Как варить новичкам швы в нижнем положении и угловые соединения
✅ Дата публикации статьи: 2020-11-19| 📌 Категория: Полезные советы | 👁 166 просмотров
Содержание статьи:
Как варить новичкам швы в нижнем положении и угловые соединенияДля начинающих сварщиков лучше всего учиться варить швы в нижнем положении. В таком случае расплавленный металл сам, под своим весом, стремится заполнить сварочную ванну. При этом свариваемые кромки изделия удерживают расплавленный металл, не давая ему вытекать за пределы.
Кроме того, при сварке в нижнем положении газ стремиться вверх, выталкивая за собой шлак, что очень важно, поскольку в самом начале обучения нужно научиться отделять металл от шлака. Всё это способствует не только лёгкому обучению, но и даёт возможность, на самом начальном этапе пути, получить чистый и качественный сварочный шов.
Исходя из всего вышесказанного, учиться варить ручной дуговой сваркой нужно именно в нижнем положении. Какие нюансы при этом следует соблюдать, и что необходимо учитывать?
Сварка швов в нижнем положении
При выполнении сварки в нижнем положении, швы рекомендуется наплавлять на себя или слева направо. Такой подход даст возможность лучше контролировать сварочное соединение, следить за состоянием дуги, и правильно осуществлять движение электродом во время сварки.
Такой подход даст возможность лучше контролировать сварочное соединение, следить за состоянием дуги, и правильно осуществлять движение электродом во время сварки.
Варить швы в нижнем положении необходимо с небольшой наплавкой валика в обе стороны. При этом кромки металла плавятся и расширяются, а расплавленные металлы заготовок образуют прочное и надежное соединение. После сварки с одной стороны, для усиления шва, заготовку переворачивают, очищают, и сваривают с противоположной стороны.
Необходимо знать, что металл, толщина которого менее 8 мм, можно варить за один проход, то есть, одним слоем. Когда толщина металла более 8 мм, сварка осуществляется минимум в два слоя. При этом высота первого сварочного шва должна быть не менее 3 мм. Первый слой, как правило, выполняют электродами 3 мм, а последующие слои, электродами 4-5 мм.
Как варить угловые швы в нижнем положении
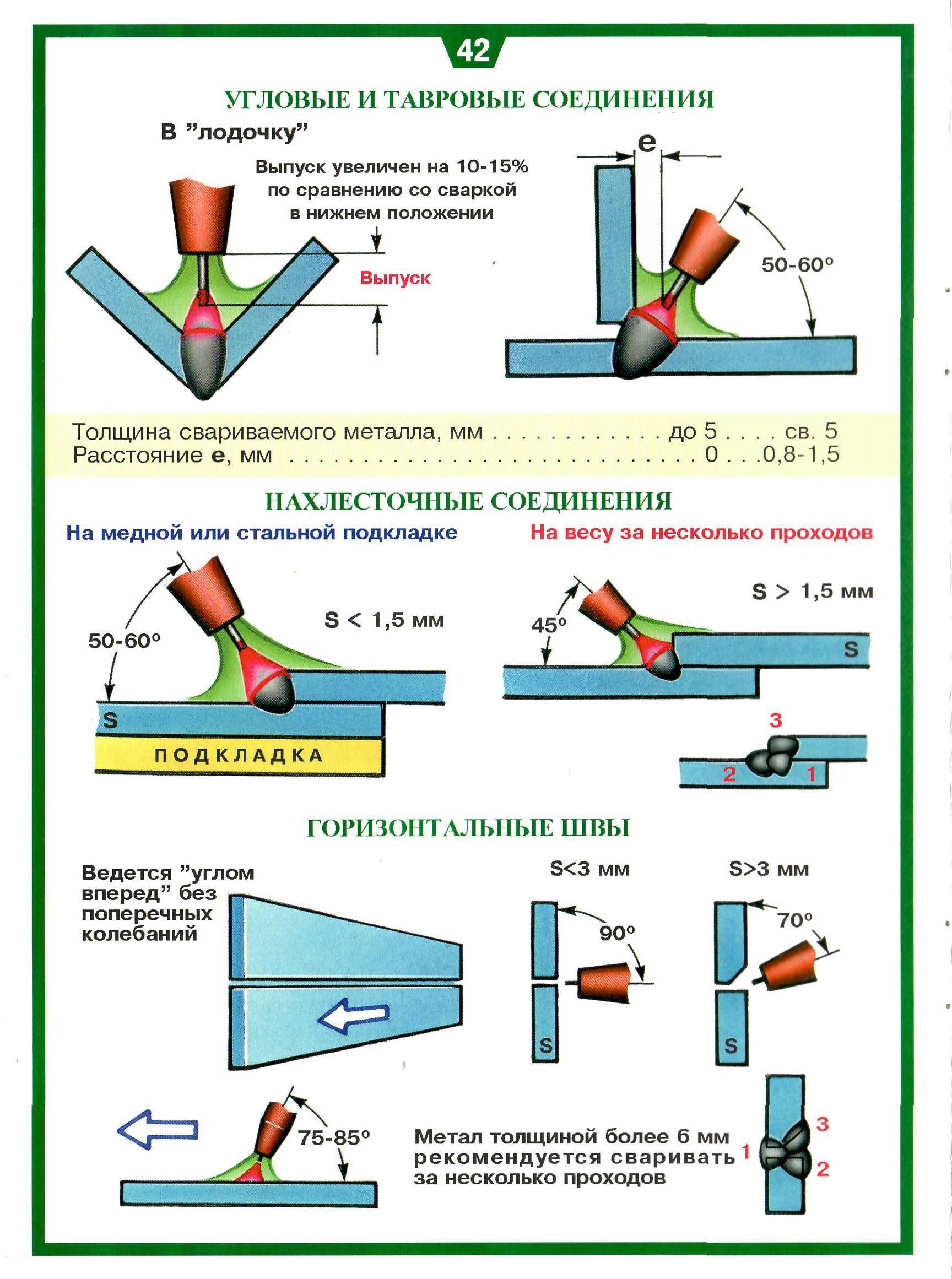
Для наложения угловых швов, изделие рекомендуется выставить «в лодочку». Когда такой возможности нет, то следует особое внимание уделить провариванию корневого шва. Для этого сначала сваривается поверхность нижней кромки, и лишь после этого переходят на сварку вертикальной.
Для этого сначала сваривается поверхность нижней кромки, и лишь после этого переходят на сварку вертикальной.
Сварку угловых швов в нижнем положении рекомендуется осуществлять электродами, диаметр которых составляет 3 мм. Если производится накладывание многослойного сварного шва, то первый слой особенно хорошо проваривают, чтобы не допустить появление дефектов. При накладывании последующих слоев, обязательно необходимо очистить соединение от шлака.
Для начинающих сварщиков наверняка будет интересно знать, что толстый металл хорошо варить на прямой полярности. Для этого к металлу подсоединяется плюсовая клемма инвертора. В таком случае металл будет хорошо нагреваться, что приведёт к его большему проплавлению.
Тонкий металл, наоборот, варят на обратной полярности. При этом нужно учесть тот факт, что такая техника ручной дуговой сварки подходит лишь при работе с инверторами, которые выдают постоянный ток. При сварке переменным током, прямая и обратная полярность не работает.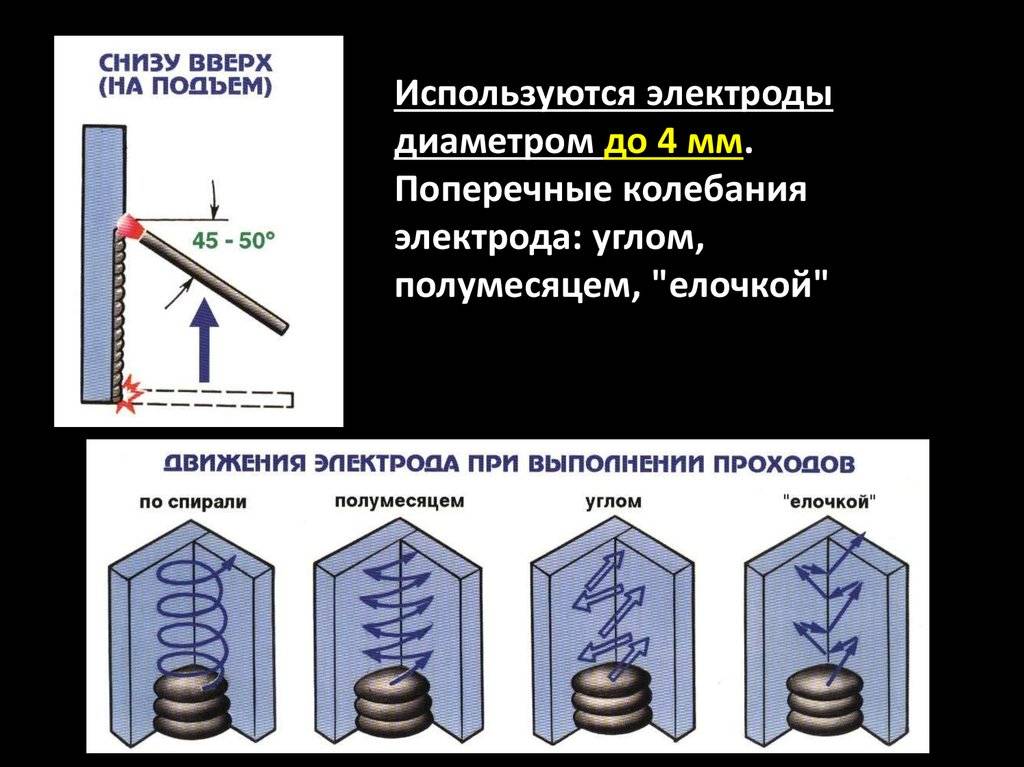
Поделиться в соцсетях
Сварка вертикальных швов и потолочных швов, полуавтоматом, инвертором, электродом, для начинающих и профи
Мастеру следует знать, что сварка вертикальных и потолочных швов имеет свои особенности. Если учесть их, то сварочный шов получится максимально надежным.
Сварка швов в вертикальном положении сложна тем, что расплавленный материал под действием силы тяжести будет вытекать из сварочной ванны. Как правильно варить сваркой вертикальный шов, учитывая эту проблему? Опытные мастера советуют использовать способ «снизу вверх». Следует подготовить горизонтальную площадку, сечение которой совпадает с сечением создаваемого шва. Электрод при сварке должен выполнять поперечные колебания полумесяцем. Такая сварка вертикального шва для начинающих предпочтительнее, так как ее проще освоить.
Сначала мастеру следует наплавить полочку на свариваемые кромки. После чего малыми порциями наплавляют металл, постепенно направляя электрод выше. В итоге внизу должен формироваться сварной шов.
После чего малыми порциями наплавляют металл, постепенно направляя электрод выше. В итоге внизу должен формироваться сварной шов.
Электрод переменно направляется вверх и вниз. Металл должен постоянно поступать на кромки и аккуратно переноситься вверх при помощи электрода.
Как варить вертикальный шов дуговой сваркой, чтобы добиться высокого качества сварного шва? Первым делом по линии создаются небольшие прихваты до 2 см. Это позволит скрепить заготовки и избежать смещения или деформации из-за высокой температуры. Перед тем, как варить вертикальные швы электродуговой сваркой, следует определиться с углом наклона. Он должен быть в пределах 45-90°. Сварка начинается в самой нижней точке. Дуговая сварка вертикальный шов можно создавать, двигая инструмент «елочкой», то есть из стороны в сторону, постепенно продвигаясь вверх. Вертикальный шов электродуговой сваркой как правильно варить, выбрав подходящую температуру? Опытные мастера советуют создавать такие швы с током, который будет примерно на 15 % меньше по сравнению со сваркой в нижнем положении. Это позволит избежать вытекания материала из сварочной ванны.
Вертикальный шов электродуговой сваркой как правильно варить, выбрав подходящую температуру? Опытные мастера советуют создавать такие швы с током, который будет примерно на 15 % меньше по сравнению со сваркой в нижнем положении. Это позволит избежать вытекания материала из сварочной ванны.
Ручная сварка вертикальных швов предполагает активную работу без задержек. Если закончился электрод, то мастеру следует как можно быстрее поменять его, ведь задержка приводит к остыванию области ванны. Когда производится сварка вертикального шва ручной дуговой сваркой, важно также избежать зашлакованности зазора. Для этого надо делать начальный заход в глубину максимально быстро.
Сварка вертикальных швов инвертором для начинающих обладает несколькими важными моментами, которые надо учитывать. К примеру, новички часто создают сварочные швы с дефектами. В стыках могут иметься полости воздуха, и такое соединение будет непрочным.
Сварка вертикального углового шва считается наиболее сложной работой. Ведь мастеру приходится находиться в неудобном положении, подняв руки вверх. В этом случае нужно помнить о нескольких правилах:
- Ход электрода должен быть плавным.
- Наплавка металла производится равномерно.
- Во время сварки следует избегать остановок электрода.
Когда требуется сварка вертикальным швом трубу, перед мастером стоит задача не допустить, чтобы жидкий материал отошел от сварочной области. Поэтому нужна стабильно горящая электродуга. Мастеру следует расположить ее таким образом, чтобы между сварочной ванной и концом электрода был маленький пробел.
Сварка вертикальных швов полуавтоматом пройдет успешно, если выполнить следующие рекомендации:
- При толщине материала менее 3 мм сварку ведут сверху вниз, а при большей толщине наоборот.

- Горелка прибора располагается под углом 45° к поверхности изделия.
- Ток и скорость подачи проволоки должны быть небольшими, так как материал плавится быстрее по сравнению с ручной сваркой.

Сварка в потолочном положении шва требует от мастера внимательности и аккуратности. Ведь из-за особенности расположения шва расплавленный материал будет стремиться вытечь из ванны. В связи с этим при сварке потолочных швов сварочный ток мастеру следует уменьшить примерно на 15 % по сравнению со сварочными работами в нижнем положении.
Как варить потолочный шов дуговой сваркой
, чтобы соединение было максимально прочным? Перед началом работ надо убедиться, что электроды сухие. Ведь если они влажные, то создаваемые газы будут подниматься вверх и останутся в шве. В результате возникнут внутренние пустоты.Сварка потолочных швов ручной дуговой сваркой может проходить тремя способами:
- Лесенкой. Мастер помещает электрод под углом примерно 110° к плоскости, приближает к материалу и зажигает дугу. Данная технология сварки потолочных швов подразумевает, что после формирования небольшого количества расплавленного материала электрод отдаляют на 10 мм от потолочной поверхности. Затем электрод снова возвращают, чтобы перекрыть застывшую часть материала расплавом, длина которого должна составлять около 1/3 ее длины.
 Мастер помещает электрод под углом примерно 110° к плоскости, приближает к материалу и зажигает дугу. Данная технология сварки потолочных швов подразумевает, что после формирования небольшого количества расплавленного материала электрод отдаляют на 10 мм от потолочной поверхности. Затем электрод снова возвращают, чтобы перекрыть застывшую часть материала расплавом, длина которого должна составлять около 1/3 ее длины.
Мастер помещает электрод под углом примерно 110° к плоскости, приближает к материалу и зажигает дугу. Данная технология сварки потолочных швов подразумевает, что после формирования небольшого количества расплавленного материала электрод отдаляют на 10 мм от потолочной поверхности. Затем электрод снова возвращают, чтобы перекрыть застывшую часть материала расплавом, длина которого должна составлять около 1/3 ее длины.- Полумесяцем. Сварщик располагает электрод под углом 110° к поверхности потолка. Затем совершает им колебательные движения, похожие на дуговые зигзаги, постоянно заводя электрод на застывшую область материала.
- Обратнопоступательно. Сварка потолочного шва электродами таким методом доказала свою надежность. Концом электрода мастер постоянно возвращается на застывший участок материала, в результате происходит постепенное удлинение шва.

Как правильно варить потолочный шов сваркой, чтобы быстрее освоить эту работу новичкам? Опытные мастера советуют применять половину электрода. Это упрощает управление положением его конца.
Потолочный шов сварка как правильно
все сделать и получить надежное соединение? В большинстве случаев желательно сводить кромки свариваемых изделий максимально близко друг к другу. Сварку с зазорами качественно выполнит только высококвалифицированный мастер.Если предстоит сварка потолочного шва полуавтоматом, то можно использовать способ «на себя». В процессе работы мастер старается «подталкивать» сварочную ванну по направлению сварки. Если надо проварить корень шва, то ток увеличивают примерно на 20 %. После проварки корня область сварки надо зачистить до «серебра». Затем при помощи болгарки создается борозда по центру корня. Это позволит повысить точность проваривания облицовочного шва. Сварка потолочного горизонтального шва обычно производится на дуге с небольшой длиной.
Потолочная сварка угловых швов является сложным видом работ, и мастеру требуется постоянно контролировать процесс. Следует удерживать стабильной скорость движения электрода, а длина дуги должна быть небольшой. Чтобы
Шовная сварка – Как сварить сопротивлением
Вопросы и ответы
Для некоторых изделий желательно использовать два сварочных круга разного размера. Вероятно, они будут одинаковой толщины и контура лица. Из-за разницы в диаметре колесо большего диаметра будет иметь больший контакт с поверхностью детали, чем колесо меньшего размера. Это снижает плотность тока на большой поверхности колеса и выделяемое там тепло по сравнению с малой поверхностью колеса.
АППАРАТ ДЛЯ ШВОВОЙ СВАРКИ С ДВУМЯ РАЗНЫМИ КОЛЕСАМИ
Величина этой разницы будет зависеть от свариваемого материала, размеров колес и используемых режимов сварки.
Дополнительное обсуждение этой темы можно найти в другой статье в этом блоге:
ПРИ ШОВОВОЙ СВАРКЕ С ОДНИМ КОЛЕСОМ БОЛЬШОГО И ОДНИМ МАЛЕНЬКИМ ДИАМЕТРОМ МОГУТ ЛИ СФОРМИРОВАТЬСЯ СВАРОЧНЫЙ НАГГ В ОДНУ ИЛИ ДРУГУЮ СТОРОНУ?
Ссылка: RWMA – Руководство по контактной сварке, раздел 4
Смазка, используемая в головках для шовной сварки, очень важна. Он должен смазывать движущиеся шестерни и детали, а также токопроводящие силовые компоненты. Он должен быть токопроводящим и выдерживать тепло.
АППАРАТ ДЛЯ СВАРКИ С НАКАТНЫМ ПРИВОДОМ
Спецификация смазки зависит от конструкции изделия и производителя. Это специфика машины. Этот вопрос выходит за рамки этого блога. За помощью по этому вопросу следует обратиться к производителю оборудования или специалисту по восстановлению.
Ссылка: Руководство по RWMA, раздел 4
В обычных стандартах, на которые я ссылаюсь, очень мало данных для такого тонкого материала. В стандарте AWS C1.
Дальнейшее обсуждение с коллегами показало, что все, что меньше 0,2 мм (0,008 дюйма), считается фольгой в соответствии со стандартом AWS D17.2 (спецификация самолета). Ниже приведено содержание этого стандарта AWS D17.2. Это может дать некоторое представление об этом запросе?
AWS D17.2
Если конечный пользователь не предоставил спецификации, затем рассмотрите возможность присвоения сварному шву класса B или класса C и оцените его соответствующим образом.
Справочник: AWS C1.1, Рекомендуемые методы сварки сопротивлением
AWS D17.2, Спецификация сварки сопротивлением для аэрокосмических применений
Существует два основных типа сварных швов.
Первый – это непрерывный шовный шов.
НЕПРЕРЫВНЫЙ ШОВ
Это ряд точечных сварных швов внахлест. Они часто представляют собой непроницаемое для жидкости/газа уплотнение.
Они часто представляют собой непроницаемое для жидкости/газа уплотнение.
Точечный сварной шов будет выглядеть следующим образом:
Шва с шва для рулона
Индивидуальные точечные сварные швы распределены на части, и они не образуют уплотнение жидкости/газа.
Предположим, изготавливается бочка для жидкости. Стали придают круглую форму, а сварочный круг проходит по всей длине, образуя непрерывный шов. Затем добавляются крышка и дно, и у вас есть бочка.
«Вопрос в том, нужно ли колеса поменять местами и приварить по той же поверхности второй раз?»
При условии, что все было установлено правильно, а сварные швы расположены правильно, а по графику получены хорошие сварные швы, бочка должна пройти проверку после первого прохода сварки. Ответ должен быть: «ВТОРОЙ ПРОХОД НЕ НУЖЕН».
Во-вторых, еще один проход по тем же сварным швам с теми же настройками сварки не будет. На втором проходе сварочные круги пропускают ток через точечные сварные швы. Сопротивление теперь очень низкое, и они не будут нагреваться, как это было, когда они были двумя листами металла. Область будет нагреваться, но не формировать самородок.
Сопротивление теперь очень низкое, и они не будут нагреваться, как это было, когда они были двумя листами металла. Область будет нагреваться, но не формировать самородок.
Возможно, есть смысл запустить второй проход. Первоначальный проход мог создать некоторое напряжение или может возникнуть необходимость в ковке, которую можно улучшить с помощью дополнительного нагрева и давления с помощью приложенного тепла. Закалке или ковке может помочь второй проход с некоторым нагревом. Второй проход может не расплавить самородок, но он может закалить или помочь создать продукт, который принесет пользу.
Если вам необходимо выполнить реверс для отпуска или ковки, на рынке продаются аппараты, называемые TWIN LAP WELDER, которые имеют следующее шовное колесо с толкающим/тянущим механизмом. Первое колесо делает шов / точечную сварку, второе колесо следует за ним и видит тот же ток, но находится над затвердевшим самородком и может только повторно нагревать область сварки для преимуществ отпуска или ковки. Это избавляет от необходимости делать реверс. Обе функции выполняются за один проход.
Это избавляет от необходимости делать реверс. Обе функции выполняются за один проход.
Если мы делаем не непрерывную сварку, а точечную сварку, зачем переваривать тот же участок, если первый проход настроен правильно и он прошел хорошо. Через каждые «X» мм должен быть хороший сварной шов, и продукт готов к проверке качества.
Дополнительную информацию о шовной сварке см. в документе, доступном на сайте AWS, указанном ниже.
Ссылка: RWMA – Руководство по контактной сварке, 4-е издание
0005
Определение сварки сопротивления составляет:
, которое, как говорится, тепло генерируется в соответствии с «Закон о джоулзах»
, чтобы сделать ток сварного шва для шва, который должен протекать через желаемую соединительную область. Насколько я знаю, пластик является электрическим изолятором и не способен пропускать ток. Поэтому не подходит для контактной сварки.
Насколько мне известно, пластик не сваривается сопротивлением.
Я знаю об ультразвуковой сварке пластмасс. Это тепло трения, образованное ультразвуковым движением и давлением.
Ссылка: Руководство RWMA по контактной сварке, 4-е издание
Есть вопрос?
У вас есть вопрос, которого нет в нашей базе знаний? У вас есть вопросы по вышеуказанной статье? Нажмите здесь, чтобы спросить профессора.
Мир образования в контактной сварке ждет
Все КатегорииСварка встыкКонтроллеры и трансформаторыОхлаждениеЭлектродыСварка оплавлениемМатериалыПроекционная сваркаШововая сваркаТочечная сваркаВодяное охлаждение© 2020 ТПИ | Политика конфиденциальности | Связаться с веб-мастером
Как бесшовно приварить новую четвертьпанель
Muscle Car Restorations демонстрирует, как приварить сменную четвертьпанель, не оставляя следов ремонта.
Видео по теме
Как лучше всего сварить вместе две панели кузова из листового металла? Это одна из тех тем, по которым у многих людей есть твердое мнение. Можно возразить, что точная техника не имеет большого значения, если конечный результат соответствует потребности, поэтому давайте начнем с определения того, как должен выглядеть конечный результат.
Можно возразить, что точная техника не имеет большого значения, если конечный результат соответствует потребности, поэтому давайте начнем с определения того, как должен выглядеть конечный результат.
Во-первых, общий уровень реставрационных работ, проводимых сегодня, намного превышает тот, который был выполнен, когда большинство этих автомобилей “восстанавливались” впервые. Muscle Car Restorations в Чиппева-Фолс, штат Висконсин, вероятно, повидала все, что касается методов реставрации. Все, от заклепок до проволочной сетки, появилось в автомобилях после того, как их сняли. Даже ранее одобренный метод сварки панелей внахлест сегодня стал неприемлемым. Общим знаменателем всех этих ремонтов было обильное использование шпаклевки кузова, толщина которой иногда приближалась к дюйму.
Первым шагом в любой успешной сварочной работе является правильная подготовка панели. E-покрытие, которое защищает новые панели, будет серьезно мешать процессу сварки и должно быть удалено из зоны сварки. MCR предпочитает использовать диск из щетины 3M. Он не удалит металл и не перегреет панель, но очень эффективно удаляет E-coat.
MCR предпочитает использовать диск из щетины 3M. Он не удалит металл и не перегреет панель, но очень эффективно удаляет E-coat.Итак, давайте согласимся, что любое использование наполнителя для чего-либо, кроме защитного покрытия, неприемлемо. Ни при каких обстоятельствах нельзя использовать наполнитель для кузова для изменения формы панелей, заполнения отверстий или вмятин, а также для заполнения зазоров. Иными словами, шпаклевка кузова не предназначена для ремонта плохих металлоконструкций, за исключением или для покрытия заводских освинцованных швов. Идеальный ремонт должен вернуть панели аналог заводского оригинала.
Если для ремонта будет использоваться только часть новой панели, в данном случае четверть панели, то ненужную часть, конечно же, необходимо удалить. Выполнение этого от руки может легко привести к неровному разрезу, но нанесение малярной ленты на место желаемого разреза позволяет легко использовать маркер, чтобы нарисовать линию разреза на панели.
Мы собираемся показать вам, как это выглядит, когда MCR устанавливает четверть панели. Мы выбрали четверть, потому что очень легко увидеть работу, но другие области автомобиля будут работать точно так же.
Это может показаться немного упрощенным, но наличие линии, которой следует следовать, чтобы сделать достаточно прямой разрез, облегчит получение бесшовного сварного шва. должно быть. Допускаются штифты Cleco, винты для листового металла 1/8 дюйма и зажимы. Просто убедитесь, что панель не может двигаться после начала процесса. MCR любит размещать сварные швы примерно в полудюйме от любых углов или разрывов принимающей панели. Эти области обладают большей внутренней прочностью, чем более плоские части панелей, и намного лучше сопротивляются деформации под воздействием тепла. С помощью острого шила или палочки проведите линию по краю новой панели. Это позволит получить гораздо более тонкую линию, чем любой маркер. Теперь новую панель можно открепить, а крайнюю часть исходной панели можно удалить по намеченной линии с помощью отрезного круга 3M Cubitron 0,040 дюйма. При резке, чтобы просто удалить линию и не более того, должен быть создан почти идеальный зазор, когда новая панель снова прикрепляется к корпусу. Обратите внимание, что MCR оставляет большое количество материала при удалении старой панели, поэтому его всегда более чем достаточно для работы. Для очистки острых краев и сглаживания любых неровностей от отрезного круга можно использовать простой шлифовальный диск. панель закреплена на место, ½-дюймовые неодимовые редкоземельные магниты размещаются вдоль шва через каждые пару дюймов или около того. Эти магниты довольно сильные, и их цель состоит в том, чтобы удерживать поверхности двух панелей идеально ровными друг с другом. Когда две части удерживаются на одном уровне, между магнитами можно разместить одиночные сварные швы. Будьте осторожны, чтобы не опираться на новую панель при выполнении этой части. Если есть место, где зазор недостаточно широк, можно использовать 0,040-дюймовый отрезной круг, чтобы открыть зазор. После первого круга Прихватки завершены, магниты больше не нужны, и вторая серия одиночных прихваток помещается между первыми.
При резке, чтобы просто удалить линию и не более того, должен быть создан почти идеальный зазор, когда новая панель снова прикрепляется к корпусу. Обратите внимание, что MCR оставляет большое количество материала при удалении старой панели, поэтому его всегда более чем достаточно для работы. Для очистки острых краев и сглаживания любых неровностей от отрезного круга можно использовать простой шлифовальный диск. панель закреплена на место, ½-дюймовые неодимовые редкоземельные магниты размещаются вдоль шва через каждые пару дюймов или около того. Эти магниты довольно сильные, и их цель состоит в том, чтобы удерживать поверхности двух панелей идеально ровными друг с другом. Когда две части удерживаются на одном уровне, между магнитами можно разместить одиночные сварные швы. Будьте осторожны, чтобы не опираться на новую панель при выполнении этой части. Если есть место, где зазор недостаточно широк, можно использовать 0,040-дюймовый отрезной круг, чтобы открыть зазор. После первого круга Прихватки завершены, магниты больше не нужны, и вторая серия одиночных прихваток помещается между первыми. Конечным результатом должны быть прихваточные швы на расстоянии одного дюйма друг от друга вдоль всего шва. Эта следующая часть требует некоторой дисциплины, чтобы преодолеть желание выполнять непрерывный валик между каждым из прихваточных швов. Вместо этого выполните серию очень коротких прихваточных швов, один перекрывает другой, делая короткую паузу, чтобы дать предыдущему прихваточному шву остыть. Продолжайте этот процесс, укладывая прихваточные швы друг на друга до тех пор, пока не заполните пространство между каждым из начальных одиночных прихваточных швов. Немедленно охлаждайте воздухом после каждой серии прихваточных швов, чтобы исключить любую возможность теплового коробления. Избегайте прихватки более чем на 1 дюйм сварного шва перед закалкой на воздухе. Не заполняйте зазоры один за другим, а двигайтесь вокруг шва, чтобы каждый набор прихваток мог полностью остыть. Повторите процесс заполнения зазоров с помощью прихватки до тех пор, пока шов не будет полностью сварен. Хотя важность умения работать с подачей проволоки невозможно переоценить, возможно, еще лучше уметь обращаться со шлифовальным диском.
Конечным результатом должны быть прихваточные швы на расстоянии одного дюйма друг от друга вдоль всего шва. Эта следующая часть требует некоторой дисциплины, чтобы преодолеть желание выполнять непрерывный валик между каждым из прихваточных швов. Вместо этого выполните серию очень коротких прихваточных швов, один перекрывает другой, делая короткую паузу, чтобы дать предыдущему прихваточному шву остыть. Продолжайте этот процесс, укладывая прихваточные швы друг на друга до тех пор, пока не заполните пространство между каждым из начальных одиночных прихваточных швов. Немедленно охлаждайте воздухом после каждой серии прихваточных швов, чтобы исключить любую возможность теплового коробления. Избегайте прихватки более чем на 1 дюйм сварного шва перед закалкой на воздухе. Не заполняйте зазоры один за другим, а двигайтесь вокруг шва, чтобы каждый набор прихваток мог полностью остыть. Повторите процесс заполнения зазоров с помощью прихватки до тех пор, пока шов не будет полностью сварен. Хотя важность умения работать с подачей проволоки невозможно переоценить, возможно, еще лучше уметь обращаться со шлифовальным диском. Крайне важно, чтобы только сварной шов был отшлифован, а диск не касался панели выше или ниже сварных швов. Тем не менее, случайный контакт с листовым металлом будет неизбежен. Просто будьте осторожны, чтобы не удалить какой-либо материал снаружи сварных швов. Начните с дисков с зернистостью 60. Как только будет достигнут значительный прогресс и вы приблизитесь к основному листовому металлу, переключитесь на диск с зернистостью 80. Когда вы почти закончите, снова переключитесь на грубый коричневый диск для подготовки поверхности ScotchBrite. Несколько проколов, конечно, не проблема, но если вы уложили сварные швы правильно, с хорошим проплавлением, и у вас есть навыки работы со шлифовальными дисками, шов должен буквально исчезнуть. Пары слоев хорошего шлифовального герметика должно быть все, что нужно, чтобы закончить его. Источник
Крайне важно, чтобы только сварной шов был отшлифован, а диск не касался панели выше или ниже сварных швов. Тем не менее, случайный контакт с листовым металлом будет неизбежен. Просто будьте осторожны, чтобы не удалить какой-либо материал снаружи сварных швов. Начните с дисков с зернистостью 60. Как только будет достигнут значительный прогресс и вы приблизитесь к основному листовому металлу, переключитесь на диск с зернистостью 80. Когда вы почти закончите, снова переключитесь на грубый коричневый диск для подготовки поверхности ScotchBrite. Несколько проколов, конечно, не проблема, но если вы уложили сварные швы правильно, с хорошим проплавлением, и у вас есть навыки работы со шлифовальными дисками, шов должен буквально исчезнуть. Пары слоев хорошего шлифовального герметика должно быть все, что нужно, чтобы закончить его. Источник - Восстановление Muscle Car: 715.834.2223; Musclecarrestorations.com
Смотрите! General Mayhem от Roadkill обновляется
Является ли Dodge Charger 68-го года «лучшим автомобилем», как говорит Дэвид Фрайбургер? Возможно, но General Mayhem определенно является одним из самых знаковых автомобилей Roadkill . Смотрите, как в Roadkill Garage хозяева Фрайбургер и Стив Дульчич проводят множество модернизаций кузова и модификаций для экономии двигателя, прежде чем отправиться в путь для надлежащей процедуры обкатки — иначе говоря, выгорания! Подпишитесь на пробную версию дерева в MotorTrend+ и начните смотреть каждую серию из Roadkill Garage сегодня! Видео создано Little Dot Studios.
Смотрите, как в Roadkill Garage хозяева Фрайбургер и Стив Дульчич проводят множество модернизаций кузова и модификаций для экономии двигателя, прежде чем отправиться в путь для надлежащей процедуры обкатки — иначе говоря, выгорания! Подпишитесь на пробную версию дерева в MotorTrend+ и начните смотреть каждую серию из Roadkill Garage сегодня! Видео создано Little Dot Studios.
Популярные страницы
Hyundai N Vision 74 2026 года: мы хотим, чтобы его построили. Плохой.
2024 Chevrolet Traverse Обзор первого взгляда: у него красные буксировочные крюки!
Электрический пикап Ford F-150 Lightning 2024 года стал намного дешевле 5T Первый тест: два шага вперед…
Рекомендованные истории MotorTrend
Изготовление каркаса безопасности на базе автомобиля Троя Лэдда без излишеств 1931 года Ford Model A Coupe
Тони Такер |  00Z”> 9 декабря 2022 г.
00Z”> 9 декабря 2022 г.
Финиш профессионального уровня для вашего хот-рода
Тим Бернсау |
Как покрасить блок двигателя: дьявол кроется в деталях!
Джонни Ханкинс|
Как сделать кружево: старые школьные секреты рисования
Джон Гилберт |
Как нанести краску, выигравшую выставку, на Fox Mustang 1990 года
Mark Houlahan |
Оживление хранившейся машины: мы пробуждаем этот Buick Grand National 84 года после 15-летнего сна
Томми Ли Берд |
Популярные страницы
2026 Hyundai N Vision 74: мы хотим, чтобы его построили.
