советы для начинающих, как варить вертикальный шов инвертором
В быту периодически возникает надобность в сварке предметов. Очень часто такая потребность появляется в частном секторе. При большом количестве работ можно обратиться к опытным сварщикам, а при мелких работах лучше применить инверторный сварочный аппарат.
Это наиболее простой, доступный и удобный тип сварки. Он доступен для работы каждому. Для этого необходимо знать принципы работы сварочного процесса.
- Правила инверторной сварки
- Принцип работы
- Как правильно сваривать металл инвертором
- Как варить вертикальный шов
- Полярность при сварке
- Советы для «чайников»
Правила инверторной сварки
Сварка инвертором стала прорывом в сфере сварочных аппаратов, т. к. устаревшие трансформаторы достаточно тяжелые и сложные в применении. Преимущество в том, что при инверторной сварке разбрызгивание происходит меньше, чем при сварке от трансформатора.
Инвертор — сварочный аппарат, позволяющий соединять листы из металла с помощью электрического разряда. Он имеет отличительную особенность: обладает
Транспортировать можно с помощью ручки или ремня. Охлаждение осуществляется за счет вентиляционных отверстий в корпусе. Этот аппарат потребляет электроэнергию, которая устремляется только на работу дуги, а она осуществляет сам сварочный процесс.
Прибор малочувствителен к перепадам напряжения. При постоянных перепадах следует обратить внимание на требуемое напряжение, которое указано в паспорте инвертора.
На поверхность устройства выведены рукоятки и индикаторы управления:
- включается и выключается тумблером;
- величина напряжения и тока устанавливается ручками на передней панели;
- панель имеет индикаторы, информирующие о подаче питания и перегреве устройства;
- спереди на панели расположены выходы («+” и «-“).


Дополнительно в наборе имеются 2 кабеля. Один из них завершается держателем для электрода, а второй имеет зажим в виде прищепки для закрепления изделия. Подключается аппарат через разъем, который находится на задней панели устройства.
Принцип работы
Инвертор — электронное устройство, работающее от электросети. При включении в работу старых сварочных аппаратов происходит сильный и огромный толчок электроэнергии, в связи с чем возможно отключение света.
Инвертор же располагает аккумуляционными конденсаторами, накапливающими электроэнергию и обеспечивающими бесперебойную работу сети. Они мягко разжигают дугу инвертора.
Стоит обратить внимание на то, что потребление электроэнергии зависит от диаметра электродов. Чем он больше, тем больше потребление. В связи с этим, чтобы не сжечь бытовые приборы, необходимо перед работой с инвертором рассчитать максимально возможное количество электроэнергии, которое будет расходоваться аппаратом.
Стоит учесть, что для каждого диаметра электрода представлена минимальная сила тока, т. е. при попытке снизить силу тока шов не получится. При повышении же силы тока — получится, но электрод будет быстро сгорать.
Дуга исходит от соединения металлического участка электрода и свариваемого металла. Электрод и металл начинают плавиться под воздействием температуры дуги. Расплавленные части в ее месте образуют ванну. Расплавляется обмазка электрода, часть которой переходит в газообразное состояние и перекрывает ванну от кислорода. Другая часть обмазки (в жидком состоянии) защищает металл от воздуха во время сварки и в процессе охлаждения.
После сварки и охлаждения металла жидкая часть представляет собой шлак, покрывающий шов с внешней стороны. После остывания шлак удаляется постукиванием молотком.
Электрод в процессе сварки плавится. Чтобы дуга не гасла, нужно выдерживать ее длину, т. е. расстояние между металлом и электродом. Это можно сделать при вводе электрода в место сварки с одинаковой скоростью и ровно по стыку шва.
Это можно сделать при вводе электрода в место сварки с одинаковой скоростью и ровно по стыку шва.
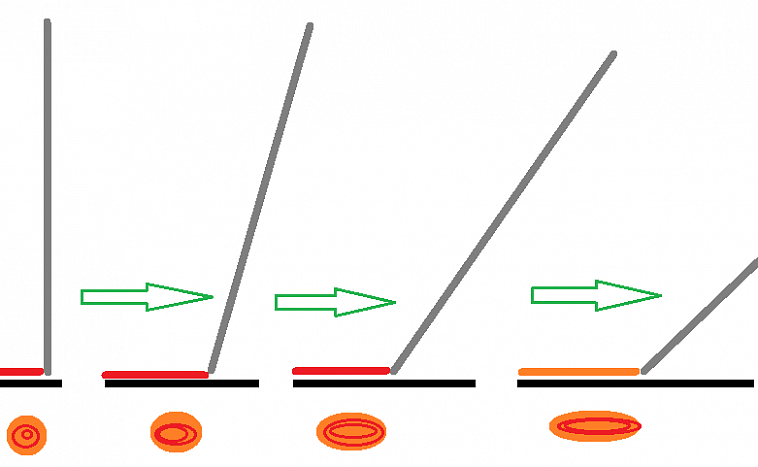
При короткой дуге (около 1 мм), металл греется на малую по ширине площадь, а шов выходит выпуклый. В точке соединения шва и металла может появиться такой дефект, как подрез (параллельная ямка возле шва). Он снижает прочность шва.
Длинная дуга нестабильна, плохо защищена от воздуха, почти не прогревает металл, и шов выходит неполной глубины. Нормальная величина дуги — от 2 до 3 мм. Постоянный зазор такой величины сформирует нормальный шов, с хорошим проваром.
Как правильно сваривать металл инвертором
Для работы со сваркой необходимы следующие защитные элементы:
- Перчатки из грубого материала, но ни в коем случае не резиновые.
- Сварочная маска с фильтром, который подбирается в зависимости от величины сварочного тока. Удобнее использовать маску «хамелеон», т. к. установленный в ней фильтр распознает дугу и под ее размеры затемняется.
- Одежда, которая должна быть из натурального плотного и невозгораемого материала, закрывать шею и руки.
- Закрытая обувь из натуральной кожи и на толстой подошве.

Необходимо подготовить безопасное место для сварки:
- Свободное пространство, отсутствие всего лишнего.
- Хорошее освещение.
- Работа выполняется стоя на деревянном настиле, который защищает от поражения током.
После этого необходимо настроить сварочный ток (в зависимости от толщины металла и деталей) и выбрать электрод (2−5 мм). Обычно на корпусе прибора указана сила этого тока. Электроды необходимо выбирать, ориентируясь на марку материалов для сварки. Далее подключается клемма массы к свариваемой поверхности.
Для получения надежного и качественного соединения перед началом работы металл следует подготовить.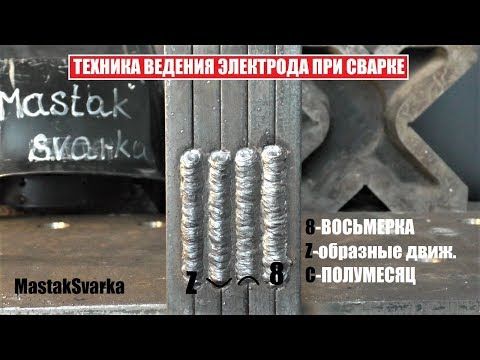 Металлической щеткой удаляется ржавчина с кромок, которые нужно обработать растворителем (бензином, уайт-спиритом). Важно не допустить на кромках наличие жира и лакокрасочных материалов.
Металлической щеткой удаляется ржавчина с кромок, которые нужно обработать растворителем (бензином, уайт-спиритом). Важно не допустить на кромках наличие жира и лакокрасочных материалов.
Новичкам лучше выполнять шов в виде валика на металлическом листе с большой толщиной. Лист необходимо положить горизонтально на стол. На нем мелом прочерчивается прямая линия для ориентира в работе, по которой будет прокладываться валик. Для начала сварки необходимо поджечь дугу. Сделать это можно 2-мя способами:
- чирканьем;
- постукиванием.
Можно зажечь и удержать дугу обоими способами. Далее идет сам процесс сварки, получается сварочный шов. Накипь металла сверху шва необходимо убрать постукиванием маленьким молоточком или твердым предметом. Умение управлять длиной дуги обеспечит отличный результат.
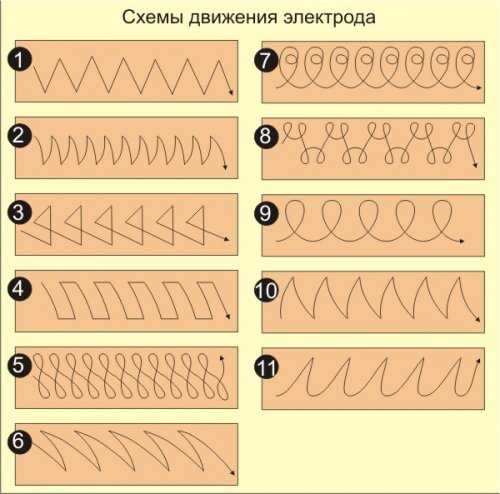
На красоту шва влияют:
- угол наклона электрода;
- схема поперечных и продольных передвижений;
- скорость движения электрода.

Как варить вертикальный шов
Сварка таких швов (наклонных и потолочных) — довольно сложный процесс. Это связано с тем, что даже расплавленный металл подвержен закону всемирного тяготения. Его все время тянет вниз, что и вызывает трудности. Начинающим сварщикам нужно будет потратить много времени, чтобы научиться этому.
Существует 3 технологии варки вертикального шва:
- Треугольник. Применяют при соединении деталей толщиной не больше 2 мм. Сварка происходит снизу вверх. Жидкий металл находится сверху застывающего. Он стекает вниз, тем самым закрывая шовный валик. Стекающий шлак не мешает, т. к. он движется по затвердевшей ванне, которая выходит под определенным углом. Внешне сварная ванна похожа на треугольник. В этом способе важно безошибочно двигать электрод для полного заполнения стыка.
- Елочка. Такой вид сварки подойдет для зазоров между заготовками, равными 2−3 мм. По кромке от глубины на себя необходимо электродом расплавить металл на всю толщину заготовки и, не останавливаясь, спустить электрод до зазора. После того как произойдет проплавка, сделать все это по другой кромке. Нужно продолжать от низа до верха сварочного шва. Так получается равномерное расположение расплавленного металла в пространстве зазора. Важно не допустить образования подрезов кромок и подтеков металла.
- Лестница. Такой способ применяется при большом зазоре между соединяемыми заготовками и малом притуплении кромок (или его отсутствии вообще). Сварка осуществляется зигзагообразно от одной кромки к другой снизу вверх. Электрод длительное время останавливается на кромках, а переход производится быстро. Валик будет иметь небольшое сечение.
 После того как произойдет проплавка, сделать все это по другой кромке. Нужно продолжать от низа до верха сварочного шва. Так получается равномерное расположение расплавленного металла в пространстве зазора. Важно не допустить образования подрезов кромок и подтеков металла.
После того как произойдет проплавка, сделать все это по другой кромке. Нужно продолжать от низа до верха сварочного шва. Так получается равномерное расположение расплавленного металла в пространстве зазора. Важно не допустить образования подрезов кромок и подтеков металла.Полярность при сварке
Расплавление металла в процессе сварки осуществляется под действием тепла дуги. Она образуется между металлом и электродом при их подключении к противоположным клеммам сварочного устройства.
Есть 2 варианта выполнения сварочных работ: прямой и обратной полярности.
- В первом случае электрод подключают к минусу, а металл — к плюсу. Осуществляется пониженное введение тепла в металл. Место расплавления узкое и глубокое.
- Во втором случае электрод подключается к плюсу, а металл — к минусу, происходит пониженное введение тепла в изделие. Место расплавления широкое, но не глубокое.
При выборе сварки необходимо учитывать, что элемент сети, подключенный к плюсу, нагревается больше. На прямой полярности варят толстый металл, а на обратной — тонкий.
Советы для «чайников»
- не пренебрегать средствами защиты;
- перед выполнением работы стоит потренироваться для предотвращения ошибок;
- сварку нужно выполнять с минимальной рекомендованной величиной силы тока;
- не забывать отбивать шлак;
- для уменьшения деформации изделия нужно закрепить детали в процессе сварки;
- соблюдать инструкции и рекомендации.
Помимо того, что сваркой можно соединять детали, ею можно и разрезать их.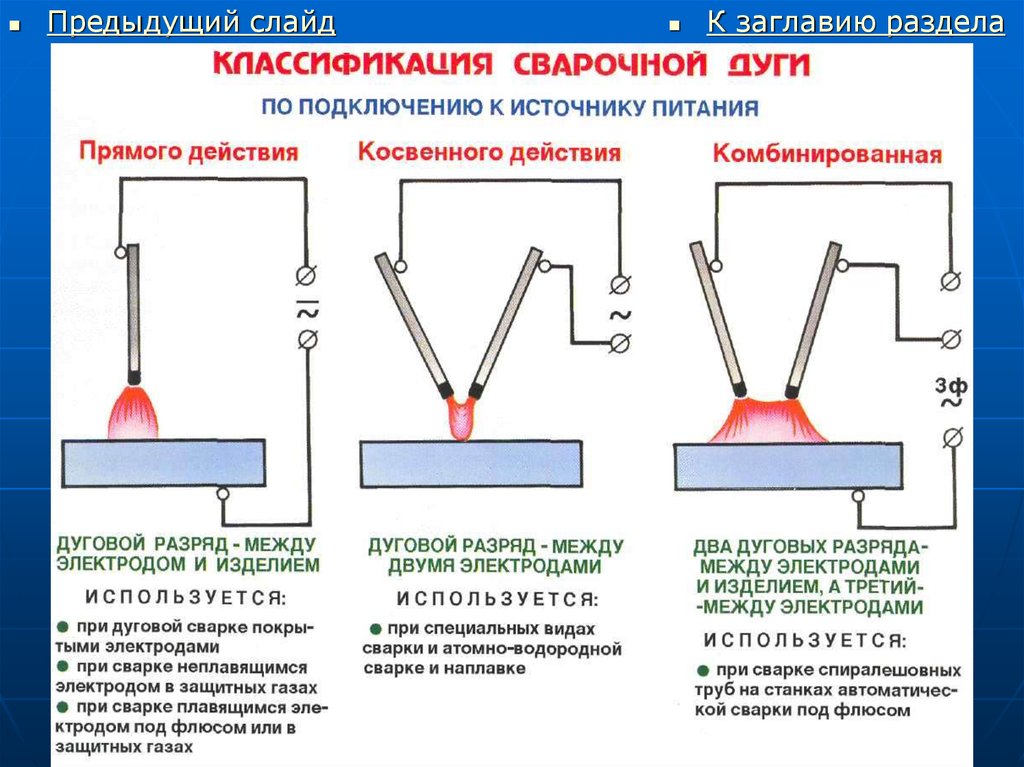 Для этого необходимо увеличить силу тока и отрезать деталь или уголки. Только ровно это сделать не получится.
Для этого необходимо увеличить силу тока и отрезать деталь или уголки. Только ровно это сделать не получится.
Применяя это руководство, можно постепенно улучшать свои навыки и в дальнейшем без проблем пользоваться инверторной сваркой. Главное в этом деле — практика.
инструкция для новичков и не только
Из этого материала вы узнаете:
- Особенности сварочного инвертора
- Назначение инвертора и сферы применения
- Подбор силы тока
- Подбор диаметра электрода
- Пошаговая инструкция по инверторной сварке
- Техника безопасности при инверторной сварке
- Распространенные ошибки новичков при инверторной сварке
- Полезные функции инвертора для новичков
С появлением недорогих инверторов у каждого начинающего мастера появилась возможность научиться варить самостоятельно. Сварка таким аппаратом намного проще, чем, например, трансформатором, который сильно нагружает электросеть.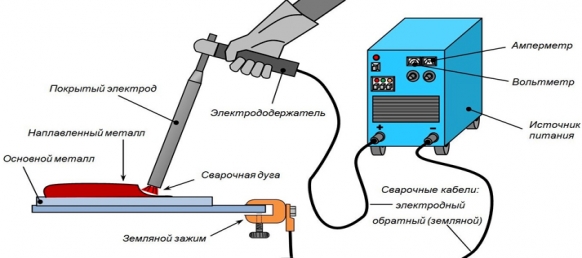
Стоимость инвертора для сварки во многом зависит от его характеристик и бренда. Однако даже самого дешевого вполне хватит для сборки простой металлоконструкции или сварки дачного забора. Для освоения этого аппарата понадобится совсем немного времени. Как варить инверторной сваркой, вы легко поймете, прочитав нашу статью до конца.
Особенности сварочного инвертора
Упростить сварочный процесс можно, даже не являясь профессиональным сварщиком. Такая возможность появилась при выходе на рынок инверторных аппаратов.
Такой вид сварки металла – большой технологический шаг. Раньше подобное оборудование было неподъемным, достаточно вспомнить выпрямители и сварочные трансформаторы предыдущих поколений. Сегодня габариты и масса инверторного аппарата намного меньше, что делает более удобным его использование и повышает производительность сварочных работ.
Сейчас с уверенностью можно сказать, что инвертор – самый современный, и традиционные генераторы, выпрямители, трансформаторы постепенно отходят на второй план.
Как варить инверторной сваркой? Существует несколько видов инверторов, производители у них тоже разные. Конструкция аппарата не зависит от производителя и состоит из:
- блока питания с фильтром и устройством для выпрямления;
- инверторного блока, который служит преобразователем постоянного тока в переменный высокочастотный;
- трансформатора для понижения напряжения тока;
- силового выпрямителя, отвечающего за постоянный ток в аппарате на выходе;
- электронного блока, за счет которого происходит управление аппаратом.
Конструкция содержит множество технологических решений, позволяющих создавать очень качественные соединительные швы большой прочности. Вес аппарата – от 5 до 15 кг, а его компактность дает возможность без проблем переносить оборудование с места на место.
В новом комплекте оборудования при покупке вы найдете подробную инструкцию, которая подскажет, как научиться варить инверторной сваркой самостоятельно, как аппарат включать, какие использовать электроды в зависимости от свариваемого металла и прочие детали.
Назначение инвертора и сферы применения
В особых случаях, когда параметры металла для сварки требуют особого подхода для создания идеальных швов, качественная инверторная сварка чаще всего и есть лучшее решение.
VT-metall предлагает услуги:
За счет того, что действие механизмов продумано до мелочей, работы по соединению деталей инвертором становятся все более популярны в различных сферах:
- Технология сварки обеспечивает высокую эффективность как в бытовых, так и в промышленных условиях благодаря высокой транспортабельности и компактности. И если вы впервые столкнулись с таким видом работы, самоучитель для начинающих в короткие сроки ответит на вопрос о том, как правильно варить инверторной сваркой.
- Антизалипание и форсирование дуги – это лишь некоторые новейшие возможности, которые может предоставить разнотипная сварка.
- Весь процесс автоматизирован, что позволяет серьезно упростить работу сварщика.
- К преимуществам инверторной сварки можно отнести ее способность надежно и эффективно соединять разнородные металлы: нержавейку и высоколегированную сталь, медь, титан, алюминий и прочие сплавы.К преимуществам инверторной сварки можно отнести ее способность надежно и эффективно
Электрическая инверторная сварка может выполняться на абсолютно разных объектах, в том числе и в бытовых условиях, как говорилось выше. Поскольку данная технология не требует специального обучения, информацию о том, как варить металл инверторной сваркой, можно найти в Интернете.
Подбор силы тока
Для новичка освоить данный вид сварки – не проблема, если он научится правильно выставлять силу тока. Выбирать ее нужно в соответствии с толщиной свариваемого металла. Если число ампер будет превышено, то шов получится слишком вплавленным, местами даже с дырами от прожогов. Соответственно, это соединение очень непрочно и ломается при нажиме.
Если число ампер будет превышено, то шов получится слишком вплавленным, местами даже с дырами от прожогов. Соответственно, это соединение очень непрочно и ломается при нажиме.
Рекомендуем статьи
- Особенности дуговой сварки: разбираемся в технологии
- Изготовление сварочного оборудования: необходимые характеристики и лучшие производители
- Аргоновая сварка труб: особенности технологии
Если же силы тока недостаточно, на поверхности останется наплавленный металл без необходимой проплавки. Если это узлы отопления, то они быстро протекут, а металлические конструкции могут рассоединиться.
На торце инверторного аппарата есть переключатель ампер. Его значение отображается либо на шкале, либо на цифровом дисплее в зависимости от модели. Чтобы соединение вышло оптимальным, рекомендуется выбирать силу тока в соответствии с данными, приведенными в таблице:
| Сила тока, А | Толщина металла, мм |
|---|---|
| 35–55 | 1,5 |
| 45–75 | 2 |
| 90–125 | 3 |
| 125–165 | 4 |
| 140–170 | 5 |
| 160–200 | 6 |
Подбор диаметра электрода
Когда вы научитесь правильно выбирать диаметр электрода, то есть в соответствии с установленной силой тока и толщиной сторон металлического изделия, инверторная сварка станет довольно простым занятием. Очень тонким элементам обеспечен перегрев на большом токе, а это накаляет держатель и может травмировать сварщика. Если будет подобран слишком большой диаметр электрода, то он будет прилипать, и не получится добиться нужной степени проплавки.
Очень тонким элементам обеспечен перегрев на большом токе, а это накаляет держатель и может травмировать сварщика. Если будет подобран слишком большой диаметр электрода, то он будет прилипать, и не получится добиться нужной степени проплавки.
Среди советов новичкам о том, как варить инверторной сваркой, можно привести следующую таблицу, где указано соответствие диаметра электрода толщине металла:
| Толщина металла, мм | Диаметр электрода, мм |
|---|---|
| 1,5 | 2 |
| 2 | 2,5 |
| 3 | 3 |
| 4 | 4 |
| 5 | 4 |
| 6 | 5 |
Пошаговая инструкция по инверторной сваркеТолько после верного выставления всех настроек можно приступать к сварке. Прежде всего, рекомендуется надеть защитную верхнюю одежду из плотной ткани, при этом края куртки должны находиться поверх брюк, так же как и края штанин по отношению к обуви.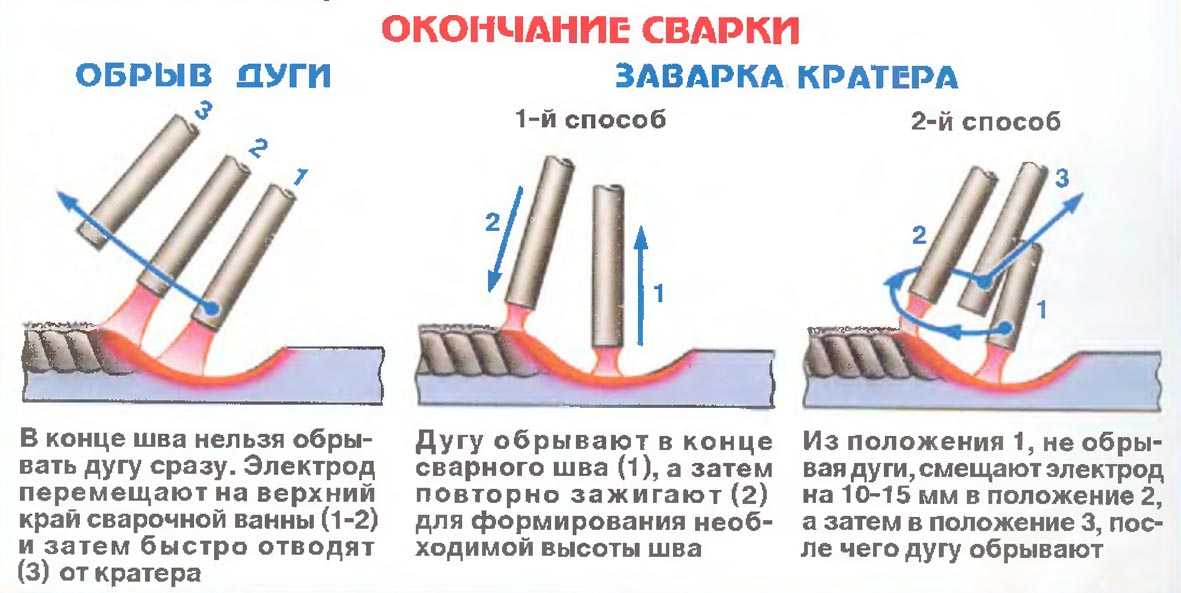 Это защитит от горячих окалин, которые могут обжечь незащищенные части тела. Новичкам рекомендуется маска-хамелеон, чтобы лучше видеть собственные действия до розжига дуги. На руки следует надеть перчатки из прочной ткани.Если разбирать сварочный процесс пошагово, то выглядит он так:
Это защитит от горячих окалин, которые могут обжечь незащищенные части тела. Новичкам рекомендуется маска-хамелеон, чтобы лучше видеть собственные действия до розжига дуги. На руки следует надеть перчатки из прочной ткани.Если разбирать сварочный процесс пошагово, то выглядит он так:
- Кончик электрода касается черновой поверхности с постукиванием. В этом качестве можно применять прикрепленную к массе пластину или металлический квадрат размером 100х100 мм. Такой вариант прогрева увеличивает чувствительность к последующим возгораниям и заставляет электроны в присадочном металле двигаться.
- Две стороны свариваемого металла нужно скрепить между собой, чтобы во время сварки они не расползлись. «Прихватки» нужно поставить не менее чем в двух местах, если речь о стыке, и с обратной стороны не менее двух, если соединение тавровое или угловое.
- Далее дуга перемещается к началу шва при легком касании к металлу.
- Поскольку дуга очень ярко горит, лучше сначала потренироваться на черновых деталях, чтобы глаза привыкли к такому свету. Это нужно для того, чтобы видеть не только белое пятно, но и понимать, какие процессы происходят.
- Если удерживать дугу на месте, образуется лужица металла, так называемая «сварочная ванна». Это происходит из-за плавления основной стали и присадочного материала. Какова ширина ванны, такими будут границы шва.
- Помимо расплавленного металла, в ванне будет накапливаться жидкий шлак. Он создает изолированную среду (при помощи паров) для защиты шва от воздействия воздуха. Новичку при работе с инверторной сваркой нужно научиться отличать расплавленный металл от жидкого шлака. Последний обычно красный, а вот у металла – белый цвет. Если перепутать шлак со сталью, то можно не проварить много мест на поверхности.
- Несмотря на свою защитную функцию, шлак образует наплывы, которые мешают сварщику, поэтому ему приходится регулярно отгонять в сторону кончиком электрода затекающий шлак. Разводы, образующиеся на поверхности, после застывания легко отбиваются.
- Шов образуется разными движениями кончика присадочного элемента, но это требует подробного описания, которое приводится далее в тексте.
- При окончании сварки необходимо сделать «замок», то есть окончание шва. Если убрать электрод без этого, то образуется отверстие, похожее на кратер, и все это застынет. В итоге он первый пропустит воду, с него начнется трещина при нажиме. Поэтому завершить шов нужно, отведя кончик в сторону на цельный металл либо заведя его на уже готовое соединение.
 Это нужно для того, чтобы видеть не только белое пятно, но и понимать, какие процессы происходят.
Это нужно для того, чтобы видеть не только белое пятно, но и понимать, какие процессы происходят.
Техника безопасности при инверторной сваркеМы не сделаем глобального открытия, если в очередной раз напомним, что при инверторной сварке, как и при других подобных видах работ, самое важное – техника безопасности. Маска сварщика – обязательна. Рабочая одежда должна быть из негорючих материалов и надежно защищать руки и ноги от брызг расплавленного металла.
Читайте также: Приспособления для сварочного стола: обзор наиболее важных
Стоит ли говорить, что поблизости от места проведения сварочных работ не должно быть легковоспламеняющихся предметов, а домашняя электропроводка должна быть рассчитана на большую нагрузку от сварочного аппарата. Потребуется около 4 кВт при напряжении сварочного тока в 200 А. В отличие от трансформаторных аппаратов предыдущего поколения, инверторное оборудование не очень сильно нагружает сеть, но может не работать при пониженном напряжении. Эти нюансы необходимо брать в расчет при подготовке к сварочным работам.Распространенные ошибки новичков при инверторной сваркеКак правильно варить шов инверторной сваркой? Обычно все новички допускают ошибки и дефекты. Но, зная основные виды этих недоработок, можно научиться работать над ошибками и овладеть мастерством на хорошем уровне. Самыми распространенными дефектами считаются:
Потребуется около 4 кВт при напряжении сварочного тока в 200 А. В отличие от трансформаторных аппаратов предыдущего поколения, инверторное оборудование не очень сильно нагружает сеть, но может не работать при пониженном напряжении. Эти нюансы необходимо брать в расчет при подготовке к сварочным работам.Распространенные ошибки новичков при инверторной сваркеКак правильно варить шов инверторной сваркой? Обычно все новички допускают ошибки и дефекты. Но, зная основные виды этих недоработок, можно научиться работать над ошибками и овладеть мастерством на хорошем уровне. Самыми распространенными дефектами считаются:
- Трещины. Они образуются, когда неправильно подобран электрод. Если его химический состав не совпадает со свариваемыми материалами, это приведет к образованию трещин: холодных и горячих. Избежать этого можно, внимательно ознакомившись с рекомендациями на упаковке присадочного элемента, где указано его взаимодействие с металлами.
- Прожоги – дыры в пластинах и деталях. Образуются при большой силе тока и медленном ведении дуги. Чтобы этого избежать, нужно устанавливать ток в соответствии с приведенной выше таблицей и делать шов быстрее.
- Непровары – пропущенные участки, где присадочный материал не проплавляется, а просто накладывается сверху. Соединение хрупкое и негерметичное. Происходит это из-за небольшой силы тока и слишком быстрой проводке шва. Решить проблему можно, правильно настроив сварочный инвертор и равномерно ведя дугу.
- Поры. Образуются при взаимодействии сварочной ванны и окружающей среды. Причина может быть в плохом или отсыревшем покрытии электродов. В этом случае нужно прокалить присадочный материал на печи или каком-либо устройстве при температуре 170°. Возникновению пор также может послужить ветреная погода, если работы ведутся на улице. Поэтому при данных условиях должен быть установлен заградительный щит.
 Образуются при большой силе тока и медленном ведении дуги. Чтобы этого избежать, нужно устанавливать ток в соответствии с приведенной выше таблицей и делать шов быстрее.
Образуются при большой силе тока и медленном ведении дуги. Чтобы этого избежать, нужно устанавливать ток в соответствии с приведенной выше таблицей и делать шов быстрее.Шов может быть некрасивым и неравномерным по форме, иметь бугры, чешую и сильно отличаться по ширине. Эта проблема появляется из-за недостаточного освоения колебательных движений и решается практикой.Полезные функции инвертора для новичковДля новичков существуют аппараты с дополнительными функциями, чтобы можно было быстрее освоить инверторную сварку:
Эта проблема появляется из-за недостаточного освоения колебательных движений и решается практикой.Полезные функции инвертора для новичковДля новичков существуют аппараты с дополнительными функциями, чтобы можно было быстрее освоить инверторную сварку:
- При сварке тонкого металла режим форсажа дуги не дает прилипнуть электроду. Эта настройка прибавляет 10 % тока от выставленного автоматически, когда датчик оборудования определяет, что расстояние между поверхностью и электродом сократилось.
- Опция горячего старта мгновенно разжигает дугу без постукиваний о черновой материал или пластину. Кроме того, поддерживается высокое напряжение холостого хода, когда контакты разомкнуты, что благоприятно сказывается на общей производительности.
- Инверторная сварка дает возможность починить металлические элементы даже новичку. Для этого нужно изучить параметры настройки аппарата и освоить технику выполнения шва. Сам же компактный инвертор позволит обеспечить быструю и надежную сварку.

Почему следует обращаться именно к нам
Мы с уважением относимся ко всем клиентам и одинаково скрупулезно выполняем задания любого объема.
Наши производственные мощности позволяют обрабатывать различные материалы:
- цветные металлы;
- чугун;
- нержавеющую сталь.
При выполнении заказа наши специалисты применяют все известные способы механической обработки металла. Современное оборудование последнего поколения дает возможность добиваться максимального соответствия изначальным чертежам.
Для того чтобы приблизить заготовку к предъявленному заказчиком эскизу, наши специалисты используют универсальное оборудование, предназначенное для ювелирной заточки инструмента для особо сложных операций. В наших производственных цехах металл становится пластичным материалом, из которого можно выполнить любую заготовку.
Преимуществом обращения к нашим специалистам является соблюдение ими ГОСТа и всех технологических нормативов. На каждом этапе работы ведется жесткий контроль качества, поэтому мы гарантируем клиентам добросовестно выполненный продукт.
На каждом этапе работы ведется жесткий контроль качества, поэтому мы гарантируем клиентам добросовестно выполненный продукт.
Благодаря опыту наших мастеров на выходе получается образцовое изделие, отвечающее самым взыскательным требованиям. При этом мы отталкиваемся от мощной материальной базы и ориентируемся на инновационные технологические наработки.
Мы работаем с заказчиками со всех регионов России. Если вы хотите сделать заказ на металлообработку, наши менеджеры готовы выслушать все условия. В случае необходимости клиенту предоставляется бесплатная профильная консультация.
Каковы преимущества инверторного сварочного аппарата?
Содержание
Недавно я решил купить сварочный аппарат для своей строительной компании и начал изучать различные типы сварочных аппаратов. Именно тогда мое внимание привлек инверторный сварочный аппарат. В то время как привлекательная новая технология сделала этот продукт очень привлекательным, я хотел знать, почему инверторный сварочный аппарат лучше, чем традиционные трансформаторные инверторы?
Инверторные сварочные аппараты легкие, компактные, портативные и очень простые в использовании. Вы можете подключить его к бытовой розетке, потому что он потребляет очень мало электроэнергии. Он также имеет несколько настроек регулирования мощности, при этом он может работать с низкокачественными системами электроснабжения.
Вы можете подключить его к бытовой розетке, потому что он потребляет очень мало электроэнергии. Он также имеет несколько настроек регулирования мощности, при этом он может работать с низкокачественными системами электроснабжения.
Благодаря концепции и работе инверторного сварочного аппарата используемые трансформаторы имеют гораздо меньшие размеры. В результате это позволяет машине быть легкой и компактной до такой степени, что она может поместиться в портфеле. В результате это также позволяет вам легко носить его с собой.
Что такое инверторный сварочный аппарат?
Инверторный сварочный аппарат использует недавно разработанную кремниевую технологию для электронного управления процессом сварки. Он выпрямляет первичный переменный ток в постоянный перед увеличением частоты тока. Наконец, он снова выпрямляется до постоянного тока и подается на электрод.
Компоненты этой машины на основе кремния обеспечивают критический контроль над процессами повышения частоты и выпрямления тока. Это также помогает добавлять такие функции, как защита от перегрузки, а также контролировать выходную мощность машины.
Это также помогает добавлять такие функции, как защита от перегрузки, а также контролировать выходную мощность машины.
— Читайте также: Сколько электроэнергии потребляет воздуходувка?
Первоначально высокое входное напряжение 110–240 В выпрямляется до высокого напряжения постоянного тока. Затем система управления преобразует это постоянное напряжение в переменное, увеличивая частоту с обычных 50 Гц до гораздо более высокого значения в диапазоне от 10 000 до 30 000 Гц.
Это высокочастотное переменное напряжение окончательно преобразуется в выходное постоянное напряжение в диапазоне 20–50 В, которое обеспечивает сварочную дугу. Благодаря высокой частоте размер трансформатора резко уменьшается. Это позволяет уменьшить размеры сварочного аппарата.
Каковы преимущества инверторного сварочного аппарата?
Power Efficient : Машина позволяет самостоятельно подключать ее к бытовой розетке благодаря трансформатору, потребляющему меньше энергии из-за небольшого размера. В результате вы можете обойтись обычной розеткой для выполнения сварочных работ, сводя при этом к минимуму свои счета за электроэнергию.
В результате вы можете обойтись обычной розеткой для выполнения сварочных работ, сводя при этом к минимуму свои счета за электроэнергию.
Компактный размер : Вам также не потребуются громоздкие трансформаторы или генераторы, что позволяет использовать этот тип сварочного аппарата в разных местах, где есть только розетка на 110 В. Потому что он использует контроллер мощности, что означает, что вам не нужен большой трансформатор для повышения напряжения.
Гибкое управление : Инверторный сварочный аппарат имеет электронные компоненты, которые регулируют подачу питания. В результате вы можете легко выполнять точные сварные швы, требующие точных настроек. Это дает вам дополнительную гибкость при сварке в зависимости от типа материала и типа требуемого сварного шва.
В некоторых местах электроснабжение может быть нестабильным. Колебания напряжения и скачки частоты часто могут воздействовать на чувствительные внутренние компоненты сварочного аппарата, вызывая его повреждение.
Сварочный инвертор имеет повышенную устойчивость к таким проблемам, защищая компоненты от повреждений и гарантируя, что сварочная дуга останется неизменной.
— Читайте также: Каковы причины БАН Листодува?
Я испытал огромное облегчение от того, что инверторный сварочный аппарат решил большинство моих предыдущих проблем со сваркой. Это убедило меня провести дополнительные исследования и найти лучший инверторный сварочный аппарат, доступный на рынке, чтобы я мог начать работу как можно скорее.
Продолжайте читать, поскольку я делюсь некоторыми вещами, с которыми столкнулся во время своих исследований. Это включает в себя, что такое инверторный сварочный аппарат и советы по его использованию. Я также рассмотрел мой любимый инверторный сварочный аппарат на тот случай, если вы ищете его сами.
Инверторные сварочные аппараты переменного или постоянного тока?
Большинство инверторных сварочных аппаратов потребляют входную мощность переменного тока, но выдают выходную мощность в форме постоянного тока. Несколько машин, доступных сегодня, обеспечивают выход переменного тока, а также выход постоянного тока.
Несколько машин, доступных сегодня, обеспечивают выход переменного тока, а также выход постоянного тока.
Это делается с помощью выпрямителей и понижающих трансформаторов внутри аппарата, которые преобразуют входной переменный ток в требуемое постоянное напряжение, необходимое для сварки. Однако это не позволило использовать эти машины для целей, требующих сварки переменным током.
Развитие сварочных технологий позволило использовать новые модели с опциями, позволяющими выполнять сварку как на переменном, так и на постоянном токе, в зависимости от соединяемых материалов и других факторов.
В результате многие сварщики в настоящее время предпочитают инверторные сварочные аппараты с двумя режимами работы переменного/постоянного тока, поскольку это дает им возможность выполнять сварку различных материалов с помощью одной компактной машины.
Читайте дальше, пока я обсуждаю характеристики инверторного сварочного аппарата, которые я использовал и предпочитаю лично.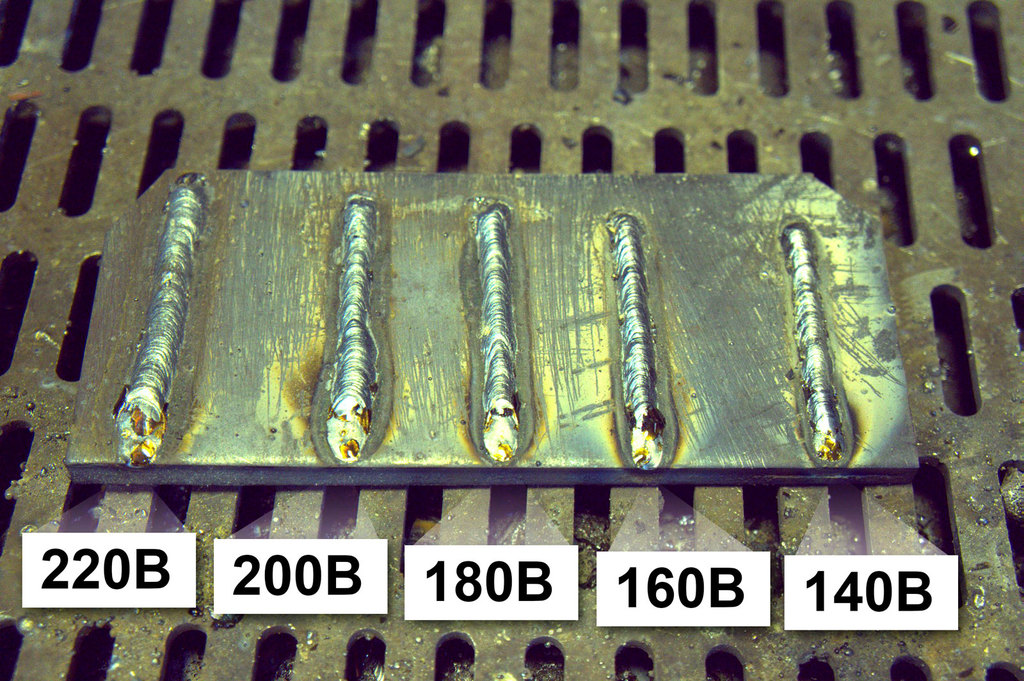
Как долго служат инверторные сварочные аппараты?
Сварочные инверторы имеют короткий срок службы. Это может уменьшиться еще больше, если они не обслуживаются и не хранятся должным образом. Так как в нем больше деталей, которые можно легко повредить, если не позаботиться о них должным образом. Инверторный сварочный аппарат может прослужить до 5-6 лет.
Инверторные сварочные аппараты — это новая технология, которая все еще находится в стадии усовершенствования и развития. Однако благодаря своей конструкции с электронным управлением он позволяет обновлять программное обеспечение, что позволяет выполнять небольшие обновления без дорогостоящих новых компонентов.
— Также читайте: Плохо ли оставлять воздушный компрессор под давлением?
Если сравнить его с традиционным трансформаторным сварочным аппаратом, то срок его службы намного меньше. Ремонт и замена чувствительных компонентов и дорогих новых технологий требует больших затрат, что делает ремонт на данном этапе бессмысленным.
В связи с этим вам также придется позаботиться о надлежащем обслуживании и хранении машины. В противном случае у вас возникнут серьезные проблемы с инверторным сварочным аппаратом намного раньше, чем ожидалось.
В лучшем случае ваш инверторный сварочный аппарат прослужит от 5 до 10 лет, в зависимости от приобретенной вами марки. Однако, если вы ищете продукт, который прослужит вам в течение длительного периода времени, будьте готовы выложить за него немало денег.
Как пользоваться инверторным сварочным аппаратом?
Инверторные сварочные аппараты просты в установке и эксплуатации по сравнению с традиционными трансформаторными сварочными аппаратами. Если вы не знаете, как пользоваться инверторным сварочным аппаратом, вы можете прочитать прилагаемое к нему руководство или посмотреть видео на YouTube. Вот шаги, которые вы можете прочитать, чтобы изучить основы использования инверторного сварочного аппарата.
- Подключите машину к обычной розетке и выполните необходимые положительные, отрицательные и заземляющие соединения с рабочей станиной.
- Проверьте наконечник вашего сварочного пистолета, чтобы убедиться, что какой-либо металл не сплавился с наконечником в предыдущем процессе. Если это так, удалите ненужный материал плоскогубцами.
- Носите защитное снаряжение, такое как шлемы, перчатки и закрытая обувь с защитой.
- Выберите соответствующие настройки, необходимые для сварки материалов по вашему выбору.
- Очистите и положите свариваемые детали рядом друг с другом. В точках, где они должны быть сварены, отшлифуйте материал, чтобы сформировать V-образное углубление.
- Переместите сварочный пистолет вдоль V в одном направлении, чтобы сформировать соединение.
- Отшлифуйте и удалите излишки сварного шва, чтобы получить однородную и гладкую поверхность.

Какой инверторный сварочный аппарат лучше?
CC: Amazon Из личного опыта мне понравилось использовать сварочный аппарат DEKO 160AMMA. Сначала я задавался вопросом, не иду ли я на компромисс, когда речь шла о качестве, поскольку я не мог поверить, насколько доступным он был. Однако его использование меня полностью удивило, так как я понял, сколько ценности и возможностей я получил за свои деньги.
Однако его использование меня полностью удивило, так как я понял, сколько ценности и возможностей я получил за свои деньги.
Я кратко расскажу о его функциях, прежде чем быстро перечислить его плюсы и минусы, основанные на личном опыте, а также на опыте других пользователей. Это даст вам представление о том, что искать в инверторной сварке, или даже убедит вас в том, что сварочный аппарат DEKO 160A — идеальный выбор для вас.
- Этот сварочный аппарат MMA оснащен инверторной технологией IGBT, которая позволяет уменьшить размер аппарата и повысить его универсальность. С помощью этого инвертора вы можете легко сваривать мягкую сталь, нержавеющую сталь, чугун и алюминий.

- Легкая и компактная конструкция этой машины делает ее портативной, а ручка для переноски позволяет легко переносить ее. Используемые материалы хорошего качества также гарантируют, что он прочный и долговечный, что позволяет использовать его на разных рабочих площадках.
- Управление с обратной связью и другая электроника позволяют пользователям подключать его к различным электрическим сетям. Он также имеет систему согласования напряжения, которая гарантирует, что ток остается стабильным на всем протяжении, обеспечивая более качественную сварку.
- Электроника обеспечивает защиту от перегрузок и защиту от обработки для защиты чувствительных внутренних компонентов от повреждений. Охлаждающий вентилятор помогает бесшумно рассеивать тепло изнутри, обеспечивая более эффективную сварку и повышенную безопасность.
- Этот продукт поставляется с руководством, сварочным аппаратом, адаптером питания, вилкой и кабелем, электрододержателем с кабелем, рабочим зажимом с кабелем и щеткой.

Если вы хотите узнать больше об этом продукте, вы можете прочитать страницу продаж Amazon.
Pros
- Легкая и компактная конструкция, ручка для максимальной портативности
- Технология IGBT для надежной и энергоэффективной сварки
- Усовершенствованная электроника обеспечивает внутреннюю защиту вместе с охлаждающим вентилятором
- Стабильное выходное напряжение для стабильной сварочной дуги
- Необходимые сварочные принадлежности в комплекте
- Отличное соотношение цены и качества
Минусы
- Некачественные сварочные палочки, поставляемые вместе с аппаратом
- Electrode holder susceptible to breakage
- Early failure and not very durable according to few users
Welding aluminum with inverter-based power supplies
Direct Current
All welding power supplies transform относительно высоковольтная, слаботочная входящая мощность на низковольтную, сильноточную сварочную мощность с использованием трансформатора. В прошлом трансформатор работал непосредственно от входящего переменного тока частотой 50 или 60 Гц. На этих частотах в трансформаторе выделяется много тепла, поэтому он должен быть относительно большим и тяжелым. Кроме того, если используется частота 60 Гц, управляющие сигналы могут выдаваться не более чем 120 раз в секунду.
В прошлом трансформатор работал непосредственно от входящего переменного тока частотой 50 или 60 Гц. На этих частотах в трансформаторе выделяется много тепла, поэтому он должен быть относительно большим и тяжелым. Кроме того, если используется частота 60 Гц, управляющие сигналы могут выдаваться не более чем 120 раз в секунду.
Инверторы были введены в сварочные источники питания сначала для выработки постоянного тока (DC), а затем для выработки переменного тока. В этих источниках питания входящая мощность переменного тока частотой 50 или 60 Гц сначала выпрямляется до постоянного тока и фильтруется, а затем подается в секцию инвертора источника питания, где полупроводниковые элементы управления включают и выключают ее на частотах до 20 000 Гц. Гц, эффективно преобразовывая его обратно в высокочастотный переменный ток.
Этот импульсный высоковольтный высокочастотный переменный ток затем подается на главный силовой трансформатор, где он преобразуется в низковольтный переменный ток частотой 20 000 Гц, пригодный для сварки. Наконец, он проходит через схему фильтрации и выпрямления для получения постоянного сварочного тока. Выход управляется полупроводниковыми регуляторами, которые модулируют скорость переключения переключающих транзисторов.
Наконец, он проходит через схему фильтрации и выпрямления для получения постоянного сварочного тока. Выход управляется полупроводниковыми регуляторами, которые модулируют скорость переключения переключающих транзисторов.
Поскольку силовой трансформатор работает на частоте 20 кГц, он намного эффективнее трансформатора, работающего на частоте 60 Гц. Это означает, что трансформатор может быть намного меньше и легче, поэтому сам блок питания может быть легким. Источники питания для дуговой вольфрамовой сварки постоянным током (GTAW) на основе инвертора обычно весят от 30 до 50 фунтов. С некоторыми из этих блоков питания потребляемый ток при 205 А составляет 29 А при однофазном напряжении 230 В. Хотя результирующая экономия затрат на инверторный источник питания часто завышается, годовая экономия на источнике питания обычно составляет 10 процентов от покупной цены источника питания.
Инверторные источники питания также очень тонко «измельчают» поступающий переменный ток, в результате чего получается стабильный постоянный ток без типичных пульсаций с частотой 60 Гц и стабильная сварочная дуга.
Переменный ток
В течение многих лет инверторные блоки питания могли питать только постоянный ток. Инверторов, выдающих переменный ток, просто не существовало. Это ограничивало использование инверторов для сварки алюминия, который обычно сваривается методом GTA с использованием переменного тока. Затем кому-то пришла в голову идея упаковать два инвертора в один корпус. Запуск их с разной полярностью и поочередное включение и выключение генерировало псевдо-переменный ток. Некоторые инверторы до сих пор генерируют переменный ток таким образом.
Способность генерировать переменный ток делает инверторные источники питания подходящими для сварки алюминия методом GTAW. Поскольку напряжение дуги никогда не проходит через нуль, дуга переменного тока становится более стабильной. Большинству источников питания GTAW на инверторной основе не требуется, чтобы высокая частота была постоянно включена для обеспечения стабильности, что снижает количество радиочастотных помех (RFI), создаваемых источником питания.
Поскольку управляющие сигналы могут передаваться на любой частоте, вплоть до удвоенной частоты инвертора (40 кГц), можно изменять частоту сварочного тока переменного тока. Некоторые машины могут выдавать переменный ток с частотой от 20 до 150 Гц. По мере увеличения частоты конус дуги и сварной шов становятся уже, что приводит к более глубокому проплавлению сварного шва.
В GTAW проплавление сварного шва происходит в отрицательной части цикла переменного тока. Во время электродно-положительной части цикла проплавление шва уменьшается, и больше тепла передается вольфрамовому электроду, но дуга фактически удаляет оксиды с поверхности алюминия, облегчая сварку. Таким образом, в то время как большинство других материалов сваривают методом GTA с использованием постоянного тока, алюминий обычно сваривают с использованием переменного тока.
Сварка с инверторами
Ранние источники питания GTAW давали простой синусоидальный выходной сигнал переменного тока с равным количеством положительного электрода и отрицательного электрода. Однако такое количество положительных электродов было ненужным для адекватной очистки. Более поздние источники питания позволяли изменять соотношение отрицательного электрода к положительному электроду, обычно примерно с 65 процентами отрицательного электрода и 35 процентами положительного электрода.
Однако такое количество положительных электродов было ненужным для адекватной очистки. Более поздние источники питания позволяли изменять соотношение отрицательного электрода к положительному электроду, обычно примерно с 65 процентами отрицательного электрода и 35 процентами положительного электрода.
Инверторные блоки питания обеспечивают достаточную очистку дуги даже при положительном электроде всего на 15 процентов. Уменьшение количества положительного электрода помогает увеличить проплавление сварного шва и уменьшить количество тепла, попадающего на вольфрамовый электрод. Это позволяет использовать заостренные электроды меньшего диаметра, которые концентрируют и сужают сварной шов.
Электроды из чистого или цирконированного вольфрама с тупым концом обычно рекомендуются для сварки переменным током с обычными источниками питания. Ситуация меняется при использовании инверторов. Большинство инверторов оптимизированы для зажигания дуги и лучшей сварки с использованием заостренных вольфрамовых электродов с 2-процентным содержанием тория.