Как варить инверторной сваркой?
Главная » Сварка » Виды Сварки
Виды Сварки
Автор admin На чтение 4 мин. Просмотров 705 Опубликовано
Как варить инверторной сваркой? Ответ на этот вопрос ищут тысячи свежеиспеченных владельцев инверторных аппаратов, желающих разобраться с функциональностью своего приобретения. И если вы относитесь к этой группе, то вам следует остановиться. Вы уже все нашли. Далее по тексту мы ознакомим вас с технологией сварки металлоконструкций с помощью инверторных сварочных аппаратов.
Содержание
- Почему инвертор — преимущества инверторного сварочного аппарата
- Как правильно варить инверторной сваркой -обзор процесса
- Подведем итоги
Почему инвертор — преимущества инверторного сварочного аппарата
Новое поколение аппаратов — сварочные инверторы – сумели, за очень короткое время, завоевать популярность и в среде любителей, занятых бытовой сваркой, и в сообществе профессионалов, использующих сварку в производственных процессах.
Причем популярность подобной техники объясняется не модой на технологические новинки, а вполне ощутимыми достоинствами инверторов, среди которых можно выделить следующие качества:
Словом, причины перейти на инверторную сварку имеются даже у профессионала. А любители или начинающие сварщики попросту не имеют иных разумных альтернатив процессу инверторной сварки.
Как правильно варить инверторной сваркой -обзор процесса
Инверторная сварка, как и любой другой технологический процесс, начинается с подготовки рабочего места и самого рабочего (сварщика).
Рабочее место следует очистить от пыли и мусора, удалить со сварочного стола (если таковой имеется) лишние заготовки и смести металлическую стружку.
Причем категорически не рекомендуется переносить «рабочее место» под дождь и на мороз. Сварщик должен защитить себя робой, маской и респиратором.
Закончив предварительную подготовку рабочего места можно заняться свариваемыми заготовками. Стыкуемые детали сваривают без предварительной обработки, но если толщина заготовки превышает 4 миллиметра, то на торцах заготовок нужно напилить (нарезать) фаску (под углом 60-70 градусов).
Стыкуемые детали сваривают без предварительной обработки, но если толщина заготовки превышает 4 миллиметра, то на торцах заготовок нужно напилить (нарезать) фаску (под углом 60-70 градусов).
Завершив подготовку деталей можно приступать к самой сварке.
Причем варить металл инверторной сваркой нужно по следующим правилам:
- Установите аппарат, расположив его на полуметровом удалении от стен или крупногабаритных деталей интерьера вашего рабочего места.
- Заземлите аппарат.
- Подберите электроды (исходя из ширины шва и типа свариваемого металла). Затем укажите на панели управления работой инвертора нужную силу тока и прочие характеристики, выбираемые в соответствии с типом электродов.
- Закрепите стыкуемые детали на сварочном столе (или где-то еще), обездвижив стыкуемую конструкцию.
- Набросьте на металлическую столешницу рабочего стола зажим анода (или катода) и вставьте в держак (катод или анод) электрод.
- «Зажгите» сварочную дугу, «чиркнув» по детали электродом.
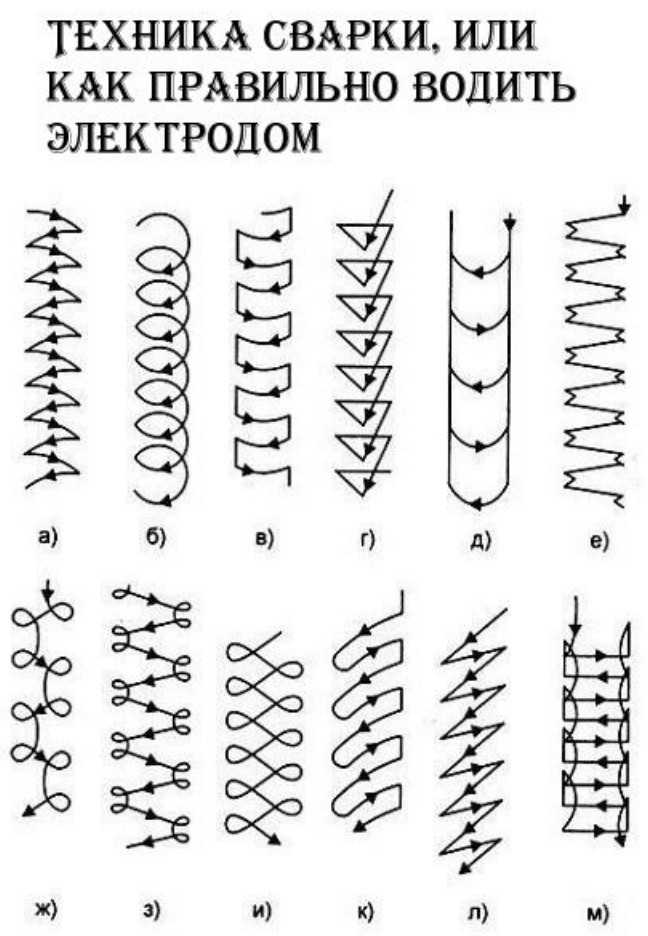
 И, удалив на 1-1,5 сантиметра от поверхности шва конец электрода, начинайте проплавлять металл деталей, заполняя шов расплавленным металлом электрода, который стоит держать под углом 75 градусов к плоскости шва.
И, удалив на 1-1,5 сантиметра от поверхности шва конец электрода, начинайте проплавлять металл деталей, заполняя шов расплавленным металлом электрода, который стоит держать под углом 75 градусов к плоскости шва. - Завершив сварку, оббейте с поверхности шва слой отвердевшего флюса. И зачистите шов металлической щеткой или болгаркой.
 И, удалив на 1-1,5 сантиметра от поверхности шва конец электрода, начинайте проплавлять металл деталей, заполняя шов расплавленным металлом электрода, который стоит держать под углом 75 градусов к плоскости шва.
И, удалив на 1-1,5 сантиметра от поверхности шва конец электрода, начинайте проплавлять металл деталей, заполняя шов расплавленным металлом электрода, который стоит держать под углом 75 градусов к плоскости шва.Подведем итоги
Как видите: процесс сварки не отличается сложностью. Вам не придется беспокоиться о «взрывоопасном» характере кислородно-ацетиленовой смеси или переживать за каждый случай «налипания» электрода на деталь. И даже силу тока можно отрегулировать прямо в процессе сварки, повернув в нужную сторону ручку регулятора на инверторе.
При этом качество шва будет вполне на уровне результатов работы дуговых или газовых аппаратов. Именно поэтому такая технология формирования неразъемных соединений пользуется вполне заслуженной популярностью.
Сварка нержавейки (нержавеющей стали) штучным электродом с применением инвертора (РДС метод)
0
На сумму: 0 р.
Нержавеющая сталь уже более ста лет исправно служит человечеству, застрагивая все сферы жизни каждого из нас. Из этого материала создают болты, крепежи, баки, арматуру, консервные банки, инструменты и многое другое. А для того, чтобы изготовить или починить необходимые детали, чаще всего применяется ручная дуговая сварка нержавейки электродом при помощи инвертора. Об особенностях метода, достоинствах и недочетах, а также «сюрпризах», которые могут ожидать новичков, в ходе ММА сварки подробно читайте в нашей статье.
Содержание
- В чем заключается суть метода сварки нержавейки обычным электродом
- Где применяется РДС нержавеющей стали
- Очевидные плюсы и минусы метода РДС нержавейки
- Можно ли сваривать нержавейку электродом в бытовых условиях
- Что нужно для сварки нержавейки методом MMA
- Какие виды металлов можно сваривать с нержавейкой электродом
- Какими электроды использовать для ручной дуговой сварки нержавейки
- Какие модели сварочных инверторов подойдут для сварки нержавейки электродом
- Особенности и полезные советы
- Обработка нержавеющей стали после сварки электродом
Что представляет собой метод сварки нержавеющей стали электродом с применением РДС инвертора?
РДС нержавейки электродом – процесс, при котором расплавляющееся в ходе плавления стержня покрытие электрода создает газошлаковую защиту. Эта корка из шлаков, изолирующая зону дуги и сварочную ванну от окружающего воздуха (кислород, содержащийся в воздухе, стремительно окисляет расплавленный металл и значительно уменьшает качество сварки). Сварное соединение возникает благодаря расплавленному металлу детали и металлу электродного стержня (и металлу из покрытия электрода). В международной практике кратко подобную технологию именуют сваркой ММА (Manual Metal Arc).
Эта корка из шлаков, изолирующая зону дуги и сварочную ванну от окружающего воздуха (кислород, содержащийся в воздухе, стремительно окисляет расплавленный металл и значительно уменьшает качество сварки). Сварное соединение возникает благодаря расплавленному металлу детали и металлу электродного стержня (и металлу из покрытия электрода). В международной практике кратко подобную технологию именуют сваркой ММА (Manual Metal Arc).
Где чаще всего применяется метод РДС сварки?
Применять сварку нержавеющей стали инвертором можно во всех пространственных положениях, но качественные вертикальные швы проложить сможет не каждый опытный сварщик.
- Ручная дуговая сварка покрытыми электродами рационально применяется для коротких швов, в мелкосерийном производстве деталей. На монтаже металлоконструкций использование данной технологии сварки рекомендовано при небольшом объеме работ.
- РДС нержавейки покрытыми электродами нашла применение для осуществления прихваток при сборке конструкций под сварку и при необходимости исправления дефектов на небольших участках шва.
- Подобным методом может производиться и наплавка.

Вывод: Таким образом, ММА сварка чаще применяется при небольших объемах производств и в личных бытовых целях, к методу прибегают для сварки труб, металлоконструкций, емкостей или баков из нержавейки и других изделий на дачах, в гаражах и т. д.
Плюсы и минусы метода
Если сравнивать с другими способами сваривания, такими как сварка ТИГ, сварка в защитных газах плавящимся электродом МИГ/МАГ, сварка под флюсом, ручная сварка нержавейки ММА имеет следующие преимущества:
- оборудование для сварки этим методом является простым, недорогим и по большей части компактным;
- РДС используется для сваривания большинства черных и цветных металлов и различных сплавов практически любой толщины;
- не нужно использовать дополнительную флюсовую или газовую защиту;
- этот способ сварки подходит для труднодоступных областей из-за небольших габаритов отдельных моделей сварочных инверторов;
К недочетам этого метода относятся:
- необходимость избавления от шлака после создания шва;
- по причине того, что сварочный ток постоянно протекает по всей длине электрода, необходимо ограничивать максимально допустимый ток из-за проблемы перегрева электрода и разрушения покрытия;
- медленная скорость сварки.

Вывод: Преимуществ метода не много, но все они заключаются в простоте ММА сварки и ее универсальности, которая делает технологию такой популярной.
Как варить нержавейку инвертором в бытовых условиях и возможно ли это?
Многие интересуются, можно ли варить нержавейку инвертором в домашних условиях, и на что стоит обращать особое внимание.- Перед тем как приступать к сварке изделий из нержавейки, требуется тщательно обработать и подготовить поверхности к дальнейшей работе. Процесс предварительной обработки является идентичным тому, который проводится с низкоуглеродистыми сталями:
- очищается поверхность изделия от загрязнений,
- кромки и поверхность обрабатываются растворителем (бензином или ацетоном), подобная обработка даст возможность избавиться от жира, наличие которого ведет к ухудшению стабильности дуги,
- свариваемая поверхность обрабатывается средством от налипания брызг.
Отличие состоит в том, что сварной стык должен обладать зазором, способным обеспечить оптимальную усадку.
- Большие по диаметру электроды, как правило, не применяются. Необходимость их использования появляется лишь при сварке толстых поверхностей. Подобрать электрод для металлов разных толщин, в том числе и тонколистовой стали, можно, воспользовавшись таблицей 1, представленной ниже. Не правильно выбранный электрод станет причиной плохой герметичности шва, в нем будут образовываться микротрещины, раковины и поры. Они получаются из-за вскипания металла.
- При варке нержавейки ток должен быть на 20% ниже, чем для варки низколегированных сталей. Для инвертора, применяемого в быту и частном строительстве, хватит диапазона 60-160 А. Плавная регулировка даст возможность точнее подобрать ток сварки и улучшить качество шва. Оптимальные значения сварочного тока имеются в таблице 1 и обусловлены толщиной свариваемого материала.
- После образования шва нужно выполнить процедуру охлаждения для сохранения устойчивости высоколегированной стали к воздействию коррозийных процессов. Охлаждение осуществляется с использованием медных прокладок. В случае с аустенитной сталью возможно охлаждение с использованием воды.
 Охлаждение осуществляется с использованием медных прокладок. В случае с аустенитной сталью возможно охлаждение с использованием воды.
Охлаждение осуществляется с использованием медных прокладок. В случае с аустенитной сталью возможно охлаждение с использованием воды.Вывод: Таким образом, сварка нержавеющей стали требует от исполнителя определенного опыта и навыков, а также знаний соотношения толщины металла, значений силы тока и диаметра электрода. Сразу рассчитывать новичку на идеальный результат не приходится.
Что нужно для того, чтобы сваривать нержавейку инвертором?
Для самостоятельной сварки нержавейки инвертором вам понадобится следующее:
- сварочный инвертор;
- электроды;
- растворитель;
- стальная щетка;
- защитные средства: маска, перчатки, костюм.
Необходимыми составляющими являются зажимы типа «крокодил» для заземления, электрододержатели, а также силовой и кабель для заземления. Иногда эти компоненты идут сразу в комплекте с инвертором, но чаще всего их приходиться докупать.
Многие спрашивают, какими электродами варить нержавейку. Важным условием для того, чтобы процесс сварки удался, является выбор оптимального соотношения толщины металла и используемого электрода.
Таблица 1.
| Толщина свариваемого металла, мм | 1-3 | 3-4 | 4-5 | 5-6 | 6-8 | 8-10 | 12-15 | 15-18 |
| Рекомендованные значения сварочного тока, А | 20-60 | 50-90 | 60-100 | 80-120 | 110-150 | 140-180 | 180-220 | 220-260 |
| Диаметр сварочного электрода, мм | 1,0-1,5 | 1,6-2,0 | 2,0-2,4 | 2,5-3,1 | 3,2-3,9 | 4,0-4,9 | 5,0-5,9 | 6,0 и более |
Какие типы металлов (стали) можно сваривать с нержавейкой инвертором и особенности сварки таких металлов?
Ручная дуговая сварка нержавейки инвертором представляет собой универсальный технологический процесс, используемый для сваривания цветных и черных металлов и различных сплавов любой толщины (от 1 мм до 100 мм), но, как правило, диапазон толщин колеблется в границах от 3 до 20 мм.
При определенных условиях работы конструкции, а также при использовании электродов конкретных марок, можно сваривать разные группы нержавеющих сталей: жаропрочные, коррозионно-стойкие и жаростойкие стали. Значения для наиболее часто свариваемой нержавейки – аустенитных сталей представлены в таблице.
Таблица 2.
| Марка стали | Условия работы | Марка электрода | Тип электрода | Содержание α фазы (%) и структура шва | |
| Жаропрочные стали | |||||
|
Х25Н38ВТ ХН75МБТЮ |
Высокая температура | ЭА-981-15 | Э-09Х15Н25М6Г2Ф | Аустенитная | |
|
20Х20Х14С2 20Х25Н20С2 30Х18Н25С2 |
Температуры до 900-1100°С Температура до 1050°С; жаростойкость и жаропрочность | ОЗЛ ОЗЛ-9-1 |
Э-12Х24Н14С2 Э-28Х24Н16Г6 |
3-10 % Аустенитно- карбидная | |
| Коррозионно-стойкие стали | |||||
| 08Х18Н10 | Агрессивные среды; стойкость к межкристаллитной коррозии | ЦЛ-11 | Э-04Х20Н9 | 2,5-7,0 | |
|
12Х18Н10Т 08Х22Н6Т |
Температура до 600оС; жидкие среды; стойкость к межкристаллитной коррозии | Л38М |
Э 07Х20Н9 Э-08Х19Н10Г2Б Э-02Х10Н9Б |
3-5 | |
|
10Х17НИМ2Т 08Х18Н19Б 08Х21Н6М2Т |
Температура до 700 °С; стойкость к межкристаллитной коррозии | СЛ-28 |
Э-08Х19Н10Г2МБ Э-09Х19Н10Г2М2Б |
4-5 | |
| 10Х17Н13МЗТ | Стойкость к межкристаллитной коррозии | НЖ-13 | Э-09Х19НЮГ2М2Б | 4-8 | |
| Жаростойкие стали | |||||
|
20Х20Х14С2 20Х25Н20С2 30Х18Н25С2 |
Температуры до 900-1100°С Температура до 1050°С; жаростойкость и жаропрочность |
ОЗЛ ОЗЛ-9-1 |
Э-12Х24Н14С2 Э-28Х24Н16Г6 |
3-10 % Аустенитно- карбидная | |
|
Х25Н38ВТ ХН75МБТЮ |
Высокая температура | ЭА-981-15 | Э-09Х15Н25М6Г2Ф | Аустенитная | |
Какие электроды для сварки нержавейки необходимо использовать?
Для ручной дуговой сварки нержавеющей стали различают два основных типа электродов.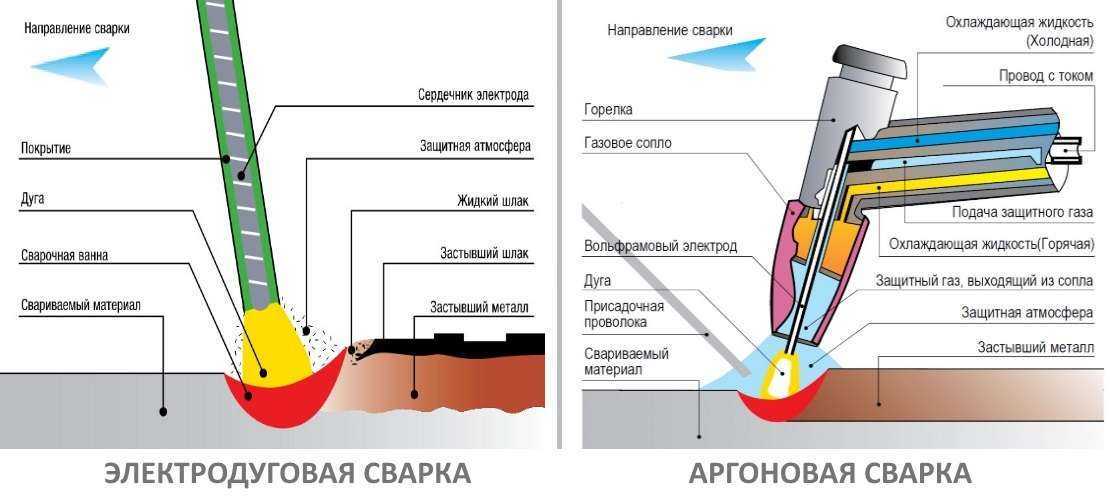
- с основным покрытием (СЭЗ ЗИО-8 d4,0, СЭЗ ЦТ-15 d5,0, ESAB FILARC 88S d3,2) которые применяются лишь на постоянном токе на обратной полярности («+» на электроде), где основным покрытием наиболее часто выступают карбонаты кальция и магния;
- с рутиловым покрытием (Lincoln Electric Omnia 46 D3,0, Межгосметиз Omnia 46 d3,0, ESAB OK 46.00 d3,0) в основном из двуокиси титана, которые используются, если требуется сваривать на переменном токе и постоянном токе обратной полярности. Они обеспечивают стабильность горения дуги и уменьшают количество брызг при сварке.
Ответ на вопрос, какими электродами варить нержавейку, зависит от того, какой именно вид стали необходимо сваривать. В таблице 2 приведены оптимальные марки электродов в зависимости от типа и марки свариваемого металла.
Какие модели сварочных аппаратов лучше всего подойдут для сварки нержавейки?
Выбирая инвертор для РДС, необходимо учесть следующие моменты:
- Рабочий диапазон температур (поскольку некоторые модели не способны функционировать при низких температурах в условиях открытого воздуха).
- Мощность и сила сварочного тока агрегата. Для применения в быту достаточно инвертора, который выдает на выходе 180А. Более 200А выдают уже более профессиональные сварочники.
- Возможные отклонения не менее ± 20% напряжения сети от номинального параметра без вреда качеству сварки.

Также важно наличие дополнительных функций, самые популярные из них: Hotstart, Arcforce, Antistick
На нашем сайте представлены современные сварочники известных производителей, успешно зарекомендовавших себя на рынке сварочного оборудования. В зависимости от требуемого напряжения можно выбрать:
- модели сварочных инверторов для РДС (MMA-сварки) под напряжение сети в 220В,
- модели сварочных инверторов для РДС (MMA-сварки) под напряжение сети в 380В.
В ассортименте Тиберис представлены бюджетные агрегаты, применимые для работы в домашних условиях.
- Для напряжения 220В Сварог PRO ARC 160 (Z211S) , Сварог PRO ARC 180, Сварог TECH ARC 205B (Z203), ПАТОН ВДИ-200P.
- Для работы под напряжением сети 380В это такие инверторы как Сварог ARC 315 (R14), BRIMA ARC 250 (380В).

И сложные многофункциональные установки премиум класса для профессиональной сварки.
- Для напряжения 220В это EWM Pico 162, Lincoln Electric Invertec 170S, KEMPPI Minarc 150.
- Для работы под напряжением 380В это Lincoln Electric Invertec 270-SX, EWM Pico 220 CEL Puls, Kemppi Minarc 220.
Вывод: Выбор определенной модели сварочного инвертора зависит от имеющейся рабочей задачи, условий работы и финансовых возможностей исполнителя. В Тиберис вы без труда подберете тот аппарат, который устроит по всем параметрам.
Особенности сварки нержавейки электродом при помощи ручной дуговой сварки
Каждый, кто не сталкивался с таким способом сварки, спрашивает, как варить нержавейку электродом. Принцип сваривания нержавейки электросваркой состоит в том, что возбуждение дуги происходит между электродом и плоскостью свариваемого изделия.
- К свариваемой поверхности необходимо прикрепить кабель массы (-), который выходит из сварочного аппарата.
- Второй кабель (+) с электродом нужно приблизить к свариваемой поверхности, вследствие чего, образуется сварочная дуга.
- Для надежности процесса стоит помнить, что оптимальное расстояние между кончиком электрода (который необходимо так же правильно выбрать в соответствии с толщиной металла) и свариваемым элементом находится в пределах от 2 до 6 мм. За счет влияния высоких температур происходит проплавление металла, а затем заполняется образуемая во время воздействия дуги на поверхность свариваемого металла канавка.
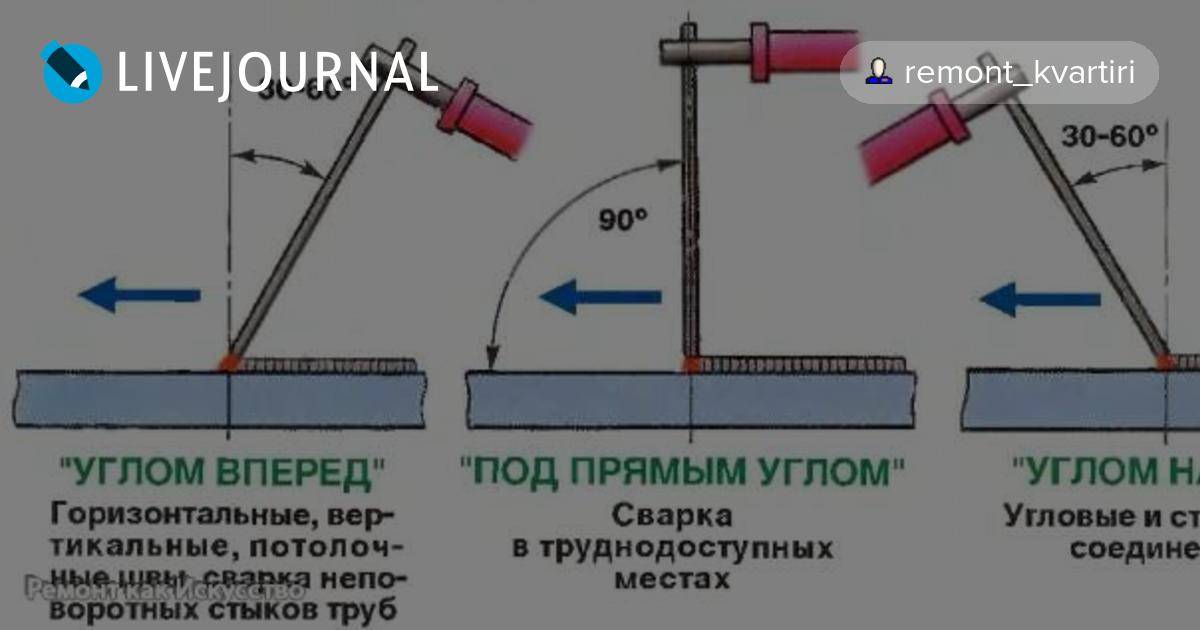
- Электрод в ходе сваривания должен находиться под правильным углом. Это обеспечит контроль над сварочным процессом. Угол наклона должен составлять приблизительно 80 градусов. Наклон должен осуществляться к дуге. Дуга возникает из-за того, что электрод касается поверхности свариваемого металла или же за счет ударов со средней силой по свариваемой поверхности.
- Силу тока тоже подбирать нужно правильно. Несоответствие этой величины толщине металла не приведут к положительному результату. При слабой силе тока электрод будет постоянно затухать, и процесс сварки окажется не эффективным. При излишне высокой силе тока металл будет прожигаться. Рекомендуемые значения этого параметра приведены в таблице 1.
Вывод: Процесс ММА сварки не особенно сложен, хотя и требует определенной внимательности от исполнителя.
Обработка нержавейки после сварки инвертором
После сварки нержавейку необходимо обработать. Игнорирование подобных манипуляций способно привести к отрицательным последствиям: возникновению коррозии и снижению качества изделия.
Технология обработки изделий из нержавейки после ММА сварки включает:
- механическую зачистку сварного шва, такая операция улучшает внешний вид изделия и выполняется жесткими щетками из стали;
- пескоструйную обработку, после которой шов смотрится еще более эстетично;
- шлифование, позволяющее добиться однородности и гладкости поверхности шва. Для шлифовки сварного шва после сварки нержавейки применяются абразивные материалы на основе циркония, оксида алюминия или керамического искусственного минерала. Средства, в состав которых входит корунд, использовать не рекомендуется, поскольку он способствует возникновению коррозии.
 Для шлифовки сварного шва после сварки нержавейки применяются абразивные материалы на основе циркония, оксида алюминия или керамического искусственного минерала. Средства, в состав которых входит корунд, использовать не рекомендуется, поскольку он способствует возникновению коррозии.
Для шлифовки сварного шва после сварки нержавейки применяются абразивные материалы на основе циркония, оксида алюминия или керамического искусственного минерала. Средства, в состав которых входит корунд, использовать не рекомендуется, поскольку он способствует возникновению коррозии.Но все подобные мероприятия являются лишь предварительной обработкой изделия, так как влияют только на внешний вид детали. Для надежной защиты места сварки от разрушения, необходимо прибегнуть к пассивации и травлению.
Пассивацией называют нанесение на место сварки специального вещества, под влиянием которого на металлической поверхности появляется защитная пленка из оксида хрома.
Травление представляет собой обработку места сварки химически активными средствами (специальными жидкостями либо кислотами). Кислоты разрушают окалину, которая способна вызвать возникновение ржавчины.
Только после осуществления химической обработки зона сварки надежно противостоит коррозийным процессам.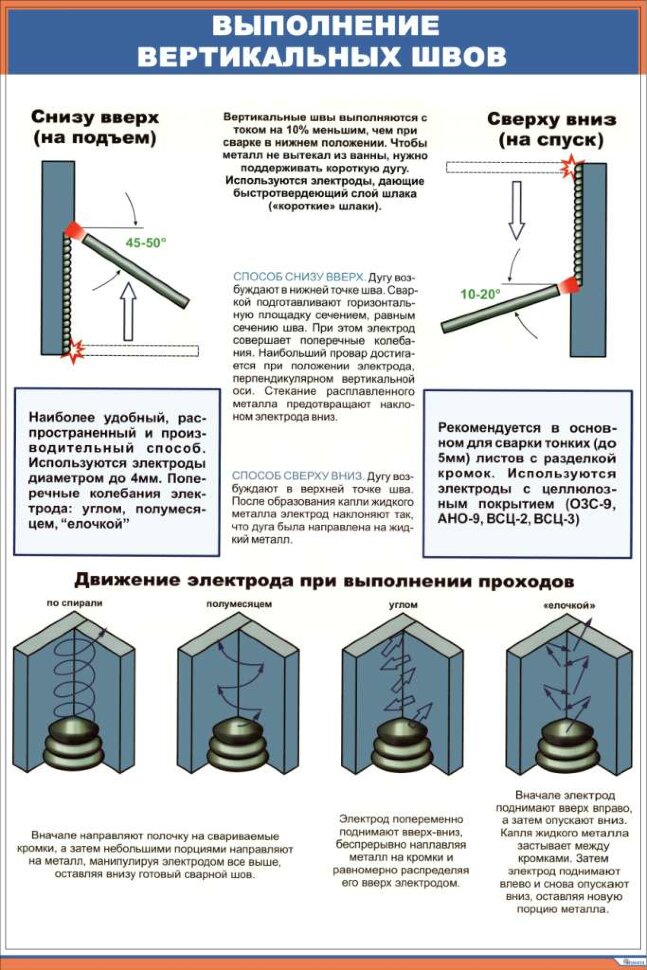
Вывод: Обработка шва после сварки повысит качество проделанной работы и продлит долговечность свариваемой детали, снизив риск появления коррозии.
Смотрите также:
- Каталог электродов для сварки нержавеющей стали
- Каталог бытовых сварочных инверторов
Спасибо за подписку!
Как легко подключить инверторный сварочный аппарат к портативному генератору
Последнее обновление: 4 июля 2022 г.
Очень важно понимать разницу между сварочным генератором и обычным портативным генератором. Сварочный генератор в основном работает с постоянной нагрузкой, а обычный генератор – нет:
- Запускаешь генератор и включаешь сварочный аппарат, а там нет нагрузки уе т;
- Как только электрод касается металла, возникает электрическая дуга и скачки нагрузки до максимума
- Как только вы удалите электрод и дуга исчезнет, нагрузка снова падает и двигатель работает на холостом ходу.

Важно отметить, что сварочные аппараты обычно имеют большие пусковые токи . По этой причине вы не можете использовать их с любым типом генератора. Чтобы эффективно использовать сварочный генератор, вы должны приобрести портативный генератор, который обеспечивает большой пусковой ток.
Обратите внимание, что стандартный асинхронный газогенератор производит волновые выбросы. Из-за этой ситуации КПД двигателя обычно снижается и, следовательно, значительно падает. Срок службы любого оборудования, которое вы к нему подключаете, также имеет тенденцию к сокращению. Для хорошей работы и оптимальной работы сварочного аппарата вам всегда требуется стабильное напряжение в качестве обязательного условия.
Стабильное напряжение
Идеальной альтернативой будет использование инверторных генераторов. К сожалению, они часто слишком дороги по сравнению со стоимостью покупки обычного генератора. В идеальных ситуациях инверторные генераторы предназначены для использования с высокоточным оборудованием. Они подходят для измерительных устройств, которым требуется стабильное напряжение.
Они подходят для измерительных устройств, которым требуется стабильное напряжение.
Всякий раз, когда вы решите купить генератор, разумно выбрать модель, мощность которой примерно на 25-50% больше, чем у вашего сварочного аппарата. Объяснить это легко: штатная работа генератора на максимальной мощности может очень быстро вывести его из строя. Более того, такая ситуация не позволит генератору использовать сварочный аппарат на полную мощность.
Как рассчитать мощность генератора для сварки
Возможно, по каким-то причинам у вас нет информации о мощности вашего сварочного инвертора. Как вы должны это сделать? Это легко вычислить, используя простую формулу. Вот формула, как указано ниже:
Максимальная сила тока * напряжение дуги / КПД сварочного инвертора = Максимальная мощность.
Вам нужно знать только значение максимального тока. Это верно, потому что две другие составляющие почти всегда постоянны (напряжение дуги 25 В, а КПД инвертора 0,85).
Рассмотрим один пример: Если ваш сварочный аппарат имеет максимальный ток 180 Ампер, то его мощность составляет приблизительно 180А * 25В / 0,85 = 5294 Вт. Это означает, что мощность генератора составляет 5294 Вт + запас 25% = 6617,5 Вт. Если перевести это в кВт, то получится 6,6 кВт. В таком случае лучшим выбором для сварки будет Honda EU7000is или аналогичный генератор эквивалентной мощности.
Снижение силы тока
Вы можете легко использовать генератор для инверторной сварки. В любом случае мощность выбранного генератора должна быть меньше, чем у инвертора. В таких случаях следует использовать его с некоторой осторожностью. Это означает, что вы должны уменьшить силу тока до рекомендуемого значения.
Что произойдет, если, например, вы решили приобрести модель генератора мощностью 4 кВт? Чтобы выяснить это, мы можем использовать формулу, которая используется для определения мощности. Единственная разница в том, что мы будем делать это в обратном порядке. Рассмотрим формулу, используемую ниже:
Рассмотрим формулу, используемую ниже:
Мощность * КПД / напряжение дуги = Ток или 4000 * 0,85 / 25 = 136 А.
Вы действительно можете сваривать, используя генератор мощностью 4 кВт и инвертор. Вы можете сделать это без заметной потери качества. Действительно, таким образом можно набрать силу тока до 130А.
Выбор мощности по диаметру электродов
Если приходится использовать электроды большего диаметра, то выбор мощности должен быть большей силы тока. Это связано с тем, что существует зависимость между сетью нагрузки и диаметром электродов. Посмотрим на таблицу диаметров электродов, как показано здесь:
| Диаметр электрода | Минимальная мощность генератора |
|---|---|
| 2/25″ 2,0 мм | 2,5 кВт |
| 0,12″ 3,00 мм | 3,5 кВт |
| 5/32” 4,0 мм | 4,5 кВт |
| 5,0 мм | 5,5 кВт |
Для анализа этих данных рассмотрим пример: Если у вас инверторная сварка питается от 4,5 кВт, то самые значимые электроды, которыми можно сваривать металл, 4 мм. Если вставить электрод диаметром 5 мм, то мощности в 4,5 кВт будет недостаточно, чтобы расплавить качественный металл. В таком случае получившийся шов будет либо некачественным, либо вообще не проваренным. По этим причинам автономная мощность должна выбираться в первую очередь с учетом максимального потенциала инвертора.
Если вставить электрод диаметром 5 мм, то мощности в 4,5 кВт будет недостаточно, чтобы расплавить качественный металл. В таком случае получившийся шов будет либо некачественным, либо вообще не проваренным. По этим причинам автономная мощность должна выбираться в первую очередь с учетом максимального потенциала инвертора.
Запомните главный принцип: не все сварочные аппараты могут работать от генератора и наоборот. Имея это в виду, перед покупкой уточните у продавца, сможет ли предпочитаемая сварочная модель работать от силовой установки. Одним из важных моментов является то, что производитель всегда указывает это в инструкции к изделию.
Сварочный аппарат + портативный генератор против сварочного генератора
Сварочный генератор сочетает в себе конструкцию газогенератора и сварочного аппарата. Типичная электростанция спроектирована таким образом, чтобы обеспечить возможность проведения сварочных работ. Таким образом, этот генератор обычно имеет более длительный срок службы.
Сварочный генератор обладает следующими заметными преимуществами:
- Защита от короткого замыкания.
- Вы можете работать в удаленных местах, вдали от центрального источника питания. Это может быть окраина города, далекие поля или дальние дороги.
- Обеспечивает более компактную конструкцию, чем если бы сварка выполнялась отдельно.
- Стоит дешевле дизельного генератора аналогичной мощности.
Недостатки:
- Этот электрогенератор можно использовать только для сварки.
- В нем используется бензин, расход топлива которого выше, чем у дизельного топлива.
- Невозможно питание от центральной сети.
- Имеет более короткий срок службы.
В целом наиболее существенным ограничением сварочного генератора является то, что его нельзя использовать в качестве резервного источника питания. Этот генератор предназначен только для сварки. Однако сварочный генератор – лучший вариант, если вы профессионально занимаетесь ремонтными работами или постоянно выезжаете в места, где нет доступа к электричеству.
Ничего подключать и настраивать не надо; запустите двигатель и отрегулируйте ток в соответствии с диаметром электрода. К счастью, у этой машины меньше проводов и, следовательно, ею легче управлять.
Как подключить сварочный аппарат к портативному генератору?
Для подключения сварочного аппарата к генератору можно приобрести штекер с поворотным замком, подходящий для генератора. Отрежьте вилку сварочного аппарата и подключите кабель к новой вилке. Если вы хотите использовать сварочный аппарат с постоянным питанием и соответствующей розеткой, сделайте адаптер.
Купите вилку с поворотным замком для подключения к генератору. Вам также понадобится два или три фута гибкого резинового кабеля 10/3 типа SOW или SJOW. Наконец, возьмите подходящую розетку для вилки сварочного аппарата и сделайте короткий удлинитель или адаптер. Сделав это, вы готовы к работе!
Заключение
Сварочный генератор — ваш лучший выбор, если вы часто путешествуете в отдаленные районы сельской местности, где нет доступа к электросети. Вы мастер по ремонту, который постоянно выполняет работы, требующие быстрой сварки? Сварочный генератор сделает вас гордым. Таким работникам, безусловно, полезно узнать, как подключить сварочный инвертор к переносному генератору. Надеюсь, эта статья поможет вам.
Вы мастер по ремонту, который постоянно выполняет работы, требующие быстрой сварки? Сварочный генератор сделает вас гордым. Таким работникам, безусловно, полезно узнать, как подключить сварочный инвертор к переносному генератору. Надеюсь, эта статья поможет вам.
Содержание
- Стабильное напряжение
- Как вычислить мощность генератора для сварки
- Строгая усилия
- Выбор мощности на диаметре электродов
- Gelling Gelder whats Generator. машина к портативному генератору?
- Заключение
Поделиться:
Последние тенденции в портальной сварке и инверторной сварке
Что касается последних тенденций в сварочной отрасли в 2019 году, то есть несколько довольно интересных разработок. В отрасли не хватало квалифицированных сварщиков, и эта тенденция сохранится. Хорошая новость заключается в том, что потребность в квалифицированных работниках будет всегда.
Роботизированная сварка
Вместе с этим следует следующая большая тенденция. Роботизированная сварка быстро развивается. В 2017 году в индустриальном мире насчитывалось более 2 миллионов активных роботов. Говорят, что это число вырастет на 80% в течение следующих нескольких лет, что, по оценкам, к 2021 году составит примерно 3,8 миллиона активных роботов в бизнес-индустрии. Сварочная отрасль ничем не отличается. , с прогнозируемой стоимостью 5,9 долл. США.6 миллиардов в робототехнике к 2023 году. Китай является ведущим рынком сварочной робототехники, но Индия, Южная Корея, Таиланд и Япония являются растущими рынками на рынке Азиатско-Тихоокеанского региона.
Инвестиции в охрану труда растут. В центре внимания находятся пары и газы, которые можно вдыхать. Компании принимают меры безопасности, а правительства пересматривают правила и законы. Это создало пространство для использования интересных сварочных аппаратов.
Когда дело доходит до повышения квалификации, в центре внимания находятся технологии виртуальной реальности. С помощью виртуальной реальности или технологии VR учащимся могут быть показаны различные отрасли сварки, такие как высотное строительство или судостроение. Опытный сварщик должен сделать правильный выбор, основываясь на своих знаниях. Используя технологию виртуальной реальности, они могут обучать неопытных рабочих учиться на симуляции и настраивать оборудование наиболее эффективным способом.
С помощью виртуальной реальности или технологии VR учащимся могут быть показаны различные отрасли сварки, такие как высотное строительство или судостроение. Опытный сварщик должен сделать правильный выбор, основываясь на своих знаниях. Используя технологию виртуальной реальности, они могут обучать неопытных рабочих учиться на симуляции и настраивать оборудование наиболее эффективным способом.
Сварочное оборудование
Говоря о сварочном оборудовании, большинство из нас думает о газовой горелке. Оборудование, используемое в этих приложениях, так же разнообразно, как и сами проекты. Между сваркой электродом, сваркой MIG, сваркой TIG, плазменными резаками, многопроцессной сваркой, усовершенствованной сваркой или механизмами подачи проволоки; многое нужно знать.
Аппараты для сварки ВИГ
Этот аппарат, аппараты для сварки ВИГ или вольфрамовые сварочные аппараты в среде инертного газа, используется для точных сварных швов на профессиональных работах. Устройство — это работа для двух рук. Одна рука должна подавать присадочный металл, а другая рука использует горелку. Этот процесс немного сложен, и для управления сварочной дугой можно использовать пульт дистанционного управления кончиком пальца и ножную педаль. Этот процесс отлично подходит для мягких металлов, таких как алюминий или сталь. Защитный газ требуется, как и любой другой сварочный проект.
Устройство — это работа для двух рук. Одна рука должна подавать присадочный металл, а другая рука использует горелку. Этот процесс немного сложен, и для управления сварочной дугой можно использовать пульт дистанционного управления кончиком пальца и ножную педаль. Этот процесс отлично подходит для мягких металлов, таких как алюминий или сталь. Защитный газ требуется, как и любой другой сварочный проект.
Сварочные аппараты MIG
Сварочные аппараты MIG, GMAW или газовая дуговая сварка металлическим электродом — это тип сварки, который можно использовать для домашних проектов. Этот общий процесс используется отдельными лицами, малым бизнесом или производством. Наиболее распространенным оборудованием является однофазный моноблок. Для более крупных проектов, связанных со сваркой нержавеющей стали или алюминия, имеется трехфазный агрегат, который можно использовать для различных видов работ.
Плазменные резаки
Плазма — это четвертое состояние вещества после твердого, жидкого и газообразного.