РЕЙСМУС SUPERMAC 163 – ЛТТ-Поволжье
- Описание
- Отзывы (0)
- Дополнительная информация
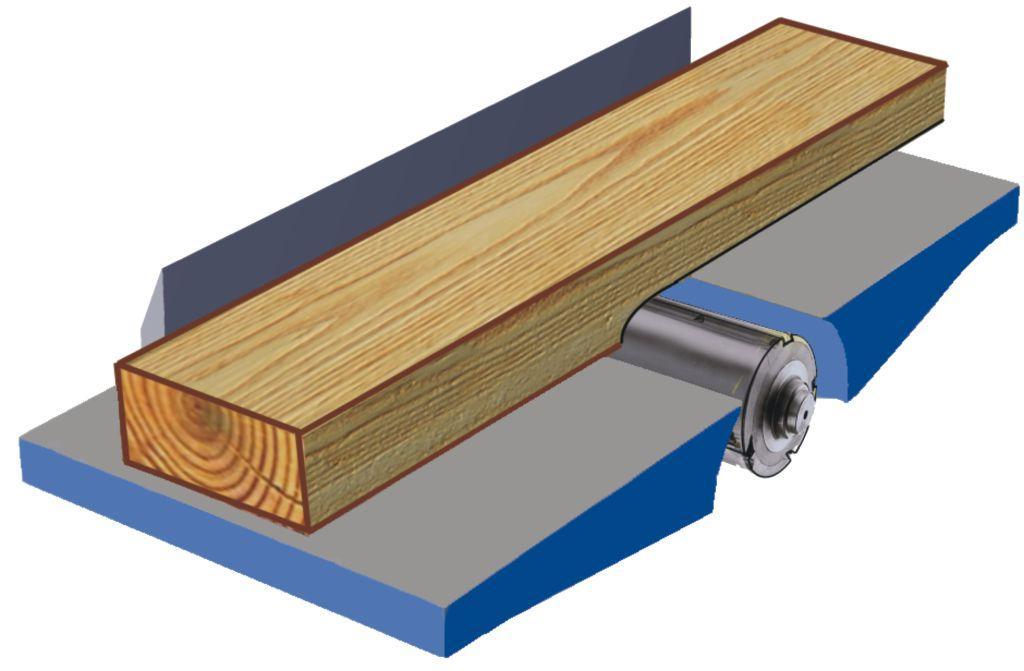
Предназначен для продольного одностороннего фрезерования в размер по толщине плоских заготовок из древесины.
ОБЛАСТЬ ПРИМЕНЕНИЯ
Рейсмусовые станки применяются на предприятиях и в цехах по производству столярно-строительных изделий, клееных щитов, производству мебели и других деревообрабатывающих производствах.
КОНСТРУКТИВНЫЕ ОСОБЕННОСТИ
- Тяжелая чугунная литая станина и массивный рабочий стол полностью исключают вибрации при нагрузках и обеспечивают высокое качество обрабатываемой поверхности и долговечность работы станка без потери точностных параметров.
- Нижние неприводные ролики рабочего стола обеспечивают снижение нагрузки на механизм подачи заготовок.

- Привод верхнего и нижнего вальцов механизма подачи осуществляется от одного электродвигателя привода ножевого вала через цепную передачу и обеспечивает равномерную подачу заготовок.
- Ножевой вал с четырьмя ножами с приводом от электродвигателя высокой мощности через клиноременную передачу с 4–мя ремнями обеспечивает высокое качество обрабатываемой поверхности с наибольшим припуском до 5 мм.
- Откидывающееся ограждение ножевого вала с патрубком эксгаустерной системы обеспечивает удобный доступ к режущему инструменту и надежное удаление отходов обработки.
- Настройка рабочего стола на толщину обрабатываемого изделия осуществляется от электродвигателя с ручной поднастройкой с помощью маховика и отсчетом точного размера по линейке.
- Секционный первый верхний подающий валец позволяет обрабатывать одновременно несколько заготовок с разнотолщинностью до 3 мм.
Перед верхним подающим вальцом установлена когтевая защита, предотвращающая обратный выброс заготовки. Обеспечивается безопасность работы станка.

 Обеспечивается безопасность работы станка.
Обеспечивается безопасность работы станка.
0.0 overall
ООО «ЛТТ-Поволжье»
Алексей
+7 917 078-90-80
Владимир МТС
+7 917 078-82-01
Алексей
+7937010-66-63
Владимир Мегафон
+7919654-17-55
Адрес
Россия, Чувашия, Чебоксары, Марпосадское шоссе,32
Email
[email protected]
Skype
stanki_m21
| Понедельник | 09:00 — 18:00 | |
| Вторник | 09:00 — 18:00 | |
| Среда | 09:00 — 18:00 | |
| Четверг | 09:00 — 18:00 | |
| Пятница | 09:00 — 18:00 | |
| Суббота | 10:00 — 17:00 | |
| Воскресенье | 10:00 — 17:00 |
Критерии выбора рейсмуса
Главная » Статьи » Статьи по деревообработке » Столярные станки » Рейсмусовые станки » Критерии выбора рейсмуса
17. 12.2020
12.2020
Рейсмусовые станки
Просмотров: 703
Из всех видов деревообрабатывающего оборудования рейсмусы имеют самые специфические функции, их применение не всегда оправдывается экономически, но при калибровке заготовок под одинаковые размеры и желании получения красивых поверхностей и граней без них не обойтись. Ассортимент представлен сериями с разной производительностью и характеристиками, но у моделей, рассчитанных на пользование в домашних мастерских, они отличаются незначительно. Окончательный выбор делают исходя из бюджета и надежности корпуса, двигателя и рабочих узлов, во избежание ошибок рекомендуется ознакомится с топом и лидерами продаж заранее.
Оглавление:
- Устройство
- На что обращать внимание при выборе
- Плюсы и минусы
- Популярные модели и производители
Базовая комплектация рейсмусового станка включает стандартные элементы:
- Цельный или сборный корпус, совмещающий функции станины и защитного кожуха.
- Рабочий стол, разделяемый на подающую и принимающую части, оснащенный поддерживающими роликами, способствующими снижению трению в ходе движения заготовки. Его поверхность подлежит тщательной шлифовке, у компактных и переносных рейсмусов эти детали часто являются складными.
- Электродвигатель (у бытовых и полупрофессиональных моделей – преимущественно коллекторного типа) с ременным или цепным приводом передачи усилий на ножевой вал.
- Барабан с режущим инструментом, функции которого выполняют заточенные с двух сторон ножи из инструментальной стали или твердых сплавов.
- Подающий узел с валами с прорезиненной или рифленой поверхностью, предотвращающей соскальзывание обрабатываемых деталей.
- Прижимная часть, гасящая вибрации, снижающая риски смещения заготовки к минимуму и перенаправляющая стружку к пылесборнику или отверстию для его подключения. Последнее имеют практически все современные модели рейсмусовых станков по дереву.


В зависимости от числа обрабатываемых за один проход сторон заготовок такие агрегаты разделяются на одно-, двух- и четырехсторонние, в частных целях чаще всего применяется первая группа, остальные относятся к промышленным и профессиональным. Находящиеся в свободной продаже рейсмусы представлены моделями с частотой вращения рабочего вала в пределах 5000-10000 об/мин, скоростью подачи заготовок от 5 до 30 м/мин и их шириной от 250 до 2000 мм (при среднем ограничении у устройств для домашней мастерской около 300-400).
Такие конструкции обеспечивают только прямолинейное строгание, их основными задачами является сглаживание и выравнивание поверхности древесины и подгонка размеров заготовок. По этой причине они менее востребованы в сравнении с фрезерными или распильными станками, они окупают себя скорее при серийном производстве, чем бытовом применении. Но их нечем заменить при высоких требованиях к стандартизации заготовок, рейсмусы рекомендуют приобрести при замене полов, самостоятельном изготовлении мебели, строительстве дачи, бани, дома или любых подсобных помещений, использовании древесины при выполнении отделочных работ и в схожих ситуациях.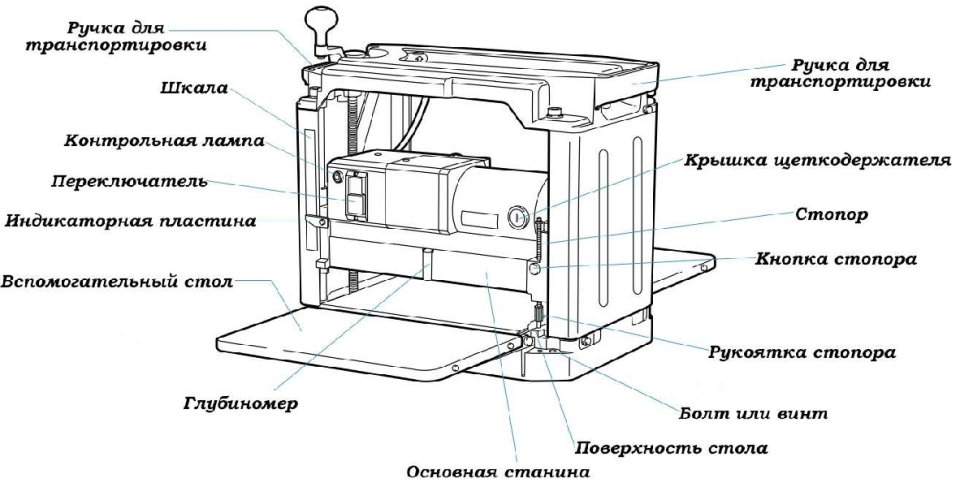
Критерии выбора рейсмуса
По аналогии с другими деревообрабатывающими станками функциональность и производительность этой техники заодно с ценой зависит от допустимых размеров заготовок и ресурсом узлов и двигателя. Но покупать для домашней мастерской дорогостоящее и сверхмощное оборудование нецелесообразно, в данном случае предпочтение отдается моделям с усредненными характеристиками, а не максимальными. К учитываемым при выборе критериям относят:
1. Мощность станка. В целом для качественного строгания заготовок в домашних условиях достаточно 1500 Вт, но оптимальным рекомендуемым значением признаны 1800-1900, именно такой ресурс позволяет рейсмусу обрабатывать плотные сорта древесины. Модели с мощностью в 2 кВт и выше стоит выбрать только при необходимости частой и длительной обработки
2. Частоту вращения вала с режущими ножами, чем выше будет этот показатель, тем аккуратнее и ровнее снимается стружка. В случае бытовых и полупрофессиональных рейсмусовых станков оптимальным диапазоном считается 8000-10000 об/мин.
3. Глубина строгания заготовки за один заход. Эта характеристика варьируется в пределах 1-3 мм и оказывает прямое влияние на чистоту обработки. Ее низкая величина не имеет первостепенного значения, но увеличивает частоту проходов при работе с кривыми поверхностями и косвенно снижает производительность рейсмуса. Помимо этого, обращается внимание на простоту настройки параметров реза, наличие или отсутствие соответствующих шкал и систему их измерения. Практически все современные модели оснащаются упорами с возможностью контроля глубины погружения ножей, но этот параметр стоит уточнить.
4. Наличие или отсутствие узла автоматической подачи заготовок, оказывающие прямое влияние на точность обработки.
5. Стоимость и доступность комплектующих, простоту смены ножей.
Рекомендации перед покупкой
Помимо перечисленных показателей перед приобретением этого оборудования стоит уточнить условия его доставки и действия гарантийных обязательств, визуально оценить качество покрытия и целостность корпуса, ровность и шлифовку стола (что особенно актуально при покупке станков в б/у состоянии) и учесть его габариты при планировании его расположения в мастерской, не забывая про длину заходящих досок. Ошибки при подборе последних типичны, многие пользователи отталкиваются от размеров модели в собранном виде или игнорируют потребность этой техники в устойчивом и ровном основании, гасящем вибрации.
Ошибки при подборе последних типичны, многие пользователи отталкиваются от размеров модели в собранном виде или игнорируют потребность этой техники в устойчивом и ровном основании, гасящем вибрации.
По этой же причине стоит учесть наличие на рейсмусовых станках резиновых подкладок на ножках и их качество, общую жесткость и устойчивость конструкции. Многоступенчатой когтевой защиты бытовые и переносные модели по понятным причинам не имеют, но экономить на остальном не рекомендуется. Правильные устройства должны иметь блокировку от выброса заготовок, перегруза или случайного включения двигателя, простую и точную настройку параметров строгания, в идеале – с индикацией и/или возможностью визуального контроля процессов.
Обзор востребованных марок
Рейсмусовые станки по дереву предлагают купить многие отечественные и зарубежные производители, топ продаж удерживают следующие серии и отдельные модели:
- Переносное и стационарное оборудование швейцарской компании Jet, включающее как обычные рейсмусы, так и профессиональные модели со строгальным валом «helical».
- Мобильные станки Энкор Конверт, являющиеся продуктом совместной российско-китайской разработки и обеспечивающие хорошую безопасность и производительность при доступной цене.
- Бюджетная серия рубанков-рейсмусов Калибр, хорошо подходящих для домашней мастерской благодаря компактности и малому потреблению электричества.
- Рейсмус Makita, представленный единичной моделью 2012 NB, характеризующуюся высокой надежностью и эргономичностью.
- Обычный строгальный и комбинированные станки Metabo, имеющие универсальные показатели и используемые в качестве полу- и профессиональных.
- Бытовые рейсмусы Зубр (включая комбинированные), совмещающие надежно защищенный от перегруза двигатель, жесткую конструкцию и хорошо отшлифованный стол с доступной ценой.

если есть вопросы ? позвоните по телефону 8 800 500 55 42 или 8 812 448 13 14, пишите [email protected] мы обязательно вам поможем!
Рекомендуем прочесть
Три станка для строгания древесины? Какие они?
17.
12.2020Просмотров: 795
Содержание:
- Предварительная обработка
- Высокоточное строгание
- «2 в 1»
- Станок или ручной инструмент – кто кого?
- Как сделать выбор?
Рейсмусовые станки
Рейсмусовый станок по дереву
14.04.2021
Просмотров: 3265
1 Назначение рейсмусового станка по дереву
2 Устройство и принцип работы рейсмусового станка
3 Типы рейсмусовых станков
3.1 Рейсмусы для домашнего использования
3.2 Промышленные рейсмусы
4 Как выбрать
4.1 Работа на рейсмусовых станках
Рейсмусовые станки
Где применяется рейсмусовый станок?
17.12.2020
Просмотров: 803
Без рейсмусовых и фуговальных работ не происходит практически ни одной стройки, и совсем не важно, занимаетесь вы постромкой дома или подсобного помещения.
Такое устройство, как рейсмусовый станок, позволяет обрезать брусок или доску до нужной длины и габарита среза, а также выровнять ее. Благодаря данному виду оборудования, древесный материал получается прямым и одинаковым, что необходимо для таких работ, как строительство стен деревянного дома или настил полов.Рейсмусовые станки
 12.2020
12.2020 Такое устройство, как рейсмусовый станок, позволяет обрезать брусок или доску до нужной длины и габарита среза, а также выровнять ее. Благодаря данному виду оборудования, древесный материал получается прямым и одинаковым, что необходимо для таких работ, как строительство стен деревянного дома или настил полов.
Такое устройство, как рейсмусовый станок, позволяет обрезать брусок или доску до нужной длины и габарита среза, а также выровнять ее. Благодаря данному виду оборудования, древесный материал получается прямым и одинаковым, что необходимо для таких работ, как строительство стен деревянного дома или настил полов.GR&R — Повторяемость и воспроизводимость измерений
- Дом /
- Качественные ресурсы /
- Повторяемость датчика
Глоссарий качества Определение: повторяемость и воспроизводимость измерений (GR&R)
Повторяемость и воспроизводимость измерений (GR&R) определяется как процесс, используемый для оценки точности измерительного прибора путем обеспечения повторяемости и воспроизводимости его измерений. Этот процесс включает выполнение серии измерений для подтверждения того, что выходное значение совпадает с входным, и что одни и те же измерения получены в одних и тех же рабочих условиях в течение заданного периода времени.
Этот процесс включает выполнение серии измерений для подтверждения того, что выходное значение совпадает с входным, и что одни и те же измерения получены в одних и тех же рабочих условиях в течение заданного периода времени.
- Повторяемость измерений
- Оценка общей вариации измерений
- Три типа исследований GR&R
- Ресурсы GR&R
Факторы, влияющие на изменение системы измерения, можно изучать с помощью метода GR&R. При использовании системы GR&R изменение системы измерения может характеризоваться местоположением (стабильность, смещение, линейность) и шириной или разбросом (повторяемость и воспроизводимость).
Метод GR&R может применяться в большинстве измерительных систем, связанных с производством. Может использоваться как:
- Критерий оценки нового измерительного оборудования
- Сравнение измерительных приборов
- Средство для улучшения характеристик средств измерений
- Сравнение измерительного оборудования до и после ремонта
- Необходимый компонент для расчета отклонений процесса и уровня приемлемости для производственного процесса
- Мера необходимости обучения работе с измерительными приборами
Аспект «повторяемости» метода GR&R определяется как вариация полученных измерений:
- С одним измерительным прибором
- При многократном использовании одним и тем же оператором
- При измерении идентичной характеристики на той же детали
Стандартное отклонение повторяемости (σ e ) оценивается по приведенной ниже формуле, где R — средний диапазон повторных измерений:
Аспект «воспроизводимости» метода GR&R – это изменение среднего значения измерений, выполненных разными операторами:
- Использующие один и тот же измерительный прибор
- При измерении идентичной характеристики на той же детали
Вариация оператора или воспроизводимость оценивается путем определения общего среднего значения для каждого оценщика, а затем определения диапазона (R 0 ) путем вычитания наименьшего среднего значения оператора из наибольшего.
Стандартное отклонение воспроизводимости (σ 0 ) оценивается по формуле:
Отклонение измерительной системы (R&R) или измерительное R&R представлено как σ R&R .
Отклонения измерения от детали к детали
Отклонение от детали к детали также вносит вклад в общее отклонение измерения и может быть определено на основе данных измерительной системы или независимого исследования возможностей процесса.
- Если используется исследование системы измерения, стандартное отклонение детали σ p (PV) оценивается как R p /d 2 *. R p можно оценить как средний диапазон измерений детали.
Общая вариация измерения
Общая вариация (TV или σ TV ) для исследования рассчитывается путем суммирования квадрата вариации повторяемости и воспроизводимости (R&R) и вариации от детали к детали PV, и взятия квадрата корень следующим образом:
Вклад вариации оборудования (EV) рассчитывается как 100(EV/TV). Вклад других факторов в общую вариацию TV можно рассчитать аналогичным образом следующим образом:
Вклад других факторов в общую вариацию TV можно рассчитать аналогичным образом следующим образом:
Существует три исследования GR&R — перекрестное, вложенное и расширенное — каждое с разными целями. Выбор того, какое исследование GR&R выполнить, зависит от того, сколько данных доступно и является ли тест измерения разрушительным.
Перекрестное исследование GR&R
В этом исследовании одни и те же детали измеряются несколько раз каждым оператором (рис. 1). Он используется для определения того, насколько изменение процесса связано с изменением системы измерения.
Перекрестный GR&R используется в сценариях неразрушающего контроля — когда детали не разрушаются во время измерения и могут быть измерены дважды. Например, при измерении длины детали деталь не меняется в процессе измерения.
Рис. 1. Исследование повторяемости и воспроизводимости перекрестных калибров (GR&R)
Вложенное исследование GR&R
Этот метод используется, когда только один оператор измеряет каждую деталь, обычно потому, что тест разрушает деталь (рис. 2). Это исследование называется вложенным, потому что один или несколько факторов вложены в другой фактор и не пересекаются с другими факторами.
2). Это исследование называется вложенным, потому что один или несколько факторов вложены в другой фактор и не пересекаются с другими факторами.
Вложенные GR&R используются в сценариях разрушающего тестирования. Например, проверка силы, необходимой для открытия пакета с картофельными чипсами, термообработка стальных труб и проверка прочности веревки до ее разрыва. В этих примерах образец разрушается во время тестирования, что делает невозможным повторное тестирование образца.
Важнейшим фактором вложенного исследования GR&R является идентификация партии материала, которая настолько близка к оригиналу, что разумно предположить, что части в партии являются одной и той же деталью. Ключом к возможности проведения деструктивного исследования GR&R является предположение, что партия является однородной.
Рис. 2. Вложенное исследование повторяемости и воспроизводимости (GR&R)
Расширенное исследование GR&R
Стандартные исследования GR&R (перекрестные и вложенные) оценивают влияние двух факторов в измерительной системе — обычно оператора и детали (рис. 3). ). Во многих случаях влияния оператора и детали недостаточно для полного понимания системы измерения, поэтому к стандартному исследованию GR&R добавляется третья переменная (обычно манометр).
3). ). Во многих случаях влияния оператора и детали недостаточно для полного понимания системы измерения, поэтому к стандартному исследованию GR&R добавляется третья переменная (обычно манометр).
Рис. 3. Исследование повторяемости и воспроизводимости стандартных измерений (GR&R)
Если в анализ включены три или более фактора, исследование называется расширенным GR&R (рис. 4). Расширенное исследование GR&R может быть проведено при наличии одного или нескольких из следующих условий:
- Оценивается более двух факторов. В исследовании анализируются не только детали и операторы, но и до восьми дополнительных факторов, таких как типоразмер, лаборатория или местонахождение.
- Отсутствуют точки данных. Расширенное исследование GR&R можно проводить даже при неполных данных и несбалансированных исследованиях.
- Существуют фиксированные или случайные коэффициенты для большей гибкости.
Рис.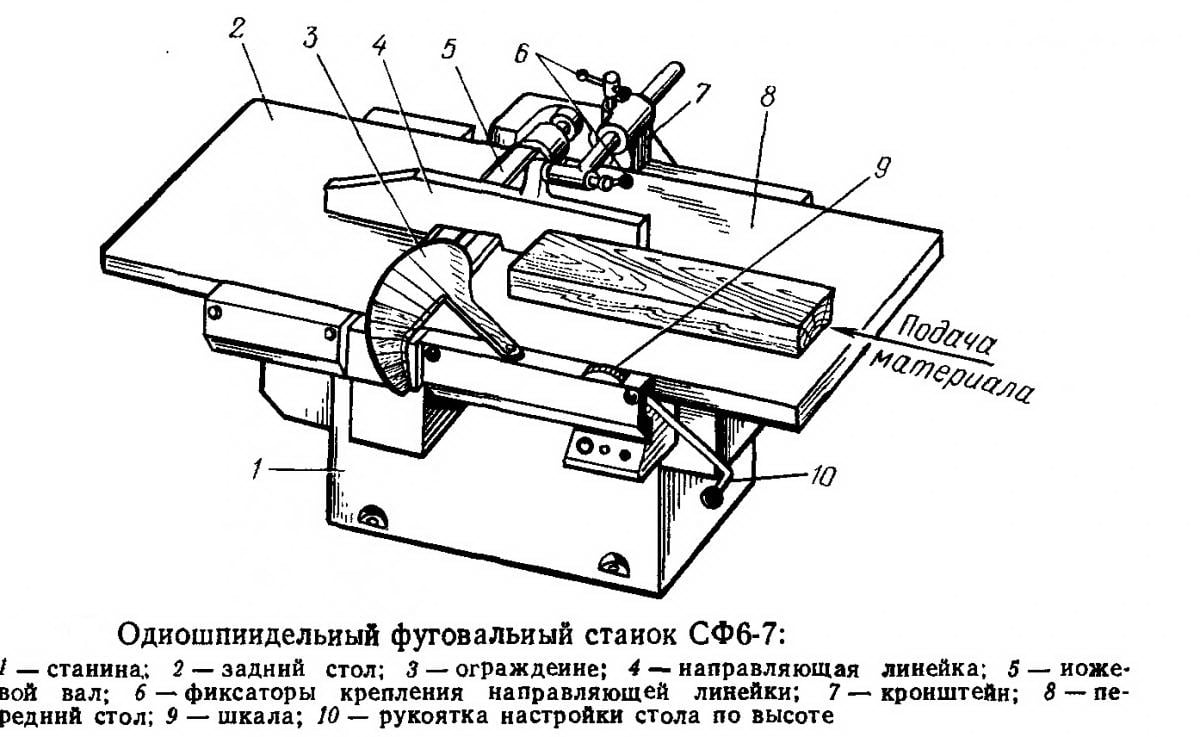 4. Расширенное исследование повторяемости и воспроизводимости (GR&R)
4. Расширенное исследование повторяемости и воспроизводимости (GR&R)
Различия между стандартным и расширенным исследованием GR&R включают:
- Расширенное исследование GR&R позволяет оценить дополнительные факторы.
- Также можно оценить взаимодействие между дополнительными факторами и оператором и деталью.
- Расширенное исследование GR&R позволяет анализировать данные, даже если отсутствуют точки данных.
- План сбора данных обычно корректируется для расширенного GR&R. Повторение стандартного плана для каждого дополнительного фактора требует больших затрат, поэтому количество частей часто сокращается. Например, пять деталей должны быть измерены тремя операторами с использованием трех случайно выбранных калибров, и каждый оператор будет измерять каждую деталь дважды. Таким образом, общая выборка составит 5 × 3 × 3 × 2 = 90. В стандартном исследовании GR&R можно выбрать больше частей, но это неприемлемо большой размер выборки для расширенного GR&R.
- Когда для стандартного исследования GR&R недостаточно данных, расширенное GR&R является идеальным инструментом для всесторонней характеристики системы измерения.

A Study In Measurement ( Quality Progress ) В этой статье подробно описывается, как исследования повторяемости и воспроизводимости датчиков могут определить, приемлема ли система измерения.
Измерительные исследования R&R для разрушающих измерений ( Journal of Quality Technology ) Альтернативы стандартным исследованиям GR&R необходимы, когда объекты не могут быть измерены более одного раза.
Attribute Gage R&R ( Lean & Six Sigma Review ) В этом тематическом исследовании подробно описывается этап измерения проекта Six Sigma и показано, как атрибут GR&R сэкономил одной компании 400 000 долларов в год.
Взято из Справочник сертифицированного специалиста по качеству , ASQ Quality Press и “A Study in Measurement”, Quality Progress .
Избранные рекламодатели
Повторяемость и воспроизводимость манометра (R&R)
Повторяемость и воспроизводимость манометра часто называют R&R манометра. Это метод оценки повторяемости и воспроизводимости измерительной системы. Другими словами, исследования Gage R&R проводятся для того, чтобы выяснить, в какой степени изменение процесса связано с системой измерения.
Что такое анализ системы измерений?Анализ измерительной системы (MSA) — это инструмент для анализа изменений, присутствующих в каждом типе контрольного, измерительного и испытательного оборудования. Это система, используемая для оценки качества измерительной системы.
Что такое манометр и повторяемость и воспроизводимость манометра?
Датчик в данном контексте является инструментом для измерения. Датчик может быть простым, как штангенциркуль и линейка. Или это может быть сложный механизм. Это может быть даже часть программного обеспечения.
Gage R&R фокусируется на двух ключевых аспектах измерения:
- Повторяемость: Повторяемость — это разница между последовательными измерениями одной и той же детали или характеристики одним и тем же человеком с использованием одного и того же измерительного прибора. Другими словами, сколько различий мы видим в измерениях, сделанных одним и тем же человеком на одной и той же детали с использованием одного и того же инструмента?
- Воспроизводимость: Воспроизводимость – это разница в среднем измерении, сделанном разными людьми с использованием одного и того же прибора при измерении идентичной характеристики на одной и той же детали. Другими словами, насколько сильно различаются измерения, сделанные разных человеков с одной и той же деталью, использующих один и тот же инструмент?
Взгляд на эти две метрики помогает нам понять различия в наших измерениях. Когда мы это поймем, мы сможем с этим бороться.
Почему повторяемость и воспроизводимость измерений важны?
Повторяемость и воспроизводимость измерительного прибора измеряют степень изменчивости измерений, вызванную самой измерительной системой. Затем он сравнивает эту изменчивость с общей, чтобы определить фактическую изменчивость системы измерения. Gage R&R очень важен при назначении новых работников; используются новые инструменты или какие-либо существенные изменения процесса.
Например, представьте себе ситуацию, когда наши показатели производительности указывают на серьезную проблему в нашем производственном процессе. Мы тратим много времени и денег, пытаясь исправить это и улучшить производительность процесса. Но мы бы заметили серьезные различия в измерениях, если бы вместо этого потратили некоторое время на повторяемость и воспроизводимость измерений. Проблема была вовсе не в процессе; это было в измерениях. Проверка этого в первую очередь сэкономила бы время, деньги и стресс.
Вариация состоит из вариации детали и калибра.
Изображение от Bo-ci-an в соответствии с CC-BY-SA 3.0. Типы исследования повторяемости и воспроизводимости датчика
На основе доступных данных и типа данных, в основном доступны три типа R & R Gage:
Crossed Gage R & R
Выберите R & R Searly Operator Sampor Searge Shagy R & R. часть, и она должна иметь сбалансированный дизайн со случайными факторами. Используется для неразрушающего контроля.
Вложенный датчик R&R
Выберите R&R вложенного датчика, если каждую деталь измеряет только один оператор. Используется для разрушающих испытаний. Поскольку он не пересекается с другими факторами, он называется вложенным датчиком R&R. Он должен иметь сбалансированный дизайн со случайными факторами.
Расширенный датчик R&R
Выберите расширенный датчик R&R, когда нам нужно включить больше факторов (максимум восемь), чем оператор и деталь. Обычно перекрестные и вложенные операции имеют дело только с двумя факторами (оператор и деталь). Дизайн может быть сбалансированным или несбалансированным.
Дизайн может быть сбалансированным или несбалансированным.
Существует три основных метода выполнения R&R измерений:
- Метод диапазонов
- Метод среднего и диапазона
- Метод дисперсионного анализа
Метод дальности: Метод дальности обеспечивает быструю аппроксимацию изменчивости измерения, но не вычисляет повторяемость и воспроизводимость системы измерения по отдельности.
Метод среднего и диапазона: Метод среднего и диапазона количественно определяет изменчивость измерительной системы и обеспечивает повторяемость, воспроизводимость и вариацию деталей. С помощью метода среднего и диапазона можно выполнять только перекрестные R&R манометра.
Метод дисперсионного анализа: Это наиболее широко используемый и точный метод повторяемости и воспроизводимости измерительной системы. Он также количественно определяет изменчивость взаимодействия между оператором и деталями. Gage R&R (перекрестные, вложенные и расширенные) можно выполнить с помощью метода ANOVA.
Он также количественно определяет изменчивость взаимодействия между оператором и деталями. Gage R&R (перекрестные, вложенные и расширенные) можно выполнить с помощью метода ANOVA.
Повторяемость и воспроизводимость манометра с использованием метода среднего и диапазона
Метод среднего и диапазона определяет общую изменчивость измерительной системы, которую можно разделить на такие компоненты, как повторяемость, воспроизводимость и частичное отклонение. Кроме того, этот метод требует нескольких частей, операторов и испытаний. Метод среднего и диапазона легко вычислить; однако метод ANOVA является более точным, чем метод среднего и диапазона.
Пример Gage R&R с использованием метода среднего и диапазона в проекте Six Sigma
Шаг 1: Откалибруйте используемые датчики.
Шаг 2: Запишите множество различных измерений, выполненных разными людьми на одних и тех же устройствах с использованием одних и тех же приборов. Для каждого измерения убедитесь, что единица измерения, человек и манометр записаны.
Для каждого измерения убедитесь, что единица измерения, человек и манометр записаны.
Шаг 3: Интерпретируйте результаты, чтобы найти источники отклонений.
Когда вы закончите запись измерений, ваши результаты должны выглядеть примерно так:
Шаг 4: Найдите диапазон и среднее значение для каждой комбинацииДля оператора А и детали x диапазон = макс. – мин. = 0,33 – 0,29 = 0,04 ) /4 = 0,3125
Аналогичным образом вычислите диапазон и среднее значение для каждой комбинации.
Шаг 5: вычислить среднее значение и диапазон каждого оператораДля оператора A: среднее значение диапазона = (0,04 + 0,04 + 0,04)/3 = 0,04
Аналогично, среднее значение оператора A = (0,3125 + 0,2875 + 0,2875) / 3 = 0,2958
Аналогичным образом вычислите средний диапазон и среднее значение каждого оператора
Теперь найдите общий средний диапазон и разницу в средних (Xdiff)
Общий средний диапазон = (0,04 + 0,02 + 0,01) /3 = 0,0233
Диапазон из средних = 0,2991 – 0,2958 = 0,0033
Шаг 6. Найдите вариацию повторяемости оборудования (EV)
Найдите вариацию повторяемости оборудования (EV) EV = R̅*k 1
- Где R̅ = Общий средний диапазон = 0,0233
- к 1 =1/d2
Чтобы найти k 1 , нам нужно значение d2 из таблицы
Значение d2 можно найти в таблице на основе размера подгруппы и количества комбинаций частей и операторов (g).
- Размер подгруппы = количество испытаний = 4
- Количество комбинаций деталей и операторов (г) = 3 детали и 3 оператора = 3*3=9
Затем мы должны увидеть значение d2 из таблицы для 4 и 9
см. таблицу d2
- d2 =2,080
- к 1 =1/d2 = 1/2,080 = 0,480
- EV = R̅ * k 1 = 0,0233 * 0,480 = 0,0112 Шаг 7: Найдите воспроизводимость R
- Где n = количество частей = 3
- r = количество попыток = 4
Чтобы найти k 2 , нам нужно значение d2 из таблицы
Значение d2 можно найти в таблице на основе количества деталей и количества комбинаций деталей и операторов (g)
- Количество деталей =3
- Количество комбинаций деталей и операторов (г) = 3 детали и 3 оператора = 3*3=9
- d2 =1,718
- к 2 =1/d2 = 1/1,718 = 0,5820
Если число отрицательное, установите AV=0
Шаг 8: Рассчитайте R&R манометра Затем интерпретируйте результаты. По данным Группы действий автомобильной промышленности (AIAG), ниже приведены рекомендации по оценке системы измерения с использованием %GRR.
По данным Группы действий автомобильной промышленности (AIAG), ниже приведены рекомендации по оценке системы измерения с использованием %GRR.
Поскольку общее значение R&R составляет 1,12 %, оно находится в зеленой зоне. Таким образом, она считается приемлемой системой измерения, основанной на факторах применения и стоимости.
Gage_RR_Average_Range_TemplateDownload
Как измерить повторяемость и воспроизводимость манометра с помощью метода ANOVA
- Для измерения R&R манометра рекомендуется измерить как минимум 10 деталей.
- Выберите двух техников для измерения деталей.
- Попросите каждого техника измерить каждую деталь 2 или 3 раза.
- Рекомендуется, чтобы каждый технический специалист выполнял три измерения каждой детали.
- Соберите измерения деталей в случайном порядке и измерьте общее среднее значение всех измерений (x̿).
- t= количество техников
- r= количество испытаний или повторов
- р= количество деталей
Шаг 1.
 Вычислите сумму квадратов для технического специалиста
Вычислите сумму квадратов для технического специалистаЭто дает сумму квадратов путем определения квадратов отклонений между средним для технического специалиста и общим средним значением.
Шаг 2: Вычисление суммы квадратов частей
Вычисляет сумму квадратов путем определения квадратов отклонений между средним значением детали и общим средним значением.
Шаг 3: Рассчитайте общую сумму квадратов
SS Всего = SS Техник + SS Part + SS Tech*Part + SS Оборудование 9 0011
Это квадрат отклонения каждого отдельного результата от общего среднего.
Шаг 4: Вычисление оборудования в пределах суммы квадратов
Используется отклонение всех испытаний для данной детали и данного техника от среднего значения для этой детали и техника.
Шаг 5: Найдите сумму взаимодействия квадратов
Нержавеющая сталь Итого = SS Техник + SS Детали + SS Техник*Часть + SS Оборудование
SS Техник*Часть = SS Итого – (SS Техник + SS Часть + SS Оборудование )
Шаг 6: Создайте таблицу ANOVA
Шаг 7: Оцените повторяемость, техников, детали и дисперсию взаимодействия
- σ 2 Повторяемость 90 055 = MS Оборудование
- σ 2 TechnicianxPart = (MS TechnicianxPart – σ 2 Повторяемость )/ количество испытаний
- А, σ 2 Часть = (MS Part – MS TechnicianxPart )/(количество испытаний * количество техников)
- σ 2 Техник = (MS Техник – MS ТехникxPart )/ (количество испытаний * количество деталей)
Если какое-либо из значений отрицательное, то считать его равным нулю.
Шаг 8. Вычисление R&R манометра и интерпретация результатов
Рассчитайте процентную дисперсию вклада и интерпретируйте результаты. Ниже приведены критерии принятия Gage R&R.
Затем найдите стандартное отклонение и % дисперсии исследования. Интерпретируйте результаты. По данным Группы действий автомобильной промышленности (AIAG), ниже приведены рекомендации по оценке системы измерения с использованием % GRR.
Что такое количество отдельных категорий (NDC)
Количество отдельных категорий является показателем. В измерительном R&R цель состоит в том, чтобы определить способность измерительной системы обнаруживать разницу в измеренной характеристике. Он представляет собой количество непересекающихся доверительных интервалов, которые охватывают диапазон вариации продукта.
В измерительном R&R цель состоит в том, чтобы определить способность измерительной системы обнаруживать разницу в измеренной характеристике. Он представляет собой количество непересекающихся доверительных интервалов, которые охватывают диапазон вариации продукта.
Формула для количества отдельных категорий
Количество отдельных категорий = (стандартное отклонение для деталей / стандартное отклонение для калибра) * √2
Итак, количество категорий зависит от соотношения изменчивости частей измерения и изменчивости системы измерения.
Рекомендации по количеству отдельных категорий
По данным Группы действий автомобильной промышленности (AIAG), количество отдельных категорий должно быть больше 5 для адекватной измерительной системы.
- >=5: Адекватная измерительная система
- =2: Данные можно разделить на две части: скажем, Низкий и Высокий
- = 3: Данные можно разделить на три части: скажем, Низкий, Средний и Высокий
- <2: Система измерения не имеет значения для управления системой
Пример повторяемости и воспроизводимости измерений (R&R) с использованием метода ANOVA в проекте «Шесть сигм»
Пример: Инженер-испытатель выбрал 10 деталей, представляющих ожидаемый диапазон изменений процесса. Три техника случайным образом измерили десять частей по три раза каждую. Оцените измерительную систему Gage R&R.
Три техника случайным образом измерили десять частей по три раза каждую. Оцените измерительную систему Gage R&R.
- t = количество техников = 3
- r = количество испытаний или повторов = 3
- р = количество деталей = 10
Среднее значение всех измерений = (2,78+1,87+1,87+2,36+2,36+2,21+……….+2,44+1,8+1,72+4,12+3,25+3,69)/90= 3,066
Шаг 1: Рассчитать техник сумма квадратов
Рассчитать среднее значение для каждого техника
Для техника А: Среднее значение 3 испытаний для 10 деталей = ((2,78+1,87+1,87+2,36+2,36+2,21+……….+4,1+3,88+ 3,56)/30 = 3,05·
Рассчитайте квадрат отклонения для каждого техника: квадрат отклонения между средним техническим и общим средним
Для техника А: (3,05-3,066) 2 =0,0003
Аналогичным образом рассчитайте для техников B и C
Добавить все квадратное отклонение для техников = 0,0003+0,0022+0,0008=0,0033
Для 10 частей и 3 испытаний сумма отклонений = 3*10*0,0033 =0,0999
Шаг 2: Расчет суммы квадратов частей
Рассчитайте среднее значение измерения для каждой части для всех испытаний для части 1: (2,78+1,87+1,87+2,56+2,22+2,14+2,56+2,22+2,15)/9=2,263
Рассчитайте квадрат отклонения каждой части: квадраты отклонений каждой части и общее среднее.
Для части 1: (2,263-3,066) 2 =0,644
Аналогичным образом рассчитайте значения для 10 частей
Сложите все квадраты отклонений для 10 частей = 0,644+0,577+0,537+1,542+0. 357+0,833+0,677+5,914 +1,165+0,703=12,9477
Для 3 испытаний и 3 техников сумма отклонений = 3*3*12,9477 =116,5294
Шаг 3: Рассчитайте общую сумму квадратов
Рассчитайте квадрат отклонения для каждого отдельного результата от общего среднего.
Для первой части испытания 1: (2,78-3,066) 2 = 0,082
Аналогично провести все 90 испытаний и просуммировать квадрат отклонения 3 испытаний = 0,082+1,430+1,430+……..+ 1,111+0,034+0,389 =120,682
Шаг 4: Вычислительное оборудование в пределах суммы квадратов
Используется отклонение всех испытаний для данной детали и данного техника от среднего значения для этой детали и техника.
Возьмите среднее значение первой части трех испытаний первого техника = (2,78 + 1,87 + 1,87)/3 = 2,173
Рассчитайте квадратичное отклонение испытания 1 для первой части = (2,78-2,173) 2 = 0,368
Аналогичным образом рассчитайте квадрат отклонения для всех испытаний для каждой детали.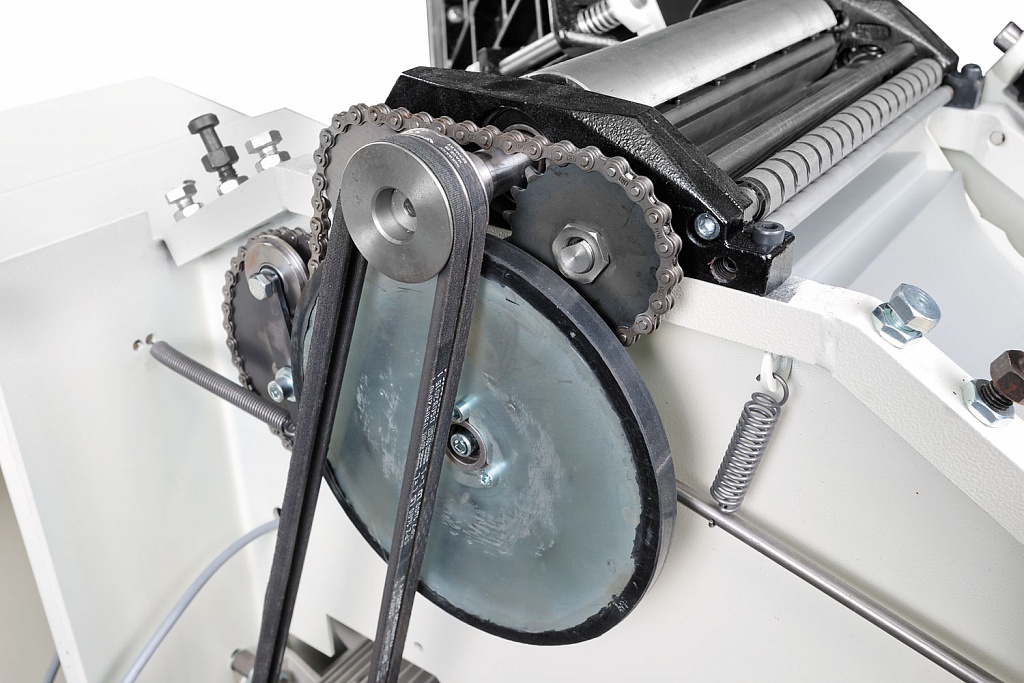
Сумма 90 значений = 0,368+0,092+0,092+…………………+0,188+0,191+0,000=3,606
Шаг 5: Найдите сумму квадратов взаимодействия
SS Техник*Часть = SS Всего – (SS Техник + SS Часть + SS Оборудование )
Нержавеющая сталь Техник*Part = 120,682 – (0,0999 + 116,5294+ 3,606) = 0,447
Шаг 6: Создайте таблицу ANOVA
Поскольку значение p для взаимодействия больше 0,05, нам необходимо учитывать повторяемость без значений взаимодействия.
Шаг 7. Оцените повторяемость, техников, детали и отклонения взаимодействия
- σ 2 Повторяемость = MS Оборудование =0,05196
- Тогда σ 2 TechnicianxPart = (MS TechnicianxPart – σ 2 Повторяемость )/количество испытаний = (0,02482-0,05196)/3 = -0 .00904 =0
- σ 2 Часть = (MS Часть – MS Техник x Часть )/ (количество испытаний * количество техников) = (12,9477-0,05196)/(3*3) = 1,4328 9000 4
- о 2 Техник = (MS Техник – MS Техник x Часть )/ (количество испытаний * количество деталей) = (0,04996-0,05196)/(10*3) = -0,00006667 =0 90 004
Шаг 8.
 Вычисление R&R манометра и интерпретация результатов +0 = 0,05196
Вычисление R&R манометра и интерпретация результатов +0 = 0,05196По приведенным выше значениям вычислите процентную дисперсию вклада.
Поскольку общее значение R&R составляет 3,5%, оно находится в желтой зоне. Таким образом, это может быть приемлемым в зависимости от приложения и факторов стоимости, но команда должна улучшить его дальше.
Найдите стандартное отклонение и % дисперсии исследования.
Согласно оценке системы измерения Automotive Industry Action Group (AIAG) с использованием %GRR.
Поскольку общее значение R&R составляет 18,71 %, оно находится в желтой зоне. Таким образом, это может быть приемлемым в зависимости от приложения и факторов стоимости, но команда должна улучшить его дальше.
Расчет количества отдельных категорий (NDC)
По данным Группы действий автомобильной промышленности (AIAG), для адекватной измерительной системы количество отдельных категорий должно быть больше 5.
Количество отдельных категорий = (стандартное отклонение для деталей / стандартное отклонение для манометра) * √2 = (1,9702/0,2279) * √2 = 7 ! Чтобы разблокировать дополнительный контент, перейдите на полноценную подписку.
Обновление до полного членства
Если вы зарегистрированы, вы можете войти здесь.
Повторяемость и воспроизводимость манометра с использованием Minitab
Шаг 1: Скопируйте данные в лист Minitab
Шаг 2: Выберите Stat –> Инструменты качества –> Gage Study –> Gage R&R (Crossed)
Выберите Номера деталей, Оператор и Данные измерений и выберите метод ANOVA.
В разделе «Параметры: введите допуск процесса», альфа-канал по умолчанию для удаления условия взаимодействия будет равен 0,25. нажмите ок.
Шаг 3: Интерпретация результатов (окно сеанса)
- Значение p для оператора (0,163) больше 0,05.
- Значение p для Детали * Оператор (0,98) больше 0,05. Следовательно, Minitab игнорирует значения и рассматривает значения в таблице без взаимодействия.
- Отклонение от детали к детали составляет 96,5x, что намного больше, чем R&R полного датчика (3,5%). Таким образом, это говорит о том, что между частями существует много различий.
- Общая R&R манометра составляет 3,5%. Таким образом, это может быть приемлемо в зависимости от применения и факторов стоимости, но есть возможности для улучшения.
- Аналогичным образом, в % дисперсии исследования общий R&R Gage составляет 18,71%. Согласно AIAG, это может быть приемлемым в зависимости от приложения и факторов стоимости, но команде необходимо улучшить его дальше.
- Количество различных категорий равно 7, что больше допустимого числа 5.

Этап 4: Интерпретация результатов (окно графиков)
- Первый график – Компоненты вариации: На нем ясно видно, что разница между деталями слишком велика, но не из-за Gage R&R.
- Второй график — значения измерения по частям: Четко указывают различия между частями.
- Третий график- R график оператора: Все значения находятся в контрольных пределах.
- Четвертый график – Значение измерения оператором: Разница между операторами невелика.
- Пятый график – гистограмма X, составленная оператором: Большинство точек находятся вне контрольных пределов. Следовательно, это указывает на то, что изменение в основном связано с частями.
- Шестой график – Оператор * Взаимодействие частей : Между операторами нет большой разницы, а также нет взаимодействия между частями и оператором.
Видео с графиками повторяемости и воспроизводимости прибора
Видео: как настроить исследование R&R прибора Определения R&R прибораPrecision
- 9 0003 Многократное получение стабильных результатов.
- Повторяемость датчика.
Точность
- Получены несмещенные истинные значения.
- Необходимо убедиться перед выполнением R&R.
- Вот почему мы калибруем.
Чувствительность
- Способность обнаруживать различия в измерениях.
Воспроизводимость
- Мы сравниваем результаты разных операторов в разное время.
- Мы изучаем разницу между средними значениями каждого оператора.
Повторяемость
- Мы рассматриваем различия между отдельными операторами.
- Мы смотрим на разницу в их показаниях.
Прослеживаемость
- Точность измерительного прибора, сопоставленная с национальными стандартами США.
Повторяемость и воспроизводимость показаний атрибутов
Данные атрибутов представляют собой форму дискретных данных. Подсчеты, а не измерения обозначают это. Например, «да» или «нет», «пройдено или не пройдено» и «пройдено» или «не пройдено». Это сложная система измерения, потому что в большинстве случаев используется человеческое суждение. Атрибутометр R&R помогает проводить такой анализ. В идеале целевое значение R&R для манометра должно составлять 100 %; однако получить 100% не всегда возможно. Следовательно, все, что выше 90% процентов является приемлемым.
Следовательно, все, что выше 90% процентов является приемлемым.
Пример R&R манометра атрибута в проекте «Шесть сигм»
- Для измерения R&R манометра рекомендуется измерить минимум 20–30 деталей
- Выберите 2-3 техников для измерения деталей
- Пусть каждый техник измерит каждую деталь 2 или 3 раза
Шаг 1: Возьмите основные показания оценщика
Шаг 2: Выберите трех операторов и попросите их классифицировать каждую транзакцию (2 испытания), не зная основных показаний.
Вы будете использовать эти испытания в качестве образца.
Шаг 3: Повторяемость оператора – подсчитайте, сколько раз показания оператора совпадают (между двумя попытками). Разделите общее согласованное количество на общее количество транзакций, чтобы получить процент согласия.
- В Excel мы можем использовать формулу «ЕСЛИ», чтобы проверить, согласованы ли оба набора пробных данных (ячейки C5 и D5). Если оба согласованы, используйте 1; иначе 0. Например: =IF(C5=D5,1,0)
- Оператор Джек: из 30 транзакций, 29значения согласованы между испытанием 1 и испытанием 2. Таким образом, повторяемость Джека = 29/30 = 96,7%
 Например: =IF(C5=D5,1,0)
Например: =IF(C5=D5,1,0)Шаг 4. Вычисление каждого оператора в сравнении с показаниями Мастера
- Теперь сравните значения двух испытаний Джека с транзакциями Мастера
- В Excel мы можем использовать формулу «ЕСЛИ», чтобы проверить соответствие обоих наборов пробных данных эталонным показаниям (ячейки C5, D5 и B5). Если оба согласованы, используйте 1; в противном случае 0. Например: =ЕСЛИ(И(C5=B5,D5=B5,1,0).
- Оператор Джек: Из 30 транзакций 27 значений согласовываются между пробой 1, пробой 2 и основными показаниями. Итак, % совпадения набора данных Джека с основными транзакциями = 27/30 = 90,0%.
Аналогичным образом вычислить для другого оператора повторяемость и согласование с эталонными показаниями.
Шаг 5: Вычисление воспроизводимости между операторами
- В Excel мы можем использовать формулу «ЕСЛИ» для проверки воспроизводимости между операторами (ячейки C5, D5, G5, H5, K5 и L5). Если все согласны, используйте 1; иначе 0. Например: =ЕСЛИ(И(C5=D5,C5=G5,C5=H5,C5=K5,C5=L5,1,0)
- Воспроизводимость: из 30 транзакций 23 значения согласовываются между 3 операторами. Итак, % воспроизводимости = 23/30 = 76,7%.
 Если все согласны, используйте 1; иначе 0. Например: =ЕСЛИ(И(C5=D5,C5=G5,C5=H5,C5=K5,C5=L5,1,0)
Если все согласны, используйте 1; иначе 0. Например: =ЕСЛИ(И(C5=D5,C5=G5,C5=H5,C5=K5,C5=L5,1,0)Этап 6. Общая эффективность (все операторы по сравнению со стандартной) — рассчитайте процент времени, в течение которого все операции оператора согласовываются друг с другом и с основной транзакцией.
- В Excel мы можем использовать формулу «ЕСЛИ» для проверки общей эффективности (ячейки C5, D5, G5, H5, K5, L5 и B5). Если все согласны, используйте 1; иначе 0. Например: =ЕСЛИ(И(B5=C5,B5=D5,B5=G5,B5=H5,B5=K5,B5=L5,1,0)
- Общая эффективность: из 30 транзакций 23 значения согласовываются между 3 операторами. Итак, % общей эффективности = 23/30 = 76,7%
Этап 7: Выводы
В соответствии с критериями приемлемости данных атрибутов AIAG MSA:
MSA не пройден, так как общая эффективность составляет всего 76,7%. MSA должен быть больше 90%. Нам необходимо принять соответствующие меры для улучшения.
MSA должен быть больше 90%. Нам необходимо принять соответствующие меры для улучшения.
Attribute_Gage_R_RDownload
Attribute Gage R&R с помощью Minitab
Шаг 1: Скопируйте данные на лист Minitab
Шаг 2: Выберите Stat –> Quality Tools –> Attribute Agreement Analysis
Выберите параметр «Несколько столбцов» и включите данные испытаний оператора 1 и 2, добавьте количество оценщиков, равное 3, и количество испытаний, равное 2. Добавьте основные значения в разделе «Известный стандарт/атрибут».
Шаг 3: Интерпретация результатов (окно сеанса)
Дополнительные атрибуты Gage R&R Articles
- https://www.isixsigma.com/tools-templates/measurement-systems-analysis-msa-gage-rr/making- смысл-атрибут-манометр-rr-вычисления/
- https://www.spcforexcel.com/knowledge/measurement-systems-analysis/attribute-gage-rr-comparing-appraisers
- https://asq.org/quality-resources/articles/attribute-gage-rr?id=c9deedbb83da4d248e4f06108e44c006
Что нужно знать для сдачи экзамена «Шесть сигм»
Зеленые пояса
BOK зеленого пояса IASSC перечисляет понимание Gage R&R на этапе измерения.