Как варить потолочный шов электросваркой, видео
В сварочном деле одним из наиболее трудных заданий будет укладка потолочного шва. Тем не менее освоить технику потолочной сварки стоит уже хотя бы ради того, чтобы автоматически получить более высокий разряд. Такая операция чаще всего требуется на предприятиях, занятых в области укладки трубопроводов или в строительстве.
Навыки станут полезными и в быту, поскольку они востребованы при монтаже отопления, металлической беседки или в иных случаях. К примеру, металлический гараж не получится собрать, не прибегнув к потолочной сварке панелей. В статье пойдет речь о том, как варить потолочный шов электросваркой, трудностях и проблемах, а также способах их устранения.
СОДЕРЖАНИЕ
- В чем состоят сложности сварки потолочного шва
- Техника сварки потолочного шва электродами
- Электроды и аппаратура
- Меры предосторожности
В чем состоят сложности сварки потолочного шва
Немногие сварщики назовут укладку потолочных швов любимым занятием, поскольку в процессе работы возникает немало сложностей. Новичку научиться будет непросто, а многие после первых неудач просто теряют всякий интерес к подобного рода занятию. Для того, чтобы освоить азы столь непростой науки, нужно работать на предупреждение. То есть, понимать проблемы, которые будут возникать при укладке шва и попытаться их предотвратить.
Новичку научиться будет непросто, а многие после первых неудач просто теряют всякий интерес к подобного рода занятию. Для того, чтобы освоить азы столь непростой науки, нужно работать на предупреждение. То есть, понимать проблемы, которые будут возникать при укладке шва и попытаться их предотвратить.
Сварка потолочного шва инвертором или трансформаторной установкой сильно отличается от обыкновенной горизонтальной. Когда заготовки соединяются на рабочем столе, то сварочная ванна формируется по стыку. Сварщику остается только контролировать процесс расплава, избегать элементарных ошибок и предотвращать попадание шлака внутрь ванны. Когда же все это приходится делать на потолке, то расплавленный металл стремится вниз и сформировать ванну очень сложно.
К тому же и шлак, находясь в расплавленном состоянии, капает и мешает вести электрод по месту стыка. Брызги ударяются о поверхность внизу, разлетаются на множество частиц и создают дополнительные трудности в работе. Но основная сложность заключается в том, чтобы соединить свариваемые заготовки. Чаще всего сварочную ванну удается сформировать только на одной из кромок, а вторая остается “не у дел” и связать их воедино долгое время не получается.
Чаще всего сварочную ванну удается сформировать только на одной из кромок, а вторая остается “не у дел” и связать их воедино долгое время не получается.
Для улучшения качества и увеличения скорости работ, вы всегда можете воcпользоваться нашими верстаками собственного производства от компании VTM.
Еще одна сложность заключается в том, что сваривание происходит на пониженном токе. Электрод часто прилипает к металлу и образуются непроваренные места. Сварщик быстро устает из-за того, что его голова постоянно запрокинута, а рука приподнята. Поэтому необходимы паузы для того, чтобы восстановить силы и перевести дух.
Перед началом практических занятий стоит хотя бы осознать все трудности и настроиться на них. Тогда не будет горького разочарования от первых неудач и легче преодолеваются физические трудности.
Техника сварки потолочного шва электродами
Опытные сварщики ужа давно составили основные правила соединение металлических заготовок в самых разных положениях, включая и потолочное.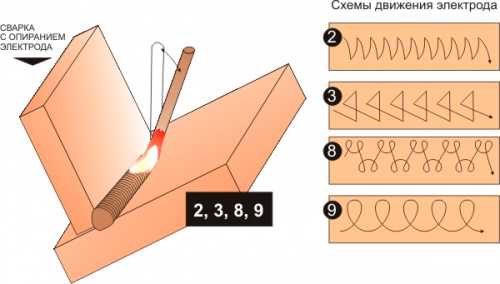
- Кромки свариваемых поверхностей нужно как можно ближе свести одна относительно другой. Сварку в потолочном положении с зазорами смогут выполнить только мастера своего дела. Для тех же, у кого квалификация ниже, нужно постараться максимально плотнее сопрягать детали.
- Метод разделки кромок полностью аналогичен тому, который делается при нижнем сваривании. V-образный скос делается в том случае, если толщина стенок превышает 5 мм.
- Расположение электрода относительно рабочей поверхности составляет 45 градусов. Есть простой “лайфхак” для начинающих сварщиков: лучше использовать половинку электрода. В таком случае легче управлять положением его кончика, что несколько облегчит работу.
- Когда стороны расположены вплотную, то положить первый шов можно, даже не применяя колебательные движения. В таком случае наполнения стыка получится по максимуму. За вторым проходом ширина расплава увеличивается с тем, чтобы сделать связку прочнее.
 А вот на трубах рекомендуется уже со старта варить широким швом.
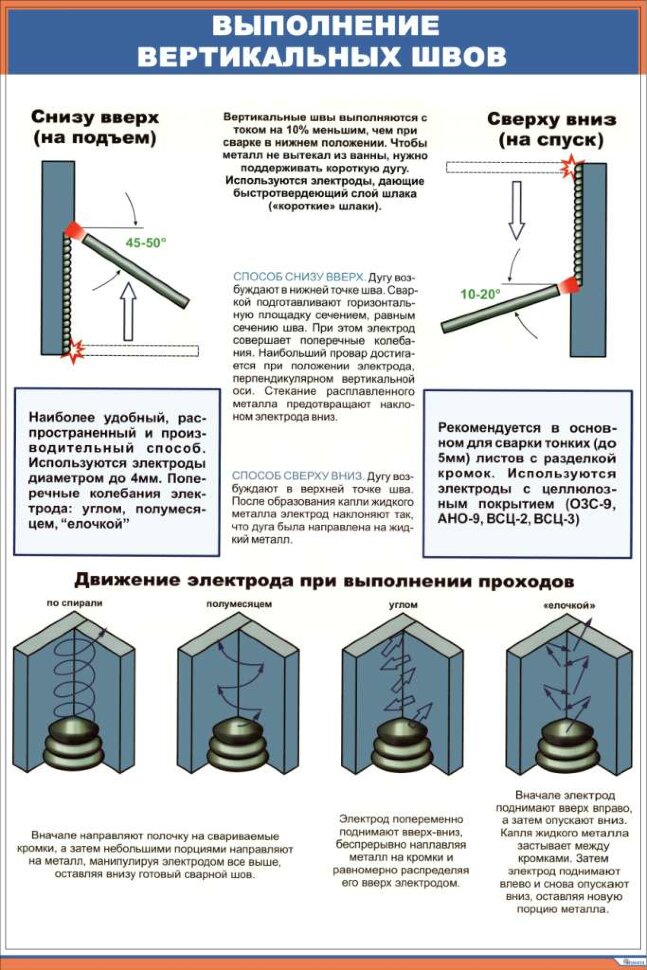
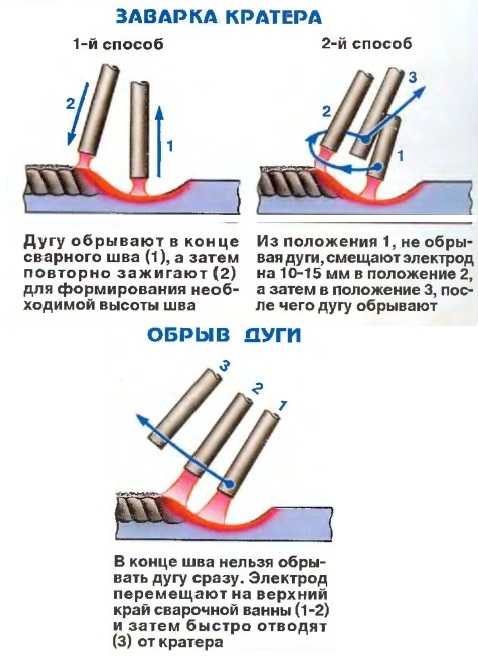
А вот на трубах рекомендуется уже со старта варить широким швом. - Для сваривания можно использовать различные способы формирования шва. Здесь уместен метод полумесяца, спираль или горизонтальная восьмерка. В случаях, когда состыковать детали плотно не получилось и присутствует небольшой зазор, то используется прерывистая дуга. При таком способе формирования шва отложенные капли металла быстро остывают. Следующая капля накладывается еще до того, когда предыдущая полностью остывает. Она должна еще иметь багровый оттенок. Процесс надежен, но растянут во времени. Сварщику потребуется неоднократная передышка.
- Внешний вид только что завершенного шва может быть далек от идеала. Не стоит этого пугаться. Наплывы и крупные валики не критичны, а шлак, который выступает легко убирается молоточком. При необходимости стык можно “пригладить” болгаркой.
 А вот на трубах рекомендуется уже со старта варить широким швом.
А вот на трубах рекомендуется уже со старта варить широким швом.Читайте также: Маркировка электродов для ручной дуговой сварки
Электроды и аппаратура
Сварочные работы на потолке можно выполнить с использованием инвертора или трансформаторной установки. Следует внимательно отнестись к выбору силы тока. Она должна быть ниже на четверть по сравнению с традиционной ручной дуговой сваркой. К примеру, для соединения двух пластин толщиной 5 мм не нужно выставлять силу тока больше 100 ампер. Желательно, чтобы кабель не был слишком толстым: тогда меньше нагрузка на руки. Чтобы не нагружать запястье, кабель наматывают на руку.
Следует внимательно отнестись к выбору силы тока. Она должна быть ниже на четверть по сравнению с традиционной ручной дуговой сваркой. К примеру, для соединения двух пластин толщиной 5 мм не нужно выставлять силу тока больше 100 ампер. Желательно, чтобы кабель не был слишком толстым: тогда меньше нагрузка на руки. Чтобы не нагружать запястье, кабель наматывают на руку.
Для потолочной сварки чаще всего берут электроды толщиной 3-4 мм. Важна предварительная подготовка. Если расходники хорошо подсушить, то в процессе работы будет образовываться меньше брызг. Укороченными электродами легче управлять, что дает сварщику возможность уверенно манипулировать дугой.
Читайте также: Ручная дуговая сварка MMA
Меры предосторожности
Плотная куртка и брюки являются обязательном атрибутом сварщика при выполнении работ на потолке. Перчатки в обязательном порядке должны иметь широкие края, которые бы закрывали манжеты. В противном случае окалина может закатиться за одежду и обжечь руки.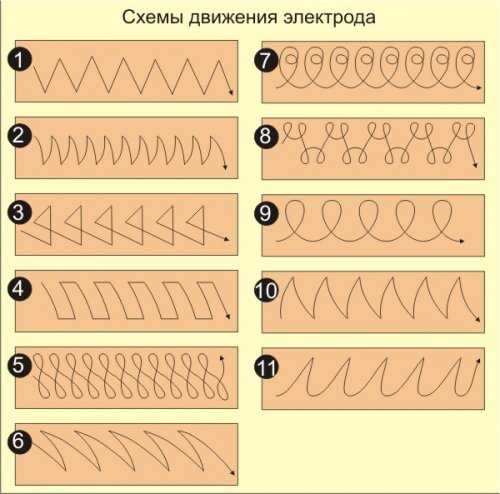 Нужно одевать специальный головной убор без козырька, но с широкими полами, которые бы закрывали ворот куртки. То же самое касается и брюк. Нижние части штанин должны быть широкими и располагаться внахлест на верхнюю часть обуви.
Нужно одевать специальный головной убор без козырька, но с широкими полами, которые бы закрывали ворот куртки. То же самое касается и брюк. Нижние части штанин должны быть широкими и располагаться внахлест на верхнюю часть обуви.
При ударе о землю брызги разлетаются в разные стороны на приличное расстояние. Очень важно, чтобы рядом не было легковоспламеняющихся материалов. Отбивая шлак, сварщик должен быть в защитных очках, ведь осколки будут лететь вниз. А чтобы работу выполнить качественно, следует давать хотя бы небольшие, но частые передышки. Они помогут снять усталость с мышц рук и шеи.
Потолочную сварку освоить с первого раза не удастся. Нужно запастись терпением, долго и много практиковаться. Но после освоения метода уже можно приступать к сварке труб и металлоконструкций любой сложности.
Читайте также: Как правильно варить трубы электросваркой
Как правильно варить потолочный шов электросваркой
Оцените, пожалуйста, статью
12345
Всего оценок: 10, Средняя: 2
Семь главных советов для качественной сварки вольфрамовым электродом
Приведенные ниже советы для сварки неплавящимся электродом или как ее еще называют – сварка аргоном, помогут вам сберечь время, нервы и деньги на исправление дефектов и обеспечить высокое качество сварки.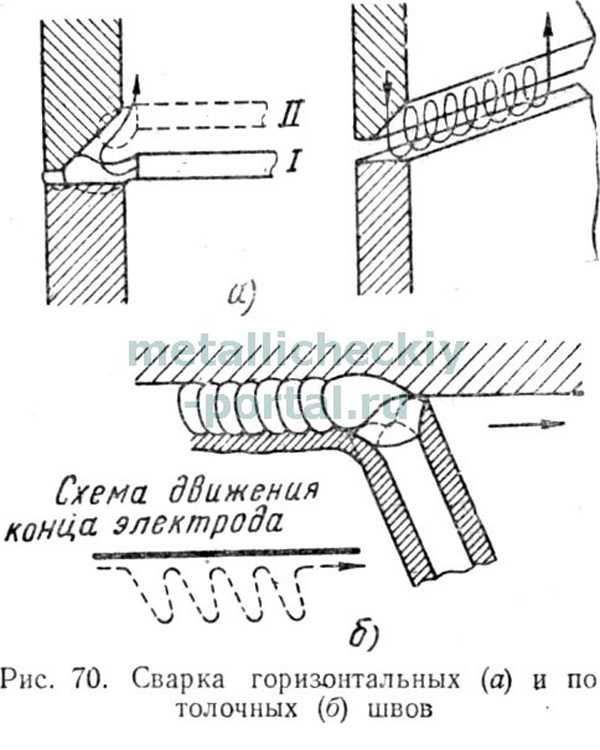 Соблюдение последовательности действий помогут выполнить работу в срок и избежать лишних проблем в процессе и после сварки.
Соблюдение последовательности действий помогут выполнить работу в срок и избежать лишних проблем в процессе и после сварки.
Содержание
- Знать какой материал предстоит сваривать
- Выбрать правильный вольфрамовый электрод
- Стандартный диаметр электродов из вольфрама
- Длина вольфрамовых электродов
- Маркировка вольфрамовых электродов по цветам (ISO 6848)
- Маркировка вольфрамовых электродов по цвету (ГОСТ 23949)
- Выбор типа тока
- Правильно заточить вольфрамовый электрод
- Сохранять чистоту
- Применять приспособления для сварки
- Использовать газовую линзу
- Предварительно сварить образец
В статье о сварке аргоном есть подробное объяснение почему сварку неплавящимся (вольфрамовым) электродом называют:
- TIG
- РАД
- аргонная сварка
- аргоновая сварка
- аргонодуговая сварка
Аргонодуговая сварка создает ряд трудностей, которые впоследствии влияют на качество и прочностные характеристики сварного шва, поэтому соблюдение данных семи советов существенно уменьшат вероятность попадания в затруднительную ситуацию.
Знать какой материал предстоит сваривать
Независимо от способа сварки, особое внимание необходимо обратить на марку и характеристики свариваемых деталей. Также важно знать условия, в которых будет эксплуатироваться сварной шов и конструкция в целом.
Прежде всего, данный фактор влияет на выбор правильной марки сварочных материалов, которые лучше всего подходят для данных условий.
Например, если предъявляются высокие требования к структурной однородности сварного шва с основным металлом, необходимо выбирать сварочные материалы, которые в полной мере удовлетворяют всем требованиям.
Прежде чем приступить к сварке алюминия или сварке нержавейки необходимо знать марку металла, чтобы подобрать правильные сварочные материалы. т.к. в зависимости от химического состава разные сплавы проявляют склонность к повышенной деформации и образованию трещин. Некоторые металлы и их сплавы требуют предварительного нагрева или термообработки, что оказывает влияние на выбор правильного сварочного материала.
При сварке изделий из стали 20 толщиной до 100 мм не требуется проведение предварительного нагрева, а из стали 12Х1МФ начиная с толщины 6 мм необходим предварительный подогрев изделий до минимальной температуры 200°С и последующая термическая обработка сварного шва.
Перед TIG сваркой алюминиевых сплавов неплавящимся электродом, всегда необходимо знать какую именно марку алюминия предстоит сварить, чтобы правильно подобрать сварочный материал. Обычно производители на упаковке указывают для каких марок сплавов предназначаются данные сварочные материалы.
Выбрать правильный вольфрамовый электрод
Немаловажным фактором при аргонодуговой сварке является правильно подобранный вольфрамовый электрод, проводящий сварочный ток к дуге. На правильный выбор влияют два фактора:
- толщина свариваемого металла
- величина сварочного тока
В зависимости от стандарта на изготовление электроды поставляются различных диаметров, обычно от 1 до 4 мм, и длиной 150 или 175 мм.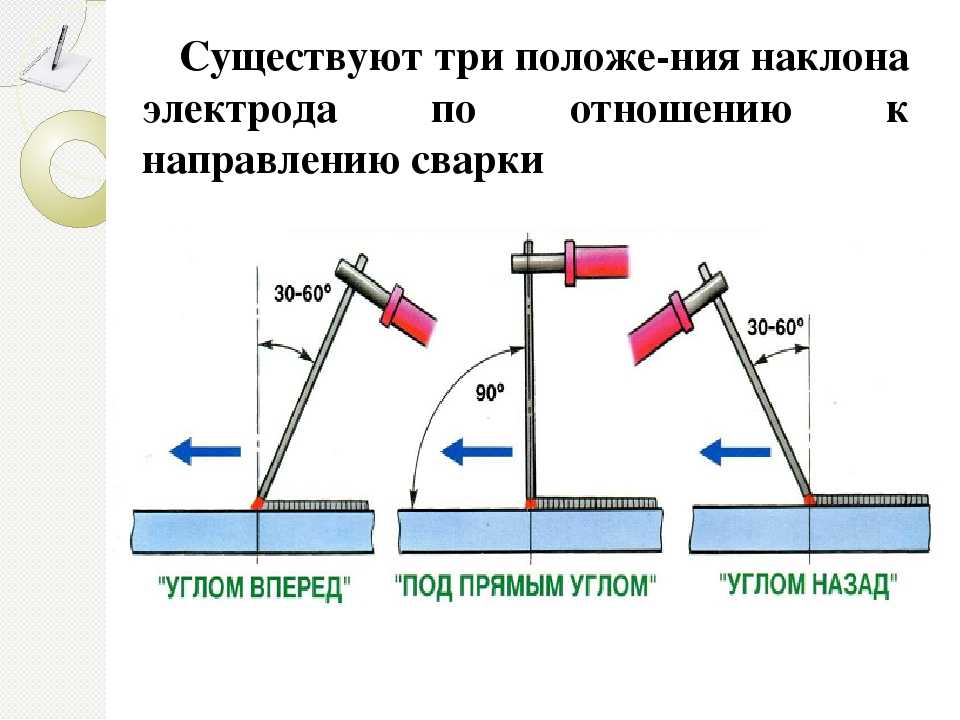
Согласно ISO 6848 «Дуговая сварка и резка. Электроды вольфрамовые сварочные неплавящиеся. Классификация» электроды поставляются длинами и диаметрами, указанными в таблицах ниже.
Стандартный диаметр электродов из вольфрама и допуск (ISO 6848)
| Диаметр, мм | Допуск, мм |
|---|---|
| 0,25 | ±0,02 |
| 0,30 | |
| 0,50 | ±0,05 |
| 1,0 | |
| 1,5 | |
| 1,6 | |
| 2,0 | |
| 2,4 | ±0,1 |
| 2,5 | |
| 3,0 | |
| 3,2 | |
| 4,0 | |
| 4,8 | |
| 5,0 | |
| 6,3 | |
| 6,4 | |
| 8,0 | |
| 10,0 |
Длина электродов из вольфрама и допуск (ISO 6848)
| Длина, мм | Допуск, мм |
|---|---|
| 50 | ±1,5 |
| 75 | +2,5 -1,0 |
| 150 | +4 -1 |
| 175 | +6 -1 |
| 300 | +8 -1 |
| 450 | +8 -1 |
| 600 | -1 |
Ознакомится с сортаментом электродов по ГОСТ можно перейдя по ссылке ГОСТ 23949.
В состав электродов входит чистый вольфрам и вольфрам с активирующими присадками (редкоземельными элементами и их оксидами):
- окись лантана
- окись иттрия
- двуокись тория
- тантал
- церий
Во избежание путаницы, в зависимости от химического состава, вольфрамовые электроды делятся по цветам маркировки, которую наносят на один из концов. Требование о необходимости нанесения цветной маркировки изложные в ISO 6848 и ГОСТ 24949.
Маркировка вольфрамовых электродов по цветам согласно ISO 6848
| Классификационные символы | Химический состав | Код цвета, RGB значение цвета | |||
|---|---|---|---|---|---|
| Добавление оксида | Примеси, % | Вольфрам,% | |||
| Главный оксид | % | ||||
| WP | Нет | – | 0,5 максимум | 99,5 минимум | Зеленый #008000 |
| WCe 20 | CeO2 | 1,8 – 2,2 | 0,5 максимум | остальное | Серый #808080 |
| WLa 10 | La2O3 | 0,8 – 1,2 | 0,5 максимум | остальное | Черный #000000 |
| WLa 15 | La2O3 | 1,3 – 1,7 | 0,5 максимум | остальное | Золотой #FFD700 |
| WLa 20 | La2O3 | 1,8 – 2,2 | 0,5 максимум | остальное | Голубой #0000FF |
| WTh 10 | ThO2 | 0,8 – 1,2 | 0,5 максимум | остальное | Желтый #FFFF00 |
| WTh 20 | ThO2 | 1,7 – 2,2 | 0,5 максимум | остальное | Красный #FF0000 |
| WTh З0 | ThO2 | 2,8 – 3,2 | 0,5 максимум | остальное | Фиолетовый #EE82EE |
| WZr 3 | ZrO2 | 0,15 – 0,50 | 0,5 максимум | остальное | Коричневый #A52A2A |
| WZr 8 | ZrO2 | 0,7 – 0,9 | 0,5 максимум | остальное | Белый #FFFFFF |
Помимо требований международных стандартов, в ГОСТ 24949 также есть требование о классификации вольфрамовых электродов по цветам.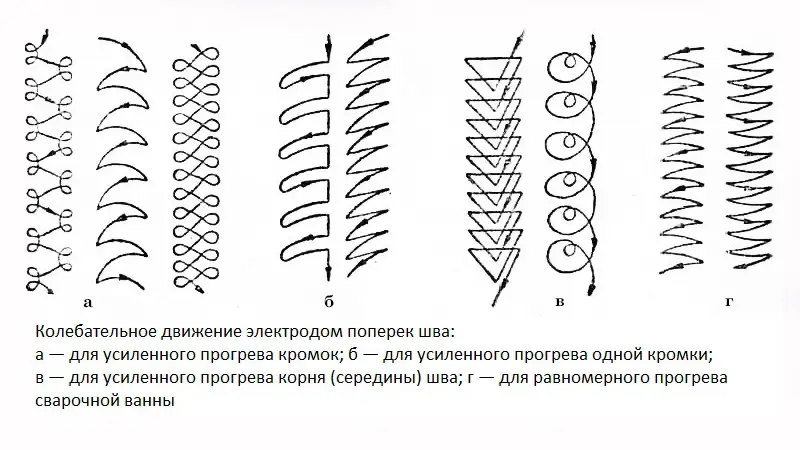
Маркировка вольфрамовых электродов по цвету в зависимости от химического состава согласно ГОСТ 23949
| Марка | Массовая доля, % | Цвет | |||||
|---|---|---|---|---|---|---|---|
| Вольфрам, не менее | Присадки | Примеси, не более | |||||
| Окись лантана | Окись иттрия | Двуокись тория | Тантал | Алюминий, железо, никель, кремний, кальций, молибден (сумма) | |||
| ЭВЧ | 99,92 | – | – | – | – | 0,08 | Не маркируется |
| ЭВЛ | 99,95 | 1,1 – 1,4 | – | – | – | 0,05 | Черный |
| ЭВИ – 1 | 99,89 | – | 1,5 – 2,3 | – | – | 0,11 | Синий |
| ЭВИ – 2 | 99,95 | – | 2,0 – 3,0 | – | 0,01 | 0,05 | Фиолетовый |
| ЭВИ – 3 | 99,95 | – | 2,5 – 3,5 | – | 0,01 | 0,05 | Зеленый |
| ЭВТ – 15 | 99,91 | – | – | 1,5 – 2,0 | – | 0,09 | Красный |
В таблице ниже указаны рекомендации по выбору типа тока в зависимости от вида свариваемого материала.
Рекомендации по выбору типа тока в зависимости от вида свариваемого металла
| Тип металла или сплава, который необходимо сварить | Постоянный ток | Переменный ток | |
|---|---|---|---|
| Прямая полярность (- на электроде) | Обратная полярность (+ на электроде) | ||
| Алюминий и его сплавы толщиной менее 2,5 мм | допускается | допускается | самый подходящий |
| Алюминий и его сплавы толщиной более 2,5 мм | допускается | не рекомендуется | самый подходящий |
| Магний и его сплавы | не рекомендуется | допускается | самый подходящий |
| Нелегированные и низколегированный стали | самый подходящий | не рекомендуется | не рекомендуется |
| Нержавеющая сталь | самый подходящий | не рекомендуется | не рекомендуется |
| Медь | самый подходящий | не рекомендуется | не рекомендуется |
| Бронза | самый подходящий | не рекомендуется | допускается |
| Алюминиевая бронза | допускается | не рекомендуется | самый подходящий |
| Кремниевая (кремнистая) бронза | самый подходящий | не рекомендуется | не рекомендуется |
| Никель и его сплавы | самый подходящий | не рекомендуется | допускается |
| Титан и его сплавы | самый подходящий | не рекомендуется | допускается |
Каждый вариант имеет характеристики, подходящие для применения в определенных ситуациях или для РАД сварки металлов:
- алюминий и его сплавы сваривают переменным током электродом из чистого вольфрама;
- электроды, легированные церием, являются универсальными и поэтому их применяют практически для аргонодуговой сварки всех типов металлов, а с лантаном или торием применяют для сварки нержавейки, а также меди и титана, и их сплавов;
- торированные электроды обеспечивают преимущество из-за увеличения плотности выделения электронов. При этом необходимо учитывать, что они имеют небольшой уровень радиоактивности.
 При этом необходимо учитывать, что они имеют небольшой уровень радиоактивности.
При этом необходимо учитывать, что они имеют небольшой уровень радиоактивности.Правильно заточить вольфрамовый электрод
Заточка вольфрамового электрода, точнее способ и угол заточки, оказывают существенное влияние на форму дуги и ее поведение и, как следствие, на форму сварного шва и срок службы неплавящегося электрода.
Для заточки необходимо применять круги с мелким абразивным зерном (идеальный вариант – это алмазный круг). Целесообразно применять шлифовальные круги с зернистостью 40 и менее (размер абразивных части менее 400 мкм), поскольку в данном случае риски от абразива на поверхности будут менее глубокие и в процессе заточки будет стачиваться меньше драгоценного вольфрама. Глубокие канавки от абразива вызывают потери энергии и нестабильное поведение дуги. Желательно на абразивном круге, где производится зачистка не работать с другими материалами т.к. их частички могут осаживаться на поверхность электрода.
Заточку вольфрамового электрода необходимо производить в продольном (по оси электрода), а не в поперечном направлении.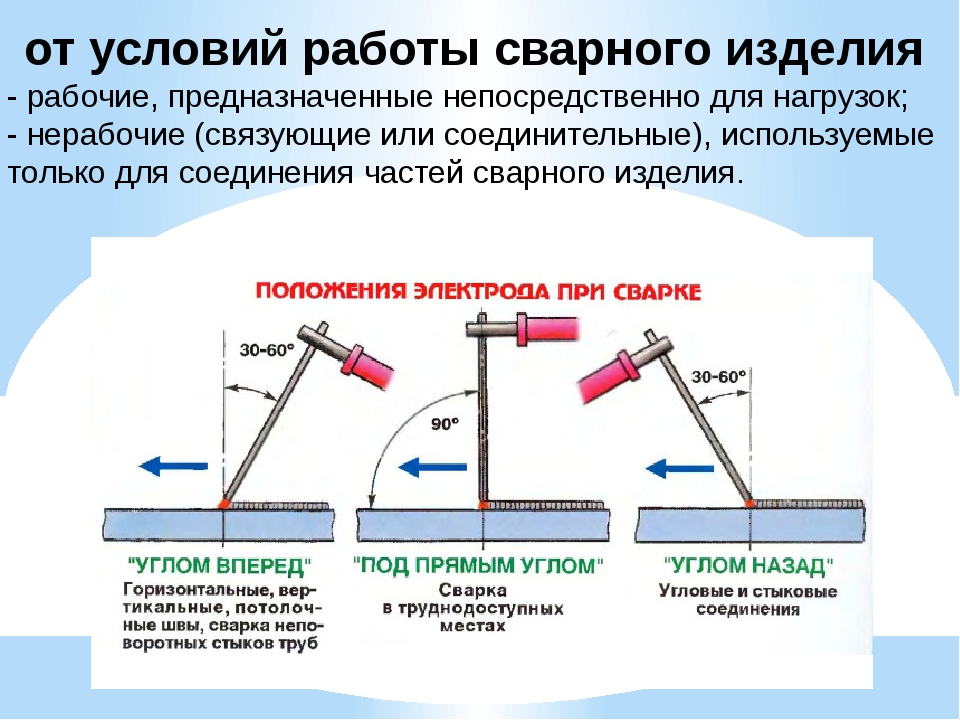
Поскольку вольфрамовые электроды в процессе изготовления имеют структуру зерна, которая расположена вдоль оси и заточка в поперечном направлении является шлифованием поперек зерна. Но это является не столь существенным как тот факт, что электроны текут с большой плотностью по поверхности электрода и, если на нем канавки от заточки расположены поперек – электронам тяжелее их преодолевать. Поскольку дуга ищет места с наименьшим сопротивлением – она может возникнуть не на конце вольфрамового электрода, а в канавках от шлифования и будет вращаться вокруг заостренного конца, что в свою очередь вызывает перегрев электрода и его быстрый износ.
Если следы от абразива расположены вдоль – электроны текут равномерно к заостренному концу электрода с меньшим сопротивлением. В данном случае дуга зажигается на конце, является более стабильной и менее нагревает вольфрамовый электрод, что увеличивает срок его службы.
В процессе заточки следить чтобы металл не перегревался. Признаком перегрева является изменение цвета поверхности и показывает, что на поверхности образовались оксиды, которые имеют большее сопротивление чем вольфрам и будут препятствовать зажиганию дуги.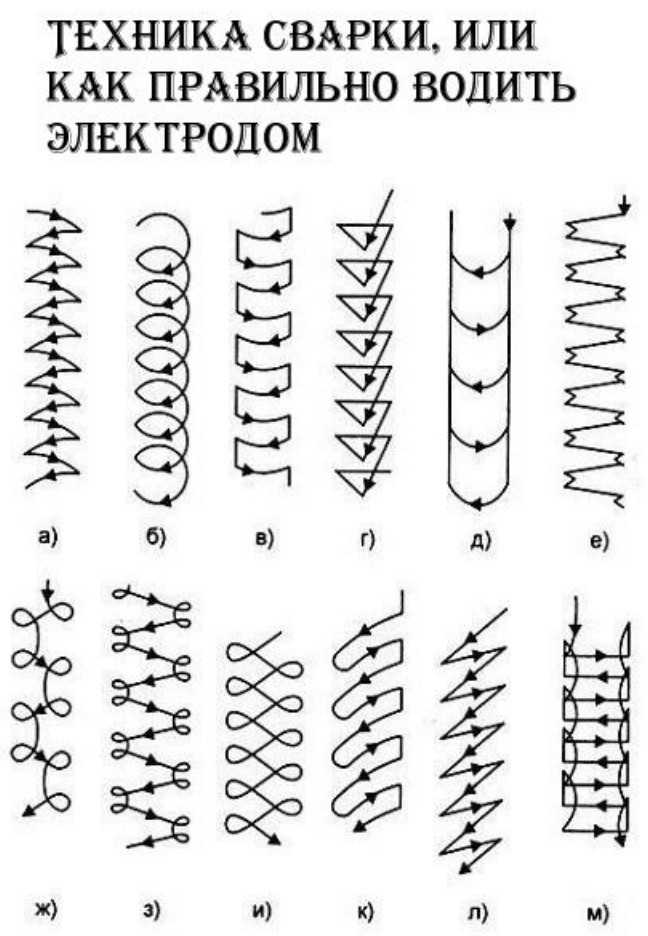
Угол заточки вольфрамового электрода, играет главную роль при сварке аргоном.
Чем тупее угол заточки >30°:
- тяжелее зажигание дуги;
- более узкий сварной шов;
- необходима больше сила сварочного тока;
- увеличение возможности блуждания дуги;
- возрастание глубины проплавления металла;
- дольше срок службы электрода из вольфрама.
Чем острее угол заточки <30°:
- легче зажигание дуги;
- более широкий сварной шов;
- необходима меньше сила сварочного тока;
- уменьшение возможности блуждания дуги;
- снижение глубины проплавления металла;
- меньше срок службы электрода из вольфрама.
В процессе аргонной сварки на переменном токе на конце неплавящегося электрода выделяется значительное количество тепла, которое расплавляет вольфрам, поэтому необходимо делать небольшое притупление, которое позволит сформировать шарик расплавленного вольфрама на конце.
Машинка для заточки вольфрамовых электродов позволяет выполнить идеальную заточку.
Сохранять чистоту
Чистота поверхности является важным показателем для каждого процесса сварки, но для сварки аргоном она особенна важна. Загрязненность поверхности может привести к образованию пор и, следовательно, потребует дополнительных трудозатрат на их исправление. Особенно это важно при TIG сварке дорогостоящих металлов, таких как титан, алюминий и медь.
Перед началом процесса поверхность необходимо очистить чистой, сухой и мягкой тканью с применение чистящих и обезжиривающих средств от масел, смазки и грязи. Для титана и его сплавов ткань дополнительно должна быть безворсовой и работать необходимо в нитриловых перчатках, которые устойчивы к маслам и жирам. При выборе очищающего средства обращайте внимание на то, чтобы в его составе отсутствовал хлор т.к. он может привести к проблемам со здоровьем.
Из-за высокой температуры сварочной дуги хлор испаряется и попадает в легкие сварщика.

Также важным является правильное обращение с присадочным материалом. Храните прутки (или куски, отрезанные от бухты с проволокой) чистыми, сухими и закрытыми в контейнере. Для предотвращения окисления необходимо поддерживать влажность и температуру окружающей среды в местах хранения согласно рекомендациям производителя данных сварочных материалов
Правильное хранение основных материалов является немаловажным фактором. Перекрестное загрязнение частичками другого материла лежащего рядом или при проведении зачистки в непосредственной близости к месту ТИГ сварки может вызвать образование дефектов в сварном шве. Для предотвращения загрязнения необходимо использовать предназначенные для данного типа металла специальные абразивные материалы и щетки. Необходимо иметь ввиду, что абразивная пыль титана и магния огнеопасна и может оказать пагубное влияние на свариваемость других металлов. Хранить абразивные материалы для этих металлов необходимо вдали от открытых источников огня и отдельно от других материалов.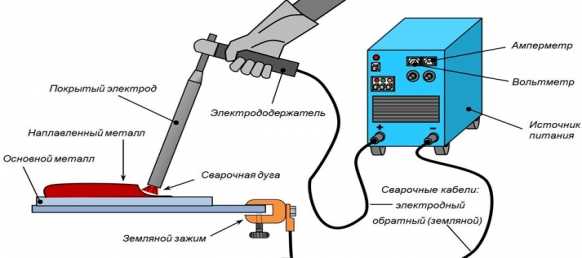
В процессе выполнения всех работ, связанных со сваркой нержавейки необходимо применять оборудование и инструмент предназначенный исключительно для этой группы сталей. Нержавеющие стали необходимо предохранять от возможного контакта или загрязнений свинцом, цинком, медью и ее сплавами, а также нелегированными и низколегированными сталям. Более подробную информацию об общих требованиях при сварке нержавейки можно узнать из видео.
Применять приспособления для сварки, предотвращающие образование деформаций
Правильная фиксация свариваемых деталей является важным требованием не только при сварке вольфрамовым электродом и помогает избежать многих проблем в том числе и деформирования. Чем меньше толщина свариваемых деталей, тем важнее выбор подходящих приспособлений для сборки и сварки.
Зажимайте детали в нескольких местах для предотвращения линейных деформаций и следите за соблюдением зазоров и углов применяя при этом магнитные угольники, угловые струбцины, клещи для сварки и другой инструмент.
Необходимо запастить терпением и временем для правильной сборки и фиксации деталей, имеющих сложную конфигурации. В данном случае хорошо себя зарекомендовало приспособление «третья рука», которое помогает надежно удерживать детали после сборки и в процессе сварки. Третья рука имеет множество разных конструкций и форм, но обычно это тяжелый предмет, который кладется или опирается на деталь и удерживает ее на месте для сварки.
Можно использовать специальные приспособления, которые помогают удерживать руку в процессе сварки. Использование опор для рук и локтей помогает сохранять устойчивость и уменьшает утомляемость.
Процесс подготовки может показаться трудоемким, и в некоторых случаях занимать больше времени, чем сама сварка, но он очень важен для изготовления качественной сварной конструкции.
Использовать газовую линзу
Качественная защита газом имеет прямое влияние на металл сварного шва. Использование газовой линзы для TIG горелки, которая изменяет вид потока газа из сопла (турбулентный на ламинарный) для улучшения покрытия (обволакивания) защитным газом металла сварного шва, является одним из способов обеспечения наилучшего качества сварного соединения.
Расходные материалы для газовой горелки включают в себя:
- керамическая чашка
- цанга
- колпачок
Газовая линза заменяет корпус цанги, который является стандартным в горелке TIG. Стандартная цанга обычно имеет 4 отверстия для распределения газа, а газовая линза представляет собой мелкоячеистую сетку. Поток защитного газа проходя через газовую линзу равномерно распределяется вокруг вольфрамового электрода, сварочной дуги и сварочной ванны, подобно аэратору на кране, который рассекает поток воды на множество мелких.
Газовая линза обеспечивает намного лучшую защиту расплавленного металла сварочной ванны, что является очень важным при аргонодуговой сварке таких металлов как нержавеющая сталь, титан. Также газовая линза предоставляет преимущества при сварке сталей и алюминия. Использование горелок с газовыми линзами является обязательным, когда существует необходимость повышения уровня защиты сварочной ванны или для сварки в трудностопуных местах, требующих большого вылета вольфрамового электрода. Необходимо принять во внимание тот факт, что горелки с газовыми линзами предполагают использование керамических чашек гораздо большего диаметра, чем со стандартной цангой.
Также газовая линза предоставляет преимущества при сварке сталей и алюминия. Использование горелок с газовыми линзами является обязательным, когда существует необходимость повышения уровня защиты сварочной ванны или для сварки в трудностопуных местах, требующих большого вылета вольфрамового электрода. Необходимо принять во внимание тот факт, что горелки с газовыми линзами предполагают использование керамических чашек гораздо большего диаметра, чем со стандартной цангой.
Предварительно сварить образец
Чтобы убедиться, что все подготовительные операции сделаны правильно, если это возможно, необходимо произвести сварку аргоном тестового образца в идентичных условиях. Чем более ответственное является изделие и чем дороже свариваемый материал, тем важнее проводить TIG сварку тестового образца. Затратив время для этого вначале, можно избежать многих проблем в будущем, особенно для уникальных деталей или ответственных сварных швов. Применение идентичных сварочных материалов поможет понять, какое влияние оказывает изменение режимов на поведение сварочных материалов и основного металла в процессе сварки.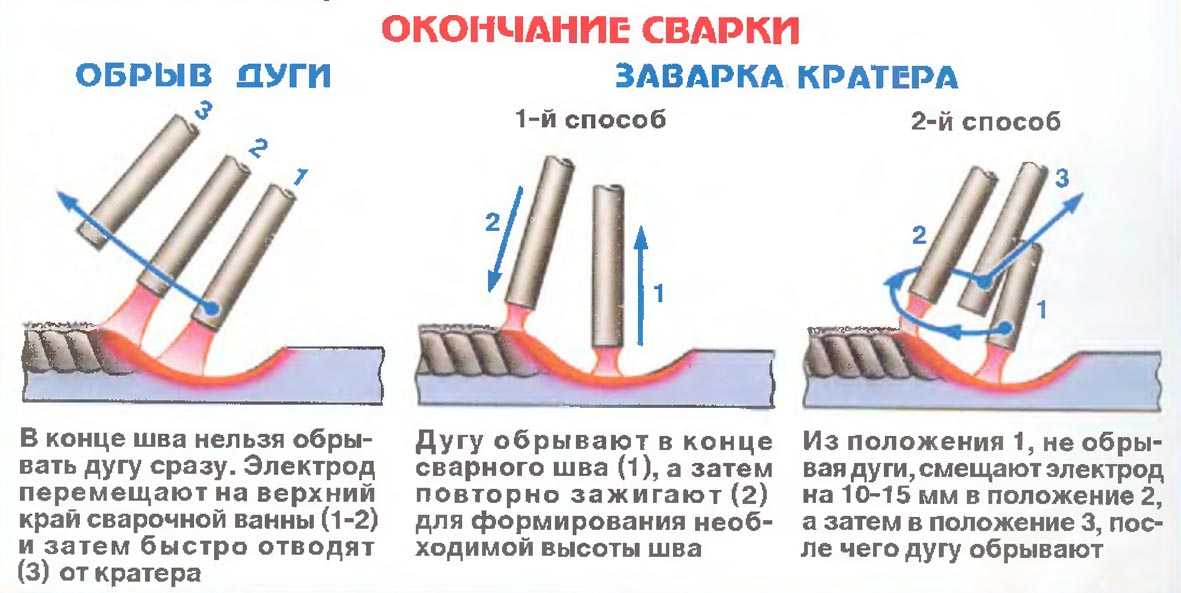
Сварка образца — это дополнительный шаг в подготовке, который сэкономит много времени позже, в процессе серийного изготовления изделий.
10 лучших идей и вдохновения для насадок для сварки стержнем
Откройте для себя 10 лучших идей и вдохновения для насадок для сварки стержнем на Pinterest. Вдохновляйтесь и пробуйте новое.
Сохранено с youtube.com
Сварка электродом: ошибка №1 новичка и как ее исправить известная как ручная дуговая сварка металлом (MMA) или сварка электродом …
Советы по электродуговой сварке
Сварная джиг
Сварка
Сварка
Сварка металла
Сварка
Прохладные сварки
Сварные металлические проекты
Металлические рабочие проекты
H C JUENGST сэкономили на сварку и изготовление
с Mabled Mail. roadkillcustoms.com
Как выполнять сварку электродуговой сваркой электродуговой сваркой в среде защитного газа (SMAW) Основы для начинающих
Вот все, что вам нужно знать, чтобы начать работу с дуговой сваркой электродуговой сваркой в среде защитного газа (SMAW), более известной как электродуговая сварка электродуговой сваркой (SMAW).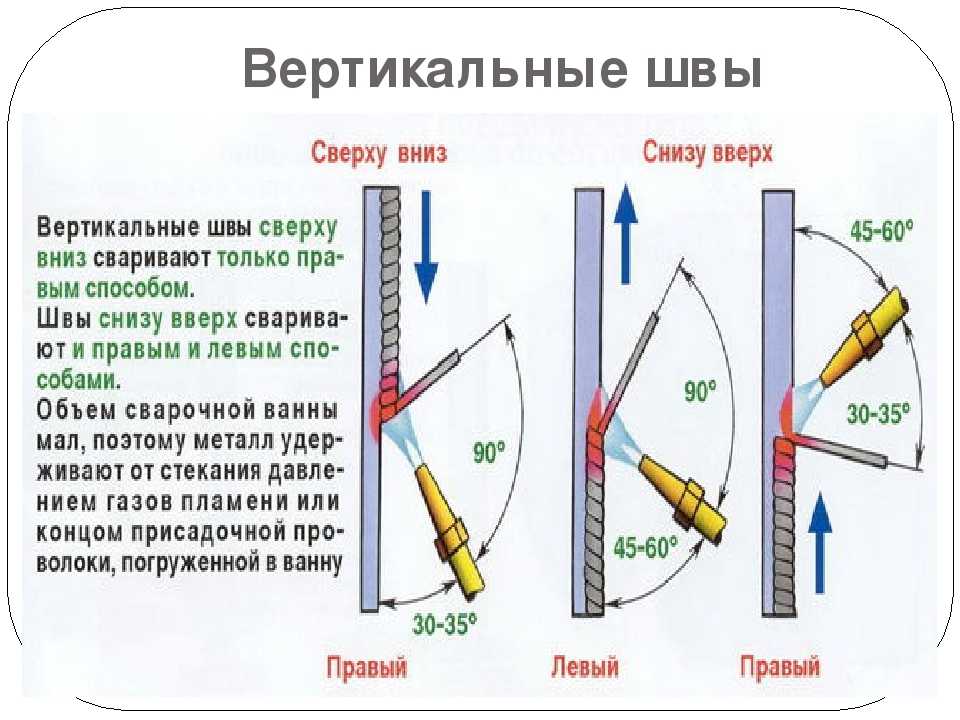
WackyraymartinezW
Wackyraymartinez сохранено в проектах по металлообработке
сохранено с youtube.com всем счастливого и удачного видео в жизни, если вы считаете видео интересным и полезным, киньте…
Металл Сварка Арт
Сварочный Цех
Сварочные Прутки
Арт Металл
DIY Сварка
Сварная сварка
Сварные ремесла
Прохладные сварки
Металлические рабочие проекты
user_kamipickylecu
user_kamipickylec Сэкономленные в металлических художественных проектах
. Сэкономил от youtube.com
7.
7. 7.
7. 7.
7. 7.
7. St. Strake Arck. Основы сварки для начинающих
При начале работы с дуговой сваркой в среде защитного металла (SMAW), также известной как сварка электродами, зажигание дуги является первой проблемой, которую необходимо преодолеть. Если вам интересно…
Сварные перчатки
Сварочная шестерна
Сварные ремесла
Сварочный шлем
Сварка MIG
Сварка
. Mech Projects Сохранено с m.youtube.com
Как складывать бусины при сварке электродами
Участник команды WeldTube Клэй из Chesam Welding показывает, как складывать бусинки, чтобы они выглядели как деньги! Ознакомьтесь с его советами и не забывайте практиковаться, практиковаться, стр…
СВЯЗИ СВОЙСТВЕННАЯ СВОБОДА
Сварные инструменты
Металлическая сварка
Сварки Art
Сварные металлические проекты
Metal Art Swarded
Warding Crafts
Сварные проекты
DIY Project Советы по сварке
Сохранено с youtube.com
1G Сварка стержневой пластиной | SMAW
В сегодняшнем видео мы получили сварку палкой Welding Fly Duck 1-дюймовой пластины с помощью процесса SMAW. Корневой шов заваривается 6010, а затем заполняется и закрывается…
Подсказки сварки палочки
Сварка трений
Тренировка живота для мужчин
Сок по снижению веса
Сварка и изготовление
Вещи 1
Проекты сварки
A Table
Plates
JacquesJ 9000 9000 9000 9000 9000 9000 9000 9000 9000 9000 9000 9000 9000 9000 9000 9000 9000 9000 9000 9000 9000 9000 9000 9000 9000 9000 9000 9000
9000 9000. к сварке
Сохранено с youtube.com
Сварка электродом для начинающих: краткие указания
Наслаждайтесь любимыми видео и музыкой, загружайте оригинальные материалы и делитесь ими с друзьями, семьей и всем миром на YouTube.
Сварная корзина
ГУМА СВЯЗА
Сварка Таблица
Металлическая сварка
Проекты сварных металлов
Сварная сварка металлов
. с сайта gowelding.org
Сварка электродом – изучите основы выбора электрода, методы сварки и настройки аппарата. | GoWelding.org
Базовая сварка стержнем, включающая вопросы безопасности, подготовки соединения, выбора стержня, настройки аппарата для дуговой сварки и основных методов сварки стержнем в различных положениях.
Welding Jobs
Diy Welding
Welding Ideas
Stick Welding Tips
Welding Supplies
Welding Technology
Arc Welding Machine
Welding Certification
History Of Welding
Michael NewberryM
Michael Newberry saved to классная сварка
Сохранено с sensibledigs. com
Что нужно знать о сварке электродом
При сварке электродом используется электрод и электрический ток в сварочной ванне для соединения различных металлов. Он получил свое название от твердого металлического стержня или палочки, из которого состоит электрод. Каковы факты, чтобы сварить стержнем, как мастер-сварщик? Узнайте в нашем информативном руководстве.
СВОДИ СВОБОДА
Сварная передача
Сварные задания
MIG Swisding
Сварные художественные проекты
Металлические рабочие проекты
Metal Welding
Projects
Harding для начинающих
Brandy Brandy Brandy Brandy
. to Сварка для начинающих Сохранено с сайтаvingtipsandtricks.com
Сварочные аппараты
3 Сварочные аппараты, о которых вы можете подумать. Вам нужно запустить 6010? Как насчет старта с нуля, Тиг?
Сварные задания
Сварка MIG
Сварка Таблица
Сварка Art
Идеи сварки
Сварка
Сварные мастерские
СВОЙСТВЕННЫЕ СВОБОДЫ
СВОДА для начинающих
Frank Turesisf
Сварка для начинающих
. сварка
Посмотрите популярные видеоролики с советами по сварке электродами
Какому типу сварки проще всего научиться?
Многие новички рады начать карьеру сварщика, но они также не знают, как лучше всего начать. Их первый вопрос типичен: «Какой самый распространенный и простой вид сварки?»
Хотя ответ на этот вопрос всегда будет субъективным, обычно опытные сварщики рекомендуют новичкам сварочный процесс в среде защитного газа (MIG). Основная причина заключается в том, что это позволяет сварщику-новичку предварительно настроить параметры использования защитного газа и скорости подачи проволоки на сварочном аппарате.
Какие другие распространенные виды сварки?
Хотя сварка MIG является одним из трех наиболее распространенных видов сварки, она не является самой старой. Это различие принадлежит дуговой сварке, более известной как сварка электродом. Несколько сложнее в освоении, чем MIG, оборудование для сварки электродом, как правило, дешевле, включая электроды для сварки электродом.
Другим популярным методом сварки является сварка вольфрамовым электродом в среде инертного газа (TIG). Это универсальный, но сложный в освоении метод сварки. Если вам интересно, что проще, сварка MIG или TIG, почти любой профессиональный сварщик посоветует вам начать с MIG и перейти к TIG когда-нибудь позже в вашей карьере. TIG имеет заслуженную репутацию производителя высококачественных и точных сварных швов, поэтому со временем вы захотите перейти на эту технику.
Почему новичкам стоит начать со сварки MIG
Быстрая и простая настройка : Новички готовы начать сварку MIG в течение нескольких минут, выполнив несколько шагов:
- Подсоедините горелку и кабель
- Соединительный рабочий кабель/зажим
- Установите ролик привода проволоки, соответствующий размеру проволоки
.- Загрузите катушку с проволокой
- Подключите шнур питания к розетке
- Подача проволоки в кабельный канал к пистолету
- Присоедините контактный наконечник и сопло пистолета
Вы можете учиться и практиковать сварку MIG в свободное время : Ознакомьтесь с техникой безопасности и методами сварки, прочитав исчерпывающую книгу по сварке и просмотрев несколько обучающих видеороликов по сварке. Затем соберите свои инструменты и металлолом, чтобы начать свою первую тренировку. Вы быстро научитесь методом проб и ошибок, и вскоре вы будете выполнять базовый ремонт и простые проекты.
Настроить элементы управления на сварочном аппарате MIG относительно просто. : У большинства сварочных аппаратов есть таблица настроек, помогающая неопытным операторам с начальными настройками. Позже они могут отрегулировать параметры силы тока (скорость подачи проволоки) и напряжения (тепло), чтобы улучшить качество сварки.
Легче начать сварку MIG : Некоторые методы сварки требуют зажигания с нуля или подъемной дуги для создания сварочной дуги. Эти методы требуют больше навыков, чтобы зажечь дугу и запустить ее в нужном месте. Новички в сварке MIG просто размещают горелку над заготовкой и нажимают на курок сварочного пистолета, посылая находящийся под напряжением проволочный электрод в контакт с обрабатываемым материалом и замыкая цепь, чтобы зажечь дугу.
Начинающие лучше видят сварку MIG : Если вы видите сварной шов, вы быстро научитесь управлять сварочной ванной. Поскольку при сварке MIG с газом образуется дуга с меньшим количеством искр и дыма, можно увидеть сварочную ванну и наблюдать за любыми эффектами, которые оказывают корректировки или изменения технологии, что приводит к получению качественных сварных швов за более короткое время.
Даже некрасивые сварные швы новичка могут быть прочными с MIG : сварщики MIG выпускают защитный газ поверх сварного шва, предотвращая загрязнение, которое может привести к пористости и ослаблению сварных швов. Процесс MIG помогает новичку справиться с непривлекательным сварным швом при тех ремонтных работах и легких проектах, за которые большинство новичков берутся в первую очередь.
Новички могут быстро научиться сваривать в различных положениях : После того, как новичок научится контролировать сварочную ванну на горизонтальных поверхностях, вскоре станет возможной вертикальная и потолочная сварка с помощью сварочного аппарата MIG.
Меньше очистки дает новичкам больше времени для обучения : Поскольку при сварке МИГ образуется мало брызг и отсутствует шлак, новички тратят меньше времени на очистку и больше времени на совершенствование техники сварки.
Самый простой в использовании сварочный аппарат – это сварочный аппарат MIG
Вот некоторые из преимуществ выбора сварочного аппарата MIG для начала своей карьеры сварщика:
Улучшение качества сварки : Такие функции, как автоматическая подача газа и проволоки, предустановки памяти, блокировка курка 2T/4T и предварительная сварка. и таймеры обратного прожига после продувки делают сварочные аппараты MIG легкими в освоении и приятными для новичков.
Универсальность материалов : Сварщики MIG хорошо работают с металлами, которые чаще всего используют новички: низкоуглеродистая (мягкая) сталь, нержавеющая сталь и алюминий.
Эффективен для металла различной толщины : Сварочные аппараты MIG обеспечивают превосходные результаты при сварке панелей кузова толщиной 18 мм. В то же время многие модели для домашнего использования эффективны на относительно толстых материалах, а некоторые качественные машины могут обрабатывать ½-дюймовые пластины за один проход.
Сварка в помещении или на улице : Сварка в помещении (или на открытом воздухе при слабом ветре) с использованием защитного газа обеспечивает наилучшие сварные швы. Однако использование экрана для предотвращения выброса защитного газа также работает. Вы можете отказаться от защитного газа в условиях сильного ветра и заменить проволоку с флюсовым сердечником на проволоку MIG для практичной сварки на открытом воздухе.
Удобная транспортировка на рабочие места : Например, портативный сварочный аппарат MIG160 с флюсовым сердечником от PrimeWeld не требует защитного газа и весит 23,8 фунта, что идеально подходит для сварки на открытом воздухе или если вы не можете управлять автомобилем в непосредственной близости от рабочей площадки. .
Немного грязи не помешает получить прочные сварные швы : Хотя для сварки MIG с защитным газом требуются чистые материалы, переход на сварку под флюсом позволяет новичкам выполнять прочные сварные швы даже на металлах со слабой ржавчиной, краской или смазкой. — именно то, что вы найдете на большинстве наружного оборудования, заборах и черных железных трубах.
Расширенные функции : Самые передовые на сегодняшний день аппараты для сварки MIG имеют все функции, которые требуются производителям, но они также помогают новичкам быстрее научиться сваривать. Ознакомьтесь с функциями аппарата PrimeWeld MIG 180, включая высокочастотную дугу, блокировку курка горелки 2T/4T и подачу защитного газа до и после подачи. Эта высококачественная портативная машина весит менее 30 фунтов.
Умные сварщики MIG требуют от новичка меньше навыков : Самый удобный в использовании сварочный аппарат упрощает обучение новичка. Сварочный аппарат подает электроэнергию, защитный газ и присадку через горелку MIG, что позволяет новичку сосредоточиться на сварке основных соединений и сварных швов. Взгляните на сварочный аппарат PrimeWeld MTS200 3-в-1, еще один легкий (32,4 фунта) аппарат с функциями, которые оценят как опытные профессионалы, так и новички-любители.
Какой материал легче всего сваривать?
Новички быстро узнают о важности свариваемости в выбранной ими отрасли. Если вы серьезно относитесь к тому, чтобы стать сварщиком, будь то профессионал или любитель, вы должны понимать, какие металлы вы можете сваривать и легко сваривать, чтобы завершить успешный проект. Выбор металлов с хорошей свариваемостью намного легче сваривать, и они также сохранят более высокое качество сварки.
Сталь — самый легкий металл для сварки, что объясняет, почему это самый распространенный металл для сварки. Углеродистая сталь также является самым дешевым металлом на рынке, что повышает ее популярность. Сталь, по сути, состоит из железа и углерода со следовыми количествами других веществ, и MIG, TIG и сварка электродом хорошо работают с ней. Большинство профессионалов согласны с тем, что новички должны научиться успешно сваривать сталь, прежде чем переходить к более сложным металлам.
Вам нужен сварочный аппарат, чтобы начать свою карьеру сварщика или хобби?
В PrimeWeld мы даем профессионалам и любителям лучший опыт сварки.
7.
7. 7.
7. St. Strake Arck. Основы сварки для начинающих
При начале работы с дуговой сваркой в среде защитного металла (SMAW), также известной как сварка электродами, зажигание дуги является первой проблемой, которую необходимо преодолеть. Если вам интересно…
Сварные перчатки
Сварочная шестерна
Сварные ремесла
Сварочный шлем
Сварка MIG
Сварка
. Mech Projects Сохранено с m.youtube.com
Как складывать бусины при сварке электродами
Участник команды WeldTube Клэй из Chesam Welding показывает, как складывать бусинки, чтобы они выглядели как деньги! Ознакомьтесь с его советами и не забывайте практиковаться, практиковаться, стр…
СВЯЗИ СВОЙСТВЕННАЯ СВОБОДА
Сварные инструменты
Металлическая сварка
Сварки Art
Сварные металлические проекты
Metal Art Swarded
Warding Crafts
Сварные проекты
DIY Project Советы по сварке
Сохранено с youtube.com
1G Сварка стержневой пластиной | SMAW
В сегодняшнем видео мы получили сварку палкой Welding Fly Duck 1-дюймовой пластины с помощью процесса SMAW. Корневой шов заваривается 6010, а затем заполняется и закрывается…
Подсказки сварки палочки
Сварка трений
Тренировка живота для мужчин
Сок по снижению веса
Сварка и изготовление
Вещи 1
Проекты сварки
A Table
Plates
JacquesJ 9000 9000 9000 9000 9000 9000 9000 9000 9000 9000 9000 9000 9000 9000 9000 9000 9000 9000 9000 9000 9000 9000 9000 9000 9000 9000 9000 9000
9000 9000. к сварке
Сохранено с youtube.com
Сварка электродом для начинающих: краткие указания
Наслаждайтесь любимыми видео и музыкой, загружайте оригинальные материалы и делитесь ими с друзьями, семьей и всем миром на YouTube.
Сварная корзина
ГУМА СВЯЗА
Сварка Таблица
Металлическая сварка
Проекты сварных металлов
Сварная сварка металлов
. с сайта gowelding.org
Сварка электродом – изучите основы выбора электрода, методы сварки и настройки аппарата. | GoWelding.org
Базовая сварка стержнем, включающая вопросы безопасности, подготовки соединения, выбора стержня, настройки аппарата для дуговой сварки и основных методов сварки стержнем в различных положениях.
Welding Jobs
Diy Welding
Welding Ideas
Stick Welding Tips
Welding Supplies
Welding Technology
Arc Welding Machine
Welding Certification
History Of Welding
Michael NewberryM
Michael Newberry saved to классная сварка
Сохранено с sensibledigs. com
Что нужно знать о сварке электродом
При сварке электродом используется электрод и электрический ток в сварочной ванне для соединения различных металлов. Он получил свое название от твердого металлического стержня или палочки, из которого состоит электрод. Каковы факты, чтобы сварить стержнем, как мастер-сварщик? Узнайте в нашем информативном руководстве.
СВОДИ СВОБОДА
Сварная передача
Сварные задания
MIG Swisding
Сварные художественные проекты
Металлические рабочие проекты
Metal Welding
Projects
Harding для начинающих
Brandy Brandy Brandy Brandy
. to Сварка для начинающих Сохранено с сайтаvingtipsandtricks.com
Сварочные аппараты
3 Сварочные аппараты, о которых вы можете подумать. Вам нужно запустить 6010? Как насчет старта с нуля, Тиг?
Сварные задания
Сварка MIG
Сварка Таблица
Сварка Art
Идеи сварки
Сварка
Сварные мастерские
СВОЙСТВЕННЫЕ СВОБОДЫ
СВОДА для начинающих
Frank Turesisf
Сварка для начинающих
. сварка
Посмотрите популярные видеоролики с советами по сварке электродами
Какому типу сварки проще всего научиться?
Многие новички рады начать карьеру сварщика, но они также не знают, как лучше всего начать. Их первый вопрос типичен: «Какой самый распространенный и простой вид сварки?»
Хотя ответ на этот вопрос всегда будет субъективным, обычно опытные сварщики рекомендуют новичкам сварочный процесс в среде защитного газа (MIG). Основная причина заключается в том, что это позволяет сварщику-новичку предварительно настроить параметры использования защитного газа и скорости подачи проволоки на сварочном аппарате.
Какие другие распространенные виды сварки?
Хотя сварка MIG является одним из трех наиболее распространенных видов сварки, она не является самой старой. Это различие принадлежит дуговой сварке, более известной как сварка электродом. Несколько сложнее в освоении, чем MIG, оборудование для сварки электродом, как правило, дешевле, включая электроды для сварки электродом.
Другим популярным методом сварки является сварка вольфрамовым электродом в среде инертного газа (TIG). Это универсальный, но сложный в освоении метод сварки. Если вам интересно, что проще, сварка MIG или TIG, почти любой профессиональный сварщик посоветует вам начать с MIG и перейти к TIG когда-нибудь позже в вашей карьере. TIG имеет заслуженную репутацию производителя высококачественных и точных сварных швов, поэтому со временем вы захотите перейти на эту технику.
Почему новичкам стоит начать со сварки MIG
Быстрая и простая настройка : Новички готовы начать сварку MIG в течение нескольких минут, выполнив несколько шагов:
- Подсоедините горелку и кабель
- Соединительный рабочий кабель/зажим
- Установите ролик привода проволоки, соответствующий размеру проволоки
.- Загрузите катушку с проволокой
- Подключите шнур питания к розетке
- Подача проволоки в кабельный канал к пистолету
- Присоедините контактный наконечник и сопло пистолета
Вы можете учиться и практиковать сварку MIG в свободное время : Ознакомьтесь с техникой безопасности и методами сварки, прочитав исчерпывающую книгу по сварке и просмотрев несколько обучающих видеороликов по сварке. Затем соберите свои инструменты и металлолом, чтобы начать свою первую тренировку. Вы быстро научитесь методом проб и ошибок, и вскоре вы будете выполнять базовый ремонт и простые проекты.
Настроить элементы управления на сварочном аппарате MIG относительно просто. : У большинства сварочных аппаратов есть таблица настроек, помогающая неопытным операторам с начальными настройками. Позже они могут отрегулировать параметры силы тока (скорость подачи проволоки) и напряжения (тепло), чтобы улучшить качество сварки.
Легче начать сварку MIG : Некоторые методы сварки требуют зажигания с нуля или подъемной дуги для создания сварочной дуги. Эти методы требуют больше навыков, чтобы зажечь дугу и запустить ее в нужном месте. Новички в сварке MIG просто размещают горелку над заготовкой и нажимают на курок сварочного пистолета, посылая находящийся под напряжением проволочный электрод в контакт с обрабатываемым материалом и замыкая цепь, чтобы зажечь дугу.
Начинающие лучше видят сварку MIG : Если вы видите сварной шов, вы быстро научитесь управлять сварочной ванной. Поскольку при сварке MIG с газом образуется дуга с меньшим количеством искр и дыма, можно увидеть сварочную ванну и наблюдать за любыми эффектами, которые оказывают корректировки или изменения технологии, что приводит к получению качественных сварных швов за более короткое время.
Даже некрасивые сварные швы новичка могут быть прочными с MIG : сварщики MIG выпускают защитный газ поверх сварного шва, предотвращая загрязнение, которое может привести к пористости и ослаблению сварных швов. Процесс MIG помогает новичку справиться с непривлекательным сварным швом при тех ремонтных работах и легких проектах, за которые большинство новичков берутся в первую очередь.
Новички могут быстро научиться сваривать в различных положениях : После того, как новичок научится контролировать сварочную ванну на горизонтальных поверхностях, вскоре станет возможной вертикальная и потолочная сварка с помощью сварочного аппарата MIG.
Меньше очистки дает новичкам больше времени для обучения : Поскольку при сварке МИГ образуется мало брызг и отсутствует шлак, новички тратят меньше времени на очистку и больше времени на совершенствование техники сварки.
Самый простой в использовании сварочный аппарат – это сварочный аппарат MIG
Вот некоторые из преимуществ выбора сварочного аппарата MIG для начала своей карьеры сварщика:
Улучшение качества сварки : Такие функции, как автоматическая подача газа и проволоки, предустановки памяти, блокировка курка 2T/4T и предварительная сварка. и таймеры обратного прожига после продувки делают сварочные аппараты MIG легкими в освоении и приятными для новичков.
Универсальность материалов : Сварщики MIG хорошо работают с металлами, которые чаще всего используют новички: низкоуглеродистая (мягкая) сталь, нержавеющая сталь и алюминий.
Эффективен для металла различной толщины : Сварочные аппараты MIG обеспечивают превосходные результаты при сварке панелей кузова толщиной 18 мм. В то же время многие модели для домашнего использования эффективны на относительно толстых материалах, а некоторые качественные машины могут обрабатывать ½-дюймовые пластины за один проход.
Сварка в помещении или на улице : Сварка в помещении (или на открытом воздухе при слабом ветре) с использованием защитного газа обеспечивает наилучшие сварные швы. Однако использование экрана для предотвращения выброса защитного газа также работает. Вы можете отказаться от защитного газа в условиях сильного ветра и заменить проволоку с флюсовым сердечником на проволоку MIG для практичной сварки на открытом воздухе.
Удобная транспортировка на рабочие места : Например, портативный сварочный аппарат MIG160 с флюсовым сердечником от PrimeWeld не требует защитного газа и весит 23,8 фунта, что идеально подходит для сварки на открытом воздухе или если вы не можете управлять автомобилем в непосредственной близости от рабочей площадки. .
Немного грязи не помешает получить прочные сварные швы : Хотя для сварки MIG с защитным газом требуются чистые материалы, переход на сварку под флюсом позволяет новичкам выполнять прочные сварные швы даже на металлах со слабой ржавчиной, краской или смазкой. — именно то, что вы найдете на большинстве наружного оборудования, заборах и черных железных трубах.
Расширенные функции : Самые передовые на сегодняшний день аппараты для сварки MIG имеют все функции, которые требуются производителям, но они также помогают новичкам быстрее научиться сваривать. Ознакомьтесь с функциями аппарата PrimeWeld MIG 180, включая высокочастотную дугу, блокировку курка горелки 2T/4T и подачу защитного газа до и после подачи. Эта высококачественная портативная машина весит менее 30 фунтов.
Умные сварщики MIG требуют от новичка меньше навыков : Самый удобный в использовании сварочный аппарат упрощает обучение новичка. Сварочный аппарат подает электроэнергию, защитный газ и присадку через горелку MIG, что позволяет новичку сосредоточиться на сварке основных соединений и сварных швов. Взгляните на сварочный аппарат PrimeWeld MTS200 3-в-1, еще один легкий (32,4 фунта) аппарат с функциями, которые оценят как опытные профессионалы, так и новички-любители.
Какой материал легче всего сваривать?
Новички быстро узнают о важности свариваемости в выбранной ими отрасли. Если вы серьезно относитесь к тому, чтобы стать сварщиком, будь то профессионал или любитель, вы должны понимать, какие металлы вы можете сваривать и легко сваривать, чтобы завершить успешный проект. Выбор металлов с хорошей свариваемостью намного легче сваривать, и они также сохранят более высокое качество сварки.
Сталь — самый легкий металл для сварки, что объясняет, почему это самый распространенный металл для сварки. Углеродистая сталь также является самым дешевым металлом на рынке, что повышает ее популярность. Сталь, по сути, состоит из железа и углерода со следовыми количествами других веществ, и MIG, TIG и сварка электродом хорошо работают с ней. Большинство профессионалов согласны с тем, что новички должны научиться успешно сваривать сталь, прежде чем переходить к более сложным металлам.
Вам нужен сварочный аппарат, чтобы начать свою карьеру сварщика или хобби?
В PrimeWeld мы даем профессионалам и любителям лучший опыт сварки.
 Mech Projects
Mech Projects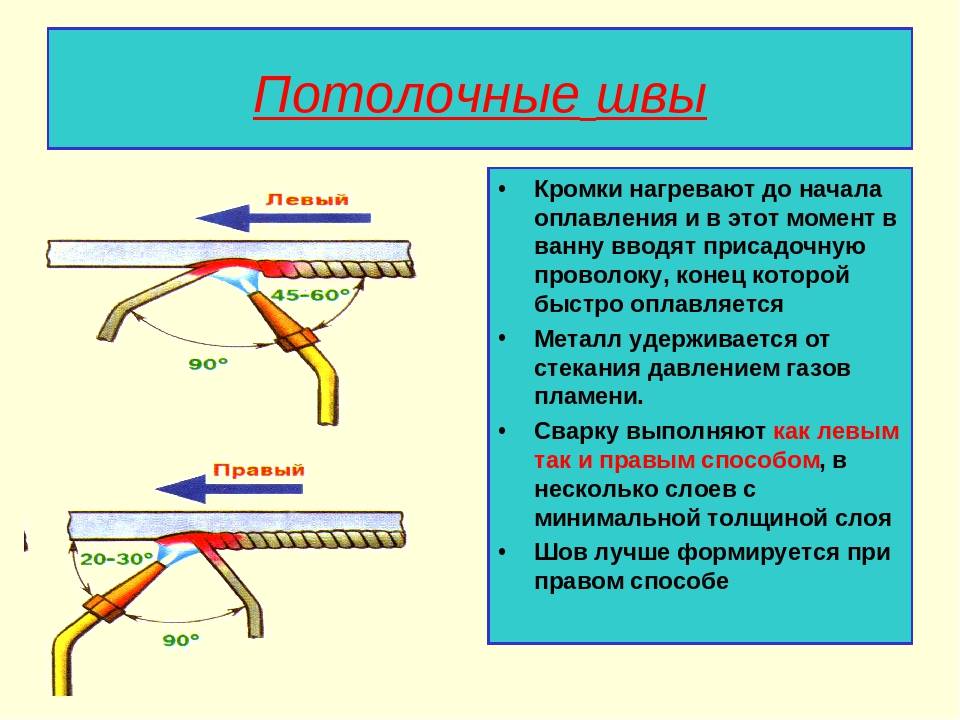 к сварке
к сварке com
com сварка
сварка
 Затем соберите свои инструменты и металлолом, чтобы начать свою первую тренировку. Вы быстро научитесь методом проб и ошибок, и вскоре вы будете выполнять базовый ремонт и простые проекты.
Затем соберите свои инструменты и металлолом, чтобы начать свою первую тренировку. Вы быстро научитесь методом проб и ошибок, и вскоре вы будете выполнять базовый ремонт и простые проекты.

 В то же время многие модели для домашнего использования эффективны на относительно толстых материалах, а некоторые качественные машины могут обрабатывать ½-дюймовые пластины за один проход.
В то же время многие модели для домашнего использования эффективны на относительно толстых материалах, а некоторые качественные машины могут обрабатывать ½-дюймовые пластины за один проход. — именно то, что вы найдете на большинстве наружного оборудования, заборах и черных железных трубах.
— именно то, что вы найдете на большинстве наружного оборудования, заборах и черных железных трубах.
