Сварка тонкого листового металла инвертором для начинающих – как варить инвертором, на какой полярности сваривать железо, аппараты с проволокой
06ДекСодержание статьи
- Как проводить процедуру с тонкостенными изделиями
- Технология: как сваривать тонкий металл инвертором
- Выбор режимов и проводников: на какой полярности и какими электродами варить тонкий металл
- Правильная технология: как сваривать тонкий металл электросваркой
- Работа инвертором
- Достоинства сварки тонкостенных заготовок инвертором
- Как правильно сварить тонкий оцинкованный металл дуговой электросваркой
- Проблемы того, как электросваркой варить тонкий металл
- Условия, которые необходимо соблюдать при работе
- Устройство сварочного аппарата для сварки тонкого металла
- Приемы сварки тонкостенных конструкций
- Подведем итоги
В статье для начинающих сварщиков расскажем о сварочных электродов для сварки тонкого листового металла и о том, как правильно варить железо проволокой от инвертора.
Как проводить процедуру с тонкостенными изделиями
Конструкции с небольшими стенками встречаются очень часто. Это корпус автомобиля, разные емкости, кастрюли и прочее. В заводских условиях операция проводится специальным станком с пультом ЧПУ. Но что делать дома, если у вас на руках плоскость шириной от 1 мм до 1,5 мм? Электрод размером 1,5 встречается в магазинах очень редко, на прилавке намного чаще много встретить проводник 2 или 3 мм в диаметре. Но по негласному правилу сварщиков – насадка должна быть тоньше в сечении, чем заготовка. Но изделий 0,8 мм просто не существует, да и с полуторными работать настолько трудно, что использование их встречается редко. Оптимальный вариант –
Технология: как сваривать тонкий металл инвертором
Инверторная аппаратура считается более предпочтительной, потому что генератор выдает постоянный ток высокого напряжения, который легко регулировать. С ними можно работать с тонколистовыми сплавами без прогораний и деформаций. Чтобы их не было, нужно проводить процедуру как можно быстрее, не задерживаться на одном месте, проводить проводник один раз.
С ними можно работать с тонколистовыми сплавами без прогораний и деформаций. Чтобы их не было, нужно проводить процедуру как можно быстрее, не задерживаться на одном месте, проводить проводник один раз.
Второе технологическое правило – снижение токовой силы до минимального. Для этого важно иметь аппарат, которым можно плавно изменять показатели. При этом его напряжение на холостом ходу не должно быть ниже 70 В.
Чтобы не нарушилась геометрия заготовки, следите за стыками. Их необходимо тщательно очистить от коррозии. Затем требуется крепкими зажимами зафиксировать образцы и сделать несколько соединений через каждые 5-7 см. После можно приступать к основному действию.
Выбор режимов и проводников: на какой полярности и какими электродами варить тонкий металл
Если выбирать между трансформаторным и инверторным станком, отдаем предпочтение инвертору, потому что на нем легче выставлять параметры. Тонкостенным материалом считается любой лист, не превышающий 5 мм, но проблемы могут возникнуть только с заготовками до 3 мм. Предлагаем таблицу, рекомендуем ориентироваться по ней:
Предлагаем таблицу, рекомендуем ориентироваться по ней:
Толщина листа, мм | 0,5 | 1 | 1,5 | 2 | 2,5 |
Диаметр, мм | 1 | 1 – 1,6 | 2 | 2,5 | 2 – 3 |
Сила тока, А | 10 – 20 | 30 – 35 | 35 – 45 | 50 – 65 | 65 |
Это рекомендации, но каждый специалист опытным путем может выбрать нужные режимы. С такими проволоками или проводниками нужно помнить, что они очень быстро плавятся, поэтому их ведут очень быстро.
Правильная технология: как сваривать тонкий металл электросваркой
Ширина заготовки не влияет на три основных этапа:
- подготовка;
- сваривание;
- шлифовка, зачистка швов.
Подробнее о первых двух.
Подготовительные работы
Необходимо убрать все загрязнения, особенно следует уделить внимание месту, к которому крепится масса сварочного аппарата. Ржавчину можно снять наждачкой. Если изделия оцинкованное, то можно зачистить поверхность с помощью болгарки, или варить прямо по цинку – вещество расплавится в момент нагрева.
Ржавчину можно снять наждачкой. Если изделия оцинкованное, то можно зачистить поверхность с помощью болгарки, или варить прямо по цинку – вещество расплавится в момент нагрева.
Сваривание
- Чтобы дуга быстрее зажглась, перед началом зачистите электрод от обмазки на крайние 5 мм.
- Зажигать электродугу можно двумя классическими способами – чирканьем или постукиванием.
- Сварная ванна должна иметь форму овала.
- Держите дистанцию, чтобы проводник не налипал.
- Если на аппарате есть специальный режим антиприлипания, воспользуйтесь им. Он работает так: при приближении насадки к заготовке автоматически снижается напряжение оборудования. Если же дуга слишком сильно растянута, происходит обратный процесс и ток прибавляется. В результате получается стабильный шов даже при неравномерном проведении.
- Идеальный градус угла – 60 градусов. Его нужно сделать перед тем, как сварить тонкий металл электродом. Если делать показатель меньше, то сварное соединение получится выпуклым.

- Оптимальное движение – зигзаг. При этом не имеет значения направление от себя или к себе.
- Скорость перемещения рукояти должна быть достаточно высокой, но при этом отличаться постоянством.

Посмотрим видео самого процесса:
Работа инвертором
Особенность – применение обратной полярности, то есть к заготовке присоединяется к минусу, а к проводнику отходит плюс. Это способствует обеспечению защиты от пригораний и деформирования. Это объясняется тем, что электрод нагревается быстрее и сильнее, чем место сваривания. Рекомендуется брать расходный материал высокого качества, предпочтительно – иностранного производства. При этом он должен быть не толще 2 мм в диаметре и с высокой плавучестью.
При этом он должен быть не толще 2 мм в диаметре и с высокой плавучестью.
Посмотрим видеозапись о том, как варить инверторной сваркой тонкий металл:
Достоинства сварки тонкостенных заготовок инвертором
При профессиональных действиях преимуществами и использования такого типа аппаратуры являются:
- эстетичный внешний вид, отсутствие проколов;
- без деформаций и изменение размеров – они в основном происходят из-за температурного изменения;
- нет прогораний, соответственно отсутствуют некрасивые пятна;
- напряжение постоянное, без ям и сбоев.
Одним-единственным недостатком можно считать неравномерную работу при отрицательной температуре воздуха. Но сбоить начинают практически все сварочные аппараты.
Но сбоить начинают практически все сварочные аппараты.
Как правильно сварить тонкий оцинкованный металл дуговой электросваркой
Такая сталь имеет свои достоинства в эксплуатации. Она достаточно крепкая и мало подвергается внешним воздействиям, фактически не покрывается ржавчиной. Но и у нее есть минусы, самый основной – сварщикам трудно работать с материалом. Его поверхность покрыта слоем цинка, который предварительно рекомендовано убрать с помощью шлифовального станка или простой болгарки со специальным диском.
Сам аппарат подает такую температуру, что напыленное вещество само плавится быстрее, чем происходит образование шва. Но во время работы без предварительной зачистки кромок следует помнить о наличии ядовитых цинковых паров, которые нельзя вдыхать человеку. Используйте респиратор и прочие средства защиты.
Варить рекомендуется в цеху с хорошей принудительной вентиляцией, вытяжкой, или в уличных условиях.
Проблемы того, как электросваркой варить тонкий металл
Фактически любые полученные на выходе недостатки не отличаются от классического брака у сварщиков. Выделим 4 основных дефекта и расположим их по степени популярности:
Выделим 4 основных дефекта и расположим их по степени популярности:
- Прожигание заготовки. Это чрезмерное расплавление металлической пластинки до образования сквозного отверстия. Это происходит в связи с неправильно выбранной, слишком высокой, силой тока.
- Прилипание электрода. Это происходит из-за обратной причины – было подано слишком низкое напряжение. Второй вариант – конец проводника находился слишком близко к свариваемой поверхности. В результате получается некрасивая бляшка, которую придется спиливать.
- Непроваренный шов. Это случается часто у начинающих сварщиков. В страхе допустить прожигание, они отводят присадочную проволоку слишком далеко. В результате температура получается недостаточной для расплавления кромок соединительных материалов. Шв образуется только за счет присадки. А при зачистке можно увидеть непроваренные пятна.
- Деформация. Лист может помяться, согнуться, пойти волной. Это происходит из-за высокого температурного режима.
Условия, которые необходимо соблюдать при работе
Требуется внимательно подойти к выбору электрода. Он должен быть:
Он должен быть:
- диаметром не превышающий толщину листа;
- идеальный размер – 1,6 мм;
- внутри находиться тот же сплав, что у заготовки;
- обмазка из элементов, которые считаются тугоплавкими;
- любая марка.
Также следует использовать подходящий инвертор:
- полуавтомат выгоднее, чем ручная дуговая электросварка;
- сила тока варьируется в зависимости от сечения проводника, регулировка производиться в границах 10 – 15 А.
Достоинство инверторного оборудования – КПД намного выше (до 90%), чем у трансформатора, да и задействует оно намного меньше электричества.
Устройство сварочного аппарата для сварки тонкого металла
Это непростое оборудование. Оно работает со множеством частот и величин. Для того чтобы разжечь дугу, происходит два преобразования – из переменного в 220 В в постоянный, а затем в высокочастотный.
На этой схеме видно, как преобразуется электрический импульс. Ниже представлены следующие этапы прохождения волны через мост, конденсаторный фильтр, сам инвертор, высокочастотный трансформатор, высокочастотный переходник и к сварочной дуге.
На изображении ниже посмотрим, какие основные элементы есть на внешней части устройства. Здесь представлены и все индикаторы, и рукояти для регулировки режима, и разъемы. Это классический вид изделия, которое подходит для работы с тонколистовой сталью.
сварка полуавтоматом. При таком аппарате применяется в качестве электрика проволока того же материала, что и основание. Она может быть тончайшей.
Приемы сварки тонкостенных конструкций
Мы предлагаем следующие технологии, которые помогут избежать самого распространенного брака и упростят задачу сварщика:
- Внахлест. Для этого располагают заготовку не двумя кромками друг к другу, а одной частью прикрыть вторую на 1-2 мм. Теперь задача становится проще, ведь прожигание займет в два раза больше времени, тока и температуры, а значит можно не беспокоиться оставить сквозное отверстие.
- Точечное соединение. Такие прихватки делаются через каждые 5-7 см. Для этого понадобится каждый раз зажигать и гасить электродугу. Зато потом не будет деформаций и можно быть уверенным в ровном шве.
- По электроду. Это более грубый и не самый красивый вариант, зато надежный. Проводник нужно полностью очистить от обмазки, затем положить вдоль соединения и использовать материал как присадку.
 Зато потом не будет деформаций и можно быть уверенным в ровном шве.
Зато потом не будет деформаций и можно быть уверенным в ровном шве.Подведем итоги
В статье мы рассказали, как приварить тонкий металл электросваркой, а также раскрыли несколько секретов работы. В качестве завершения посмотрим еще 2 видеоролика от профессиональных сварщиков.
 youtube.com/embed/lDrCLRfr5TQ” frameborder=”0″ allow=”accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture” allowfullscreen=””/>
youtube.com/embed/lDrCLRfr5TQ” frameborder=”0″ allow=”accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture” allowfullscreen=””/>Ручная дуговая сварка для начинающих
На сегодняшний день дуговая сварка инверторного типа для начинающих представляет собой одну из наиболее надежных технологий. Она регулярно используется не только в области промышленного производства, но и в быту: для сооружения заборов, теплиц, печей для бань и гаражей и так далее.
Азы сварных работ
Чтобы правильно варить, необходимо, прежде всего, обзавестись сварочным оборудованием и электродами. Расходные материалы следует покупать в довольно большом количестве, особенно если опыта проведения подобных работ нет. Дело в том, что при обучении электродуговой сварке инверторного типа придется потратить довольно большое количество подобных материалов. Наиболее универсальными изделиями в этом плане являются электроды, диаметр которых составляет 3 мм. Тонкие электроды предназначены для более тонких деталей, а слишком толстые оказывают чересчур большое воздействие на электрическую сеть.
Чтобы научиться правильно пользоваться сварочным оборудованием, необходимо запастись определенным терпением и усидчивостью. Для начинающих здесь действует принцип: чем больше практики, тем лучше. Желательно не только постичь основы теории, но и выполнять работы под присмотром профессионального сварщика, который при необходимости даст дельный совет и поможет избежать ошибок при дальнейшем выполнении работ.
Для правильного освоения дуговой сварки следует для начала взять какие-нибудь ненужные куски металла. Поблизости желательно поставить ведро с водой, кроме того, проводить работы на деревянном верстаке категорически запрещается, так как это может спровоцировать возгорание.
Заземление должно крепиться на свариваемой детали как можно более прочно. Перед тем как начать пользоваться сваркой, необходимо проверить, насколько прочно кабель заизолирован и как крепко он установлен в держателе. Затем выставляют требуемое значение мощности электрического тока на оборудовании. Оно подбирается в зависимости от того, какой диаметр электрода был выбран для проведения работ.
Затем выставляют требуемое значение мощности электрического тока на оборудовании. Оно подбирается в зависимости от того, какой диаметр электрода был выбран для проведения работ.
На следующем этапе сварки можно попробовать зажечь электрическую дугу. Сделать это не слишком сложно: электрод выставляют под углом примерно 60 градусов по отношению перед свариваемыми элементами и аккуратно прикасаются им к заготовке.
Когда пробежит искра, электрод нужно приподнять над поверхностью деталей так, чтобы между ними соблюдалось расстояние порядка 5 мм. Если все было проделано верно, то возникнет дуга. Подобный зазор нужно будет удерживать в течение всего времени проведения работ. При этом следует учитывать, что по мере выгорания электрода, расстояние будет увеличиваться, поэтому его нужно будет немного приближать к заготовкам. Скорость проведения электрода зависит от типа металла: если сваривают изделия из стали, то она должна быть низкой, при работе с нержавейкой его проводят довольно быстро.
Сложности при обучении сварке
Зачастую при дуговой сварке начинающие никак не могут зажечь дугу даже на небольшом расстоянии — порядка 2-3 мм. Это бывает связано с тем, что на аппарате выставлена слишком маленькая сила тока. При правильном выборе всех настроек дуга будет довольно стабильной даже при увеличении расстояния до 1 см.
Наплавлять валик сварного шва следует очень осторожно и внимательно. При этом выполняют колебательные движения, делая так, чтобы расплавленный материал подходил ближе к центру дуги. Если удастся выполнить это правильно, то в конечном счете будет образовываться красивый шов, у которого есть волны небольших размеров.
Если толщина свариваемых заготовок довольно большая, то одним слоем расплавленного металла обойтись не получится. Профессиональные сварщики в этом случае пользуются следующей технологией: сначала накладывается так называемый корневой шов, толщина которого составляет порядка одной трети толщины заготовки. После того, как металл застынет, с его поверхности удаляют шлак. Желательно делать это с помощью угловой шлифовальной машины: она будет убирать не только остатки шлака, но и снимать гладкую поверхность металла, обеспечивая тем самым полноценную схватываемость с последующим слоем. Далее шов заполняется еще на одну треть, а потом закрывается полностью.
После того, как металл застынет, с его поверхности удаляют шлак. Желательно делать это с помощью угловой шлифовальной машины: она будет убирать не только остатки шлака, но и снимать гладкую поверхность металла, обеспечивая тем самым полноценную схватываемость с последующим слоем. Далее шов заполняется еще на одну треть, а потом закрывается полностью.
Освоить ручную дуговую сварку не слишком сложно: главное, запастись терпением и постараться научиться основным движениям, благодаря которым будет производиться накладывание материала на шов.
как правильно, варить в домашних условиях, с черным металлом, инвертором, обычными электродами, полярность, каким током, тонкую, трубы
Нержавеющая сталь является очень популярным материалом. Нержавейка активно используется в промышленной, производственной и бытовой сферах. Из коррозионностойких сталей изготавливаются многие агрегаты, конструкции, сооружения и оборудование различного назначения.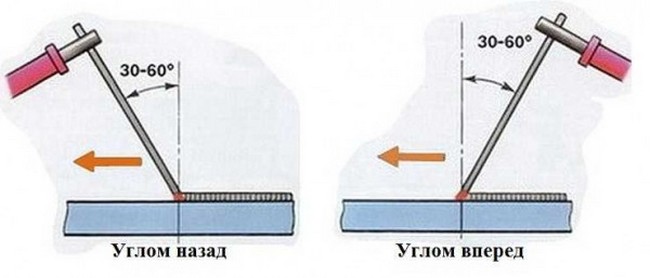 Востребованность обусловлена техническими параметрами нержавейки, в частности, стойкостью к коррозии, долговечностью эксплуатации, прочностью, привлекательным внешним видом и простотой обработки.
Востребованность обусловлена техническими параметрами нержавейки, в частности, стойкостью к коррозии, долговечностью эксплуатации, прочностью, привлекательным внешним видом и простотой обработки.
Наиболее ходовым способом работы с нержавеющей сталью являются сварка. Сварочный процесс обладает нескольким особенностями
- невысокий уровень свариваемости значительно влияет на формирование соединения;
- низкая теплопроводимость нержавейки приводит к тому, что свариваемые изделия проплавляются даже при достаточно небольших величинах силы тока;
- высокий коэффициент расширения означает, что при нагреве изделие как бы растягивается. В то время как при остывании появляется стягивающий эффект. Инородный металл, входящий в структуру основной конструкции и обладающий меньшим коэффициентом расширения, оставляет микротрещины. Поэтому важно правильно подбирать расходные материалы;
- при нагреве более 500°С в изделиях из нержавейки возникает межкристаллитная коррозия. Чтобы этого избежать нужно тщательно подбирать режим сваривания, а также принудительно охлаждать свариваемые детали .
 Чтобы этого избежать нужно тщательно подбирать режим сваривания, а также принудительно охлаждать свариваемые детали .
Чтобы этого избежать нужно тщательно подбирать режим сваривания, а также принудительно охлаждать свариваемые детали .Сварка электродами по нержавейке
Сваривание коррозионностойких сталей является сложным и трудоемким процессом. Данная процедура требует от исполнителя наличия теоретических знаний и практического опыта. Ещё одним важным критерием для комфортного проведения сварочных работ является правильный выбор электродов.
Особые характеристики нержавейки, а также несколько особенностей сваривания данного материала требует применения специальных сварочных материалов. Сварка нержавейки правильно подобранным электродом является гарантией надежности, прочности и долгого эксплуатационного срока готового изделия.
Как обычным электродом заварить нержавейку
Очень часто начинающие сварщики задаются вопросом: можно нержавейку варить обычными электродами? Важно отметить, что сварка коррозионностойких сталей обычными электродами технически возможна. При отсутствии или нехватке специальных сварочных материалов можно использовать простые расходники. Многие мастера неоднократно применяли такой подход, но
При отсутствии или нехватке специальных сварочных материалов можно использовать простые расходники. Многие мастера неоднократно применяли такой подход, но
С технологической точки зрения, рекомендуется использовать специализированные электроды, имеющие подходящее покрытие. Сварка нержавейки простыми электродами отрицательно сказывается на качестве соединения, также возможно появление микротрещин.
Вывод! Поэтому сварка нержавейки обычными электродами должна применяться как крайняя мера, только в экстренном случае или если вы мало чем рискуете.
Также часто возникает вопрос: можно ли варить нержавейку обычной сваркой? Здесь также подразумевается возможность применения простых расходников для работы с коррозионностойкими сталями.
Видео
Предлагаем посмотреть небольшой ролик, где самодельщик показывает как заварил теплообменник банной печи черным электродом.
Способы сварки нержавейки
Существует несколько способов сварки нержавеющих сталей. Каждый метод подразумевает применение конкретного оснащения и расходных материалов. О том, как правильно варить нержавейку электродами будет проанализировано далее.
Ручная электродом
Ручная сварка нержавеющих сталей электродом с покрытием является универсальной, может использоваться практически в любой отрасли. Данный метод обеспечивает приемлемое качество соединения, поэтому применяется домашними и профессиональными исполнителями. Также важным достоинством технологии ММА является простота и легкость сварочного процесса.
- ценовая доступность электродов и оборудования;
- аппараты могут работать в течение всего рабочего дня;
- агрегаты обладают компактными размерами и небольшим весом, что позволяет быстро перемещаться по рабочему объекту;
- высокая скорость выполнения работ при умелом обращении с оснащением и расходными материалами;
- прочность сварных швов;
- существует возможность самостоятельно изучить данный способ сварки и применить на практике.
Чтобы сварной шов обладал высокой надежностью, необходимо правильно подобрать сварочные материалы. Для ручной сварки подойдут следующие марки:
ОЗЛ-8 предназначены для того, чтобы сваривать изделия, эксплуатирующихся при воздействии агрессивных сред. При этом к наплавленному металлу не предъявляются повышенные требования по стойкости к МКК. Электродами ОЗЛ-8 исполнители пользуются для обработки ответственных конструкций.
Электроды НЖ-13 создают надежное соединение, предотвращают образование МКК. Тонкий слой шлаковой корки после остывания и сжатия рабочей зоны отпадает самопроизвольно. Это значительно ускоряет процесс, когда необходимо выполнить большое количество швов.
Электроды ЦЛ-11 характеризуются хорошей изоляцией сварочной ванны от воздействия внешних факторов. Данная марка обеспечивает прочное соединение.
При использовании данной технологии применяется постоянный ток для сварки нержавейки, полярность – обратная.
Проанализировав данные сведения, исполнитель любого уровня сможет узнать как варить нержавейку дуговой сваркой.
Ручная аргоном
Ручная сварка нержавейки в среде аргона осуществляется с помощью вольфрамовых электродов. Данная технология гарантирует получение качественных и надежных швов. Причем соединения отвечают всем поставленным требованиям, даже, если они выполнены в домашних условиях. Следовательно, аргонодуговая сварка применяется, когда исполнителю нужен эстетический результат.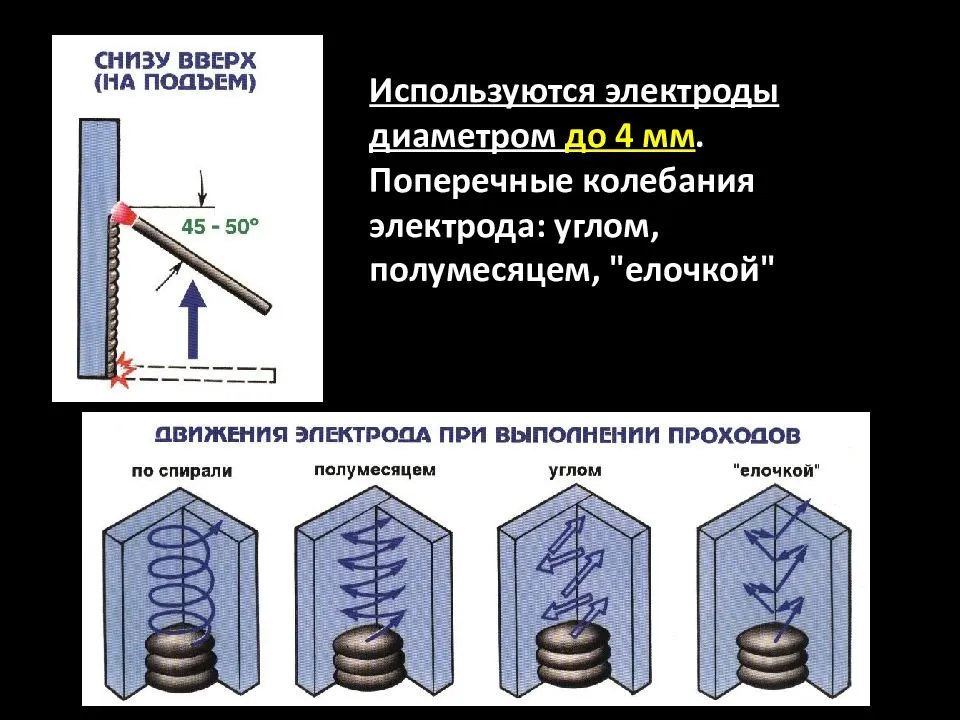 Швы не требуется зачищать от шлаков. Искры при сваривании отсутствуют. Это самый чистый метод соединения. Также данный способ предназначен для работы с деталями с очень тонкими стенками.
Швы не требуется зачищать от шлаков. Искры при сваривании отсутствуют. Это самый чистый метод соединения. Также данный способ предназначен для работы с деталями с очень тонкими стенками.
Сваривание осуществляется переменным или постоянным током прямой полярности.
Вид напряжения зависит от толщины металла:
- если толщина свариваемых листов составляет 1 мм., то применяется постоянный ток в 30-60 А,Ø электродов – 2 мм.
- сварка нержавеющей стали переменным током также возможна при работе с элементами толщиной 1 мм.: сила напряжения – 35-75 А, электрод Ø – 2 мм.
- данные для обрабатываемых изделий толщиной 1,5 мм.:
- постоянный ток прямой полярности, 40-75 А, Ø сварочного прутка – 2 мм.;
- переменный ток, 45-85 А, Ø – 2 мм.
- толщина 4 мм.: постоянный ток прямой полярности, 85-130 А, Ø – 4 мм.
Особенности данного метода:
- дугу следует поджигать бесконтактным способом, чтобы вольфрам с электродов не попал в расплавленный металл;
- сварка должна проводиться без колебательных движений стержня. Нарушение этого правила может привести к нарушению защиты рабочей зоны, что приведет к окислению шва.
 Нарушение этого правила может привести к нарушению защиты рабочей зоны, что приведет к окислению шва.
Нарушение этого правила может привести к нарушению защиты рабочей зоны, что приведет к окислению шва.Совет! При использовании данного метода можно уменьшить расход сварочных материалов. Для этого необходимо после окончания сваривания в течение 10-15 секунд не отключать подачу аргона. Подобная процедура позволяет защитить раскаленный электрод от активного окисления.
Сварка нержавейки электродом в домашних условиях
Для проведения сваривания в домашних условиях многие исполнители применяют аппараты инверторного типа.
Агрегаты подобного типа работают от стандартного источника питания в 200 В, их небольшие габариты и вес позволяют удобно перемещать и транспортировать оборудование.
Сравнительно невысокая стоимость сделала оснащение такого типа лидером продаж среди исполнителей. Сварка нержавейки инверторной сваркой создает надежное соединение.
Во время настройки инвертора следует учитывать следующие параметры:
- если толщина металла составляет 1,5 мм. , то сила тока должна быть равна 40-60 А, Ø электрода – 2 мм.
- толщина детали 3 мм.: напряжение 75-85 А, Ø прутка – 3 мм.
- толщина 4 мм: ток 90-100 А,Ø стержня – 3 мм.
- толщина 6 мм. напряжение 140-150 А, Ø расходника – 4 мм.
 , то сила тока должна быть равна 40-60 А, Ø электрода – 2 мм.
, то сила тока должна быть равна 40-60 А, Ø электрода – 2 мм.Сваривание производится постоянным током обратной полярности.
Сварочный процесс включает несколько этапов:
- следует удалить с рабочей поверхности ржавчину, масло и другие загрязнения, зачистка осуществляется металлической щеткой;
- кромки изделия, толщина которого превышает 4 мм., необходимо разделать. Это обеспечивает хороший уровень проплавления и заполнения сварочной ванный. Разделка производится болгаркой или напильником;
- при работе с тонким металлом, нужно плотно свести свариваемые края друг к другу, выполнить прихватки;
- изделие толщиной более 7 мм. следует подогреть до 150°С. При проведении бытовой сварки это рекомендуется делать паяльной лампой;
- работа начинается с поджигания дуги. Электрод подносится к поверхности и несколько раз дотрагивается до него, таким образом он активируется.
- соединения проводится на короткой дуге;
- в конце шва следует сделать “замок”, чтобы избежать образование трещин и свищей;
- после окончания сварочного процесса, нужно дать изделию остыть, принудительно этого делать не рекомендуется;
- шлаковую корку убирают молотком или зачищают примерно через пять минут после окончания работ;
- в последнюю очередь проводится полировка и шлифовка.
Полезное видео
Для данного метода нужны электроды, использующиеся для работы с металлами коррозионностойких и жароустойчивых видов.
Электроды, предназначенные для инверторной сварки коррозионностойких сталей:
Шов, выполненный электродами ОЗЛ-6, обладает жаростойкостью, не склонен к образованию трещин и пор. Данная марка характеризуется высокими эксплуатационными свойствами.
Данная марка характеризуется высокими эксплуатационными свойствами.
Электроды АНО-27 предназначены для сварки ответственных конструкций, эксплуатирующихся при статических и динамических нагрузках, а также при отрицательных
температурах.
Какими электродами варить нержавейку с чёрным металлом
На производстве, где все процессы проводятся исключительно в соответствии с технологией, чаще всего не возникает вопроса: как приварить нержавейку к черному металлу? Ведь соединение таких различных металлов в обычных условиях является неправильным, с технической точки зрения. Также потребность в такой процедуре, как правило, практически отсутствует. Но иногда такая необходимость бывает. И для этого выпускаются специальные электроды.
Также в домашних условиях процесс подобного рода вполне реален. Но для этого нужно знать химический состав свариваемых изделий, чтобы правильно подобрать расходные материалы. Ведь нержавейка и черный металл являются разнородными материалами. Также следует учитывать такой параметр как свариваемость, т.е. способность данных материалов образовывать неразъемные соединения удовлетворительного качества.
Также следует учитывать такой параметр как свариваемость, т.е. способность данных материалов образовывать неразъемные соединения удовлетворительного качества.
Существует два способа для соединения:
- сварка нержавейки и черного металла электродом с покрытием;
- сваривание вольфрамовыми расходниками.
При использовании технологии ММА следует применять сварочные материалы, предназначенные для цветных металлов и сплавов.
Сварочные электроды АНЖР-2.
Наиболее распространенными марками являются АНЖР-1 и АНЖР-2. Основное преимущество – возможность проведения сварки практически во всех пространственных положениях, кроме вертикального “сверху-вниз”.
Также подходящим вариантом станут электроды ЦТ-28. Достоинства: шов, образованный с помощью сварочных материалов данной марки, отличается высокой жаропрочностью и жаростойкостью.
Кроме того, исполнитель может использовать специальные электроды по нержавейке.
Востребованными среди исполнителей являются электроды ESAB для сварки разнородных сплавов: ОК 67. 42, ОК 67.45, ОК 67.52, ОК 68.81, ОК 68.82, ОК 92.26.
42, ОК 67.45, ОК 67.52, ОК 68.81, ОК 68.82, ОК 92.26.
Второй метод является менее востребованным из-за более высокой стоимости вольфрамовых электродов. Также исполнителю понадобится специальное сварочное оборудование. В процессе сварки данной технологией, необходимо тщательно следить за положением прутка. Для получения качественного и надежного соединения, нужно держать стержень перпендикулярно к поверхности свариваемых изделий.
В зависимости от толщины материалов применяются различные ток и полярность при сварке нержавейки:
- толщина изделия 1 мм.: постоянное напряжение, сила в 30-60 А, Ø стержня – 2 мм.;
- толщина деталей 2 мм.: переменный ток силой 50-80 А, Ø прутка – 3 мм.;
- толщина составляет 4 мм.: постоянный ток, сила напряжения – 90-130, Ø расходника – 4 мм.
Сварка тонкой нержавейки
Сварка тонкого металла требует от исполнителя определенного уровня знаний и навыков. При работе с тонкостенными изделиями из коррозионностойких сталей важно не только верно выбрать электроды, но правильно определить напряжение. О том, как варить тонкую нержавейку электродом и каким током сваривают нержавейку будет рассказано далее.
О том, как варить тонкую нержавейку электродом и каким током сваривают нержавейку будет рассказано далее.
Если сравнивать с обыкновенной сталью, то сваривание тонкой нержавейки электродом должно проводится при меньшей величине силы тока. Требуемое количество ампер примерно на 20% меньше.
Важную роль играет диаметр сварочного прутка. При толщине свариваемого изделия 3 мм. диаметр расходника 3-4 мм.
Следует применять стержни длиной не более 35 мм. Температура нагрева не должна превышать 500°С.
Не рекомендуется резко охлаждать изделие.
Бытовая сварка тонкой нержавейки проводится с помощью инвертора. Рекомендуется выполнять следующие правила:
- не нагревать заготовки и место соединения выше температуры в 150°С;
- сварочный процесс осуществляется на малых величинах тока с высокой скоростью;
- без колебательных движений электрической дуги;
- под заготовки подкладывать пластины, которые будут “забирать” часть тепла на себя. Это предотвратит сильное нагревание рабочей зоны и возможность образования дыр.
 Это предотвратит сильное нагревание рабочей зоны и возможность образования дыр.
Это предотвратит сильное нагревание рабочей зоны и возможность образования дыр.Металл толщиной до 3 мм. варят без разделки. Между заготовками должен быть зазор в 1-2 мм.
При осуществлении инверторной сварки с помощью электродов диаметром 3 мм, необходимо выставлять напряжение величиной 80 А.
Мастера применяют для соединения тонких коррозионностойких сталей следующие марки электродов:
ЦЛ-11 – распространенная и ходовая марка сварочных материалов. Материал шва, наплавленного ЦЛ-11, отличается стойкостью к коррозии в неблагоприятных условиях.
ОК 63.20 предназначен для работы с тонкостенными элементами, работающими в контакте с жидкими агрессивными неокислительными средами при температурах до 350°С.
Сварка нержавеющих труб
Сварка труб из нержавеющей стали электродами является популярным видом соединения подобных изделий. Сварочные работы с трубами проводятся электродами с основной или рутиловой обмазкой. Сварочный процесс плавящимся расходником осуществляется на постоянном токе обратной полярности.
Сварка нержавейки постоянным током обладает несколькими преимуществами: малое разбрызгивание металла; простота процесса для сварщика; подходит для работы с тонкостенными трубами; качественный шов.
Вольфрамовые электроды для сварки труб из нержавеющей стали работают на постоянном токе прямой полярности. Преимущества данного способа:
- надежная защита от воздействия кислорода, которое может привести к окислению;
- устойчивая дуга;
- соединение обладает высокой коррозийной стойкость.
Независимо от выбранного способа соединения, технология сваривания нержавеющих труб включает три этапа:
- Подготовительный делится на две части: подготовка исполнителя и подготовка основного материала. Для сварщика должны быть подготовлены спецодежда и защитная маска. Нержавеющие трубы нужно зачистить от от различных загрязнений: коррозия, краска и т.д. Стыки и площадь возле них следует обработать металлической щеткой или наждачной бумагой.
- Сварочный процесс начинается с зажигания электрода и возбуждения дуги. Важно в ходе работ удержать дугу. Затем осуществляется соединение.
- Важным этапом является проверка качества шва. Перед этим необходимо отбить шлак.

Электроды для труб из нержавейки:
ОК 63.20 предназначены для сварки точками, т.е. процесс производится при кратковременном поджиге и гашении электрической дуги.
Небольшой видеоролик для наглядности.
Режимы сварки
Выбирая оптимальный режим для работы с коррозионностойкими сталями, у исполнителей возникают следующие вопросы: каким током варить нержавейку и какой полярностью варить нержавейку?
Для работы с коррозионностойкими сталями используются различные аппараты, но оптимальным вариантом являются те, которые работают на постоянном токе.
В случае отсутствия постоянного тока, следует применять инвертор, который способен преобразовывать вид напряжения. Использование соответствующего типа и диаметра сварочных материалов обеспечивает качественное соединение.
Использование соответствующего типа и диаметра сварочных материалов обеспечивает качественное соединение.
Как правило! Для сварки нержавейки рекомендуется обратная полярность. Плюс на электроде, минус на нержавейке.
Однако, следует помнить, что каждая конкретная ситуация требует применения определенных расходных материалов и агрегатов.
Поэтому, чтобы узнать о том, как правильно сварить нержавейку электродами, следует ознакомиться с вышеперечисленными актуальными сведениями.
Как правильно варить сварочным аппаратом
В данной статье рассмотрим 4 основных части:
- Как пользоваться сварочным аппаратом (основные принципы).
- Как правильно варить сварочным трансформатором ручной дуговой сварки штучными электродами (MMA).
- Как правильно варить сварочным инвертором.
- Как правильно варить сварочным аппаратом- полуавтоматом.
Как пользоваться сварочным аппаратом (основные принципы)
Перед началом работы убедитесь что:
• Вы прочитали и поняли все требования по безопасности, изложенные в настоящем руководстве.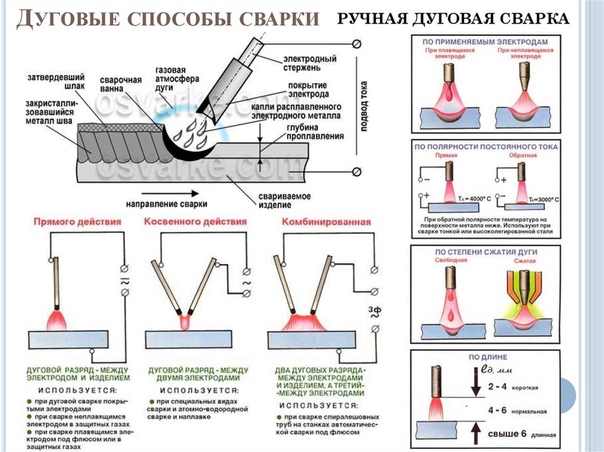
• Все легковоспламеняемые материалы и емкости убраны с места сварочных работ.
• Место работы хорошо проветривается, особенно с передней и задней сторон аппарата.
• Соответствующие средства пожаротушения находятся в доступном месте.
Как правильно варить сварочным аппаратом ручной дуговой сварки штучными электродами (MMA)
Сварочные работы по металлу являются чрезвычайно распространенными в настоящее время. Однако, для того чтобы правильно их выполнять, необходимы соответствующие навыки. И необходимость получения данного опыта является очень актуальной, поскольку от того, насколько качественно выполняются сварочные работы, зависит долговечность и надежность соединения отдельных частей различных предметов из металла, в том числе и кованых элементов.
В настоящее время, для того чтобы узнать, как правильно варить сварочным аппаратом, можно воспользоваться специальной литературой. Кроме того, существуют курсы для обучения сварочным работам.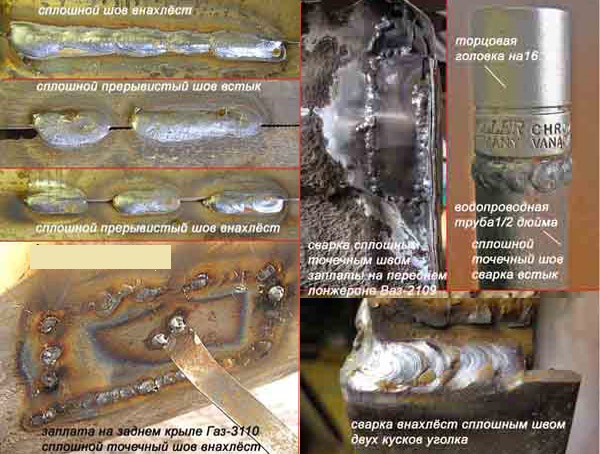 При освоении правил того, как осуществлять сварочные работы самостоятельно, необходимо достаточно четко представлять алгоритм их выполнения и технику безопасности.
При освоении правил того, как осуществлять сварочные работы самостоятельно, необходимо достаточно четко представлять алгоритм их выполнения и технику безопасности.
Много практических статей по вопросам “как варить”, “как приварить” то или иное, смотрите в рубрике “Как варить”
Прежде всего, очевидно, необходимо начинать с изучения правил техники безопасности. Она начинается с того, что нужно знать, как выбирается специальная одежда и защитные приспособления для сварочных работ. Самым главным предметом, конечно, является защитная маска, либо сварочный щиток. Маска должна быть максимально надежной и защищать от излучения электрической дуги сетчатку глаз. Также потребуется защитная куртка и брюки для того, чтобы защитить одежду от повреждений искрами, которые образуются во время сварочных работ.
Далее необходимо переходить к изучению непосредственно самого алгоритма выполнения сварочных работ. Вначале необходимо установить зажим заземления на свариваемой детали.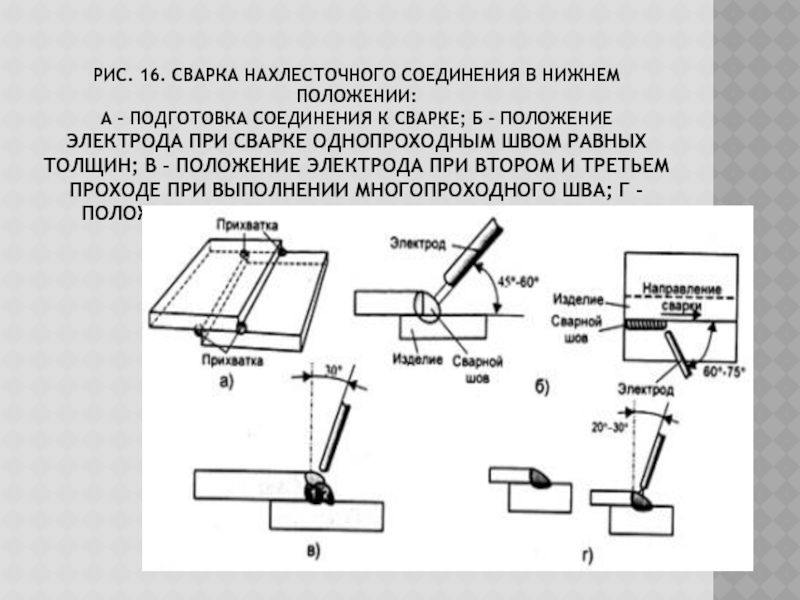
Затем выбирается режим электрического тока в соответствии с типом электрода и его диаметром.
Далее можно будет попробовать сам процесс. Вначале нужно провести электродом по металлической заготовке. Касание должно быть кратковременным, и если все нормально с электрической цепью, привести к вспышке искр. А далее нужно поднести электрод к детали, сделать ту же процедуру и отдалить его на расстояние 3-5 мм. Этого достаточно, чтобы электрическая дуга возникла между электродом и свариваемой деталью. Самое сложное, это удерживать электрическую дугу и не давать ей погаснуть, допустив слишком большой или маленький зазор между свариваемой поверхностью и электродом. При этом нужно сваривать между собой металл детали и электрода в одно целое в виде аккуратного сварного шва. Практиковаться можно на каких-либо ненужных металлических изделиях. И только, когда будет получаться, можно переходить к свариванию настоящих деталей.
Небольшое видео, где дилетант-самоучка делится опытом с новичками:
 youtube.com/embed/21bfqnnTRpE?feature=oembed” frameborder=”0″ allow=”accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture” allowfullscreen=””/>
youtube.com/embed/21bfqnnTRpE?feature=oembed” frameborder=”0″ allow=”accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture” allowfullscreen=””/>
И еще один ролик о том, с чего начинать учиться варить.
Также может быть полезным просмотреть следующие материалы:
Как правильно варить сварочным инвертором
Для просмотра этой темы перейдите, пожалуйста, сюда.
Как правильно варить сварочным аппаратом- полуавтоматом
- 1. Подсоедините заземленную клемму к свариваемому металлу.
- 2. Установите мощность и скорость подачи проволоки используя регуляторы режимов, в соответствии с типом и толщиной металла и проволоки.
- 3. Подключите аппарат и включите его.
- 4. Отрежьте лишнюю проволоку, оставив З мм от конца держака.
- 5. Держите защитную маску перед глазами.
- 6. Нажмите триггер и когда появится дуга, медленно двигайте держак в нужном направлении.
- 7. Если дуга производит шум и оставляет сгустки на конце проволоки – скорость подачи проволоки недостаточна и должна быть увеличена. Если дуга производит прерывающийся шум и создается впечатление, что проволока опережает скорость сварки и происходит разбрызгивание капель металла, значит скорость подачи проволоки слишком велика. Когда скорость установлена корректно звук дуги становится ровным, устойчивым с потрескиваниями. Если место сварки пористое, значит недостаточный поток газа, необходимо увеличить.
- 8. Проверьте установленную мощность аппарата по таблице, расположенной на корпусе.

Аппарат может быть настроен на разный выходной ток мощности(выражаемый в %).
Процентное выражение представлено в 10-минутном сварочном цикле, например, 60% означает сварочное время 6 минут, время покоя 4 минуты.
Если аппарат используется с превышением сварочного цикла, то температура составных частей повышается, наступает перегрев. В этом случае встроенная термозащита отключает аппарат. Если это произошло, дайте аппарату остыть. Термозащита отключится автоматически после короткого периода остывания, и тогда можно продолжать работу.
Более подробно про сварку полуавтоматом >>>
Смотрите также:
как подключить сварочный аппарат;
как приварить нержавку к стали;
как варить тонкий металл к толстому;
приваривание гаражных петель;
как варить (распространенные вопросы);
сварочные швы.
Как правильно варить сваркой – дуговой в том числе, использование электродов, сварочного аппарата, формирование структуры шва для начинающих + видео
Для того чтобы стать профильным мастером требуется специальное обучение. Профессии сварщика обучают 3 года в профтехучилищах. Но освоить простой сварочный аппарат для использования в домашнем хозяйстве можно гораздо быстрее. Всё зависит от поставленных задач и настойчивости в их решении. Практические навыки обретаются с опытом, а теоретические знания призваны помочь в этом начинающему мастеру. Ниже разберёмся, как правильно варить сваркой, какие способы есть и какие правила безопасности требуется соблюдать.
Всё зависит от поставленных задач и настойчивости в их решении. Практические навыки обретаются с опытом, а теоретические знания призваны помочь в этом начинающему мастеру. Ниже разберёмся, как правильно варить сваркой, какие способы есть и какие правила безопасности требуется соблюдать.
Технология сварочных работ
На сегодняшний день известны следующие разновидности электродуговой сварки:
- Сварка неплавящимся электродом.
Схема устройства сварки с неплавящимся электродом
Вольфрамовый (или графитовый) стержень, используемый как электрод, не плавится, но поддерживает электрическую дугу. Наплавляемый металл подаётся в виде проволоки или прутка. Такой вид сварки может работать и без присадочного материала, в режиме паяльника. - Сварка под флюсом.
Промышленная установка для сварки под флюсом
Электрод, создающий электрическую дугу, подаётся внутрь слоя флюса, которым покрыта деталь. Таким образом создаются условия для идеального соединения металлов, не подверженного разрушающему влиянию воздуха. - Полуавтоматическая дуговая сварка.
Схема устройства полуавтоматической электродуговой сварки
Роль электрода выполняет проволока из металла, к которой подаётся электрический ток. По мере её плавления происходит автоматическая подача (так, чтобы длинна дуги сохранялась постоянной). В тоже время к месту сварки нагнетается защитный газ — углекислый или аргон. В результате значительно повышается качество сварного шва.
В домашних условиях такие виды сварки практически не применяются. Поэтому перейдём к рассмотрению четвёртого вида сварочных работ — ручной электродуговой сварки.
Ручная дуговая сварка основана на применении специального электрода в обмазке
Электросварочные аппараты для ручной сварки разделяют на два типа — переменного тока и постоянного тока. Использование переменного тока позволяет конструировать приборы высокой производительности и мощности. Преимуществом постоянного тока, благодаря отсутствию смены полярности, является более ровный шов с меньшим количеством металлических брызг.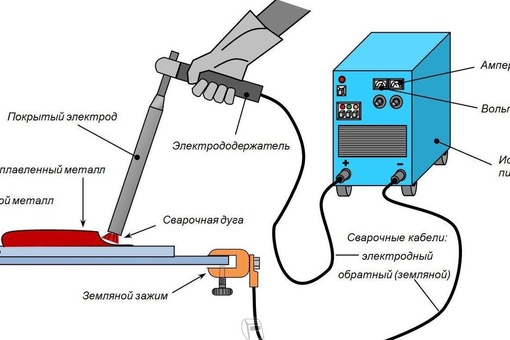
В 1802 г. В.В. Петровым было открыто явление гальванической вольтовой дуги.
В 1803 г. была опубликована книга, в которой автор предлагал использовать это явление для пайки металлов и освещения.
Прибор для сварки металлов при помощи «электрогефеста» был запатентован в 1882 г. Бенардосом Н.Н.
Российский инженер Н.Г. Славянов в 1888 г. впервые применил для сварки электрод.
В 1932 г. советским физиком Хреновым К.К. произведена успешная сварка металлов под водой.
Ремонт подводного трубопровода
Работа сварочного аппарата основана на создании электрической дуги в месте соприкосновения двух металлических деталей. Высокая температура (до 7000о С) расплавляет материал до жидкого состояния и происходит диффузия — смешивание на молекулярном уровне.
Принципиальным отличием сварки от склеивания является отсутствие вспомогательных материалов — соединяемые детали превращаются в монолитную конструкцию.
Поэтому нужно отчётливо понимать, что для правильного применения сварки использовать можно только однородные металлы. Нельзя приварить алюминий к железу или медь к нержавейке. Температура плавления у разных материалов различная, а создание сплавов не входит в круг возможностей сварочного оборудования.
Для сварки железных конструкций существуют различные сварные аппараты.
- Трансформаторы. Служат для преобразования сетевого тока напряжением 220 В, в ток с параметрами необходимыми для создания высокотемпературной электрической дуги. Происходит это за счёт понижения напряжения (не более 70 В) и повышения силы тока (до тысяч ампер). Сегодня такие приборы постепенно уходят в прошлое, так как для бытового использования они слишком громоздки и потребляют большое количество электроэнергии. Кроме того, работа трансформатора не отличается стабильностью и негативно влияет на состояние сети в целом — при включении создаются перепады напряжения, страдает чувствительная бытовая техника. Бывают одно и трёх фазными.
Трансформатор переменного тока для производства сварочных работ
- Выпрямители.
Выпрямитель переменного тока в постоянный производства для сварочных работ
Преобразуют переменный ток потребительской сети в постоянный. Принцип работы таких приборов основан на использовании выпрямляющих кремниевых диодов, которые также называются вентилями. Характерным отличием сварочного аппарата постоянного тока от сварочного переменного тока, является сильный нагрев электрода на плюсовом полюсе. Это даёт возможность контролировать процесс сварки: осуществлять «щадящую сварку», манипулируя настройками ощутимо экономить электроды при резке металла. - Инверторы.
Инверторный сварочный аппарат
Довольно долгое время (до 2000 г.) были недоступны для широкого применения в быту в силу высокой стоимости. Но в последствии приобрели большую популярность. Принцип действия инвертора состоит в преобразовании сетевого переменного тока в постоянный, а затем — снова в переменный, но уже высокочастотный ток. Отличие данной схемы от трансформаторной сварки в том, что дуга, полученная от преобразованного постоянного тока, более устойчивая.

.jpg)
Главным преимуществом инверторной сварки является улучшение динамики электрической дуги, а также ощутимое снижение веса и габаритов установки (по сравнению с прямыми трансформаторами). Кроме того, появилась возможность плавной регулировки выходящего тока, что заметно повысило КПД агрегата и обеспечило лёгкость зажигания дуги во время работы.
Но есть и недостатки:
- временные ограничения в использовании, что связано с нагревом электронной схемы преобразования;
- создание электромагнитного «шума», высокочастотных помех;
- негативное влияние влажности воздуха, что приводит к образованию конденсата внутри прибора.
Что необходимо для работы
Перед тем как приступить к сварке, необходимо сварочный аппарат и экипировка:
- Сварочные электроды. Подбираются исходя из предстоящих задач. Оптимальным размером для начинающего сварщика считается электрод толщиной 3,2 мм. Более тонкие электроды применяются для сварки миниатюрных деталей. При диаметре электрода более 3,5 мм. требуется оборудование повышенной мощности.
Диаметр электрода подбираетс в соответствии с планируемыми работами
- Костюм сварщика. В него входят одежда из плотного негорючего материала и обувь толстой кожи. Верхняя одежда хорошего качества отличается высоким воротником и двойным слоем ткани на запястьях. Штанины брюк широкие, полностью закрывающие обувь от попадания искр. В обязательном порядке в костюм входят брезентовые перчатки, пропитанные антипиритным составом (ГОСТ 12.4.250–2013 ССБТ). Существует несколько классов сварочных костюмов, в зависимости от степени соприкосновения с агрессивными средами.
Сварочный костюм предназначен для защиты сварщика от ожогов
- Маска со светофильтрующими стеклами. Очки лучше не применять, так как в защите нуждаются не только глаза, но и кожа лица, волосы, органы дыхания. Работа без маски приводит к офтальмии (воспалению роговицы глаза) и ожогам сетчатки, ведущих к полной потере зрения. При проведении потолочных сварочных работ, дополнительно к маске на голову и плечи одевается дополнительная накидка для защиты от ожогов.
Предназначена для предохранения глаз, лица, шеи и органов дыхания от вредного воздействия
- Слесарный инструмент — молоток, металлическая щётка, струбцины, тиски, напильники и т.д. В идеале работы производятся на верстаке или специальном сварочном столе. Если такие условия отсутствуют, необходимо выбирать место с максимально устойчивым положением.
 При диаметре электрода более 3,5 мм. требуется оборудование повышенной мощности.
При диаметре электрода более 3,5 мм. требуется оборудование повышенной мощности.
Место проведения сварочных работ освобождается от горючих материалов и оборудуется средствами тушения огня — водой, песком, технической содой. Если это закрытое помещение необходимо обустроить приточно-вытяжную вентиляцию.
Необходимое противопожарное оборудование на любом объекте
Как правильно варить сваркой
Для успешного овладения техникой неразъёмного соединения металлических деталей, необходимо освоить 4 базовых навыка, без которых не обходится ни одна «сварочная сессия».
Настройка аппарата
Основой настройки сварочного аппарата является правильный подбор силы тока и напряжения, выводящийся на клеммы. Несмотря на простоту формулировки, тема настройки заслуживает отдельного разговора. Но если кратко сформулировать критерии настройки, то можно выделить 5 основных параметров:
Несмотря на простоту формулировки, тема настройки заслуживает отдельного разговора. Но если кратко сформулировать критерии настройки, то можно выделить 5 основных параметров:
- Структура и диаметр электрода.
Выбор диаметра электрода зависит от толщины металла заготовки
Электрод подбирается исходя из того, к какой группе относится основной (тот, на который наносится сварка) металл. Классифицируют три группы стали — обычная, закалённая и жаропрочная. Для обычной стали критерием подбора является соотношение прочности: показатель прочности основного металла должен быть близок к прочности электрода, выраженного в мегапаскалях (МПа). Покрытие электрода предназначено для того, чтобы максимально защищать место соединения от воздействия кислорода и азота атмосферного воздуха.Существует 4 вида обмазки — кислый, рутиловый, целлюлозный и основной. Каждый тип выполняет свои задачи. Для жаропрочных и закаляющих сталей электрод подбирается по химическому составу — шов должен иметь максимальное приближение химической структуры к основному материалу. Прочность электрода в этом случае в расчёт не берётся. Для подбора диаметра электрода наилучшим ориентиром служит толщина заготовки. Чем толще деталь подлежит сварке, тем больший диаметр электрода потребуется.Электроды различаются по структуре, диаметру и назначению
- Марка электрода.
Маркировка отображает структуру стержня и химический состав его покрытия. Для каждого вида металла разработаны оптимальные условия, способствующие соединению деталей. Кроме свойств материалов, маркировка содержит информацию о том, в каких условиях может использоваться электрод — открытая, закрытая строительная площадка, высотные или подземные работы и т.п.
Разнообразие электродов обусловлено их предназначением для работы с определённым видом металла
- Пространственное положение сварного шва.
Установка режима сварки тесно связана с условиями ведения сварки. В различных ситуациях при помощи регулировок можно менять интенсивность электрической дуги, что позволяет ускорять или замедлять процедуру нанесения соединительного шва, изменяет температуру варки.
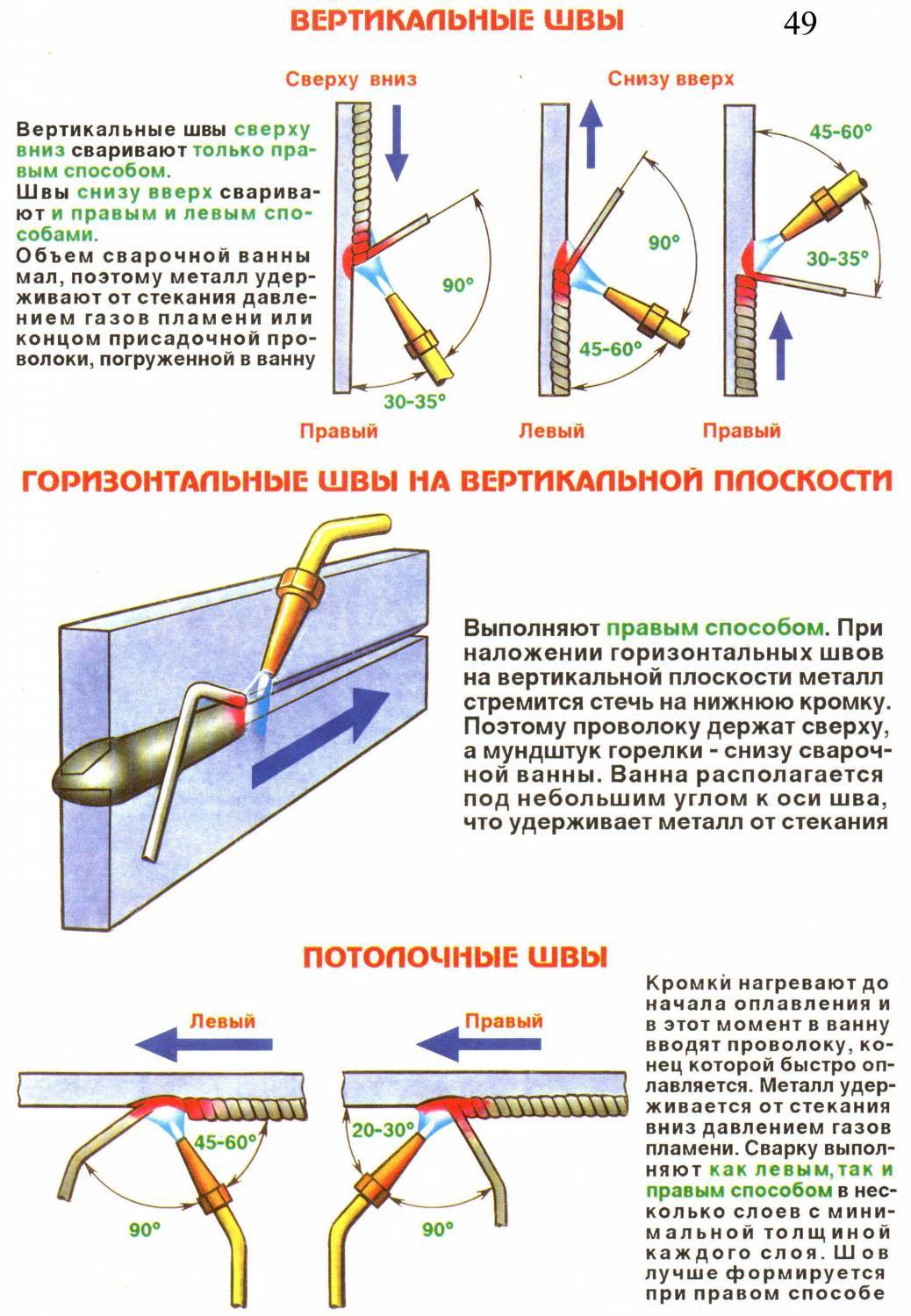
К примеру, при положении сварочного направления «сверху-вниз», утолщается слой расплавленного металла, но глубина шва уменьшается и распространяется вширь. Если же направление сварки «снизу-вверх», количество расплавленного металла уменьшается, так как он стекает под действием собственного веса. В результате шов становится уже.Виды сварочных работ в различных местоположениях
- Количество швов.
Зачастую изделие обваривается несколькими швами. Первый шов может быть прихваточным, следующий — основным, и за ним ещё один — закрепляющий или выравнивающий. На каждом этапе может меняться траектория наложения шва и глубина прогрева металла. Пользуясь такой технологией, опытный сварщик формирует идеальное соединение деталей.
Трёхслойный шов соединения труб
- Полярность электрода.
Известно, что в зависимости от положения «плюса» и «минуса» зависит температура электрической дуги. На «плюсе» температура всегда выше.
Знание этого позволяет пользователю определять правильное расположение полярности. Чаще «плюс» закрепляют на основной детали, а «минус» на электроде (прямая полярность). Если наоборот — полярность называется «обратной».Таблица применения прямой и обратной полярности при сварке металла постоянным током
Прямая полярность Обратная полярность · Сварка с глубоким проплавлением основного металла
· Сварка низко- и среднеуглеродистых и низколегированных сталей толщиной 5 мм и более электродами с фтористо-кальциевым покрытием: УОНИ-13/45, УОНИ-13/55 и др.
· Сварка чугуна· Сварка с повышенной скоростью плавления электродов
· Сварка низколегированных и низкоуглеродистых сталей (типа 16Г2АФ), средне- и высоколегированных сталей и сплавов
· Сварка тонкостенных листовых конструкций
 Прочность электрода в этом случае в расчёт не берётся. Для подбора диаметра электрода наилучшим ориентиром служит толщина заготовки. Чем толще деталь подлежит сварке, тем больший диаметр электрода потребуется.
Прочность электрода в этом случае в расчёт не берётся. Для подбора диаметра электрода наилучшим ориентиром служит толщина заготовки. Чем толще деталь подлежит сварке, тем больший диаметр электрода потребуется. К примеру, при положении сварочного направления «сверху-вниз», утолщается слой расплавленного металла, но глубина шва уменьшается и распространяется вширь. Если же направление сварки «снизу-вверх», количество расплавленного металла уменьшается, так как он стекает под действием собственного веса. В результате шов становится уже.
К примеру, при положении сварочного направления «сверху-вниз», утолщается слой расплавленного металла, но глубина шва уменьшается и распространяется вширь. Если же направление сварки «снизу-вверх», количество расплавленного металла уменьшается, так как он стекает под действием собственного веса. В результате шов становится уже.Для того чтобы безошибочно выбрать величину тока проще всего воспользоваться готовыми таблицами.
Но в силу того, что каждый аппарат имеет свои конструктивные особенности и технологические нюансы, решающее слово всё-таки остаётся за «методом научного тыка» — эмпирической подборки нужного тока экспериментальным путём.
Настройка сварочного тока в зависимости от диаметра электрода
Таблица соотношения электрода и сварочного тока
Режим подбора тока для сварки стандартных стыковых соединений:
| Разновидность шва | Диаметр,мм | Ток, А | Толщина металла на заготовке, мм | Зазор между торцами деталей до сварки, мм |
| 1-сторонний | 3 | 180 | 3 | 1.9 |
| 2-сторонний | 4 | 220 | 5 | 1.5 |
| 2-сторонний | 5 | 260 | 7–8 | 1.5–2 |
| 2-сторонний | 6 | 330 | 10 | 2 |
Односторонний шов соединяет поверхность деталей с одной стороны, двухсторонний — с двух противоположных сторон.
Примеры сваривания деталей различными швами
Также можно воспользоваться универсальной таблицей для широкого диапазона:
| Толщина заготовки,мм | 0,5 | 1–2 | 3 | 4–5 | 6–8 | 9–12 | 13–15 | 16 |
| Толщина электрода,мм | 1 | 1,5–2 | 3 | 3–4 | 4 | 4–5 | 5 | 6–8 |
| Сила тока, А | 10..20 | 30..45 | 65..100 | 100..160 | 120..200 | 150..200 | 160..250 | 200..350 |
Начинающему сварщику легко запомнить простое правило. Если ток превышает необходимый показатель — электрод будет прожигать заготовки. Если ток ниже, чем нужно — деталь не проваривается, наплавленный металл отваливается при воздействии на него механическим способом.
Подключение электрода
Электрод может подключаться к плюсовому или минусовому выходу тока. Если на деталь подключается «+», то полярность называется прямой. Если «-» — обратной. Соответственно, при прямой полярности на электроде располагается «минус», а при обратной «плюс». Разница между этими положениями заключается в том, что на «плюсовой» клемме всегда выделяется большее количество тепла. Опытные сварщики используют это явление при решении конкретных задач. Так, например, манипулируя полярностью, можно варить тонколистовую сталь нержавейки, чувствительной к перегревам. Для этого «плюс» подаётся на электрод, а «минус»- на лист тонкого металла.
Если «-» — обратной. Соответственно, при прямой полярности на электроде располагается «минус», а при обратной «плюс». Разница между этими положениями заключается в том, что на «плюсовой» клемме всегда выделяется большее количество тепла. Опытные сварщики используют это явление при решении конкретных задач. Так, например, манипулируя полярностью, можно варить тонколистовую сталь нержавейки, чувствительной к перегревам. Для этого «плюс» подаётся на электрод, а «минус»- на лист тонкого металла.
Один из вариантов подключения электрода
Видео: прямая и обратная полярность при работе инверторного сварочного аппарата
Создание дуги
Процесс сваривания начинается с зажигания электрической дуги. Во всех видах ручной сварки дуга создаётся кратковременным прикосновением электрода к детали. При этом происходит резкое нагревание торца электрода до температуры, достаточной для установления дугового разряда.
Процесс зажигания электродной дуги требует определённых навыков
После короткого замыкания, если дуга воспламенилась, необходимо поддерживать расстояние между торцом электрода и деталью 3–5 мм. При этом нужно учитывать тот факт, что длина электрода по мере сварки уменьшается. При превышении расстояния в 5 мм. дуга прерывается, при уменьшении менее 3 мм. электрод может прилипнуть к заготовке или привести к большому разбрызгиванию расплавленного металла.
Движение электрода
Для создания хорошего шва, разработаны различные схемы ведения дуги вдоль свариваемого места. При этом важным считается не только расплавление кромок свариваемых деталей, но и наполнение сварочной ванны необходимым количеством наплавленного из электрода металла.
Различные варианты траектории торца электрода
Достичь этого возможно при сохранении постоянной длины электрической дуги и систематичным перемещением торца электрода по определённой траектории.
При производстве шва без поперечных перемещений, ширина стыка, как правило, равна b = (0,8–1,5)хdэл. Где b-ширина сварного стыка, а d — диаметр электрода.
Проход таким швом считается предварительным, нормальной конфигурацией шва считается b = (3–5)хdэл.
Поэтому, в задачу сварщика входит проход шва с применением одной из технологий проварки. Различные траектории торца электрода применяются в разных ситуациях.
Формирования структуры сварного шва
Плавильным пространством электродуговой сварки называется т.н. сварочная ванна (или кратер), которая возникает под действием тепла исходящего от дуги.
Сварочная ванна это жидкое состояние сварочного шва до застывания как свариваемого металла.
Солнцев Ю.П.
Словарь металлургических терминов
С перемещением источника тепла передвигается также плавильное пространство. Условно плавильное пространство делят на две части. Головная часть (передняя) и хвостовая часть (тыловая). В передней части происходит расплав металлов и смешение основного и дополнительного материала в единое целое (диффузия). В тыловой, по мере остывания, происходит кристаллизация плотной поверхности сварочного шва.
В тыловой, по мере остывания, происходит кристаллизация плотной поверхности сварочного шва.
Схематическое изображение сварочного кратера
Формирование шва может происходить при сварке под флюсом, окружённое оболочкой шлаков и тогда дуга практически не видна. А сварку называют закрытой.
Открытой сваркой называется процесс формирования плавильного пространства, окружённого прозрачными газами, выделяемыми обмазкой электрода.
Видео: 10 ошибок начинающего сварщика
Видео: как научиться варить красивые швы элетросваркой
Техника безопасности при сварке
Пренебрежение правилами личной безопасности влечёт за собой самые неприятные, а порой и трагичные, последствия. Основные правила техники безопасности гласят:
- Используя сварочное оборудование необходимо следить за надёжной изоляцией проводов, осуществляющих питание прибора и непосредственно электрической дуги. Неукоснительно должны выполняться требования завода-изготовителя оборудования по заземлению корпуса агрегата, аппаратного шкафа и т.д.
- Работы должны производиться в целой спецодежде, обуви и огнеупорных перчатках. В помещениях где производится сварка должны применяться резиновые коврики и галоши. Пространство должно хорошо освещаться.
- Сварочное оборудование, в частности электрододержатель, должно соответствовать нормам надёжной изоляции, исключающие прямой контакт с кожей сварщика. Электрододержатель считается качественным, если выдерживает 8000 и более зажимов электродов.
- Для обеспечения безопасности рекомендуется применение автоматических выключателей.
 Неукоснительно должны выполняться требования завода-изготовителя оборудования по заземлению корпуса агрегата, аппаратного шкафа и т.д.
Неукоснительно должны выполняться требования завода-изготовителя оборудования по заземлению корпуса агрегата, аппаратного шкафа и т.д.Таковы некоторые из положений ГОСТа, регламентирующего работы сварщика. Конечно, в домашних условиях никто не будет контролировать выполнение вышеизложенных положений. Однако их необходимо знать и помнить, что писаны они не ради красного словца, а на горьком опыте пострадавших.
Сварочные работы стоят на втором месте по опасности после шахтёрского труда.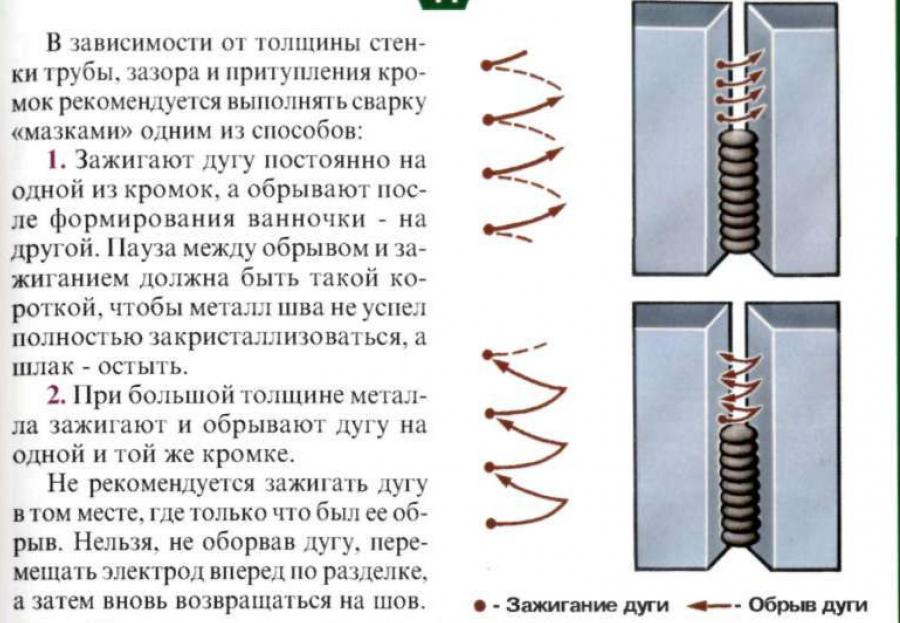 Даже в домашнем хозяйстве, где к сварке прибегают время от времени, нельзя забывать о потенциальной опасности при работе с электрическим током и расплавленным металлом. Для поддержания безопасности следует использовать защитную маску только заводского изготовления, специальную негорючую одежду, обувь и перчатки. На рабочей площадке вседа должны быть средства пожаротушения — вода, песок и огнетушитель. Не стоит подвергать опасности себя и собственный дом, пренебрегая простыми правилами безопасности. Аптечку желательно укомплектовать противоожоговыми препаратами.
Даже в домашнем хозяйстве, где к сварке прибегают время от времени, нельзя забывать о потенциальной опасности при работе с электрическим током и расплавленным металлом. Для поддержания безопасности следует использовать защитную маску только заводского изготовления, специальную негорючую одежду, обувь и перчатки. На рабочей площадке вседа должны быть средства пожаротушения — вода, песок и огнетушитель. Не стоит подвергать опасности себя и собственный дом, пренебрегая простыми правилами безопасности. Аптечку желательно укомплектовать противоожоговыми препаратами.
7 правил, как научиться варить электросваркой тонкий металл
Как научиться варить электросваркой: понятие электросварки + 3 ее разновидности + как научиться варить электросваркой дома – детальный разбор 3 технологических этапов + 7 правил сваривания тонкостенных материалов + меры предосторожности в работе сварщика + 4 распространенных дефекта у новичков.
Если говорить о соединении металлоконструкций, то электрическая сварка уверенно удерживает позиции в бытовом применении уже много лет. Наличие агрегата для выполнения сварочных работ – это только 50% дела. Оставшаяся половина успех – умение сваривать, а сделать это без предварительной подготовки не может абсолютно никто. В сегодняшней статье мы расскажем, как научиться варить электросваркой тонкий и толстый металл + предоставим пошаговую инструкцию обучения с нуля для полных профанов в этом деле.
Наличие агрегата для выполнения сварочных работ – это только 50% дела. Оставшаяся половина успех – умение сваривать, а сделать это без предварительной подготовки не может абсолютно никто. В сегодняшней статье мы расскажем, как научиться варить электросваркой тонкий и толстый металл + предоставим пошаговую инструкцию обучения с нуля для полных профанов в этом деле.
Что такое электросварка, и зачем она нужна дома?
Чтобы разобраться с термином, потребуется задеть школьный курс физики и разобраться в сопутствующих процессах при сваривании деталей. Полученные знания помогут сварщику делать более качественные швы, ведь понимание основы работы электросварки дает возможность вести работу осознанно, а не полагаясь на шаблонные действия других специалистов. Электросварка (дуговая сварка) – получение соединений неразрывного типа за счет кристаллизации присадочного и базового материалов.
Во время процесса образования шва, происходит временное расплавление основы и электрода, за счет чего образуется сварочная ванна. После остывания поверхности, материалы соединяются на молекулярном уровне (сплавляются), кристаллизируясь в шов, который по прочности не уступает другим областям основной поверхности.
После остывания поверхности, материалы соединяются на молекулярном уровне (сплавляются), кристаллизируясь в шов, который по прочности не уступает другим областям основной поверхности.
Классификация электросварки производится на основании множества критериев – уровень механизации процесса сваривания, тип тока + его полярность, дуга, характеристики электрода, способ защиты зоны и так далее. Давайте рассмотрим классическое распределение – ручная дуговая, полуавтоматическая дуговая и автоматическая дуговая типы сварок.
1) Ручная дуговая сварка
Наиболее сложный вариант в применении для неопытного сварщика, ведь большую часть работы приходится выполнять собственными руками. Регулирование технологии с прочими моментами производится посредством ГОСТа 5264-80. В учет берется тип соединения, форма кромок, характер шва, поперечное сечение и толщина элементов для сваривания.
Важно: при ручной дуговой сварке мастер обязан самостоятельно поддерживать длину дуги, контролировать угол наклона и рассчитывать длительно нахождения электрода в одной точке.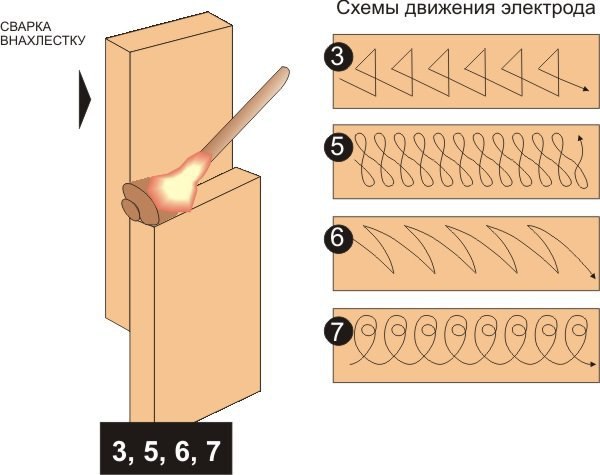
Недостатками ручной сварки является негативное воздействие на организм человека продуктов распада/света и сравнительно низкая эффективность работы при ее больших масштабах. Низкоквалифицированный специалист не сможет качественно орудовать дугой при работе с ручной дуговой сваркой, потому, метод наложения швов точно не для новичков.
2) Полуавтоматическая в газовой среде
Отличительные черты у метода соединения 2 – использование подвижного плавящегося электрода + наличие защитного газа. Второй выступает в роли преграды между внешней средой и электрической дугой.
Обратите внимание: при контакте воздуха с дугой происходит окисление кислорода с азотом, что приводит к возникновению нежелательных оксидов/нитритов, что могут на 70%+ ухудшить качество сварного шва.
Защитным газом выступает аргон, углекислота, гелий, либо их комбинации в определенных пропорциях. Технология сварки полуавтоматом происходит за счет пропуска проволоки сквозь сопло газа, из-за чего та расплавляется. Длина дуги контролируется автоматически, а направление движения + скорость остаются под контролем сварщика. Методика работ может быть проведена и без газовой оболочки – применяется специальная самозащитная проволока с вкраплениями кремния, марганца и прочих металлических элементов с раскисляющими свойствами.
Длина дуги контролируется автоматически, а направление движения + скорость остаются под контролем сварщика. Методика работ может быть проведена и без газовой оболочки – применяется специальная самозащитная проволока с вкраплениями кремния, марганца и прочих металлических элементов с раскисляющими свойствами.
3) Автоматическая сварка под флюсом
Метод, имеющий повышенную производительность и минимальные потери по электроду. Сварщик может не опасаться брызг, а зона проведения сварки максимально безопасна в отношении образования оксидов и прочих вредных примесей для шва.
Алгоритм процесса сварки: Подача проволоки за счет специальных роликов. Посредством контакта скользящего типа производится подведение к проволоке электрического тока. Начинается движение электрода вдоль разметки для шва. Из бункера агрегата высыпается флюс, за счет испарения которого образуется газовое облако, защищающее электрическую дугу от влияния внешней среды. Образование шва. Очистка от шлаковой корки. Сбор излишек флюса для повторного использования. Оборудование для проведения работ не требует от оператора использования специальных защитных приспособлений для глаз. Благодаря автоматизации процесса, субъективное влияние сварщика сводится к минимуму, а потому, риск накосячить резко стремится вниз.
Сбор излишек флюса для повторного использования. Оборудование для проведения работ не требует от оператора использования специальных защитных приспособлений для глаз. Благодаря автоматизации процесса, субъективное влияние сварщика сводится к минимуму, а потому, риск накосячить резко стремится вниз.
Как научиться варить электросваркой в домашних условиях?
Следует понимать, что чем больше автоматизирован процесс сваривания, тем дороже обойдется закупка оборудования. К тому же, промышленные методы наложения швов не подойдут для домашнего применения, а потому оптимальными «гаражными» вариантами является ручная и полуавтоматическая виды сварок.
1) Технологические особенности электросварки
В процессе сварки человек отталкивается от аппарата на руках. В зависимости от назначения оборудования, существуют промышленные мини-трансформаторы, работающие за счет обмотки катушек, и домашние инверторы. Суть работы первых и вторых заключается в понижении напряжения и повышении силы тока. Результата должно хватить, чтобы расплавить металл для нанесения будущего шва.
В домашних условиях рациональнее использовать более современные и компактные версии оборудования – инверторы. Такие сварочные аппараты работают от стандартной сети в 220 вольт. Переменное входящее напряжение автоматически преобразуется в постоянное.
Процесс сварки инвертором проходит такие шаги: Выдача оборудованием требуемого уровня напряжения. Распределение кабелей инвертора. Один конец идет с плюсом, а второй с минусом («ноль»). Полярность определяется на основании крепления конца к массе. При касании конечной части электрода к металлу, возникает электрическая дуга. При помощи сварщика происходит формирование сварочного шва. При работе со специальными электродами, защитное облако формируется за счет плавления самого электрода. Получаемое соединение не будет иметь поровых вкраплений. После застывания с поверхности шва аккуратно удаляется шлаковый слой. Закупить подобное оборудование можно в любом специализированном магазине вблизи вашего места проживания. Высокий спрос породил большой ассортимент продукции, потому, подобрать адекватный вариант в соотношении цена/качество смогут даже очень требовательные личности. А теперь пройдемся по шагам технологии сваривания более детально.
А) Подготовка рабочего места
Процесс сварки – опасное дело, и относиться к нему следует должным образом как новичку, так и специалисту. К началу работ потребуется закупить оборудование. Мы уже оговорились, что для начинающего сварщика лучше приобрести инвертор. Место сварочных работ выбирайте на основании личных предпочтений – гаражное помещение или на открытом воздухе. В первом случае потребуется провести вентиляцию, ибо процесс сваривания подразумевает выделение вредных веществ для органов дыхания и зрения.
Учиться азам сварки проще всего на материалах с низким содержанием углерода. Толщина металлического сплава — средняя. Сваривать тонколистовую сталь в разы сложнее, потому, приступать к ее обработке стоит спустя 1-2 месяца стабильной практики в простых задачах дуговой сварки.
Оптимальные электроды для новичка – «тройка» (3 мм диаметр). Если практикуетесь с толстостенным металлом, берем электроды толщиной в 0.5-0.6 сантиметра по диаметру. Для тонкостенной сварки оптимальными считаются 0.16-0.2 сантиметровые электроды.
Важно: при выборе электродов берите в учет мощность сварочного аппарата. Обычно в инструкции указывается соотношение мощности и диаметра. Также таблицы соответствия силы тока и толщины электрода имеются в сети интернет.
В свободном доступе для новичков имеются электроды с обмазкой – специальные прутки, обеспечивающие высокое качество работы без использования флюса. Образование газового облака происходит за счет плавления самого электрода.
Б) Подключение инвертора + розжиг дуги
В процессе сборки конструкции, требуется брать во внимание способы соединения с массой электрода и сварочной поверхности. Всего существует 2 метода подключения элементов – прямой и обратный. В случае прямой полярности электрод ставят на минус, а изделие для сваривания на плюс. Получаемая область расплавки глубокая и узкая, что хорошо подходит для процесса сваривания толстостенного материала. Резка металла инвертором происходит также через прямую полярность контакта рабочих элементов сварки.
Получаемая область расплавки глубокая и узкая, что хорошо подходит для процесса сваривания толстостенного материала. Резка металла инвертором происходит также через прямую полярность контакта рабочих элементов сварки.
При обратной полярности наоборот – электрод на плюс, изделие на минус. Движение электродов происходит от детали к электроду, из-за чего получаемый шов боле мелкий, но широкий. Такая цепь прекрасно себя показывает при работе с тонкостенными материалами.
Методы розжига дуги: чирканье. Процедура сравни зажиганию головки спички; постукивание. Быстрый удар электродом о свариваемую поверхность и медленный подъем. В процессе обучения новичкам рекомендуется использовать метод чирканья, так как соблюдать вручную расстояние в 2-3 миллиметра при постукивании неопытному сварщику крайне сложно.
В) Ведение электрода при формировании шва
После зажигания дуги начнет формироваться сварочная ванна. Внимательно присмотритесь к скорости выделения шлаковых накоплений.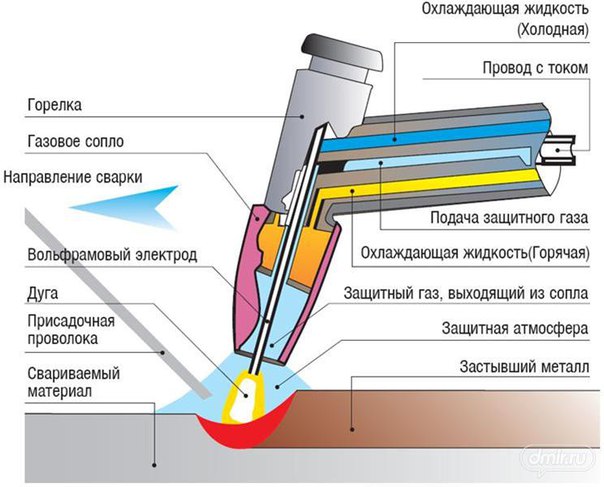 Выберите оптимальный темп, который позволит избежать в шве пузырьков и вкраплений шлака.
Выберите оптимальный темп, который позволит избежать в шве пузырьков и вкраплений шлака.
Важно: расстояние между швом и дугой должно быть всегда в промежутке от 2 до 4 миллиметров. Выход за оговоренные рамки приведет к ухудшению качества наплавки.
Если расстояние от дуги к поверхности менее 0.2 сантиметра – шов будет неглубокий, из-за чего пострадает прочность соединения, а при расстоянии более 0.4 сантиметра дуга теряет стабильность, и наплав начинает разбрызгиваться.
Электрод может располагаться в 3 позициях:
– углом вперед. Получаем глубокую ванну на старте. Положение хорошо показывает себя при соединении потолочным, горизонтальным и вертикальными типами швов. Визуально кажется, что дуга выталкивает металл + не дает ему вытекать из области сварной ванны;
– углом назад. Здесь сварщику проще держать под контролем процесс наложения шва. Минус положения – актуален только для швов нижнего типа. Часто углом назад делают прихватки и временные швы;
– прямой угол. Ванна получается симметричной, но это негативно сказывается на ее удобстве. Положение электрода уместно только для труднодоступных мест, где углом назад/вперед не подобраться.
Ванна получается симметричной, но это негативно сказывается на ее удобстве. Положение электрода уместно только для труднодоступных мест, где углом назад/вперед не подобраться.
В процессе работы также не стоит забывать о постоянном уменьшении длины электрода – типичная причина косяков новичка, из-за которой сварочный шов получается с кучей капель металла и не совсем ровный.
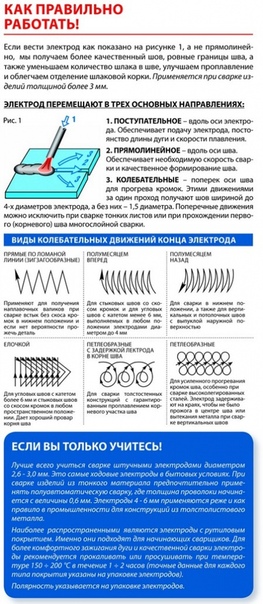
Для образования широкого шва прямого прохода будет недостаточно. Потребуется использовать шаблонные рисунки цикличных проходов. Наиболее популярные отображены на картинке выше.
2) Как научиться варить электросваркой тонкий металл: 7 базовых правил для новичка
В домашних условиях чаще всего приходится иметь дело с тонкостенным материалом, но при сваривании таких элементов, проблем у новичков больше всего. Залатать канистру, емкость для воды, рамку ворот или даже часть кузова авто – все это требует от сварщика предельной концентрации внимания на процессе + соблюдение некоторых технологических особенностей.
Правила сваривания тонкого металла:
1. Ток в промежутке ото 20 до 30А.
2. Диаметр по электроду не должен превышать 0.2 сантиметра в диаметре. Оптимально – 0.16 сантиметра.
3. Перед наложением шва поверхность тщательно зачищается от пятен жира, пыли, ржавчины и прочего мусора.
4. При сваривании в нижней позиции, под шов кладут подложку из графита. Материал будет выполнять поддерживающую функцию для расплавленного электрода с металлом + позволит избежать прилипания.
5. Шов ведется углом вперед.
6. Повышенная скорость ведения шва.
7. Промежуток между дугой и поверхностью металла не более 0.5 сантиметра.
Чтобы повысить шанс на успех, следует купить специальные электроды с рутиловым покрытием. Прутки обеспечивают достаточно устойчивое горение + легко возбуждаются. Еще один лайфхак, способный упростить жизнь сварщику – использование инвертора с режимом форсажа дуги. Заявленная функция обезопасит конец электрода от залипания при сбое расстояния между дугой и поверхностью.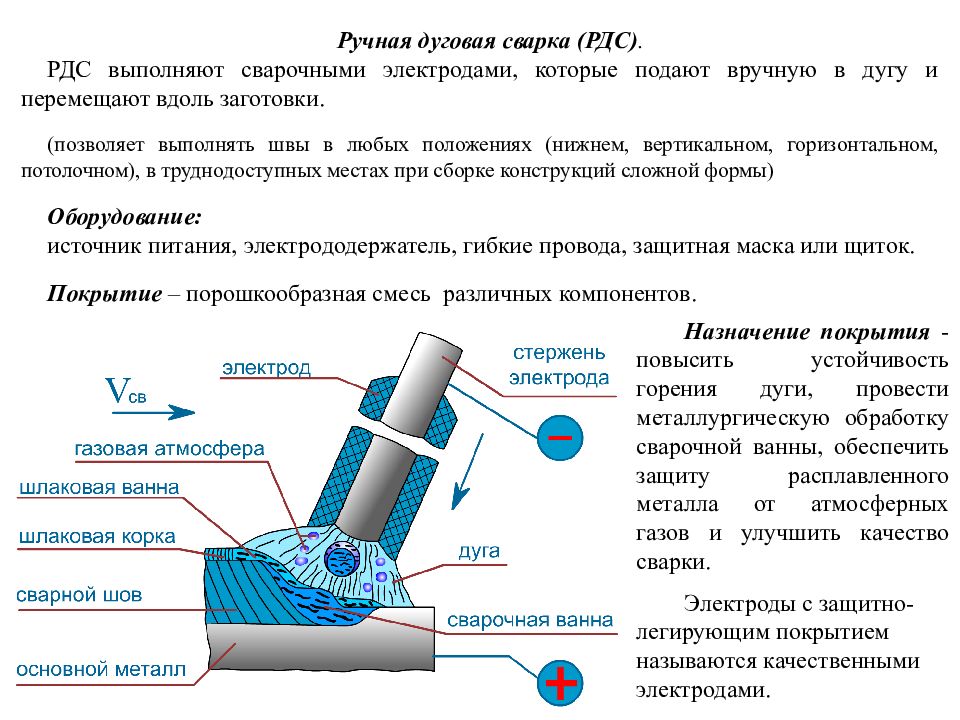
Пояснение азов сварочного процесса + рекомендации и советы для новичков:
3) Техника безопасности + возможные дефекты
Процесс сварки должен быть не только правильным, но и безопасным. Потерять зрение, или крупный ожог – одни из многих опасностей, подстерегающих человека, решившего стать на путь сварщика в РФ.
Меры предосторожности: осмотр инструментария на наличие механических повреждений; заземление; регулярная проверка соединения заготовки с контактом; качественная изоляция кабелей; влажность не более 75%; использование маски, перчаток и других средств индивидуальной защиты; наличие огнетушителя рядом с рабочим местом. Теперь о дефектах. Для начинающего сварщика проколы при обучении в порядке вещей. Зная причины тех/иных искажений, человек сможет предупредить возникновение подобных ситуаций, следовательно, риск оказаться в невыгодном положении снижается в разы.
Идеальный шов внешне аккуратный, с одинаковой толщиной и высотой вдоль всей длины. При наличии косяков, в 80% случаев они будут видны сразу. Давайте детальнее рассмотрим наиболее распространенные дефекты.
Иногда могут появиться поперечные/продольные трещины, но здесь уже недочет косвенно касается сварщика, ибо материал может просто не выдержать температурного режима. Для каждого типа металла требуется подбирать частные условия работы. Застраховать себя от неудач не может в этом плане даже опытный сварщик.
Техника ручной дуговой сварки для начинающих
Техника ручной дуговой сварки для начинающихДаже в домашнем хозяйстве порой очень трудно обойтись без сварки, не говоря уже о промышленности, да и любой другой отрасли. Зачастую для того, чтобы что-то приварить дома, приходится прибегать к недешевым услугам специалистов.
Сегодня, когда сварочные инверторы стали доступными, как никогда, освоить электросварку может каждый желающий. При этом, чтобы варить «для себя», достаточно будет усвоить основные моменты и много тренироваться. Только с опытом и «набитыми шишками» приходит четкое понимание, как варить электросваркой, а качество работы улучшается в сотни раз.
При этом, чтобы варить «для себя», достаточно будет усвоить основные моменты и много тренироваться. Только с опытом и «набитыми шишками» приходит четкое понимание, как варить электросваркой, а качество работы улучшается в сотни раз.
Как варить электросваркой
Электросварка — это очень увлекательный процесс, который сильно затягивает. Если учиться варить электросваркой самому, то нужно освоить технику зажигания дуги и движение электродом, а также понимать, какой требуется ток для сварки толстого и тонкого по толщине металла.
Конечно же, в данной статье сайта mmasvarka.ru не будут описываться какие-то сложные приемы и техники, для более подробного изучения ручной дуговой сварки, написаны десятки книг по теме. Но вот что касается первых шагов в плане выполнения сварочных работ, то, здесь, всегда, пожалуйста.
Техника безопасности при работе с электросваркой
Любой сварочный процесс должен выполняться согласно технике безопасности. Для защиты глаз сварщика во время сварки придуманы специальные маски. Сегодня с этой целью отлично справляются маски для сварки Хамелеон. Защитить руки призваны прочные и стойкие к огню краги, а ноги сварщика, специальные штаны из прочной ткани и ботинки.
При осуществлении электросварочных работ следует знать, что повышенная влажность может стать причиной поражения электрическим током. Также необходимо всегда помнить, что при электросварке в стороны летят искры, и они могут стать причиной возникновения пожара. Все вышеперечисленные моменты обязательно нужно предусмотреть, перед тем, как варить электросваркой.
Настройка и регулировка сварочного инвертора
Вот мы и подошли к самому интересному моменту, когда нужно самому подключить сварочный инвертор и выставить на нем требуемые значения тока. Что здесь важно учитывать? Во-первых, необходимая последовательность подключения инвертора. Она во многом зависит от того, какой металл нужно будет варить, тонкий или толстый.
Если будет осуществляться сварка тонкого металла (2 мм толщины), то необходимо подключить инвертор в обратной последовательности. Таким образом, получится не прожечь тонкий металл и нормально его сварить.
Таким образом, получится не прожечь тонкий металл и нормально его сварить.
Чтобы подключить инвертор в обратной последовательности нужно подсоединить держатель электрода к клемме инвертора со знаком «+», а кабель с массой к свариваемому металлу. Соответственно, при сварке инвертором толстого металла (6 мм и более), подключать сварочный аппарат нужно будет наоборот.
Какую силу тока выставить на сварочном инверторе
После подключения сварочного инвертора на нем нужно выставить требуемое значение тока, его можно будет поменять в процессе сварки. Значение тока зависит от диаметра используемых электродов и толщины металла, который придется варить. Ниже будет представлена таблица со значениями силы тока для сварки электродами определенного диаметра.
Соответствие силы тока электроду для сварки инвертором:
- 1,60 мм — 25-50 А;
- 2,00 мм — 40-80 А;
- 2,50 мм — 60-110 А;
- 3,20 мм — 80-120 А;
- 4,00 мм — 120-160 А.

В свою очередь диаметр электрода подбирается в зависимости от толщины свариваемой заготовки:
- Для сварки металла от 1,5-2 мм — служат электроды 1,5 мм;
- Для сварки металла от 1,5-3 мм — служат электроды 2,0 мм;
- Для сварки металла от 1,5-5 мм — служат электроды 2,5 мм;
- Для сварки металла от 2-12 мм — служат электроды 3,2 мм;
- Для сварки металла от 4,0-20 мм — служат электроды 4 мм;
После того, как требуемые значения силы тока для сварки инвертором выяснены, можно смело приступать к сварочному процессу. Для этого потребуется подключить кабель от инвертора с массой к металлу, а в держатель вставить электрод.
Как зажечь дугу, и в какую сторону вести электрод
Зажечь дугу можно несколькими способами, легким постукиванием электрода о металл или чирканьем, когда электрод касается свариваемой заготовки, и тут же проводится по ней. Как к первому, так и второму способу нужно приноровиться и привыкнуть. Впоследствии с этим возникать проблем не будет, когда вы набьёте руку. После того, как сварочная дуга загорелась, нужно её удерживать, как можно короче, после чего следует начинать движение электродом, образуя сварной шов.
После того, как сварочная дуга загорелась, нужно её удерживать, как можно короче, после чего следует начинать движение электродом, образуя сварной шов.
Следует заметить, что существует множество техник движения электродом: ёлочкой, зигзагом, треугольником и т. д. Какую именно выбрать из них, во многом зависит от положения заготовки во время сварки, её толщины, а также других, не менее значимых моментов. Для освоения азов электросварки инвертором, предпочтительно использовать технику движения электродом «ёлочка» или «зигзагом».
При этом угол наклона электрода при сварке должен составлять примерно 70 градусов по отношению к поверхности заготовки, а скорость его движения должна быть средней, если металл не совсем уж тонкий. В конце, когда сварочный шов будет завершен, не забудьте заварить кратер. Для этого нужно остановиться в конце шва, а после медленно и не спеша разорвать дугу.
Поделиться в соцсетях
Пять шагов к совершенствованию техники сварки штангой
Основные элементы для улучшения результатов
Для многих людей, особенно тех, кто плохо знаком с ней или, возможно, не занимается сваркой каждый день, сварка электродом, также известная как дуговая сварка в экранированном металле (SMAW), является одним из самых сложных процессов для изучения. Опытные сварщики, которые могут взять жало, вставить электрод и раз за разом наложить отличные сварные швы, могут внушать большой трепет остальным. Они заставляют это выглядеть легко.
Опытные сварщики, которые могут взять жало, вставить электрод и раз за разом наложить отличные сварные швы, могут внушать большой трепет остальным. Они заставляют это выглядеть легко.
Однако остальные из нас могут с этим бороться.И в этом нет необходимости, если мы не обратим внимание на пять основных элементов нашей техники: установка тока, длина дуги, угол наклона электрода, манипуляции с электродом и скорость перемещения – или сокращенно CLAMS. Правильное решение этих пяти основных вопросов может улучшить ваши результаты.
Подготовить
Хотя сварка электродом может оказаться наиболее щадящим процессом для грязного или ржавого металла, не используйте это как оправдание для неправильной очистки материала. Используйте металлическую щетку или шлифовальный станок для удаления грязи, копоти или ржавчины с места сварки.Игнорирование этих шагов снижает ваши шансы на сварку с первого раза. Нечистые условия могут привести к растрескиванию, пористости, неплавлению или включениям. Пока вы работаете, убедитесь, что у вас есть чистое место для рабочего зажима. Хорошее, надежное электрическое соединение важно для поддержания качества дуги.
Пока вы работаете, убедитесь, что у вас есть чистое место для рабочего зажима. Хорошее, надежное электрическое соединение важно для поддержания качества дуги.
Расположитесь так, чтобы хорошо видеть сварочную ванну. Для наилучшего обзора держите голову в стороне и вдали от сварочного дыма, чтобы обеспечить сварку в стыке и удерживать дугу на переднем крае лужи.Убедитесь, что ваша стойка позволяет вам удобно поддерживать электрод и манипулировать им.
МОЛОТЫ
Объединение всех точек CLAMS (текущая установка, длина дуги, угол наклона электрода, манипуляции с электродом и скорость перемещения) может показаться серьезной задачей во время сварки, но с практикой это становится второй натурой. Не расстраивайтесь! Сварка штучной сваркой – это кривая обучения, которая, по мнению многих, получила свое название, потому что, когда учатся сваривать, каждый прикрепляет электрод к заготовке.
Настройка тока : Выбранный вами электрод будет определять, будет ли ваша машина настроена на положительный, отрицательный или переменный ток. Убедитесь, что вы правильно настроили его для вашего приложения. (Положительный электрод обеспечивает примерно на 10 процентов большее проникновение при заданной силе тока, чем переменный ток, в то время как постоянный ток прямой полярности, отрицательный электрод позволяет лучше сваривать более тонкие металлы.) Правильная установка силы тока в первую очередь зависит от диаметра и типа выбранного электрода. Изготовитель электродов обычно указывает рабочие диапазоны электрода на коробке или прилагаемых материалах.Выберите силу тока на основе электрода (общее практическое правило – 1 ампер на каждые 0,001 дюйма диаметра электрода), положения сварки (примерно на 15 процентов меньше тепла для работы над головой по сравнению с плоским сварным швом) и визуального осмотра готовая сварка. Отрегулируйте сварочный аппарат на 5-10 ампер за раз, пока не будет достигнута идеальная настройка.
Убедитесь, что вы правильно настроили его для вашего приложения. (Положительный электрод обеспечивает примерно на 10 процентов большее проникновение при заданной силе тока, чем переменный ток, в то время как постоянный ток прямой полярности, отрицательный электрод позволяет лучше сваривать более тонкие металлы.) Правильная установка силы тока в первую очередь зависит от диаметра и типа выбранного электрода. Изготовитель электродов обычно указывает рабочие диапазоны электрода на коробке или прилагаемых материалах.Выберите силу тока на основе электрода (общее практическое правило – 1 ампер на каждые 0,001 дюйма диаметра электрода), положения сварки (примерно на 15 процентов меньше тепла для работы над головой по сравнению с плоским сварным швом) и визуального осмотра готовая сварка. Отрегулируйте сварочный аппарат на 5-10 ампер за раз, пока не будет достигнута идеальная настройка.
Если производителем электродов не указано иное, используйте 1 ампер на каждые 0,001 дюйма диаметра электрода.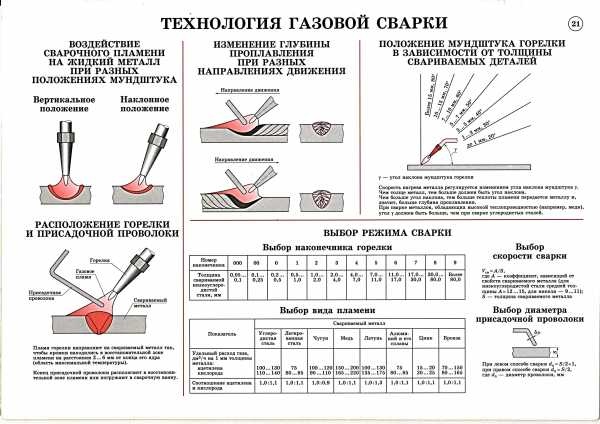 Здесь 1/8 дюйма. Используется электрод (0,125 дюйма), поэтому оператор начинает с 125 ампер.Затем он отрегулирует с шагом от 5 до 10 ампер, если необходимо, чтобы найти оптимальную настройку для своей техники и применения.
Здесь 1/8 дюйма. Используется электрод (0,125 дюйма), поэтому оператор начинает с 125 ампер.Затем он отрегулирует с шагом от 5 до 10 ампер, если необходимо, чтобы найти оптимальную настройку для своей техники и применения.
Если у вас слишком низкая сила тока, ваш электрод будет особенно липким при зажигании дуги, ваша дуга будет продолжать гаснуть, сохраняя правильную длину дуги, или дуга будет прерываться.
Этот шов возник в результате слишком слабого тока. Если вы выполняете сварку со слишком низкой силой тока, ваш электрод будет особенно липким при зажигании дуги, дуга будет продолжать гаснуть при сохранении правильной длины дуги, или дуга будет прерываться.
После зажигания дуги, если лужа слишком жидкая и ее трудно контролировать, ваш электрод горит, когда она только наполовину исчезла, или дуга звучит громче обычного, возможно, ваша сила тока слишком высока. Слишком большое количество тепла также может отрицательно повлиять на свойства флюса электрода.
Сварочный шов возник в результате слишком большого тока. Когда сила тока установлена слишком высокой, лужа будет слишком жидкой, и ее будет трудно контролировать. Это может привести к чрезмерному разбрызгиванию и более высокому риску подрезания.Кроме того, электрод станет горячим – возможно, достаточно горячим, чтобы раскалиться к концу сварного шва – что может отрицательно повлиять на экранирующие свойства флюса .
Признаком слишком большого тока является то, что электрод становится достаточно горячим, чтобы раскалиться.
Длина дуги : Правильная длина дуги зависит от электрода и приложения. В качестве хорошей отправной точки длина дуги не должна превышать диаметр металлической части (сердечника) электрода.Например, электрод 6010 диаметром 1/8 дюйма удерживается на расстоянии примерно 1/8 дюйма от основного материала.
Длина дуги: Оптимальная длина дуги или расстояние между электродом и лужей такое же, как диаметр электрода (фактическая металлическая часть внутри флюсового покрытия). Удерживание электрода слишком близко к стыку снижает сварочное напряжение, что создает неустойчивую дугу, которая может погаснуть сама по себе или привести к более быстрому замораживанию электрода и образованию сварного шва с высоким гребнем.
Удерживание электрода слишком близко к стыку снижает сварочное напряжение, что создает неустойчивую дугу, которая может погаснуть сама по себе или привести к более быстрому замораживанию электрода и образованию сварного шва с высоким гребнем.
Слишком короткая длина дуги создает больший потенциал для прилипания электрода к основному материалу.
Чрезмерно длинные дуги (слишком высокое напряжение) приводят к разбрызгиванию, низкой производительности наплавки, поднутрениям и часто оставляют пористость.
Слишком большая длина дуги приведет к образованию избыточных брызг в сварном шве. Также существует высокая вероятность поднутрения.
При первой попытке сварного шва кажется естественным использовать слишком длинную дугу, возможно, чтобы лучше видеть дугу и лужу.Если у вас проблемы со зрением, поверните голову, а не удлиняйте дугу. Начните с поиска подходящего положения тела, которое дает вам адекватный обзор лужи, а также позволяет стабилизировать электрод и управлять им. Небольшая практика покажет вам, что жесткая регулируемая длина дуги улучшает внешний вид валика, создает более узкий валик и сводит к минимуму разбрызгивание.
Небольшая практика покажет вам, что жесткая регулируемая длина дуги улучшает внешний вид валика, создает более узкий валик и сводит к минимуму разбрызгивание.
Угол перемещения : При сварке палкой в плоском, горизонтальном и верхнем положениях используется техника сварки волочением или обратной стороной.Держите электрод перпендикулярно стыку, а затем наклоните верхнюю часть в направлении движения примерно на 5–15 градусов. Для сварки вертикально вверх используйте технику толкания или переда и наклоните верх электрода от 0 до 15 градусов от направления движения.
Угол перемещения. При сварке слева направо сохраняйте угол наклона от 0 до 15 градусов по направлению движения. Это называется техникой перетаскивания или бэкхенда.
Манипуляции с электродом : Каждый сварщик манипулирует электродом немного по-своему.Развивайте свой собственный стиль, наблюдая за другими, практикуясь и отмечая, какие техники дают наилучшие результаты.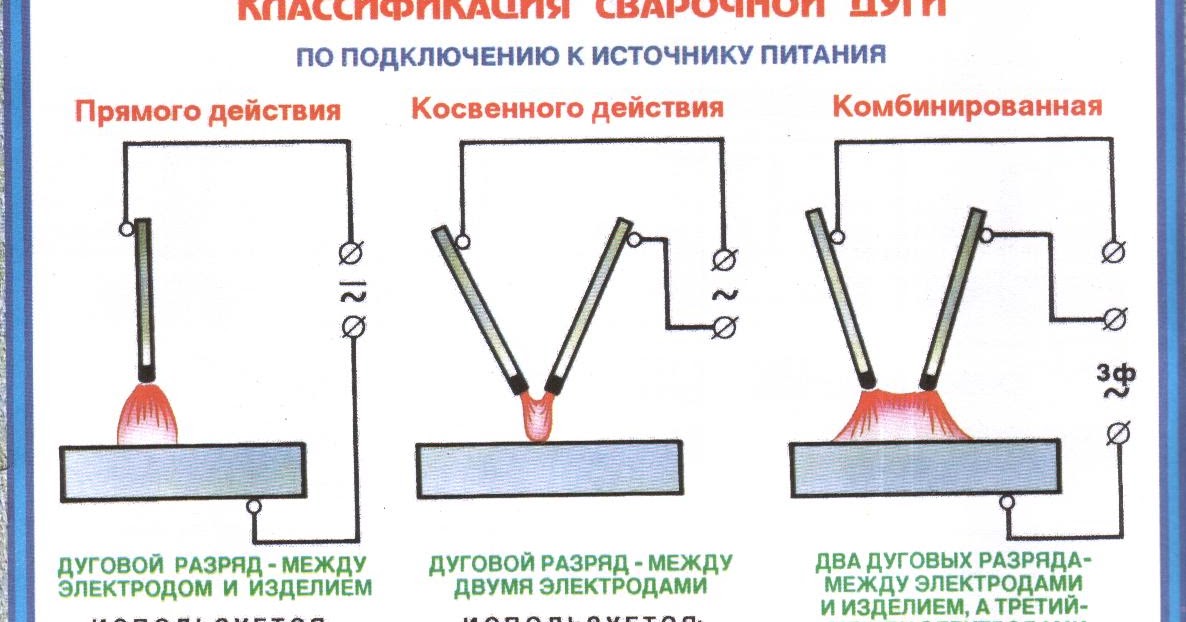 Обратите внимание, что для материала толщиной 1/4 дюйма и тоньше плетение электрода обычно не требуется, поскольку валик будет шире, чем необходимо. Во многих случаях достаточно прямой бусинки.
Обратите внимание, что для материала толщиной 1/4 дюйма и тоньше плетение электрода обычно не требуется, поскольку валик будет шире, чем необходимо. Во многих случаях достаточно прямой бусинки.
Чтобы создать более широкий валик на более толстом материале, перемещайте электрод из стороны в сторону, создавая непрерывную серию частично перекрывающихся кругов в форме «Z», полукруга или ступенчатого рисунка.Ограничьте поперечное движение до двух диаметров сердечника электрода. Чтобы покрыть более широкую область, сделайте несколько проходов или используйте бусины для ниток.
Здесь сварщик использует полукруглое движение, чтобы создать более широкий валик с уложенными друг на друга монетами. Для более тонких сварных швов может быть достаточно ровного валика.
При сварке вертикально вверх, если вы сосредоточитесь на сварке сторон соединения, середина позаботится о себе сама. Двигайтесь через середину стыка достаточно медленно, чтобы сварочная лужа могла догнать сварочную лужу, и слегка остановитесь по бокам, чтобы обеспечить надежное соединение с боковой стенкой. Если ваш сварной шов выглядит как рыбья чешуя, вы слишком быстро продвинулись вперед и недостаточно долго держались по бокам.
Если ваш сварной шов выглядит как рыбья чешуя, вы слишком быстро продвинулись вперед и недостаточно долго держались по бокам.
Скорость движения : Ваша скорость движения должна позволять вам поддерживать дугу в передней трети сварочной ванны.
Чтобы установить оптимальную скорость движения, сначала создайте сварочную ванну желаемого диаметра, а затем двигайтесь со скоростью, которая удерживает вас в передней одной трети лужи. Если вы путешествуете слишком медленно, тепло будет направлено в лужу, а не на сварной шов, что приведет к холодному притирку или плохой сварке.
При слишком медленном перемещении образуется широкий выпуклый валик с неглубоким проплавлением и возможностью холодной притирки, когда сварной шов кажется просто прилегающим к поверхности материала.
Слишком низкая скорость движения приведет к образованию валика со слишком большим наплавленным слоем, что может привести к холодному притирку. Это может привести к недостаточному проникновению в эти области. Слишком медленное движение также может направить тепло в лужу, а не на основной материал.
Это может привести к недостаточному проникновению в эти области. Слишком медленное движение также может направить тепло в лужу, а не на основной материал.
Чрезмерно высокие скорости перемещения также уменьшают проплавление, создают более узкий и / или сильно выпуклый валик и, возможно, недозаливку или поднутрение, когда область за пределами сварного шва вогнута или утоплена. Обратите внимание на конец бусинки на изображении ниже, как бусинка кажется непоследовательной, как будто лужа пытается не отставать.
Слишком быстрое перемещение приведет к получению более тонкого / меньшего размера бусинки, которая будет иметь больше эффекта V-образной ряби в луже, чем красивый эффект U-образной формы или сложения монет.
Эти советы, наряду с практикой и терпением, направят вас в правильном направлении, чтобы улучшить вашу технику сварки штангой.
Изготовление аппарата для дуговой сварки – Часть 1 из 2: 6 шагов (с иллюстрациями)
Чтобы сделать жизнь намного проще, вам нужно будет построить небольшое приспособление для намотки вторичной обмотки. Вряд ли вы получите все необходимые витки провода в таком тесном пространстве без него.
Вряд ли вы получите все необходимые витки провода в таком тесном пространстве без него.
Чтобы сделать это приспособление, я использовал кусок древесины и вырезал его так, чтобы он был шириной с середину трансформатора и немного короче его вершины.Длина была обрезана так, чтобы она выступала примерно на 1/2 дюйма от концов.
Я прикрутил деревянные панели сверху и снизу, чтобы направлять провода и удерживать их на месте, затем сложил лист бумаги так, чтобы он вошел в отверстие. канавка.
После установки в тиски для рычага, кабель можно наматывать.
Для этого проекта попробуйте собрать около 50 футов многожильного медного кабеля 8 AWG из местного хозяйственного магазина. денег, собирая бесплатный провод, но я решил взглянуть на раздел «конец катушки» в хозяйственном магазине и смог договориться о сделке за половину цены на кабель, так что 50 футов обошлись мне всего в 17 долларов.
Этим модифицированным МОТ потребуется новая вторичная обмотка, состоящая из 18 витков кабеля 8 AWG, и обе МОТ будут соединены последовательно. Я также обнаружил, что мне нужно запустить систему на 240 вольт переменного тока, чтобы получить выходную мощность для хорошей сварки. Моей целью было 30+ вольт переменного тока с переменной силой тока от 0 до 120 + ампер.
Я также обнаружил, что мне нужно запустить систему на 240 вольт переменного тока, чтобы получить выходную мощность для хорошей сварки. Моей целью было 30+ вольт переменного тока с переменной силой тока от 0 до 120 + ампер.
На практике это означает, что вам нужно намотать катушку на форму так, чтобы в итоге получилось 6 отрезков кабеля в высоту и 3 длины в ширину. Ах да, и все это должно уместиться обратно в трансформатор, так что наматывайте его плотно!
Первый слой неплохой, но наматывание второго и третьего слоев становится все труднее и может показаться почти невозможным.
После того, как вы поместите 18 витков провода в канавку, вы можете сложить бумагу и скрепить ее скотчем, чтобы катушка держалась вместе.
Вот сложная часть … снимите его с приспособления, не позволяя ему распутаться!
Верхнюю и нижнюю панели можно снять, а блок вытолкнуть из центра змеевика.
Я использовал изоленту, чтобы убедиться, что катушки плотно прилегают.
5 шагов, которые помогут улучшить вашу сварку стержнем
Сварка палкой, или, как ее чаще называют, дуговая сварка экранированного металла (SMAW), является одним из старейших видов сварки, используемых до сих пор. Часто говорят, что сварка палкой – самый сложный процесс сварки для начинающих. Должен сказать, что полностью согласен.
Часто говорят, что сварка палкой – самый сложный процесс сварки для начинающих. Должен сказать, что полностью согласен.
Для овладения ею требуется максимум навыков, терпения, сосредоточенности и техники. Я всегда говорил своим студентам-сварщикам, что сначала я учу клюшку. Если вы освоите сварку палкой, у вас не будет проблем с изучением других процессов.
Разбив SMAW на 5 основных шагов, мы сможем лучше понять процесс. Понимая процесс и параметры того, какие эффекты дают хороший сварной шов, мы можем улучшить сварные швы.
Запомните аббревиатуру CLAMS , которая означает Current, Length of the Arc, Angle, Manipulation и Speed . Это движущие факторы успешной сварки с использованием процесса SMAW. Эти переменные также переносятся на другие сварочные процессы. Понимая CLAMS и применяя их к сварке, вы сможете надежно выполнять качественные сварные швы во многих процессах.
ТОК
Выбор подходящего тока, вероятно, является самым важным параметром для получения качественной сварки.Самая распространенная проблема, с которой сталкиваются начинающие сварщики при старте, – это прилипание стержня к пластине. Мы все были там. Выбрав правильную силу тока, мы можем помочь предотвратить прилипание электрода. Кроме того, если наша сила тока установлена слишком низкой, мы рискуем не получить адекватное проникновение в основной металл и сварной шов не смачиваться на носках основного металла.
С другой стороны, если мы установим слишком высокую силу тока, мы можем получить сварочную лужу, которая будет слишком широкой и слишком жидкой.Слишком жидкую лужу очень сложно контролировать. Мы также рискуем получить подрезы вдоль кромок сварного шва и чрезмерное разбрызгивание. Избыточная сила тока может также повредить различные элементы из флюсового покрытия электрода и в конечном итоге полностью изменить характеристики электрода.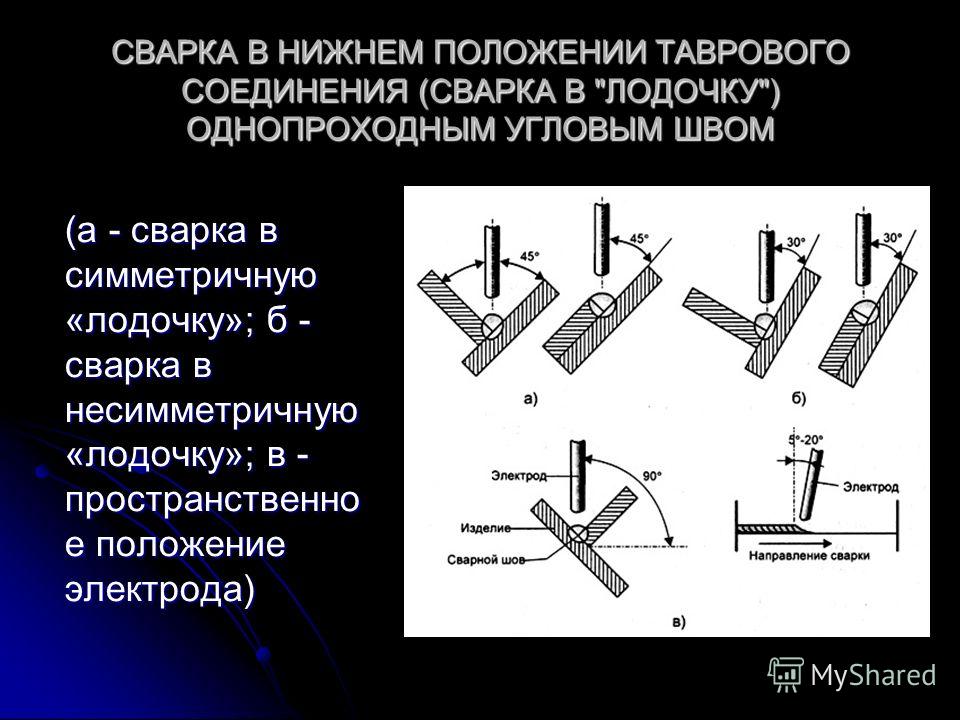
Когда мы используем соответствующую силу тока, мы обнаруживаем, что сварной шов течет плавно, и мы не получаем разрывов, связанных с неправильной силой тока.
Многие производители электродов обычно указывают широкий диапазон допустимой силы тока для каждого из своих электродов. Например, один производитель электродов рекомендует использовать электрод E7018 1/8 ”для работы в диапазоне 90–160 ампер. Это разница в 70 ампер. Конечно, электрод будет неплохо работать при любом из этих значений тока, но мы ищем оптимальные результаты.
Хорошее практическое правило, чтобы найти хорошую пусковую силу тока для электродов с низким содержанием водорода, – использовать десятичный эквивалент диаметра электрода.Например, если мы используем E7018 1/8, мы можем взять 1 и разделить его на 8, что даст нам 0,125, поэтому мы будем использовать 125 ампер как хорошее место для начала.
Точно так же E7018 3/32 ”будет иметь десятичный эквивалент 0,093, поэтому мы могли бы использовать 93 А как хорошее место для начала.
Длина дуги
Когда мы ударяем электродом о материал, мы должны убедиться, что у нас есть соответствующая длина дуги.Отличный метод для этого – сохранить длину дуги не больше диаметра электрода. Если вы используете электрод 1/8 дюйма, держите длину дуги не более 1/8 дюйма, то же правило применяется для любого другого диаметра электрода, который вы можете использовать.
Если длина дуги слишком мала, вы рискуете застрять в электроде, а это совсем не весело. Если длина дуги слишком велика, существует риск ее погашения, чрезмерного разбрызгивания сварочного шва и даже подреза.По мере увеличения длины дуги увеличивается и напряжение. Когда это происходит, лужа становится шире, чем необходимо, и края расширенной дуги врезаются в основной металл и размывают стороны лужи, создавая поднутрение. Когда электрод находится так далеко, внутреннее ядро не может заполнить основным металлом, чтобы заполнить эродированные края. Мне нравится держать дугу как можно ближе, особенно когда выходишь из позиции.
Уголок
Когда дело доходит до сварки, углы оказывают огромное влияние на результат сварки.Два основных угла, на которые вам действительно нужно обратить внимание, – это угол поворота и рабочий угол. Сначала давайте обсудим угол поворота. С помощью стержневых электродов мы хотим протащить стержень в направлении сварки. Когда кончик электрода касается основного металла, нам нужно наклонить противоположный конец электрода на 20-30 ° по направлению движения. Это обеспечит образование лужи жидкости и хорошее проникновение в основной металл. Если угол перемещения составляет менее 20 °, существует риск образования брызг при сварке (картечь) из-за энергии на кончике электрода, вызывающей разрушение лужи.Как только мы начинаем проходить угол 30 °, мы начинаем рисковать уменьшить проникновение сварного шва в основной металл.
Второй угол, на котором нам нужно сосредоточиться, – это рабочий угол. Рабочий угол будет определять размещение сварного шва. Мы хотим убедиться, что сварной шов будет именно там, где мы ожидаем. Для валика на пластину или стыкового шва мы хотим обеспечить рабочий угол 90 ° перпендикулярно пластине. Для любых угловых швов вы захотите использовать рабочий угол 45 °, это обеспечит равномерное размещение валика между двумя кусками материала.Для многопроходных сварных швов вы захотите разделить кончик предыдущего сварного шва пополам с электродом, чтобы обеспечить 50% покрытия предыдущего шва и 50% привязки к основному металлу.
Манипуляции
При сварке в горизонтальном положении обычно не требуется особых манипуляций. Вы действительно хотите, чтобы манипуляции были в пределах от 1-1 / 2 до 2 диаметров электрода. В большинстве случаев вы можете просто медленно тянуть через основной металл, и электрод сделает всю работу за вас, пока сохраняется правильный ход и рабочий угол.Если вы выполняете сварку в вертикальном положении, обычно используется небольшое колебание, у каждого сварщика свои предпочтения, некоторые перемещаются из стороны в сторону, некоторые создают Z-образный узор, перекрывая сварочную ванну каждый раз, когда они встречаются. Я предпочитаю U-образный механизм и держу бассейн размером ¼ дюйма. Какую бы технику вы ни выбрали, сосредоточьтесь на сторонах сварного шва. Я обычно задерживаюсь на доли секунды с каждой стороны и быстро прохожу через середину сустава. Поскольку вы работаете против силы тяжести, центр сварного шва позаботится о себе сам.Слишком медленное перемещение через середину приведет к чрезмерному скоплению в центре сустава.
СКОРОСТЬ
Последнее, что мы обсудим, это скорость. Чтобы развить хорошую скорость, ударьте по электроду и установите дугу, сделайте небольшую паузу, чтобы дать луже время для развития. Как только лужа достигнет желаемого размера, продолжайте медленно тянуть через стык, поддерживая одинаковый диаметр лужи на всем протяжении. Вы будете знать, если будете двигаться слишком медленно, потому что сварной шов станет шире и начнет нарастать выше, чем необходимо.Слишком медленное движение приведет к увеличению сварного шва с меньшим проваром. Лучше использовать несколько сварных швов для областей, требующих большего заполнения, чем двигаться медленно и делать более широкий проход.
Если вы едете слишком быстро, сварочная ванна станет уже, чем предполагалось. Сварной шов также будет иметь более высокий венец, поскольку у электрода не будет достаточно времени, чтобы расплавиться с основным металлом. Слишком быстрое перемещение приведет к высокому профилю валика шва, отсутствию проплавления вдоль пальцев сварного шва, небольшому провару или его отсутствию и перекрытию.Всего этого следует избегать для получения прочного шва.
Если вы только учитесь, отмерьте свою тарелку на сегменты в 1 дюйм и проведите линии мыльным камнем. Переход от одной линии к другой займет около 5-6 секунд, пока вы путешествуете по стыку. Считайте это в своей голове, пока идете. Со временем вы сможете уйти от места, звуковой и мышечной памяти.
Заключение
Используя методы, перечисленные выше, вы будете на правильном пути к овладению процессом SMAW.Ключ к развитию необходимых навыков – практика, практика и практика. Сварка – нелегкий навык, и для его освоения потребуется много терпения. Идите с ясной головой и расслабьтесь, не напрягайтесь при сварке. Вы хотите сохранять спокойствие, хладнокровие и коллективность при каждой сварке. Если вы ошиблись (а вы это сделаете), просто расслабьтесь. Проанализируйте, что вызвало ошибку, и используйте эту информацию, чтобы предотвратить ее повторение. Вы хотите оценить каждый сварной шов и спросить себя, что пошло правильно, а что пошло не так.Затем используйте эту информацию и примените то, что вы узнали, к следующему проходу. Спасибо, что прочитали, и до следующего раза сделайте каждый шов лучше, чем последний.
Советы и методы для ручной / SMAW-сварки
Для дуговой сварки экранированного металла (SMAW) требуется настройка, а затем сварка.
Как правило, фактор оператора или процент времени, затрачиваемого оператором на укладку сварного шва, составляет примерно 25%. Остальное уходит на подготовку и удаление шлака.
Фактическая используемая технология сварки зависит от электрода, состава детали и положения свариваемого соединения.
Выбор электрода и положения сварки также определяет скорость сварки.
Плоские сварные швы требуют минимум навыков оператора и могут выполняться электродами, которые быстро плавятся, но медленно затвердевают. Это позволяет увеличить скорость сварки.
Сварка под наклоном, вертикальная или перевернутая сварка требует большего мастерства оператора и часто требует использования электрода, который быстро затвердевает, чтобы предотвратить вытекание расплавленного металла из сварочной ванны.
Однако это обычно означает, что электрод плавится медленнее, что увеличивает время, необходимое для наложения сварного шва.
Настройка работы SMAW
Перед запуском убедитесь, что вы используете хороший шлем для сварки SMAW, а также защитную одежду.
- Очистите заготовку
- Зажмите деталь вплотную к сварному шву
- Вставьте электрод в изолированный держатель держателя. Установите силу тока на уровне, рекомендованном производителем электродов.
- Определите наилучшую длину дуги. Ориентировочно дуга для электрода диаметром от 1/16 дюйма до 3/32 дюйма составляет 1/16 дюйма (1,6 мм). Длина дуги для электрода 1/8 ″ и 5/32 ″ составляет 1/8 ″ (3 мм).
- Перед выполнением второго прохода сварного шва приготовьте отбойный молоток для удаления шлака.
Примеры сварки штангой
Плохие характеристики сварного шва включают большое количество брызг, использование неправильной дуги, более высокие / более низкие уровни силы тока, чем рекомендовано, и плохое проплавление.Операция
Запуск дуги
Технология старта с нуля:
Для зажигания электрической дуги при запуске SMAW электрод вводят в контакт с заготовкой, тащат, как зажигающую спичку, а затем слегка отводят.Если дуга загорается, а затем гаснет, это означает, что электрод был отведен слишком далеко от основного металла. Если электрод прилипает к металлу, поверните его, и он освободится.
Техника нарезания резьбы:
Переместите электрод прямо вниз к основному металлу. Затем слегка приподнимите. Дуга должна начаться. Если дуга гаснет, значит, она слишком высоко поднята над заготовкой.
Работа с держателем электрода
Это инициирует плавление заготовки и расходуемого электрода и вызывает попадание капель электрода от электрода в сварочную ванну.
По мере плавления электрода покрытие из флюса распадается, выделяя пары, защищающие зону сварки от кислорода и других атмосферных газов.
Кроме того, флюс образует расплавленный шлак, который покрывает присадочный металл при его движении от электрода к сварочной ванне.
Попав в сварочную ванну, шлак всплывает на поверхность и защищает сварной шов от загрязнения по мере его затвердевания.
Сварка стыковых соединений
Прихваточные швы
Прихваточный шовПрихваточный сварочный шов сварите два металлических куска, чтобы удерживать их на месте.Это уменьшит деформацию соединения, которая вызвана расширением и сжатием металла при нагревании и охлаждении.
Сварные швы с двойной V-образной канавкой, одинарной V-образной канавкой и квадратной канавкой
При выполнении шва с разделкой кромок держите электрод перпендикулярно сварному шву. Наклоните электрод в направлении сварного шва.
Однорядный валик – это все, что нужно для сварного шва с узкой канавкой. Для шва с более широкими бороздками лучшим вариантом будет переплетенный валик или много бусин стрингера.
Сварной шов с квадратной канавкой
Сварка с квадратной канавкойЕсли толщина материала составляет 3/16 ″ (5 мм), ее обычно можно сваривать сваркой с квадратной канавкой без предварительной подготовки.
Сварные швы с одинарной и двойной V-образной канавкой
Одинарные и двойные сварные швы с V-образной канавкойV-образная канавка
Для сварных швов SMAW, требующих более толстых металлов, может потребоваться подготовка кромок (V-образная канавка) стыковых соединений для получения хороших сварных швов.
V-образная канавка рекомендуется для металла толщиной от 3/16 ″ до 3/4 ″ (от 5 до 19 мм).Он также используется для любой толщины, когда сварка может выполняться только с одной стороны.
Фаску можно создать (под углом 30 градусов) с помощью шлифовального станка, оборудования для плазменной или кислородно-ацетиленовой резки. После создания фаски удалите окалину.
Связанная сварка стержнем Читать: Лучшие машины для сварки стержнем
Сварка тройников
Угловой шов
При выполнении углового шва электрод (1) следует держать под углом 45 градусов или меньше.Для углового шва держите электрод под углом 45 градусов или меньше к сварному шву.Наклоните электрод на 10–30 градусов в направлении сварного шва.
Используйте короткую дугу и двигайтесь с постоянной скоростью. Для вертикальных секций сваривайте с обеих сторон.
При необходимости для прочности добавьте второй слой (удалите шлак перед добавлением следующего слоя).
Перемещайте электрод круговыми движениями.
Однослойный угловой сварной шов
При нанесении однослойного или многослойного сварочного прохода перемещайте электрод по кругуПри сварке внахлестку электрод следует удерживать под углом 30 градусов или меньше.При необходимости используйте один или два сварных прохода. Перед вторым проходом удалите шлак.
Сварочные позиции
Каждое положение при сварке описано ниже. Обратите внимание, что не каждый электрод подходит для каждой позиции . Перед тем, как приступить к любой операции SMAW, ознакомьтесь с инструкциями производителя.
горизонтальный
Сварной шов за один проход
При выполнении горизонтального шва сварщику необходимо учитывать деформацию, вызванную гравитациейПроблема горизонтальной сварки заключается в искажающем влиянии гравитации на сварочную ванну.При необходимости или если это поможет, прихватите подкладочную ленту. Также могут помочь скошенные края.
При сварке в режиме SMAW держите электрод под углом 90 градусов к сварному шву. Наклонитесь к направлению сварки на 15 градусов.
Материалы со скосом для горизонтального сварного шва
Расположение многопроходных сварных швов
Каждый номер указывает расположение каждого сварного шва. Примечание Использование опорной пластины. Шлепки необходимо убирать после каждой сварки.Позиция для вертикальной сварки
Схема многопроходного вертикального сварного шва
Иллюстрация направления сварки и расположения каждого прохода при выполнении вертикального сварного шваНаправление сварки может изменяться сверху вниз или снизу вверх.Сваривать легче снизу вверх.
При необходимости используйте опорную пластину, сваренную прихваточным швом, а для более толстых материалов скосите края.
Держите электрод под углом 90 градусов к свариваемому материалу.
Схема сварки вертикального тройника Помните об искажающем влиянии гравитации. Сварите соединение с обеих сторон, чтобы максимизировать прочность. Двигаясь вдоль сварного шва с электродом, используйте движение плетения.Схема сварного шва внахлест
Позиция потолочной сварки
При сварке над головой дугу следует располагать немного дальше от кратера.Приварите опорную пластину прихваточным швом и при необходимости используйте скошенные кромки.
Схема соединения с верхним пазом
Тройник верхний
Проверка сварного шва
Схема испытания прочности сварного шва
Проверьте сварные швы с помощью молотка в указанном выше направлении. Слабость может быть из-за пористости (отверстия в сварном шве), неправильного нагрева или высокой скорости перемещения.Ударьте молотком по материалу, приваренному к основанию. Сварной шов должен немного гнуться и не ломаться.
Поломка может быть из-за слишком большого количества отверстий (пористых) в сварном шве или из-за того, что сварной шов содержит шлак.
Также обратите внимание, видна ли какая-либо часть скошенной области.
Если это так, это может означать, что присадочный материал не расплавился полностью из-за слишком быстрого перемещения электрода или из-за недостаточного использования тепла.
Удаление шлака
После затвердевания его необходимо удалить, чтобы обнажить готовый сварной шов.
По мере того, как сварка продолжается и электрод плавится, сварщик должен периодически останавливать сварку, чтобы удалить оставшуюся часть электрода и вставить новый электрод в электрододержатель.
Эта деятельность в сочетании с измельчением шлака сокращает время, которое сварщик может потратить на укладку сварного шва, что делает SMAW одним из наименее эффективных сварочных процессов.
Сварка стержнем – создание высококачественных сварных швов
Ручная сварка
Сварка палкой – наиболее распространенный вид дуговой сварки, но создание хорошего сварного шва может оказаться непростой задачей для новичка. В отличие от сварки проволокой, при которой вы в основном «наводите и снимаете», сварка штангой требует более высокого уровня навыков и требует владения определенными методами.
В этой статье представлены советы, которым вы можете следовать, чтобы с самого начала повысить свои шансы на получение высококачественного сварного шва. Также будет обсуждаться, как искать и устранять проблемы.
1. Выберите сталь в нормальном диапазоне
По возможности выбирайте сталь в «нормальном диапазоне», в их число входят стали AISI-SAE 1015–1025 с максимальным содержанием кремния 0,1 процента и содержанием серы ниже 0,035 процента. Выбор этих сталей упростит процесс сварки штангой, поскольку их можно сваривать на высоких скоростях с минимальной тенденцией к растрескиванию.
При сварке низколегированных сталей и углеродистых сталей с химическим составом выше «нормального диапазона» они будут иметь тенденцию к растрескиванию, особенно при сварке толстых листов и жестких конструкций. Из-за этого следует соблюдать особые меры предосторожности. Кроме того, для производственной сварки не рекомендуются стали с высоким содержанием серы и фосфора. Если их необходимо сваривать, используйте электроды малого диаметра с низким содержанием водорода. Сварка с малой скоростью движения будет способствовать дальнейшему сохранению лужи в расплавленном состоянии, позволяя пузырькам газа выкипать, создавая более качественный сварной шов.
2. Выберите положение соединения и электрод, подходящий для металла
Положение соединения может иметь большое влияние на качество готового сварного шва. При сварке листовой стали толщиной от 10 до 18 самые высокие скорости движения достигаются при расположении заготовки под углом вниз от 45 до 75 градусов. Кроме того, не переваривайте и не делайте сварных швов больше, чем необходимо для прочности соединения – это может привести к прожогу.
Для сварки листа из мягкой стали толщиной более или равной 3/16 дюйма лучше всего располагать деталь ровно, так как это упростит оператору манипулирование электродом.Наконец, листы из высокоуглеродистой и низколегированной стали лучше всего сваривать в горизонтальном положении.
3. Следуйте простым принципам для геометрии и подгонки стыков
Размеры стыков выбираются для обеспечения высокой скорости сварки и хорошего качества сварки. Правильная геометрия соединения основана на нескольких простых принципах:
- Посадка должна быть одинаковой для всего соединения. Поскольку листовой металл и большинство угловых и нахлесточных соединений плотно зажимаются по всей своей длине, зазоры или скосы необходимо точно контролировать по всему стыку.Любые изменения в данном соединении вынудят оператора снизить скорость сварки, чтобы избежать прожога, и манипулировать электродом, чтобы отрегулировать изменение подгонки.
- Достаточная фаска необходима для хорошей формы валика и проплавления; недостаточная фаска предотвращает попадание электрода в стык. Например, глубокий узкий борт может не проникать внутрь и иметь сильную тенденцию к растрескиванию.
- Достаточное отверстие корня необходимо для полного проплавления, в то время как чрезмерное раскрытие корня приводит к расточительству сварочного металла и снижению скорости сварки.Важно отметить, что отверстие в корне должно соответствовать диаметру используемого электрода.
- Для быстрой и качественной сварки требуется нижняя грань или опорная планка. Подготовка кромки перьев требует медленного дорогостоящего уплотнительного валика. Однако двойные V-образные стыковые соединения без фаски практичны, когда стоимость уплотняющего валика компенсируется более простой подготовкой кромки, а отверстие в корне может быть ограничено примерно 3/32 дюйма.
- Обычно приваривайте валики уплотнения на плоской поверхности с помощью 3/16 “AWS E6010 при приблизительно 150 А постоянного тока +.Используйте 1/8 дюйма при приблизительно 90 А постоянного тока + для вертикальных, потолочных и горизонтальных стыковых сварных швов. Для сварки встык с низким содержанием водорода и уплотняющих валиков сваривайте электродом AWS EXX18 примерно при 170 А.
4. Избегайте образования отложений и перекрытий
Скругления должны иметь равные ножки и почти плоскую поверхность валика. Нарастание редко должно превышать 1/16 дюйма. Дополнительное налипание требует больших затрат материала и времени, мало увеличивает прочность сварного шва и увеличивает деформацию. Например, для увеличения размера галтеля вдвое требуется в четыре раза больше сварочного металла.Кроме того, приварка встык одинарного V-образного сечения с фаской 1/8 дюйма и корневым отверстием 1/32 дюйма стоит на 2/3 дороже, когда избыточный нарост достигает 1/8 дюйма.
Чтобы избежать пористости и достичь идеальной скорости движения сварного шва, важно удалить излишки окалины, ржавчины, влаги, краски, масла и жира с поверхности стыков. Если такие элементы невозможно удалить, используйте электроды AWS E6010 (Fleetweld® 5P +) или AWS E6011 (Fleetweld® 35 или Fleetweld® 180), чтобы проникнуть сквозь загрязнения и глубоко в основной металл.Уменьшите скорость перемещения, чтобы дать время пузырькам газа выкипеть из расплавленного сварного шва, прежде чем он замерзнет.
6. Выберите подходящий размер электрода
Большие электроды сваривают при высоких токах, обеспечивая высокую скорость наплавки. Поэтому используйте электрод самого большого размера, чтобы обеспечить хорошее качество сварки. Но размер электрода может быть ограничен, особенно на листовом металле и корневых проходах, где может произойти прожог. Как правило, 3/16 дюйма – это максимальный размер электрода, применимый для вертикальной и потолочной сварки, а 5/32 дюйма – это максимальный размер, который можно использовать для сварки с низким содержанием водорода.Кроме того, размеры стыка иногда ограничивают диаметр электрода, который может поместиться в стык.
Устранение дефектов сварных швов
Вот некоторые из наиболее распространенных проблем при сварке штангой и способы их устранения:
Брызги
Хотя брызги не влияют на прочность сварного шва, они создают плохой внешний вид и увеличивают затраты на очистку. Есть несколько способов контролировать чрезмерное разбрызгивание. Сначала попробуйте уменьшить силу тока.Убедитесь, что он находится в пределах диапазона, соответствующего типу и размеру электрода, которым вы свариваете, и что полярность правильная. Другой способ уменьшить разбрызгивание – использовать дугу меньшей длины. Если расплавленный металл течет перед дугой, измените угол наклона электрода. Наконец, обратите внимание на условия возникновения дуги (обычно называемой блуждающей дугой) и убедитесь, что электрод не влажный.
Подрезы
Подрезы часто возникают только из-за внешнего вида, но они могут ухудшить прочность сварного шва, когда сварной шов подвергается напряжению или усталости.Чтобы устранить поднутрение, уменьшите ток и медленную скорость движения или просто уменьшите размер, пока не получите лужу, с которой вы сможете справиться. Затем измените угол наклона электрода, чтобы сила дуги удерживала металл в углах. Используйте равномерную скорость движения и избегайте чрезмерного переплетения.
Мокрые электроды
Если полярность и сила тока находятся в пределах рекомендаций производителя электродов, но действие дуги грубое и неустойчивое, электроды могут быть влажными. Попробуйте высушить электроды из свежей емкости.Если проблема часто повторяется, храните открытые емкости с электродами в обогреваемом шкафу.
Блуждающая дуга
При сварке постоянным током паразитные магнитные поля заставляют дугу отклоняться от заданного курса. Это большая проблема при высоких токах и сложных соединениях. Чтобы контролировать блуждающую дугу, лучше всего перейти на сварку на переменном токе. Если это не сработает, попробуйте использовать меньшие токи и меньшие электроды или уменьшите длину дуги. Кроме того, вы можете изменить электрический путь, переместив рабочее соединение на другой конец детали или сделав соединения в нескольких местах.Вы также можете сделать это, приварив к тяжелым прихваткам или готовым сварным швам, используя выступы биения; добавление стальных блоков для изменения пути рабочего тока или прихватывание небольших пластин поперек шва на концах сварных швов.
Пористость
Большая часть пористости не видна. Однако, поскольку сильная пористость может ослабить сварной шов, вы должны знать, когда она обычно возникает и как с этим бороться. Начните с удаления окалины, ржавчины, краски, влаги и грязи со стыка. Обязательно держите лужу в расплавленном состоянии дольше, чтобы газы выкипели до того, как она замерзнет.Если сталь имеет низкое содержание углерода или марганца, или высокое содержание серы (сталь без механической обработки) или фосфора, ее следует сваривать электродом с низким содержанием водорода. Иногда содержание серы в стали, не подвергающейся механической обработке, может быть достаточно высоким, чтобы помешать успешной сварке. Сведение к минимуму примеси основного металла в металл шва за счет использования низкого тока и высоких скоростей перемещения для меньшего проплавления. Или попробуйте использовать дугу меньшей длины. Для электродов с низким содержанием водорода рекомендуется метод легкого сопротивления. Для поверхностных отверстий используйте те же растворы, что и для определения пористости.Если вы используете электроды AWS E6010 или 11, убедитесь, что они не слишком сухие.
Плохая сварка
Правильная сварка означает, что сварной шов должен прочно прилегать к обеим стенкам стыка и образовывать сплошной валик поперек стыка. Недостаток плавления часто виден и должен быть устранен для получения прочного шва. Чтобы исправить плохую сварку, попробуйте более сильный ток и технику бусинок с нитями. Убедитесь, что края стыка чистые, или используйте электрод AWS E6010 или 11, чтобы выкопать грязь.Если зазор слишком велик, обеспечьте лучшую посадку или воспользуйтесь техникой плетения, чтобы заполнить зазор.
Мелкое проникновение
Проникновение – это глубина проникновения сварного шва в основной металл и обычно не видимая. Для сварных швов полной прочности требуется проплавление до дна стыка. Чтобы преодолеть неглубокое проникновение, попробуйте более высокие токи или более медленное перемещение. Используйте маленькие электроды, чтобы проникнуть в глубокие узкие канавки. Не забудьте оставить зазор внизу стыка.
Растрескивание
Растрескивание – сложная тема, поскольку существует множество различных типов трещин, которые возникают в разных местах сварного шва. Все трещины потенциально серьезны, так как могут привести к полному разрушению сварного шва. В большинстве случаев растрескивание связано с высоким содержанием углерода или сплава или высоким содержанием серы в основном металле.
Чтобы контролировать это растрескивание, попробуйте следующие советы:
- Сварка электродами с низким содержанием водорода
- Используйте предварительный подогрев более тяжелых листов и жестких соединений
- Уменьшите проникновение, используя малые токи и малые электроды.Это уменьшает количество сплава, добавляемого к сварному шву из расплавленного основного металла
- Заполните каждый кратер до разрыва дуги
- При многопроходных или угловых сварных швах убедитесь, что первый валик достаточного размера и имеет плоскую или выпуклую форму, чтобы противостоять растрескиванию, пока не будут добавлены последующие валики для поддержки. Чтобы увеличить размер валика, используйте более низкую скорость движения и технику короткой дуги или сваривайте под углом 5 градусов. Всегда продолжайте сварку, пока плита горячая
- Жесткие детали более склонны к растрескиванию.Если возможно, приваривайте к свободному концу. Оставьте зазор 1/32 дюйма между пластинами для свободного движения усадки по мере остывания сварного шва. Выплавляйте каждый валик, пока он еще горячий, чтобы снять напряжение
Заключение
Следуя предлагаемым здесь советам, даже новичок может создать высокое качество сварки. А если у вас возникли проблемы, то возможность их устранения и исправления также быстро превратит начинающего сварщика штангой в профессионала.
Как сваривать алюминий дуговой сваркой
Дуговая сварка исторически важна для строительства с момента ее широкого распространения в 19 веке.Сегодня это важнейший компонент как зданий, так и транспортных средств. Сталь чаще всего используется для сварочных работ, но в определенных ситуациях требуется алюминий, с которым значительно труднее работать, чем со сталью. Однако при правильном подходе и планировании вы можете легко выполнить дуговую сварку алюминия, будь то работа на рабочем месте или в мастерской любителя.
TL; DR (слишком длинный; не читал)
Свойства алюминия делают его труднее сваривать, чем сталь: он больше расширяется под действием тепла, а его более низкая температура плавления значительно облегчает плавление целого кусок металла в процессе сварки.Однако, если вы выполняете сварку с осторожностью, с правильной скоростью и температурой, алюминий можно сваривать дуговой сваркой гелиарным или электродным способом. Будьте невероятно осторожны, , , при дуговой сварке, а никогда, , никогда не смотрите на дугу без защиты глаз.
Основы дуговой сварки
Хотя развитие технологий за последнее столетие позволило создать автоматические сварочные аппараты и более эффективные сварочные аппараты, основной процесс дуговой сварки остался прежним.Дуговая сварка – это процесс сплавления двух металлических частей друг с другом с помощью электрической дуги, которая создает интенсивное тепло, способное расплавить металлические части. При расплавлении электродом со специальным покрытием расплавленный металл смешивается с наполнителем, который связывает две части в единое целое. Существуют различные методы дуговой сварки, основанные на технологиях и материалах, используемых в процессе.
Проблемы с алюминием
Сталь часто считается металлом «по умолчанию», используемым при сварке, и для сравнения, алюминий является общеизвестно сложным металлом для связывания с дуговой сваркой.Поскольку это активный металл со склонностью к образованию оксидов, сложнее создать связующий наполнитель, пригодный для сварки алюминия. В сочетании с высокой теплопроводностью металла и низкой температурой плавления начинающему сварщику очень легко полностью расплавить алюминиевые детали, участвующие в процессе. В результате первым шагом при дуговой сварке алюминия является очистка основного металла от любых окислов или растворителей. Второй шаг – помнить о своем подходе.
Ручная сварка
Дуговая сварка в экранированном металле (SMAW), неофициально известная как электродная сварка, является одной из старых форм дуговой сварки.Недорогой и простой в применении в самых разных условиях, этот метод сварки часто используется в небольших производственных цехах и сварщиках-любителях, но может использоваться для плавной сварки алюминия. Главное – использовать более мощный сварочный аппарат постоянного тока и электрод с алюминиевым покрытием. Быстрая сварка без слишком сильного контакта металла с дугой позволяет быстро связать алюминий.
Heliarc Welding
Газовая дуговая сварка металлическим электродом (GMAW), неофициально называемая сваркой Heliarc, представляет собой процесс сварки с добавлением инертного газа, такого как аргон или гелий, для предотвращения окисления в процессе плавления.Чтобы сварить алюминий этим методом, лучше всего предварительно нагреть металл до температуры не более 230 градусов по Фаренгейту перед началом сварки. Используя газообразный аргон и отталкивая сварочный пистолет от сварочной ванны, а не отводя его от сварочной ванны, алюминий можно связать без особых проблем.
Выбор подходящего аппарата для дуговой сварки
Сварочный аппарат GYS MMAСварщик MMA, также называемый аппаратом для ручной дуговой сварки, представляет собой электрический трансформатор, который обеспечивает высокий уровень электрического тока на выходе. Выход сварочного аппарата состоит из кабеля заземления, который подключается к свариваемой детали, и кабеля, снабженного электрододержателем.
Когда вы подносите электрод, обычно называемый «стержнем», близко к свариваемой детали, возникает короткое замыкание и высокотемпературная электрическая дуга, которая локально расплавляет металл свариваемых деталей, а также сам электрод. Он состоит из металлического сердечника, который будет составлять присадочный металл для сварки, и покрытия, которое образует защитный слой от окисления. Этот защитный слой называется «шлаком», и его необходимо удалить, когда сварной шов остынет. Следовательно, электроды являются расходным материалом, состав и диаметр которых должны соответствовать выполняемой работе.
Основными трудностями дуговой сварки являются:
• Сложность заправки: если электрод находится слишком близко к свариваемым деталям, когда вы начинаете сварку, электрическая дуга не образуется, и электрод будет прилипать к свариваемым деталям. , вызывая прямое короткое замыкание.
• Сложность поддержания правильного расстояния между стержнем и свариваемыми деталями: из-за износа стержня сварщик должен постоянно корректировать свое положение.
Сварщики трансформаторов называются « шунтов».«Инверторные сварочные аппараты MMA – это эволюция этой технологии, в них используется электронный трансформатор, который непрерывно регулирует выходную мощность. Инверторные сварочные аппараты MMA более компактны и легки, они обеспечивают лучшее качество сварки благодаря точному регулированию мощности и, как правило, оснащены предохранительным устройством, которое отключает ток в случае прилипания электрода.
Сварочный аппарат MMA больше подходит для небольших работ (ремонт и т.