Для чего нужен импульсный сварочный аппарат?
МенюВход
+7 (800) 250-78-85
+7 (495) 739-07-19
Пн — пт с 8:30 – 17:00
Вход / РегистрацияСравнение товаров 0
Корзина 0
Бесплатная горячая линия
+7 (800) 250-78-85
Среди аппаратов, с помощью которых осуществляется полуавтоматическая и аргонодуговая сварка, есть модели, способные работать в импульсном режиме – Pulse. Они стоят дороже схожих по характеристикам, но не имеющих функции «пульса», приборов. В связи с этим возникают вопросы: насколько полезна эта «фишка»? стоит ли переплачивать за импульсный «сварочник»? можно ли будет обойтись менее дорогим устройством, в функционале которого нет режима сварки пульсирующим током? И чтобы ответить на них, нужно разобраться в том, что представляет собой импульсная сварка, и какие задачи она решает.
Что лежит в основе импульсной сварки?
В основе сварки, о которой пойдет речь в этой статье, лежит использование тока, поступающего в электрическую цепь импульсами. Импульсы – это кратковременные скачки тока, отделенные друг от друга паузами. При возникновении импульса изменяется величина тока от наибольшего значения до наименьшего. В период импульса ток сначала быстро нарастает, потом также быстро спадает, следом наступает пауза (низкий ток, поддерживающий горение дуги), а затем происходит новый стремительный рост.
Существуют разные виды импульсов, и сначала мы поговорим о тех из них, которые выдает аппарат аргонодуговой сварки (TIG) при включении на нем функции Pulse.
Как работает импульсная TIG-сварка
При запуске «пульса» на аппарате TIG-сварки начинает подаваться импульсный ток, величина которого периодически меняется от пикового до базового значения. В период максимального тока происходит плавление металла, а на минимальном токе – на токе паузы – металл остывает.
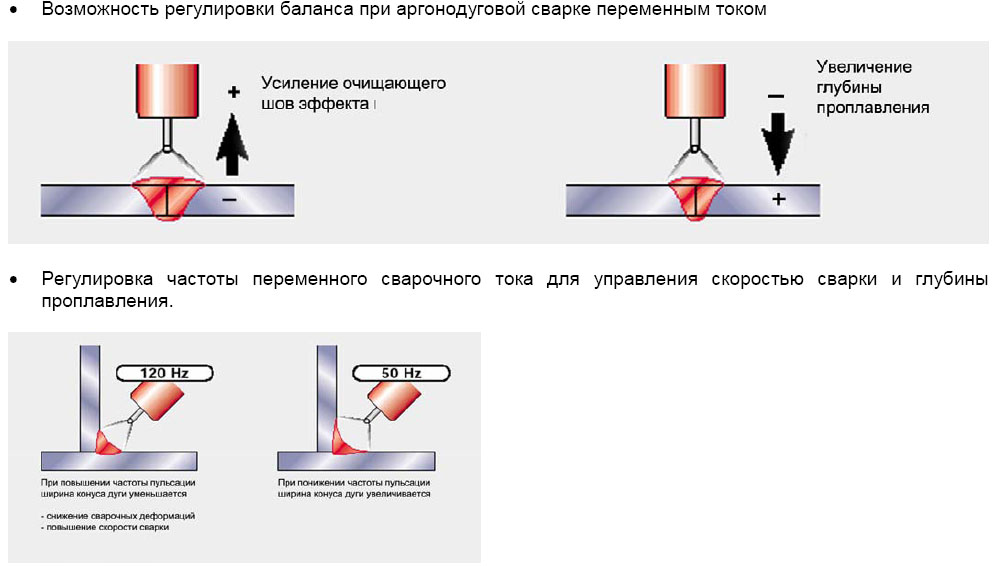
Следует отметить, что у импульсной аргонодуговой сварки есть и еще один плюс. Он заключается в возможности сконцентрировать дугу за счет увеличения частоты импульсов тока. При высокой частоте сужается конус дуги, что, во-первых, снижает тепловложение в свариваемое изделие, а во-вторых, получается узкий аккуратный шов. Все вместе это дает возможность сваривать тонкий металл еще лучше.
Как следует из информации в начале статьи, импульсную сварку можно реализовать не только посредством «аргонника» с соответствующей функцией, но и с помощью аппарата полуавтоматической сварки (MIG), имеющего возможность генерировать пульсирующий ток. Однако импульсная сварка полуавтоматом отличается от сварочного процесса, запуcкаемого включением режима Pulse на TIG-аппарате.
Однако импульсная сварка полуавтоматом отличается от сварочного процесса, запуcкаемого включением режима Pulse на TIG-аппарате.
При полуавтоматической сварке в режиме «пульса» сварочный аппарат генерирует ток в виде импульсов сложной формы, устраняющих проблему разбрызгивания расплавленного металла, которая возникает при обычной (не импульсной) сварке полуавтоматом на малых токах.
Эти импульсы плавят конец проволоки до ее соприкосновения со сварочной ванной, обеспечивают формирование капли и «сбивают» последнюю с торца проволочного электрода. Таким образом, происходит капельный перенос металла в сварочную ванну. И поскольку проволока в этом случае не касается поверхности свариваемых деталей, то не возникает короткого замыкания и, соответственно, расплавленный металл сварочной ванны не разбрызгивается совсем, либо разбрызгивается мало.
А благодаря отсутствию брызг:
не портится внешний вид сваренной конструкции;
нет необходимости в проведении трудоемких работ по очистке ответственных и декоративных конструкций от налипших капель;
экономно расходуется присадочный материал;
продлевается срок службы деталей горелки сварочного полуавтомата;
устраняются риски получения сварщиком ожога и возникновения пожара.

В общем, плюсов от присутствия в полуавтомате режима Pulse – немало. Однако у полуавтоматического сварочного процесса на «пульсе» есть и минус. Дело в том, что импульсная сварка – процесс теплоемкий: ведь чтобы сбрасывать импульсами капли расплавленного металла, требуется больше энергии, чем для сварки короткими замыканиями. По этой причине при импульсной сварке тонких деталей может произойти их деформация. Впрочем, у этой проблемы есть решение – режим двойного импульса (Double Pulse).
Сварка двойными импульсами
Любой современный сварочный полуавтомат, способный генерировать пульсирующий ток, имеет два импульсных режима работы – обычный (Pulse), о котором рассказывалось выше, и двухимпульсный (Double Pulse).
Последний характеризуется тем, что в нем на импульсы, отвечающие за капельный перенос присадочного материала, накладывается чередование импульсов нарастающей и убывающей мощности.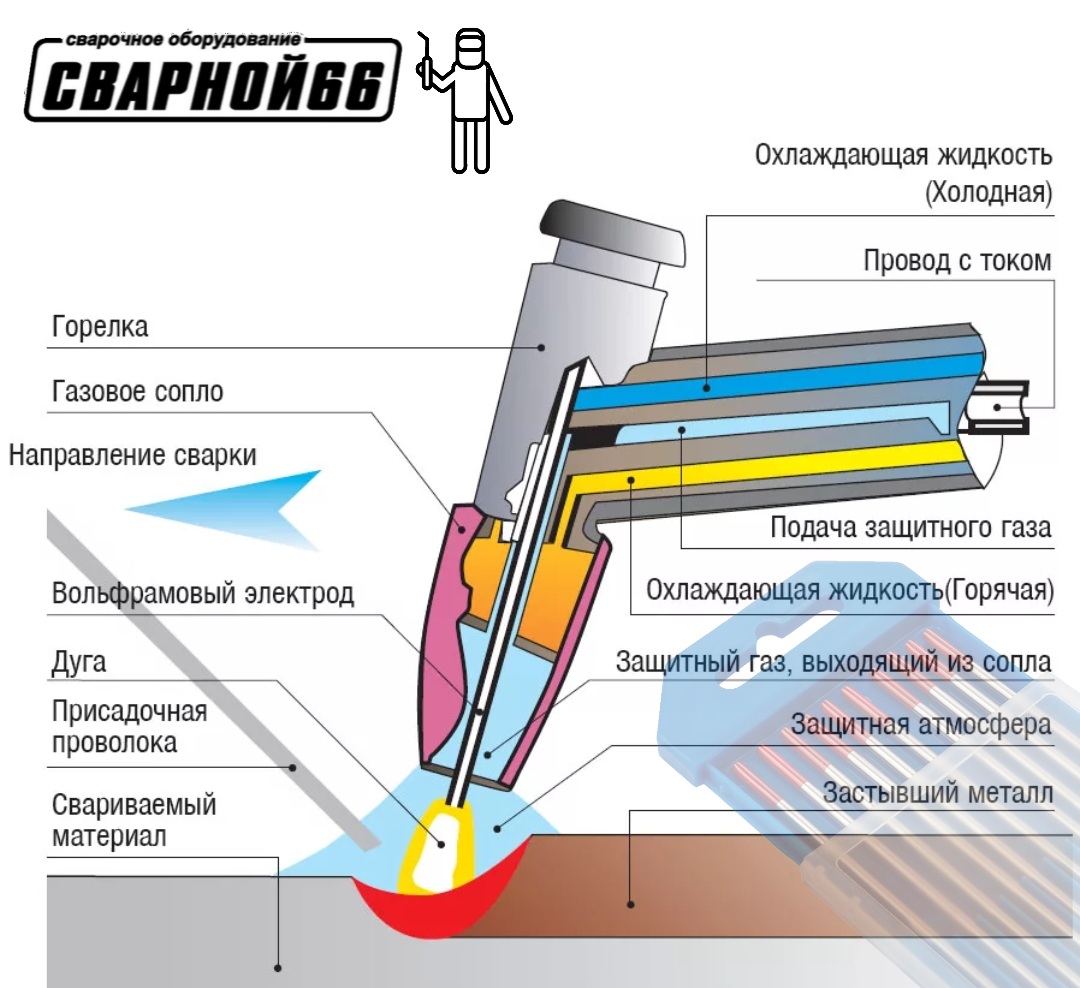
Таким образом, в режиме Double Pulse сварочный процесс протекает не только без образования брызг, но и без перегрева металла, поскольку проблема излишнего тепловложения решается присутствием в процессе фазы убывающей мощности.
Именно поэтому полуавтоматическая двухимпульсная сварка в первую очередь применяется для соединения деталей малой толщины. Кроме того, при сварке двойными импульсами формируется прочный и внешне красивый шов, так что MIG Double Pluse подходит и для работы с ответственными конструкциями.
Где купить импульсный сварочный аппарат
Как уже говорилось в начале статьи, наличие у сварочного аппарата импульсного режима приводит к удорожанию его стоимости. Это связано со сложностью начинки импульсного «сварочника», частью которой являются микроэлектронные компоненты. Например, полуавтоматы оснащаются такой микроэлектроникой, которая должна под определенный тип и диаметр проволоки, определенный материал свариваемых деталей и определенный ток подобрать такие импульсы, которые смогли бы обеспечить стабильный перенос мелких капель металла в сварочную ванну.
Но при всем при этом импульсный полуавтомат или «аргонник» – весьма полезное устройство, которое в ряде случаев обеспечивает более высокое качество соединения, чем обычный аппарат полуавтоматической или аргонодуговой сварки.
И если вы решили приобрести именно аппарат импульсной сварки, обратите внимание на продукцию известного бренда Foxweld. Заходите в наш каталог, где представлен широкий спектр импульсного сварочного оборудования, и вы обязательно найдете подходящую вам модель. А если у вас возникнут проблемы с выбором – позвоните по бесплатному телефону +7 (800) 250-78-85 в компанию Foxweld, и наши специалисты дадут вам компетентную консультацию и предложат оптимальный вариант решения вашей задачи.
Товары на сайте по темеПредыдущая К списку статей Следующая
Связаться с Foxweld
[email protected]+7 (800) 250-78-85
+7 (495) 739-07-19
Пн — пт с 8:30 – 17:00
© 2023 Группа компаний «FoxWeld»
Политика конфиденциальности
что нужно для полуавтоматической сварки
с помощью автомата и полуавтомата позволяет создавать высококачественные надежные соединения деталей из разнообразных металлов совершенно любой толщины.
По этой причине она широко применяется на крупных производственных предприятиях разных отраслей промышленности. Но работа с полуавтоматическим оборудованием отличается от сварки полностью автоматизированным агрегатом.
Содержание
- Полуавтоматическая сварка: принцип работы, видовое разнообразие
- Правильная техника сварки с помощью полуавтомата
- Особенности сварных работ в среде защитного газа
- Технология работы с алюминием
- Сварка с проволокой
- Основные правила при проведении сварочных работ
- Заключение
Полуавтоматическая сварка: принцип работы, видовое разнообразие
Сварочный аппарат состоит из следующих компонентов:
- ;
- шланг для подачи проволоки;
- механизм подачи проволоки;
- панель управления рабочими процессами;
- проволока в мотке;
- электропровод;
- система полуавтоматического управления;
- шланг для подачи газа;
- редуктор для снижения газового давления;
- нагреватель;
- баллон с газом высокого давления;
- выпрямитель.

На отечественном рынке присутствует большое разнообразие подобного оборудования. Дабы упорядочить его виды, обратимся к одной из наиболее распространенных классификаций. По мере автоматизации сварных процессов сварочные аппараты могут быть ручными, полуавтоматическими и автоматическими.
Первый тип подобного оборудования более подходит для бытового использования, а второй и третий – для применения на крупных предприятиях, так как сварочные автоматы, полуавтоматы отличаются более высокой производительностью за единицу времени, а также позволяют получить более качественные соединения металлов, нежели при работе ручным сварным агрегатом.
Но стоит заметить, что автоматические сварки стоят значительно дороже ручных агрегатов, поскольку характеризуются более высоким комфортом для пользователя, имеют широкие функциональные возможности, работают дольше.
Полуавтоматы выступают наиболее приемлемым вариантом по соотношению цены, комфортабельности работы и количества функций.
Чтобы понять иные достоинства полуавтоматов, нужно уяснить, как работает полуавтоматическая сварка:
- внутри аппарата находится катушка с проволокой, выполняющей функцию плавящегося электрода и автоматический механизм подачи такой проволоки;
- подвижная проволока пропускается через газовое сопло под напряжением, что приводит к ее расплавлению;
- стабильная длина дуги обеспечивается автоматическим механизмом подачи сварки;
- оператор выбирает на свое усмотрение направление тока и скорость подачи проволоки для сварки, учитывая вид металла и скорость перемещения газовой горелки.
Понимание принципа работы полуавтоматической сварки позволяет уяснить, чем отличается автомат от полуавтомата. В автомате абсолютно все процессы автоматизированы, то есть, выполняются системой управления. В полуавтоматических сварочных аппаратах, как было сказано выше, некоторые из операций остаются за сварщиком.
Полуавтоматическая сварка делится на разные виды, исходя из наличия определенных характеристик.
По способу защиты материала в процессе выполнения сварных работ различают полуавтоматы для сварки:
- под флюсом;
- в инертных и активных газах.
Также полуавтоматы могут быть:
- Однофазными.
Функционируют от сети с напряжением в 220В, но если оно скачет, электрическая дуга не будет постоянной. Такое положение дел опасно появлению дефектов на сварных соединениях. - Трехфазными.
Функционируют не от каждой розетки, однако гарантируют высокое качество работы при любых нагрузках.
Чтобы стать высококвалифицированным сварщиком, важно уяснить, что нужно для сварки полуавтоматом: каких правил придерживаться, какие расходные материалы использовать.
Правильная техника сварки с помощью полуавтомата
Техника варения сварочным полуавтоматом крайне важна для получения качественных соединений, которые не утратят первоначальных эксплуатационных параметров со временем.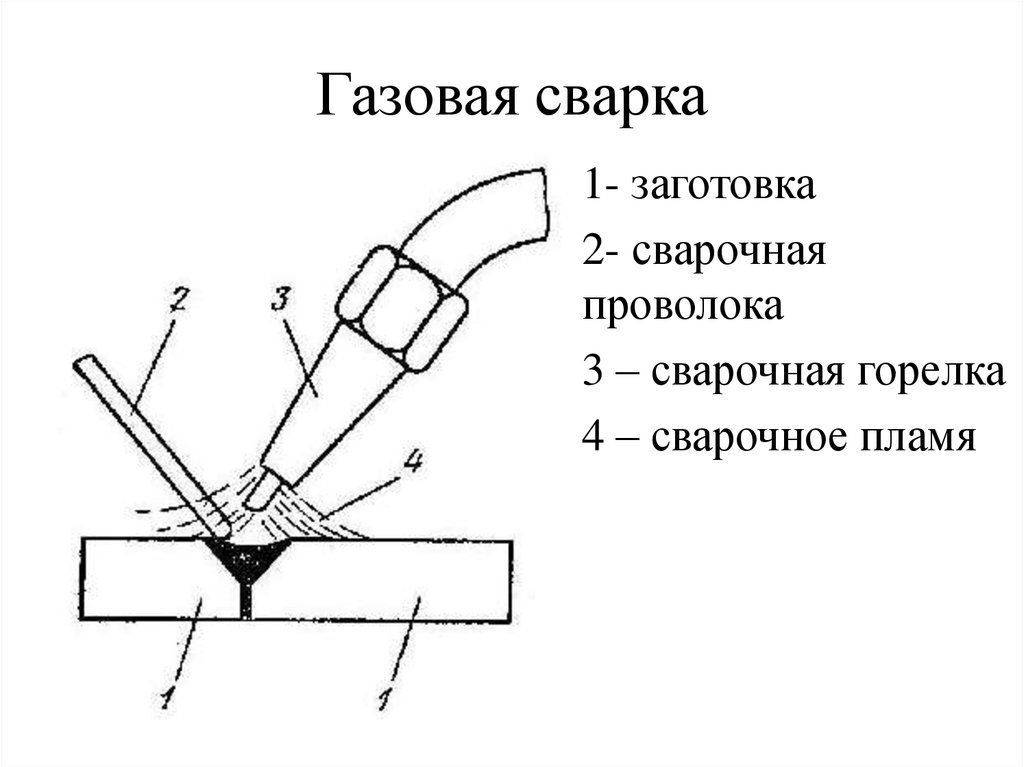 Она отличается от технологии выполнения электродуговой .
Она отличается от технологии выполнения электродуговой .
Существенно и различие автоматически функционирующих приборов от полуавтоматических агрегатов. Рассмотрим основные техники сварных работ полуавтоматом.
Особенности сварных работ в среде защитного газа
При выполнении сварочных работ с использованием полуавтоматического оборудования может применяться газ. Это позволяет снизить процесс окисления металлической детали, подвергаемой сварке, и повысить прочностные характеристики созданного соединения.
Газ для сварочного можно применить разный, но чаще остальных используют: углекислый газ, гелий. Объяснить такую тенденцию можно их доступностью и низким расходованием при выполнении сварных работ.
Важно! При работе с углекислотой крайне важно качество предварительной подготовки свариваемой детали: чем тщательнее выполнена зачистка металлической поверхности, тем меньше вероятность, что на ней останутся частички пыли, грязи, остатки лакокрасочных изделий, ржавчина. Зачистку выполняют с помощью наждачной бумаги или железной щетки.
Зачистку выполняют с помощью наждачной бумаги или железной щетки.
Технология сваривания позволит понять, как пользоваться сварочным аппаратом при работе с газами.
Сварка в среде защитного газа.Их существует несколько видов:
- Непрерывное сваривание подразумевает ведение горелкой или электродом от начала и до конца шва.
Такая техника требует большого мастерства. - предполагает соединение металлических деталей путем организации множества сварных точек, а не при помощи сплошной дорожки.
- Сварное соединение коротким замыканием осуществляется, в большинстве ситуаций, для тонколистового металла путем его расплавления за счет подачи импульсов от короткого замыкания, образуемого в аппарате.
После замыкания расплавленный металл образует каплю, которая и соединяет две детали.
Многие мастера выбирают режим переменного тока при выполнении сварки полуавтоматом с углекислым газом. В начале работы оборудование следует настроить, исходя из типа рабочего металла и его толщины. Режим сварки определит расход газа, а вот проволока расходуется, в среднем, по 4 см за секунду.
Режим сварки определит расход газа, а вот проволока расходуется, в среднем, по 4 см за секунду.
На заметку! Уточнить настройки можно в таблицах ГОСТа с указанием актуального режима и норм для каждого вида металла.
После настройки оборудования и подготовки деталей можно начать соединение поверхностей с помощью полуавтомата. Включите подачу газа, возбудите электрическую дугу, коснувшись проволокой рабочей детали. Нажатие на кнопку Пуск на корпусе агрегата запускает механическую подачу электрода.
Качество швов определит соблюдение важных нюансов при работе:
- держите и ведите проволоку строго прямо, но не вплотную к заготовке, чтобы сохранить хороший обзор сварной ванны;
- соблюдайте нужный интервал между кромками свариваемых деталей при работе;
- согласно данной технологии толщина изделия до 1 см требует зазора не более 1 мм, а толщина изделия более 1 см требует зазора в размере 10% от данной величины.
 Как настроить давление защитного газа и его расход.” src=”https://www.youtube.com/embed/HJK7hbwLk34?feature=oembed” frameborder=”0″ allow=”accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture” allowfullscreen=””>
Как настроить давление защитного газа и его расход.” src=”https://www.youtube.com/embed/HJK7hbwLk34?feature=oembed” frameborder=”0″ allow=”accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture” allowfullscreen=””> Технология работы с алюминием
Сварка полуавтомат позволяет варить разного рода металлы, и в том числе алюминий.
Схема сварки металла горелкой.Но при работе с таким металлом важно соблюдать особые правила, поскольку процесс характеризуется особенными свойствами:
- Поверхность алюминия покрыта тонким слоем амальгамы с температурой плавления намного выше, нежели у самого металла.
Поэтому потребуется применить инертный газ – аргон. - Алюминий быстро поддается плавлению, поэтому течет.
Чтобы избежать негативных последствий при работе сварочным полуавтоматом, примените подложка. - Сама сварка осуществляется плавящимися электродами при постоянном токе обратной полярности.
То есть, на деталь фиксируется отрицательный заряд, а на горелке – положительный.
Описанные приемы выполнения сварки алюминия позволят добиться качественного плавления заготовки и быстрого разрушение верхнего слоя, что в итоге обеспечит сварщику возможность создать надежные сварные швы.
Сварка с проволокой
полуавтоматического типа позволяет работать в газовой среде или без применения углекислоты, гелия, аргона. Соединения металлических деталей можно выполнить под флюсом, но такую технологию чаще используют в промышленных условиях, чем в быту из-за высокой стоимости флюса.Для понимания специфики работы таким методом, стоит выяснить основные характеристики флюса. Это порошок, который помещен в середину сварного электрода.
Он плавится при воздействии высокой температуры и выделяет облако газа, надежно защищающее сварную ванну от риска окислиться. При этом инертный газ из баллона не расходуется.
При этом инертный газ из баллона не расходуется.
На заметку! Основное достоинство порошкового электрода состоит в том, что он позволяет варить под открытым небом и в закрытом помещении при сквозняке. А это невозможно при газовой сварке, поскольку дорожка из-за ветра качественной не получится.
Специалисты не рекомендуют использовать полуавтомат вместе с самозащитными электродами, если работать приходится со слишком тонкими листами или среднеуглеродистой сталью. Иначе могут появиться дефекты в виде горячих трещин.
А чтобы повысить температуру сварной электрической дуги для максимально оперативного расплавления порошка внутри сварного электрода, стоит применить обратную полярность.
Основные правила при проведении сварочных работ
Принцип полуавтоматической сварки проволокой.
При выполнении сварочных работ на промышленных объектах используется сварка автомат или полуавтомат: в чем разница между этими видами сварных приборов максимально быстро поймет опытный мастер:
- сопровождается механизированным движением дуги и подачей электродов;
- полуавтоматическая сварка подразумевает механизированную подачу проволоки и ручное перемещение дуги.
Новичку в подобных вопросах важно овладеть основными правилами высококачественной сварки. Стать профессионалом и мастерски справляться с полуавтоматом можно только при изучении всех тонкостей сварки таким типом сварного оборудования.
Немаловажно при этом соблюдать технику безопасности: надевайте форму и маску для защиты от ультрафиолетового ожога. Внимательно изучите и всегда придерживайтесь норм и стандартов по ГОСТу. Не пренебрегайте правилами, которые помогут уберечься от травм.
Использовать преимущества полуавтоматической сварки в полной мере можно только, если понимать специфику работы с таким оборудованием.
Специалисты рекомендуют выполнить пробный шов на черновой детали или в том участке детали, где он будет практически не заметен. Это позволит убедиться в правильности установленных настроек на полуавтомате для сварки.
Обязательно прочтите инструкцию к прибору перед его включением, а в последствие соблюдайте ее беспрекословно.
Важно! Полуавтоматическая сварка не может работать без перерывов. Периодически делайте паузы, как указано в инструкции к прибору.
Заключение
Полуавтоматом для сварки пользуются как на промышленных объектах, так и для выполнения бытовых операций. Чтобы работать сваркой полуавтоматического типа мастерски, важно понимать, для чего нужен такой прибор: он позволяет выполнять надежные и долговечные сварные соединения металлических деталей.
При этом некоторые процессы в работе автоматизированы и не требуют внимания со стороны сварщика, но есть и такие, которые потребуется выполнить вручную.
 Сварка полуавтоматом” src=”https://www.youtube.com/embed/eqXtmUZiZGk?feature=oembed” frameborder=”0″ allow=”accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture” allowfullscreen=””>
Сварка полуавтоматом” src=”https://www.youtube.com/embed/eqXtmUZiZGk?feature=oembed” frameborder=”0″ allow=”accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture” allowfullscreen=””> Сварка – что это такое? Как это работает? 12 Объяснение типов
Сварка — это производственный процесс, при котором два или более металлов соединяются с использованием тепла, давления или того и другого для образования прочной постоянной связи. Свариваемые материалы обычно включают металлы и термопласты, но также возможна сварка других материалов, таких как дерево.
Современная сварка была изобретена в 1800 году, когда сэр Хамфри Дэви зажег электрическую дугу с помощью батареи и двух угольных электродов. С тех пор сварка превратилась в очень универсальные формы, проложив путь для ее использования в различных приложениях, от небольших проектов «сделай сам» до крупномасштабных производственных сборок.
Различные процессы сварки являются основными в большинстве отраслей промышленности, поэтому давайте разберемся, как они работают и на каких принципах они основаны.
Как работает сварка?
Сварка — это высокотемпературный процесс, при котором основные материалы плавятся. Это также является основным отличительным фактором от пайки и пайки твердым припоем, при которых плавится только присадочный материал и не происходит сплавления между исходными материалами.
Сварочные работы путем соединения двух и более заготовок вместе при высоких температурах. Тепло вызывает сварочную ванну из расплавленного материала, который после охлаждения затвердевает как единое целое, образуя сварной шов. Сварной шов может быть даже прочнее основного металла.
Существует множество различных видов сварки, но все они связаны с нагреванием или давлением для расплавления металлов и создания сварных соединений. Источник тепла или давления может варьироваться в зависимости от применения и используемого материала.
Металлы известны как наиболее часто свариваемые материалы, учитывая их простые и простые принципы сварки. Сварка пластика также довольно распространена, но сварка дерева находится только в зачаточном состоянии.
Сварка пластика также довольно распространена, но сварка дерева находится только в зачаточном состоянии.
На процесс сварки влияет множество факторов, таких как потребность в специальных дополнительных инструментах, защитных газах, сварочных электродах и присадочном материале. Давайте подробнее рассмотрим некоторые из наиболее распространенных методов сварки, используемых сегодня, и выясним, что делает каждый из них уникальным.
Различные типы сварки
Хотя основная концепция сварки довольно проста, мы классифицируем их по используемому источнику энергии. По мере того, как мы еще больше разбиваем эти подкатегории, мы можем глубже погрузиться в принципы работы каждого отдельного метода.
Дуговая сварка
Дуговая сварка включает в себя некоторые из наиболее известных сварочных процессов, и именно они, скорее всего, приходят на ум при визуализации процесса сварки в целом. В этих процессах электрическая дуга выделяет тепло между электродом и свариваемым металлом. Электрод может быть расходуемым или нерасходуемым, а его источник питания может варьироваться от переменного (AC) до постоянного тока (DC).
Электрод может быть расходуемым или нерасходуемым, а его источник питания может варьироваться от переменного (AC) до постоянного тока (DC).
Сварка MIG/MAG
Дуговая сварка металлическим электродом в среде защитного газа (GMAW), также известная как сварка MIG/MAG (металлический инертный газ/металлический активный газ), используется непрерывный проволочный электрод, подаваемый через сварочный пистолет. По мере того как электрическая дуга плавит электродную проволоку, она затем сплавляется вместе с основными металлами в сварочной ванне.
Одновременно в зону сварки подается защитный газ для создания защитного слоя от атмосферных загрязнений.
Простота этого метода сварки делает его одним из предпочтительных вариантов для промышленной сварки, производства, строительства и автомобильной промышленности. GMAW в значительной степени заменил сварку атомным водородом (AHW), в основном из-за доступности недорогих инертных газов.
Сварка ВИГ
При сварке вольфрамовым электродом в среде инертного газа используется неплавящийся вольфрамовый электрод и защитный инертный газ. В отличие от сварки MIG/MAG, использование отдельного присадочного металла при сварке TIG не является обязательным и зависит от проекта.
В отличие от сварки MIG/MAG, использование отдельного присадочного металла при сварке TIG не является обязательным и зависит от проекта.
Процесс дуговой сварки вольфрамовым электродом в среде защитного газа (GTAW) создает точные и высококачественные сварные швы с большим проплавлением, что делает его пригодным для различных применений, например, в аэрокосмической и автомобильной промышленности. В то время как сварка TIG имеет более крутую кривую обучения, чем сварка MIG, множество регулируемых характеристик и функций сварочного аппарата TIG делают этот процесс очень универсальным.
Дуговая сварка металлическим электродом в среде защитного газа
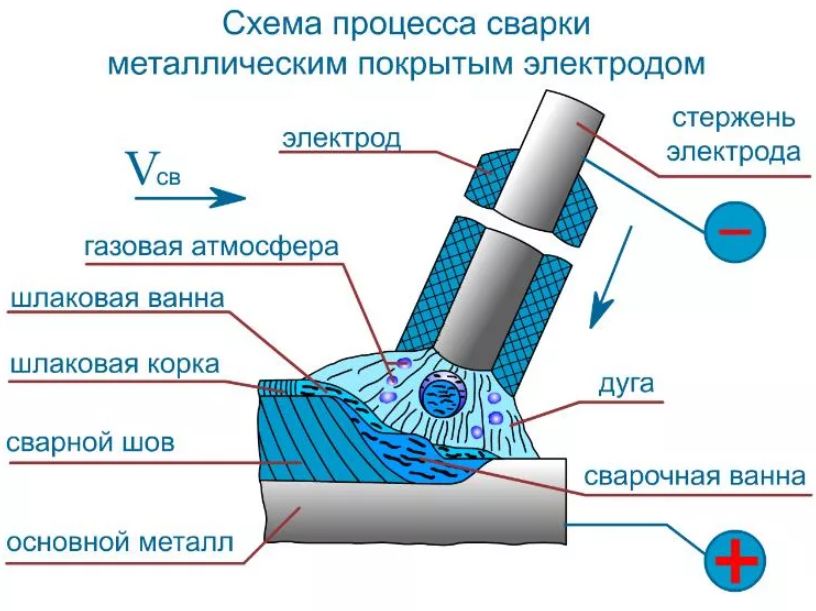
Дуговая сварка металлическим электродом в среде защитного газа (SMAW), также известная как ручная дуговая сварка металлическим электродом (MMAW/MMA) или просто сварка электродом, при которой для соединения металлов используется расходуемый металлический электрод с флюсовым покрытием.
Когда мы ударяем электрод по основному металлу, возникает дуга, расплавляющая материалы в сварочной ванне. Флюс выделяет защитный газ для защиты металла сварного шва от загрязнения. Отложения шлака удаляются после процесса охлаждения с помощью обычных инструментов, таких как проволочная щетка.
Флюс выделяет защитный газ для защиты металла сварного шва от загрязнения. Отложения шлака удаляются после процесса охлаждения с помощью обычных инструментов, таких как проволочная щетка.
SMAW — это надежный процесс сварки, обеспечивающий универсальность при сварке различных металлов и различных условий. Он также портативный и легкий, без бензобака, как в случае с некоторыми другими методами сварки, упомянутыми ранее. Сварочный электрод поставляется в виде сварочного стержня, что делает его идеальным для труднодоступных мест и неудобных положений при сварке.
Дуговая сварка с флюсовой проволокой
Дуговая сварка с флюсовой проволокой (FCAW) — это автоматический или полуавтоматический процесс, в котором используется сварочный электрод, содержащий флюсовый сердечник, действующий как защитный агент. Дополнительная защита от загрязнений называется FCAW с двойной защитой, при которой наряду с порошковым электродом используется защитный газ.
FCAW хорошо подходит для черных металлов и операций, не требующих предварительной очистки. Его лучше всего использовать для ремонта труб, судостроения, наружной и подводной сварки из-за его невероятной защиты от внешних условий.
Его лучше всего использовать для ремонта труб, судостроения, наружной и подводной сварки из-за его невероятной защиты от внешних условий.
Хотя FCAW и GMAW — это два разных типа сварки, единственное существенное различие заключается в защите зоны сварки с помощью электродов и защитных газов.
Газовая сварка
Газовая сварка, или кислородно-топливная сварка, является одной из старейших форм тепловой сварки, в которой для соединения металлических поверхностей используются кислород и горючие газы. Этот метод сварки обычно использует ацетилен или бензин в качестве горючего газа, что делает его известным как кислородно-ацетиленовая, кислородно-бензиновая сварка. Другие газы, такие как водород и пропан, можно использовать для пайки и пайки цветных металлов, но они не выделяют достаточного количества тепла для плавления стали.
Уникальным свойством газовой сварки является то, что она не работает от электричества, что делает ее приемлемым выбором, если она недоступна. Этот метод сварки позволяет сплавлять черные и цветные металлы и позволяет сваривать как тонкие металлические профили, так и стальные листы. Этот процесс относительно прост в освоении и недорог по своей природе.
Этот метод сварки позволяет сплавлять черные и цветные металлы и позволяет сваривать как тонкие металлические профили, так и стальные листы. Этот процесс относительно прост в освоении и недорог по своей природе.
Это же оборудование можно использовать для газокислородной резки при регулировке потока газа для управления профилем пламени.
Плазменная сварка
Плазменная дуговая сварка
Принцип плазменно-дуговой сварки аналогичен сварке ВИГ, но горелка сконструирована таким образом, что инертный газ выходит из сопла с более высокой скоростью по узкому и узкому пути. Плазма создается при воздействии на дугу инертного газа, который ионизируется при попадании в область. Это приводит к температурам сварки до 28000 °C, при которых можно расплавить любой металл. Высокие рабочие температуры плазменных горелок (наряду с газовыми горелками) позволяют использовать эти процессы для сварки и резки.
Плазма создается при воздействии на дугу инертного газа, который ионизируется при попадании в область. Это приводит к температурам сварки до 28000 °C, при которых можно расплавить любой металл. Высокие рабочие температуры плазменных горелок (наряду с газовыми горелками) позволяют использовать эти процессы для сварки и резки.
Плазменная сварка является одним из самых чистых методов сварки, поскольку высококонцентрированное тепло создает узкий валик, что приводит к минимальному разбрызгиванию. Он идеально подходит для таких приложений, как аэрокосмическое производство, где требуется высочайшая точность. Плазменная сварка является одним из наиболее востребованных автоматизированных сварочных процессов, поскольку она требует низких эксплуатационных расходов и обеспечивает точные и аккуратные сварные швы.
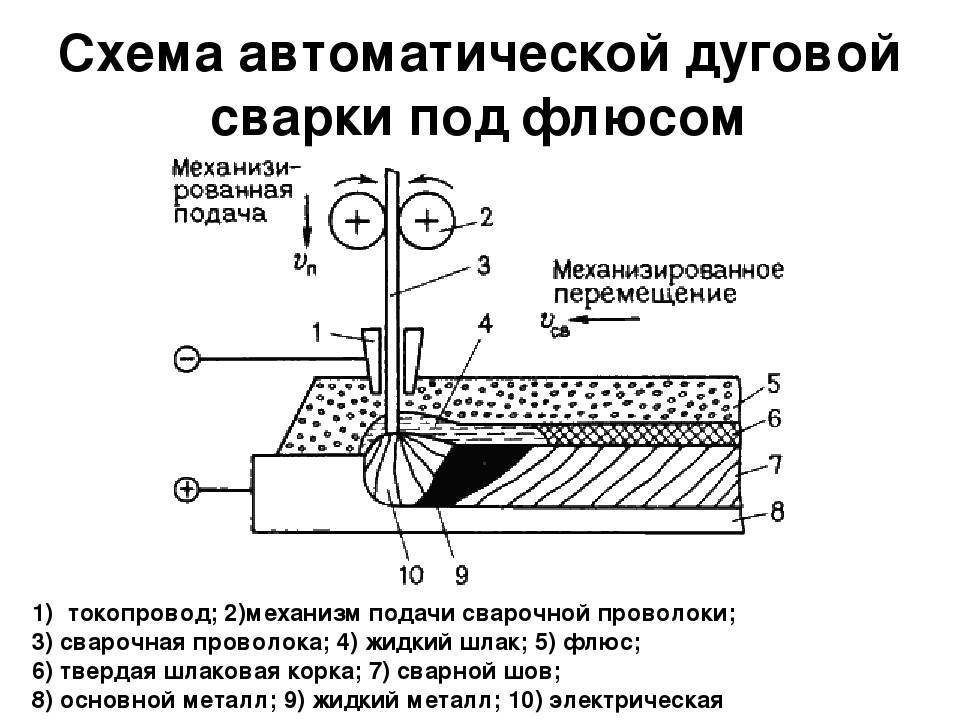
Дуговая сварка под флюсом
 youtube.com/embed/H6QGLGJ-BOE?start=12&feature=oembed&iv_load_policy=3&modestbranding=1&rel=0&autohide=1&playsinline=0&autoplay=0&enablejsapi=1″ frameborder=”0″ sandbox=”allow-scripts allow-same-origin allow-presentation allow-popups allow-popups-to-escape-sandbox” scrolling=”no” src=”https://www.youtube.com/embed/H6QGLGJ-BOE?start=12&feature=oembed&iv_load_policy=3&modestbranding=1&rel=0&autohide=1&playsinline=0&autoplay=1&enablejsapi=1″ title=”Submerged Arc Welding”/>
youtube.com/embed/H6QGLGJ-BOE?start=12&feature=oembed&iv_load_policy=3&modestbranding=1&rel=0&autohide=1&playsinline=0&autoplay=0&enablejsapi=1″ frameborder=”0″ sandbox=”allow-scripts allow-same-origin allow-presentation allow-popups allow-popups-to-escape-sandbox” scrolling=”no” src=”https://www.youtube.com/embed/H6QGLGJ-BOE?start=12&feature=oembed&iv_load_policy=3&modestbranding=1&rel=0&autohide=1&playsinline=0&autoplay=1&enablejsapi=1″ title=”Submerged Arc Welding”/> Дуговая сварка под флюсом
Дуговая сварка под флюсом (SAW) работает аналогично SMAW, которая защищает металл сварного шва с помощью флюса. Сварочная технология, лежащая в основе этого автоматического или полуавтоматического процесса сварки, использует отдельный бункер для флюса, который наносит гранулированный присадочный металл на сварной шов.
Этот метод сварки создает стабильные и чистые сварные швы, что делает его лучше, чем большинство обычных процессов ручной сварки. Это отличный выбор для металлов, таких как никель, сталь и нержавеющая сталь, и часто используется для производства труб, сосудов под давлением и котлов.
Это отличный выбор для металлов, таких как никель, сталь и нержавеющая сталь, и часто используется для производства труб, сосудов под давлением и котлов.
Сварка сопротивлением
Сварка сопротивлением или сварка давлением использует приложение давления и тока между двумя металлическими поверхностями для создания плавления. Заготовки соприкасаются друг с другом под высоким давлением с током, проходящим через точку контакта. Сопротивление в металлах генерирует тепло, которое сплавляет металлические поверхности заготовки.
Точечная сварка
Точечная сварка сопротивлением (RSW) использует два электрода для прижатия друг к другу перекрывающихся металлов, в то время как сварочный ток подается через резистивные металлы. Вырабатывается тепло, и металлические поверхности сплавляются друг с другом, образуя сварной шов в форме пуговицы или самородка.
Металлы сплавляются с использованием большого количества энергии за короткий промежуток времени (около 10-100 миллисекунд), соединяя заготовки почти мгновенно. Область вокруг точки сварки остается неповрежденной избыточным теплом, поэтому зона термического влияния при точечной сварке минимальна.
Область вокруг точки сварки остается неповрежденной избыточным теплом, поэтому зона термического влияния при точечной сварке минимальна.
Точечная сварка чаще всего автоматизируется с помощью сварочных роботов. Это делает его одним из наиболее эффективных методов сварки, используемых на сборочных линиях, и, таким образом, привлекательным выбором для автомобильной, электронной и обрабатывающей промышленности.
Шовная сварка
Шовная сварка
Шовная сварка — это подкатегория точечной сварки, в которой используются два электродных колеса для приложения давления при пропускании тока через заготовку. Сварочный аппарат может создавать отдельные приварные точки к заготовке, подавая ток через определенные промежутки времени, или он может быть непрерывным, в зависимости от проекта.
Сварочный аппарат может создавать отдельные приварные точки к заготовке, подавая ток через определенные промежутки времени, или он может быть непрерывным, в зависимости от проекта.
Соединения, создаваемые контактной шовной сваркой, получаются плотными, а процесс невероятно быстрым и чистым, что делает его идеальным выбором для автоматизированной сварки. Промышленность по производству листового металла использует шовную сварку для производства жестяных банок, радиаторов и стальных бочек.
Лазерная сварка
 youtube.com/embed/x6dPhwVFrJU?feature=oembed&iv_load_policy=3&modestbranding=1&rel=0&autohide=1&playsinline=0&autoplay=1&enablejsapi=1″ title=”Laser Beam Welding”/>
youtube.com/embed/x6dPhwVFrJU?feature=oembed&iv_load_policy=3&modestbranding=1&rel=0&autohide=1&playsinline=0&autoplay=1&enablejsapi=1″ title=”Laser Beam Welding”/> Лазерная сварка
Лазерная сварка (LBW) использует, как следует из названия, лазерный луч в качестве концентрированного источника тепла для расплавления металлов и создания сварных швов. Высокая удельная мощность LBW приводит к небольшим зонам термического влияния. Размер пятна лазера составляет от 0,2 до 13 мм, что делает его пригодным для сварки материалов различной толщины, обеспечивая лучший результат, чем обычный процесс сварки.
Лазерная сварка быстро создает высококачественные сварные швы с малыми допусками. Этот процесс обычно автоматизирован и используется в автомобильной, медицинской и ювелирной промышленности.
Хотя может показаться, что поскольку кислородно-топливные и плазменные горелки могут использоваться как для сварки, так и для резки, это относится и к лазерным горелкам, но, как правило, это не так.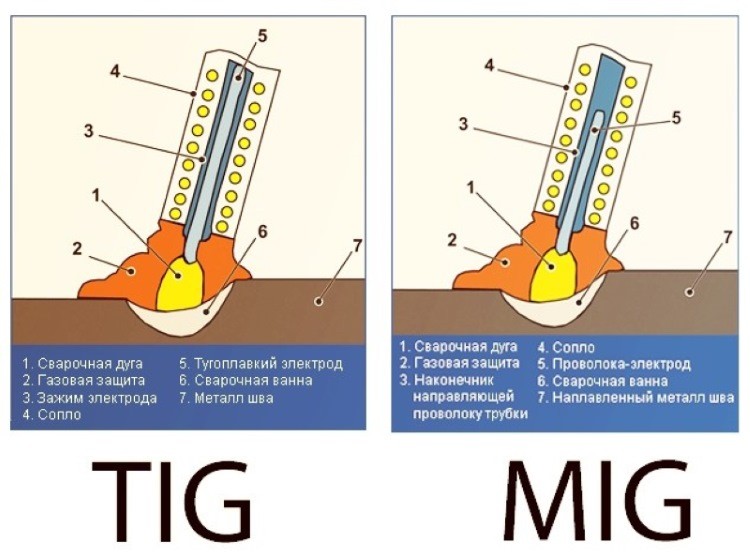 Стандартная лазерная режущая головка не может использоваться для сварки, а лазерная сварочная головка не может обеспечить скорость резки и качество, требуемые в большинстве промышленных применений.
Стандартная лазерная режущая головка не может использоваться для сварки, а лазерная сварочная головка не может обеспечить скорость резки и качество, требуемые в большинстве промышленных применений.
Электронно-лучевая сварка
Электронно-лучевая сварка
Электронно-лучевая сварка (ЭЛС) — это процесс сварки плавлением, при котором электроны, генерируемые электронной пушкой, разгоняются до высоких скоростей. Электронный луч создает кинетическую теплоту при контакте с основными металлами, заставляя их плавиться и образовывать сварочную ванну. Сварной шов создается по мере остывания соединения. Эта процедура сварки выполняется в контролируемом вакууме, чтобы предотвратить рассеивание лучей.
Электронный луч создает кинетическую теплоту при контакте с основными металлами, заставляя их плавиться и образовывать сварочную ванну. Сварной шов создается по мере остывания соединения. Эта процедура сварки выполняется в контролируемом вакууме, чтобы предотвратить рассеивание лучей.
Электронно-лучевая сварка обеспечивает точность, что делает ее ценным процессом для приложений, требующих минимальных искажений. Некоторые из его применений включают электронные компоненты, детали самолетов, резервуары для хранения и компоненты мостов. ЭЛС позволяет сваривать материалы, подверженные загрязнению.
Сварка трением
 youtube.com/embed/DH7HQie4fts?feature=oembed&iv_load_policy=3&modestbranding=1&rel=0&autohide=1&playsinline=0&autoplay=1&enablejsapi=1″ title=”Friction Welding”/>
youtube.com/embed/DH7HQie4fts?feature=oembed&iv_load_policy=3&modestbranding=1&rel=0&autohide=1&playsinline=0&autoplay=1&enablejsapi=1″ title=”Friction Welding”/> Сварка трением
Сварка трением — это процесс, в котором, как следует из названия, используется трение для сплавления металлов. В отличие от большинства сварочных процессов, для создания сварных швов не используется сварочная горелка, сварочные прутки или защитный газ. В процессе используется только тепло, выделяемое при высоких скоростях вращения, вибрации или поперечного контакта между двумя чистыми металлами для создания связи. Остаток металла, образующийся при этой процедуре, удаляется после процесса охлаждения.
Сварочное оборудование, используемое для сварки трением, более экологично, чем другие методы, поскольку оно не выделяет вредных сварочных дымов и не выделяет токсины в атмосферу. Его простота делает его отличным вариантом для сварки сверл, соединительных стержней, осевых труб и клапанов.
Безопасность при сварке
Все производственные процессы сопряжены с некоторыми рисками, и сварка не является исключением. Важно иметь надлежащие знания и сварочное оборудование, чтобы защитить себя от любых опасностей. Наряду с соблюдением мер предосторожности также необходимо использовать современное защитное снаряжение, такое как соответствующий сварочный шлем, перчатки и т. д.
Подведение итогов
Сварка прошла долгий путь с момента ее открытия в бронзовом веке, когда были разработаны примитивные кузнечные методы сварки. Сегодня он стал незаменимым инструментом, используемым как любителями, так и крупными предприятиями. Он стал одной из движущих сил индустриализации и по сей день продолжает изменять способы производства.
Поскольку сварка продолжает развиваться, ее стандарты и нормы также улучшаются со временем. Постоянно появляются новые возможности, позволяющие нам сваривать новые комбинации материалов, гарантируя и улучшая прочность сварного шва и безопасность процесса. С последними разработками в области гибридной сварки мы можем только ожидать, что технология сварки продолжит формировать будущее машиностроения.
С последними разработками в области гибридной сварки мы можем только ожидать, что технология сварки продолжит формировать будущее машиностроения.
Компания Fractory предлагает услуги по сварке в рамках нашего полного спектра услуг – от расчета стоимости до поставки. Наша сеть предварительно проверенных партнеров-производителей предлагает доступ к широкому спектру процессов и возможностей.
Как работает сварка? – Welding Headquarters
Сварка – это процесс плавления, при котором два или более различных металла и термопластичных компонентов соединяются вместе с помощью высокотемпературного тепла или давления, или того и другого. Это помогает комбинировать более мелкие и простые объекты для создания более сложных структур.
В процессе сварки детали соединяются путем расплавления присадочного материала (например, стали) в месте соединения. Комбинация достигается тремя основными методами: газовой сваркой, дуговой сваркой или лазерной сваркой.
В этом посте мы подробно рассмотрим, как работает сварка, процесс соединения разных деталей и основные виды сварки, которые используют профессионалы.
Основы сварки
Сначала вам нужно понять, что сварка отличается от пайки или пайки. При пайке наполнитель вжигается между двумя компонентами, которые плотно прилегают друг к другу. Только наполнитель сгорает и соединяется с обеими частями, образуя связь.
При сварке основные металлы или пластмассы также обжигаются, в результате чего они расплавляются и соединяются с наполнителем, образуя более надежное и прочное соединение.
Различные виды сварки
Для сварки металлов, пластика или дерева используется более дюжины различных сварочных процессов. Их можно разделить на две широкие категории; сварка давлением и процессы нагрева.
В категории нагрева вы можете найти различные методы сварки, от более простого кислородно-топливного метода до высокотехнологичного процесса, включающего лазерную сварку.
Однако, когда дело доходит до практического и коммерческого применения, большинство сварщиков обычно используют только четыре типа сварки. К ним относятся MIG, TIG, дуговая сварка и дуговая сварка с флюсовой проволокой. Каждый тип сварки имеет определенные преимущества и недостатки, и сварщик должен иметь соответствующую подготовку, чтобы эффективно их использовать.
К ним относятся MIG, TIG, дуговая сварка и дуговая сварка с флюсовой проволокой. Каждый тип сварки имеет определенные преимущества и недостатки, и сварщик должен иметь соответствующую подготовку, чтобы эффективно их использовать.
Как работает сварка
В этом руководстве мы сосредоточимся на процессе дуговой сварки плавлением. Он включает в себя различные подходы к применению дуги и типы соединений для получения требуемого соединения. Наиболее распространенными типами сварных соединений являются;
- Соединение встык: Образует соединение под углом 135-180° между двумя металлическими концами
- Соединение внахлестку: Этот сварной шов используется для углового соединения 0-5° между двумя перекрывающимися деталями
- Тройник: Может использоваться для соединения края одной детали с поверхностью другой детали под углом 5-90°
- Угловое соединение: Это соединение образует соединение под углом 30-135° между двумя металлическими кромками или концами
- Кромочное соединение: Общий сварной шов между кромками двух деталей, который может быть где угодно между 0-30° градусов
В процессе сварки сварщики в основном работают с двумя типами материалов, на которые им необходимо обращать внимание.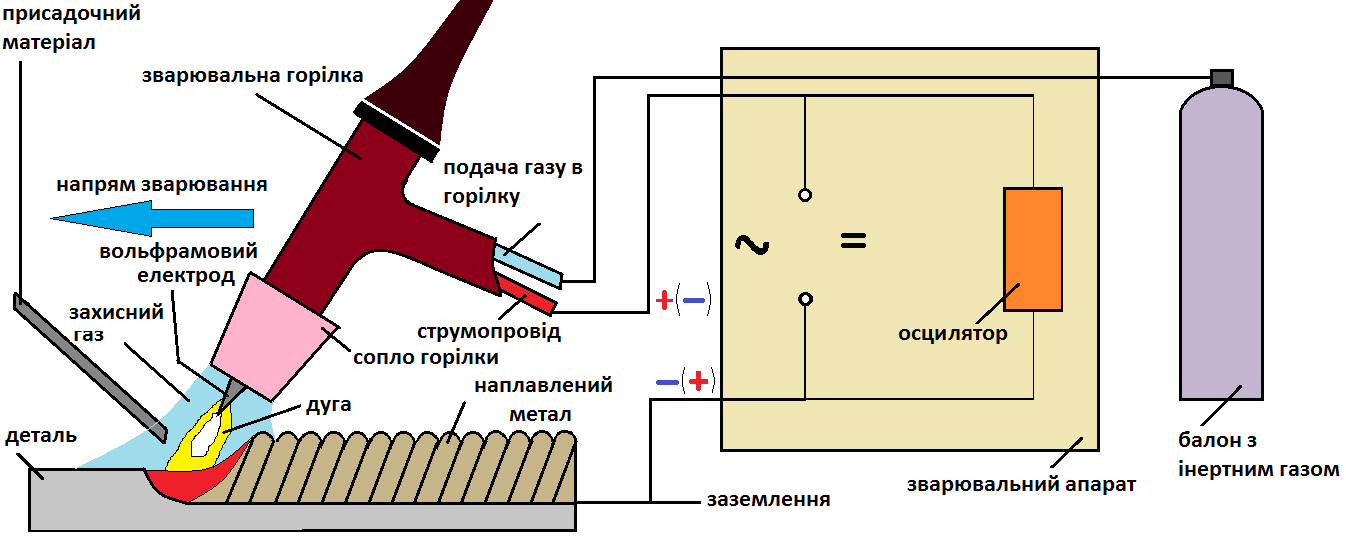
- Исходный материал: Сюда входят несколько металлических деталей, которые соединяются вместе в процессе сварки.
- Наполнители или расходные материалы Материал: Это дополнительные материалы, которые нагреваются в дуге и наносятся на или под поверхность швов для создания более прочного соединения.
Основные материалы, используемые при сварке
Сварку можно выполнять для различных материалов, включая металлы, пластмассы и даже дерево. Каждый из них требует различных температур и методов сварки.
Сварка металлов включает нагрев основного металлического материала , который затем плавится и соединяется с другими материалами для создания прочного сварного соединения. В рабочую зону подается высокая температура, которая создает ванну расплавленного материала, который охлаждается, образуя соединение. Обычно это соединение так же прочно, если не прочнее, чем сам исходный материал.
Защитный газ может использоваться для защиты расплавленной сварочной ванны и присадочного металла от загрязнения или окисления окружающей средой.
Помимо металлов, с помощью сварки можно также соединять пластмассы. Нагревание исходного пластикового материала осуществляется в три этапа. Во-первых, площадь поверхности подготавливается и соединяется с помощью давления. Тепло применяется короткими, контролируемыми импульсами. Материалам дают остыть, в то время как к материалам продолжают прикладывать давление для создания сварного шва.
Методы нагрева можно разделить на внутренние и внешние в зависимости от конкретного процесса, используемого для сварки.
Деревянный основной материал также может быть соединен сваркой. Материалы подвергаются большому давлению, а затем нагреваются за счет линейного трения, которое создает тепло на поверхности для соединения заготовок вместе. Процесс сварки древесины выполняется довольно быстро и обеспечивает прочный конечный результат без использования клея или гвоздей.
Различные типы сварочных процессов
Сварка электродом, сварка МИГ и ВИГ являются наиболее распространенными методами дуговой сварки металлов. Давайте кратко рассмотрим каждый из этих методов здесь.
Давайте кратко рассмотрим каждый из этих методов здесь.
Как работает дуговая сварка?
Дуговая сварка защищенным металлом, также известная как сварка стержнем, представляет собой метод сварки, при котором электрод подается в точку сварки, где дуга плавит и соединяет металлы.
Сварочный пистолет состоит из сердечника проволоки, который предназначен для создания высокотемпературной дуги на кончике электрода. Дуга подводится близко к заготовке и быстро отводится, оставаясь при этом достаточно близко к области соединения, чтобы создать температуру, которая может достигать 6500°F для плавления основного металла.
Для достижения наилучших результатов площадь поверхности расплавленного металла защищают от оксидов и нитратов, которые могут присутствовать в окружающей среде. Это делает электродуговую сварку идеальной для сварки трубопроводов, строительства, литья стали и ремонта тяжелого оборудования.
Метод сварки электродом является одним из самых дешевых и наименее затратных методов соединения металлических деталей.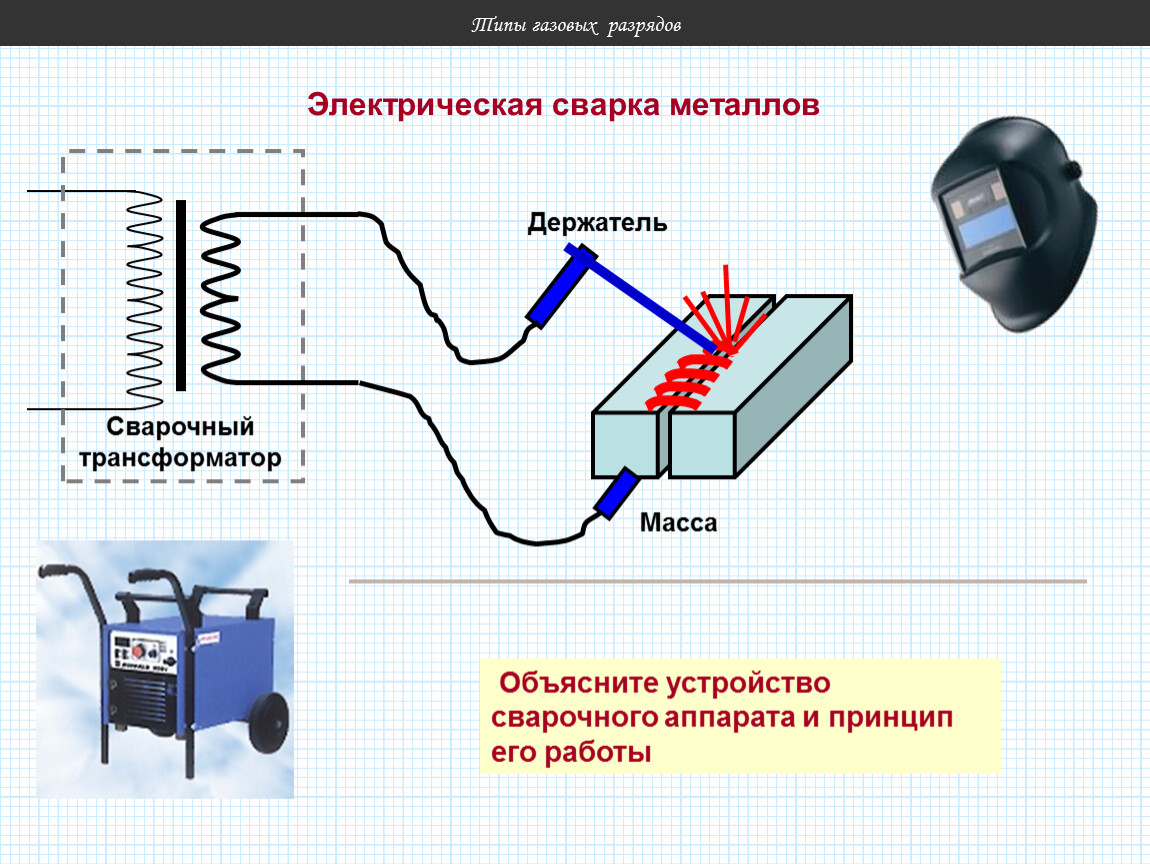 Это также один из самых портативных методов, поскольку сварочные пистолеты можно легко использовать в ограниченном пространстве. Защитный газ не используется при сварке электродом, в отличие от методов сварки TIG или MIG, и вы можете использовать сварку электродом, даже если вы находитесь на улице или работаете при сильном ветре или дожде.
Это также один из самых портативных методов, поскольку сварочные пистолеты можно легко использовать в ограниченном пространстве. Защитный газ не используется при сварке электродом, в отличие от методов сварки TIG или MIG, и вы можете использовать сварку электродом, даже если вы находитесь на улице или работаете при сильном ветре или дожде.
Еще одним преимуществом является то, что электродную сварку можно использовать на грязных или слегка ржавых металлах. Это подходящий метод для проектов сварки, где вы просто не можете использовать методы TIG или MIG.
Однако у сварки электродом есть и недостатки. Во-первых, он имеет меньшую расходную эффективность, так как при сварке таким способом довольно много отходов присадочного материала. Оператор также должен обладать высокой квалификацией и эффективно работать на открытом воздухе или в ограниченном пространстве. Сварка стержнем также требует больше времени для выполнения сварочных проектов, и вам потребуется немного больше времени, чем другим методам, чтобы овладеть необходимыми навыками. Также сложнее использовать электродуговую сварку для сложных или деликатных проектов, требующих предельной точности или эффективности.
Также сложнее использовать электродуговую сварку для сложных или деликатных проектов, требующих предельной точности или эффективности.
Метод дуговой сварки существует уже давно и обычно считается устаревшим по сравнению с методами защиты от старения MIG или TIG. Этот процесс требует большого количества ручных операций, что усложняет его для новых методов. Однако этот процесс необходим в некоторых ситуациях, когда трудно использовать сварку TIG или MIG из-за положения или угла наклона материалов или типа используемых материалов.
Сварка стержнем — очень недорогое решение, не требующее больших инвестиций в дорогостоящее оборудование. Качество окончательного сварного шва может быть не самым лучшим, в основном потому, что этот метод допускает только неглубокое проплавление, образование трещин и пористость. Соединения, сваренные стержнем, также более уязвимы к суровым погодным условиям.
Как работает сварка MIG?
Сварка MIG, также известная как дуговая сварка металлическим газом (GMAW), включает в себя непрерывный электрод, проходящий через сварочный пистолет, который нагревается и соединяет металлы. Оператору MIG необходимо нажать курок на горелке, чтобы подать расходуемый электрод к заготовке.
Оператору MIG необходимо нажать курок на горелке, чтобы подать расходуемый электрод к заготовке.
Этот метод сварки создает дугу между основным материалом и пистолетом, который нагревает материал до тех пор, пока он не достигнет точки плавления. Лужа расплавленных кусков — это то, что позволяет соединять разные металлы друг с другом.
Сварку MIG можно использовать для широкого спектра металлов, включая нержавеющую сталь, углеродистую сталь, медь, магний, никель, алюминий и кремнистую бронзу.
Основное преимущество сварки методом MIG заключается в том, что она снижает потери благодаря более эффективной подаче электрода к заготовке. Это снижает потребность в очистке сварного шва, снижает подвод тепла к рабочей зоне и уменьшает количество дыма во время сварки. Что еще более важно, сварка MIG — это самый простой для изучения метод сварки, что делает его вполне подходящим для начинающих или энтузиастов-любителей.
Если посмотреть на недостатки, то у сварки MIG есть некоторые проблемы.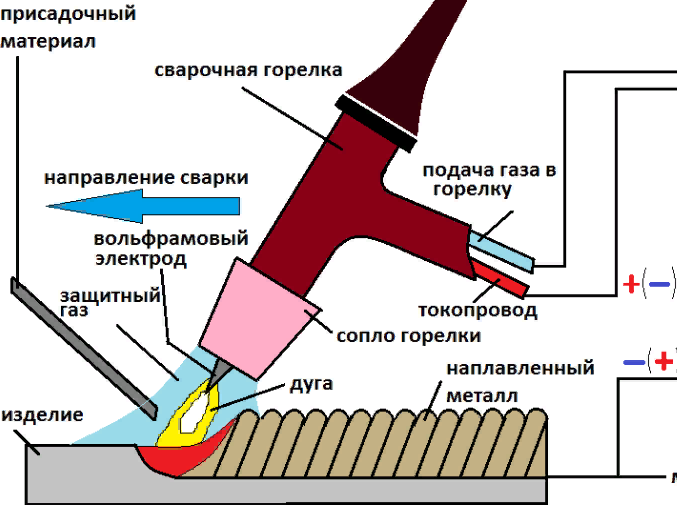 Во-первых, вам нужен внешний защитный газ для электрода. Сварочные аппараты MIG также имеют достаточно высокую стоимость и требуют для работы дополнительного оборудования. Положения и рабочие углы для сварки ограничены. Например, вы не можете использовать эту технику для потолочной или вертикальной сварки. Вы также не можете эффективно выполнять прихваточные швы с более толстыми материалами. Наконец, чтобы успешно использовать этот метод сварки, все поверхности заготовки должны быть очищены от грязи и ржавчины.
Во-первых, вам нужен внешний защитный газ для электрода. Сварочные аппараты MIG также имеют достаточно высокую стоимость и требуют для работы дополнительного оборудования. Положения и рабочие углы для сварки ограничены. Например, вы не можете использовать эту технику для потолочной или вертикальной сварки. Вы также не можете эффективно выполнять прихваточные швы с более толстыми материалами. Наконец, чтобы успешно использовать этот метод сварки, все поверхности заготовки должны быть очищены от грязи и ржавчины.
Для эффективной сварки MIG необходимо правильно отрегулировать параметры мощности в соответствии с толщиной материала. Скорость сварки также является важным фактором, влияющим на проплавление и прочность сварного шва. Если вы уменьшите скорость доставки электрода, вы сможете увеличить проникновение в металл. Вы можете использовать различные калькуляторы для сравнения различных настроек, необходимых для мощности сварки в конкретном проекте.
Защитный газ является важным фактором, который следует учитывать при сварке MIG. Для сварки MIG требуется внешняя подача защитного газа, который покрывает электрод и защищает его от внешней среды. Наиболее часто используемыми газами при сварке MIG являются аргон, гелий, кислород и углекислый газ. Каждый из них предоставляет свои уникальные преимущества.
Для сварки MIG требуется внешняя подача защитного газа, который покрывает электрод и защищает его от внешней среды. Наиболее часто используемыми газами при сварке MIG являются аргон, гелий, кислород и углекислый газ. Каждый из них предоставляет свои уникальные преимущества.
Двуокись углерода (CO2) является наиболее распространенным реактивным газом, используемым при сварке MIG. Как правило, это самый дешевый из используемых защитных газов. Кроме того, это единственный защитный газ, который можно использовать в чистом виде без добавления другого инертного газа. Именно поэтому CO2 является самым популярным защитным газом.
Многие профессиональные сварщики также используют смесь, состоящую из 75–95 процентов аргона и 5–25 процентов CO2. Эта комбинация обеспечивает более желательную стабильность дуги и контроль над сварочной ванной, что вызывает меньшее разбрызгивание, чем чистый CO2.
Сварка MIG чаще всего используется в автомобильной промышленности. Сварка MIG создает прочный сварной шов, способный эффективно выдерживать огромные нагрузки. Автомобильный ремонт и строительство обычно требуют прочности и универсальности, и сварка MIG вполне подходит для этой цели. Другие распространенные области, в которых используется сварка MIG, включают робототехнику, брендинг, строительство и морскую промышленность.
Автомобильный ремонт и строительство обычно требуют прочности и универсальности, и сварка MIG вполне подходит для этой цели. Другие распространенные области, в которых используется сварка MIG, включают робототехнику, брендинг, строительство и морскую промышленность.
Как работает сварка TIG?
Сварка вольфрамовым электродом в среде инертного газа (TIG), также известная как сварка Heliarc, — это еще один известный процесс сварки, в котором неплавящийся вольфрамовый электрод используется для нагрева и расплавления основного основного металла. Поскольку вольфрам имеет очень высокую температуру плавления, электрод не растворяется при сильном нагреве, необходимом для создания металлических соединений.
Это устраняет необходимость в присадочных материалах, которые необходимы при сварке MIG. Комбинация металлов достигается просто за счет электродной дуги. Однако вы можете добавить внешний присадочный стержень в расплавленную ванну, чтобы создать сварной шов, улучшающий механические свойства металла. Использовать наполнитель или нет, зависит от типа проекта, над которым вы работаете.
Использовать наполнитель или нет, зависит от типа проекта, над которым вы работаете.
Основное преимущество метода сварки TIG заключается в том, что он позволяет работать с очень тонкими или хрупкими материалами. Не создает большого количества брызг или металлических отложений на сварном шве. TIG производит высококачественные, чистые сварные швы, а сварные швы обеспечивают очень эстетичный внешний вид. Металлические соединения прочны и эффективны, предлагая тот же уровень прочности, что и основной материал.
У сварки TIG есть и недостатки. Во-первых, это высокая стоимость. Оборудование TIG довольно дорогое и может не подойти сварщикам, работающим неполный рабочий день. Для защиты электрода требуется внешний защитный газ, что дорого и сложно в обращении. Этот метод имеет более высокую кривую обучения, чем сварка MIG. Сварщики TIG должны быть квалифицированными операторами. Если вы не используете дополнительный наплавляемый материал, сварка TIG может быть не такой прочной, как сварка MIG, усиленная дополнительными металлическими наплавками.
Как и в случае сварки MIG, вам понадобится внешний источник газа, обычно смесь аргона, гелия и углекислого газа. Сварка TIG чаще всего используется в трубопроводных системах, аэрокосмической сварке и сварке мотоциклов или велосипедов.
Метод сварки TIG в наши дни стал довольно популярным среди сварщиков. Это связано с тем, что сварка TIG обеспечивает чистую и гладкую поверхность. Он обеспечивает более высокую степень чистоты конечного продукта, чем любой другой метод сварки. TIG чаще всего используется для сварки металлических деталей из нержавеющей стали. Однако он также подходит для других металлов, включая алюминий, медь, магний, никель и т. д.
Сварка ВИГ обычно используется в отраслях, где в изделиях преобладают цветные металлы. Сюда входят такие отрасли, как производство труб, автомобилей и велосипедов, а также ремонт и техническое обслуживание различных типов инструментов, изготовленных из алюминия, меди, магния и нержавеющей стали.
Роль флюса и защитного газа при сварке
Флюс обычно используется при сварке MIG для получения защитного газа, защищающего дугу.