Обзор типов сварных соединений и швов
Сварным называется соединение неразъемного типа нескольких элементов создаваемой конструкции, сформированное посредством процедуры сварки. Его качество является характеристикой производной от таких факторов, как тип подобранного к реализации шва, используемого расходного материала, известного под названием электрод, и примененного режима работы аппарата. Чтобы к конечному результату не возникали претензии, исполнителю необходимо руководствоваться нормами ГОСТа 5264-80. Этот стандарт содержит подробное описание типов сварных соединений и разновидностей сварных швов. О них и пойдет речь в предлагаемой вашему вниманию статье.
Сварные соединения
Терминологию в сфере сварки устанавливают положения ГОСТа 2601-84. И если со «сварным соединением» все более-менее ясно (см. выше), то понятие «сварочный шов» требует уточнения. В данном нормативном документе сказано, что это – сегмент сварного соединения, сформировавшийся в результате процесса кристаллизации металла, пребывающего в жидком агрегатном состоянии.
Стыковое соединение
Соединение этого типа считается самым популярным. Причины такие:
-
минимальное напряжение металла;
-
простота выполнения;
-
надежность сопряжения объектов.
На угол обрезки кромки оказывает влияние ее толщина. Он может быть прямым или острым. Допускается также, чтобы скошенной была лишь одна из стыкуемых кромок.
Особенности выполнения стыковых швов
При сварке металла толщиной, не превышающей 6,0 мм, необходимость в специальной подготовке кромок отсутствует. Однако, соблюдать здесь нужно следующее основное требование: они должны быть максимально параллельными на протяжении всего шва.
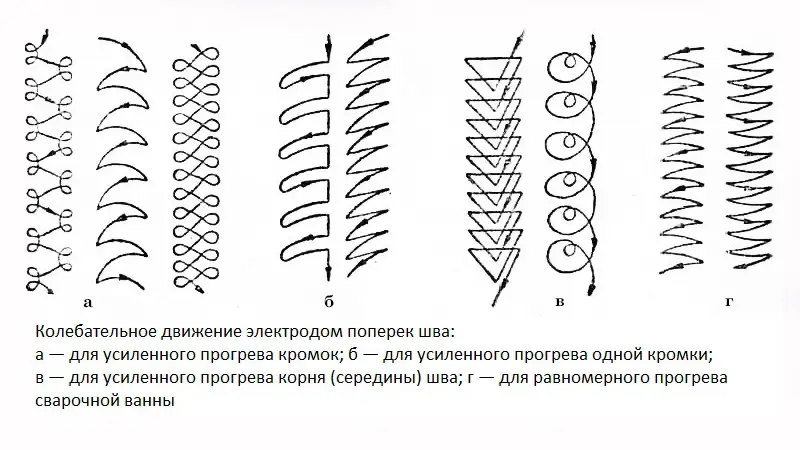
В ходе процедуры сварки необходимо обеспечить, чтобы все края пребывали в равномерно расплавленном состоянии. Для этого нужно совершать электродом поперечные колебательные движения, когда валик наплавляется. Значительное усиление конструкции обеспечивает тот факт, что размер сечения образовавшегося шва может достичь 100% толщины свариваемого элемента.
Как не допустить образование дефектов шва
Дефекты шва формируются при несоблюдении технологии сварки. Непровар сечения будет наблюдаться при:
Иная ситуация имеет место, когда дуга нагрета до избыточной температуры. Тогда возможен сквозной прожог. Другой тоже неприятный вариант при перегреве электродуги – полное расплавление шва, сопровождающееся образованием с тыльной стороны натеков.
Получить шов с безупречным сечением – то есть профиль листов металла полностью проварен, а обратная сторона свободна от натеков – возможно, однако это сопряжено с определенными сложностями. Ведь варить и одновременно контролировать состояние тыльной стороны сварщик просто физически не может.
Ведь варить и одновременно контролировать состояние тыльной стороны сварщик просто физически не может.
Чтобы выйти из этого положения он вынужден работать на пониженных режимах сварки. Так удастся исключить прожоги, но в результате образуется непровар. Однако статические испытания швов с таким дефектом на степень прочности зачастую дают приемлемые результаты. Кроме того, компенсация непровара возможна путем дополнительного усиления шва. Но только при условии, если шов будет работать под воздействием статических нагрузок. Когда же нагрузки носят импульсный либо переменный характер, непровар может привести к разрушению конструкции. Недопущение его формирования проводится путем:
Соединение внахлест
Такой сварочный процесс предусматривает соединение двух или более металлических пластин, размещенных одна над другой частично либо по всей площади. В ходе работ формируется, как минимум, один шов
Когда скрепляются лишь две заготовки, применяется точечная односторонняя сварка.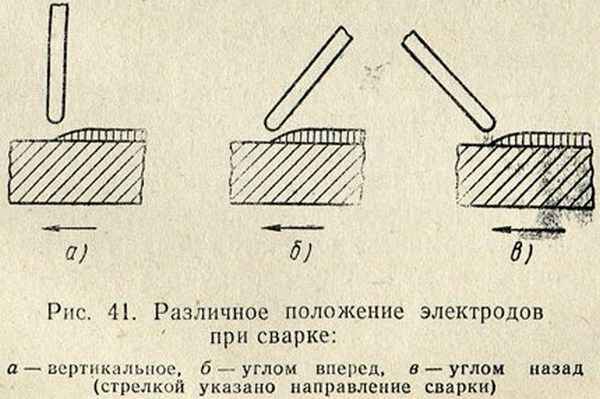
Этот метод может использоваться также, когда один лист тонкий, а другой – толстый. В иных случаях при необходимости сопряжения большего количества элементов, используется уже двусторонняя сварка.
Особенности
Нахлесточное соединение актуально для металлических пластин, толщина которых (обозначение Т) находится в пределах 8,0 мм≤Т≤12,0 мм. Необходимость в обработке поверхности отсутствует. Но при этом заготовка должна иметь ровный торец. Подлежит также тщательному расчету величина области нахлеста.
Из особенностей сварного соединения внахлест стоит выделить:
-
сфера применения – сварка контактного, роликового и точечного типов;
-
формирование шва осуществляется между торцом одной пластины и поверхностью другой;
-
повышен уровень расхода материала, как основного, так и наплавляемого.

Для обеспечения плотного прижима сварочные работы должен предварять этап тщательного выравнивания соединяемых листов.
Продолжая разговор о точечной сварке нахлесточных соединений, отметим факт наличия у этого метода некоторых серьезных недостатков. Их причина кроется в его особенности. Способ точечной сварки не предусматривает создание угловых швов. Данный фактор обусловливает образование между соединяемыми элементами конструкции зазоров вне пределов отрезков соприкосновения. В них может скапливаться влага, при контакте с которой металл ржавеет.
Решить эту проблему достаточно сложно. Ведь для предотвращения появления оксидов железа – то есть ржавчины – все зазоры должны быть наполнены антикоррозионным составом. А сделать это в полном объеме, практически, невозможно. Поэтому долговечность сварочного узла, созданного точечной сваркой, достичь оптимальных показателей априори не может.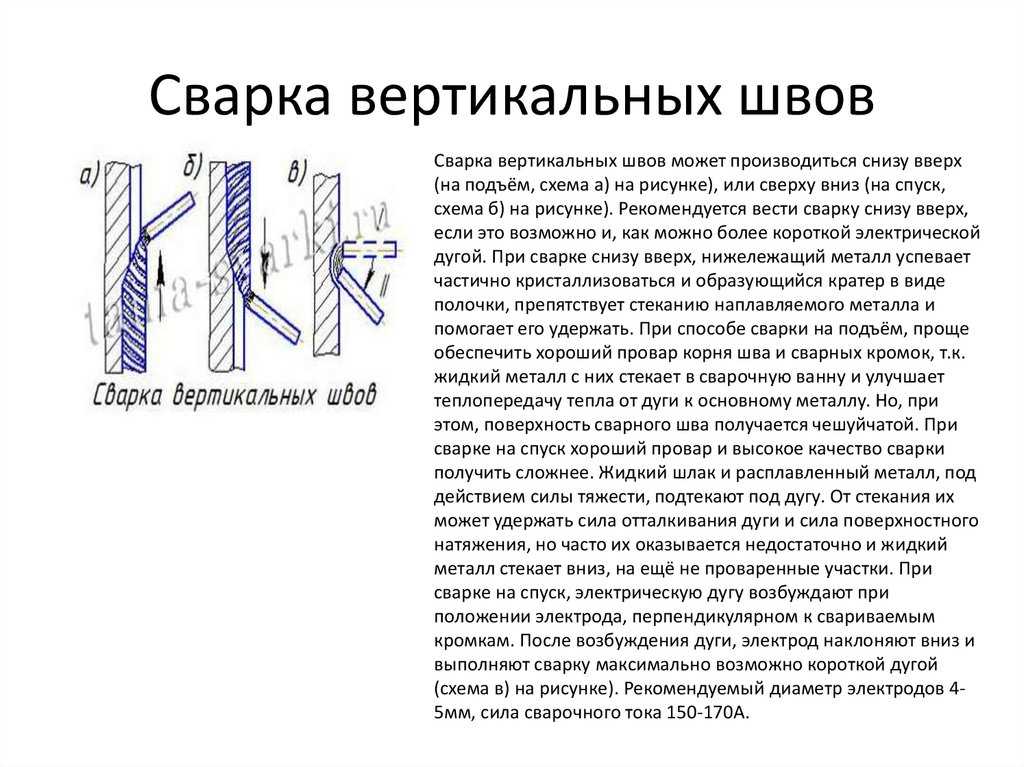
Этот метод сварки получил широкое распространение. В частности, он используется при:
-
сборке быстровозводимых сооружений различной функциональной направленности;
-
создании навесных конструкций, обеспечивающих защиту от прямого солнечного излучения;
-
производстве рекламных щитов;
- сборке автомобильных тентов.
Тавровое соединение
Соединение этого типа предусматривает, что свариваемые элементы конструкции располагаются под некоторым углом. Иными словами, торец одного должен опираться на поверхность другого. На первом, чтобы обеспечить надежность, опытные сварщики проделывают скосы с одной либо двух сторон. Такой подход призван увеличить объем наплавляемого металла.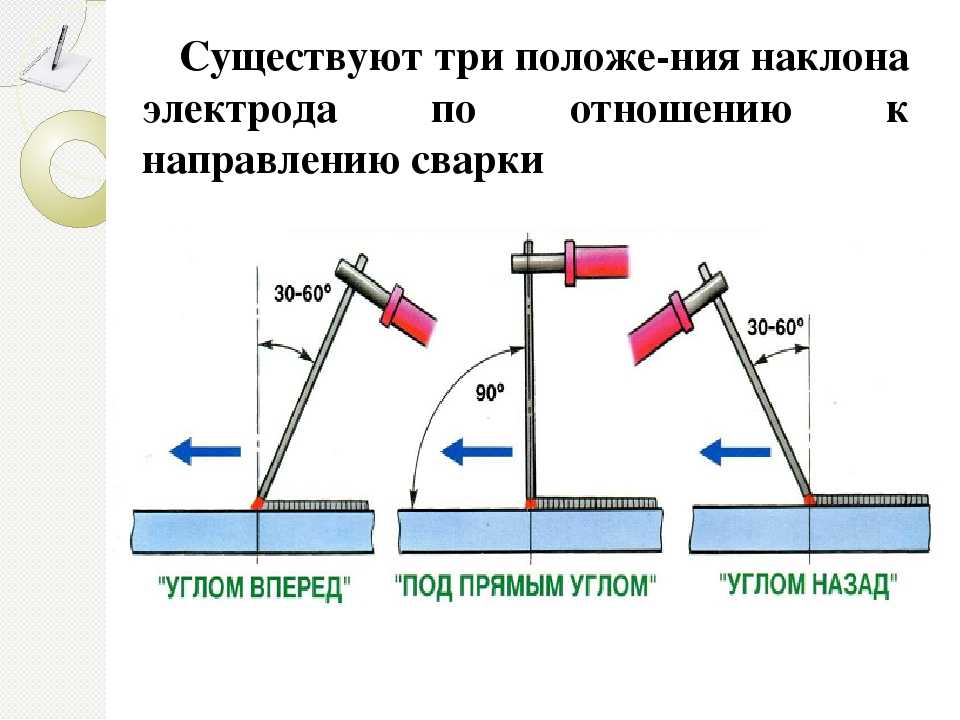 Сфера применения тавровой сварки – создание металлических конструкций, отличающихся сложной конфигурацией.
Сфера применения тавровой сварки – создание металлических конструкций, отличающихся сложной конфигурацией.
Прежде чем приступить к работе, сварщик должен учесть такие моменты:
-
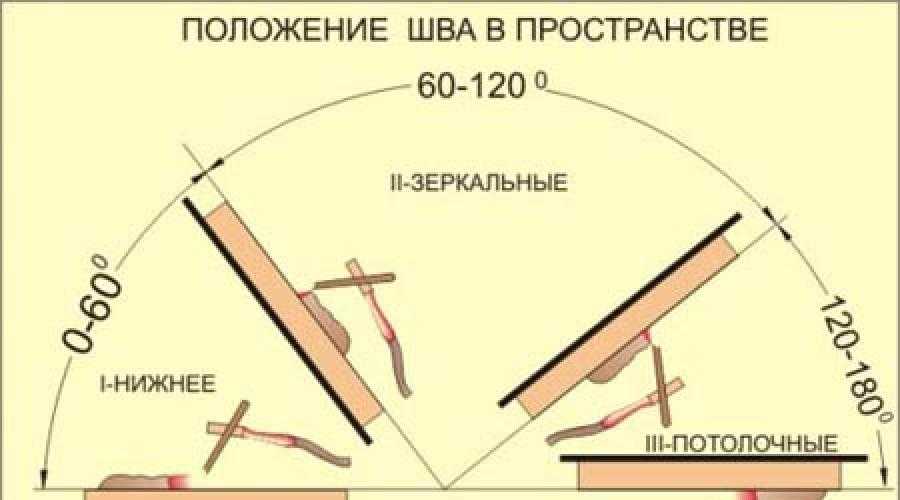
расположение в пространстве привариваемых деталей. Оно может быть вертикальным, нижним, либо потолочным;
-
профессионалы с многолетним стажем рекомендуют соблюдать зазор между подлежащими сварке стыками в пределах 2-3 миллиметра. Это обеспечит лучшее скрепление;
-
стандартно швы должны располагаться по обеим сторонам;
-
допускается также формирование одностороннего шва. Но только при условии, что обрабатывать стык с обеих сторон физически невозможно.
Конфигурацию скосов устанавливают положения ГОСТа 5264-80.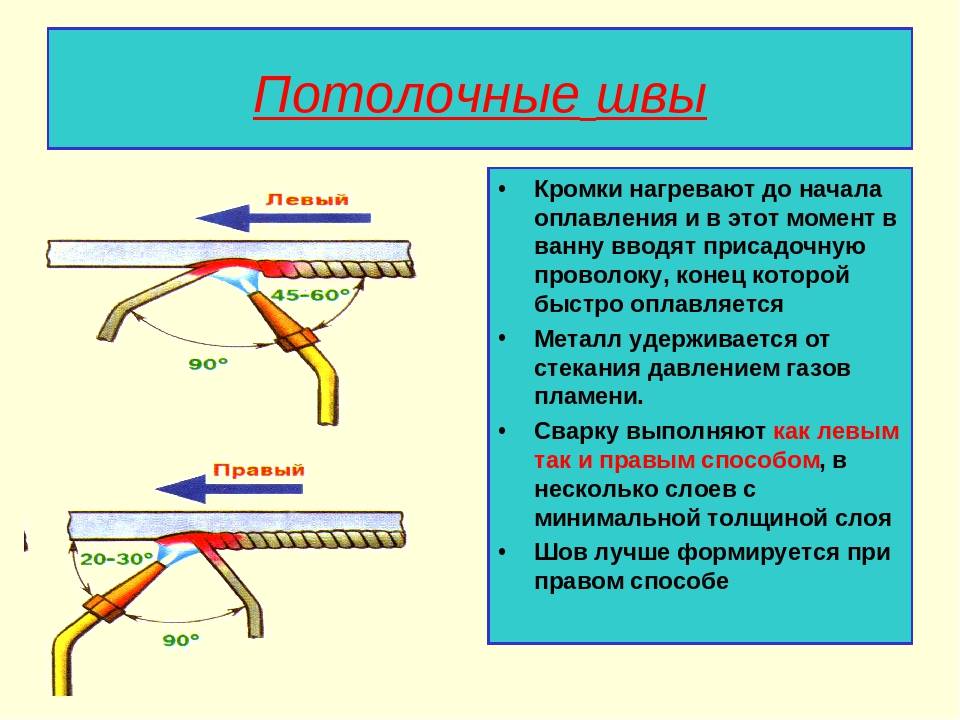
Первый пункт выше представленного списка, касающийся пространственного расположения свариваемых деталей, очень важен и поэтому заслуживает отдельного разговора.
Вертикальное положение
Неудобство этой позиции проявляется при работе с металлами, характеризующимися низкой вязкостью. Их необходимо проваривать достаточно быстро, не допуская вытекания расплава. Толщина листов, а также глубина разделки их кромок определяют количество проходок. Если планируется сформировать глубокий шов, скосы должны быть прямыми либо криволинейными. Разжигание дуги следует осуществлять так, чтобы она была направлена под углом 90° к поверхности, подлежащей сварке, и поддерживать ее нужно короткой. Электрод перемещается по биссекторной плоскости таврового соединения. Шов формируется путем проведения возвратно-колебательных движений по всей протяженности стыка. Во время передвижения вверх требуется контролировать, чтобы дуга не обрывалась.
Место, где формируется валик при вертикальном положении – самый верхний участок. Сварочный ток устанавливается обратной полярности. Для обеспечения хорошего проплавления корневого сегмента таврового соединения его сила должна быть большой.
Электрод отводится, если металл обретает иной цвет либо на поверхности появляются пятна побежалости. Это – признаки угрозы его перегрева. В идеальном варианте придавать валику требуемый профиль без необходимости подрезов должна сама ванна расплава. Нужно контролировать:
Нижнее положение
Сварка соединения таврового типа в данном положении осуществляется с применением:
-
тока, характеризующегося прямой полярностью и значительной силой, чтобы смогла образоваться глубокая ванна расплавленного металла;
-
тока, характеризующегося обратной полярностью.
Необходимо формировать короткую дугу и направлять ее непосредственно в корень создаваемого сварного шва. При этом вероятность образования канавки, располагающейся на металле по всей протяженности этого шва (такой дефект называется «подрез») возрастает.
 Необходимо формировать короткую дугу и направлять ее непосредственно в корень создаваемого сварного шва. При этом вероятность образования канавки, располагающейся на металле по всей протяженности этого шва (такой дефект называется «подрез») возрастает.
Необходимо формировать короткую дугу и направлять ее непосредственно в корень создаваемого сварного шва. При этом вероятность образования канавки, располагающейся на металле по всей протяженности этого шва (такой дефект называется «подрез») возрастает.
В случае выполнения таврового соединения одно- либо многопроходной сваркой, необходимо следить, чтобы электрод перемещался равномерно (накладываются неширокие валики, причем перемещения электрода в поперечном направлении должны быть исключены). Прежде чем приступать к очередной проходке, необходимо сбивать шлак.
Наплавка вверх должна выполняться быстро с одновременным растягиванием электродуги. Накладывать капли расплава нужно лишь при обратном перемещении электрода. Место его пространственного расположения – биссекторная плоскость угла 90° с наклоном в сторону перемещения. Образование катета требуемой ширины обеспечивает совокупность следующих факторов:
Потолочное положение
Сварку стыка необходимо осуществлять на токе небольшого ампеража обратной полярности.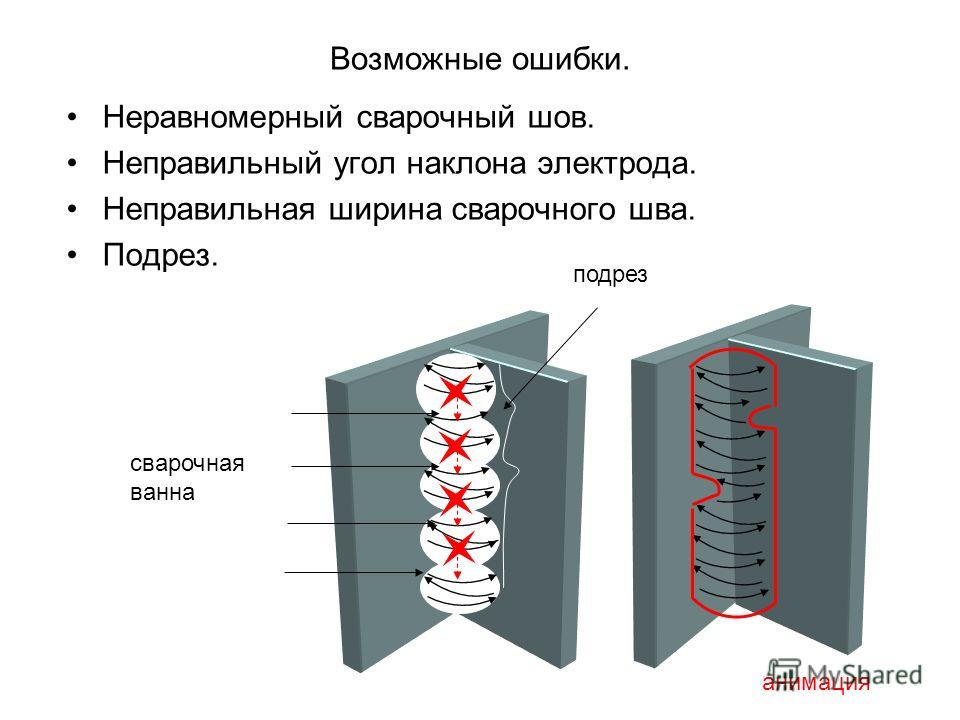 Когда выполняются возвратно-поступательные перемещения электрода, дуга должна оставаться непрерывной. Расплавляют одновременно оба боковых торца. Образуется шов выпуклой конфигурации. Нельзя допускать перегрева металла.
Когда выполняются возвратно-поступательные перемещения электрода, дуга должна оставаться непрерывной. Расплавляют одновременно оба боковых торца. Образуется шов выпуклой конфигурации. Нельзя допускать перегрева металла.
Многопроходная сварка выполняется так, чтобы передвижение электрода не сопровождалось выполнением поперечных пасов рукой. Поверхность всех валиков подлежит максимальному выравниванию. Реализуется это поддержанием стабильно низкой тепловой мощности электродуги. Отслеживать состояние ванны расплава затрудняют искры. Подбор электродов производится по критерию «качество обмазки». Предпочтение отдается той, которая снижает уровень разбрызгивания расплавленного горячего металла.
Сварное соединение угловое
Под угловым понимается сопряжение, в котором края двух элементов свариваются так, что между их поверхностями образуется пространственный угол. Чаще всего он равен 90°, но может принимать любые значения. Надежность требуемого уровня достигается за счет скосов, а также благодаря значительному объему наплавляемого металла.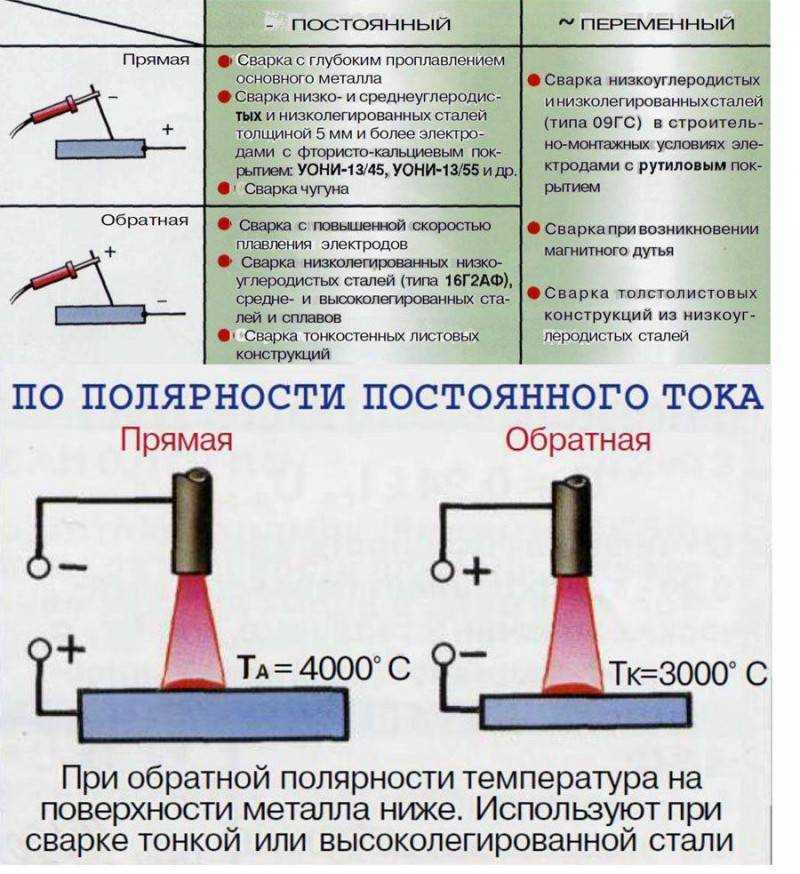
Сложности процедуры формирования углового соединения
Подразделение соединений сварочных угловых на виды осуществляется на основе нескольких критериев. Так, по признаку «методика укладки шва» они бывают прерывистыми и сплошными. Еще один актуальный критерий – их длина:
-
короткие. Протяженность не превышает 250,0 мм;
-
средние. Размеры данных соединений (обозначение L) принимают значение из диапазона 250,0 мм<L≤1000,0 мм;
-
длинные. Их величина больше 1000,0 мм.
При создании угловых соединений возможно появление некоторых дефектов. Наиболее часто встречающиеся кратко описаны ниже.
Подрезы
Об этих дефектах выше уже шел разговор. Добавим причину их появления: под воздействием электродуги на поверхности скрепляемых деталей формируются углубления.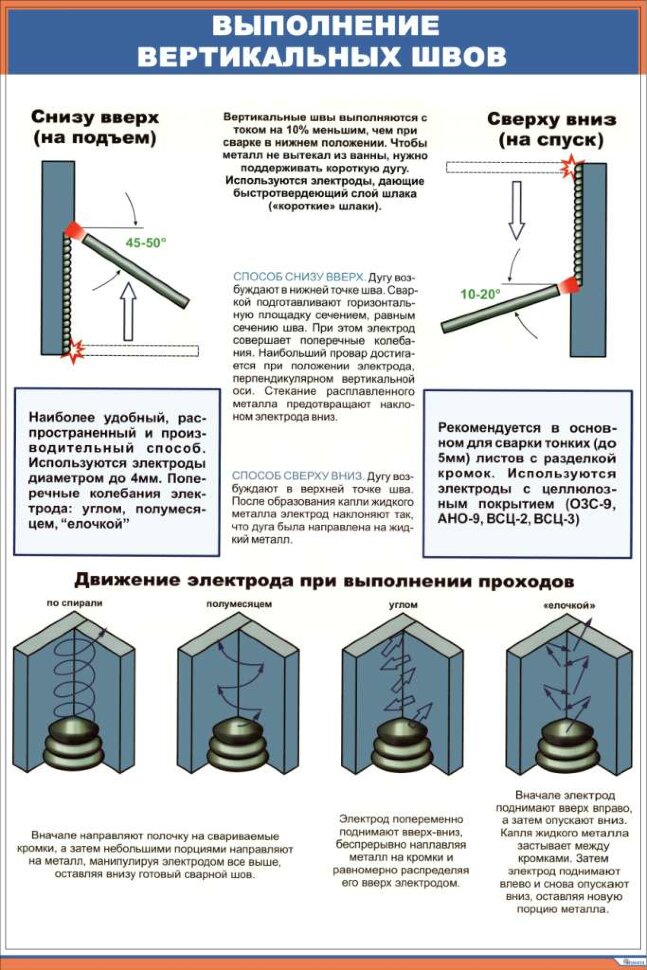 Когда сварка осуществляется в нижнем положении, вполне возможно ненадолго задерживать электрод с целью наплавления материала используемой присадки на отрезок с канавкой. Но методика выполнения углового соединения гораздо сложнее, и поэтому сварщику придется серьезно потрудиться, чтобы, так сказать, «загнать» жидкий металл на вертикальную боковую стенку. По этой причине у сварного соединения углового выемки имеются лишь с одного из боков.
Когда сварка осуществляется в нижнем положении, вполне возможно ненадолго задерживать электрод с целью наплавления материала используемой присадки на отрезок с канавкой. Но методика выполнения углового соединения гораздо сложнее, и поэтому сварщику придется серьезно потрудиться, чтобы, так сказать, «загнать» жидкий металл на вертикальную боковую стенку. По этой причине у сварного соединения углового выемки имеются лишь с одного из боков.
Непровары
Многие сварщики, не имеющие достаточного опыта, заполняя место углового соединения, с большой амплитудой перемещают конец электрода в разные стороны. Такие действия обусловливают оседание металла на боках, ввиду чего корень шва хорошо не проваривается.
Неправильный выбор катета
Для получения углового соединения хорошего качества необходимо:
Если сила тока невелика, а электроды перемещаются медленно, катет становится чрезмерно выпуклым. Вследствие этого, основной металл если и проплавится, то плохо.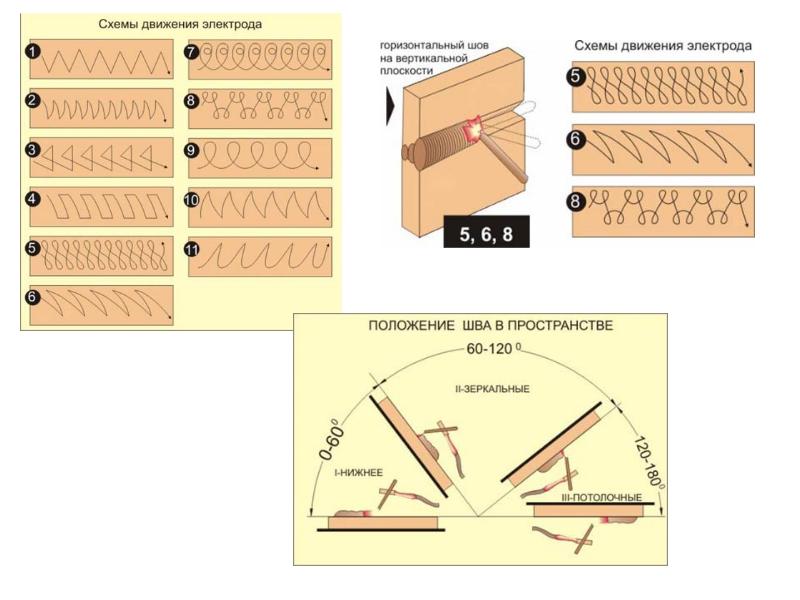
И наоборот, повышенная скорость передвижения электрода при излишне большой силе тока приведет к обретению катетом вогнутой конфигурации.
Неправильный угол
Сварочным соединениям характерна определенная форма по отношению к градусу угла. Тонкость заключается в соблюдении требуемых размеров. Когда приставная пластина перемещается, «завалившись» на один бок, показатель качества конструкции будет невысоким.
Неравномерное распределение расплава по сторонам
Здесь проявляются законы физики. Под воздействием гравитационной силы расплавленный металл стремится стечь вниз. Ввиду этого основной участок шва формируется на нижнем листе. Вполне возможно, что верхний торец проплавится лишь слегка. В результате сформированное соединение при нагрузке сразу может деформироваться, либо вообще распасться.
В ходе сварки могут возникать и иные дефекты:
-
углубления трубчатой конфигурации либо воронкообразные – свищи;
-
несплошности, в виде локальных разрушений сварочного соединения – трещины;
-
участок, располагающийся поблизости от крайней точки валика, не заваренный либо не перекрытый при последующих проходах – кратер;
-
полости/пустоты в сварном соединении, появившиеся из-за усадки металла при его кристаллизации – усадочные раковины;
-
застывшие остатки флюса – шлак.
Специфические особенности
Угловым соединениям присуща следующая специфика:
-
необходимость предварительной подготовки поверхности. Предполагает корректное формирование скосов любой конфигурации – простой либо сложной;
-
сваривать заготовки с тонкими стенками допускается только с одной стороны;
-
требуется учитывать геометрические особенности сварного соединения.
Заключение
Каждый тип сварного соединения обозначается по-своему. Так, для стыкового применяется литера «C», за которой следует цифра либо двузначное число, например, C2, C13, C45. Обозначение углового соединения выглядит так: У1…У10. Соединение сварное тавровое обозначается сочетанием буквы «T» с цифрой от 1 до 9. Например, T2, T8, T9. Для нахлесточного соединения используются такие варианты буквенно-цифровой последовательности – «h2» или «H 2».
Please enable JavaScript to view the comments powered by Disqus.comments powered by Disqus
Как правильно варить сваркой электродами
Знание некоторых правил позволят понять, как правильно варить сваркой электродами и при этом не допускать недостатков.
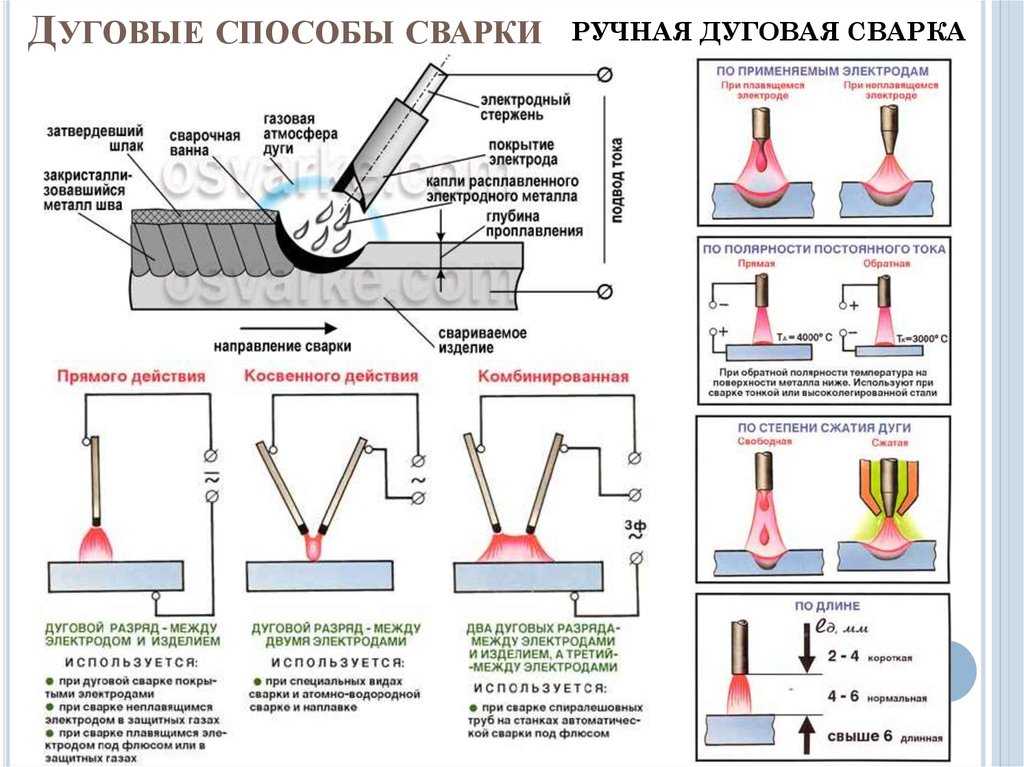
В основании сварки металлов лежит получение (розжиг) электрической дуги. Ее розжиг происходит перед началом работы, при необходимости, например, при обрыве, ее разжигают снова.
Для того, что бы разжечь необходимо, коснуться концом электрода детали и быстро отвести его на некоторое расстояние. Если расстояние, на которое сварщик отвел электрод, составляет несколько миллиметров, то возникнет постоянно горящая дуга. Если он задержит электрод на детали, то произойдет прилипание, если расстояние будет больше необходимого, то дуга не загорится.
Кроме этого способа розжига дуги, можно использовать царапающие движения электродом по поверхности детали. Расстояние, на которое допустимо отводит электрод, составляет от 2 до 4 мм.
После того, как сварщик получил устойчивую дугу, он должен несколько секунд удерживать электрод в начале будущего шва. Это необходимо для образования шва и начала оплавления заготовки. По мере расплавления электрода сварщик должен начать подачу электрода по направлению сварочной ванны. При этом, он должен выдерживать достаточную длину дуги. Ее можно определить по характерному звуку, и равномерному проходу капель расплавленного электрода через дугу.
При нарушении технологических требований сварочного процесса, образуются различные дефекты. То есть отклонения от требований нормативов, конструкторской документации. Дефекты, образовавшиеся в результате ошибок сварщика, снижают прочностные параметры и надежность соединений, полученных при помощи сварки. Такие нарушения приводят к частичному или полному разрушению изделия.
Классификация недостатков сварного шва
Недостатки сварки можно разделить на несколько групп:
- относящиеся к форме и размеру шва;
- относящиеся к внутренней структуры шва;
- деформация полученной конструкции.

Недостатки геометрии сварочных швов
Геометрические параметры сварных швов определены государственными стандартами, нормативами, техусловиями их в обязательном порядке их параметры указывают в рабочей документации (чертежах). К примеру, типы швов и как правильно варить сваркой электродами, определены в ГОСТ 5264-80.
При использовании электродов, чаще всего образуются следующие недостатки:
- неравномерность геометрических размеров;
- большая чешуйчатость;
- бугристость.
Возникновение недостатков обуславливается недостаточной подготовкой сварщика, нарушением требований технологической дисциплины, низким качеством, применяемых электродов.
Форма и размеры шва, сваренного с нарушениями, говорят о появлении таких недочетов, как наплывы, подрезы, прожогов и незавершенных кратеров в конце шва.
Сварка без брака
Как варить сваркой электродами и избежать недостатков шва? Для этого в первую очередь необходимо соблюдать элементарные правила.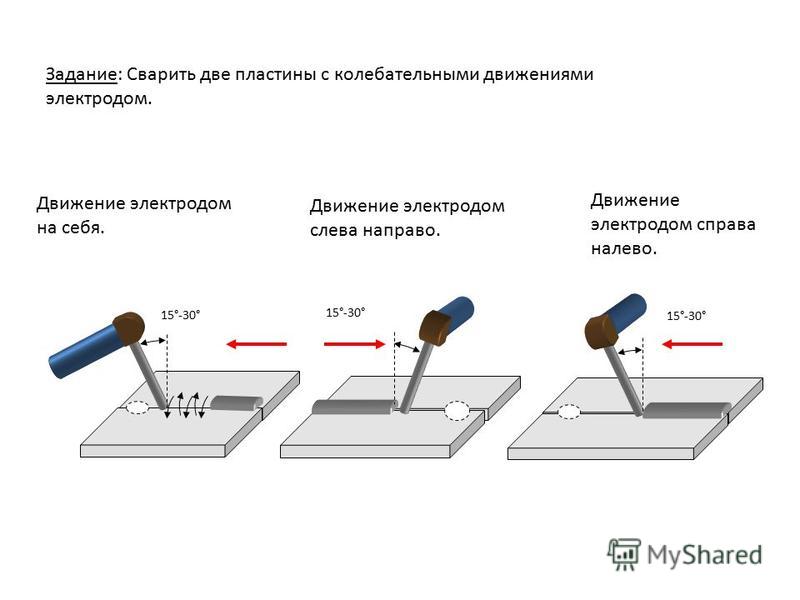 В частности, после розжига дуги, сварщик должен выдержать некоторое время, до того момента пока не начнется плавиться электрод и не начнет формироваться сварочная ванна. После этого, можно начать движение электрода в направлении создания шва. При этом задача сварщика поддерживать оптимальную длину дуги.
В частности, после розжига дуги, сварщик должен выдержать некоторое время, до того момента пока не начнется плавиться электрод и не начнет формироваться сварочная ванна. После этого, можно начать движение электрода в направлении создания шва. При этом задача сварщика поддерживать оптимальную длину дуги.
Определить правильность выбранного размера дуги можно по характерному резкому звуку, равномерности переноса капель расплавленного металла через разожженную дугу. Еще одним показателем правильности длины дуги считают малое количество разбрызгиваемого металла.
Влияние длины дуги на качество сварочных работ
Оптимальной для выполнения сварки, считается короткая дуга. Ее использование может гарантировать получения шва высокого качества. Все дело в том, что ее горение отличается устойчивостью, таким образом, капли расплавленного электрода, на хорошей скорости проходят расстояние от него до свариваемых поверхностей и тем самым меньше подвергаются воздействию атмосферного воздуха.
Вместе с тем, очень короткая дуга, может спровоцировать прилипание электрода к детали, что приводит к ее разрыву и в этом месте возможно образование дефектов.
Длинная дуга, отличается нестабильным горением, сопровождаемое шипящим звуком. Применение длиной дуги не дает требуемой глубины проплавления, капли расплавленного металла разлетаются по поверхности деталей. Сам металл, заливаемый в сварочную ванну, сильнее окисляется и насыщается азотом. Швы, получаемые при работе с длинной дугой, отличаются своей бесформенностью, а сам материал содержит в своем составе значительное количество примесей.
Как указывалось выше, причиной возникновения дефектов сварного шва являются нарушения технологической дисциплины. В частности, такой изъян как наплыв, может появиться из-за:
- неправильного выбора размера сварочного тока;
- применения длинной сварочной дуги;
- неудачное размещение электрода в пространстве, в частности, большой угол его наклона.
Неправильное движение электрода во время работы с угловыми швами, может привести к образованию подрезов.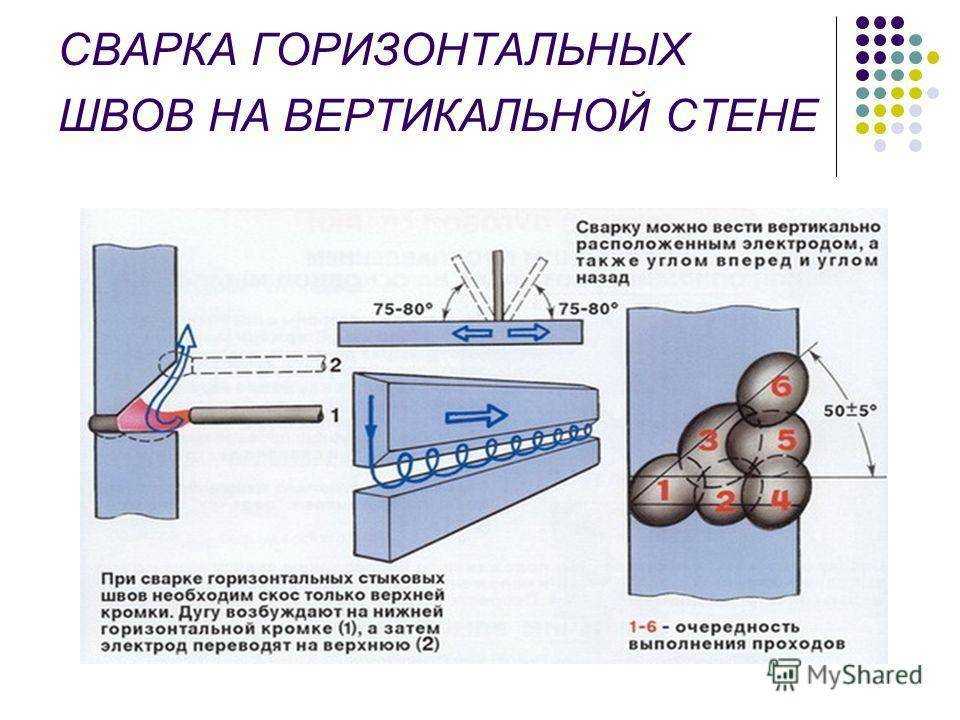 Они появляются вследствие того, что при перемещении электрода, произошло его смещение в сторону вертикально установленной заготовки. Таким образом, происходит ее слишком сильный нагрев и усиленное стекание расплава на горизонтальную деталь. Кроме этого, неправильно подобранный режим сварки может так же привести к появлению этого недочета. Образование этого дефекта, в результате может послужить причиной разрушения собранного изделия.
Они появляются вследствие того, что при перемещении электрода, произошло его смещение в сторону вертикально установленной заготовки. Таким образом, происходит ее слишком сильный нагрев и усиленное стекание расплава на горизонтальную деталь. Кроме этого, неправильно подобранный режим сварки может так же привести к появлению этого недочета. Образование этого дефекта, в результате может послужить причиной разрушения собранного изделия.
Правильное движение электрода
После того, как осуществлен розжиг дуги, необходимо отвести электрод от поверхности свариваемой детали на расстояние от 2 до 4 мм. И после выдерживания паузы в пару секунд, сварщик может начинать движение электрода и тем самым формировать сварной шов.
Как правило, сварщик должен обеспечить следующие типы перемещения инструмента (электрода).
По оси электрода, по направлению к сварочной ванне. Важно обеспечить постоянную и стабильную длину дуги. Это достигается тем, что скорость движения сварочного инструмента, должна быть сопоставима со скоростью его плавления.
Следующее перемещение должно быть направлено по лини образующегося шва, и скорость его движения определяется такими параметрами, как тип электрода, размера заданного тока, вида сварного соединения и еще ряда некоторых, например, марки металла.
И наконец, сварщик должен обеспечить движение электрода, поперек, линии шва, для образования, так называемого валика. Он может быть ниточный, то есть его размер не должен превышать 1,5 диаметра используемого сварочного инструмента или уширенный. Его размер определяется технической документацией.
Высокая скорость перемещения держателя с инструментом, приводит к тому, что валик получается неровный, а небольшая скорость, приводит к слишком большой выпуклости и образованию наплывов по краю шва.
Так или иначе, получение швов потолочных, вертикальных проходит по схожей методике, отличия могут быть в настройке сварочного аппарата, длины сварочной дуги и положения сварочного инструмента в пространстве.
 8px;width: 550px;” border=”1″ cellpadding=”1″ cellspacing=”1″>
8px;width: 550px;” border=”1″ cellpadding=”1″ cellspacing=”1″>Внимание покупателей подшипников
Уважаемые покупатели, отправляйте ваши вопросы и заявки по приобретению подшипников и комплектующих на почту или звоните сейчас:
+7(499)403 39 91
Доставка подшипников по РФ и зарубежью.
Каталог подшипников на сайте themechanic.ru
Внимание покупателей подшипников
Уважаемые покупатели, отправляйте ваши вопросы и заявки по приобретению подшипников и комплектующих на почту или звоните сейчас:
+7 (495) 128 22 34
zakaz@themechanic.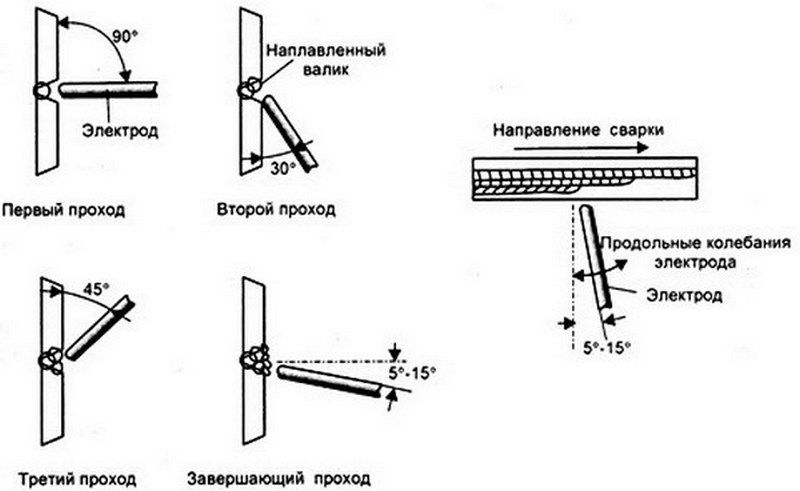 ru
ru
Доставка подшипников по РФ и зарубежью.
Каталог подшипников на сайте
themechanic.ru
Внимание покупателей подшипников
Уважаемые покупатели, отправляйте ваши вопросы и заявки по приобретению подшипников и комплектующих на почту или звоните сейчас:
+7 (495) 128 22 34
[email protected]
Доставка подшипников по РФ и зарубежью.
Каталог подшипников на сайте
themechanic.ru
Что такое сварка внахлестку?
Сварка внахлестку представляет собой разновидность контактной сварки, также известную как электрическая контактная сварка (ERW). В отличие от дуговой сварки, при которой используется газ, при контактной сварке для соединения двух металлических деталей используется сильный электрический ток. Ток нагревает металлические детали в месте сварки, заставляя их плавиться и свариваться. В частности, при шовной сварке сварочные колеса (электроды) прикладывают усилие и подают необходимый ток. После того, как сварной шов поглощает тепловую энергию расплавленного сварного шва, в точке затвердевания образуется сварной шов.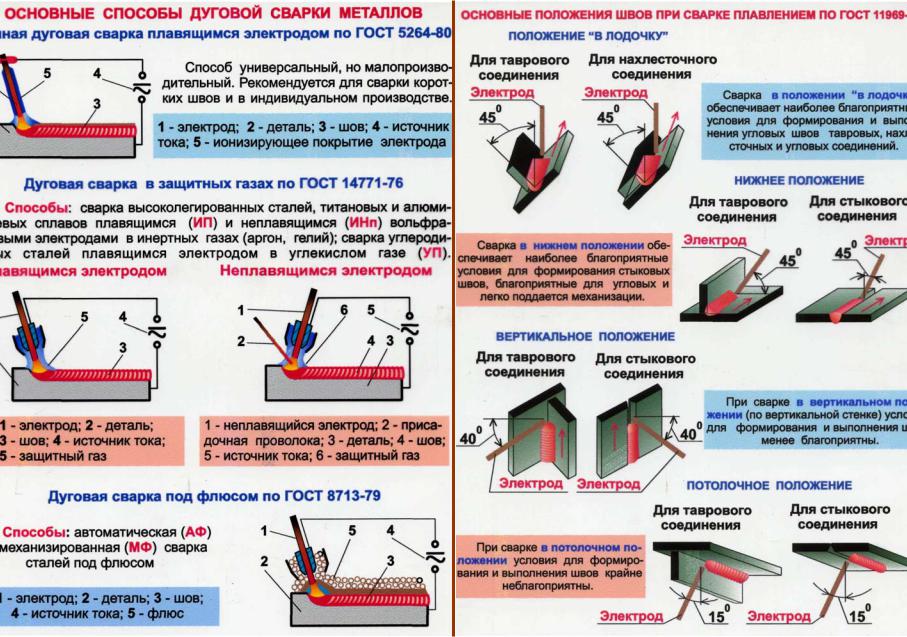 Применение давления до, во время и после прохождения электрического тока помогает поддерживать тепло в точке приложения давления. Этот процесс хорошо работает на низкоуглеродистых сталях, высоколегированных сталях, нержавеющей стали, алюминии, титане и т. д.
Применение давления до, во время и после прохождения электрического тока помогает поддерживать тепло в точке приложения давления. Этот процесс хорошо работает на низкоуглеродистых сталях, высоколегированных сталях, нержавеющей стали, алюминии, титане и т. д.
Сварка сопротивлением имеет различные подкатегории, такие как сварка внахлестку, точечная сварка, стыковая сварка, выступающая сварка и сварка оплавлением. Каждый тип имеет уникальные принципы сварки, подходящие для конкретного применения. В этой статье мы сосредоточимся на сварке внахлестку и рассмотрим процесс, преимущества, недостатки, обычное использование и меры предосторожности, связанные с этой техникой.
Что такое сварка внахлестку?
При сварке внахлест два металлических листа, слегка перекрывающих друг друга, соединяются непрерывным локальным сплавлением. В процессе сварки используются два электрода в форме колеса для приложения давления и пропускания электричества через металлические детали. Удержание двух металлических деталей вместе создает контактное электрическое сопротивление, которое вызывает аккумулирование тепловой энергии на границе шва.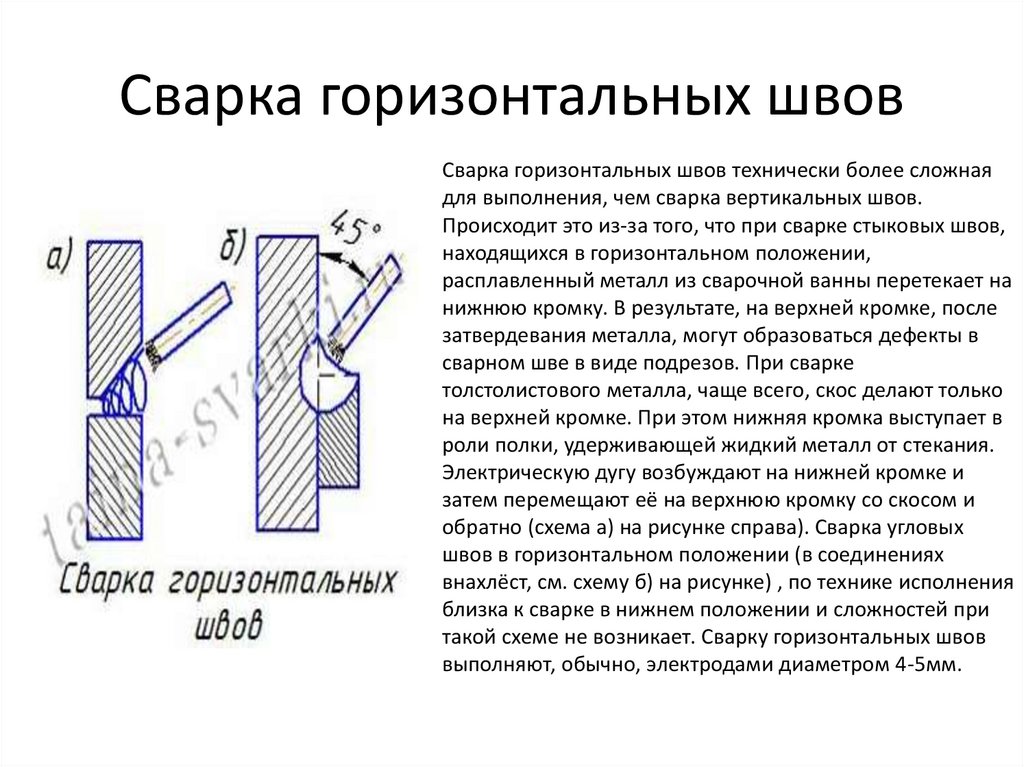 Это отличается от стыковой сварки тем, что детали располагаются внахлест, а не бок о бок.
Это отличается от стыковой сварки тем, что детали располагаются внахлест, а не бок о бок.
И переменный ток (AC), и постоянный ток средней частоты (MDFC) идеально подходят для сварки внахлестку. Величина используемого тока определяет уровень тепловой энергии, выделяемой в процессе сварки. Степень силы сварки, которую вам необходимо использовать, прямо пропорциональна твердости/прочности материала.
Процедура сварки
Процесс начинается с очистки и надлежащего соединения металлических деталей внахлест. Затем заготовки помещаются между двумя круглыми электродами, которые оказывают давление, чтобы удерживать их на месте. Затем включается подача охлаждающей жидкости, позволяя воде течь к электроду. Некоторые сварочные аппараты используют дополнительную внешнюю струю воды непосредственно на зону сварки в качестве дополнительной охлаждающей жидкости. Чтобы начать сварку, включается подача электрического тока, в результате чего круговые электроды с механическим приводом вращаются и перемещают заготовки. Непрерывную зону плавления, состоящую из перекрывающихся самородков, можно создать, быстро включая и выключая электричество.
Непрерывную зону плавления, состоящую из перекрывающихся самородков, можно создать, быстро включая и выключая электричество.
Типы сварки внахлестку
Существуют две основные категории контактной шовной сварки.
Роликовая точечная шовная сварка
В этом процессе электрический ток синхронизируется для запуска в последовательности, которая разделяет отдельные сварные швы на желаемое расстояние. Сварочные круги сохраняют силу и катятся в течение всего процесса. Сварка происходит в разных точках, а не по непрерывной линии. Роликовое пятно используется, когда не требуется герметичное соединение.
Непрерывная шовная сварка
Непрерывный шов можно получить с помощью непрерывной шовной сварки. Здесь время сварки регулируется скоростью круга, в результате чего отдельные точечные сварные швы слегка перекрывают друг друга. Сварочные круги поддерживают постоянное давление на зону сварки во время процесса. В результате получается непроницаемый для жидкости или воздуха сварной шов внахлест. Тип используемого электрода зависит от типа свариваемого материала. Например, для нержавеющей стали может потребоваться RWMA класса 3, в то время как для других сталей может использоваться RWMA класса 2.
Тип используемого электрода зависит от типа свариваемого материала. Например, для нержавеющей стали может потребоваться RWMA класса 3, в то время как для других сталей может использоваться RWMA класса 2.
Преимущества шовной сварки внахлестку
Простота в эксплуатации
После того, как сварщик преодолеет начальную кривую обучения и найдет правильное время, машина для шовной сварки потребует базовых навыков работы.
Идеально подходит для непроницаемых для жидкости контейнеров
Сварка внахлестку является отличным вариантом сварки для жидких и газообразных соединений. Сварку непрерывным швом можно использовать для изготовления воздухонепроницаемых радиаторов, жестяных банок, посудомоечных и стиральных машин и других стальных бочек.
Небольшой нахлест
Нахлест при контактной шовной сварке часто не превышает 10 мм, что меньше, чем при точечной и рельефной сварке. Эта функция идеально подходит для ситуаций, когда чрезмерное перекрытие является проблемой.
Экологичный процесс
Поскольку в нем не используется наполнитель, этот процесс не приводит к выбросу газов или паров. Материал наполнителя является распространенным источником загрязнения.
Эффективность
Сварщики швов имеют гораздо более высокую производительность сварки за то же время по сравнению с другими процессами. Сварочный аппарат автоматически загружает и выгружает заготовки, чтобы обеспечить быструю и эффективную сварку. Это снижает потребность в рабочей силе при увеличении производительности труда.
Недостатки сварки внахлестку
Дорогостоящее оборудование
Стоимость оборудования и оборудования для шовной сварки, как правило, высока. Тем не менее, нет другого процесса, который обеспечивает такой же результат с той же эффективностью, что и сварка швов.
Энергопотребление
Для работы шовных сварочных аппаратов требуется экстремальное количество энергии. Это необходимо учитывать в инфраструктуре объекта, а также в бюджете компании. Однако, как и в случае со стоимостью оборудования, высокая производительность вполне оправдывает затраты.
Однако, как и в случае со стоимостью оборудования, высокая производительность вполне оправдывает затраты.
Ограничения по материалам
Могут возникнуть трудности с обработкой металлических деталей толщиной более 3 мм.
Реальное применение
Сварка швов сопротивлением находит широкое применение в автомобильной промышленности, поскольку сварщики могут использовать ее для изготовления шасси автомобилей и топливных баков. Прочные сварные швы гарантируют надежность и надежность деталей автомобиля. Он также используется для изготовления теплообменников, поскольку он экономически эффективен и устойчив к коррозии. В бытовой технике часто используется шовная сварка для создания посудомоечных и стиральных машин или любых других устройств, которые должны быть водонепроницаемыми.
Соблюдайте меры предосторожности
Использование слишком большого количества электроэнергии может привести к порче электрода, если поверхность раздела между заготовкой и электродом станет слишком горячей. Охлаждающая жидкость или внешнее водоснабжение должны работать надлежащим образом, чтобы снизить тепловую энергию от электродов и охладить ролики во время процесса сварки. Также нужно следить за скоростью сварки, чтобы добиться качественного шва по всему стыку.
Охлаждающая жидкость или внешнее водоснабжение должны работать надлежащим образом, чтобы снизить тепловую энергию от электродов и охладить ролики во время процесса сварки. Также нужно следить за скоростью сварки, чтобы добиться качественного шва по всему стыку.
Итак, обзор процесса сварки внахлестку. У каждого типа контактной сварки есть свои лучшие варианты использования, а сильные стороны сварки внахлест помогают компенсировать недостатки других методов. Мы продолжим предоставлять вам ценный контент от Tuffaloy. Подпишитесь на нас в LinkedIn, Twitter и Facebook, чтобы быть в курсе последних событий.
Шовная сварка【Все, что вам нужно знать】
Иногда люди выбирают неправильный метод сварки для выполнения своей работы. Обычно это происходит из-за отсутствия знаний о методах сварки. Что ж, существует несколько типов сварки, каждый из которых используется для выполнения определенных задач. Например, одни формы могут использоваться для соединения различных металлических поверхностей с большой точностью, а другие нет. Вот почему мы должны учитывать валидность метода перед выбором.
Вот почему мы должны учитывать валидность метода перед выбором.
Чтобы получить эти знания, вам необходимо получить необходимые знания о методах сварки. Здесь мы поможем вам собрать факты и цифры о шовной сварке. Это один из наиболее распространенных видов сварки, используемый профессиональными сварщиками, особенно в герметичных изделиях. Итак, давайте откроем и узнаем некоторые ценные факты о шовной сварке. После этого вы можете выбрать, идти на это или нет.
Содержание
- Что такое шовная сварка?
- Какие бывают виды шовной сварки?
- Сварка прерывистым швом
- Сварка непрерывным швом
- Принцип шовной сварки
- Детали аппаратов для шовной сварки
- Каково применение шовной сварки?
- Каковы преимущества шовной сварки?
- Карманный метод
- Позволяет получить герметичные и воздухонепроницаемые сварные швы
- Быстрый метод
- Нет возможности перекрытия
- Простота в эксплуатации
- Отсутствие тепловой деформации
- Отсутствие процесса загрязнения
- Какие недостатки связаны со шовной сваркой?
- Заключение
Что такое шовная сварка?
 youtube.com/embed/n5bssD7GTlc?feature=oembed” frameborder=”0″ allow=”accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture” allowfullscreen=””>
youtube.com/embed/n5bssD7GTlc?feature=oembed” frameborder=”0″ allow=”accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture” allowfullscreen=””>
Шовная сварка или контактная электросварка — это тип сварки, в котором для соединения металлических деталей идеально используется принцип электрического сопротивления. Его также называют сваркой внахлестку. Обычно электроды перемещают по нужной поверхности, а затем пропускают через них ток. Это создаст значительное количество тепла, которое заставит обоих персонажей объединиться.
Какие бывают виды шовной сварки?
Наращивание контактным швом — это один из видов сварки, который мы в целом подразделяем на два различных типа:
Сварка прерывистым швом
Обычная техника, используемая сварщиками в этом типе, но сварные швы выполняются на значительных расстояниях. Сварщики обычно используют этот тип, когда сварка сплошным швом невозможна.
Непрерывная шовная сварка
Это тип шовной сварки, при котором непрерывный ток проходит через электроды, что означает постоянное давление на металлические поверхности.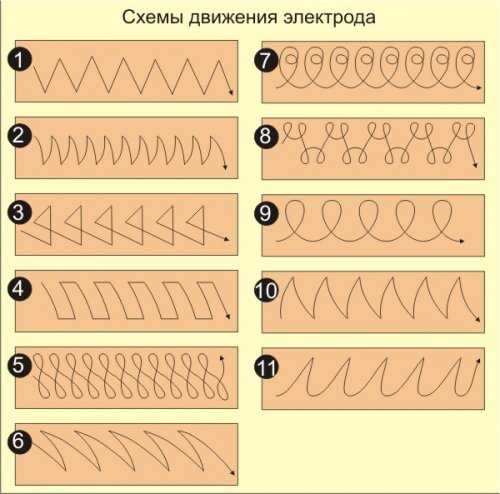 Это вызывает непрерывный сварной шов, который в конечном итоге соединяет обе металлические поверхности.
Это вызывает непрерывный сварной шов, который в конечном итоге соединяет обе металлические поверхности.
Принцип шовной сварки
Сначала пропускаем через электроды дальний пучок тока. Затем эти электроды совершают круговое движение по поверхности металлов. Сопротивление и выделяемое вместе тепло соединятся с металлическими листами или крышками.
- Свариваемые металлы удерживаются под закругленными электродами.
- Через электроды проходит непрерывный пучок тока.
- Пока ток проходит через электроды, они также прокатываются по металлической поверхности. Это означает, что тепло и давление будут работать рука об руку, чтобы дать вам желаемый результат.
- Это один из самых экономичных и удобных методов сварки.
Детали аппарата для шовной сварки
В состав аппарата для шовной сварки входят следующие детали, с которыми необходимо обращаться с особой осторожностью для достижения желаемых результатов.
- Вал шва
- Электродное колесо для шовной сварки
- Контактный узел шовной сварочной машины
- Запчасти головки станка
- Устройство для правки сварочных наконечников
- Пневматическое приспособление для правки наконечников электродов
Здесь вы можете посмотреть мастер-класс по шовной сварке, после которого вы также получите более подробное представление о различных частях аппарата.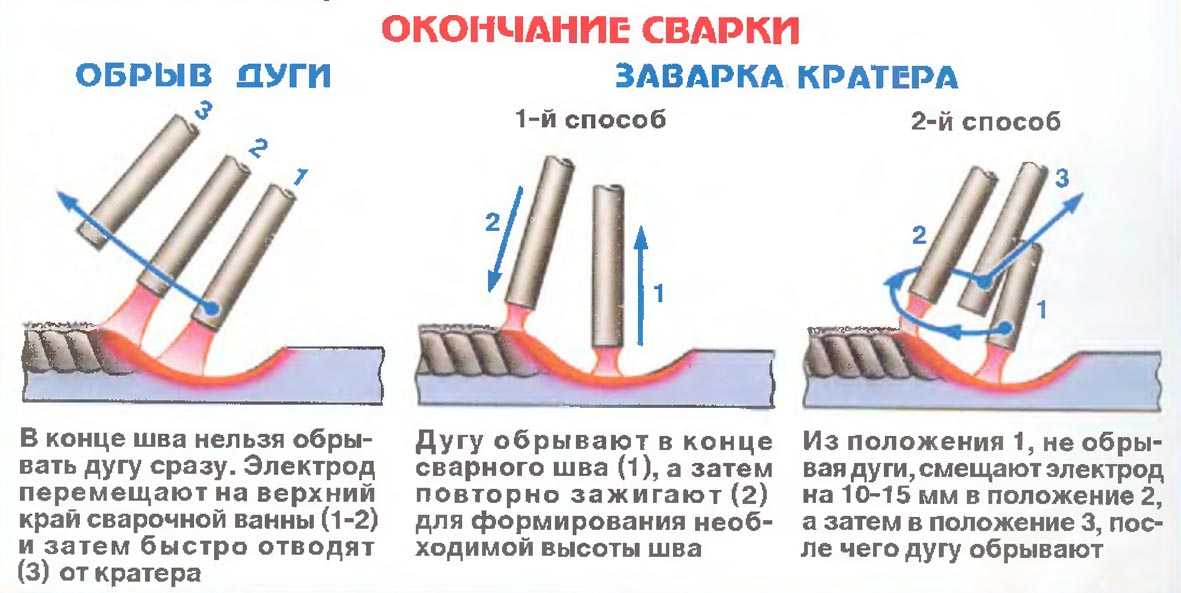 Мастер-класс по сварке швов.
Мастер-класс по сварке швов.
Каковы области применения шовной сварки?
Многие производственные компании и отрасли промышленности рассматривают сварку швов в процедурах производства товаров. Вот некоторые из стандартных применений шовной сварки в промышленности:
- Предприятия также используют его для изготовления соединений внахлестку
- Это основной тип сварки, используемый для сварки воздухонепроницаемых или водонепроницаемых сосудов.
- Сварщики также используют шовную сварку при сварке труб. Эта процедура является распространенным типом сварки, поскольку при изготовлении труб и трубок не используются плавящиеся материалы.
- Используется для сварки и сборки топливных баков
- Это основной тип сварки, используемый для сварки масляных переключателей
- Несколько других устройств, таких как воздухонепроницаемые охладители, герметичные баки, трансформаторные баки и баки под давлением, также свариваются шовной сваркой
Чтобы шовная сварка была успешной во всех этих областях, вы должны убедиться, что сварные швы гладкие и непрерывные и могут достигать тех же целей.
Каковы преимущества шовной сварки?
Сварка контактным швом является наиболее благоприятным и применимым типом сварки в большинстве отраслей промышленности. Вот некоторые преимущества, подтверждающие это утверждение.
Метод без карманов
Одним из главных преимуществ является то, что при сварке не используется присадочный материал; вам не придется ничего дополнительно покупать и тратить лишние деньги. Вот почему многие отрасли промышленности предпочитают использовать шовную сварку в своих процедурах.
Обеспечивает герметичные и воздухонепроницаемые сварные швы.
Это универсальный метод сварки, используемый в большинстве отраслей промышленности. Все благодаря его способности выдавать непрерывные воздухонепроницаемые и водонепроницаемые швы. Таким образом, большинство производителей нефтяных резервуаров и судов в полной мере используют этот метод сварки.
Быстрый метод
Еще одним захватывающим фактом об этом методе сварки является то, что он не потребует от вас максимального времени.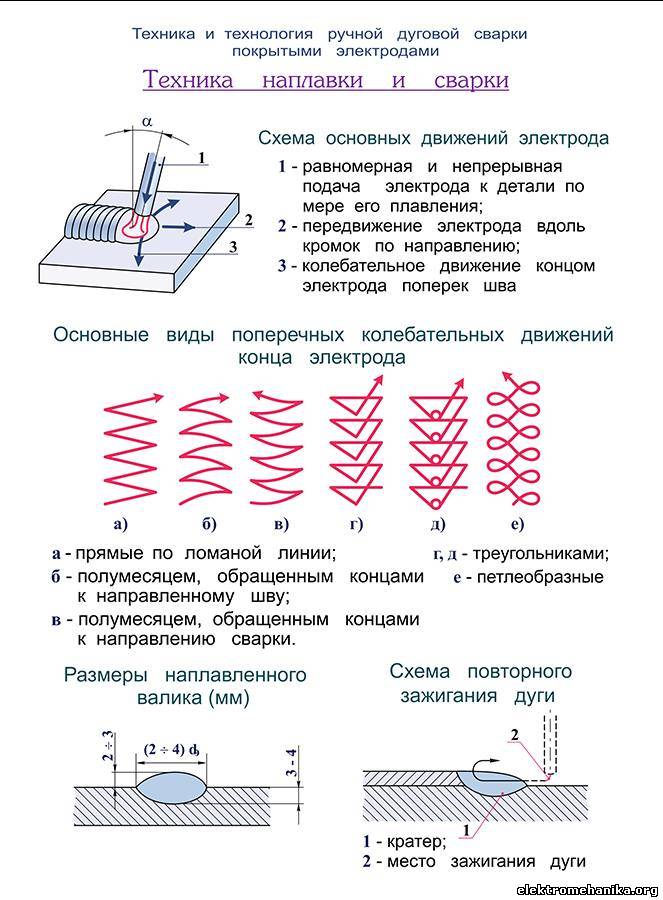 Так что, если вы владелец производственной компании, поверьте мне, это один из лучших видов сварки.
Так что, если вы владелец производственной компании, поверьте мне, это один из лучших видов сварки.
Никаких шансов на перекрытие
Преимущество, которое поразит вас, заключается в том, что этот метод сварки надежен и никогда не будет повторяться или создавать какие-либо проблемы, если все сделано правильно. Но помните, вы должны выяснить, где вы должны использовать прерывистую шовную сварку, а где вам нужна непрерывная шовная сварка.
Простота в эксплуатации
К счастью, это один из лучших способов легкости и комфорта. Вам не нужно делать дополнительную работу; все дело в роликовых электродах, а электрический ток выделяет тепло для выполнения своих действий. Кроме того, будучи новичком, легче управлять техникой при этом виде сварки.
Отсутствие тепловых искажений
Во время этого процесса теряется минимальное количество тепла, поэтому он использует каждый бит тока, подаваемого на электроды, и завершает работу в ожидаемое время. Это означает, что наименьшие затраты ресурсов приводят к снижению общих затрат для вашей отрасли.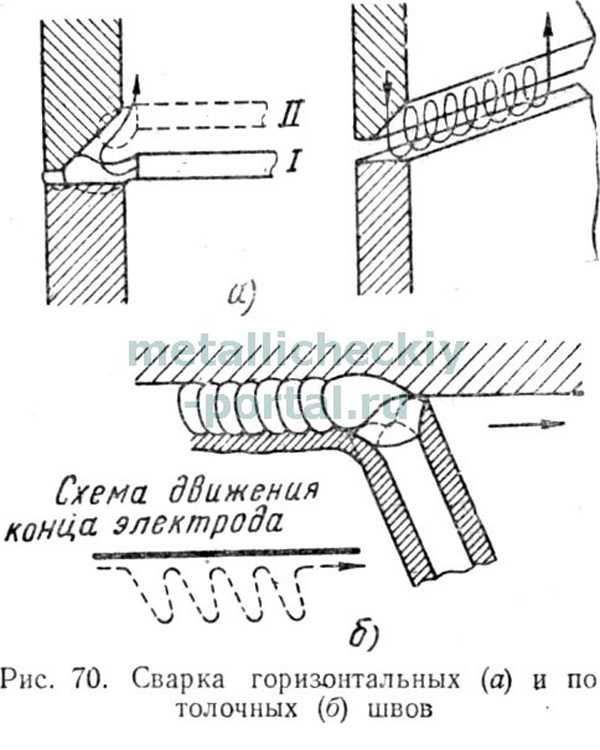
Процесс без загрязнения
Самое главное, этот метод не наносит вреда озону, так как не образуются газы или пары, которые могут загрязнить окружающую среду.
Какие недостатки связаны со шовной сваркой?
Как и все остальное, наращивание швов также имеет некоторые недостатки и ограничения, о которых мы упомянем ниже.
Одним из существенных ограничений является то, что этот тип сварки предназначен только для прямых или слегка изогнутых поверхностей. Таким образом, вы можете использовать этот метод только для некоторых ограниченных проектов. Помимо этого, вам придется помнить о толщине листов. Например, если вы работаете с листами толщиной более 3 мм, вам может быть трудно их сварить.
Точно так же, если ваши листы не гладкие и не удобные, вы должны купить специальные электроды, потому что обычные могут вызвать проблемы.
Заключение
Вот и конец; мы надеемся, что к этому моменту у вас уже сложилось ясное представление о шовной сварке или сварке сопротивлением.