Сварка алюминия электродом – сложности и особенности, плюсы и минусы, доступные способы Юрий Поляков, блог Малоэтажная Страна
Сложно представить наш быт без алюминиевого инвентаря, однако даже такой надежный материал рано или поздно подвергается порче. Недавно пришлось чинить дюралевую стремянку – применил сварку, конструкция вернулась в рабочее состояние. В этом обзоре хочу рассказать, как выполняется сварка алюминия электродом, каковы особенности и сложности процесса, какими плюсами и минусами обладает технология, и какие доступные способы для этого применяются.
Сварка алюминиевых деталей полуавтоматическим аппаратом
Сварка алюминия – особенности и сложности
Первое, о чем хочу сказать сразу, алюминий во время варки не проявляет себя так же, как остальные металлы – то есть не меняет цвет при нагреве, как, например, это можно наблюдать у железа и меди. Из-за этого ухудшается визуальный контроль процесса, и сварщику тяжело понять:
- Достаточен ли нагрев деталей в месте соединения.

- Произошла ли заделка стыка, и образовался ли шов.
- Продолжать ли термообработку или остановиться.

К этому добавляется проблема высокого показателя теплопроводности, из-за чего перегрев может привести к деформации изделия. Учесть все это и сделать качественный шов под силу только опытному сварщику.
Далее чтобы решить, чем и как заварить алюминий в домашних условиях – простым электродом или специальным, обычным аппаратом или инвертором – советую учесть следующий ряд особенностей:
- Оксидная пленка.
Алюминий и его сплавы образуют на поверхности тугоплавкую окисную пленку. Так, если сам металл плавится уже при 660°C, то покрытие – свыше 2000°C.
На воздухе алюминий быстро покрывается тугоплавкой оксидной пленкой
Это становится проблемой, влияющей на качество шва. Решить ее можно, если непосредственно перед работой тщательно зачистить поверхность до блеска.
- Повышенная текучесть.

В расплавленном виде дюраль отличается повышенной текучестью. Из-за этого возникает реальная проблема формирования сварной ванны.
Единственное, что может помочь в этом случае, это применение специальных подложек. Изготавливаются они из материала, быстро отводящего тепло. Благодаря этому металл не успевает растекаться, застывает и образует шов.
- Вредные примеси.
Из-за особенностей изготовления алюминий содержит растворенные примеси. В ходе варки они дают о себе знать, проявляясь в негативной форме.
Например, водород формирует в застывающем шве структурные поры, а кремний – трещины. Все это способствует ухудшению прочности сварного соединения.
- Расплавленный металл быстро покрывается оксидной пленкой.
Как только начался процесс, тут же образуются капли расплава, и они сразу покрываются окисной пленкой. В результате монолитного соединения не получится.
Для создания качественного шва требуется варка в среде инертного газа
Решается проблема ограждением рабочей зоны от атмосферного кислорода инертным газом. Без аргона здесь не обойтись – именно поэтому прежде чем сварить алюминий, требуется подумать о том, как в домашних условиях будет выполняться данное условие.
Без аргона здесь не обойтись – именно поэтому прежде чем сварить алюминий, требуется подумать о том, как в домашних условиях будет выполняться данное условие.
- Высокое значение тока.
Величина теплопроводности металла заставляет искать оптимальные условия варки. Одним из них является применение сварочного тока большого значения.
По крайней мере, при варке обычной стали требуется ток в 1,5 раза меньший. Это при том, что плавится она при гораздо больше температуре, чем алюминий.
- Большой коэффициент теплового расширения.
Соединенные в нагретом состоянии детали после остывания могут перекривиться. Происходит это в силу сильной усадки материала.
Плюсы и минусы
Нашел следующие плюсы в варке дюраля в быту:
- Экономия, при наличии необходимого оборудования.
- Быстрый результат.
- Возможность применения недорогих заменителей вместо рекомендуемых по официальной технологии средств.
- Отсутствие требований к месту стыковки.

Варка алюминия в быту не отличается высоким качеством и во многом зависит от профессионализма мастера
В принципе, варить алюминий и его сплавы в быту можно и обычной сваркой, то есть трансформаторным аппаратом, а не только инвертором – но для этого потребуются специальные плавящиеся электроды по алюминию. Например, я применял такие марки – УАНА, ОЗА и ОЗАНА.
Однако если вы хотите добиться высококачественного и прочного шва, данный способ применять не рекомендую. Он больше подходит для удешевления технологии.
Вместе с тем, отмечу еще несколько недостатков домашней варки:
- Затруднения в поиске присадки.
- Невозможность использования новейших методов.
- Отсутствие стандартизированного контроля результата.
- Вероятность нарушения условий хранения электродов.
- Трудности в выполнении правил безопасности.
Чем толще свариваемая заготовка, тем больший диаметр должен быть у электрода. Для детали в 2 мм рекомендую выбирать стержень от 2,5 мм, для 3-4 мм – 3,2 мм. Для бытовых условий использовать расходники свыше 4 мм не имеет смысла, ввиду ограниченности оборудования.
Для детали в 2 мм рекомендую выбирать стержень от 2,5 мм, для 3-4 мм – 3,2 мм. Для бытовых условий использовать расходники свыше 4 мм не имеет смысла, ввиду ограниченности оборудования.
Доступные способы
Есть несколько способов домашней варки дюраля:
- Газовой горелкой.
- Полуавтоматом.
- Аргоном.
- Инвертором.
- Трансформатором.
Для сварки алюминиевых изделий часто применяется полуавтомат
Разберем детально самые эффективные и доступные из них.
Полуавтомат
Сварка алюминия полуавтоматическим агрегатом специальными электродами, по сути, протекает эффективнее, чем при использовании инвертора. Хотя бы потому, что генерируемый им импульсный ток сразу пробивает поверхностную окисную пленку, обеспечивая высокое качество сварной ванны.
Но проблема в том, что полуавтоматы, идеально подходящие для варки дюраля, дороги, и специально для дома не приобретаются. Поэтому в быту применяются стандартные полуавтоматические аппараты. Технология такая же, как и для стали, за исключением нескольких нюансов:
Технология такая же, как и для стали, за исключением нескольких нюансов:
- В качестве присадки применяется алюминиевая проволока.
- Выставляется соответствующая скорость подачи, так как алюминий плавится скорее стали.
- Полярность в аппарате переключается на обратную.
- Устанавливается наконечник с обозначением Al, чтобы проволоку не заедало в механизме.
Кроме того, чтобы исключить образование скруток и петель, потребуется оснастить подающее устройство приспособлением с подающими роликами.
Для варки дюраля применяется обычный полуавтомат
Аргон
Когда требуется достичь максимальной прочности стыковки, алюминий сваривают электродными стержнями из вольфрама на 1,6-5 мм, с помощью проволоки на 1,6-4 мм в среде инертного газа. Поэтому дополнительно потребуется баллон с аргоном или гелием.
Работа осуществляется от сети переменного тока, при этом расходники и характеристики подбираются по условиям и оборудованию. Отмечу, что данный тип сварки не очень широко распространен в быту, ввиду его дороговизны.
Отмечу, что данный тип сварки не очень широко распространен в быту, ввиду его дороговизны.
Трансформатор
Еще один способ, который могу порекомендовать, это применение классического трансформаторного аппарата. По сути, алюминий варится аналогично стали, но с тем отличием, что понадобятся специальные расходники.
О них я уже отмечал выше. Помимо специальных электродов потребуются флюс в виде порошка. Благодаря ему удастся избежать залипания электрода, и предотвратить образование оксидной пленки. Метод более подходит для тех случаев, когда качество стыковки не имеет решающего значения.
Видео-советы по сварке алюминия электродом:
Коротко о главном
Алюминий сложно варить, потому что он не раскаляется и сварщику тяжело контролировать процесс визуально. Кроме того, возникает ряд проблем – оксидная пленка, текучесть, наличие примесей, покрытие капель окисной пленкой, высокое значение силы тока и сильное линейное расширение.
Чтобы приварить алюминий к алюминию применяется несколько средств:
- Газовая горелка.
- Инертный газ.
- Полуавтомат.
- Инвертор.
- Трансформатор.
Наиболее доступные и эффективные из них – это аргон, полуавтомат и трансформатор.
Напишите в комментариях, какой из выше предложенных методов вы бы стали применять для варки алюминия в бытовых условиях?
Сварка алюминия электродом
Особенности сварки алюминия.
Режимы сварки и материалы.
Алюминий и его сплавы, как и любой другой металл, поддается сварке основными способами сварки, разница заключается в экономической целесообразности того или иного способа, а также в качестве полученного сварного шва. То есть в общем можно сказать, что различают три основных способа сварки алюминия и его сплавов:
- pучная дуговая сварка покрытыми электродами (ММА)
- полуавтоматическая сварка (MIG)
- аргонодуговая сварка (TIG).

Наиболее простой способ сварки – это MMA сварка алюминия и его сплавов или как ее еще называют, ручная дуговая сварка покрытым электродом. Несмотря на все недостатки ручной дуговой сварки алюминия, а именно: плохое формирование сварного шва, пористость и сниженная прочность, значительный процент разбрызгивания, усложненное отделение шлака и т.д., существуют условия, когда ММА сварка просто необходима.
Чтобы получить сварной шов надлежащего качества при помощи ручной дуговой сварки, в первую очередь нужно подобрать правильный электрод. Для этого необходимо знать химический состав и физические особенности заготовки, после чего по спецификации производителя подбирается соответствующий электрод. Следует отметить, что электроды, разработанные для сварки чистого алюминия, и электроды для сварки сплавов на его основе значительно отличаются и не являются взаимозаменяемыми. Также нужно помнить, что минимально возможная толщина заготовки при ручной сварке должна быть не меньше, чем диаметр сварочного электрода.
Чтобы улучшить свойства сварного шва, в состав покрытых электродов для сварки алюминия вводят специальные добавки, например:
- марганец (Mn) для повышения коррозионной стойкости;
- кремний (Si) для улучшения текучести металла и его свариваемости
- магний (Mg) для улучшений свариваемости и получения более прочного шва
Особенно следует обратить внимание чистоте поверхности заготовки – чем более качественно подготовлена поверхность заготовки перед сваркой, тем более качественным будет сварной шов. Чистота поверхности влияет на сплавление основного металла з присадочным и на появление пор.
Сварка алюминия покрытым электродом проводится на постоянном токе обратной полярности, то есть к заготовке подводится «-», а к держателю электрода – «+». Такая система подвода тока обусловлена тем, что поверхность заготовки из алюминиевых сплавов всегда покрыта тугоплавкой оксидной пленкой, разрушить которую можно исключительно катодным распылением при сварке на обратной полярности.
Основные проблемы при ручной дуговой сварке алюминия – это высокая текучесть металла, образование тугоплавкой оксидной пленки и высокий коэффициент линейного расширения.
Текучесть расплавленного алюминия очень высока и его очень сложно контролировать в процессе сварки в следствие чего расплав в сварочной ванне может разрушить слой твердого металла и образуется протечка. Чтобы предупредить вытекание расплавленного металла рекомендуется использовать специальные подкладки.
При контакте алюминия и кислорода на поверхности металла образуется плотная оксидная пленка (Al2O3), которая отличается высокой температурой плавления – 2055°С (температура плавления алюминия составляет 660°С) и диэлектрическими свойствами. Поэтому при сварке алюминия необходима тщательная зачистка поверхности деталей и сварка на обратной полярности.
Высокий коэффициент линейного расширения алюминия может привести к появлению трещин или возникновению деформаций детали, потому необходимо постоянно контролировать уровень тепловложений при сварке или же предварительно подогреть детали до 210-300°С. Горячие трещины могут появиться при кристаллизации металла, чтобы предупредить их появление нужно правильно подбирать марку электродов.
Горячие трещины могут появиться при кристаллизации металла, чтобы предупредить их появление нужно правильно подбирать марку электродов.
Как сварить алюминий без сварщика
11 января 2023 г. 11 января 2023 г. | 14:16
Сварить алюминий без сварочного аппарата можно с помощью обычных предметов домашнего обихода. Это недорогой и часто более быстрый способ сварки алюминия, чем традиционные методы сварки. Это руководство научит вас, как безопасно и эффективно сваривать алюминий без сварщика.
Основы сварки алюминия без сварочного аппарата
Сварка алюминия без сварщика известна как «холодная сварка» или «холодная пайка». Холодная сварка не требует тепла, электричества или дополнительного оборудования — все, что вам нужно, — это два куска алюминия, которые вы хотите соединить, и несколько обычных предметов, которые есть в доме.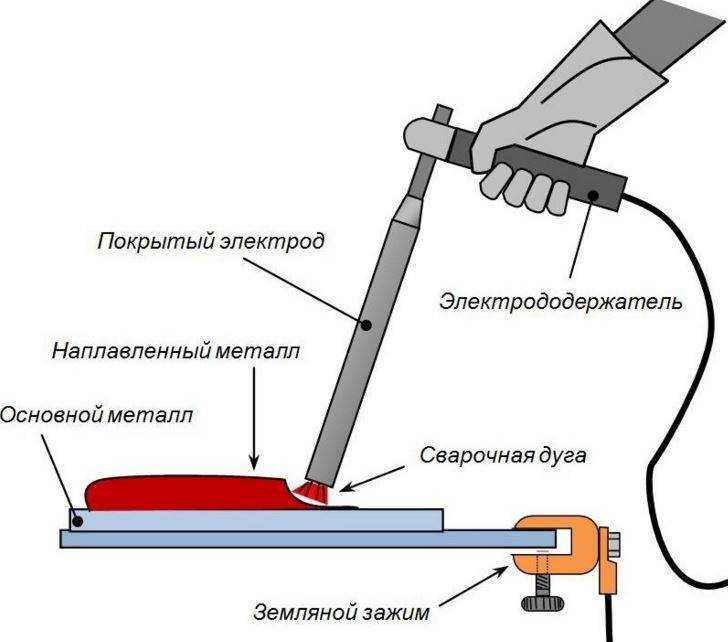
Материалы, необходимые для холодной сварки алюминия
Для холодной сварки алюминия вам понадобится алюминиевая фольга, медицинский спирт, пищевая сода и суперклей. Медицинский спирт помогает очистить алюминий от грязи или жира до начала процесса; пищевая сода действует как абразив, помогающий создать трение между двумя металлическими частями; а суперклей помогает удерживать все на месте, когда придет время припаивать. В зависимости от вашего применения вам также могут понадобиться другие инструменты, такие как плоскогубцы и кусачки.
Обзор процесса сварки
Сам процесс сварки относительно прост. Сначала очистите обе части алюминия медицинским спиртом, чтобы на них не было грязи и жира; этот шаг необходим для успешной холодной сварки. Затем смешайте равные части пищевой соды и суперклея, пока не образуется пастообразная консистенция; эта паста должна быть нанесена на одну сторону каждого куска металла, прежде чем они будут соединены. Наконец, используйте плоскогубцы или кусачки, чтобы плотно прижать две части друг к другу, пока они не образуют один бесшовный металл. Этот метод работает лучше всего, когда к обеим сторонам металла прикладывается большое давление — чем больше прикладывается давление, тем прочнее будет соединение после полного остывания!
Этот метод работает лучше всего, когда к обеим сторонам металла прикладывается большое давление — чем больше прикладывается давление, тем прочнее будет соединение после полного остывания!
Заключение:
Холодная сварка алюминия без сварщика требует определенных знаний. Тем не менее, это можно сделать с помощью обычных домашних материалов, таких как алюминиевая фольга, медицинский спирт, пищевая сода и суперклей. Процесс включает в себя очистку обеих частей алюминия медицинским спиртом, а затем нанесение пасты, приготовленной из равных частей пищевой соды и суперклея, на одну сторону каждой металлической детали, прежде чем соединять их вместе и плотно прижимать, пока они не образуют один бесшовный кусок металла. Холодная сварка алюминия — это недорогой и часто более быстрый способ сварки металлов, чем традиционные методы, поэтому, если вы ищете простой способ быстро и экономично сварить алюминий в домашних условиях — этот метод может быть идеальным для вашего следующего проекта! Целевая аудитория: домашние мастера, заинтересованные в том, чтобы научиться сваривать алюминий без дорогих инструментов или оборудования.
Heer Vohera
Познакомьтесь с Heer, динамичным и целеустремленным писателем, изучающим приемы своего ремесла в металлургической промышленности. Имея опыт работы в цифровом маркетинге, Хир привносит в свои тексты уникальную точку зрения, делясь ценными идеями. Помимо ведения блога, она любит читать и ходить в походы.
Как сваривать алюминий с помощью шпульного пистолета – научиться обращаться с более мягким алюминием