни, и вы должны выбрать тот, который подходит для вашего сварочного проекта. Наиболее распространены стержневые электроды 7018, 7024, 6012, 6013, 6010, 7014 и 6011. Если вы свариваете стержневую мягкую сталь, подойдет любой электрод E70 или E60. Электроды
7018 являются наиболее популярными и обеспечивают прочные сварные швы, но 6013 — лучший выбор для новичка. Чтобы узнать, какой электрод вам нужен, вы должны понимать значение каждой из четырех цифр.
Чтобы узнать, какой электрод вам нужен, вы должны понимать значение каждой из четырех цифр.
Первые две цифры означают минимальную прочность на растяжение. Например, электрод с пределом прочности при растяжении 60 000 фунтов на квадратный дюйм будет начинаться с 60. Он должен соответствовать прочностным свойствам основного металла.
Третье число показывает положения, в которых вы можете использовать электрод во время сварки. Сварочный аппарат с номером один означает, что вы можете использовать сварочный аппарат в любом положении. Номер два означает, что электрод можно использовать только в горизонтальном положении.
Четвертая цифра указывает ток, используемый для штифтового электрода и его покрытия.
11 советов и рекомендаций, которые помогут вам начать работу со сваркой электродом
1. Чистота — ключ к успеху
Сварка электродом более гибка в отношении поверхностных загрязнений. Тем не менее, вы должны убедиться, что вы очищаете металл, чтобы получить качественный сварной шов. Итак, необходимо потратить несколько минут, чтобы очистить ваш материал с помощью шлифовальной машины или щетки.
Итак, необходимо потратить несколько минут, чтобы очистить ваш материал с помощью шлифовальной машины или щетки.
С чистым металлом вы можете наслаждаться более высокой скоростью сварки. С поверхностными загрязнениями вы двигаетесь с меньшей скоростью, что дает больше времени для кипения пузырьков газа до образования шлака.
Изображение предоставлено Thaweesak Thipphamon, Shutterstock. Полезно отметить, что ваши настройки полярности зависят от используемого электрода. Таким образом, вам нужно проверить, если это DC+/AC/DC-. Легко получить правильные настройки силы тока и полярности, так как настройки указаны на упаковке электрода. Например, электроды общего назначения HYPERARC 6013 должны иметь полярность DC+ и AC. У них текущий диапазон 90А–130А.
Электроды 6013 более универсальны и идеально подходят для сварки на постоянном и переменном токе. Вы можете выбрать любые варианты, которые вы хотите. Обратите внимание, что у большинства электродов есть одна рекомендуемая настройка.
Когда дело доходит до силы тока, каждый стержневой электрод имеет диапазон и работает без проблем в пределах предоставленного диапазона. Хотя вам, возможно, придется двигаться быстрее к более высокому диапазону, всегда убедитесь, что вы находитесь на более низком уровне.
3. Как узнать, не исправны ли ваши усилители
При более низкой силе тока вы обнаружите, что стержневой электрод более липкий, что затрудняет зажигание дуги без прилипания к металлу. Без правильных усилителей не хватит тепла, чтобы расплавить провод. Вы обнаружите, что ваша дуга мигает и гаснет или заикается, независимо от того, насколько близко вы держите электрод.
С другой стороны, если сила тока слишком высока, сварочная ванна становится слишком жидкой и ее трудно контролировать. Это делает вашу дугу громче и производит избыточное разбрызгивание. Кроме того, электрод выдалбливает деталь, не заполняя ее.
Что касается силы тока, лучше всего начать с середины рекомендуемого диапазона. Если вы не удовлетворены тем, как он работает, измените силу тока на 5–10, либо вниз, либо вверх, в зависимости от того, что происходит с дугой, брызгами и лужами. Вы также можете настроить усилители в зависимости от вашего положения.
Если вы не удовлетворены тем, как он работает, измените силу тока на 5–10, либо вниз, либо вверх, в зависимости от того, что происходит с дугой, брызгами и лужами. Вы также можете настроить усилители в зависимости от вашего положения.
4. Наложение первого сварного шва
Теперь, когда сварка электродом настроена, можно приступить к сварке. Убедитесь, что ваши настройки верны, возьмите несколько кусков металла и соедините их встык. Как новичок, вы должны сначала попрактиковаться на металлоломе, прежде чем приступить к работе над реальным проектом по сварке электродом.
Изображение предоставлено Tortoon, Shutterstock
5. Зажигание дуги
Когда весь электрод находится в держателе, включите сварочный аппарат. Поместите кончик электрода на металл, чтобы зажечь дугу. Затем переместите его, как вы делаете, когда зажигаете спичку. Когда дуга будет создана, слегка приподнимите стержневой электрод.
Если дуга гаснет, значит, вы слишком высоко подняли стержневой электрод, поэтому опустите его. Как только вы зажжете дугу, она должна издать звук, похожий на жарящийся бекон. Если он слишком агрессивный и громкий, уменьшите силу тока.
Как только вы зажжете дугу, она должна издать звук, похожий на жарящийся бекон. Если он слишком агрессивный и громкий, уменьшите силу тока.
6. Перемещение стержневого электрода
После того, как дуга зажглась, вы должны провести стержневым электродом по стыку, чтобы выполнить сварку. Прежде чем перемещать электрод, он должен находиться под правильным углом, то есть от 15 до 30 процентов к вертикали.
Разместив его под правильным углом, медленно потяните электрод на себя. Не давите на него, потому что шлак попадает в сварочную ванну и вызывает пористость. Убедитесь, что вы держите твердую руку при сварке поверхности.
7. Знайте правильную длину дуги
После того, как вы запустили дугу, самое главное теперь – поддерживать ее. Лучший способ поддерживать постоянство дуги — держать электрод на постоянном расстоянии от заготовки. Как правило, вам нужно держать его на расстоянии около 3 мм от детали, чтобы получить хорошую дугу.
Если дуга становится слишком короткой, следует снизить напряжение и приклеить электрод к заготовке. С другой стороны, если она становится слишком длинной, ваше напряжение увеличивается, ваша лужа расширяется, вы получаете избыточное разбрызгивание, подрез, и ваша дуга гаснет.
С другой стороны, если она становится слишком длинной, ваше напряжение увеличивается, ваша лужа расширяется, вы получаете избыточное разбрызгивание, подрез, и ваша дуга гаснет.
Подрез возникает, когда сварной шов становится слишком широким, основной металл плавится по краям, а присадочный материал отсутствует для заполнения зазора. Это создает канавку на пальцах сварного шва.
Новичку может быть сложно удерживать дугу натянутой, в основном из-за того, что электрод плавится и становится короче по мере продолжения процесса сварки. Однако при достаточной практике к этому привыкаешь.
Изображение предоставлено: Bannafarsai_Stock, Shutterstock
8. Идеальный угол перемещения
При сварке электродом в горизонтальном, потолочном или горизонтальном положениях необходимо использовать технику «наотмашь» или «перетаскивание». Вы можете держать стержневой электрод перпендикулярно, а затем наклонить верхнюю часть в направлении движения примерно на пять-пятнадцать градусов. Вам нужно использовать от 10 до 15 градусов натяжения или перетаскивания, чтобы получить наилучшие результаты.
Вам нужно использовать от 10 до 15 градусов натяжения или перетаскивания, чтобы получить наилучшие результаты.
9. Перетаскивание сварного шва
Всегда перетаскивайте электродные сварные швы, потому что, если вы попытаетесь протолкнуть, вы захватите защитный шлак внутри сварочной ванны. Это приводит к загрязнению сварного шва.
Тем не менее, вы можете перетащить электрод, если вы выполняете вертикальную сварку вверх. Вы должны только нажимать на сварной шов при сварке соединения.
10. Видимость
Как и при любом другом виде сварки, вам необходимо видеть, что вы делаете. Так что, пока вы свариваете, убедитесь, что вы находитесь в удобном положении, чтобы видеть все, что происходит.
Также держите шлем и лицо подальше от сварочного дыма. Они ухудшают видимость, а также вредны для здоровья при вдыхании.
Посмотреть этот пост в Instagram
Пост, которым поделился Wild West Welding (@wild_west_welding)
11.
 Избегайте попадания влаги
Избегайте попадания влагиЭлектроды содержат влагу, но избыток влаги вреден. Это особенно верно, если вы используете электрод с низким содержанием водорода. Если у вас шероховатый, неустойчивый или блуждающий электрод, велика вероятность, что он не сухой.
Если у вас есть мокрый электрод, вы флюсуете стружку и перемещаетесь в сварочную ванну, вызывая дефекты сварки. Во избежание намокания электроды следует хранить запечатанными в сухом месте.
Вы также можете хранить их в электродной печи. Печь обычно повторно пропекает флюсовое покрытие на вашем электроде, заставляя испаряться всю влагу, оставляя их готовыми к сварке.
Распространенные проблемы при сварке электродом и их решения
Понимание распространенных проблем при сварке электродом и способов их решения помогает избежать ненужных простоев. Это более важно, потому что этот метод медленнее, чем другие проводные методы.
Вот некоторые распространенные проблемы и их решения.
1.
 Брызги при сварке
Брызги при сваркеБрызги при сварке возникают при сварке грязной детали или при слишком большой длине дуги. Слишком большая длина дуги приводит к образованию шарика на конце электрода. Брызги возникают, когда мяч отрывается и затем падает в лужу.
Если не очистить основной материал, произойдет загрязнение сварного шва, что приведет к разбрызгиванию. Брызги также возникают, если использовать слишком большой сварочный ток, использовать поврежденные или грязные электроды.
Чтобы справиться с частым разбрызгиванием, отрегулируйте сварочный ток и установите правильную длину дуги. Перед началом процесса убедитесь, что вы очистили сварочный материал. Кроме того, следуйте рекомендациям по хранению присадочного металла и предотвращению попадания влаги.
Посмотреть этот пост в Instagram
Пост, опубликованный Elite Welding Academy (@elite_welding_academy)
2.
 Пористость
ПористостьПористость в основном возникает из-за загрязнения поверхности. Некоторые примеси, которые могут загрязнить ваш сварной шов, включают влагу, жир, масло, окалину и ржавчину. Таким образом, перед сваркой электродами убедитесь, что вы очистили основной материал и правильно храните электроды.
Эта проблема также может возникнуть, если у вас слишком короткая или длинная дуга. Поэтому всегда имейте правильную длину дуги. При слишком длинной дуге вы не позволяете защитной атмосфере защитить сварной шов. Правильная длина дуги зависит от диаметра электрода.
Кроме того, слишком большой сварочный ток приводит к замерзанию сварочной ванны до выхода газа, что приводит к пористости. Проблема также может возникнуть, если вы используете скорость движения, потому что вы превышаете запас газа. Поэтому всегда регулируйте скорость соответствующим образом.
3. Плохое проплавление или недостаточное проплавление
Плохое проплавление и проплавление возникают при движении с очень высокой скоростью, если вы используете очень большой электрод, неправильный угол наклона электрода или неправильный тип электрода. Проблемы также могут возникнуть, если вы установите слишком низкий сварочный ток, который не может обеспечить надлежащую силу тока для проникновения через соединение.
Проблемы также могут возникнуть, если вы установите слишком низкий сварочный ток, который не может обеспечить надлежащую силу тока для проникновения через соединение.
Обе проблемы могут возникнуть из-за плохо спроектированных соединений или неправильной подготовки соединения. Вы должны минимизировать скорость перемещения и увеличить сварочный ток, чтобы предотвратить проблему. Вы также должны убедиться, что конструкция сварного шва обеспечивает доступ электрода ко всем поверхностям в вашем суставе, или используйте электрод меньшего диаметра.
Посмотреть этот пост в Instagram
Публикация от 1028 Mechanical Services LLC (@1028mechanical_serivcesllc)
4. Выточка
Подрез происходит, когда шов не заполнен должным образом, что приводит к эродированному участку или канавке. Подрез при сварке электродом в основном возникает из-за слишком высокого тока или высокой скорости перемещения. Слишком высокая скорость перемещения означает, что вы остаетесь в одном положении в течение короткого времени, что не позволяет эффективно заполнить сустав.
Слишком высокая скорость перемещения означает, что вы остаетесь в одном положении в течение короткого времени, что не позволяет эффективно заполнить сустав.
Чтобы избежать этой проблемы, вы должны останавливаться на каждой стороне сварного шва при применении техники плетения. Убедитесь, что вы минимизируете скорость движения; используйте правильный угол наклона электрода и сварочный ток, соответствующий положению сварки и размеру электрода.
5. Сварка внахлест или внахлест
Внахлест происходит, когда расплавленный наплавленный металл перемещается по поверхности основного материала, а затем охлаждается без плавления. Проблема возникает из-за низкой скорости перемещения и слишком долгого пребывания в ванне, что приводит к избыточному металлу сварного шва в соединении.
Проблема также может быть вызвана использованием неправильного угла наклона электрода или слишком большого электрода. Предотвратите эту проблему, увеличив скорость движения или используя правильный рабочий угол в соответствии с рекомендациями вашей компании, занимающейся наплавкой металла. Вы также можете избежать попадания лишнего расплавленного металла в сустав, используя небольшой электрод.
Вы также можете избежать попадания лишнего расплавленного металла в сустав, используя небольшой электрод.
6. Дуговая дуга
Магнитная дуга возникает, если во время сварки возникает несбалансированное магнитное поле. Это также может произойти, если в приспособлении или детали присутствует чрезмерный магнетизм. Дуговой разряд может произойти, когда вы проводите сварку в направлении от заземляющего зажима или к нему.
Когда вы приближаетесь к земле, дуга блуждает, что приводит к удару дуги назад. Прямая дуга возникает при наличии несбалансированного магнитного поля при сварке вдали от земли.
Чтобы избежать этой проблемы, измените место соединения заземления заготовки. Это также помогает минимизировать длину дуги, сварочный ток и использовать переменный ток.
Посмотреть этот пост в Instagram
Пост, опубликованный Уильямом Кнутсоном (@bigwilly450)
7.
 Двойное зажигание сварочной дуги
Двойное зажигание сварочной дугиКак новичок, вы можете столкнуться с проблемами прилипания электрода к заготовке. Итак, когда вы зажигаете дугу, зажигайте деталь и в то же время поднимайте электрод. Некоторые электроды легче ударить по сравнению с другими.
Например, электроды E7018 прилипают сильнее, чем электроды других типов. Другие электроды с более глубоким проплавлением, такие как E6013 и E6010, не прилипают, так как они имеют больший импульс для своей дуги.
При использовании электродов E7018 необходимо соблюдать осторожность и хранить их в электродных печах во избежание впитывания влаги. Если вы позволите им впитать влагу, в сварном шве будет больше водорода, что приведет к растрескиванию.
Заключение
Сварка стержнем — простой процесс, поэтому научиться успешно его выполнять не должно быть проблемой. Вы должны начать с наличия необходимых инструментов и оборудования, а также ноу-хау для их эффективного использования.
Узнайте о таких приемах, как перемещение стержневого электрода, очистка заготовки, зажигание дуги, скорость перемещения и правильная длина дуги для получения прочных сварных швов.
Также важно знать распространенные проблемы, такие как пористость, подрезы, разбрызгивание, дуновение дуги или нахлесты, а также лучшие способы их предотвращения для успешного процесса сварки.
Источники
- Сварка для начинающих: полное руководство
- Шаги по улучшению техники сварки электродами
- Сварка электродом [SMAW] – основные советы, электроды и преимущества
- Стержневой электрод и основы сварки
- Ручная сварка
- Surefire Способы улучшить свои навыки сварки электродом
- Общие проблемы со сваркой и способы их устранения
Изображение.
- 1. Чистота – ключ к успеху
- 2. Установка для электродуговой сварки
- 3. Как понять, неправильный ли у вас ток
- 4. Первая сварка электродом
- 5. Зажигание дуги
- 6. Перемещение электрода
- 7. Знайте длину правой дуги
- 8. Идеальный угол перемещения
- 9. Перетаскивание Whe Weld
- 10. Видимость
- 11. Избегайте влажности
 Перемещение электрода
Перемещение электродаMIG, TIG, Arc и многое другое
перейти к содержаниюWeldingMetal
Сварка — это процесс, используемый в производстве на протяжении тысячелетий. Различные виды сварки помогают производителям ковать мечи, строить корабли, мебель и многое другое. Существует множество видов сварки, каждый из которых имеет конкретное практическое применение. Когда вы начнете, вы обнаружите, что некоторые виды сварки легче освоить, в то время как на освоение других процессов могут уйти годы. Различные виды сварки работают внутри помещений, а другие лучше всего применять на открытом воздухе. Читайте дальше, чтобы узнать больше о типах сварки и определить, какой из них лучше всего соответствует вашим потребностям.
Читайте дальше, чтобы узнать больше о типах сварки и определить, какой из них лучше всего соответствует вашим потребностям.
Какие бывают виды сварки?
Существует множество различных видов сварки для различных уровней опыта и областей применения. Вы можете определить, какой тип сварки вам подходит, изучив свой опыт сварки и какие материалы вы хотели бы сваривать. В то время как некоторые типы сварки создают чистые валики и требуют минимальной очистки, другие типы сварных швов создают большие сварные швы, которые требуют очистки от большего количества шлака. Некоторые виды сварки подходят только для черных металлов, другие более универсальны. Мы составили краткий список нескольких распространенных типов сварки, их плюсов и минусов.
| Тип | Профи | Минусы |
|---|---|---|
| Сварка MIG – Дуговая сварка металлическим электродом в среде защитного газа (GMAW) | MIG отлично подходит для быстрой сварки больших и толстых материалов. Это самый удобный вид сварки для начинающих. Это самый удобный вид сварки для начинающих. | Сварные швыMIG не такие точные, прочные и чистые, как сварные швы TIG. Материалы заготовки должны быть полностью очищены от ржавчины или шлака. |
| Сварка ВИГ – Дуговая сварка вольфрамовым электродом в среде защитного газа (GTAW) | TIG обладает высокой точностью и универсальностью, что позволяет вам соединять широкий спектр небольших и тонких материалов. Он отлично подходит для сварки цветных металлов. | Сварке TIGсложнее научиться, что делает ее более медленным процессом с более длительным временем выполнения и более высокими производственными затратами. |
| Сварка стержнем – Дуговая сварка в защитном металле (SMAW) | Ручная сварка очень универсальна, недорога и проста в освоении. Его можно использовать на различных металлических сплавах. | Расходуемые электроды необходимо часто заменять, а шлак необходимо удалять после сварки, что замедляет процесс. |
| Сварка под флюсом – Дуговая сварка порошковой проволокой (FCAW) | Сварка под флюсом не использует защитный газ, поэтому ее можно использовать на открытом воздухе и в ветреную погоду. Его также можно использовать на различных металлических сплавах. | Присадочный материал дороже по сравнению с другими видами дуговой сварки. Кроме того, при дуговой сварке выделяется больше дыма и дыма, чем при других видах дуговой сварки. |
| Сварка энергетическим лучом (ЭЛС) | Сварка энергетическим лучом позволяет сваривать толстые и тонкие материалы, а также разнородные металлы с разной температурой плавления и проводимостью. Электронная сварка точна и дает сварщику контроль над процессом. | Материалы усаживаются и охлаждаются после соединения, что может привести к растрескиванию и искривлению в месте сварки. |
| Сварка атомным водородом (AHW) | Сварка атомарным водородом может достигать температуры до 4000 ° C, что позволяет сваривать вольфрам, самый тугоплавкий металл. Водород предотвращает окисление и загрязнение материалов. Этот процесс не требует флюса. | Сварка атомным водородом заменяется дуговой сваркой металлическим электродом из-за доступности недорогих инертных газов. |
| Кислородно-ацетиленовая сварка | Кислородно-ацетиленовая горелка легкая, компактная и бесшумная. Кислородно-ацетиленовые горелки могут легко резать железосодержащие материалы толщиной до 8 дюймов. Вы можете использовать кислородно-ацетиленовый газ для резки, пайки и сварки стали. | Ацетиленовое топливо более дорогое по сравнению с другими видами топлива. |
| Плазменная дуговая сварка | Горелки для плазменной сваркиобеспечивают полный контроль над дугой и высокое качество сварки. Сварные швы чистые, ровные и прочные. | Оборудование для плазменной сварки стоит дорого, поэтому начальные затраты высоки. Это более специализированный сварочный процесс, который требует больше времени для первоначального обучения. |
Сварка МИГ
Сварка металлов в среде инертного газа (МИГ) — это процесс дуговой сварки, в котором для получения сварного шва используется сплошной проволочный электрод. Электрод подается в сварочный пистолет и нагревается. Это простой вид сварки для новичков.
Сварка ВИГ
Сварка вольфрамовым электродом в среде инертного газа (ВИГ) представляет собой процесс дуговой сварки, в котором для получения сварного шва используется неплавящийся вольфрамовый электрод. Это точная форма сварки, позволяющая сварщику регулировать силу тока и расход газа. Сварка TIG наиболее эффективна для более деликатных материалов и может использоваться для сварки как черных, так и цветных металлов.
Сварка электродом или дуговая сварка
Сварка электродом – это процесс ручной дуговой сварки, в котором используется расходуемый электрод, покрытый флюсом, для выполнения сварного шва. Он обеспечивает прочные сварные швы и хорошо работает с более толстыми материалами. Это универсальный сварочный процесс, он прост в настройке оборудования и, как правило, прост в освоении.
Сварка под флюсом
Сварка под флюсом — это полуавтоматический или автоматический процесс дуговой сварки, в котором используется плавящийся электрод с непрерывной подачей. Электрод содержит флюсовый сердечник, который обеспечивает защиту сварного шва от атмосферы, что делает его очень портативным и универсальным.
Плазменно-дуговая сварка
Плазменно-дуговая сварка образует электрическую дугу между неплавящимся электродом и заготовкой. Процесс характеризуется высокой температурой и концентрацией энергии, что позволяет сварщику выполнять глубокие и узкие швы на высоких скоростях.
Ацетилено-кислородная сварка
При сварке кислородом-ацетиленом используются горючие газы и кислород для сварки или резки металлов. Кислород повышает температуру пламени, обеспечивая локальное плавление материала заготовки.
Какой тип сварного шва самый прочный?
Ни один тип сварки не является самым прочным среди всех видов сварки. Самый прочный сварной шов зависит от типа металла, толщины материала и ожидаемой весовой нагрузки на сварной шов. Сварка TIG обеспечивает самые чистые сварные швы в обычных условиях, потому что большее количество присадочного металла попадает непосредственно в соединение и производит меньше брызг. Он также идеально подходит для более тонких материалов, требующих более точных сварных швов. Сварка MIG обеспечивает наиболее стабильные сварные швы и является самым простым типом сварки для начинающих. Сварка под флюсом создает самые прочные сварные швы в более толстых материалах. Проволока с флюсовой сердцевиной позволяет сварному шву остывать медленнее, что создает более прочное и стабильное сварное соединение.
Какой вид сварки следует изучить?
При определении типа сварки, который вы должны изучить, вы можете спланировать тип материалов, с которыми вы хотели бы работать, количество времени, которое вам нужно для обучения, и ресурсы, которые у вас есть. Сварка MIG — самый удобный вид сварки для начинающих. Это более быстрый процесс, которому легко научиться и который прощает ошибки. Сварка TIG — это более медленный процесс, который требует больше времени для освоения и обеспечивает более точные сварные швы на различных типах материалов.
Каким видам сварки можно научиться в Крусибле?
В тигле начальные и продвинутые классы обучаются четырем различным видам сварки: кислородно-ацетиленовой газовой сварке, дуговой или электродуговой сварке, сварке МИГ и сварке ВИГ. Начните с начального курса по сварке MIG или попробуйте все четыре типа на нашем курсе «Изучение сварки». Crucible также предлагает курсы сварки TIG для начинающих и продвинутых, которые познакомят вас с работой с различными материалами. В классе дуговой сварки вы узнаете, как использовать электрическую дугу для создания тепла для плавления и соединения металлов. Дуговая сварка — отличный метод для сложных соединений и положений сварки. Курс кислородно-ацетиленовой сварки Crucible научит вас сваривать с использованием тепла, выделяемого горящими газами. Кислородно-ацетиленовая сварка – один из самых универсальных видов сварки. Вы можете использовать его для сварки железа или стали, а также использовать тепло для резки, пайки и сварки металлов. Он пригодится для удаления ржавчины или окалины с металлов, а также для ослабления заржавевших гаек и болтов.
Виды сварки Часто задаваемые вопросы
Какой вид сварки лучше?
Тип сварки, который подойдет вам лучше всего, зависит от вашего опыта, материалов и проектов. Сварке MIG, как правило, легче всего научиться. Сварка TIG — это более медленный и точный процесс, который работает со многими различными типами материалов. Дуговая и кислородно-ацетиленовая сварка обеспечивают прочные сварные швы на толстых материалах и могут работать на открытом воздухе и под водой.
В чем разница между сваркой MIG и TIG?
При сварке MIG и TIG используется дуга для создания тепла и сварки металлов; однако разница между ними заключается в способе использования дуги. MIG использует проволочный сварочный электрод, который постоянно перемещается по сварочному аппарату на катушке для выработки тепла. TIG использует вольфрамовый электрод, который создает электрическую дугу между горелкой и материалами.
Какому способу сварки легче всего научиться?
Сварка МИГ, как правило, самый простой вид сварки для начинающих. Сварочные аппараты MIG используют подающую проволоку, которая проходит через аппарат с заданной скоростью. Это делает процесс относительно быстрым и обеспечивает стабильные сварные швы.
Какой вид сварки труднее всего освоить?
Сварка ВИГ является самой сложной формой сварки для изучения по целому ряду причин. Процесс сварки TIG медленный и требует времени, чтобы привыкнуть к нему новичку. Сварщику TIG требуется ножная педаль для подачи электрода и управления переменным током, удерживая при этом устойчивую руку у сварочной горелки. Это дает сварщику больше контроля над процессом, но новичку может потребоваться больше времени для обучения.
Продолжить изучение металлических направляющих
Из этого вводного руководства по кузнечному делу с механическим молотом узнайте, как работать с механическим молотом. ..
Подробнее →
Задумывались ли вы, чем занимается литейный цех? Узнайте о разнице между черными и цветными металлами и о том, как начать литейную карьеру….
Подробнее →
Узнайте о различных способах литья бронзы в литейном и ювелирном производстве, а также о том, как начать работу, из этого руководства для начинающих. к бронзовому литью….
Подробнее →
Узнайте о различных типах литья по выплавляемым моделям, от металлов до стекла, и о том, как начать работу, из этого руководства для начинающих по литью по выплавляемым моделям….
Подробнее →
Узнайте, как построить собственное кузнечная кузница и станьте кузнецом с помощью этого пошагового руководства….
Подробнее →
Узнайте все, что вы хотели знать о литье металлов от типов форм до различных методов литья….
Подробнее →
Вы можете научиться сваривать металл
Еженедельно в Крусибле проводятся новые занятия по сварке.
Изучение сварки
Не можете решить, какой тип сварки выбрать? Исследуйте различные возможности кислородно-ацетиленовой сварки, электродуговой сварки, инертного газа с металлом (MIG) и инертного газа с вольфрамом (TIG). Вы получите…
Узнать больше и зарегистрироваться →
3-часовой дегустационный курс: сварка MIG
3-часовой дегустационный курс — это отличный способ изучить новый вид искусства без более глубокого изучения полного курса. После базового ознакомления со сваркой металлов в среде инертного газа (MIG) плазменная…
Узнать больше и зарегистрироваться →
Кислородно-ацетиленовая сварка
Сварка с использованием тепла, выделяемого горящими газами, является одним из старейших методов сварки, восходящим к Древней Греции. В этом курсе студенты познакомятся со сжиганием газа…
Узнать больше и зарегистрироваться →
Сварка ВИГ I
ВИГ (вольфрам в инертном газе) или GTAW (дуговая сварка вольфрамовым электродом) — это обычно используется для тонких работ и цветных металлов. Он использует источник питания переменного/постоянного тока,…
Узнать больше и зарегистрироваться →
Сварка MIG
MIG (металл в среде инертного газа) — наиболее распространенный вид современной сварки. Это процесс, при котором сварочный аппарат фокусирует электричество на движущейся металлической проволоке, которая подается через шланг…
Узнать больше и зарегистрироваться →
3-часовой дегустатор: ARC Welding
3-часовой дегустатор — это отличный способ изучить новую форму искусства без более глубокой приверженности полному курсу. После базового ознакомления со сваркой электродом попробуйте свои силы в создании…
Узнать больше и зарегистрироваться →
Производство металлической мебели
Изготовьте единственную в своем роде металлическую мебель для вашего дома! Выходя за рамки базовой сварки MIG, этот курс посвящен проектированию и изготовлению функциональных и эстетически привлекательных…
Узнать больше и зарегистрироваться →
Лаборатория сварки MIG и TIG
Занятия в лаборатории являются большим преимуществом, исключительно для участников Crucible! Практикуйте навыки, которые вы изучаете в классе, и открывайте новые возможности в своем ремесле. Инструкция не предоставляется…
Узнать больше и зарегистрироваться →
Молодежная сварка МИГ
МИГ (металл в среде инертного газа) — самый распространенный вид современной сварки. Это процесс, при котором сварочный аппарат фокусирует электричество на движущейся металлической проволоке, которая подается через шланг…
Узнать больше и зарегистрироваться →
Молодежная дуговая сварка I
Научитесь сплавлять, резать, сгибать и фигурный металл. Это интенсивное введение в дуговую сварку, также известную как дуговая сварка, и резка кислородно-ацетиленовой горелкой проводится техническим специалистом….
Узнать больше и зарегистрироваться →
Музыка ветра
Создайте свою собственную сварную музыку ветра! Учащиеся будут сваривать прямоугольную металлическую коробку для ветряных колокольчиков, плазменной резкой их уникальный дизайн по бокам, а также подвешивать стальную цепь, крюки и резать металл… сварка вольфрамовым электродом в среде инертного газа) — это высокоточный метод сварки, при котором получаются чистые и целенаправленные сварные швы на любых материалах — от сверхтонких до очень толстых. Вы узнаете…
Узнать больше и зарегистрироваться →
Скульптура из стали
Узнайте, как сваривать стальные скульптуры, на этом занятии по развитию творческих навыков и разработке проектов. Используя сварочный аппарат MIG, плазменный резак и кислородно-ацетиленовую горелку, вы получите…
Узнать больше и зарегистрироваться →
Сварка TIG II
Этот курс расширяет базовые навыки, изучаемые в сварке TIG I. Учащиеся будет дан ряд технических упражнений, предназначенных для улучшения их внимания и контроля, обзора совместных…
Узнать больше и зарегистрироваться →
Музыка ветра
Создайте свою собственную сварную музыку ветра! Учащиеся будут сваривать прямоугольную металлическую коробку для колокольчиков, плазменной резкой по бокам их уникального дизайна, а также подвешивать стальные цепи, крюки и резать металл…
Узнать больше и зарегистрироваться →
Молодежь, изучающая сварку
Молодежь может изучить три различных типа сварки: сварка в среде инертного газа (MIG), дуговая/стержневая (ARC) и кислородно-ацетиленовая.