Сварка своими руками, электродуговая контактная сварка труб и точечная сварка. Советы от Леруа Мерлен в Москве.
1
Виды электродуговой сварки
Сварочный аппарат для электродуговой сварки
Электродуговая сварка позволяет произвести сварку благодаря сплавлению одинаковых по составу металлов при чрезвычайно высокой температуре (3000°C и выше), создаваемой электрической дугой. Дуга появляется в результате прохождения электрического тока между электродом и свариваемыми деталями. |
Электрод – это металлический стержень со специальным покрытием. На окончании электрода (около 15 мм от края) отсутствует покрытие, что позволяет установить электрический контакт.
РУТИЛОВЫЕ | ОСНОВНЫЕ |
|---|---|
для мелких ремонтных работ | для соединений, требующих высокой механической прочности (например, для металлической несущей конструкции крыш) |
Высокая температура приводит к плавлению металла электрода и краев соединяемых деталей. В результате плавления образуется сварной шов.
Электродуговая сварка подходит для следующих видов работ:
- изготовление крупных металлических конструкций,
- слесарное дело,
- соединение крупных металлических деталей или деталей толщиной более 1,5 мм
Она имеет следующие преимущества:
- экономичность,
- высокая прочность сварочных швов,
- возможность сварки обычной, нержавеющей стали и алюминия,
- возможность ремонта изделий из чугуна.
2
Рекомендации
1. 2. Соедините края деталей, желательно на ровной плоскости, и придерживайте их с помощью ручных тисков, чтобы они оставались неподвижными в процессе сварки. 3. Для защиты от ультрафиолетового излучения используйте защитную одежду (перчатки, рабочая одежда, защитная маска). |
 Подготовьте соединяемые детали, хорошо зачистив их с помощью металлической щетки.
Подготовьте соединяемые детали, хорошо зачистив их с помощью металлической щетки.4. Выберите подходящий диаметр электрода в зависимости от вида работ (см. приведенную ниже таблицу). Вставьте оголенную часть электрода в держатель и зафиксируйте его. Отрегулируйте силу тока сварочного аппарата в зависимости от диаметра электрода (см. приведенную ниже таблицу).
5. Отрегулируйте силу тока сварочного аппарата в зависимости от диаметра электрода (см. приведенную ниже таблицу).
Безопасность |
Свариваемые X | Толщина металла (в мм): | Необходимая сила тока (в Амперах): | Диаметр электрода (в мм): |
|---|---|---|---|
Мягкая сталь | 1,5 | 40-60 | 1,6 |
Нержавеющая сталь | 1,5 и более | 80-100 | 2,5 |
Чугун | 3 и более | 80-100 | 2,5 |
3
Выполнение электродуговой сварки
1. Подключите сварочный аппарат к розетке с заземлением и проверьте напряжение.
Подключите сварочный аппарат к розетке с заземлением и проверьте напряжение.
2. Зафиксируйте щипцы массы на одной из двух свариваемых деталей. | |
3. Потрите краем электрода в том месте, где должна быть выполнена сварка. В результате этого трения образуется дуга, которая хорошо заметна благодаря появившимся искрам. | |
4. После появления дуги поднесите электрод к краю детали на расстояние 2 или 3 мм и начните сварку. Длина дуги (то есть расстояние между электродом и свариваемой деталью) должна быть постоянной и приблизительно равной диаметру электрода. | |
5. Выполняйте сварку, наклонив электрод под углом 60° и двигая им по направлению к себе. Сохраняйте постоянную скорость, удерживая постоянный зазор от 2 до 3 мм. Опускайте руку по мере плавления электрода для того, чтобы компенсировать его длину. | |
6. Выберите скорость продвижения таким образом, чтобы ширина полученного сварного шва (значение S) превосходила в 1,5-2 раза диаметр электрода (значение Е) |
7. Дайте сварному шву остыть.
Во время плавки металлов образуется агломерат металлических шлаковых включений, который защищает сварной шов во время остывания.
8. Затвердевший агломерат шлаковых включений необходимо очистить путем отбивания и зачистки металлической щеткой. Отбейте его молотком и удалите осколки с помощью металлической щетки. Используйте защитные очки для защиты глаз от осколков. |
Безопасность |
3
Особые случаи
Сварка деталей под углом
1. Перед началом окончательной сварки сделайте предварительную сварку в нескольких точках для того, чтобы зафиксировать детали.
2. Ориентируйте электрод так, как это показано на приведенной схеме. | |
3. Выполните сварку. |
Сварка толстых деталей
1. Перед сваркой очень толстых деталей (более 6 мм) необходимо с помощью напильника или шлифовальной машины сточить на них фаски для того, чтобы между ними образовался зазор. | |
2. Выполняйте сварку в несколько этапов, чтобы заполнить зазор между деталями. |
Полезные советы Храните электроды в сухом месте. Если во время сварки на деталях проплавляются отверстия, необходимо понизить силу тока на сварочном аппарате. Из соображений безопасности НИКОГДА не используйте обычные цветные стекла, используйте только СПЕЦИАЛЬНЫЕ ФИЛЬТРУЮЩИЕ СТЕКЛА. |
Аргонная сварка своими руками – как сделать аргоновую сварку, схема, фото
Для выполнения сварочных работ с деталями из нержавеющей стали, цветных металлов и сплавов на их основе (алюминий, медь, бронза и др.) необходимо использование специального аппарата и защитного газа (чаще всего в этих целях применяют аргон). Из-за высокой стоимости оборудования и профессиональных услуг по выполнению таких сварочных работ у многих возникает вопрос о том, возможна ли аргонная сварка своими руками – при помощи самодельного технического устройства.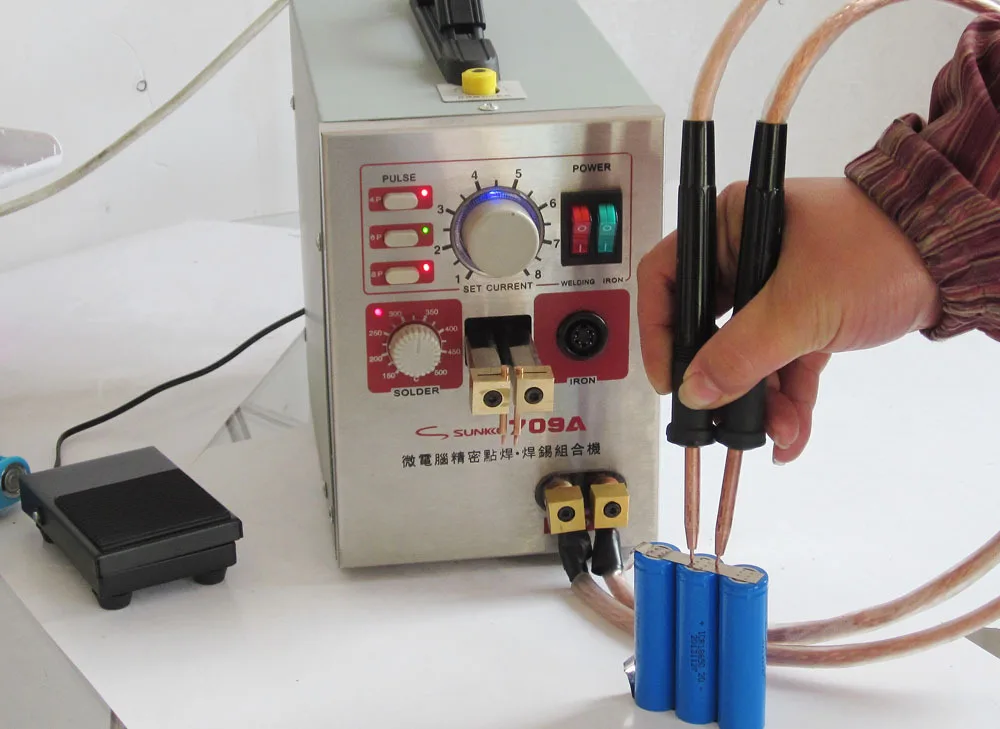
Самодельный аппарат для аргонной сварки
Действительно, сделать и эффективно использовать такое устройство можно, о чем свидетельствуют многочисленные фото и схемы подобных аппаратов в интернете.
Для того чтобы со знанием дела изготовить устройство для аргоновой сварки и получать с его помощью качественные и надежные сварные швы, необходимо сначала разобраться в том, что собой представляет данная технология соединения деталей из цветных металлов и легированных сталей. Она имеет много схожего и с электродуговой, и с газовой сваркой, но существенно отличается от них по своим ключевым принципам.
Для чего необходим газ при выполнении сварки
При нагревании и расплавлении легированные стали и цветные металлы вступают в реакцию с кислородом и другими газами, содержащимися в окружающем воздухе. В результате на поверхности таких металлов формируется тугоплавкая оксидная пленка, а алюминий, взаимодействуя с кислородом в расплавленном состоянии, может даже возгораться. Этот негативный фактор приводит к значительному ухудшению качества сварного шва, который становится пористым и неоднородным.
Схема процесса сварки в среде защитного газа
Избежать таких проблем позволяет использование инертного газа аргона, при помощи которого защищают область выполнения сварочных работ.
Применение этого газа, который обладает большей массой, чем кислород, и практически не вступает в реакции с другими химическими элементами, позволяет не только вытеснить все газообразные составляющие окружающего воздуха из зоны сварки, но и сформировать в ней поток токопроводящей плазмы, которая способствует более эффективному и быстрому расплавлению кромок соединяемых деталей.
Общая схема аргонодуговой сварки
Аргонодуговая сварка может выполняться различными типами электродов: неплавящимися, изготавливаемыми из вольфрама, и плавящимися, химический состав которых должен максимально соответствовать составу соединяемых деталей. По степени автоматизации технологического процесса аргонную сварку подразделяют на ручную (выполняется с использованием вольфрамовых стержней), автоматическую (могут применяться и неплавящиеся, и плавящиеся электроды), а также полуавтоматическую (используется достаточно редко и обладает меньшей эффективностью, по сравнению с двумя первыми методиками).
По степени автоматизации технологического процесса аргонную сварку подразделяют на ручную (выполняется с использованием вольфрамовых стержней), автоматическую (могут применяться и неплавящиеся, и плавящиеся электроды), а также полуавтоматическую (используется достаточно редко и обладает меньшей эффективностью, по сравнению с двумя первыми методиками).
Комплектующие для самодельного аппарата аргонной сварки
Чтобы своими руками сделать аппарат для выполнения аргонной сварки, потребуются простейшая схема (или фото) данного устройства, а также трансформатор и специальная горелка.
Внутреннее устройство самодельного аппарата для аргонной сварки (нажмите для увеличения)
На выбор мощности трансформатора оказывают влияние характеристики деталей, которые планируется варить при помощи самодельного аппарата аргонной сварки. Напряжение, выдаваемое вторичной обмоткой, должно находиться в пределах 65–70 В (без нагрузки).
Для многих новичков недостаточно будет электрической схемы и рекомендаций по намотке обмоток самодельного трансформатора – для этого необходим опыт выполнения подобных работ. В такой ситуации лучше приобрести готовый трансформатор, характеристики которого соответствуют работе с токами большой величины. Например, подойдет трансформатор от любого электрического сварочного аппарата.
Поскольку в электрической схеме аппарата для аргонной сварки используется постоянное напряжение, необходимо будет изготовить выпрямитель тока. Сделать это несложно.
К изготовлению горелки следует подойти очень ответственно, так как от правильности ее работы во многом зависит качество формируемого соединения, а также удобство использования самодельного сварочного аппарата.
Важнейшим элементом горелки является зажим (или цанга), в котором фиксируется вольфрамовый пруток. Такой зажим должен быть приспособлен под диаметр электрода приблизительно 2–3 мм.
К обратной стороне зажима припаивают медную трубку диаметром 6 мм, через которую к нему подается напряжение для питания сварочной дуги, а также защитный газ в зону формируемого соединения. Очень важно, чтобы припой, с помощью которого трубку соединяют с зажимом, был высокотемпературным.
Самодельная горелка
Цангу с той стороны, с которой в ней фиксируется вольфрамовый электрод, соединяют с трубкой из керамики или кварцевого стекла. Диаметр последней должен находиться в пределах 8–10 мм. Через такую трубку (ее длина должна составлять приблизительно 5 см) в зону выполнения сварки подается защитный газ. Эта трубка, в центральной части которой располагается электрод, зафиксированный в зажиме, также защищает его от соприкосновения с поверхностью соединяемых деталей.
Порядок изготовления устройства для сварки в среде аргона
Разберемся в том, как сделать своими руками устройство для аргонной сварки, имея в наличии все необходимые комплектующие. В первую очередь изготавливают удобный держатель, для чего используют трубку соответствующего диаметра. Ее обматывают двумя слоями изолирующего материала (стеклоткани), между которыми располагают силиконовый герметик. Такому держателю придают удобную изогнутую форму. К нему крепят микровыключатель, который будет отвечать за открытие и закрытие газового клапана.
Комплектующие для самостоятельного изготовления горелки
К готовой горелке присоединяют трубку диаметром 6–8 мм, через которую к ней будет подаваться защитный газ. Обратный конец такой трубки соединяют с газовым баллоном. Кроме того, к горелке подводят два провода: один – для соединения микровыключателя с газовым клапаном, второй – для подачи сварочного тока к электроду. Сечение питающего провода, который будет работать под серьезной нагрузкой, должно быть не меньше 8 квадратных миллиметров.
Газ, подающийся в зону сварки, должен отключаться не сразу после ее окончания, а спустя некоторое время (5–7 секунд). В аппаратах серийных моделей для аргонной сварки задержку отключения защитного газа обеспечивает специальное электронное устройство, которое не только усложняет конструкцию оборудования, но и делает его дороже.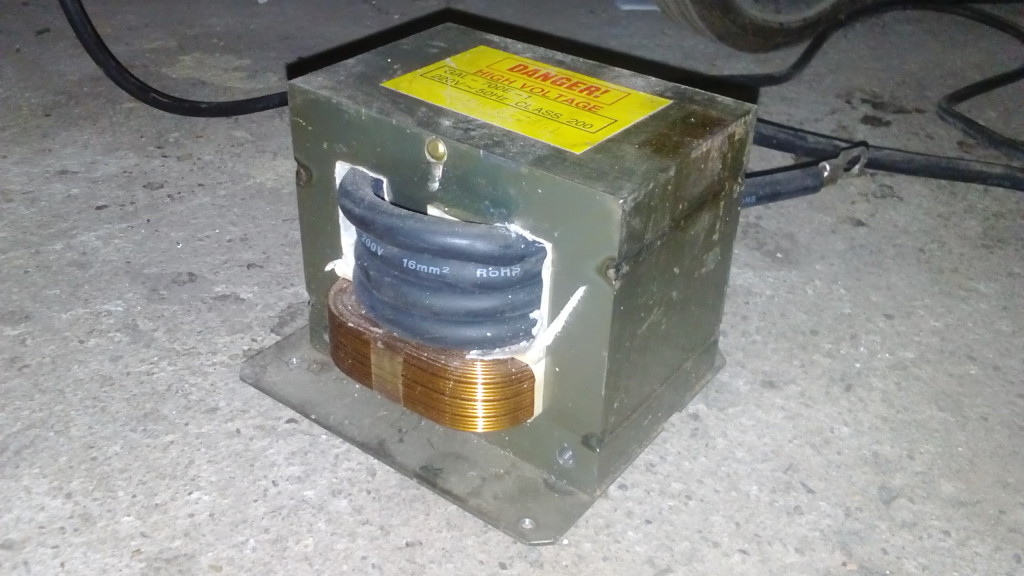 В самодельных устройствах для аргонной сварки, которые отличаются простотой конструкции и бюджетной себестоимостью, такая задержка обеспечивается за счет ручного отключения микровыключателя.
В самодельных устройствах для аргонной сварки, которые отличаются простотой конструкции и бюджетной себестоимостью, такая задержка обеспечивается за счет ручного отключения микровыключателя.
Собираясь изготовить своими руками аппарат для аргонной сварки, имейте в виду, что не следует применять для защиты сварочной зоны смесь газов. Как показывает практика, только чистый аргон (не менее 99% чистоты) может обеспечить получение качественного и надежного сварного соединения.
Тонкости выполнения аргонной сварки
У технологии аргонной сварки есть свои тонкости. Рассмотрим их.
Аргон и сварочный ток подводят непосредственно к горелке. Второй питающий провод – массу – подсоединяют к свариваемым деталям при помощи пружинного зажима. Электрическая дуга, за счет которой и происходит расплавление кромок свариваемых деталей и присадочной проволоки, горит между вольфрамовым электродом и поверхностями свариваемых деталей. Присадочная проволока, благодаря которой происходит формирование сварного шва, подается непосредственно в зону действия электрической дуги.
Конец вольфрамового электрода для обеспечения стабильного горения дуги необходимо заточить под конус на длину, равную 2 или 3 диаметрам вольфрамового стержня.
Заточка вольфрамового электрода на наждаке с помощью простейшего приспособления
Сварочную дугу, чтобы не допустить оплавления конца электрода и его загрязнения, зажигают не на поверхности соединяемых деталей, а на специальной угольной пластине.
Поскольку потенциал ионизации аргона намного выше, чем у кислорода, азота и металлических паров, для зажигания электрической дуги в его среде необходим источник тока с повышенным значением напряжения холостого хода либо дополнительное устройство, которое называется осциллятор. Такой аппарат, вырабатывающий ток с высокой частотой и повышенным значением напряжения, обеспечивает не только быстрое зажигание дуги, но и ее стабильное горение в процессе выполнения аргонной сварки.
Как известно любому специалисту, формирование сварного шва при выполнении обычной электродуговой сварки осуществляется за счет трех технологических движений, совершаемых электродом: продольного (вдоль оси сварного шва), осевого (вдоль оси электрода) и поперечного (перпендикулярно оси шва). В отличие от данной технологии, аргонную сварку осуществляют только за счет продольного перемещения электрода и присадочной проволоки. Никаких других движений не делают ни при ручной, ни при автоматизированной сварке.
Необходимость строгого соблюдения данного правила объясняется следующим.
- Движение вдоль оси электрода не выполняется по той причине, что он не расплавляется в процессе горения сварочной дуги.
- Движение в поперечном направлении нельзя выполнять из-за того, что в таком случае из-под защиты аргона будет выведена область выполнения сварки, где присутствует расплавленный металл.
Поскольку электрод и присадочная проволока при аргонной сварке не перемещаются в поперечном направлении, сварной шов получается узким и аккуратным, что хорошо видно по фото таких соединений.
Качественный шов – визитка профессионального сварщика
Подбирая присадочную проволоку для выполнения соединений по данной технологии, очень важно обращать внимание на ее химический состав, который должен соответствовать составу свариваемых деталей. Как уже говорилось выше, зажигать дугу при выполнении аргонной сварки следует на угольной платине, а гасить ее необходимо на некотором расстоянии от соединяемых деталей.
Чтобы обеспечить надежную защиту сварочной зоны от окружающего воздуха, необходимо следить за тем, чтобы электрод и присадочный пруток никогда не выходили из зоны действия защитного газа. Для минимизации разбрызгивания расплавленного металла из зоны сварки присадочный пруток вводят в сварочную ванну очень медленно и плавными движениями.
Выполняя аргонную сварку, необходимо внимательно следить за тем, хорошо ли проплавились кромки соединяемых деталей. Определить это можно по форме ванны расплавленного металла: она должна быть вытянута в сторону выполнения сварки, но ни в коем случае не иметь форму овала или круга.
Если хорошо усвоить всю необходимую теоретическую информацию о технологии аргонной сварки и немного потренироваться, то даже с помощью самодельного сварочного аппарата можно получать качественные, надежные и аккуратные соединения.
Как сделать сварку из трансформатора
Сварочные работы в домашних условиях давно стали обычным делом. Доступность аппаратов и расходных материалов, возможность недорого обучиться на курсах сварщиков, различные методички для получения самостоятельных навыков. Все эти факторы дают возможность сэкономить на оплате труда профессионального сварщика, и повысить оперативность работ.
Однако, если внимательно изучить рынок сварочных аппаратов, выясняются неприятные моменты:
- Качественные сварочники имеют высокую стоимость, выгоднее несколько раз нанять специалиста (если, конечно, вы не занимаетесь этими работами постоянно).
- Доступные по цене агрегаты имеют ряд недостатков: низкая надежность, плохое качество шва, зависимость от питающего напряжения и типа расходников.
Отсюда вывод: если необходимо высокое качество оборудования по доступной цене, придется сделать сварочный аппарат из доступных материалов своими руками.
Прежде чем рассматривать варианты самодельных сварочников, разберем принцип их работы
В основе работы любого агрегата лежит закон Ома. При неизменной мощности, имеется обратная зависимость между током и напряжением. Для нормальной работы требуется сила тока 60–150 А. Только в этом случае металл в зоне сварки будет плавиться. Представим себе сварочный аппарат, который работает напрямую с напряжением 220 вольт. Для достижения требуемой силы тока, потребуется мощность 15–30 кВт. Во-первых, для этого надо будет прокладывать отдельную линию энергоснабжения: большинство вводов в жилые помещения ограничены техническими условиями на уровне 5–10 кВт. Кроме того, для такой силы тока потребуется проводка сечением не менее 30 мм². Варить придется с соблюдением мер защиты при работе в электроустановках до 1000 вольт: резиновые боты, перчатки, ограждение рабочего места, и прочее.
Для нормальной работы требуется сила тока 60–150 А. Только в этом случае металл в зоне сварки будет плавиться. Представим себе сварочный аппарат, который работает напрямую с напряжением 220 вольт. Для достижения требуемой силы тока, потребуется мощность 15–30 кВт. Во-первых, для этого надо будет прокладывать отдельную линию энергоснабжения: большинство вводов в жилые помещения ограничены техническими условиями на уровне 5–10 кВт. Кроме того, для такой силы тока потребуется проводка сечением не менее 30 мм². Варить придется с соблюдением мер защиты при работе в электроустановках до 1000 вольт: резиновые боты, перчатки, ограждение рабочего места, и прочее.
Разумеется, обеспечить такие условия в реальности невозможно.
Поэтому любой сварочный аппарат преобразует напряжение (в сторону понижения): на выходе получаем искомый ток при сохранении разумной мощности.
Оптимальное значение напряжения — 60 вольт. При сварочном токе 100 А, это вполне приемлемые 6 кВт мощности. Как преобразовать напряжение?
Существуют четыре основных типа сварочных аппаратов
- Трансформатор. Устройство работает на переменном токе. Основной узел ничем не отличается обычного блока питания: на входе 220 вольт, на выходе требуемые 60 вольт. За счет возможности механического перемещения вторичной обмотки по сердечнику, меняется значение рабочего тока.Преимущества: простота и дешевизна конструкции, ремонтопригодность.Недостатки: большие размер и вес, переменный ток приводит к нестабильному формированию сварочного шва, для работы требуется высокая квалификация специалиста.
- Выпрямитель. По сути, это тот же трансформатор, только с диодным (тиристорным) выпрямителем в цепи вторичной обмотки.После преобразования напряжения на трансформаторе (с традиционным механическим регулятором силы тока), вторичное переменное напряжение выпрямляется одним из способов. В примитивных (недорогих) конструкциях применяется диодный мост. Более продвинутые схемы работают на тиристорной схеме, с возможностью регулировки параметров.
 Преимущества: стабильные параметры сварки, возможность работать с различными металлами, не требуется высокая квалификация мастера.Недостатки: более высокая стоимость, сложность в ремонте и обслуживании.Некоторые мастера переделывают простейший трансформаторный сварочник в аппарат постоянного тока. Для этого необходимо лишь собрать мощный выпрямитель, и подключить его к выходу вторичной обмотки. Для этого потребуются мощные диоды (собираем мост) и радиаторы для рассеивания тепла.
Преимущества: стабильные параметры сварки, возможность работать с различными металлами, не требуется высокая квалификация мастера.Недостатки: более высокая стоимость, сложность в ремонте и обслуживании.Некоторые мастера переделывают простейший трансформаторный сварочник в аппарат постоянного тока. Для этого необходимо лишь собрать мощный выпрямитель, и подключить его к выходу вторичной обмотки. Для этого потребуются мощные диоды (собираем мост) и радиаторы для рассеивания тепла.
 Преимущества: стабильные параметры сварки, возможность работать с различными металлами, не требуется высокая квалификация мастера.Недостатки: более высокая стоимость, сложность в ремонте и обслуживании.Некоторые мастера переделывают простейший трансформаторный сварочник в аппарат постоянного тока. Для этого необходимо лишь собрать мощный выпрямитель, и подключить его к выходу вторичной обмотки. Для этого потребуются мощные диоды (собираем мост) и радиаторы для рассеивания тепла.
Преимущества: стабильные параметры сварки, возможность работать с различными металлами, не требуется высокая квалификация мастера.Недостатки: более высокая стоимость, сложность в ремонте и обслуживании.Некоторые мастера переделывают простейший трансформаторный сварочник в аппарат постоянного тока. Для этого необходимо лишь собрать мощный выпрямитель, и подключить его к выходу вторичной обмотки. Для этого потребуются мощные диоды (собираем мост) и радиаторы для рассеивания тепла.Общий недостаток рассмотренных схем — зависимость выходных параметров от качества электросети. Если есть просады напряжения (при сварке — это нормальное явление), меняются характеристики выходных напряжения и тока. За счет этого страдает качество сварочного шва. Поэтому ручная регулировка силы тока (перемещением обмоток) обязательна.
Любой из перечисленных аппаратов можно собрать самостоятельно. Проведем обзор технологий изготовления по моделям:
Трансформаторы (с выпрямителем или без него)
Сердце трансформатора — сердечник. Он набирается из пластин трансформаторной стали, изготовить которые вручную довольно проблематично. Правдами и неправдами исходный материал добывается на заводах, в строительных бригадах, на пунктах сбора металлолома. Полученная конструкция (как правило, в виде прямоугольника) должна иметь сечение не меньше, чем 55 см². Это довольно тяжелая конструкция, особенно после укладки обмоток.
При сборке обязательно надо предусмотреть регулировочный винт, с помощью которого можно двигать вторичную обмотку относительно неподвижной первички.
Чтобы не вдаваться в сложности расчетов сечения проводов, возьмем типовые параметры:
- сила тока на вторичке 100–150 А;
- напряжение холостого хода 60–65 вольт;
- рабочее напряжение при сварке 18–25 вольт;
- сила тока на первичной обмотке до 25 А.
Исходя из этого, сечение провода первички должно быть не менее 5 мм², если делать с запасом — можно взять провод 6–7 мм². Изоляция должна быть жаростойкой, из материала, не поддерживающего горение.
Изоляция должна быть жаростойкой, из материала, не поддерживающего горение.
Вторичная обмотка набирается из провода (а лучше медной шины), сечением 30 мм². Изоляция тряпичная. Пусть толщина вас не пугает, количество витков на вторичке небольшое.
Количество витков первичной обмотки определяется по коэффициенту 0.9–1 виток на вольт (для наших параметров).
Формула выглядит так:
W(количество витков) = U(напряжение) / коэффициент.
То есть, при напряжении в сети 200–210 вольт, это будет порядка 230–250 витков.
Соответственно, при напряжении вторички 60–65 вольт, количество ее витков составит 67–70.
С технической точки зрения трансформатор готов. Для удобства использования рекомендуется выполнить небольшой запас по вторичной обмотке, с несколькими ответвлениями (на 65, 70, 80 витках). Это позволит уверенно работать в местах с пониженным напряжением сети.
Прятать агрегат в корпус, или оставлять открытым — это вопрос безопасности использования. Типовой изготовленный сварочный трансформатор своими руками выглядит так:
Оптимальный материал для корпуса — текстолит 10–15 мм.
Добавляем выпрямитель
Самодельный мощный сварочный трансформатор с точки зрения схемотехники — обычный блок питания. Соответственно выпрямитель устроен так же просто, как в сетевом заряднике для мобильного телефона. Только элементная база будет выглядеть на несколько порядков массивнее.
Как правило, в простую схему из диодного моста добавляют пару конденсаторов, гасящих импульсы выпрямленного тока.
Можно собрать выпрямитель и без них, но чем ровнее ток, тем качественней получается сварочный шов. Для сборки собственно моста применяются мощные диоды типа Д161–250(320). Поскольку при нагрузке на элементах выделяется много тепла, его нужно рассеивать с помощью радиаторов. Диоды крепятся к ним с помощью болтового соединения и термопасты.
Разумеется, ребра радиаторов должны либо обдуваться вентилятором, либо выступать над корпусом. Иначе вместо охлаждения они будут греть трансформатор.
Иначе вместо охлаждения они будут греть трансформатор.
Мини сварочный трансформатор
Если вам не нужно варить рельсы или швеллера из стали 4–5 мм, можно собрать компактный сварочник для спайки стальной проволоки (изготовление каркасов для самоделок) или сварки тонкой жести. Для этого можно взять готовый трансформатор от мощного бытового прибора (идеальный вариант — микроволновка), и перемотать вторичную обмотку. Сечение провода 15–20 мм², потребляемая мощность не более 2–3 кВт.
Расчет схемы производится также, как и для более мощных агрегатов. При сборке выпрямителя можно использовать менее мощные диоды.
Микросварочник
Если сфера применения ограничена спайкой медных проводов (например, при монтаже распределительных коробок), можно ограничиться конструкцией размером с пару спичечных коробков.
Выполняется на транзисторе КТ835 (837). Трансформатор изготавливается самостоятельно. Фактически — это высокочастотный повышающий преобразователь.
В отличие от традиционных сварочников, в данной схеме используется высокое напряжение, до 30 кВ. Поэтому при работе следует соблюдать осторожность.
Трансформатор мотаем на ферритовом стержне. Две первичные обмотки: коллекторная (20 витком 1 мм), базовая (5 витков 0.5 мм). Вторичная (повышающая) обмотка — 500 витков 0.15 проволоки.
Собираем схему, припаиваем по схеме резисторную обвязку (чтобы трансформатор не перегревался на холостом ходу), аппарат готов. Питание от 12 до 24 вольт, с помощью такого аппарата можно сваривать жгуты проводов, резать тонкую сталь, соединять металлы толщиной до 1 мм.
В качестве сварочных электродов можно использовать толстую швейную иглу.
Инвертор (импульсный блок питания для сварки)
Самодельный инверторный сварочный аппарат нельзя изготовить просто «на коленке». Для этого потребуется современная элементная база и опыт работы с ремонтом и созданием электронных устройств.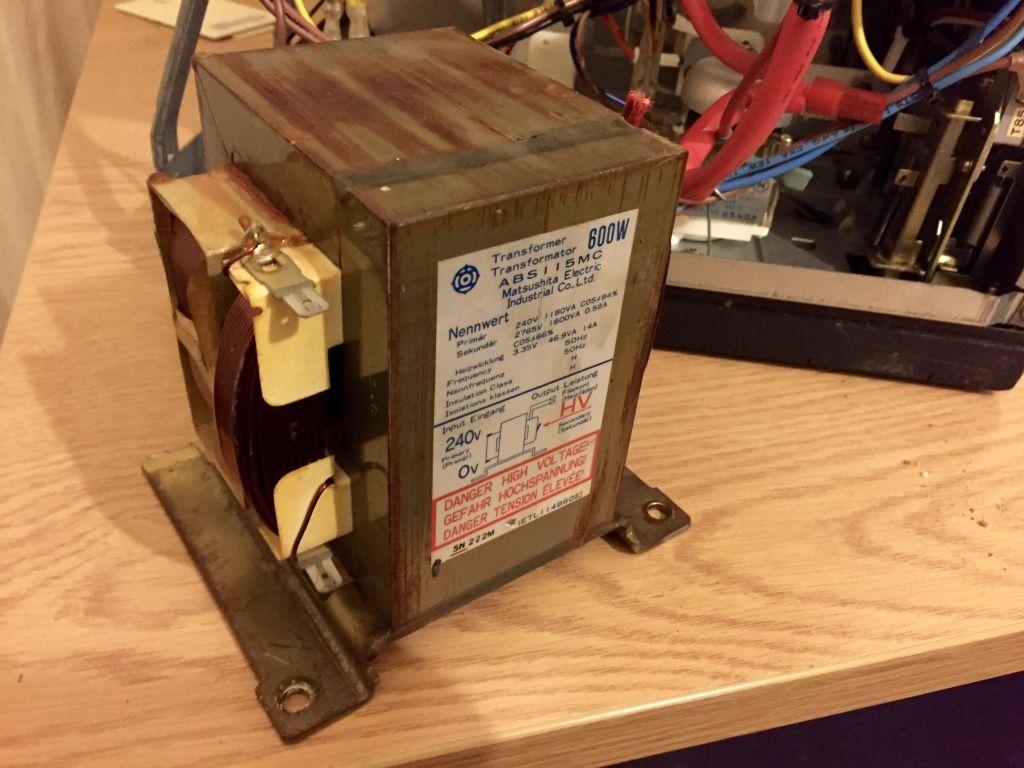 Однако, не так страшна схема, как ее малюют. Подобных устройств сделано великое множество, и все они работают не хуже фабричных аналогов. К тому же, чтобы создать импульсный сварочный аппарат своими руками, не обязательно приобретать десятки дорогостоящих радиодеталей и готовых узлов. Большинство из них, особенно высокочастотные элементы для блока питания, можно позаимствовать у старых телевизоров или БП от компьютера. Стоимость близкая к нулю.
Однако, не так страшна схема, как ее малюют. Подобных устройств сделано великое множество, и все они работают не хуже фабричных аналогов. К тому же, чтобы создать импульсный сварочный аппарат своими руками, не обязательно приобретать десятки дорогостоящих радиодеталей и готовых узлов. Большинство из них, особенно высокочастотные элементы для блока питания, можно позаимствовать у старых телевизоров или БП от компьютера. Стоимость близкая к нулю.
Рассматриваемый инвертор имеет следующие характеристики:
- Ток нагрузки на электродах: до 100 А.
- Потребляемая мощность от сети 220 вольт — не более 3.5 кВт (ток порядка 15 А).
- Используемые электроды до 2.5 мм.
На иллюстрации изображена готовая схема, которая неоднократно опробована многими домашними мастерами.
Конструктивно инвертор состоит из трех элементов:
- Блок питания для схемы преобразователя и управления. Выполнен на доступной элементной базе, с применением оптрона от старого блока питания компьютера. При самостоятельном изготовлении трансформатора стоимость практически нулевая: детали копеечные. Номиналы и названия радиоэлементов на иллюстрации.
- Блок задержки заряда конденсаторов (для стартовой дуги). Выполнен на базе транзисторов КТ972 (абсолютно не дефицит). Разумеется, транзисторы устанавливаются на радиаторы. Для коммутации достаточно обыкновенного автомобильного реле с токовой нагрузкой на контактах до 40 А. Для ручного управления установлены обычные защитные автоматы (пакетники) на 25 А. Выходные 300 вольт — холостой ход. При нагрузке напряжение 50 вольт.
- Трансформатор тока — самый ответственный узел. При сборке особое внимание следует обратить на точность катушек индуктивности. Некоторую подстройку можно выполнить с помощью переменного резистора (на схеме выделен красным цветом). Однако если параметры не буду согласованными, требуемой мощности дуги достичь не удастся.ШИМ реализуется на микросхеме US3845 (одна из немногих деталей, которую придется покупать). Силовые транзисторы — все те же КТ972 (973). Некоторые элементы на схеме импортные, однако их легко можно заменить на доступные отечественные, поискав аналоги на сайте datasheet.Высокочастотный блок выполнен из частей строчного трансформатора от телевизора.
 Силовые транзисторы — все те же КТ972 (973). Некоторые элементы на схеме импортные, однако их легко можно заменить на доступные отечественные, поискав аналоги на сайте datasheet.Высокочастотный блок выполнен из частей строчного трансформатора от телевизора.
Силовые транзисторы — все те же КТ972 (973). Некоторые элементы на схеме импортные, однако их легко можно заменить на доступные отечественные, поискав аналоги на сайте datasheet.Высокочастотный блок выполнен из частей строчного трансформатора от телевизора.На выход сварочного инвертора подключаются рабочие провода длиной не более 2 метров. Сечение не менее 10 квадратов. При работе с электродами до 2.5 мм, падение тока минимальное, шов получается гладкий и ровный. Дуга непрерывная, не хуже заводского аналога.
При наличии активного охлаждения (вентиляторы от того-же компьютерного блока питания), конструкцию можно компактно упаковать в небольшой корпус. Учитывая высокочастотные преобразователи, лучше использовать металл.
Чем сложнее самодельный сварочный аппарат, тем ощутимей экономия. Именно простые трансформаторы обходятся дороже, по причине использования дорогостоящей меди в обмотках или трансформаторного железа. Импульсные блоки питания, особенно при наличии в запасе старых деталей от типовых электроприборов, обходятся практически бесплатно.
Видео по теме
20 лет назад по просьбе товарища собирал ему надежный сварочник для работы от сети 220 вольт. До этого у него были проблемы с соседями из-за просадки напряжения: требовался экономный режим с регулировкой тока.
После изучения темы в справочниках и обсуждения вопроса с коллегами подготовил электрическую схему управления на тиристорах, смонтировал ее.
В этой статье на основе личного опыта рассказываю, как собрал и настроил сварочный аппарат постоянного тока своими руками на базе самодельного тороидального трансформатора. Она получилась в виде небольшой инструкции.
Схема и рабочие эскизы у меня остались, но фотографии привести не могу: цифровых аппаратов тогда не было, а товарищ переехал.
Универсальные возможности и выполняемые задачи
Товарищу требовался аппарат для сварки и резки труб, уголков, листов разной толщины с возможностью работы электродами 3÷5 мм. О сварочных инверторах в то время не знали.
О сварочных инверторах в то время не знали.
Остановились на конструкции постоянного тока, как более универсальной, обеспечивающей качественные швы.
Тиристорами убрали отрицательную полуволну, создав пульсирующий ток, но сглаживанием пиков до идеального состояния заниматься не стали.
Схема управления выходным током сварки позволяет регулировать его величину от небольших значений для сварки вплоть до 160-200 ампер, необходимых при резке электродами. Она:
- изготовлена на плате из толстого гетинакса;
- закрыта диэлектрическим кожухом;
- смонтирована на корпусе с выводом рукоятки регулировочного потенциометра.
Вес и габариты сварочного аппарата по сравнению с заводской моделью получились меньшими. Разместили его на небольшой тележке с колесиками. Для смены места работы один человек свободно перекатывал его без особых усилий.
Провод питания через удлинитель подключали к разъему вводного электрического щитка, а шланги для сварки просто наматывали на корпус.
Простая конструкция сварочного аппарата постоянного тока
По принципу монтажа можно выделить следующие части:
- самодельный трансформатор для сварки;
- цепь его питания от сети 220;
- выходные сварочные шланги;
- силовой блок тиристорного регулятора тока с электронной схемой управления от импульсной обмотки.
Импульсная обмотка III расположена в зоне силовой II и подключается через конденсатор С. Амплитуда и длительность импульсов зависят от соотношения числа витков в емкости.
Как сделать самый удобный трансформатор для сварки: практические советы
Теоретически можно использовать любую модель трансформатора для питания сварочного аппарата. Главные требования к нему:
- обеспечивать напряжение зажигания дуги на холостом ходу;
- надежно выдерживать ток нагрузки во время сварки без перегрева изоляции от длительной работы;
- отвечать требованиям электрической безопасности.

На практике мне встречались разные конструкции самодельных или заводских трансформаторов. Однако все они требуют проведения электротехнического расчета.
Я уже давно пользуюсь упрощенной методикой, которая позволяет создавать довольно надежные конструкции трансформатора среднего класса точности. Этого вполне достаточно для бытовых целей и блоков питания радиолюбительских устройств.
Она описана у меня на сайте в статье об изготовлении трансформаторного паяльника Момент своими руками. Это усредненная технология. Она не требует уточнения сортов и характеристик электротехнической стали. Мы их обычно не знаем и учесть не можем.
Особенности изготовления сердечника
Умельцы делают магнитопровды из электротехнической стали всевозможных профилей: прямоугольного, тороидального, сдвоенного прямоугольного. Даже мотают витки провода вокруг статоров сгоревших мощных асинхронных электродвигателей.
У нас была возможность пользоваться списанным высоковольтным оборудованием с демонтированными трансформаторами тока и напряжения. Взяли от них полосы электротехнической стали, сделали из них два кольца — бублика. Площадь поперечного сечения каждого по расчетам составила 47,3 см 2 .
Их изолировали лакотканью, скрепили хлопчатобумажной лентой, образовав фигуру лежащей восьмерки.
Сверху усиленного изоляционного слоя стали мотать провод.
Секреты устройства обмотки питания
Провод для любой цепи должен быть с хорошей, прочной изоляцией, рассчитанной на длительную работу при нагреве. Иначе во время сварки она просто сгорит. Мы исходили из того, что было под рукой.
Нам достался провод с изоляцией лаком, закрытой сверху тканевой оболочкой. Его диаметр — 1,71 мм маловат, но металл — медь.
Поскольку другого провода просто не было, то стали обмотку питания делать из него двумя параллельными магистралями: W1 и W’1 с одинаковым числом витков — 210.
Бублики сердечника монтировали плотно: так они имеют меньшие габариты и вес. Однако, проходное сечение для провода обмоток тоже ограничено. Монтаж затруднен. Поэтому каждую полуобмотку питания разнесли на свои кольца магнитопровода.
Однако, проходное сечение для провода обмоток тоже ограничено. Монтаж затруднен. Поэтому каждую полуобмотку питания разнесли на свои кольца магнитопровода.
Таким способом мы:
- вдвое увеличили поперечное сечение провода обмотки питания;
- сэкономили место внутри бубликов для размещения силовой обмотки.
Выравнивание провода
Получить плотную намотку можно только из хорошо выровненной жилы. Когда мы снимали проволоку со старого трансформатора, то она получилась искривленной.
Прикинули в уме необходимую длину. Конечно же ее не хватило. Каждую обмотку пришлось делать из двух частей и сращивать винтовым зажимом прямо на бублике.
Провод растянули на улице по всей длине. Взяли в руки пассатижи. Зажали ими противоположные концы и потянули с силой в разные стороны. Жила получилась хорошо выровненной. Скрутили ее кольцом с диаметром около метра.
Технология намотки провода на тор
Для обмотки питания мы использовали метод намотки ободом или колесом, когда из провода делается кольцо большого диаметра и заводится внутрь тора вращением по одному витку.
Этот же принцип используется при надевании заводного кольца, например, на ключ или брелок. После того, как колесо заведено внутрь бублика его начинают постепенно раскручивать, укладывая и фиксируя провод.
Этот процесс хорошо показал Алексей Молодецкий в своем видеоролике «Намотка тора на обод».
Эта работа трудная, кропотливая, требует усидчивости и внимания. Провод надо плотно укладывать, считать, контролировать процесс заполнения внутренней полости, вести запись намотанного количества витков.
Как мотать силовую обмотку
Для нее мы нашли медный провод подходящего сечения — 21 мм 2 . Прикинули длину. Она влияет на число витков, а от них зависит напряжение холостого хода, необходимое для хорошего зажигания электрической дуги.
Обычно справочники рекомендуют 60-70 вольт. Нам один опытный сварщик сказал, что в нашем случае будет достаточно 50. Решили проверить, а если не хватит, то дополнительно увеличить обмотку.
Нам один опытный сварщик сказал, что в нашем случае будет достаточно 50. Решили проверить, а если не хватит, то дополнительно увеличить обмотку.
Сделали 48 витков со средним выводом. Итого получилось на бублике три конца:
- средний — для прямого подключения «плюса» к сварочному электроду;
- крайние — на тиристоры и после них на массу.
Поскольку бублики скреплены и на них уже по краям колец смонтированы обмотки питания, то намотку силовой цепи выполняли методом «челнока». Выровненный провод сложили змейкой и просовывали для каждого витка через отверстия бубликов.
Отпайку средней точки выполнили винтовым соединением с его изоляцией лакотканью.
Надежная схема управления сварочным током
В работе участвуют три блока:
- стабилизированного напряжения;
- формирования высокочастотных импульсов;
- разделения импульсов на цепи управляющих электродов тиристоров.
Стабилизация напряжения
От обмотки питания трансформатора 220 вольт подключен дополнительный трансформатор с напряжением на выходе порядка 30 В. Оно выпрямляется диодным мостом на основе Д226Д и стабилизируется двумя стабилитронами Д814В.
В принципе здесь может работать любой блок питания с аналогичными электрическим характеристиками тока и напряжения на выходе.
Импульсный блок
Стабилизированное напряжение сглаживается конденсатором С1 и подается на импульсный трансформатор через два биполярных транзистора прямой и обратной полярности КТ315 и КТ203А.
Транзисторы генерируют импульсы на первичную обмотку Тр2. Это импульсный трансформатор тороидального типа. Он выполнен на пермаллое, хотя можно использовать и ферритовое кольцо.
Намотка трех обмоток проводилась одновременно тремя отрезками провода диаметром 0,2 мм. Сделано по 50 витков. Полярность их включения имеет значение. Она показана точками на схеме. Напряжение на каждой выходной цепи порядка 4 вольт.
Обмотки II и III включены в цепь управления силовыми тиристорами VS1, VS2. Их ток ограничивается резисторами R7 и R8, а часть гармоники обрезается диодами VD7, VD8. Внешний вид импульсов мы проверили осциллографом.
Их ток ограничивается резисторами R7 и R8, а часть гармоники обрезается диодами VD7, VD8. Внешний вид импульсов мы проверили осциллографом.
В этой цепочке резисторы надо подбирать под напряжение импульсного генератора так, чтобы его ток надежно управлял работой каждого тиристора.
Ток отпирания 200 мА, а отпирающее напряжение — 3,5 вольта.
Регулирование тока сварки
Переменный резистор R2 своим сопротивлением определяет положение каждого импульса, пропускаемого через управляющий электрод тиристора. От него зависит форма пульсирующего тока на выходе силовой схемы сварочного аппарата.
Пульсации полусинусоид могут проходить полностью, когда ток сварки выставляется максимальным или обрезаться практически до нуля.
Личные впечатления от эксплуатации
Когда был изготовлен сварочный аппарат постоянного тока своими руками, то мы приступили к изучению его возможностей. Первым делом поэкспериментировали с полярностью подключения электрода и выявили закономерность.
На электрод можно подавать «плюс» — прямая полярность или «минус» — обратная. В этом случае меняется глубина провара шва. При обратной полярности она возрастает примерно на 40-50%.
Наш сварочный аппарат позволяет варить электродами 3 мм, обеспечивая ток сварки 80 ампер довольно длительное время. Нагрев конструкции не превышает рабочих режимов. При этом нагрузка в сети бытовой проводки поддерживается на уровне до 20 А.
Если возникает необходимость пользоваться электродами 4 мм или увеличивать сварной ток, то приходится организовывать перерывы в работе для охлаждения аппарата. Оно у нас естественное: за счет щелей и отверстий.
Систему охлаждения можно усилить принудительной вентиляцией, выполнив обдув. Но мы этим вопросом не занимались.
Показываю отсканированный рукописный текст сохранившегося документа. Он может пригодиться для повторения.
А сейчас рекомендую посмотреть видеоролик владельца zxDTCxz «Сварочный аппарат на основе тороидального магнитопровода». В нем есть много полезных рекомендация.
В нем есть много полезных рекомендация.
Если же у вас все-таки остались вопросы по теме, то задавайте их в комментариях, я отвечу.
- 5
- 4
- 3
- 2
- 1
(5 голосов, в среднем: 5 из 5)
Подпишитесь на нашу рассылку “Домашний мастер” и Вы всегда узнаете первыми о новостях этого блога!
12 комментариев
Здравствуйте. А если Ш-образный трансформатор? Можете проконсультировать? Собираю сварочный аппарат.
Здравствуйте, Александр.
Принцип работы тот же. Однако скиньте на почту сайта фотки (смотрите раздел «О сайте») и опишите размеры железа магнитопровода. Это мне поможет сделать расчет мощности.
Также почитайте комментарии к статье о конструкции самодельного паяльника Момент. Там я много времени посветил этому вопросу. Вам пригодиться.
Здравствуйте Уважаемый Алексей! Спасибо за вашу статью , очень полезна и интересна! Подскажите , есть пара вопросов! У меня исходный источник питания уже готовые 36 вольт постоянного тока , если исключу из этой схемы самое начало так называемый трансформатор , эта схема будет работать ? Или для меня она не подойдёт ? Нужно что то другое ?
Очень буду ждать вашего ответа! заранее Спасибо!
Здравствуйте, Павел.
Что-то я не очень понял ваш вопрос. Давайте уточним: у вас есть готовый источник напряжения, который дает на выходе 36 вольт. Я правильно понял, что из него вы хотите сделать сварочник на постоянном токе?
Для надежного зажигания дуги нужно 60-70 вольт. В моем случае получилось ее зажигать от 50. Ниже я не экспериментировал, пробуйте, но вряд ли получится что-то хорошее…
Еще важна одна электрическая характеристика: мощность на выходе. Если ее не обеспечить, то сварочный аппарат просто сгорит. У меня он создавался на 50Vх160A=8kW.
Обратите внимание на силовые цепи вашего источника, выдержат ли они такие мощности?
Вообще-то расчет советую делать с исходной задачи: какими электродами собираетесь варить и резать. Под них надо создать ток электрической дуги и зажечь ее. Это определит мощность сварочника на выходе. Под эти параметры рассчитывается конструкция и подбираются детали.
Под них надо создать ток электрической дуги и зажечь ее. Это определит мощность сварочника на выходе. Под эти параметры рассчитывается конструкция и подбираются детали.
Пришлите фот вашего агрегата. А лучше схему. Тогда можно будет дать более конкретные рекомендации.
Виктор, напряжение розжига зависит от характеристик сварочного электрода.При правильном выборе электрода сварочные работы прекрасно идут при Uх.х. сварочника 36 вольт и менее.
Благодарю за дополнение. Александр.
Павел мне уже это объяснил тоже. Просто я не сварщик, а простой электрик.
Я работаю сварщиком на севере , экстренно выезжаю на внештатные ситуации! Часто стали происходить ситуации когда сварочный генератор нужно тащить прямо в болото или для выполнения тех или иных сварочных работ это очень тяжело и иногда крайне не выполнимо! Но я выезжаю на место на гусеничном вездеходе на котором установлены аккумуляторы 24 вольта. их снять не составляет труда и быстро донести до места ! 24 вольта варит плохо а вот подсоединив аккб. до 36 вольт варит идеально! но на той неделе произошла ситуация что я слишком долго пытался приваривать обрыв и аккумулятор у меня взорвался!
Уважаемый Алексей , очень вас прошу помочь в этом вопросе так как прочитав вашу статью я понял что вы профессионал в этом деле!
Есть ли возможность подстроить вашу схему на 36 вольт постоянного тока , ну или 24 если нужно могу соединить два до 48 вольт
Ну электроды использую 2.0 и 2.5 мм иногда варю 3мм.
тока для них от 70 до 110 ампер за глаза
36 вольт варит хорошо , ну точнее варило! Как вы поняли , замыкал на прямую! Понимаю что конечно глупость и всё должно быть правильно и по науке!
Поэтому и обратился к вам!
110 даже много редко когда больше 100 выставляю
значит 70-100 ампер
Павел, делать сварку от аккумуляторной сборки не лучший вариант, но вполне рабочий для аварийных ситуаций. Надо учесть риск от потери аккумулятора.
Что надо учесть на мой взгляд:
1. Все банки должны быть хорошо заряжены. Любая дефектная банка будет работать на разряд батареи, забирая ее ток на себя.
Все банки должны быть хорошо заряжены. Любая дефектная банка будет работать на разряд батареи, забирая ее ток на себя.
2. Сварка должна проходить быстро. Иначе электролит закипит и АКБ взорвется.
На моих глазах во время службы в армии механик водитель самоходного тягача уронил гаечный ключ размера порядка 22х24 на выходные шины аккумуляторов. Дуга была такая, что ключ перегорел, а банки выдержали.
Ими заводили дизель на 500 лошадей. Амперы уже не помню, но сборка была из танковых аккумуляторов. Перетаскивать даже вдвоем их было проблематично.
Возвращаюсь к нашей сварке. Исходим из того, что максимальный ток должен быть 110 ампер. Его должны выдавать АКБ. Напряжения 48 вольт должно хватить. Если работал от 36, то им тоже можно пользоваться, но 48 лучше.
Режим короткого замыкания аккумуляторов через электрод не очень хороший. Надо ограничивать электрическим сопротивлением. Для цепей постоянного тока рекомендую использовать биполярный транзистор серии КМОП.
Та схема управления, что я делал для сварочника на выпрямленном токе, не подойдет. Здесь чистая постоянка и все работает по другому.
Над схемой подумаю завтра и что-либо предложу, на мой взгляд наиболее подходящее.
Павел, я не нашел достойной схемы, которую сможет собрать новичок с минимальными навыками в электронике. Можно допустить множество ошибок.
Предлагаю к аккумулятору подключать инвертор, преобразующий постоянку в синус 220 вольт, а от него питать сварочный инвертор. Все это оборудование можно просто купить.
Нагрев электролита в аккумуляторах надо контролировать, нельзя допускать его закипания.
доброго времени суток Павел у меня имеется такой аппарат как ИСКРА Универсал вд 0801 уз. столкнулся при работе с таким фактором. при работе он загудел очень сильно и вылетели диоды. заменил диоды на новые все 16 штук. включил вставил перемычку в колодку. и все повторилось. в чем может быть проблема. в инете о таком аппарате очень мало сказано может вы чем поможете. за ранее спасибо
за ранее спасибо
Здравствуйте, Иван. С таким аппаратом не сталкивался, схемы нет. То, что нашел в и-нете, вызывает сомнения, требует проверки. Однако, опыт работы с ремонтом подобных устройств есть. Думаю, что отремонтируем.
Мне нужна схема и подробные фотки. Что есть присылайте на почту сайта. Буду знакомиться с конструкцией и подсказывать, что делать. потребуется для электрических измерений мультиметр или тестер старенький. Батарейка, лампочка от фонарика. провода. Жду дополнительную информацию.
Оборудование для сварочных работ не обязательно покупать в магазине. Его можно сделать в домашней мастерской. Ведь, по сути, конструкция простейшего прибора элементарна и собрать сварочный аппарат своими руками не составляет труда. Для этого нужны только некоторые комплектующие и немного знаний по электротехнике.
Как сделать простые и, в тоже время, функциональные аппараты для сварочных работ и что для этого потребуется — об этом далее в нашей статье.
Что нужно для сборки сварки
Чтобы собрать простейший сварочный аппарат, нужно понимать принцип его работы.
Вся работа сварки основывается на преобразовании электрического тока из сети. В бытовом использовании нам доступно электричество с напряжением в 220 вольт и силой тока в 16-32 ампера.
Как мы знаем, для сварки этого недостаточно.
Для сварочной дуги требуется мощность, а ее обеспечивает сила тока, измеряемая в амперах (простым языком, это количество электронов подающихся на электрод). Чем больше заряд, тем более продуктивным будет аппарат.
Для увеличения мощности используют трансформаторы, которые понижают напряжение в несколько раз, но увеличивают силу потока электронов, что позволяет применить такой ток для образования сварочной дуги.
Трансформатор — это основной элемент, позволяющий собрать простейший аппарат, работающий на переменном токе.
Основу трансформатора составляет магнитопровод (сердечник из трансформаторной стали), на который и наматывают обмотки: первичную, из более тонкого провода и большим количеством витков. и вторичную, состоящую из толстого кабеля с наименьшим количеством намоток.
и вторичную, состоящую из толстого кабеля с наименьшим количеством намоток.
Магнитопроводы для сборки сварочных аппаратов можно использовать, например, со старых силовых трансформаторов.
Питание обеспечивается от бытовой розетки и подается на первичную обмотку.
Обмотки между собой не должны контактировать. Даже если трансформатор имеет намотки одну на другой, между ними обязательно располагается слой изоляции! Ток с одной обмотки на другую передается через сердечник магнитным потоком.
В качестве сварочных кабелей можно использовать продукцию заводского изготовления, или же подобрать подходящий по сечению провод. Главное, что они должны выдерживать мощность аппарата.
Держатели изготавливают из прутка или арматуры небольшого диаметра. По форме они напоминают трезубую вилку, в зубья которой и фиксируют электрод.
Как собрать трансформаторную сварку
Для этого нужно найти рабочий понижающий трансформатор. Можно взять модели С-Б22, ИВ-10, или ИВ-8, мощность которых должна составлять 1-2 кВт. Такие элементы, как правило, используются для питания различных электроинструментов и понижают напряжение с 220 до 36 вольт.
Сборка трансформаторной сварки проводиться по следующему алгоритму.
- Изначально нужно снять с трансформатора вторичную обмотку, но нельзя повредить первичную.
- Снятую проволоку наматывают на первичную катушку, которая расположена посредине сердечника. При этом на каждые 30 мотков создают отводок (их нужно 8-10 штук), которые номеруют для удобства.
- Две другие стороны сердечника обматывают кабелем с несколькими жилами (минимум три медных проводка с сечением 6-8мм). Для каждой катушки потребуется до 12 метров такого провода. Это будет вторичная обмотка прибора (ВО).
- Клеммы изготавливают из медной трубки диаметром 10-12 мм, при этом кабель вставляют в один конец и зажимают, второй край плющат и сверлят отверстие под крепление. К этому зажиму крепят кабели ВО.
- На трансформаторе крепеж М6 нужно сменить на более мощный (находиться на верхней панели). К этому креплению присоединяют кабель вторичной обмотки.
- Для первичной обмотки потребуется кусок текстолитовой платы с десятью отверстиями, в каждое из которых монтируют крепление М6.
- Чтобы обеспечить работу, нужно последовательно соединить первичную обмотку с крайних, а затем со средней катушки. Отводки из вторичной обмотки вставляют в отверстия платы по номерам от 1 до 10. Ток будет регулироваться клеммами.
- Держатель для электродов можно изготовить из стального прутка в 5 мм, к которому присоединяют кабель. Его делают в виде трезубой вилки. На рукоятку надевают кусок резинового шланга.
- К кабелю массы можно приспособить держатель из магнита или же сделать стальной крючок, на который можно будет надевать на заготовки.
 К этому креплению присоединяют кабель вторичной обмотки.
К этому креплению присоединяют кабель вторичной обмотки.В таком аппарате в первичной обмотке ток будет с силой в 25 Ампер, а во вторичной — 60-120 А. Питание обеспечивается через бытовую розетку. Мощность прибора обеспечит отличную работу электродами с диаметром в 2 мм. Для расходника тройки время сварки будет ограниченным (безостановочно до 10-15 электродов, потом нужно дать остыть трансформатору).
Если у Вас опыта в электротехнике мало, то нужно более детально изучить материалы по тому, как создать такой аппарат.
Точечная сварка из микроволновки
Сваривание точками позволяет соединять очень тонкий металл в том случае, когда традиционные сварочные аппараты могут просто сжечь деталь.
Простейший точечный самодельный сварочный аппарат можно собрать с минимальным количеством материалов, используя старую рабочую микроволновку, с которой потребуется снять трансформатор с мощностью от 1 кВт. Одного такого элемента будет достаточно, чтобы варить точками металл толщиной до 1 мм. Для увеличения мощности можно использовать два трансформатора.
В микроволновке основную работу выполняет магнетрон, для которого требуется мощность около 4000 вольт. Трансформатор для этого работает не на понижения, а на повышение напряжения. На выходе такой элемент дает до 2000 В.
С такого элемента микроволновки нужно взять сердечник (магнитопровод) и первичную обмотку (намотан толстый провод с меньшим количеством витков). ВО (вторичная обмотка) при этом срезается или срубается с использованием стамески. С середины сердечника медную проволоку можно выбить или высверлить.
Важно не повредить при этих манипуляциях первичную обмотку (ПО) и сам сердечник!
После такой работы должен остаться магнитопровод с намотанной первичной обмоткой.
Когда все подготовлено, делают новую вторичную обмотку. Чтобы обеспечить большую силу тока, потребуется очень толстый кабель с сечением в 100 мм². Также может подойти многожильный провод.
Обычно такие кабели имеют толстую изоляцию и она может мешать намотке. Чтобы было удобно, ее можно снять, а кабель заизолировать тканевой изолентой.
Для вторичной обмотки нужно создать как можно меньше витков (уменьшить сопротивление). Сделать нужно 2-3 намотки. Концы кабеля выводят для контактов плюса и минуса.
Электроды изготавливают из толстого медного прута (желательно, чтобы он был не меньше диаметра провода вторичной обмотки). Если точечный сварочный аппарат будет небольшой мощности, то можно использовать жало с паяльников. Сами электроды затачивают в виде конуса.
Управление таким прибором осуществляется рычагом и выключателем. Нижний рычаг делают неподвижным, а верхний желательно сделать на пружине, для возможности сжимать и разжимать электроды. Выключатель ставят на первичную обмотку, куда подается и питание всего аппарата.
Для полноценного функционирования желательно поставить охлаждение для такого прибора. Можно использовать компьютерные вентиляторы. В противном случае потребуется постоянный контроль нагрева трансформатора и остальных элементов, а так же делать перерывы в работе для остывания.
Работу осуществляют следующим образом. Между электродами зажимают заготовку и включают ток. Поставив точку, питание отключают и перемещают деталь.
Такая сварка из микроволновки своими руками обеспечит сваривание очень тонких конструкций.
 Увеличить мощность можно за счет соединения двух трансформаторов. Но при этом важно правильно собрать такую сборку, иначе неизбежно замыкание.
Увеличить мощность можно за счет соединения двух трансформаторов. Но при этом важно правильно собрать такую сборку, иначе неизбежно замыкание.Сварки постоянного тока
Самодельные трансформаторные аппараты работают на переменном токе, таким образом можно варить различные марки стали. Но некоторые металлы при сварке электродуговым способом требуют постоянного тока для получения качественного соединения.
Чтобы собрать такой прибор, к трансформатору потребуется добавить выпрямитель и дроссели для сглаживания тока.
Выпрямители собирают с диодов, способных выдерживать большую мощность (до 200 Ампер). Они, как правило, габаритные и, к тому же, потребуют сборки системы охлаждения. Диоды монтируют параллельно для повышения тока.
Такой выпрямительный мост позволит выровнять электрическую дугу и получить швы более высокого качества при сваривании нержавейки или алюминия.
Нужно ли все это
Сегодня на просторах интернета можно найти множество схем и конструкций различного оборудования для сварки. От простейшего массивного трансформаторного аппарата до сложнейших самодельных инверторов. Насколько целесообразно их собирать и использовать в домашней мастерской?
Еще десять лет назад инверторы были практически недоступны широким массам и все сварочные работы проводили с помощью габаритных трансформаторов, чаще всего именно самодельных. Их функции позволяют варить различные конструкции с использованием стальных деталей. А многие опытные сварщики варят такими приборами цветные металлы или чугун. Тем более сегодня намного улучшилась ситуация с электродами, которые можно подобрать практически для любого материала.
Однако трансформаторы без выпрямителя работают только на переменном токе и это затрудняет работу с нержавеющей сталью или, к примеру, алюминием. Использование дополнительно выпрямителей увеличивает габариты оборудования и стесняет подвижность. И если для мастерской это не проблема, то уже высотные работы затрудняются. Но главная проблема трансформаторной сварки самодельного изготовления — это точность настройки режимов. Инверторы заводского производства в этом случае намного выигрывают.
Но главная проблема трансформаторной сварки самодельного изготовления — это точность настройки режимов. Инверторы заводского производства в этом случае намного выигрывают.
Различные конструкции точечных сварок тоже намного упрощают работу с тонкостенными металлами и изделиями, которые можно быстро починить. Но создание действительно мощного аппарата потребует большего количества комплектующих, а они не всегда доступны (попробуйте сейчас поискать два одинаковых трансформатора от микроволновки).
Сборка инвертора в домашней мастерской будет целесообразной в том случае, если у Вас есть почти все необходимые элементы: трансформаторы, выпрямители, транзисторы и прочие. В противном случае зачем заморачиваться поисками и сборкой прибора с сомнительной мощностью и настройкой, если он сегодня стоит от 50-100 долларов? И для небольших объемов работ такого аппарата будет более чем достаточно?
Что Вы можете добавить к этому материалу? Поделитесь своим опытом по сборке самодельного сварочного оборудования, особенно схемами сборки. Как Вы считаете: насколько эффективно применение таких приборов в домашнем хозяйстве? Оставьте свои комментарии в блоке обсуждений к этой статье.
особенности самодельных аппаратов и настройка мини-оборудования
Ни одна работа с железом не обойдётся без сварочного аппарата. Он позволяет резать и соединять металлические детали любых размеров и толщины. Хорошее решение — сделать сварку своими руками, ведь хорошие модели стоят дорого, а дешёвые — низкого качества. Для реализации идеи самостоятельного изготовления сварочника необходимо обзавестись специальным оборудованием, позволяющим оттачивать качественные навыки специалиста в реальных условиях.
Виды и характеристики инструмента
После того как все необходимые условия подготовительного этапа благополучно соблюдены, открывается возможность сделать модель сварочного устройства своими руками. Сегодня встречается множество принципиальных схем, по которым можно изготовить аппарат. Они действуют по одному из подходов:
Они действуют по одному из подходов:
- Постоянный или переменный ток.
- Импульсный или инверторный.
- Автоматический или полуавтоматический.
Стоит обратить внимание на аппарат, принадлежащий к трансформаторному типу. Важной характеристикой этого устройства является работа от переменного тока, позволяющая использовать его в бытовых условиях. Аппараты переменного тока способны обеспечивать номенклатурное качество швов сварных соединений. Агрегат такого типа легко найдёт своё применение в быту при обслуживании недвижимости, расположенной в частном секторе.
Для того чтобы собрать такое устройство, необходимо иметь:
- Около 20 метров кабеля или провода большого сечения.
- Металлическое основание высокой магнитной проницаемости, которое будет использовано в качестве сердечника трансформатора.
Оптимальная конфигурация сердечника имеет стержневую основу П-образной формы. В теории запросто может подойти сердечник любой другой конфигурации, к примеру — круглой формы, взятой из статора, пришедшего в негодность электродвигателя. Но на практике наматывать обмотку на подобное основание значительно сложнее.
Площадь сечения для сердечника, принадлежащего бытовому сварочному аппарату самодельного образца, равна 50 см 2. Этого будет достаточно для того, чтобы применять в установке стержни от 3 до 4 мм в диаметре. Использование большего сечения лишь приведёт к увеличению массы конструкции, а эффективность аппарата выше не станет.
Инструкция изготовления
Для первичной обмотки необходимо использовать медный провод с высокими показателями термостойкости, так как при выполнении сварочных работ она будет подвержена действию высокой температуры. Используемый провод необходимо выбирать по стеклотканевой или хлопчатобумажной изоляции, предназначенной для стационарного применения в зоне высоких температур.
Для обмотки трансформатора не допускается использование провода с ПВХ изоляцией, которая при нагревании моментально придёт в негодность. В отдельных случаях изоляцию для трансформаторной обмотки изготавливают самостоятельно.
Чтобы выполнить эту процедуру, нужно взять заготовку из хлопчатобумажной ткани или из стекловолокна, нарезать её на полоски шириной около 2 см, обмотать ими заготовленный провод и пропитать бандаж любым лаком, обладающим электротехническими свойствами. Подобная изоляция по термохарактеристикам не уступит ни одному заводскому аналогу.
Наматывают катушки по определённому принципу. Вначале накручивается половина первичной обмотки, на которую следом идёт половина вторичной. Затем приступают ко второй катушке, используя ту же технику. Для повышения качества изоляционного покрытия между слоёв обмоток вставляют фрагменты полос из картона, стекловолокна или прессованной бумаги.
Настройка оборудования
Далее следует осуществить настройку. Она производится путём включения оборудования в сеть и снятия показаний напряжения со вторичной обмотки. Величина напряжения на ней должна составлять от 60 до 65 вольт.
Точная подгонка параметров осуществляется путём уменьшения или увеличения длины обмотки. Для получения качественного результата величину напряжения на вторичной обмотке следует подогнать под заданные параметры.
К первичной обмотке готового сварочного трансформатора подключают кабель ВРП либо провод ШРПС, который будет использован для подключения к сети. Один из выводов вторичной обмотки подают на клемму, к которой впоследствии будет подключаться «масса», а второй — подаётся на клемму, подключённой к кабелю. Последняя процедура закончена и новый сварочный аппарат готов к эксплуатации.
 youtube.com/embed/8LwEtlPHnN0″/>
youtube.com/embed/8LwEtlPHnN0″/>
Производство малогабаритного агрегата
Для изготовления небольшого сварочного аппарата легко подойдёт автотрансформатор от телевизора советского образца. Его можно запросто использовать для получения вольтовой дуги. Чтобы все получилось правильно, между выводами автотрансформатора подключают графитовые электроды. Эта несложная конструкция позволяет исполнить несколько простых работ с применением сварки, таких как:
- Изготовление или починка термопар.
- Разогрев до максимальной температуры изделий из высокоуглеродистой стали.
- Закалка инструментальной стали.
Самодельный сварочный аппарат, созданный на базе автотрансформатора, обладает существенным недостатком. Использовать его необходимо соблюдая дополнительные меры предосторожности. Не имея гальванической развязки с электрической сетью, он является довольно опасным прибором.
Оптимальными параметрами автотрансформатора, пригодного для создания сварочного аппарата, считают выходное напряжение в пределах от 40 до 50 вольт и малая мощность от 200 до 300 ватт. Этот аппарат способен выдавать от 10 до 12 ампер рабочего тока, что будет достаточно при сварке проводов, термопар и других элементов.
В качестве электродов для созданного своими руками мини сварочного аппарата можно использовать грифели от простого карандаша. Держателями для импровизированных электродов могут послужить клеммы, которые есть на разных электроприборах.
Для производства сварочных работ держатель подсоединяют к одному из выводов вторичной обмотки, а свариваемую деталь к другому. Ручку для держателя лучше всего изготовить из стеклотекстолитовой шайбы или из другого термостойкого материала. Следует заметить, что дуга подобного устройства действует достаточно кратковременно, не давая перегреваться используемому автотрансформатору.
Точечная сварка своими руками из аккумулятора и сварочника
Главной сложностью при изготовлении точечной сварки своими руками является сборка источника тока. Он должен выдавать импульсы высокой силы тока от 1000А.
Он должен выдавать импульсы высокой силы тока от 1000А.
Точечная контактная сварка отличается от привычной дуговой тем, что металл плавится не при высокой температуре электродуги, возникающей между электродом и свариваемым металлом, а за счет прохождения тока сквозь контакт двух свариваемых деталей. Этими деталями могут быть тонкие листы металла, проволока, пластины. Они прочно сжимаются специальными механическими приспособлениями и сквозь место соединения пропускается импульсный ток высокой силы (1000 и более Ампер) при напряжении в несколько вольт.
Точечная сварка своими руками предполагает, что на 1 мм2 контактной площади приходится не менее 5 кВт мощности, что соответствует силе тока до 50А/мм2. При этом механическое давление на тот же квадратный миллиметр должно быть не менее 3-8 кг. Чтобы достичь таких параметров, необходима специальная конструкция рабочего инструмента в виде клещей.
Рабочий орган — два токопроводящих электрода, которые сжимают соединяемые детали с требуемой силой при нажатии на рукоятки. После сжатия на электроды подается импульс тока длительностью 01-1 с, который расплавляет металл до пластического состояния. После прекращения подачи тока механическое воздействие сохраняется и расплавленный металл сливается в одно целое и так застывает, образуя прочное соединение, не уступающее электродуговой сварке.
Схема сваривания выглядит так:
Аппарат точечной сварки из сварочника
Главной сложностью при изготовлении аппарата точечной сварки своими руками является сборка источника тока. Он должен выдавать короткие импульсы небольшого напряжения и высокой силы тока, превышающей 1000А. Длительность импульса регулируется тиристорной схемой или вручную обычным выключателем на первичной обмотке. Для низколегированных сталей необходим более длительный импульс, нержавейка сваривается при коротких импульсах, чтобы верхняя часть не успела прогреться и окислиться, что значительно снижает антикоррозионные свойства.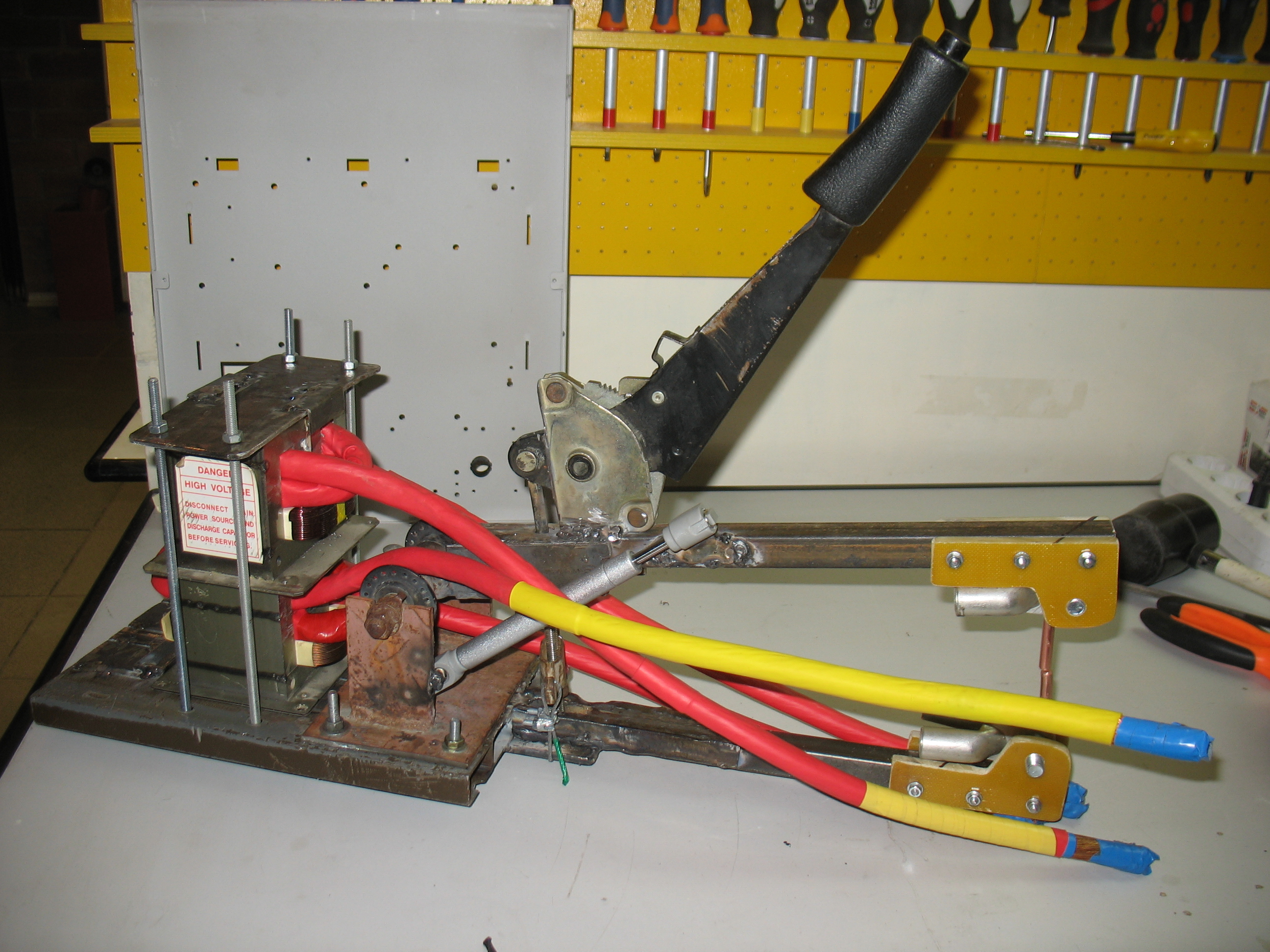
Точечная сварка из старого сварочного аппарата
Во втором случае сварка таким аппаратом требует определенной сноровки — с первого раза угадать необходимую длительность импульса очень сложно, особенно на разных металлах. Но методом проб и ошибок на обрезках листовой стали или цветных сплавов вполне реально добиться качества сварки не хуже, чем на промышленных аппаратах.
Точечная сварка, собранная своими руками из старого сварочного аппарата, работает достаточно эффективно и вполне в состоянии решить ряд проблем с соединением листового металла толщиной от нескольких десятых до 2-3 мм. Для более толстого листа сложно создать требуемое усилие при помощи самодельных клещей или рычажного устройства.
Почему выбирается именно старый трансформатор? Аппарат точечной сварки своими руками предполагает его полное переоборудование, которое касается, впрочем, только вторичной обмотки. После переделки обычная сварка ММА таким аппаратом становиться невозможной, поэтому и выбирается старый, но еще рабочий аппарат, по крайней мере, первичная обмотка должна быть если не в идеальном, то в приемлемом состоянии.
Вторичная обмотка удаляется полностью и на ее место устанавливается другая, из медного изолированного жгута или шины. Изолировать провод необходимо очень тщательно, в несколько слоев негорючей изоляцией. Удобна для этих целей тканевая изолента, которая чередуется с обмоткой обычным автомобильным скотчем, который используется при покраске кузова.
Сечение провода вторичной обмотки должно быть не менее 1,8 см2. Если удастся найти подходящий кабель заводского производства в изоляции, то лучше использовать его. Хороший результат дают как кабели с монолитной сердцевиной, так и многожильные из скрученных в жгут медных проводов. На вторичную обмотку идет несколько витков кабеля или шины с таким расчетом, чтобы при подаче 220В на первичный контур, во вторичном возникал ток напряжением 6-8 В. В таком случае сила тока будет достигать 800-1000 А.
 Этого вполне достаточно для сварки отдельных деталей в домашней мастерской.
Этого вполне достаточно для сварки отдельных деталей в домашней мастерской.Как подобрать электроды
Для точечной контактной сварку лучше всего использовать промышленные электроды, изготовленные по ГОСТ14111-69. Такие можно купить на интернет сайтах или в магазинах сварочного оборудования. При использовании на самодельном оборудовании они будут служить практически вечно. Но они довольно дорогие, особенно с запрессованными наконечниками из вольфрама или другого тугоплавкого материала.
В большинстве случаев умельцы изготовляют электроды самостоятельно. В зависимости от мощности сварки, подходят медные стержни диаметром от 5 до 15 мм. С одной стороны они вставляются в металлическую гильзу с зажимными болтами, закрепленную на кабеле от трансформатора. Как и кабель, электроды прочно зажимаются болтами.
Второй вариант крепления электрода — пайка. Это тоже довольно надежный и эффективный способ, обеспечивающий надежный электроконтакт, но менять электрод в таком случае сложнее. Это не слишком влияет на продуктивность работы — электроды изнашиваются очень медленно, особенно при любительской сварке.
Электроды для точечной сварки
Намного важнее надежный контакт. Если соединение неплотное, то провод и электрод будут окисляться и перегреваться, а сила тока будет меньше требуемой. Также необходимо все соединительные кабели делать как можно короче — диаметр электрода и кабеля должны быть одинаковыми, иначе возможны сюрпризы в виде горящей изоляции или обгорания стержней.
Нелишним будет напомнить, что для медных электродов выбираются такие же медные провода. Сочетания алюминий/медь ненадежно и приводит к ненадежной сварке.
Рабочие концы электродов могут быть заостренными (коническими), овальными или плоскими. В бытовых самодельных аппаратах удобнее всего использовать плоский нижний и конический верхний электроды. Такое сочетание обеспечит и высокую плотность тока в точке сварки, и надежную опору для прижима деталей.
Точечная сварка из аккумулятора
В интернете встречается информация о том, как сделать точечную сварку своими руками, используя обычный автомобильный аккумулятор на 12 В. Выполнять с ее помощью можно соединение небольших деталей, которые обычно соединяются пайкой. Но во многих случаях сварка дает лучший результат по прочности и более удобна для соединения разнородных металлов.
Точечная сварка своими руками из аккумулятора — конструкция несложная и может быть сделана в гараже на протяжении нескольких часов, при наличии всех частей и инструментов, естественно. Для ее монтажа не требуется каких- то особых приспособлений или сложного оборудования.
Существует три разновидности сварки при помощи аккумулятора. Первый, самый простой, можно сказать примитивный, требует только наличия аккумулятора и двух медных проводов, оголенные концы которых и выступают электродами. Как правило, используется этот способ чаще всего, но только для сваривания цветных металлов. Именно его с полным основанием можно назвать точечным.
Два других способа — угольными электродами и при помощи инвертора требуют батареи из нескольких аккумуляторов и дополнительного оборудования. Они тоже используются в бытовых и походных условиях, но покупать несколько однотипных аккумуляторов, чтобы сделать из них сварочный аппарат, довольно накладно. Для точечной сварки может подойти любой аккумулятор, который достаточно снять с автомобиля.
Простенькое приспособление для выполнения сварочных работ состоит из двух медных проводков сечения не менее 1,5 мм2, закрепленных в контактной колодке.
 Расстояние между зачищенными концами электродов 2-3 мм. Конечно, как и в любой самодельной конструкции, вариантов может быть множество, но как базовый лучше всего использовать именно этот тип конструкции. Как работает такая мини установка показано на видео :
Расстояние между зачищенными концами электродов 2-3 мм. Конечно, как и в любой самодельной конструкции, вариантов может быть множество, но как базовый лучше всего использовать именно этот тип конструкции. Как работает такая мини установка показано на видео :Сварка от аккумулятора предназначена для соединения небольших деталей из тонкого листового металла, но даже при этом аккумулятор разряжается довольно интенсивно. Если вы сняли его с машины, то желательно иметь в гараже и зарядное устройство, чтобы вернуть батареи прежний заряд.
Приведенные примеры — самые простые самодельные конструкции аппаратов точечной сварки. Если у вас есть свои разработки — пишите нам на сайт. Нас и наших читателей очень интересуют реальные разработки самодеятельных конструкторов. Самые интересные схемы мы непременно опубликуем.
технология контактной сварки и схемы сборки
Точечные сварные работы являются подвидом контактной сварки. При этом виде сварных работ металлические элементы скрепляются в одной или нескольких местах.
Этот метод сварки поверхностей обладает высокой технологией производства и разнообразием применения в различных областях промышленности и может применяться как при производстве электронных приборов, так и автомобилей, морских и воздушных судов и в других областях промышленного производства.
При использовании этого вида сварки, достигается очень высокая прочность соединения деталей конструкции между собой. Степень прочности в месте соединения определяется усилиями по стискиванию поверхностей скрепляемых элементов и физических силы электротока устройства.
Степень прочности в месте соединения определяется усилиями по стискиванию поверхностей скрепляемых элементов и физических силы электротока устройства.
В современном производстве используются разные варианты этих приборов от стационарных станков до легко транспортируемых аппаратов. В качестве примера на картинке представлено фото ручного аппарата точечной сварки.
Краткое содержимое статьи:
Особенности аппаратуры
В основу этого вида сварки положен способ разогрева металлической детали (пластины) импульсом электротока. Для обеспечения эффекта сваривания детали (элементы) сильно прижимаются между собой.
В месте наибольшего сжатия производится точечное сваривание деталей путем прохождения электрического заряда между электродами прибора. На месте соприкосновения образуется расплавленная точка металла размером не более двенадцати мм.
Методы точечного сваривания
Это вид сварки условно подразделяются на два метода: мягкий и жесткий.
Мягкий режим. В этом режиме при сваривании происходит постепенный разогрев деталей с использованием тока небольшой силы. На сваривание металлических поверхностей в этом режиме необходимо около трех секунд времени.
В этом режиме мощность потребления тока станком (прибором) уменьшается. Режим, как правило, используется при сваривании металлов обладающих свойствами закаливания.
Жесткий режим. Определяется кратковременной длительностью большой силы электротока и мощным стискиванием свариваемых элементов в точке сваривания. Плотность потребляемого электротока в этом режиме достигает 300А на 1мм2. На производство процесса сваривания затрачивается до полутора секунд.
Главный недостаток этого метода – большая потребность электроэнергии (станков) и большие перегрузки промышленной сети. Преимущество – минимальное время сваривание поверхностей.
Этот режим, как правило, используют при сваривании поверхностей с хорошей теплопроводностью, высоколегированной стали или скреплении поверхностей разной толщины.

Варианты сварочных работ
Виды точечной сварки определяются количеством единовременно образуемых пикселей соединения. В производстве используются: одноточечный, двухточечный и многоточечный виды.
Одноточечный вид используют при соединении нескольких листов, при этом качество сваривания уменьшается с каждым слоем листов (деталей). Двухточечный вид сваривания применяют при соединении деталей обладающих широкими поверхностями.
Многоточечный вид используют для скрепления различных штампованных конструкций. Он может быть двусторонним и односторонним, все зависит от размещения электродов по отношению к скрепляемым узлам.
Этот вид сварки может различаться и циклами прохождения электроимпульсов. Цикличность зависит от толщины свариваемых деталей.
При толщине металлической поверхности до пяти миллиметров достаточно и одного импульса электротока, а при большой толщине необходимо несколько кратковременных электрических импульсов. При сваривании металлических элементов большой толщины и твердости применяются циклы с повышенным стискиванием.
Способы сваривания
Существует несколько способов точечного сваривания:
Точечный – сваривание элементов происходит в одном или многих местах. Применяется в приборостроении, автомобилестроении постройке морских, речных и авиационных судов.
Обеспечивает сварку стальных листов до двадцати миллиметров толщиной.
Рельефный способ – элементы конструкции свариваются в одном или нескольких подготовленных местах. Отличие между этого способа от предыдущего обусловлена формой скрепляемых элементов в месте сваривания.
Шовный способ – свариваемые элементы скрепляются рядом сварочных швов. Шов может состоять из отдельных пикселей сварки или перекрывающих друг друга. Используется для изготовления различных резервуаров нуждающихся в обеспечении высокой степени герметичности.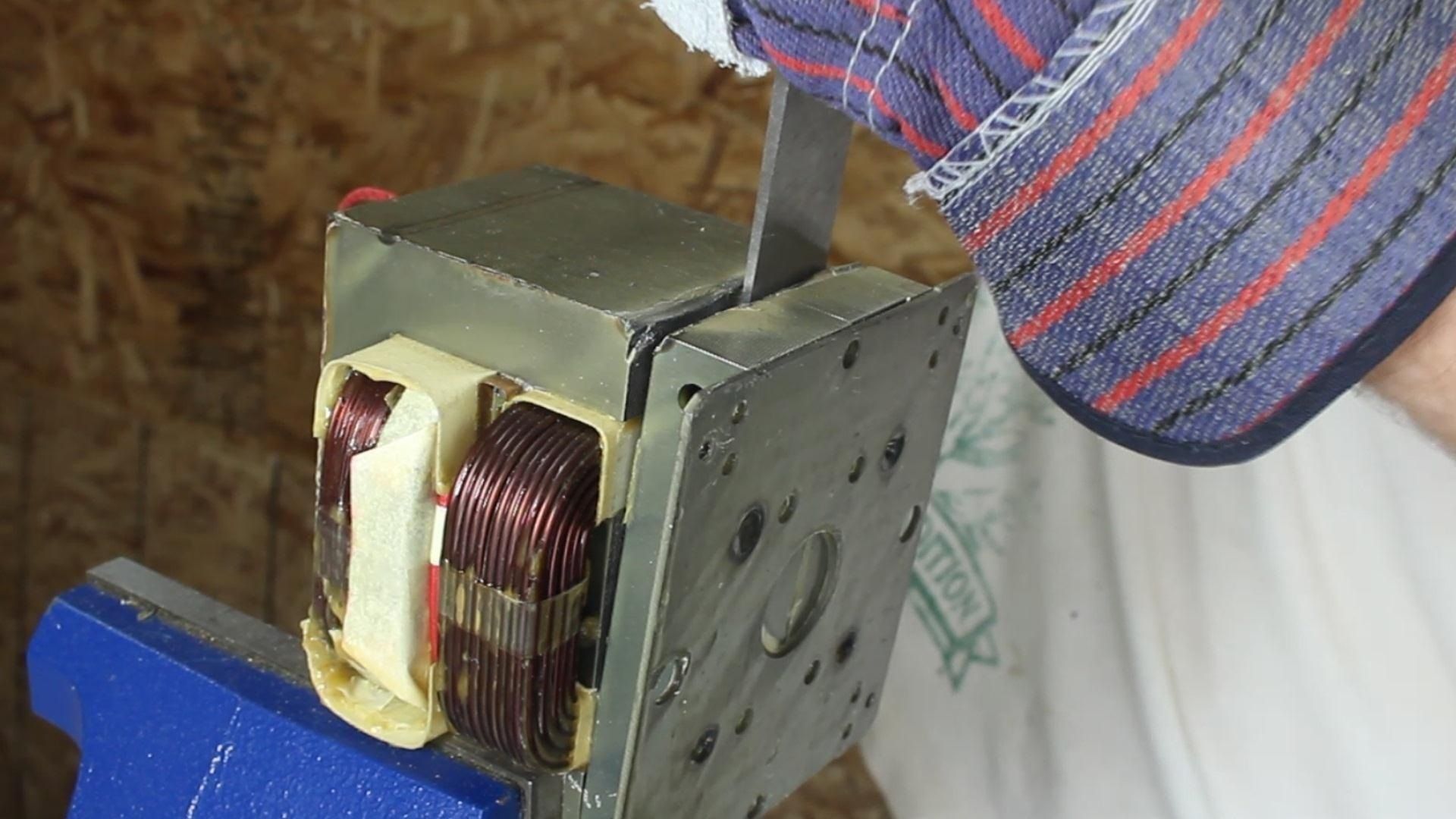
Стыковочный – элементы свариваются по прилегающей площади соприкосновения под воздействием высокой температуры. Применяются при прокладке трубопроводов, изготовлении якорные цепи кораблей.
Особенности конструкции
Большие возможности точечной сварки востребованы в промышленном производстве. Для их реализации созданы производственные станки и ручные переносимые агрегаты.
Решая задачи сваривания металлических элементов нужно помнить, что этот процесс зависит от металла из которого изготовлено изделие и его плотности.
Требования к технологии выполнения этого вида работ:
- обеспечение низкого напряжения, не более 10Вт;
- обеспечения короткого времени прохождения электрического импульса в точке сваривания;
- обеспечения большой силы электротока в месте сваривания;
- обеспечение min области расплава в местах скрепления конструкции;
- обеспечение высокого качества прочности сварочного шва.
Современный аппарат для точечной сварки может иметь различную конструкцию. В современном производстве применяются трансформаторные или конденсаторные станки точечной сварки.
Трансформаторные станки должны осуществлять высокую температуры подогрева свариваемых поверхностей. Работоспособность сварочного оборудование в быту может обеспечиваться силой электротока до 5 кило ампер, а промышленного от трехсот до пятисот кило ампер.
В станках промышленного производства применяются мощные трансформаторы. Основным недостатком таких приборов является отсутствие однородной нагрузки, что приводит к большим перегрузкам промышленной сети и частым поломкам.
Конденсаторные станки электрические сети нагружают размеренно. Использование конденсаторов в станках позволяет избежать резких перегрузок промышленной электросети.
Конденсаторные аппараты ручной сварки имеет min габариты и широко применяются для решения бытовых вопросов. Их преимущества – малые габариты и работоспособность при подключении к бытовой электросети.
Достоинства:
- нет необходимости приобретать сварочные материалы;
- простота в изготовлении;
- удобство при управлении;
- чистота и опрятность швов или сварных точек;
- соблюдение требований экологии;
- min расход электроэнергии;
- высокая производительность.
Изготавливаем сварку сами
Инструмент этого вида сварки не является дешевым инструментом. Практичнее сделать аппарат точечной сварки своими руками.
Главный элемент такого аппарата – трансформатор (применяется в различных бытовых приборах). Для обеспечения необходимого электрического тока для этого вида работ нужно осуществить перемотку его обмоток. Во время создании 1-й обмотки подготавливаются и промежуточные выводы. Провод на обмотках обязательно пропитывается лаком и обматывается специальной бумагой.
Составные части прибора подбираются под параметры трансформатора. Его конструкция зависит от деталей (поверхностей) над которыми предстоит работать. Электрические элементы должны быть исполнены с высокой степенью надежности.
Клещи могут быть двух типов: стационарные и выносные. Стационарные – более просты при изготовлении, они прочно скрепляются между собой и надежно изолируются. Выносные – более приспособлены для использования при выполнении различных работ. Они свободно устанавливаются и снимаются. Их удобно поднести к месту непосредственного сваривания.
При использовании выносных клещей необходимо обеспечить их надежное соединении с самим аппаратом и их гидроизоляцию. Для изготовления электродов, возможно использование медных прутьев, бронзы или старого жала паяльника.
Электрическую схему подключения такого устройства можно с легкостью найти в интернете.
Техника безопасности
Для обеспечения собственной безопасности работнику необходимо знать и соблюдать требования инструкции по технике безопасности для точечной сварки:
- для недопущения удара электрическим током производить заземление агрегата;
- до начала работы обязательно осуществлять проверку его исправности;
- использовать индивидуальные средства защиты для рук, глаз и тела;
- исключить подачу высокого напряжения к элементам управления аппаратом
- применять в приборе только провода установленного сечения;
- работы производить в помещении с хорошо оборудованной вентиляцией или использовать специальные маски для защиты органов дыхания.
- блокировки и тумблера (кнопки) включения или отключения должны быть исправны, хорошо видимыми и легко доступными;
- при производстве работ область зажимных механизмов должна быть закрыта щитком.
Соблюдение этих мер безопасности обеспечит сохранение здоровья работника и окружающих, позволит выполнить необходимый объем работы точно и в срок.
Фото-инструкция, как сделать аппарат точечной сварки
Также рекомендуем просмотреть:
Помогите сайту, поделитесь в соцсетях 😉
Сварка своими руками | Сварка своими руками
Cегодня поговорим о сварочных аппаратах. Кто-то уже практикуется и занимается сваркой вовсю, а кто-то еще только собирает деньги, чтобы ее приобрести. Хотя есть еще один вариант – собрать сварку своими руками.
Что нужно для элементарного сварочника: как минимум трансформатор. Задача состоит в том, чтобы подать напряжение на первичную обмотку и получить на вторичной многократно увеличенный ток и меньшее напряжение.
Рассмотрим схему простого сварочного аппарата постоянного тока. Рис.1.
Рис.1
Схема имеет свои достоинства и недостатки, но она очень проста в отличие от схемы современного инвертора Чтобы собрать последний необходимы серьезные знания и оборудование, а чтобы собрать сварочник по приведенному рисунку – достаточно просто желания и возможность купить элементы.
На рис.1 показаны
• сердечник, на который мотается первичная и вторичная обмотки;
• диодный мост из четырех диодов;
• дроссель;
• конденсатор (на любителя) подключен параллельно с дугой. Так делать не следует, потому что конденсатор накапливает энергию и в процессе поджига дуги, она будет «клацать». Если в схему ввести резистор на 10 W сопротивлением 1-2 Ом, это позволит уменьшить ток зарядки/разрядки. В результате и конденсатор останется цел и электрод залипать не будет.
Какие бывают трансформаторы для сварочных аппаратов:
- Можно взять тор. Такой вот «бублик» как показано на фото. КПД у него 100%, габариты небольшие, на первый взгляд одни плюсы, но не все так просто. Тороид мотать сложнее, чем Ш-образный трансформатор, который имеет всего одну катушку, на которую мотаются все обмотки. Или двухкатушечный трансформатор, который правда имеет КПД поменьше.
Итак, допустим, Вы собрали трансформатор и получили 50В на его выходе (см рис.1), подсоединили диодный мост, дроссель, конденсатор и т.д. по схеме. «Чиркаем» электродом, зажигаем дугу – и получаем ток 150 … 200А. И хорошо, скажете Вы, но не так все просто! Берет-то наш трансформатор из розетки слишком много… Например, при токе 100А на вторичной обмотке мы будем тянуть 5кВт (≈25А) из домашней розетки. Если утром и даже
днем такой вариант может и пройти, то вечером будут сюрпризы, потому что к вечеру напряжение начинает просаживаться, соответственно, свет начинает «моргать» — и ждите недовольных соседей к себе в гости.
50В на выходе мы получили переменного тока, чтобы его выпрямить, подключается диодный мост, который срезает отрицательную кривую тока и перебрасывает его в положительную систему ординат без потери мощности.
Дроссель служит для подавления пульсаций (сглаживания «рывков» тока). Он накапливает энергию и делает ток более «постоянным», соответственно дуга будет гореть более плавно, без рывков. Он накапливает энергию и превращает ток в более «постоянный», что позволит дуге гореть более плавно, без рывков. У данного дросселя, кроме R индукции есть активное сопротивление, благодаря чему наблюдается некоторое падение напряжения. «На холостом ходу» конденсатор заряжается «на корень из двух»: если на вторичной обмотке 50В, на конденсаторе будет около 70в. В сварке он не участвует, но зато облегчает поджиг дуги, тем более если попался ржавый металл, который нужно «пробить».
Теперь о том, как разгрузить электрическую систему дома. Можно поставить балластный резистор (сопротивление), что уменьшит ток, который проходит по цепи, но на нем выделится тепло, которое будет греть улицу. Нам такое не выгодно. При токе 100А получится двухкилловатный обогреватель.
Для того, чтобы потери были меньше, и соседи не ругались, нужно уменьшить потребление. Как этого добиться?
При жесткой ВАХ наматывается первичная обмотка как это показано на рис.2. (две половинки образуют полную обмотку 220В.) Сверху на нее наматывается вторичная и соединяется с предыдущей параллельно или последовательно.
Рис.2
Либо мы наматываем обмотки тонким проводом и соединяем их параллельно, но с большим числом витков, либо толстым проводом и соединяем последовательно. (Рис.3).По сути, получаем одно и тоже в обоих случаях: жесткую ВАХ, когда на одной катушке у нас намотана половинка первички и половинка вторички. Для сварочного аппарата такой транс НЕ ГОДИТСЯ!
Рис.3
Можно установить дроссель на выходе, но это как «костыль».
Лучше возьмите двухкатушечный трансформатор. Чем больше расстояние между его обмотками (насколько они сильно разнесены), тем меньше получаемый ток. Но можно пойти еще на одну «хитрость»: накрутить часть вторичной обмотки поверх первичной – за счет этого снизятся потери и увеличится ток на выходе. Понятно, что потери на катушках будут разными и один участок будет жестко связан по напряжению, а 2-й получится «плавающий». По этому принципу можно построить регулировку сварного тока. Накручивается первичная обмотка как есть, потом вторичная 60-65%, а остаток ее доматывается на «первичку». Такой аппарат имеет пологопадающую ВАХ. Чем она хороша. Так как варить Вы будете не самим трансформатором, а подключив к нему выпрямитель и дроссель, нужно компенсировать потери. Если характеристика крутопадающая то, например, со 100А на выходе получится 60А, если пологопадающая – потери компенсируются (можно выбирать из более широкого ассортимента электродов, использовать прямую и обратную полярность).
При поиске элементов учитывайте, что диоды нужно использовать на ток минимум 100А, но лучше 200А, поставьте их на радиаторы. Опыт показывает, что «привинчивание» дешевых китайских мостиков на 50А оправдано. Только если на выходе нужно получить 200А, таких мостов нужно цеплять не 4 шт, а не менее 8шт. Если вы возьмете с запасом, только тогда все будет хорошо работать.
Дроссель можно накрутить практически на любом подходящем магнитопроводе, главное чтобы у него была площадь поперечного сечения не менее 10 кв. см. Если взять 20 кв. см – это будет даже лучше имеди мотать нужно будет меньше. Нужно так же выполнить следующее условие: сердечник не должен быть полностью замкнутым.
Величиной зазора дросселя определяется его индуктивность. С малым зазором он хорошо будет работать на малых токах, если увеличивать – получится легкая сварка на больших токах. Поэтому нужно искать компромисс.
Рассмотрим еще несколько схем для «пытливых умов»
Рис.4
На рис.4 используется трансформатор с жесткой характеристикой. Выходное напряжение у него 36В. Здесь устанавливается конденсатор, который увеличивает напряжение до 45В и позволяет зажечь дугу. В обязательном порядке должен стоять резистор. На схеме не показан дроссель, но поставить его нужно в любом случае, потому что с ним варить гораздо приятней и удобней.
На рис. 5 показана схема продвинутого сварАппа. Здесь используется свойство резонанса. То есть получаем «LC-контур»: индуктивность вторичной обмотки и емкость последовательно включенных конденсаторов. А замыкается это все на дуге. Получается трансформатор относительно малых габаритов и высокая мощность.
Рис.6
Зверя этого собрать – задача интересная, но очень затратная! Конденсаторы С1-С20 дорогие. Если поставить какой-нибудь шлак, такой как Chang он вылетит сразу же, а хороший кондер типа JAMICON или JAVA — стоят денег. Обращайте внимание на наличие жестких выводов.
Если на вторичной обмотке трансформатора напряжение будет, допустим 30-40В, то нужно брать кондеры по схеме на U в 1,5 -2 раза больше. Если не соблюдать это условие конденсаторы пробъет и они сгорят.
Есть схема тиристорного регулятора (Рис. 7), у него наматывается первичная обмотка, вторичная и обмотка управления. Так же используется по паре мощных тиристоров и диодов. Обмотка III рассчитана на U от 30В до 40В, ток около 1 А.
Рис.7 Щелкните по картинке , чтобы открыть
Резистор R1 предназначен подстройки сварочного тока, т.е. если нужно задать минимальный диапазон. R2 работает как основной (тоесть R1 можно убрать).
R3 ограничивает ток управления тиристорами.
Стабилитрон V06 можно ставить как отечественного, так и импортного производства.
Вместо тиристора КУ101 можно брать 202-й, начинающийся практически с любой буквы.
Диоды КД209 можно заменить на любые на ток до 1 А
Управление углом открытия тиристора регулируется мощность: чем меньше он открыт, тем меньше ток на выходе. Если открыть тиристоры полностью, они будут работать как диоды и получится полноценный диодный мост – сварка при таком условии будет проходить хорошо, но если мощность уменьшить больше чем на половину – пульсации тока увеличатся, и варить будет довольно трудно. Поэтому в схему лучше добавить дроссель.
Дешевая сварка панков: 7 шагов (с изображениями)
Сварка стали, нержавеющей стали, алюминия. Припаяйте что угодно. Действительно хорош для листового металла, тонких труб и ржавых материалов.
Стоимость: 200 долларов и выше.
У многих есть резервуары для резки. Они не понимают, что это их лучший сварщик для множества работ. Наденьте на него самый маленький наконечник, и его легче использовать для тонких трубок и листового металла, чем с любым другим сварочным аппаратом, который я пробовал. В качестве присадочного стержня можно использовать плечики для одежды и проволоку случайного выбора.
Ацетилен – не единственное топливо для этого, вы можете использовать пропан, водород или почти любой горючий газ. Ацетилен имеет самое горячее пламя. Получите бесплатное руководство по газовой резке / сварке в сварочном цехе. В нем есть таблицы, указывающие, какой размер наконечника и давление использовать для какого топлива. И какой толщины из какого металла вы работаете. Как и при любой другой сварке, проверка в первую очередь делает ваши сварные швы красивыми.
Я только что сварил из НКТ лестницу из нержавеющей стали. В качестве наполнителя я использовал нержавеющие велосипедные спицы от утильных колес.Теперь я хочу сделать намного больше подобных вещей. Вам не понадобится шлем или перчатки, только пара сварочных очков. Действительно тихо.
В Ошкоше учат сваривать каркасы самолетов и алюминий с ацетилено-кислородной и кислородно-водородной сваркой. Это действительно общительный вид сварки. Он не отталкивает людей ультрафиолетом, испарениями и шумом. Для алюминия вы используете белый флюс, чтобы закрасить область перед нагреванием.
Мы использовали алюминиевый флюс ESAB №35 и сварочные стержни из сплава Alcotec ER1100 3/64 дюйма.
TM tinmantech Aluminium Premium Flux также.
Магазины глушителей, даже крупные франчайзинговые компании, используют кислородно-ацетилен для ремонта труб. Вы можете настроить пламя на «понижение» при нехватке кислорода. Изголодавшееся пламя снова превращает ржавчину в сталь.
Нержавеющая сталь ржавеет, если с ней правильно не обращаться. Вы не можете использовать стальную щетку или старый шлифовальный круг, который использовался для обработки обычной стали. Это натрет поверхность ржавым железом. Возьмите новый шлифовальный круг и используйте его только для нержавеющей стали.После сварки необходимо «пассивировать» нержавеющую сталь. Кристаллы ржавого железа выходят на поверхность сварного шва. Сварочный шов нужно очищать чем-нибудь, а не металлической мочалкой или стальной щеткой. Я использую бронзовую кисть. Затем используйте лимонный сок, чтобы стереть все железо с поверхности. Оставшиеся хром и никель не ржавеют. Если вы не смешиваете разные сорта нержавеющей стали, или у вас не возникнет проблема с электричеством, или…
Но не беспокойтесь об этом, он все равно ржавеет намного медленнее, чем обычное железо.
Как заработать на сварке дома (+ идеи проекта) – Сделать из металла
Умеете сваривать и ищете постороннюю суету? Возможно, у вас уже есть все необходимое, чтобы неплохо потратить деньги.
Если вы только начнете размещать в местной рубрике «наемный сварщик», у вас могут возникнуть трудности с началом работы.
В этой статье я расскажу, как можно найти что-то, что нужно исправить / исправить, и дам вам несколько списков вещей, которые люди делают прямо сейчас, чтобы заработать дополнительные деньги.
Оборудование
Прежде чем заходить слишком далеко, я хочу в общих чертах обрисовать, что вам понадобится для этих проектов. Инструменты дорогие, поэтому я сосредоточусь на том, что вы можете сделать с базовой настройкой.
Вот что вам понадобится для большинства этих проектов:
… и все основные вещи, которые у вас уже есть, такие как рулетка, уровень, дрель, защитные очки, маркер / мел и т. Д.
Очевидно, что каждая работа индивидуальна, но если у вас есть эти основы, то вам будет неплохо.
Ремонт !!!
Я решил начать с этого, потому что на самом деле считаю, что это самый простой способ заработать деньги со сварщиком.Если у вас есть какое-то базовое оборудование и вы умеете заставлять все работать, то ремонт может быть вашим лучшим выбором в качестве побочной суеты.
Причина, по которой здесь могут быть хорошие деньги, проста: вы можете отправить производственные работы в Китай, но не можете отправить ремонт.
Это тот, где вы действительно МОЖЕТЕ просто разместить объявление в объявлениях, и вы получите работу. Или вывеску у вас во дворе. А еще лучше приготовьте свой собственный знак.
Вероятно, вам лучше всего сосредоточиться на одном виде работы.Вот несколько примеров того, как можно специализироваться без чрезмерно дорогого оборудования:
- Ремонт / модификация прицепов
- Сварка кузовов (предлагает сварку на месте, и вы можете погрузиться в мир восстановления)
- Ремонт алюминиевых лодок (вывесите знаки на причале)
- Ремонт ограждений / перил (вам нужно будет работать на месте , но вы можете уронить карточку в почтовый ящик, проезжая мимо поврежденного забора. Посетите некоторые коммерческие / промышленные районы, где вы можете увидеть больше металлических заборов.)
- Тележки для покупок (я знаю, это может показаться странным, но многие места отправляют свои тележки на ремонт, и это не дешево!)
Причина, по которой это обычно хорошо работает, заключается в том, что у обычных людей часто нет сам сварщик и цены в магазине просто завышены. Так что, если вы можете получить им лучшую цену, сделав это в своем гараже, работая за 30-40 долларов в час (или что-то еще, что разумно в вашем районе), люди найдут вас.
Также очень важно провести исследование, прежде чем пытаться что-то исправить.О ремонтных работах часто говорят из уст в уста, поэтому, если у вас репутация некачественного мастера, вам придется нелегко. Просто потратьте немного времени на Google и YouTube, прежде чем отправиться на что-нибудь в город.
Механическая / структурная сварка
Лично я предпочитаю делать вещи не просто декоративные. Если вы можете сделать что-то вроде полезного инструмента или оборудования, конкуренция зачастую ниже.
Единственное, о чем нужно помнить, – это то, что вы часто конкурируете с продуктами китайского производства.Другими словами, вам будет сложно найти самые дешевые товары на рынке. Хитрость заключается в том, чтобы сделать что-то лучше того, что доступно сейчас.
Например, я знаю одного парня, который делает эти действительно прочные якоря для лодок. Материалы дешевые и быстро свариваются. Он придумал классную конструкцию, в которой веревка / цепь хранится внутри якоря, и она очень удобно складывается.
По сути, это парень, который любит проводить время на воде, придумал, как улучшить свой продукт, а затем сделал его.Он не делает тонн продаж каждый месяц, но это довольно регулярно во время лодочного сезона.
Люди слышат о нем из уст в уста или видят его на скамье подсудимых, и работа идет органично. Он делает это, чтобы потратить немного денег на свое хобби. И пиво.
Он МОЖЕТ сделать эти вещи в Китае, но, поскольку их легко сделать, дороже в транспортировке (они тяжелые) и он не хочет носить с собой какой-либо инвентарь, размещение их в своем гараже имеет смысл.
Если вы действительно хотите попробовать сделать что-то в более дешевом регионе, отправьте мне сообщение через мою контактную форму, и мы вместе рассмотрим его.
Если у вас есть хобби, посмотрите, где что-то неудобно или имеет тенденцию к провалу. Посмотрите, сможете ли вы придумать, как стать лучше, а затем сделайте это для себя. Вы могли бы неплохо заработать, помогая людям с той же проблемой, что и у вас.
Идеи проектов
Вот несколько идей, которые можно сделать с прибылью.Имейте в виду, что вы, вероятно, захотите провести некоторое исследование, чтобы узнать, есть ли какие-либо юридические препятствия, которые можно преодолеть. Например, могут быть некоторые законы, касающиеся безопасности, которые необходимо соблюдать.
Крепления для штор / оборудование
Есть десятки заведений, которые занимаются внутренней отделкой и обработкой окон в любой области. Потратьте несколько минут на Google и составьте хит-лист местных компаний.
Оконная фурнитура, как известно, переоценена. Карнизы для штор, крепления и другое оборудование очень легко сделать, и многим людям нравится сверхпрочный индустриальный вид.
Вот пример парня, который делает оконную фурнитуру и зарабатывает приличные деньги:
Как видите, в этом нет ничего особенного, и это может сделать почти каждый.
Достаточно ли этого, чтобы жить? Навряд ли. Вы заработаете хорошие побочные деньги? Ага.
Курильщики на заказ
Это будет во многом зависеть от того, где вы живете. В некоторых регионах копчение мяса и сыров не популярно, в других – безумно популярно.
Так что, если вы живете в районе, где это более распространено, многих людей может заинтересовать что-то большее, чем то, что продается в розничных магазинах, таких как Cabela’s.
Есть довольно крутые курильщики, сделанные из старых танков или полностью с нуля. Что интересно в этом, так это то, что вы можете сделать их на заказ, чтобы они были того размера и стиля, которые интересны вашему клиенту.
Хороший способ начать – сначала сделать его для себя, а затем просто показать его! Сделайте несколько фотографий, пусть люди приходят поиграть с ними. Слушайте то, что они хотят видеть, а затем сделайте это за них. Благодаря всем возможностям различных размеров и конфигураций вы сможете сделать каждую деталь уникальной.
Мобильные платформы / тележки для ремонтного оборудования
На мой взгляд, этим занимается недостаточно людей.
Так много людей имеют забитые гаражи, заваленные хламом и недоступной техникой. Такие вещи, как ленточные пилы, сверлильные станки, настольные пилы, фрезерные станки, ленточные шлифовальные машины и т. Д.
Все, что вам нужно, это C-образный швеллер / угловая сталь / плоский пруток и ролики. Вы можете быстро создать колесную базу для старого оборудования. Это буквально может быть проект, в котором люди могут сделать снимок и отправить вам измерения, а на следующий день забрать новую базу.
Некоторые люди делают свои собственные из дерева, но они не так прочны и прочны, как то, что правильно сварено.
Примечание по этому поводу: не ставьте ролики прямо под основание, лучше располагать их по бокам и держать оборудование как можно ближе к земле, примерно так:
Мне это нравится по двум основным причинам. Во-первых, он поддерживает одинаковую высоту оборудования, поэтому эргономика не нарушается. Во-вторых, если вы сломаете ролик, машина не перевернется, так как ей не нужно далеко упасть.
Еще хорошо, если можно сделать колеса выдвижными и регулируемыми. Если это не так, вашему клиенту будет трудно с неровными полами. Просто убедитесь, что у вас есть ролики, способные выдержать вес оборудования.
В любом случае, это, вероятно, заходит слишком далеко в сорняки. Попробуйте сделать пару, чтобы улучшить свой дизайн.
Художественная сварка
Множество людей смогли успешно заработать на платформе вроде Etsy, создавая всевозможные декоративные дурочки.Если вы человек творческий, это может быть хорошей возможностью.
Вот совет, если вы собираетесь пойти по этому пути: потратьте некоторое время на изучение того, что другие люди делают на Etsy (или на любой другой платформе, которую вы выберете), и сколько это стоит. Одним из основных преимуществ проведения исследования здесь является то, что вы можете получить хорошее приблизительное представление о том, сколько из того или иного конкретного продукта было продано. Вы только посмотрите на количество отзывов.
Вы также можете использовать эту идею, чтобы найти товары, которые можно продать в местных объявлениях.
При этом следует помнить, что вам придется делать больше, чем просто сварку. Успешное начало дополнительного бизнеса в Интернете означает, что вам придется продавать свои собственные товары. Это включает в себя создание привлекательных рецензий, хороших фотографий и создание профилей на различных платформах.
Честно говоря, если вы действительно не увлечены подобными вещами и не были бы счастливы заниматься этим просто ради этого, это, вероятно, не будет платить столько, сколько другие концерты.
Не говоря уже о том, что вы не можете зарабатывать деньги, вы определенно можете. Но всякий раз, когда кто-то может сделать что-то в качестве увлекательного проекта, это обычно гонка за прибылью, если только вы не очень хорошо в этом разбираетесь.
В любом случае, вот несколько идей для проектов художественной сварки:
- Рамки для картин
- Вешалки
- Дверные ручки
- Держатели для ювелирных изделий
- Кронштейны для полок
- Цветы из металлолома
- Индивидуальные вывески (могут хорошо работать, если у вас есть плазменный резак)
- Журнальные столики / торцевые столики
- Вино стеллажи
- и т. д.
Многим людям очень нравится сварной стиль ранчо, поэтому, если у вас есть доступ к таким вещам, как подковы и железнодорожные шипы, у вас будет масса вещей, которые, скорее всего, будут популярный.Вы также можете легко найти их в Интернете (железнодорожные шипы и подковы доступны на Amazon).
Если вы ищете вдохновения, зайдите в Pinterest или Etsy и введите «сваренный».
Как узнать, что заряжать
Для некоторых это самая сложная часть побочного бизнеса. В Интернете есть много информации о разных тарифах, которые взимают люди, но это во многом зависит от того, где вы живете и насколько конкурентоспособен рынок.
Итак, вместо того, чтобы просто говорить, что вы должны взимать 20/30/40/50 долларов в час, вот несколько простых советов.
Записывайте все, что нужно для выполнения работы.
Речь идет не только о ценах на сталь. Для сварочного бизнеса есть немало денег. Вот несколько примеров:
- Сварочная проволока, электроды или присадочные стержни
- Шлифовальные диски, лепестковые круги и т. Д.
- Краска
- Материал
- Износ оборудования
- Дополнительные расходы на коммунальные услуги
Если у вас есть блокнот, в котором вы записываете, заплатите за эти вещи (и все остальное, что вы израсходуете), тогда вы по крайней мере будете знать, сколько вы НЕ зарабатываете на работе.
Также важно понимать, что ваши инструменты не вечны. Многие компании делают так, чтобы инструменты окупились за три года. Это покроет расходы на покупку инструментов и ремонт в будущем.
Так, например, если у вас есть сварочный аппарат за 2000 долларов, который вы планируете использовать 10 часов в неделю, вот простая формула:
10 часов в неделю x 52 недели в году x 3 года = 1560 часов
Теперь возьмите 2 000 долларов, которые вы потратили на машину, и разделите их на количество часов, которое она должна проработать.Получаете 1,28 доллара.
Может показаться, что это немного, но это 1,28 доллара в час, которые вы платите из своего кармана, если не взимаете соответствующую плату. Это также складывается, если вы не учитываете другие вещи, которые стоят вам денег.
Если вы неправильно учитываете свои расходы, вы можете зарабатывать только 15 долларов в час, когда думаете, что зарабатываете 20 долларов.
Совет от профессионала : Всегда округляйте в большую сторону при подсчете расходных материалов и материалов. Например, если вам нужно было купить для работы трубку полной длины, но у вас еще осталась 1/4 ее длины, просто взимайте плату за всю длину.Таким образом, вы получите должную компенсацию деньгами, а не грудой обрезков.
Определите, на что стоит ваше время.
Вы можете быть опытным сварщиком, который умеет складывать прекрасные бусинки и складывать безупречные десятицентовики. Это не значит быть эффективным.
Каждый раз, когда вы пробуете новую «нишу», вы не будете эффективны. Вы будете делать ошибки. Вот почему трудно сразу заработать большие деньги.
Это хорошая идея, чтобы НЕ становиться слишком жадными вначале.Заряжайте меньше, приобретая опыт, ноу-хау и способности, а также честно рассказывая о том, с чем вы знакомы (и с чем не знакомы).
Вот почему так важно знать, в какой момент что-то не стоит вашего времени. Если вам нужно зарабатывать не менее 20 долларов в час, начните с этого и продолжайте расти. Если вы начнете взимать плату, которую взимают другие профессионалы, вы, вероятно, заработаете плохую репутацию из-за своей неопытности.
Некоторые парни взимают плату только за то, что они тратят, пока они пытаются создать бизнес.Затем, через несколько месяцев, начните заряжать больше, чем вы считаете справедливым. К тому времени у вас уже должна быть небольшая репутация, и ваш побочный бизнес должен иметь собственные ноги, чтобы стоять на ногах.
Следите за льготами.
Есть несколько бонусов к ведению побочного бизнеса, о которых стоит помнить. Вы, наверное, уже думаете, как организовать мастерскую, которая окупается лишним пивом, это будет весело, вы многому научитесь и т. Д.
У вас могут быть другие важные льготы, которые могут иметь заметное значение.
В зависимости от того, где вы живете (и если вы правильно настроили и зарегистрировали свой малый бизнес), вы можете воспользоваться некоторыми крупными налоговыми льготами , работая на дому.
Вы можете вычесть часть арендной платы / ипотеки, счета за коммунальные услуги, счет за мобильный телефон, автомобиль и т. Д. Из своего дохода в качестве деловых расходов. В зависимости от того, что у вас происходит, вы можете буквально экономить тысячи каждый год, когда приходит налоговый инспектор.
Заявление об ограничении ответственности: Я не бухгалтер, занимаюсь налогами самостоятельно, я не несу ответственности за то, что вы напортачили, и т. Д. И т. Д.
В любом случае, сварка может стать отличным побочным делом. Ищете ли вы пивные деньги, пытаетесь заплатить за инструменты или увеличить свой доход, начать что-то несложно, приложив немного усилий.
Металлический сварочный стол
Стальной сварочный стол – это основная необходимость на рабочем месте любого сварщика, поскольку сварка на деревянной поверхности может представлять реальную опасность пожара.Кроме того, со стальным столом к нему можно прикрепить рабочий зажим сварщика, и детали, размещенные на столе, будут электрически связаны с поверхностью стола. Это дает преимущество в том, что рабочий зажим и его кабель не мешают вам во время сварки. Наконец, создание собственного сварочного стола позволит вам стоять прямо и размещать небольшие проекты на нужной высоте для сварки.
Ниже приведены инструкции по созданию собственного сварочного стола для металла. Все предметы, за исключением металлических пластин, необходимых для полок, можно легко найти в вашем местном магазине товаров для дома.Стальные листы можно приобрести у местного поставщика стали, который легко найти на местных желтых страницах. Ожидайте завершить этот проект менее чем за четыре часа.
ПЕРВАЯ БЕЗОПАСНОСТЬ
Вентиляция
Важно обеспечить достаточную вентиляцию, чтобы пары и газы не попали в зону дыхания. Для периодической сварки в большом помещении с хорошей поперечной вентиляцией может быть достаточно естественной вентиляции, если вы не допускаете попадания сварочного дыма на голову.Однако имейте в виду, что сильные сквозняки, направленные на сварочную дугу, могут сдувать защитный газ и влиять на качество сварного шва. При планировании вентиляции вашей мастерской предпочтительно использовать вентиляцию, которая удаляет дым из рабочей зоны, а не выдувает необходимый защитный газ.
Удар электрическим током
Помните, поражение электрическим током может убить. При сварке надевайте сухие кожаные перчатки без дырок. Никогда не прикасайтесь к электроду и не работайте голыми руками, когда сварочный аппарат включен. Убедитесь, что вы должным образом изолированы от находящихся под напряжением электрических частей, таких как электрод и сварочный стол, когда прикреплен рабочий зажим.Убедитесь, что вы и ваша рабочая зона остаются сухими; никогда не сваривайте, если вы или ваша одежда мокрая. Убедитесь, что ваше сварочное оборудование выключено, когда оно не используется. Обратите внимание, что устройства подачи проволоки / сварочные аппараты Lincoln имеют относительно низкое напряжение холостого хода и включают внутренний контактор, который сохраняет сварочный электрод электрически «холодным» до тех пор, пока не будет нажат спусковой крючок горелки. Эти важные функции безопасности снижают риск поражения электрическим током во время любого сварочного проекта.
Arc Rays
Важно, чтобы ваши глаза были защищены от сварочной дуги.Инфракрасное излучение вызывает жжение сетчатки. Даже кратковременное незащищенное воздействие может вызвать ожог глаз, известный как вспышка сварщика. Обычно вспышка сварщика носит временный характер, но может вызвать сильный дискомфорт. Продолжительное воздействие может привести к необратимым травмам.
Рабочее пространство – Защита от искр
Перед тем, как приступить к любому сварочному проекту, важно убедиться, что на рабочем месте нет мусора, опилок, краски, аэрозольных баллончиков и любых других легковоспламеняющихся материалов.Рекомендуется минимальный радиус пяти футов вокруг дуги, свободный от легковоспламеняющихся жидкостей или других материалов. Особую осторожность следует проявлять в мастерских, которые в основном используются для обработки древесины, поскольку опилки могут скапливаться внутри станков и в других труднодоступных для очистки помещениях. Если искра попадет в одну из этих трещин в опилках, результаты могут быть плачевными. Если площадь вашего магазина слишком мала для обеспечения безопасного радиуса действия, используйте альтернативное место, например, гараж или подъездную дорожку.
Газовые баллоны
Баллоны могут взорваться при повреждении.Всегда держите баллон с защитным газом вертикально и надежно. Никогда не позволяйте сварочному электроду касаться цилиндра.
Защитное оборудование
Также обязательно убедитесь, что у вас есть все необходимое защитное оборудование и что вы носите одежду, подходящую для сварщиков. Вам следует носить:
Сварочные перчатки – сухие и в хорошем состоянии
Защитные очки с боковыми щитками
Защитный сварочный щиток с темными линзами, подходящими для вашего типа сварки
Защита головы – например, огнестойкая хлопчатобумажная или кожаная шапочка
Хлопковая рубашка с длинными рукавами
Длинные брюки из хлопка
Кожаные рабочие ботинки
Огнетушитель также должен быть под рукой во время любой сварки.
Также убедитесь, что во время сварки в зоне видимости нет детей. Они могут наблюдать за дугой и могут повредить сетчатку сетчатки от ее яркого света. Также существует опасность получения ожогов от сварочных брызг.
И, наконец, дополнительную информацию по технике безопасности см. В руководстве по эксплуатации сварщика.
Перед тем, как начать этот проект, убедитесь, что у вас под рукой есть следующие предметы:
Необходимые инструменты
Lincoln Electric Easy-MIG ™ 140 или другие аналогичные сварочные аппараты MIG, доступные в ближайшем к вам розничном магазине.Easy-MIG ™ 140 питается от домашнего источника питания 120 В.
Lincoln Electric. 0,025-дюймовый сплошной провод SuperArc® L-56®
Регулятор газа и шланг
Защитный газ с 75% аргоном и 25% углекислотой смесью
Кусачки
Рулетка
Квадрат
Угловой квадрат
C-образные зажимы (3)
Сабельная пила с режущим полотном по металлу или отрезная пила с режущим диском по металлу с возможностью наклона под углом
Чистящий растворитель – может быть горючим. Во время сварки держитесь подальше от рабочего места.
Распылительная краска, устойчивая к ржавчине – может быть горючей.Во время сварки
Необходимые материалы
Стандартный стальной уголок 1/8 дюйма (доступны размеры, подходящие для длины 4 футов):
Четыре 1/8 дюйма x 1 дюйм x 1 дюйм – 18 дюймов в длину со скосом на 45 градусов
Четыре 1/8 дюйма x 1 дюйм x 1 дюйм – 30 дюймов в длину, скошенные под углом 45 градусов
Четыре 1/8 дюйма x 1-1 / 4 дюйма x 1-1 / 4 дюйма – 36 дюймов в длину (ноги )
Две пластины из мягкой стали толщиной 1/8 дюйма размером 17-1 / 2 “x 29-1 / 2”
Четыре ролика с резьбовыми валами и соответствующими гайками
Четыре стяжные гайки, используемые для скрепления резьбового стержня между собой
Четыре стопорных шайбы для установки литейные валы
Одна стальная труба длиной 3 дюйма, внутренний диаметр 1-1 / 4 дюйма
1. Проверьте свои материалы
Разложите материалы в своей рабочей зоне и убедитесь, что у вас есть все необходимое для завершения проекта. Не забудьте свое защитное снаряжение и огнетушитель. Если вы еще этого не сделали, отрежьте угловое железо, используя скоростной угольник, чтобы отметить митры. Проверьте справочную таблицу на внутренней стороне дверцы сварочного аппарата, чтобы убедиться, что вы используете правильные настройки для толщины свариваемой стали (стандарт для большинства компактных сварочных аппаратов Lincoln Electric с механизмом подачи проволоки).Перед тем, как начать, проверьте свои настройки, приварив кусок лома.
2. Сварка двух рам для столешницы и полки
Используя квадрат на внешнем крае, поместите один кусок 30-дюймового стального уголка и один 18-дюймовый стальной уголок скошенной стороной вниз, убедившись, что они идеально квадратные. Прикрепите рабочий зажим к одной из металлических частей. Установив защитную маску на место, приварите углы на внутренних краях прихваточным швом. Остальная часть сварного шва будет завершена позже.
Используя другой кусок 30-дюймового стального уголка и еще один 18-дюймовый стальной уголок, повторите этот шаг, чтобы создать противоположный угол рамы. Важно сначала приварить противоположные углы, чтобы обеспечить правильные углы и идеальное прилегание.
Теперь соедините две части прямоугольной рамы вместе и сварите прихваточными швами оставшиеся углы.
3. Приваривание столешницы к раме
Расположите раму плоской стороной вверх. Поместите один из кусков стального покрытия поверх рамы и отцентрируйте его.Присоедините рабочий зажим к стальному лому и положите его на стол (см. Фото). Прихваточный шов вокруг пластины. На этом этапе не выполняйте полные сварные швы, чтобы свести к минимуму деформацию, вызванную нагревом. Закрепите углы и закрепите одну или две закрепки с каждой стороны. Когда все прихваточные швы выполнены, приварите каждый прихваточный шов, поместив сварной шов конечной длины примерно 3/4 дюйма. Завершите сварку углов снизу. Обе полки нужно собирать одинаково.
4.Выравнивание полок и установка первой ножки
Поставьте одну из полок на длинный край. Используя угольник, чтобы убедиться, что он находится под углом 90 градусов к земле, прикрепите одну из ножек к полке с помощью C-образного зажима, чтобы удерживать ее в вертикальном положении, как подставку на велосипеде (см. Фотографии). Вторую полочку расположите параллельно первой и таким же образом прикрепите еще одну из ножек (см. Фото). Полки на сварочном столе находятся на расстоянии 28 дюймов друг от друга. Вы можете отрегулировать это расстояние в соответствии со своими потребностями.
Поместите одну из ножек в нижний угол полки и поместите верхнюю часть ножки во внутренний угол столешницы. Приварите его прихваточным швом. Далее привариваем оба края ножки к ножке и полочке. Каждый из этих сварных швов будет иметь длину примерно 1 дюйм. Обязательно сваривайте каждую сторону.
5. Присоедините оставшиеся ножки
Повторите инструкции по прикреплению ножек в шаге 5. Убедитесь, что вы выполнили все сварные швы с обеих сторон каждой ножки, прежде чем ставить стол на свой вес.
Примечание. Расстояние между каждой опорой внизу опоры больше, чем вверху.
6. Присоединение гаек и роликов соединительной муфты
Поместите соединительную гайку во внутренний угол уголка заподлицо с нижней частью стойки. Сделайте 3/4 дюйма сварного шва с каждой стороны гайки. Повторите этот шаг на каждой ноге. Дайте остыть. Наденьте стандартную гайку на каждый стержень ролика до упора. Место одна стопорная шайба на каждом МНЛЗ стебель и нить штока в автосцепках гайки, прикрепленной к ножке стола.Отрегулируйте высоту роликов, чтобы выровнять стол. Затем затяните гайки, чтобы зафиксировать ролики на месте по вертикали.
7. Прикрепите держатель сварочного пистолета
С помощью зажима прикрепите 3-дюймовую стальную трубку к правому переднему углу верхней полки стола (если правша; обязательно переключитесь на левую сторону, если ты левша). Прикрепите его примерно под углом 45 градусов передней стороной вверх, чтобы можно было удерживать сварочный пистолет (см. Фото).Приварите трубку прихваточным швом и снимите хомут. Сделайте 1-дюймовый чистовой сварной шов на верхней стороне трубы.
8. Отойдите назад, полюбуйтесь своей работой и приступайте к следующему сварочному проекту.
Вы можете покрасить сварочный стол устойчивой к ржавчине краской, но НЕ ЗАКРАСИВАЙТЕ ВЕРХУ ТАБЛИЦА. Вам нужно, чтобы это оставалось голой сталью, чтобы металлические части, размещенные на столешнице для сварки, контактировали с изделием. Перед покраской очистите весь стол чистящим растворителем, чтобы удалить машинное масло.Закройте верх малярным скотчем и газетой. Краска.
Как сделать катушку для сварочного кабеля
Сварочные материалы действительно могут прожечь дыру в вашем кармане, верно? Как бы вы ни старались сэкономить свои драгоценные деньги, вам все равно придется раскошелиться на новое оборудование и расходные материалы. В конце концов, для выполнения работы необходимо иметь необходимое оборудование и инструменты. Однако это еще не все мрачно и обреченно. Есть вещи, на которых вы можете сэкономить, если захотите приложить некоторые усилия.Катушки для сварочного кабеля – одна из таких вещей. Вместо того, чтобы покупать промышленные, вы можете сделать самодельный, не тратя непомерные суммы денег.
Что такое катушки для сварочного кабеля?
Катушки со сварочным кабелем бесценны для сварщиков. Даже новички, только начинающие со своими собственными грузовиками сварочной установки, могут приобрести себе катушки. Сварщикам обычно приходится работать со сварочными кабелями такой длины и длины, которые сложно хранить и отслеживать. Катушка для сварочного кабеля помогает держать кабели организованными и в хорошем состоянии, что также облегчает жизнь сварщикам, поскольку их цех остается организованным и незагроможденным.
Катушки со сварочным кабелем – это большие барабанные предметы, похожие на катушку. Они используются для хранения электрических кабелей, оптоволоконных кабелей и всевозможной электропроводки. Они делают процесс хранения и транспортировки очень удобным, а также помогают поддерживать кабели в хорошем состоянии, поскольку кабели менее подвержены повреждению при правильной намотке на катушку.
Сварочные кабели – это отдельные кабели, которые продаются длиной от 25 футов до необходимой длины. Переносить и хранить такие большие катушки не только сложно, но и наивно.Катушки громоздкие и должны быть изготовлены из материала, который может удерживать катушку для безопасного и эффективного хранения и обеспечивать легкую транспортировку, не повреждая кабели и не ухудшая качество работы.
Каковы преимущества использования катушек для сварочного кабеля?
Катушка для кабеляне только облегчит вашу жизнь; они также экономят ваши деньги, время и ненужные хлопоты. Если оставить такие длинные кабельные катушки разбросанными вокруг, они могут нанести большой ущерб окружающим и сами вывести их из строя.
Опасность поездки
Представьте себе большую катушку с кабелем, вьющуюся по полу мастерской. Сварщики, работающие в ограниченном пространстве, в защитном снаряжении и масках, рискуют запутаться ногой в проволоке. Как только это произойдет, они неизбежно споткнутся и упадут.
Учитывая опасную рабочую среду и инструменты, с которыми они работают, ситуация может стать очень запутанной. Такие длинные шнуры не следует оставлять так, и скручивание их вручную может быть не лучшим практическим решением, поскольку они могут снова отсоединиться.Вы должны найти способ держать их в одном месте, желательно где-нибудь, где они не смогут выйти из
.Увеличьте срок службы сварочных кабелей
Все сварочное оборудование довольно дорогое, и сварочные кабели не исключение. Когда вы вкладываете средства в качественные сварочные кабели, вы хотите, чтобы они прослужили очень долго. Чтобы что-то прослужило дольше, вы должны бережно обращаться с ним, хранить его в безопасном и ухоженном состоянии. Чтобы ваши кабели имели более длительный срок службы, вам нужно найти для них дом, где они будут безопасны и не причинят вреда, когда они не используются.Катушки для кабеля гарантируют, что ваши кабели хранятся должным образом, без перекручивания и напряжения. Они также не подвержены риску разрыва и истирания, когда они не попадают никому под ногу, не остаются висящими вокруг острых предметов и не находятся в опасном положении, когда они едут на заднем сиденье вашего грузовика.
Удобство
Это очевидно. Катушка для кабеля делает хранение и транспортировку кабелей легкой задачей. Катушка с кабелем может находиться в вашей мастерской или путешествовать на тележке сварочной установки, надежно спрятанной, как и должно быть.
Что нужно для изготовления сварочной катушки?
Если вы планируете изготовить собственную сварочную катушку вместо того, чтобы покупать ее на рынке, вам понадобятся следующие расходные материалы.
- 2 металлические / деревянные пластины одинаковой формы
- Прочная удочка, кусок металла или дерева для намотки катушки.
- Станки сверлильные, гайки, болты,
- Ручная рукоятка (если требуется)
Хотя это потребует определенных усилий, в конечном итоге вы сэкономите много денег, и для начинающих сварщиков подойдут самодельные кабельные катушки.
Как сделать катушку для сварочного кабеля своими руками
Если у вас сейчас нет средств для покупки вторичного оборудования, такого как катушки для сварочного кабеля, вам не нужно этого делать. Сварочное оборудование стоит очень дорого, а катушку для кабеля всегда можно достать позже. Вы можете просто сделать самодельный вариант для себя на этом этапе и получить промышленный позже, если возникнет необходимость.
Вот пошаговое руководство по изготовлению катушки для сварочного кабеля:
- Возьмите стальную пластину толщиной 1/4 дюйма, которая станет основой катушки со сварочным кабелем.
- Просверливает отверстия примерно того же размера и диаметра, что и анкерные болты, которые вы используете. Разместите эти отверстия примерно на расстоянии одного дюйма от каждого из углов.
- Возьмите другую идентичную стальную пластину и проделайте с ней то же самое.
- Поместите и закрепите стержень между двумя просверленными стальными пластинами 1/4 дюйма. Затем приварите его. Стойка катушки сварочного кабеля теперь исправлена.
- Теперь наклоним эту позу в сторону. Он должен опираться на край и верхнюю часть стального основания.
- Сварите штифт и обод вместе, установив обод в желаемом положении на стойке.
- Сделайте так, чтобы катушка со сварочным кабелем стояла ровно, и любуйтесь своей работой.
Самодельная катушка для сварочного кабеля готова. Он может легко и удобно удерживать и транспортировать ваши кабели. Может, он и не такой модный, как промышленные, но пока что сослужит вам хорошую службу.
Ограничения самодельных катушек для кабеля
Самодельные кабельные барабаны отлично подходят для новичков, которые только начинают работать со своими собственными сварочными установками, но чем они отличаются от промышленных мобильных кабельных барабанов? Достаточно ли безопасны самодельные катушки? Как долго они служат и насколько они прочные? Должны ли мы поощрять новичков вкладывать деньги в хорошую промышленную кабельную катушку?
Хотя самодельные кабельные катушки будут вам хорошо служить, когда вы только начинаете, и вам не нужно держать огромные запасы сварочных кабелей, и вам не нужно тянуть кабели слишком далеко, тогда вам не нужно покупать промышленный кабель. катушки.Однако, когда ваш бизнес начнет расширяться, вам может потребоваться перейти на электрические промышленные сварочные кабельные катушки. Некоторые из ограничений самодельных кабельных барабанов:
- Большинство самодельных катушек для сварочного кабеля изготавливаются вручную. Когда у вас есть крупные клиенты и проекты, наматывание кабелей вручную может быть не лучшим выбором.
- Они могут быть не такими прочными, как промышленные. Некоторые из них могут быть сделаны из дерева и могут не выдерживать больших нагрузок, которые вам, возможно, придется выполнять при выполнении более крупных сварочных работ.
- Вы можете пораниться, обращаясь с этими кабелями и катушками вручную. Промышленные катушки имеют множество предохранительных и защитных приспособлений, чтобы избежать несчастных случаев.
Связанные вопросы
Сколько стоит сделать катушку для сварочного кабеля в домашних условиях?
Стоимость самодельной катушки для сварочного кабеля будет варьироваться от места к месту и зависит от качества используемого материала. Но можно с уверенностью сказать, что вы можете сделать хорошую катушку для сварочного кабеля вдвое дешевле промышленной катушки.
Сколько стоит готовая катушка для кабеля?
Бобовая кабельная катушка хорошего качества, отсутствующая на рынке, обойдется вам примерно в 300 долларов.
Что предпочтительнее: ручное или автоматическое втягивание мотовила?
Ручное втягивание бобины, которое предлагает большинство самодельных бобин для кабеля, – это большая работа. Кабели могут вытягиваться до 50 м, а ручное втягивание может потребовать много времени и энергии.
Автоматическое втягивание катушки поможет вам сэкономить время и энергию, но в то же время, если катушка втягивается слишком быстро, иногда возникает опасность для человека, работающего с ней.
Какие типы кабельных барабанов доступны на рынке?
Вот некоторые из имеющихся на рынке катушек для сварочного кабеля:
- Катушки с пружинным приводом: Автоматические катушки, которые убирают катушку, когда вы отпускаете ее. Катушка
- EZ Coil: катушки, которые медленно втягиваются для безопасности оператора.
- Катушки с ручным кривошипом: Поставляется с ручным рычагом, который нужно повернуть, чтобы вернуть катушку в исходное положение. Это требует большого количества ручного труда.
- Моторизованные катушки: Катушки, которые требуют источника энергии и вращаются для втягивания самих барабанов.
Подобные сообщения:
Как хорошо заработать Сварка
Эти проекты не должны оказаться слишком сложными для начинающего. У новичка может возникнуть соблазн сразу погрузиться в процесс и попытаться создать замысловатые произведения искусства. Однако вам нужно ползать, прежде чем вы сможете бежать. Не торопитесь и научитесь тонкостям сварки, прежде чем начинать что-то большое и впечатляющее.
Чаша стиральной машины – очень хороший проект для новичков.Когда это будет сделано, он также будет красиво отображаться в любой комнате, в которую вы его поместите. Этот проект поможет вам попрактиковаться в ваших навыках маркировки, и вам понадобится только несколько шайб, чтобы завершить проект.
Если у вас есть много запасных шайб из низкоуглеродистой стали разных размеров, вы сможете сделать очень красивую вазу для фруктов. Сварив все шайбы вместе, чтобы сформировать чашу, вы можете очистить ее спиртом и использовать для удерживания всего, что захотите.
Держатель для бутылок на плавающей цепочке для вина – это забавный проект, которым вы можете похвастаться перед друзьями и семьей.Это отличный способ попрактиковаться в сварочных навыках, а также поможет улучшить вашу технику сварки.
Использование повторяющихся тегов поможет улучшить качество сварки. Это идеальный проект для создания подарка кому-то. Этот проект также может стать довольно прибыльным проектом и украсить дом красивым декором.
Этой стоячей яме для барбекю могут позавидовать ваши друзья и семья, когда они увидят и восхищаются вашей красивой работой.Яма для барбекю также может стать очень прибыльной, если вы сможете сделать ее привлекательной и качественной. Люди увидят ваш и захотят, чтобы вы сделали его и для них.
Этот проект поможет вам попрактиковаться в сварочных навыках и стать известным мастером по изготовлению ям для барбекю. Сделайте этот проект для себя, и он может улучшить ваши личные навыки, а также ваше финансовое положение.
Открытый камин может увеличить стоимость вашей собственности, особенно если вы можете сделать это самостоятельно.Если вы начинающий сварщик, вам не нужно платить за это кому-то другому. Уличный камин – это очень простой проект, и вы можете сделать это без чьего-либо давления.
Этот проект также может стать довольно прибыльным предприятием. Это определенно то, о чем вы не пожалеете, когда будете смотреть на него каждый раз, когда собираетесь всей семьей.
Вешалка для верхней одежды для прихожей – это как раз то, что нужно для начинающих сварщиков, которые хотят проявить творческий подход.Кроме того, каждый сможет увидеть его и полюбоваться, когда они войдут в ваш дом, чтобы повесить пальто.
Это простой проект, который поможет улучшить ваши сварочные навыки и даст вам возможность попрактиковаться в недавно приобретенном хобби. Кто знает? Это может просто превратиться в небольшой побочный бизнес для дополнительного дохода.
Что вам нужно добавить к предыдущим проектам, так это хорошего курильщика барбекю. С его помощью вы можете добавить удобный инструмент для приготовления пищи на свою летнюю кухню. Кроме того, с помощью этой удобной коптильни для барбекю вы сможете приготовить еще больше блюд для дома.
Курильщик BBQ украсит вашу летнюю кухню и предоставит вам дополнительное время для обучения и практики для ваших сварочных навыков. Это будет идеальный способ развить свои сварочные навыки и попрактиковаться в творчестве очень выгодным и увлекательным способом.
Проект бронированной двери – это интересный способ обезопасить ваши помещения и повысить стоимость вашей собственности. Этот тип проекта может надолго занять начинающего сварщика и поможет отточить свои сварочные навыки.
Безопасность и безопасность вашего дома и вашей семьи очень важны.Еще лучше, если вы можете сделать это, не платя кому-либо еще. Этот проект для начинающих сварщиков может сэкономить вам много денег в долгосрочной перспективе, если вы сможете выполнить его самостоятельно.
Сварочный стол, на котором можно выполнять все сварочные работы, – это очень удобный и практичный проект, который поможет улучшить свои сварочные навыки. Это может показаться трудным проектом, но это несложная сварочная работа.
Пока тренируешься, можно скрыть некрасивую сварку на дне. Даже ваша семья и друзья будут завидовать вам, когда увидят ваш верстак, который вы сделали для себя.Это может просто стать для вас источником дополнительного дохода.
«Руки помощи» – это то, что каждый энтузиаст, работающий своими руками, найдет кстати, когда работает в одиночку и нуждается в дополнительной помощи. Этот проект облегчит вашу работу в будущем, если ваша сварочная карьера требует, чтобы вы работали в одиночестве.
Не всем нужна помощь дома, но она может помочь вам в будущем при реализации прибыльных проектов. Это то, о чем вы не пожалеете. Вы даже можете использовать его для различных видов работ, где вам может понадобиться рука помощи.
Металлическое сердце, как произведение садового искусства или что-то, чем вы хотите просто украсить, может быть для вас хорошим проектом. Кроме того, его также можно использовать, чтобы вернуть вам расположение супруга. Кто-то может даже попросить вас сделать металлические сердечки для свадебного декора или чего-то еще, для чего требуются металлические сердечки.
Это всегда интересный проект, который можно использовать, чтобы попрактиковаться в сварочных навыках или просто проявить творческий подход и продемонстрировать свое искусство. Этот тип проекта может просто порадовать кого-то, кому нужно немного подбодрить.
Сварка не окупается так же хорошо, как думают республиканцы
Прочтите: Республиканцы очень быстро изменили свое мнение о высшем образовании
Представление Манделя об экономическом спасении через сварку быстро распространилось: от статей в обзорах до сегментов кабельных новостей и политических выступлений. В ходе президентских дебатов от республиканцев в 2015 году сенатор Марко Рубио заявил: «Да хоть убей, я не знаю, почему мы заклеймили профессиональное образование. Сварщики зарабатывают больше денег, чем философы. Нам нужно больше сварщиков и меньше философов.Президент Дональд Трамп пригласил сварщика из Дейтона стать одним из почетных гостей на своем первом обращении к Государству Союза, а министр образования Бетси ДеВос посетила классы сварки по всей стране, от пригорода Форт-Уэрта до Фар-Рокавей. Королевы. Пол Райан превозносил достоинства карьеры сварщика на встрече на высшем уровне, организованной Американским институтом предпринимательства. Даже Иванка Трамп надела сварочную маску для фотоаппаратов и попробовала себя с фонариком.
***
В ноябре 2016 года, через несколько дней после победы Дональда Трампа, я отправился в Тейлорсвилл, Северная Каролина, небольшой городок в предгорьях Аппалачей.Тейлорсвилл удален и малонаселен; Чтобы добраться до Starbucks, или кинотеатра, или просто города с населением более 5000 человек, нужно как минимум полчаса езды. Почти все в городе белые, и только каждый седьмой взрослый имеет степень бакалавра. На президентских выборах 2016 года три четверти округа проголосовали за республиканцев.
Я приехал в Тейлорсвилл, чтобы попытаться глубже понять взаимосвязь между высшим образованием, возможностями и сваркой, и я провел пару вечеров в доме молодого студента-сварщика лет двадцати пяти по имени Орри Кэррьер, пьющего кофе. и разговаривает.Он сказал мне, что его путь в подростковом возрасте и в старшей школе был трудным. Отец Орри ушел до того, как он родился, и отсутствие стабильного мужского образца для подражания в его жизни привело его к дикому и саморазрушительному поведению, особенно в раннем подростковом возрасте. Он закончил среднюю школу, но с трудом, окончив 388-е место в классе из 389.
После школы Орри пошел работать. Он потратил год на установку замков для местной компании, а затем еще год на замену масла в Taylorsville Snappy Lube.На этих работах выплачивалась минимальная заработная плата или немного больше, и работа не была стабильной или предсказуемой. В 21 год Орри женился, и они с женой переехали в арендованный трейлер. Отчим помог ему получить следующую работу – волочить проволоку на заводе. Это была тяжелая работа, громкая, грязная и однообразная, но она платила 13,90 доллара в час, больше, чем Snappy Lube. Через полтора года Орри был уволен за то, что пропустил слишком много рабочих дней, но вскоре ему удалось найти работу на другом заводе по производству стальной проволоки. Потом его уволили и с этой работы.
К тому моменту весна 2016 года Орри было 24 года, он оставался без работы. Он воспитывал двоих детей со своей бывшей женой Кэти и жил с новой девушкой по имени Кристалл. Орри было трудно работать в течение пяти лет, и все же он был разорен, ни с чем не сохраняются. Он сказал мне, что на каждой своей работе его заставляли чувствовать, что он одноразовый, как будто он на самом деле не имеет значения.
Полное руководство – Welding Mastermind
СваркаTIG – это один из самых точных и чистых видов сварки, который вы можете практиковать, но для того, чтобы научиться ее делать, также требуются большие навыки.По мере того, как вы станете более продвинутыми в ремесле, вы сможете не только сделать свои сварные швы более чистыми и точнее соответствовать желаемому стилю, но и повлиять на цвет. Создание красочного сварного шва TIG становится все более популярным в эстетике.
Как сделать красочный сварной шов TIG? Сварочные швы TIG различных цветов обычно выполняются на стали. Цвет образуется из-за контакта сварочной ванны металла с кислородом. Этот процесс окисления и различные уровни воздействия тепла приводят к появлению различных цветов сварного шва.Пять основных факторов, влияющих на цветную сварку TIG:
- Угол горелки
- Охват газа
- Поглощение
- Скорость хода
- Сила тока
Эта статья станет вашим руководством по созданию красочных сварных швов TIG. Мы обсудим факторы, которые способствуют появлению этих цветов, материалы, которые вы будете использовать, и все, что вам нужно искать, чтобы сделать ваши сварочные швы TIG желаемыми цветами.Существует множество областей применения, в которых желательно получить красочный сварной шов TIG, и мы рассмотрим их тоже!
Создание красочного сварного шва TIG
Цветная сварка TIG становится все более популярной во многих сферах сварки. Многие сварщики в социальных сетях приобрели поклонников благодаря своим красивым цветным сварочным работам TIG. Он может привнести действительно классные стилистические элементы в вашу работу или увлекательные проекты. В этом разделе мы подробно расскажем, как работают красочные сварные швы и как их создавать.
Почему при сварке TIG появляется цвет?
Сварка TIG – один из самых универсальных видов сварки, который можно использовать для различных металлов. Если вы хотите создать красочный сварной шов с помощью сварочного аппарата TIG, вам часто может потребоваться нержавеющая сталь. Вы также можете произвести этот цветной эффект на титане, но есть несколько других соображений, которые необходимо учитывать, поскольку качество может быть скомпрометировано.
В этой статье мы будем иметь в виду нержавеющую сталь, поскольку это наиболее распространенный материал, который вы будете использовать для создания этих сварных швов.Мы также не хотим перегружать себя химическим составом всего этого, но важно иметь представление о том, что является причиной цвета. Это поможет вам лучше узнать используемые методы.
При сварке TIG вольфрамовый электрод создает электрическую дугу с деталью для создания сварного шва. Он защищен инертным газом (часто аргоном) для защиты заготовки от атмосферы. При различных уровнях газового покрытия и нагрева окрашивание происходит при окислении сварного металла.Это означает, что он вошел в контакт с воздухом.
Металл с разной температурой поверхности по-разному реагирует с кислородом, вызывая изменение цвета. Более высокие температуры приведут к тому, что металл станет темнее, а другие участки станут светлее. В некоторых случаях это окисление может вызвать проблемы, связанные с коррозией. Овладение этим навыком все еще может производить сварные швы, сохраняющие их целостность.
Факторы, влияющие на цвет при сварке TIG
Теперь, когда мы знаем, что цвета, получаемые при сварке TIG, возникают в результате окисления, мы можем погрузиться в факторы, влияющие на цвет во время сварки.Наиболее важные области сварки, которые можно контролировать по цвету:
- Угол горелки: Сохранение более широкого угла сварки позволит открыть больше металла в «зоне термического влияния», что приведет к окислению. Если вы прижмете сварщика к металлу (узкий и более вертикальный угол), меньшая часть металла будет подвержена этой тепловой реакции. Более широкие углы приведут к большим цветовым возможностям.
- Газовое покрытие: Газовое покрытие будет зависеть от других факторов из этого списка.Это область, в которой экран из инертного газа покрывает сварной металл. Ваша газовая линза, которая поможет обеспечить равномерное покрытие. Если газовое покрытие остается на участке готовой сварки по мере его охлаждения, эта область останется серебристой или бесцветной. Если перед охлаждением газовое покрытие удаляется, тогда начинает формироваться цвет. Это связано со скоростью движения.
- Подвод тепла: При разном уровне тепла получаются разные цвета. Более низкие температуры приведут к более светлым цветам, таким как хром (тот же цвет, что и металлическая деталь), соломенный и желтый.Красный начинает переходить в более высокие температуры, а синий и фиолетовый будут еще сильнее. Вы знаете, что достигли слишком высокой температуры, если ваша нержавеющая сталь станет темно-серой или черной.
- Скорость движения: Более низкая скорость движения часто приводит к более высокому нагреву, поскольку воздействие на одну область длится дольше. Вам не обязательно изменять скорость движения для получения разных цветов, но это окажет влияние. Газовое покрытие и сила тока работают в сочетании со скоростью движения, обеспечивая различные уровни температуры.
- Ампер: Ампер измеряет силу электрического тока. Более низкие значения усилителя потребуют больше времени в зоне, так как сила ниже. Это увеличенное время (связанное со скоростью движения) позволит проявиться большему количеству цветов по мере увеличения тепла. Сила тока и скорость движения могут работать вместе, чтобы получить эти цвета.
Все эти факторы вместе формируют цвет. Для получения желаемых цветов необходимо отрегулировать угол наклона и тепловложение. Скорость движения и сила тока также влияют, но их не нужно сразу регулировать, чтобы получить цветные сварные швы.
Вот диаграмма более высоких температур поверхности, связанных с разными цветами, которых вы, возможно, захотите достичь:
| Цвет | Приблизительная температура C |
| бледно-желтый | 290 |
| соломенно-желтый | 340 |
| 906 906 906 906 906 906 темно-желтый 906 | |
| фиолетовый коричневый | 420 |
| темно-фиолетовый | 450 |
| синий | 540 |
| темно-синий | 600 |
разница в цвете нержавеющей стали, нагреваемой при разных температурах.Эти значения не следует использовать при сварке, поскольку условия вашей рабочей среды, вероятно, отличаются от тех, которые использовались для формирования этих сравнений.
Оборудование и настройки, необходимые для цветной сварки TIG
Есть некоторые элементы оборудования, которые вы должны использовать или знать, когда пытаетесь сделать красочный сварной шов. Большинство из них потребуется также для обычной сварки TIG:
- Сварщик TIG: Конечно, для этой сварки вам понадобится сварщик TIG.При настройке устройства убедитесь, что вы настроены на DCEN (источник питания и настройки, которые вы будете использовать). Вы можете установить предварительный поток на 1 секунду, 10 секунд на дополнительный поток, около 85 ампер и 25 кубических футов в час для газа. Это простые отправные точки, которые можно отрегулировать в зависимости от предпочтений и вашего оборудования. Это основано на использовании газа аргона и работе с нержавеющей сталью.
- Газовые линзы: Как упоминалось в предыдущем разделе, газовое покрытие будет влиять на цвет, который вы можете произвести.Причины тому – разные газовые линзы. Более крупная и широкая газовая линза приведет к более яркому цвету. Это связано с тем, что эти линзы будут рассеивать газ и делать его немного более однородным, в отличие от более сильного газового покрытия, которое более сильно фокусируется на луже.
- Ножная педаль: Поскольку тепловложение является важным фактором при получении различных цветов, вы захотите использовать ножную педаль, чтобы определять количество тепла, подаваемого на сварной шов. Это даст вам оптимальный контроль, и его следует практиковать для достижения желаемых температурных диапазонов.
- Заготовка: Убедитесь, что у вас есть кусок металла, с которым можно работать. Он может различаться по форме и размеру в зависимости от цели его использования.
- Присадочный стержень: Для большинства проектов цветной сварки вам понадобится присадочный стержень. Это кусок металла, который будет использоваться для заполнения лужи, с которой вы работаете на заготовке. При сварке TIG вольфрамовым электродом не используется расплавленный металл, в отличие от других типов сварки. Это делает его точным, но при необходимости также требует наполнителя.
- Защитное оборудование: Важно отметить, что защитное оборудование следует использовать при любом типе сварки. Сюда входят качественный рабочий шлем, сварочные перчатки, защитная одежда, закрывающая кожу, и обувь с закрытыми носками. При работе со сварочными аппаратами убедитесь, что вы не влажные, так как это может привести к поражению электрическим током.
Наличие этого оборудования гарантирует, что вы будете работать в среде, которая способствует правильной сварке со всеми необходимыми инструментами.
Техника цветной сварки TIG
У вас есть вся информация, которая влияет на цвет сварного шва. Теперь давайте применим это на практике. Чтобы добиться яркого сварного шва, используются разные методы. Вот пошаговое руководство, которому вы можете следовать, чтобы сделать красочный сварной шов TIG:
- Настройте машину: Эти настройки зависят от вашего оборудования и предпочтений. Ключевым моментом является то, что вы хотите, чтобы ваш сварочный аппарат был оснащен ножной педалью, чтобы вы могли регулировать подвод тепла к сварному шву.
- Уровень нагрева: Приложите ногу к педали, чтобы дать сильный тепло и двигаться быстрее. Если вы установите низкое значение, вам придется оставаться там дольше, и это может привести к поджариванию металла и его серому (попробуйте увеличить силу тока и скорость движения). Вам нужно дать сильный жар, чтобы образовалась лужа, затем расплавьте стержень и снимите немного тепла (меньше педали). Вы можете продолжать этот процесс, пока не овладеете им.
- Толщина: Толщина металла также влияет на цвет, поскольку она влияет на температуру.С более тонким металлом труднее работать и он быстрее перегревается. Это может привести к быстрой серой или черной нержавеющей стали, если у вас нет опыта. Начните с более толстых кусков металла, которые легче поглощают тепло.
- Держите вольфрам рядом с лужей: Старайтесь держать электрод как можно ближе к луже. Это позволит ускорить плавление и сварку без перегрева детали.
Сначала вы можете потренироваться без присадочного стержня на куске металла, чтобы добиться желаемых цветов.Вы захотите отметить используемые вами настройки и оценку вашей работы с учетом множества факторов, влияющих на цвет. При необходимости внесите изменения.
Цветные сварные швы TIG на практике
Цветная сварка TIG часто используется не только в качестве хобби для отработки техники, но и в реальном мире. В разных отраслях промышленности требования к цветам различаются, поскольку они могут повлиять на целостность сварного шва.
Применение цветной сварки TIG
Существует множество вариантов применения сварки TIG с широким цветовым спектром.Цветная сварка TIG становится все более популярной сегодня как вид искусства в дополнение к практическим применениям в сварке.
- Art: Многие сварщики используют свои навыки сварки TIG для изготовления изделий из металла цвета радуги. Эти художники получили много подписчиков в социальных сетях, демонстрируя свои навыки и продавая свои работы с разными дизайнами и стилями. Скульпторы по металлу также могут использовать эту технику.
- Автомобилестроение: Сварщики могут использовать цветные сварные швы на автомобилях и мотоциклах в эстетических целях.Они не используются для скрепления важных металлических частей, но используются для усиления драматических цветов, связанных с практикой.
Допустимые цвета для сварки TIG будут зависеть от отрасли, в которой вы работаете. Для сварочных работ, требующих прочной целостности и долговечности, более темные цвета, такие как синий и фиолетовый, скорее всего, не будут приняты, особенно потому, что они предполагают большую коррозию вероятность. Ваши светло-желтые и золотые цвета должны быть приняты.Это очень специфическая работа и отрасль.
Большинство людей, которые хотят делать красочные сварные швы, делают это из соображений презентации, а не из соображений силы. Для создания «успешного» шва, который будет долговечным, предпочтительнее использовать хромированные и очень светлые золотые сварные швы.
Риски, связанные с красочными сварными швами TIG
При попытке сделать красочный сварной шов TIG есть некоторые недостатки, которые могут повлиять на качество сварки. К ним относятся:
- Слишком много тепла: Желая получить более темные синие и пурпурные тона, вы можете в конечном итоге применить слишком много тепла и обжечь нержавеющую сталь.Это может привести к появлению серых и черных оттенков, а в худшем случае – прожиганию заготовки. Вам нужно будет поиграть с жарой и сначала попытаться сэкономить.
- Коррозия: Более темные цвета означают больше оксида. Это меньшая коррозионная стойкость, что может поставить под сомнение прочность сварного шва. Если коррозия может нанести ущерб выполняемой вами работе, вам не следует пытаться добиться более темных цветов сварного шва.
- Материал: если вы используете другой материал, например титан, вы все равно можете получить цветные сварные швы TIG.Вы должны знать свойства металлов, которые вы используете, поскольку цветные сварные швы могут иметь самые разные результаты. Воздействие окружающей среды на титан может фактически втягивать другие элементы, влияющие на качество сварки. Это может привести к тому, что сварные швы станут хрупкими, и они станут неэффективными.
Если вы хотите получить очень прочный сварной шов, цветные сварные швы TIG не будут лучшим вариантом. Некоторые из этих рисков могут привести к повреждению или разрушению сварного шва. Цветная сварка должна использоваться для ситуаций, связанных с эстетикой, когда долговечность сварного шва не должна быть самой большой проблемой.
Создание красочного сварного шва TIG
Цветная сварка TIG стала популярным видом искусства, потому что сочетание нержавеющей стали и сварочного аппарата на основе электродов позволяет получать невероятно яркие цвета. Имея возможность создавать удивительные конструкции в стиле металлической радуги, многие сварщики хотят узнать, как они могут это делать сами.