Как правильно варить сварочным аппаратом?
Вопрос новичков в сварочном деле: «Как правильно варить электросваркой?», является одним из самых популярных. В ответ на него можно посоветовать – сначала научиться, как нужно держать электрод и грамотно продвигать сварочную ванну. Но опытные сварщики скажут, что этого недостаточно.
Нужно ещё знать, как поведёт себя свариваемый металл. Особенностью сварного шва является то, что он «стягивает» соединяемые детали и это может перекосить заготовки. Незнание подобной тонкости приводит в итоге к получению сильно искажённого изделия.
Что касается электрода, то его при сварочных работах наклоняют к себе под углом 30-60 градусов. Точный угол зависит от нужного шва и сварного тока. Глубокий прогрев металла получается при положении «углом назад». При таком варианте ванна и расплавленный шлак продвигаются за кончиком электрода. Важно применить его наклон и скорость так, чтобы шлак поспевал прикрывать расплав.
Если металлу не требуется сильный разогрев, то, для получения небольшой глубины прогрева выполняют изменение угла наклона на противоположный, и «тянут» шов и ванну.
Профессионализм сварщика проявляется в умении удерживать равномерно электрод – в двух-трёх миллиметрах от обрабатываемой поверхности, опуская ниже по мере расплавления. Одновременно необходим контроль размера и состояния ванны, замедляя или ускоряя движение электродом.
Технику данных движений лучше отработать на толстом металле. В самом начале будут получаться не швы, а валики. Но такие упражнения помогут освоить простые навыки, как контроль расстояния от конца электрода до поверхности детали, движение по прочерченной линии и т.д.
Когда сварной валик станет получаться равномерным, с одинаковой шириной и высотой по всей длине, можно переходить на соединение двух деталей.
Здесь первым шагом по технологии сварки является предварительное соединение деталей прихватками – это короткие швы, прокладываемые поперёк в 8-25 см друг от друга. Они не только скрепляют заготовки, но и показывают форму будущего изделия.
Чтобы понять, как варить сварочным аппаратом, необходимо чётко представить алгоритм сварного процесса:
- сначала на свариваемую деталь устанавливается зажим заземления;
- потом с учётом типа и диаметра электрода подбирается соответствующий сварной ток;
- и только после указанных подготовительных операций приступают непосредственно к сварке.


Кратковременное касание к металлической детали – и возникает дуга, которую сложно удержать: при слишком большом или маленьком зазоре между электродом и поверхности свариваемой заготовки она вмиг гаснет. Нужно также попрактиковаться.
Для сварки на инверторе необходимо правильно подобрать электрод по марке, установить силу тока. Данные параметры непостоянные, для каждого металла разной толщины они подбираются отдельно.
Далее электрод нужно поставить в спецдержак, клемму массы накинуть на поверхность свариваемой детали и разжечь дугу известным «чирканьем» или прикасанием. На стыке деталей начинается движение электрода, который расплавляет металл.
Вести электрод быстро нельзя. Потому что наплавление получится неравномерным, и это отрицательно скажется на качестве шва или погаснет дуга. Новый розжиг приводит к избыточному наплавлению или сквозному прожигу детали.
Окалину и излишки наплавленного металла необходимо сразу удалять с поверхности деталей с помощью молотка или иного инструмента.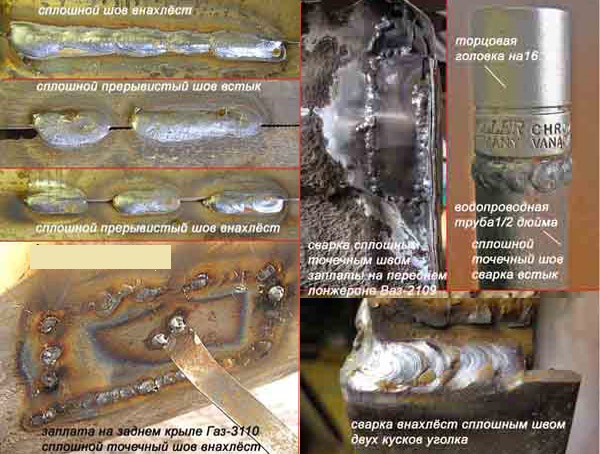
Если шов необязательно делать сплошным, следует поднять электрод выше – и произойдёт разрыв дуги. Её разжигают по-новому на месте продолжения сварки.
Начальный страх и незнание как пользоваться сварочным аппаратом – обычное состояние для новичка. Поэтому, прежде чем приступать непосредственно к сварке, нужно изучить некоторые требования техники безопасности и правила пользования сварочным оборудованием.
Использование аппарата в сварке требует определённой подготовки. В частности, с места предполагаемой работы убирают все вещи и предметы, которые подвержены лёгкому воспламенению. Также необходимо поступить со всеми горючими материалами и ёмкостями.
Если работы проводятся в помещение, то обязательно вентиляция. Хорошее проветривание важно как для сварщика, так и для аппарата. Также нужно позаботиться о средствах пожаротушения.
После выполнения данных условий и облачения в спецодежду аппарат заземляют, включают, выбирают параметр тока и приступают к сварке.
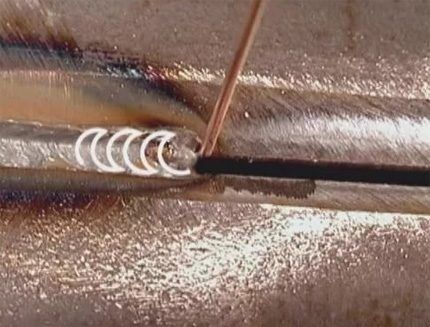
Как класть сварочный шов вы можете посмотреть на этом изображении:
Инструкций о том, как научиться варить сваркой, предостаточно. Если такое умение требуется лишь для работы с новой калиткой, то необязательно этому обучаться на курсах или профтехучилищах. Однако теоретическая часть подготовки важна даже при самостоятельной учёбе.
Главным инструментом сварки является аппарат. Существуют агрегаты, которые работают и на переменном, и на постоянном токе. Современное инверторное оборудование, например, инверторы, позволяют выбирать полярность. Инверторные сварочные аппараты считаются самыми подходящими для обучения новичков. Потому так важно различать прямую полярность от обратной. В первом случае «плюсовой» кабель подсоединяется на клемму «земля», а «минусовой» на электрод. А при обратной полярности, наоборот, на «земле» будет «минус», а на электроде – «плюс».
Правильно сварить металл возможно только при точно заданной силе тока. Сильный ток – мощная дуга и глубокая сварочная ванна.
При установке силы тока учитывается даже месторасположение объекта. Для заготовок, расположенных горизонтально, значение будет максимальным, вертикально – на 15% меньше, на потолке – на 20 с лишним процентов.
При сварке на выпрямителе или инверторе на качество сварного шва влияет не только сила сварного тока, но и полярность. При прямом подключении хорошо прогреваются заготовки. Но для работы с тонкими материалами подойдёт метод с обратной полярностью. Также его используют при сварке легированных металлов.
Как научиться варить электросваркой: азы для начинающих
Оглавление:
Как научиться варить электросваркой: меры предосторожности
Как варить металл электросваркой: учимся зажигать и держать дугу
Как быстро научиться варить электросваркой: принцип соединения металлов
Несомненно, самый лучший способ решить вопрос, как научиться пользоваться электросваркой, это обратиться за помощью к уже искушенному в этом деле человеку. Здесь актуально правило, которое звучит примерно так – лучше один раз увидеть, чем сто раз услышать. Необходимо, чтобы обучающийся посмотрел через сварочную маску на наплавляемый металл, и ему рассказали, где, что и как нужно делать. Через это проходят практически все сварщики, поскольку невозможно освоить принцип сварки, не познав его на вид. Только после этого, зная, как происходит сам процесс, можно приступать к практическому освоению данного процесса – именно в практике и миллионах проваренных швов и заключается профессионализм. В этой статье вместе с сайтом stroisovety.org мы расскажем о том, как научиться варить электросваркой.
Здесь актуально правило, которое звучит примерно так – лучше один раз увидеть, чем сто раз услышать. Необходимо, чтобы обучающийся посмотрел через сварочную маску на наплавляемый металл, и ему рассказали, где, что и как нужно делать. Через это проходят практически все сварщики, поскольку невозможно освоить принцип сварки, не познав его на вид. Только после этого, зная, как происходит сам процесс, можно приступать к практическому освоению данного процесса – именно в практике и миллионах проваренных швов и заключается профессионализм. В этой статье вместе с сайтом stroisovety.org мы расскажем о том, как научиться варить электросваркой.
Как варить металл электросваркой фото
Как научиться варить электросваркой: меры предосторожности
Сразу хочу начать с того, что сказать несколько слов о чистоте и культуре этой работы. Сварка – дело грязное и, несмотря на то, что интересное, оно очень опасное. Все эти опасности связаны с тремя вещами – ожоги, потеря зрения и легкие, на которых накапливается со временем очень нехороший осадок, ведущий к неприятным заболеваниям. От всего этого придется защищаться и оберегать себя по мере возможности – так сказать, соблюдать некоторые правила безопасности.
От всего этого придется защищаться и оберегать себя по мере возможности – так сказать, соблюдать некоторые правила безопасности.
- Спецодежда – именно она в большей степени защищает от ожогов, вызванных попаданием на кожу как оплавленного металла, так и огромной дозы ультрафиолета. Сварщику приходится работать одетым, как говорится, с ног до головы, и одежда эта отнюдь не является тоненькой и легкой рубашкой – это плотный брезент, который одевается на слой нательного белья. Сами понимаете, летом это обмундирование вызывает, мягко говоря, некоторые затруднения – сказать, что работать жарко, это еще ничего не сказать. Со временем, конечно, привыкаешь, но поначалу это ужасно неприятно.
- Защита глаз – эту фразу нужно произносить громко. Ее нужно запомнить как дважды два. Без нее вопрос, как правильно научиться варить электросваркой, не решается. Клич (или предупреждение) «Глаза!» нужен для того, чтобы работающие с вами люди успели защитить свои органы зрения от воздействия яркой дуги – в народе говорят, от зайчиков, вылезающих бессонной ночью и дикой боли в глазах, с которой ничего поделать невозможно. Говорят, помогает картошка, но лично я сколько ни пробовал, толку от нее мало, лучший способ пережить эту неприятность – напиться и забыться до утра.
- Органы дыхания. К сожалению, защитить их практически не получится – можно, конечно, использовать респиратор, но это дополнительные неудобства в работе. В принципе, если речь идет о пяти-десяти минутах работы, это еще куда ни шло, а вот если говорить о полноценном рабочем дне, то тут, увы, респиратор будет не лучшим помощником. Как самому научиться варить электросваркой фото
 Говорят, помогает картошка, но лично я сколько ни пробовал, толку от нее мало, лучший способ пережить эту неприятность – напиться и забыться до утра.
Говорят, помогает картошка, но лично я сколько ни пробовал, толку от нее мало, лучший способ пережить эту неприятность – напиться и забыться до утра.И, естественно, голова на плечах – если ее нет, то к вопросу, как сваривать металл электросваркой, лучше вообще не подходить даже близко. Бездумное обращение с электросваркой (да и вообще с любым видом сварки) чревато не очень хорошими последствиями как в работе, так и для человека лично.
Как варить металл электросваркой: учимся зажигать и держать дугу
Научиться держать дугу это – наверное, самый главный момент. Не освоив его, к решению вопроса, как правильно научиться варить электросваркой, можно даже не приступать. В процессе работы со сварочным аппаратом дугу придется держать в любом положении тела и соединяемых металлов. Это дело практики, и теория здесь помочь практически ничем не сможет. Если же все-таки попытаться описать весь процесс теоретически, то выглядеть он будет следующим образом.
В процессе работы со сварочным аппаратом дугу придется держать в любом положении тела и соединяемых металлов. Это дело практики, и теория здесь помочь практически ничем не сможет. Если же все-таки попытаться описать весь процесс теоретически, то выглядеть он будет следующим образом.
- Берем железо потолще (просто какую-либо болванку), устанавливаем на сварочном аппарате большой ток (по крайней мере, за половину его возможностей), подключаем к болванке массу, вставляем электрод, надеваем маску и пробуем касаться кончиком электрода болванки. Будет искрить, но ваша задача заключается в том, чтобы зафиксировать эту дугу и удерживать ее на протяжении длительного времени.
- Когда почувствуете и поймете, как это делается, можно пробовать двигать электрод в любом направлении, наблюдая за происходящим. Пока можно не уделять особого внимания самому процессу соединения металлов – главное дуга, а вернее ее удержание.
- Когда дуга будет получаться, на аппарате следует уменьшить ток и научиться зажигать дугу на малых токах. Здесь, опять-таки, все зависит от вас. Просто берем и учимся делать так, чтобы дуга не прерывалась, а если и прерывалась, то очень ненадолго, пока металл не остыл.
Как научиться варить электросваркой фото
 Здесь, опять-таки, все зависит от вас. Просто берем и учимся делать так, чтобы дуга не прерывалась, а если и прерывалась, то очень ненадолго, пока металл не остыл.
Здесь, опять-таки, все зависит от вас. Просто берем и учимся делать так, чтобы дуга не прерывалась, а если и прерывалась, то очень ненадолго, пока металл не остыл.Когда зажигание электрода и удержание дуги начнет более или менее получаться, львиную долю своего внимания можно будет перенести на металл, а вернее, разобраться с вопросом, где шлак, а где чистый металл. Шлак более темный, а металл светлее. Первый должен расходиться по краям, а второй оставаться на свариваемом стыке.
Как быстро научиться варить электросваркой: принцип соединения металлов
По большому счету, принцип соединения металлов не такой уж и сложный – электрическая дуга расплавляет края соединяемого материала и одновременно наносит на стык металл с электрода. Даже если просто вести электрод вдоль стыка, он будет завариться – как он это будет делать, это уже другой вопрос, и зависит он в большей степени от самого сварщика, а вернее от того, насколько правильно он освоил вопрос, как правильно варить шов электросваркой, и все его небольшие тонкости.
- Самое первое, что нужно понимать, это скорость наплавления металла – если вести электрод быстро, то шов будет проварен с пропусками. Если это делать медленно, то металл будет сильно оплавляться, а в некоторых случаях (при небольшой толщине соединяемых металлических элементов) даже пропаливаться. Опять-таки, этот момент нужно определять опытным путем.
- То же самое можно сказать и о силе тока, с которой производится сварка металлов – большой ток прожигает сталь, маленький проваривает не полностью (поверхностно). В принципе, сварщик сам для себя выбирает оптимальную силу тока и уже приспосабливается к ней. Спросите, как? Есть такое понятие, как сварка рваной дугой – то есть, в процессе работ, наблюдая за состоянием свариваемых поверхностей, вы просто на доли секунды прерываете дугу, давая тем самым металлу немного остыть. В большинстве случаев по такой технологии осуществляется сварка труб – металл накладывается на шов, так сказать, елочкой или короткими движениями электрода сначала слева направо, а потом справа налево. Вообще соединение труб электросваркой – это отдельная тема, требующая подробного изучения. Если говорить об этом процессе коротко, то осуществляется он в два этапа. Первый – это заполнение шва между двумя трубами (они не варятся стык в стык, между ними обязательно должен быть зазор в пару миллиметров). И второй этап – это усиление шва, которое выполняется большим током, на этом этапе работ удаляются все пропуски и огрехи первого этапа.
- Провар – если говорить по-простому, то глубина проплавления кромок свариваемых деталей. Опять же, здесь имеется тонкая грань, на которой и приходится балансировать сварщику. Переходя эту грань и сильно проплавляя металл, вы создаете с другой стороны шва наросты – они не критичные, если речь идет об изделиях, которые можно проваривать с двух сторон. А вот если вести разговор о трубах, то здесь эти наросты являются не чем иным, как уменьшением сечения трубы. Если речь идет о недогреве, то имеется в виду некачественная сварка. Определить плохо проваренный шов можно по тыльной стороне изделия – в процессе сварки металл (если он, конечно, не имеет толщину сантиметр и более) с обратной стороны должен раскаляться докрасна. После сварки в этом месте наблюдаются изменения в цвете металла и появляется окалина.
Как варить вертикальный шов электросваркой фото
 Вообще соединение труб электросваркой – это отдельная тема, требующая подробного изучения. Если говорить об этом процессе коротко, то осуществляется он в два этапа. Первый – это заполнение шва между двумя трубами (они не варятся стык в стык, между ними обязательно должен быть зазор в пару миллиметров). И второй этап – это усиление шва, которое выполняется большим током, на этом этапе работ удаляются все пропуски и огрехи первого этапа.
Вообще соединение труб электросваркой – это отдельная тема, требующая подробного изучения. Если говорить об этом процессе коротко, то осуществляется он в два этапа. Первый – это заполнение шва между двумя трубами (они не варятся стык в стык, между ними обязательно должен быть зазор в пару миллиметров). И второй этап – это усиление шва, которое выполняется большим током, на этом этапе работ удаляются все пропуски и огрехи первого этапа. После сварки в этом месте наблюдаются изменения в цвете металла и появляется окалина.
После сварки в этом месте наблюдаются изменения в цвете металла и появляется окалина.Что еще можно сказать по поводу сварки, так это о вертикальных и горизонтальных стыках. Вертикальный стык варится немного проще, чего не скажешь о горизонтальном. Кстати, здесь наблюдается один небольшой парадокс – начинающим сварщикам почему-то легче дается горизонтальный шов, а вот с вертикальными стыками наблюдаются проблемы. Как варить вертикальный шов электросваркой? По методу рваной дуги – только в таком случае наплавляемый металл будет стекать вниз меньше.
И в завершение темы, как научиться варить электросваркой, скажу несколько слов о потолочном шве, который среди всех прочих вариантов стыков является наиболее проблематичным для начинающих сварщиков. Вся его сложность заключается, опять-таки, в стекании металла вниз. Чтобы этого не происходило, потолочный шов нужно варить быстро и слегка увеличенным током – здесь нужна набивка руки. Вообще рука сварщика – это самое главное, в процессе обучения она как бы затачивается под рукоять держателя электродов. Только постоянная практика дает возможность в совершенстве овладеть этим искусством. Можно даже сказать больше – длительные перерывы в работе сказываются даже на профессионалах. Выражаются они в неуверенном ходе электрода, что чревато некачественным швом. В быту это, конечно, не критично, но если вести разговор о серьезных металлоконструкциях, то здесь уже без твердой руки не обойтись.
Вообще рука сварщика – это самое главное, в процессе обучения она как бы затачивается под рукоять держателя электродов. Только постоянная практика дает возможность в совершенстве овладеть этим искусством. Можно даже сказать больше – длительные перерывы в работе сказываются даже на профессионалах. Выражаются они в неуверенном ходе электрода, что чревато некачественным швом. В быту это, конечно, не критично, но если вести разговор о серьезных металлоконструкциях, то здесь уже без твердой руки не обойтись.
Автор статьи Александр Куликов
Как правильно варить сваркой — самостоятельные уроки
В повседневной жизни в собственном доме, на дачном участке или в гараже всегда найдется немало дел, требующих навыков сварщика. Этот навык особенно полезен при строительстве, которое производится собственными руками. В природе нет более надежного способа соединить две детали из металла, чем сварка. И обучиться этому мастерству вполне возможно самостоятельно и с пользой применять полученный навык. Сегодня разберемся, как научиться варить электросваркой и самостоятельно освоить азы этой специальности.
Сегодня разберемся, как научиться варить электросваркой и самостоятельно освоить азы этой специальности.
Основы сварки
Чтобы понять, как правильно варить электросваркой, предварительно нужно ознакомиться с теорией сварочного процесса.
Соединение металлических деталей в монолит при помощи сварки является на сегодняшний день самым надежным и прочным методом. Это достигается благодаря получению высокой температуры. Подавляющая часть аппаратов для сварки применяет для расплавления металлов электрическую дугу: это так называемая электродуговая сварка металлов. В месте воздействия она нагревает металл до температуры его плавления и делает это на ограниченной территории.
Появление электрической дуги происходит благодаря току – постоянному или переменному. Первый характерен для инверторных сварочных агрегатов, второй – для трансформаторов. Рассмотрим их подробнее.
- Трансформатор значительно затрудняет сварочный процесс. Из-за переменного тока сварная дуга постоянно скачет, процесс сварки довольно шумный. Еще один значительный минус подобных аппаратов заключается в сильном воздействии на электрическую сеть, в результате которого возникают скачки напряжения;
- Инвертор проще и тише в работе, питается от 220В. Из-за постоянного тока электродуга легче контролируется и перемещается. Если есть необходимость научиться варить электросваркой, то урок № 1 лучше взять на инверторном аппарате.
Образование электрической дуги становится возможным при наличии двух элементов, которые проводят ток и имеют противоположные заряды. При сварке это металл и электрод. Начинающему сварщику рационально использовать традиционный электрод с центральным элементом из металла.
Чтобы понять, как правильно варить металл, необходимо четко понимать происходящие процессы:
- Электрическая дуга появляется в момент соприкосновения металлической детали и электрода;
- В месте образования дуги свариваемый металл расплавляется;
- Вместе с металлом подвергается плавке сам электрод, его расплавленные частицы перемещаются в сварную ванну;
- Защитное покрытие, которым покрыт стержень электрода, также горит и образует газовое облако. Оно оберегает ванну от воздействия кислорода. Это обеспечивает поддержание в месте сварки температуры плавления металла;
- Поддержанию температуры способствует и образуемый при сварке шлак. Необходимо контролировать, что шлак ограждает сварную ванну;
- Шов при сварке образуется в момент движения электрода и перемещения ванны;
- Когда металла после сварки остывает, на нем остается шлаковая корка. Ее отбивают при помощи молотка.
 Оно оберегает ванну от воздействия кислорода. Это обеспечивает поддержание в месте сварки температуры плавления металла;
Оно оберегает ванну от воздействия кислорода. Это обеспечивает поддержание в месте сварки температуры плавления металла;Это теория сварочных работ. Понять, как правильно сваривать металл без опыта невозможно, поэтому обратимся к практике.
Готовим инструменты
Перед тем, как варить электросваркой, необходимо подготовить все инструменты и обмундирование для защиты:
- Сварочный аппарат и электроды к нему. Рекомендуем запастись достаточным количеством электродов для практики. Пословица «первый блин комом» в области обучения сварочной профессии работает без исключений;
- Защита: маска для сварки, защитная одежда и перчатки из плотных материалов. Пренебрегать защитой во время сварочных работ нельзя. Это вопрос здоровья и безопасности!
- Подсобные инструменты – молоток и щетка по металлу – для удаления сварного шлака;
- Объект для тренировок – металлические элементы;
- Ведро с водой. В прямом смысле на всякий пожарный случай.
 Пословица «первый блин комом» в области обучения сварочной профессии работает без исключений;
Пословица «первый блин комом» в области обучения сварочной профессии работает без исключений;Выбор электродов производится в соответствии с толщиной свариваемого металла, а выставление тока зависит от электрода. 1 мм электрода берет около 30-40 А, важно не превышать данные значения, иначе дуга будет не варить, а резать металл.
Приступим к сварке
Итак, разберемся пошагово, как правильно варить сваркой металл. Вероятно, для получения приемлемого результата, придется повторить этот алгоритм не один раз. Но научившись, Вы быстро освоитесь в роли сварщика и сможете выполнять довольно сложные операции.
В первую очередь помещаем электрод в специальный держатель. Теперь нужно зажечь дугу. Электрод нужно держать под углом примерно 70° к поверхности, такое положение является оптимальным.
Далее начинаем заваривать шов:
- Выставив угол между электродом и металлом, прочертите быструю линию, двигаясь около 10 см в секунду. При правильном положении появятся искры и треск – это верный признак.
- Оставив оптимальный угол наклона электрода, нужно им коснуться металла и тут же поднять электрод так, чтобы образовалась дорожка в 3-5 мм. Если все проделано верно, то дуга станет гореть и металл начнет плавиться.
- Нередки случаи, когда электрод прилипает к основе. В этом случае надо его слегка раскачать и оторвать, а далее опять разжечь дугу. Частое залипание электрода может говорить о чересчур малой силе тока. Попробуйте повысить ее и сравнить результаты.
- Как только зажигание дуги и ее удерживание в стабильном состоянии усвоены, можно приступить к наплавлению валика. Зажатая дуга плавно перемещается по сварному шву. При этом совершаются движения, которые как бы загребают расплавленный металл. Это достигается равномерными колебательными движениями с амплитудой около 2-3 мм. Чем размереннее движение, тем красивее получится заваренный шов. Кстати, равномерность шва свидетельствует о его высоком качестве и прочности.
 Зажатая дуга плавно перемещается по сварному шву. При этом совершаются движения, которые как бы загребают расплавленный металл. Это достигается равномерными колебательными движениями с амплитудой около 2-3 мм. Чем размереннее движение, тем красивее получится заваренный шов. Кстати, равномерность шва свидетельствует о его высоком качестве и прочности.
Зажатая дуга плавно перемещается по сварному шву. При этом совершаются движения, которые как бы загребают расплавленный металл. Это достигается равномерными колебательными движениями с амплитудой около 2-3 мм. Чем размереннее движение, тем красивее получится заваренный шов. Кстати, равномерность шва свидетельствует о его высоком качестве и прочности.На первом этапе лучше всего тренироваться на толстом куске металла и пытаться вывести дугой различные дорожки – от простых размеренных движений с небольшой амплитудой до более сложных и узорчатых швов. Эти навыки пригодятся в последующей работе и позволят хорошо прочувствовать, как варить и какой угол наклона электрода лучше выбирать.
После окончания сварки необходимо дождаться пока металл остынет. Сварной шов будет закрыт шлаков. Чтобы он отлетел достаточно постучать по детали молотком или пройтись щеткой по железу.
Некоторые моменты сварочной работы
Конечно, сварка не заключается в выписывании на куске металла замысловатых узоров. Все вышеописанное – это только подготовка и обучение этому довольно непростому ремеслу. Основное назначение сварки заключается в надежном скреплении металлических элементов и к нему необходимо стремиться в своем обучении.
Все вышеописанное – это только подготовка и обучение этому довольно непростому ремеслу. Основное назначение сварки заключается в надежном скреплении металлических элементов и к нему необходимо стремиться в своем обучении.
Сварка металлических элементов имеет множество нюансов, знакомство и понимание которых придет с опытом. Но есть некоторые теоретические моменты, знать которые необходимо до практики:
- Соединять две детали сразу сплошным и длинным швом неверно. В большинстве случаев это перекашивает металл, так как шов начинает стягивать элементы;
- Перед выполнением основного шва необходимо прихватить детали друг к другу. Для этого выполняются маленькие точечные швы на стыках двух деталей в шагом 8-25 см в зависимости от размеров скрепляемых элементов.
- Скрепляющие швы лучше исполнять с обеих сторон сварочной поверхности, так минимизируется возможное напряжение металла.
- После выполнения прихватов делается основной шов.
 youtube.com/embed/dxVoNDuUcM8?feature=oembed&wmode=opaque” frameborder=”0″ allow=”accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture” allowfullscreen=””/>
youtube.com/embed/dxVoNDuUcM8?feature=oembed&wmode=opaque” frameborder=”0″ allow=”accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture” allowfullscreen=””/>
Подведем итоги
Сварочная работа требует особых знаний, навыков и специального оборудования. Обратим внимание, что это довольно сложный и опасный процесс, требующий строго соблюдения техники безопасности.
Навыки сварщика требуют определенного времени и практики. Нет ничего зазорного в тренировке на куске ненужного металла. Это позволяет набить руку и понять суть сварочного процесса.
Прежде чем приступить к сварке деталей, следует отточить владение сварочным аппаратом и умение наваривать швы на заготовках и затем перейти к более сложным элементам.
Как правильно варить электросваркой – как самостоятельно научится правильно варить вертикальные швы электросваркой, фото и видео уроки
Многие знают, что сварочный шов является наиболее надежным методом крепления деталей. Именно поэтому каждый мастер периодически пользуется сварочным аппаратом. Некоторые сами умеют варить металл, но чаще всего приходится обращаться за помощью к профессионалам. Однако находятся люди, которые хотят научиться этому ремеслу самостоятельно. Тем более что сегодня можно посмотреть видео, где даются уроки сварки и написано, как и что следует делать.
Именно поэтому каждый мастер периодически пользуется сварочным аппаратом. Некоторые сами умеют варить металл, но чаще всего приходится обращаться за помощью к профессионалам. Однако находятся люди, которые хотят научиться этому ремеслу самостоятельно. Тем более что сегодня можно посмотреть видео, где даются уроки сварки и написано, как и что следует делать.
Подготовительный этап
Прежде чем приступать к самому процессу, необходимо приготовить оборудование. Потребуется:
- сварочный аппарат;
- щетка;
- молоток, чтобы сбивать шлак с поверхности металла;
- комплект электродов.
Защита — важная составляющая сварочного процесса. Нужно купить в магазине сварочную маску? рукавицы и одежду из плотной ткани.
Как проходит сварочный процесс
Все знают, что сварка — это процесс высокотемпературный. Под воздействием электрической дуги расплавляется основа и стержень, сделанный из металла. То есть, образуется так называемая сварочная ванна, где металл основы перемешивается с металлом электродным. Что касается величины образуемой ванны, то зависеть она будет от нескольких факторов:
Что касается величины образуемой ванны, то зависеть она будет от нескольких факторов:
- положения аппарата в пространстве;
- режима сварки;
- размеров кромки;
- скорости, с которой дуга перемещается.
При расплавлении покрытие электрода образует так называемую газовую зону, которая вытесняет весь кислород. Получается, что расплавленный металл не взаимодействует с воздухом, гарантируя более надежное крепление. Когда электрическая дуга удаляется, металл кристаллизуется и образует надежный вертикальный шов, который объединяет свариваемые детали. Шлаковый слой, как уже говорилось, удаляется при помощи молотка.
Основы электродуговой сварки
Если посмотреть видео, которое обучает основам электродуговой сварки, можно увидеть, что там очень большое внимание акцентируется на начале процесса. Действительно, очень важно научиться начинать сварочную работу, так как первый этап самый сложный.
Для начала нужно надежно закрепить деталь и поставить рядом ведро с водой. Очень важно соблюдать технику безопасности и помнить о том, что ни при каких обстоятельствах нельзя сваривать металл на деревянном полу.
Очень важно соблюдать технику безопасности и помнить о том, что ни при каких обстоятельствах нельзя сваривать металл на деревянном полу.
Итак, сначала кабель изолируется, а затем заправляется в специальный держатель. Очень важно выставить на сварочном аппарате мощность тока, а потом зажечь дугу. Дальше нужно очень плавно провести ею по поверхности. После появления искры необходимо коснуться электродом металлической поверхности и поднять его на пять сантиметров.
Дуга зажжется только в том случае, если правильно все сделать. Очень важно следить, чтобы на протяжении всей работы удерживался пятимиллиметровый зазор. Если металл сваривать по всем правилам, электрод начнет выгорать. Именно поэтому его нужно периодически приближать к поверхности металла.
Может случиться такое, что электрод залипнет. Ничего страшного — достаточно легонько качнуть им в сторону. Иногда не зажигается дуга. Причин может быть много, в том числе и неисправность аппарата. Можно попробовать увеличить силу тока.
Если получается зажигать и удерживать дугу без посторонней помощи, самое время переходить к плавлению. После зажигания дуги нужно методом колебательных движений перемещать электрод по горизонтали. Возникнет ощущение, словно расплавленный металл гнется к центральной части дуги. Если это так, значит, получится крепкий вертикальный шов с едва заметными волнами.
После полного выгорания электрода работу необходимо на время прекратить. Следует поставить новый элемент, тщательно удалить шлак и продолжить процесс сваривания.
Чтобы увидеть наглядно, как правильно варить электросваркой, лучше посмотреть обучающее видео.
Траектория движения дуги
Важно обратить внимание на то, как движется дуга во время сваривания деталей. Траекторий всего три:
- продольная;
- поступательная;
- поперечная.
В первом случае происходит формирование сварочного ролика.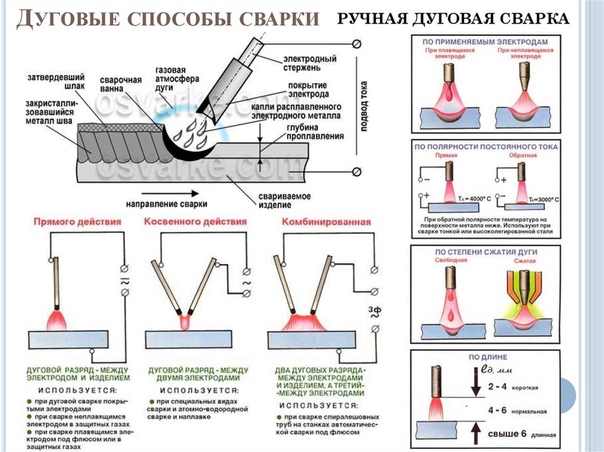 Высота его зависит от толщины электрода и скорости его перемещения. Если делать поперечные перемещения, можно получить очень тонкий шов. Сразу сделать это не получится — нужно научиться.
Высота его зависит от толщины электрода и скорости его перемещения. Если делать поперечные перемещения, можно получить очень тонкий шов. Сразу сделать это не получится — нужно научиться.
Поступательная траектория предполагает перемещение сварочной дуги вдоль всей оси электрода. Это позволяет без особого труда поддерживать постоянную длину дуги.
Благодаря поперечному движению можно получить ту ширину шва, которая нужна. Сделать это можно путем медленных колебательных движений.
Следует отметить, что на практике сварщики используют все три этих движения. Они накладываются друг на друга и образуют заданную траекторию. Конечно, существуют классические варианты, но каждый мастер обладает своим неповторимым почерком. Самое главное, чтобы во время работы получался шов нужной формы.
Научиться сварке не так сложно, как кажется. Но если у кого-то нет желания или возможности самостоятельно осваивать премудрости этого ремесла, можно нанять специалистов. Лучшие сварщики зарегистрированы на сайте Юду. Этот поисковый сервис известен тем, что здесь всегда можно найти профессионалов для выполнения любой работы. С каждым исполнителем можно договориться о стоимости услуг в индивидуальном порядке.
Этот поисковый сервис известен тем, что здесь всегда можно найти профессионалов для выполнения любой работы. С каждым исполнителем можно договориться о стоимости услуг в индивидуальном порядке.
как правильно варить металл самостоятельно?
Среди гениальных изобретений человечества электросварка, бесспорно, занимает одну из ведущих позиций – настолько универсальным и многоплановым является метод соединения деталей посредством расплавления электрода под воздействием электрического тока.
Использование этого метода соединения металлических частей и конструкций уже давно вышел за пределы привычного понимания сварки, как метода соединения металлических деталей из черного металла.
Уже давно стали привычными такие разновидности электросварки как сварка алюминиевых конструкций, чугуна, соединение деталей под водой, в безвоздушном пространстве, и даже эксперименты в области медицины по соединению тканей организма.
И все же наибольшего развития технология электросварки нашла в строительстве и машиностроении, при этом наибольшего распространения получила технология дуговой сварки в защитной среде (ММА).
Основные азы сварочных работ
Осваивая первые шаги в сварочном деле необходимо понимать, что успешное обучение является результатом усвоения как теоретических знаний, так и практических умений.
К теоретическим знаниям следует отнести:
- знание теоретических основ физических процессов электродуговой сварки;
- знание основных характеристик и принципа работы сварочного оборудования разных типов;
- знание порядка организации работ, привил техники безопасности;
- знание основных маркировок электродов, технологии сваривания различных материалов и компонентов.
Пошагово технологию сварки можно представить примерно так:
- электрический ток большой силы от 10 до 160 и даже 250 ампер образует электрическую дугу между электродом и свариваемыми поверхностями металла;
- вследствие создания электрической дуги происходит повышение температуры электрода и происходит горение обмазки, в горении участвуют вещества, которые выжигают вокруг себя кислород, образую небольшой объем пространства, защищенного от кислорода;
- образовавшийся газ высокой температуры плавит сердцевину электрода, которая образует сварочную ванну, в которой металл находится в жидком состоянии и заполняет шов между свариваемыми деталями.

Необходимые материалы/инструменты/защита
Переходя к практическому освоению навыков сварочных работ, следует выбрать сварочный аппарат:
- Трансформаторный сварочный аппарат – вид сварочного оборудования, который выдает переменный ток, ранее был самым распространенным видом сварочного оборудования, прост, неприхотлив в работе, но требует хорошей электропроводки и нормального напряжения в сети;
- Сварочный инвертор – относительно новый тип сварочного оборудования, легок как в смысле работы, так и в плане веса, может работать при довольно существенных перепадах напряжения, в отличие от трансформатора выдает постоянный ток на сегодняшний день является наиболее перспективным видом оборудования для любительского использования;
- Сварочные полуавтоматы – это оборудование, для различных видов сварочных работ проводимое сварочной проволокой в среде инертных газов, для работы полуавтоматической сваркой требуется использование баллона с инертным газом, это весьма дорогое оборудование, однако сварочным полуавтоматом можно проводить сварку даже очень тонких деталей.

К минимально обязательному набору инструментов сварщика нужно отнести:
- сварочный молоток;
- щетку по металлу;
- различные зажимы и струбцины;
- болгарку с набором отрезных и шлифовальных кругов.
Важно! Учитывая, что при сгорании электрода выделяется свет в 55-70 раз интенсивнее солнечного, обязательным элементом защиты сварщика является маска сварщика со специальным затемненным стеклом.
Кроме этого, сварщику нужно иметь:
- Специальные термостойкие перчатки.
- Специальный костюм сварщика из брезента.
- Рекомендуется иметь и специальную обувь – ботинки с высоким берцем или сапоги, при этом брюки костюма должны быть выпущены поверх ботинок или голенища сапог. Такое может быть немодное решение, не допустит во время работ попадания окалины внутрь обуви.
- И если сварщик хочет иметь еще долгое время модную шевелюру на голове, то обязательным элементом одежды должна стать шапка или кепка.

Как выбрать правильное оборудование, электроды и экипировку
При выборе сварочного аппарата для освоения первоначальных навыков работы достаточно и сварочного трансформатора, сварочный инвертор как оборудование более высокого класса разумно приобретать с прицелом на постоянную работу.
Стандартные кабели к сварочному аппарату, чаще всего бывают длиной в 1,5 метра, чего явно недостаточно для работ на высоте или в небольших помещениях, поэтому рекомендуется приобрести кабели большей длины.
Сварочные аппараты последнего поколения, независимо от того трансформаторные или инверторные сегодня оборудуются системой принудительного обдува, поэтому при покупке нелишне проверить их работоспособность при включении оборудования в сеть.
Приобретая электроды для начального обучения, рекомендуется для более эффективного овладения навыками покупать не пачку в 5 кг, а купить несколько пачек электродов разного диаметра от 2 мм до 5 мм по 1 кг. Этого количества электродов вполне достаточно для того чтобы понять как варить.
Немаловажным моментом при покупке электродов является маркировка – УОНИ, марка электродов для постоянного тока, и пытаться положить правильный шов на трансформаторном аппарате будет бессмысленно. Электроды марки АНО-4 обладают универсальными качествами и могут использоваться для сварки любым аппаратом.
При выборе защитной маски следует знать, что современные маски с автоматической защитой имеют наибольший эффект, они не требую постоянного держания в руке, фильтр автоматически включается при появлении дуги, но к сожалению, сегодня такие маски пока еще весьма дороги для многих начинающих мастеров.
Маски старого образца с неизменяемым светофильтром, а в особенности те, что стандартно продаются в комплекте сварки, требуют определенной доработки:
- Во-первых, они не имеют защитного стекла, такое самое обыкновенное стекло вставляется с наружной стороны маски и защищает светофильтр от искр и попадания окалины. Со временем, такое стекло просто снимается и заменяется новым.
- Во-вторых, сам светофильтр в таких масках идет с довольно большой степенью защиты, для новичка это не совсем правильно, ведь новичок только овладевает навыками работы, а не проводит сваривание 6 часов кряду. Поэтому рекомендуется заменить фильтр, на более прозрачный, например, на светофильтр №3 что дает намного лучший результат.

Пошаговая инструкция по проведению сварочных работ
Подготовка к проведению сварочных работ подразумевает не только подготовку материалов и оборудования, но и строгое соблюдение правил техники безопасности!
Следует знать, что сварочные работы это работы с повышенным риском, поэтому строгое соблюдение правил эксплуатации электроустановок, пожарной безопасности при работах должны быть соблюдены неукоснительно:
- рабочее место должно обеспечивать свободный доступ к свариваемым конструкциям;
- огнеопасные материалы должны быть убраны;
- сварочные работы должны проводиться в сухом помещении, при обеспечении правил электробезопасности;
- сварщик должен быть экипирован соответствующим специальным костюмом, перчатками, обувью.

Приступая к работам:
- свариваемые детали очищаются от ржавчины, краски, смазки и прочих веществ;
- места сварки тщательно подгоняются напильником или болгаркой зачищаются заусеницы;
- свариваемые детали прижимаются друг к другу и фиксируются;
- провод массы держателем прикрепляется к одной их деталей;
- включается в сеть сварочный аппарат;
- вставляется электрод в электрододержатель стороной свободной от обмазки;
- несколькими движениями электрод проводится по одной их деталей, для проверки наличия тока и розжига электрода;
- берется маска, электрод подносится к месту сварки, маска подносится к глазам и производится сваривание деталей несколькими небольшими швами по 3-5 мм;
- после сваривания швов проводится проверка правильности соединения, поскольку при дуговой сварке возможно смещение деталей и самого металла, вследствие чего образуются достаточно большие щели;
- через 1-2 минуты после прихватывания деталей сварочным молотком аккуратно, надев обычные защитные очки, легкими ударами оббивается шлак и окалина, проверяется качество шва;
- при удовлетворительном результате проводится сваривание непрерывным швом по всей длине деталей;
- через 3-5 минут молотком и щеткой по металлу очищается шов, проверяется качество;
- отключается аппарат, производится уборка рабочего места.
Как делать разные виды швов
Мастерство сварщика формируется постепенно, и не стоит ставить невыполнимую задачу научиться варить с после 1–2-х электродов. Мастерство появится тогда, когда сварщик научится не только правильно держать электрод, но и определять размер шва и ванны на ощупь.
Зажигая дугу, следует несколько раз провести в сторону шва электродом по поверхности, флюс начнет постепенно плавиться, при этом начнет образовываться ванна. Ведя электрод в сторону по шву внимание нужно обращать не на искры, а на образовавшуюся ванну, таким образом, контролируя процесс сварки.
При сварке толстых деталей следует сначала 2-3 секунды прогреть металл, сформировать ванну и только после этого формировать шов.
Научившись держать дугу, следующим этапом овладения мастерством будет умение формировать шов. В зависимости от условий работы основными умениями будут считаться умения сварки:
- горизонтального шва;
- вертикального шва;
- шва соединения труб;
- потолочного шва (сварщик находится под свариваемыми деталями, вся работа производится вверху).

На начальном этапе достаточно овладеть навыками создания простого горизонтального шва. Для этого:
- электрод держится на расстоянии 2–3 мм от поверхности, формируется ванна;
- легким движением электрода в сторону ванна тянется по шву;
- при движении кончик электрода описывает полукруг, наплавляя металл в виде чешуи.
После окончания сварки, очистив шов от шлака, в результате должен получиться ровный шов в виде полоски накрывающих один другого чешуек.
При сварке вертикальных швов шов ведется снизу вверх или сверху вниз, таким образом, чтобы электрод надежно держал ванну, для этого кроме описывания полукруга электродом его нужно, то приближать, то удалять от поверхности, проваривая металл на достаточную глубину.
Потолочный шов формируется зигзагообразными движениями, но для таких видов работ используются специальные электроды, обмазка которых формирует внутри чашечку с расплавленным металлом. Такие электроды позволяют сваривать детали без растекания металла и создания большого количества искр.
Особенности сварки труб
Сваривание труб в зависимости от расположения шва проводится следующим образом:
- на концах свариваемых труб формируется фаска;
- свариваемые концы совмещаются друг с другом;
- в нескольких точках прихватывается шов;
- при горизонтальном расположении от крайней нижней точки проваривается сектор до середины трубы с нижней части, после с верхней части.
Профессионалы делают шов непрерывным, меняя положение электрода, для новичка достаточно обварить нижнюю, а потом верхнюю часть.
При сварке труб большого диаметра и толщине стенок, больше 6 мм трубы сваривают в 2 слоя, чем больше диаметр и толщина стенок, тем больше слоев нужно проваривать, условно каждые 6 мм толщины добавляют один слой.
Условно тонким металлом считается металл толщиной до 2 мм. Основной проблемой при сварке таких изделий является прожиг электродом сквозного отверстия. Для этого используются электроды небольшого диаметра – 2 и 2,5 мм и небольшую силу тока.
Так, для сварки металла 1 мм достаточно электрода 2 мм и силу тока сварочного инвертора 30-35 ампер. Кроме этого, для сварки тонкого листового металла и более толстого основания используют различные накладки из более толстого листового металла, приваривая который проваривается и тонкий лист.
Советы и рекомендации
При сваривании деталей необходимо учитывать, что существует опасность тепловой деформации металла, особенно когда сами свариваемые детали не совсем плотно прилегают друг к другу в таком случае рекомендуется сначала прихватить конструкцию в нескольких местах, а после производить окончательную сварку.
Планируя сварочные работы необходимо просушить электроды при высокой температуре, влажная обмазка не позволяет формировать нормальный шов, она крошится, распадается, образует большое количество шлака.
После остывания шва нужно обязательно проверить наличие раковин. Их необходимо очистить от шлака и вновь проварить.
Статья была полезна?
0,00 (оценок: 0)
Научиться варить электросваркой в домашних условиях –
Как научиться варить электросваркой с нуля
Электросварка – это простой и надежный метод сцепления двух металлических поверхностей. Правильная электросварка позволяет сделать сварочный шов долговечным и изящным. Для того, чтобы начать осваивать практические навыки деятельности сварщика, необходимо иметь теоретическую базу, без которой невозможно приступить к работе. В этой статье мы доступно и понятно изложим основные моменты электросварки для начинающих.
Правильная электросварка позволяет сделать сварочный шов долговечным и изящным. Для того, чтобы начать осваивать практические навыки деятельности сварщика, необходимо иметь теоретическую базу, без которой невозможно приступить к работе. В этой статье мы доступно и понятно изложим основные моменты электросварки для начинающих.
Принцип работы сварочного аппарата
В поисковых системах часто можно встретить запрос: «как варить электросваркой без опыта». Чтобы этому научиться, прежде всего, необходимо четко понимать, что такое сварочный процесс и как происходит сцепление металлов, в чем суть работы и почему сварка приобрела такое широкое распространение. Именно для новичков и написана эта статья. Итак, после того, как аппарат для сварки подсоединен к источнику питания, он может производить сильный сварочный ток, который возникает при включении электрода и металлической детали. Между ними создается электрическая дуга крайне высокой температуры. Дуга способна плавить сверхпрочные металлы, так как ее накал можно регулировать при работе с материалами любой температуры плавления. В результате разжижения металла происходит диффузия и два вещества входят друг в друга, создавая монолитное соединение.
В результате разжижения металла происходит диффузия и два вещества входят друг в друга, создавая монолитное соединение.
Сварочные работы применяются практически в любой отрасти промышленности, а также существует масса аппаратов для домашнего применения. По способу сваривания металла их разделяют на несколько направлений, но в нашем случае рассмотрим самые простые технологии, которые может без труда освоить даже школьник:
- ручная дуговая сварка. Она осуществляется при помощи специального присадочного электрода, обработанного химическим составом. Благодаря этому напылению вспыхивает сварочная дуга. Очень простой в применении метод и справиться с ним доступно каждому. Он не требует никаких дополнительных приспособлений, нужна только практика и соблюдение техники безопасности. Минус такой сварки в том, что сварочный аппарат работает с узким кругом металлов;
- полуавтоматическая сварка. Основа метода заключается в подаче специального газа, который создает нейтральную среду и устраняет окислы жидкого металла, вступающие в реакцию с воздухом. При попадании кислорода в сварочный шов гарантировано такая работа считается некачественной и стык со временем деформируется и лопнет.
 При попадании кислорода в сварочный шов гарантировано такая работа считается некачественной и стык со временем деформируется и лопнет.
При попадании кислорода в сварочный шов гарантировано такая работа считается некачественной и стык со временем деформируется и лопнет.Плюсы работы ручным способом:
- многообразие электродов дает возможность работать с разными классами металлов;
- легкие и мобильные аппараты, не занимают много места;
- простота использования;
- оптимальный вариант для домашней мастерской.
Минусы работы ручным аппаратом:
- выделение опасных паров;
- дуговая сварка подходить не для всех типов металлов;
- чем больше вы тренируетесь, тем лучше ложится шов. С первого раза идеальный стык ни у кого не получался.
При работе полуавтоматом, необходимо надежно зафиксировать рабочее изделие и выбрать удобное место для сварки, чтобы ничего не отвлекало от процедуры. Не используйте деревянные столы, соблюдайте меры предосторожности. Дистанция от электрода до металлического стыка должна быть 5 мм, это наилучшее расстояние и практично для новичков.
Мастера со стажем советуют начинать варить ручным способом, а когда набьете руку, то рекомендуют переходить на более профессиональный подход.
Какие бывают аппараты для сварки
Не получится произвести сварочные работы без профильного оборудования. В зависимости от того, какой вид металла необходимо соединить, на рынке представлено несколько видов функциональных агрегатов. Приведем примеры и расскажем более подробно о каждом из них:
- трансформаторы. Его позиционируют как самый банальный вид оборудования. Не требует глубоких познаний, имеет компактный вид и работает от электрической сети. Недостаток его заключается в нестабильности горения дуги и образовании металлических брызг, так как трансформаторные агрегаты очень чувствуют скачки напряжения, а это влияет на качество шва;
- выпрямители. Этот вид оборудования громоздкий и тяжелый, но зато он не реагирует на скачки в электросети, и дуга горит стабильно. Процесс проходит быстрее, а швы получаются ровнее. Не нужно выставлять настройки подачи газа;
- инвертор. Это самый популярный вид сварочного оборудования и идеально подойдет для начинающих. Прост в управлении и стойко выдерживает перепады напряжения, обеспечивает постоянный сварочный ток и имеет ряд положительных качеств:
- скачки в сети не влияют на режим сварки;
- не требует больших энергозатрат;
- прост в использовании;
- отсутствует рассеивание металлических капель.
 Не нужно выставлять настройки подачи газа;
Не нужно выставлять настройки подачи газа;Чтобы начать сваривать металл, попробуйте все методы и найдите для себя наиболее приемлемый. Не забывайте о защитной одежде и у вас все получится.
(видео как выбрать сварочный аппарат)
Какие функции сварочного аппарата наиболее значимы
Огромный выбор данного оборудования нередко становится преградой для неопытного мастера. В каждом аппарате есть свои достоинства и недостатки. Но наличие нижеприведенных параметров позволит вам значительно сузить выбор и задавать правильные вопросы при покупке:
- сварочный ток, от него зависит скорость работ;
- невосприимчивость к перепадам электросети, от которой работает ваша установка;
- мощность влияет на ассортимент работ, руководствуйтесь этим параметром, если хотите сваривать большое количество металла;
- продолжительность включения, это значит, сколько аппарат сможет работать непрерывно и сколько времени потребуется на отдых.

Кроме того необходимо приобрести сопутствующие аксессуары – электроды, присадочный пруток, клещи, дополнительные кабели, защитную одежду. Берегите глаза от искр, пользуйтесь специальными очками и масками. Надевайте перчатки во избежание ожогов кожного покрова.
Суть сварочного процесса
Мы изучили необходимые теоретические знания, теперь настала очередь вплотную заняться самой сваркой на практике. Что представляет собой сварочный процесс и как он происходит? Технология проста: высокая температура, действующая на металл, расплавляет его, а из смеси материала присадочной проволоки и самого свариваемого металла образуется, так называемая, ванна, то есть область плавления. Жидкий металл при остывании твердеет и получается прочное соединение двух деталей. Часто могут возникнуть ошибки у новичков из-за неправильного удержания дуги. Шов выглядит грубым и кривым. Но эти навыки приходят с опытом. А для того, чтобы сварочный стык оставался долговечным и был невосприимчив к погодным условиям, нужно не допускать контакта с кислородом. С этим действием справляется специальный газовый туман, который образовывается вокруг сварочной ванны. Также, рассмотрите статью — как правильно работать с алюминием аргонной сваркой.
С этим действием справляется специальный газовый туман, который образовывается вокруг сварочной ванны. Также, рассмотрите статью — как правильно работать с алюминием аргонной сваркой.
Как варить вертикальный шов электросваркой
Сварка не всегда проходит в комфортных условиях. Иногда бывают ситуации, когда нужно произвести работу в вертикальном положении или под углом. Сила гравитации действует на все предметы на земле, в том числе и на жидкий металл. Вот ряд практических советов, которые помогут понять и выполнить вертикальный шов:
- создавайте короткую дугу и удерживайте ее на протяжении всей сварки;
- при поджиге электрод должен быть направлен под углом 90 О по отношению к металлу;
- после появления дуги, измените наклон электрода, и направьте его вниз от держателя;
- увеличьте ширину шва, такой шаг поможет удержать жидкий металл и не дать ему стечь.
Вертикальный шов может быть сварен елочкой, треугольником или лесенкой.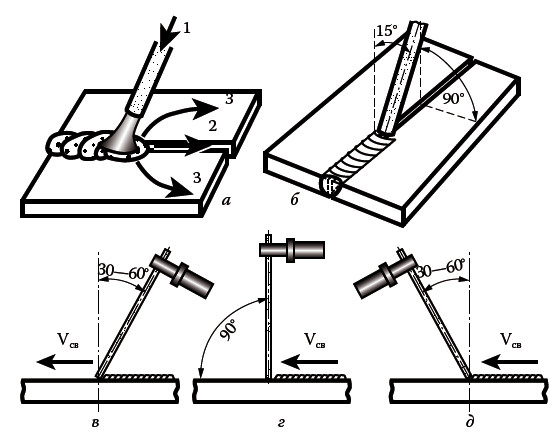 Все зависит от того, какую толщину имеет заготовка, и какое расстояние между стыками подлежит свариванию.
Все зависит от того, какую толщину имеет заготовка, и какое расстояние между стыками подлежит свариванию.
Как варить чугун электросваркой
Сварщики считают чугун капризным металлом и не очень любят работать с ним по причине его текучести, низкой температуры плавления и большого количества углерода в смеси. Но если выполнить ряд условий, применяемых в этом виде металла, то электросварка способна надежно соединить чугунные элементы.
Для получения качественного шва требуется тщательно подготовить чугунный материал, чтобы при остывании не получить трещин и пор. Также, рассмотрите ассортимент электродов для работы с чугуном.
- В чугуне часто можно увидеть глубокие трещины. Чтобы надежно залить такое углубление необходимо распилить ее тонким диском шлифовальной машины, а затем ввести туда расплавленную металлическую массу.
- Глубина трещин может быть намного больше, чем позволяет увидеть человеческий глаз, поэтому в зоне окончания нужно просверлить несколько отверстий, тогда металл зальет максимально большую зону и не позволит дальнейшего разлома изделия.
- Чугун отличается перегревом в месте стыка. Если подпилить кромки под углом в 45 О , и прогреть шов по всей длине не больше 600 О , а затем заполнить расплавленным присадочным материалом, то получится стойкое противостояние на излом.
- Если свариваемый лист тонок, то под него можно проложить слой графита. Этим вы обеспечите непротекаемость жидкого чугуна.

При работе с чугуном электрической дугой подбирайте электрод с диаметром 3-4 мм, с защитным слоем графита, и регулируйте ток в диапазоне 90-120А.
VISTA-TURBO › Блог › 🔧 Как правильно варить электросваркой
🔧 Как правильно варить электросваркой: свариваем металлические трубы и делаем красивые швы
🎥 В пост добавлены видео про сварочное дело, рекомендую посмотреть 😉
Сварочный шов – один из самых надежных способов соединения деталей. Он используется в промышленности и в обычной повседневной жизни. Каждый домашний мастер время от времени пользуется сваркой. Хорошо, если он умеет варить сам, однако зачастую приходится обращаться к специалистам. А ведь сварке вполне можно научиться. Начинать следует с самого простого: электросварка для начинающих это, прежде всего, обучение выполнению различных швов. Более сложные работы можно будет выполнять, только набравшись опыта. Давайте разберем основы технологии и некоторые хитрости сварочного процесса.
А ведь сварке вполне можно научиться. Начинать следует с самого простого: электросварка для начинающих это, прежде всего, обучение выполнению различных швов. Более сложные работы можно будет выполнять, только набравшись опыта. Давайте разберем основы технологии и некоторые хитрости сварочного процесса.
🔎 С чего начать — подготовительный этап
Прежде всего нужно подготовить оборудование. Обязательно понадобится сварочный аппарат, комплект электродов, молоток для сбивания шлака и щетка. Диаметр электрода подбирается в зависимости от толщины листа металла. Не нужно забывать о защите. Готовим сварочную маску со специальным светофильтром, плотную одежду с длинным рукавом и перчатки, лучше замшевые. Так же понадобится сварочный выпрямитель, трансформатор или же инвертор – устройства, которые преобразовывают переменный ток в необходимый для сварки постоянный.
🔎 Технология сварочного процесса
Сварка – высокотемпературный процесс. Для его осуществления образуется и удерживается электрическая дуга от электрода к свариваемому изделию. Под ее воздействием происходит расплавление материала основы и металлического стержня электрода. Образуется, как говорят специалисты, сварочная ванна, в ней перемешивается основной и электродный металл. Величина образующейся ванны напрямую зависит от выбранного режима сварки, пространственного положения, скорости перемещения дуги, формы и размеров кромки и т.д. В среднем ее ширина составляет 8-15 мм, длина 10-30 мм и глубина – порядка 6 мм.
Под ее воздействием происходит расплавление материала основы и металлического стержня электрода. Образуется, как говорят специалисты, сварочная ванна, в ней перемешивается основной и электродный металл. Величина образующейся ванны напрямую зависит от выбранного режима сварки, пространственного положения, скорости перемещения дуги, формы и размеров кромки и т.д. В среднем ее ширина составляет 8-15 мм, длина 10-30 мм и глубина – порядка 6 мм.
Покрытие электрода, так называемая обмазка, при расплавлении образует особую газовую зону в районе дуги и над ванной. Она вытесняет весь воздух из области сварки и препятствует взаимодействию расплавленного металла с кислородом. Кроме того в ней находятся пары как основного, так и электродного металлов. Поверх шва образуется шлак, который так же препятствует взаимодействию расплава с воздухом, что отрицательно сказывается на качестве сварки. После постепенного удаления электрической дуги металл начинает кристаллизоваться и образуется шов, объединяющий свариваемые детали. Поверх него расположен защитный слой шлака, который впоследствии убирается.
🔎 Азы электродуговой сварки
В рекомендациях как правильно варить электросваркой особое внимание уделяется началу процесса. Лучше всего получать первый сварочный опыт под руководством специалиста, который сможет исправить возможные ошибки и дать полезный совет. Приступать к работе следует, надежно закрепив деталь. В целях пожарной безопасности около себя нужно поставить ведро с водой. По этой же причине нельзя выполнять сварочные работы на деревянном основании и небрежно относиться даже к очень небольшим остаткам использованного электрода.
Надежно крепим зажим «заземление». Проверяем, чтобы кабель был изолирован и аккуратно заправлен в специальный держатель. Выставляем на сварочном аппарате расчетное значение мощности тока, которое должно соответствовать выбранному диаметру электрода. Зажигаем дугу. Для этого устанавливаем электрод под углом порядка 60° относительно изделия. Медленно проводим им по поверхности. Должны появиться искры, теперь прикасаемся электродом к металлу и приподнимаем его на высоту не более 5 мм.
Должны появиться искры, теперь прикасаемся электродом к металлу и приподнимаем его на высоту не более 5 мм.
Если операция была выполнена верно, зажжется дуга. Пятимиллиметровый зазор необходимо удерживать на протяжении всей сварки. Нужно учитывать, что при правильном сваривании металла электросваркой электрод будет постепенно выгорать, поэтому его постоянно слегка приближаем к металлу. Перемещать электрод следует медленно, если он вдруг залипнет, придется слегка качнуть им в сторону. В случае если дуга не зажигается, возможно, нужно увеличить силу тока.
После того, как без проблем получается зажечь и поддержать дугу, пора переходить к наплавлению валика. Зажигаем дугу, медленно и плавно перемещаем по горизонтали электрод, выполняя им легкие колебательные движения. Расплавленный металл при этом как будто «подгребается» к самому центру дуги. В результате должен получиться крепкий шов с небольшими волнами, образованными наплавленным металлом.
Если в процессе сваривания деталей электрод выгорел практически полностью, а шов еще не завершен, работу временно прекращаем. Меняем использованный элемент на новый, удаляем шлак и продолжаем работу. На расстоянии порядка 12 мм от образовавшегося в конце шва углубления, которое еще называют кратером, зажигаем дугу. Электрод подносим к углублению так, чтобы образовывался сплав из металла старого и вновь установленного электрода, после чего сварка шва продолжается.
Меняем использованный элемент на новый, удаляем шлак и продолжаем работу. На расстоянии порядка 12 мм от образовавшегося в конце шва углубления, которое еще называют кратером, зажигаем дугу. Электрод подносим к углублению так, чтобы образовывался сплав из металла старого и вновь установленного электрода, после чего сварка шва продолжается.
Траектория движения дуги в процессе сваривания деталей может производиться по трем направлениям:
• Поступательное. Предполагает перемещение дуги вдоль оси электрода. Таким образом достаточно легко поддерживать стабильную длину дуги.
• Продольное. Формирует ниточный сварочный ролик, высота которого зависит от скорости, с которой перемещается электрод, и его толщины. Это обычный шов, но очень тонкий. Чтобы его закрепить, в процессе движения электрода вдоль свариваемого шва выполняют еще и поперечные перемещения.
• Поперечные. Позволяют получать нужную ширину шва. Выполняется путем колебательных движений. Их ширина подбирается исходя из размеров и положения шва, формы его разделки и т. п.
п.
На практике используются все три основных движения, которые накладываются один на другой и образуют определенную траекторию. Существуют классические варианты, однако у каждого мастера обычно «просматривается» собственный почерк. Главное, чтобы в ходе работы хорошо проплавлялись кромки соединяемых элементов, и получался шов заданной формы.
🔎 Особенности сваривания трубопровода
Дуговой электросваркой можно выполнить вертикальный шов, который располагается сбоку трубы, горизонтальный – по ее окружности. А так же потолочный и нижний, расположенные, соответственно сверху и снизу. Причем последний считается наиболее удобным в выполнении. Стальные трубы обычно свариваются встык с обязательным проваром всех кромок по высоте стенок. Чтобы уменьшить наплывы внутри трубы выбирается угол наклона электрода величиной не более 45°относительно горизонтали. Высота шва – 2-3 мм, ширина – 6-8 мм. При сварке внахлест высота шва составляет порядка 3 мм, а ширины – 6-8 мм.
Прежде, чем начать варить трубу электросваркой, выполняем подготовительные работы:
• Тщательно очищаем деталь.
• Если торцы трубы деформированы, обрезаем или выправляем их.
• Очищаем кромки. Минимум 10 мм прилегающей к кромкам трубы наружной и внутренней плоскости зачищаем до металлического блеска.
Теперь можно приступать к сварке. Все стыки обрабатываются непрерывно, вплоть до полного приваривания. Поворотные, а так же неповоротные стыки труб с шириной стенок до 6 мм производятся минимум в 2 слоя. При ширине стенок 6-12 мм – выполняется три слоя, более 19 мм – четыре. Особенность сваривания труб в том, что каждый шов, который накладывается на стык, должен очищаться от шлака, после этого выполняется следующий. Первый шов – наиболее ответственный. Он должен полностью расплавить все кромки и притупления. Его особенно внимательно рассматривают на предмет обнаружения трещин. Если они присутствуют, их выплавляют или же вырубают и снова заваривают фрагмент.
Второй и все последующие слои выполняются при медленном проворачивании трубы. Конец и начало всех слоев обязательно смещают относительно предыдущего слоя на 15-30 мм. Завершающий слой выполняется с плавным переходом на основной металл и с ровной поверхностью. Чтобы улучшить качество заваривания труб электросваркой каждый последующий слой ведется в обратную сторону относительно предыдущего, а их замыкающие точки обязательно располагают вразбежку.
Завершающий слой выполняется с плавным переходом на основной металл и с ровной поверхностью. Чтобы улучшить качество заваривания труб электросваркой каждый последующий слой ведется в обратную сторону относительно предыдущего, а их замыкающие точки обязательно располагают вразбежку.
Самостоятельная сварка – достаточно сложное мероприятие. Однако при желании освоить его все-таки можно. Нужно усвоить основные правила процесса и постепенно научиться выполнять самые простые упражнения. Не нужно жалеть силы и время на освоение азов, которые станут основой мастерства. Впоследствии можно будет смело переходить к более сложным приемам, оттачивая свои умения.
Как правильно варить электросваркой
В частном доме, на даче, в гараже и даже в квартире — везде есть немало работ, требующих сварки металла. Особенно остро эта необходимость ощущается в процессе стройки. Тут особенно часто требуются что-то подварить или отрезать. И если отрезать еще можно болгаркой, то надежно соединить металлические детали кроме сварки нечем. А если стройка ведется своими руками, то и сварочные работы вполне можно сделать самостоятельно. Особенно в тех местах, где красота шва не требуется. О том, как правильно варить сваркой, расскажем в этой статье.
Особенно остро эта необходимость ощущается в процессе стройки. Тут особенно часто требуются что-то подварить или отрезать. И если отрезать еще можно болгаркой, то надежно соединить металлические детали кроме сварки нечем. А если стройка ведется своими руками, то и сварочные работы вполне можно сделать самостоятельно. Особенно в тех местах, где красота шва не требуется. О том, как правильно варить сваркой, расскажем в этой статье.
Азы электросварки
Сварное соединения металла на сегодня — самое надежное: куски или детали сплавляются в единое целое. Происходит это в результате воздействия высоких температур. Большинство современных сварочных аппаратов для расплавления металла используют электрическую дугу. Она разогревает металл в зоне воздействия до температуры плавления, причем происходит это на небольшой площади. Так как используется электрическая дуга, то и сварка называется электродуговой.
Это не совсем правильный способ сварки)) Как минимум, вам нужна маска
Виды электросварки
Электрическая дуга может образовываться как постоянным, так и переменным током. Переменным током варят сварочные трансформаторы, постоянным — инверторы.
Переменным током варят сварочные трансформаторы, постоянным — инверторы.
Работа с трансформатором — более сложная: ток переменный, потому сварная дуга «скачет», сам аппарат — тяжелый и громоздкий. Еще немало напрягает шум, который издает при работе и дуга и сам трансформатор. Имеется еще одна неприятность: трансформатор сильно «садит» сеть. Причем наблюдаются значительные скачки напряжения. Этому обстоятельству очень не рады соседи, да и ваша бытовая техника может пострадать.
Инверторы в основном работают от сети 220 В. При этом они имеют небольшие габариты и вес (прядка 3-8 килограммов), работают тихо, почти не оказывают влияния на напряжение. Соседи и не узнают, что вы начали пользоваться сварочным аппаратом, если только не увидят. К тому же, так как дуга вызвана постоянным током, она не прыгает, ее проще перемешать и контролировать. Так что если вы решили научиться сваривать металл, начитайте со сварочного инвертора. О выборе инверторного сварочного аппарата читайте тут.
Технология сварочных работ
Для возникновения электрической дуги необходимы два токопроводящих элемента с противоположными зарядами. Один — это металлическая деталь, а второй — электрод.
Электроды, которые используются для ручной электродуговой сварки, представляет собой сердечник из металла, покрытый специальным защитным составом. Бывают еще графитовые и угольные неметаллические сварочные электроды, но они используются при специальных работах и начинающему сварщику вряд ли пригодятся.
При касании электрода и металла, имеющих разную полярность, возникает электрическая дуга. После ее появления, в том месте, куда она направлена, начинает плавиться металл детали. Одновременно плавится металл стержня электрода, переносясь с электрической дугой в зону плавления: сварную ванну.
Как образуется сварная ванна. Без понимания этого процесса вы не поймете, как варить металл правильно (Чтобы увеличить размер картинки щелкните по ней правой клавишей мышки)
В процессе также горит защитное покрытие, частично плавясь, частично испаряясь и выделяя некоторое количество раскаленных газов. Газы окружают сварную ванну, защищая металл от взаимодействия с кислородом. Их состав зависит от типа защитного покрытия. Расплавленный шлак также покрывает металл, способствуя еще и поддержанию его температуры. Чтобы правильно варить сваркой, необходимо следить за тем, чтобы шлак покрывал сварную ванну.
Газы окружают сварную ванну, защищая металл от взаимодействия с кислородом. Их состав зависит от типа защитного покрытия. Расплавленный шлак также покрывает металл, способствуя еще и поддержанию его температуры. Чтобы правильно варить сваркой, необходимо следить за тем, чтобы шлак покрывал сварную ванну.
Сварной шов получается при движении ванны. А двигается она при перемещении электрода. В этом и заключается весь секрет сварки: нужно с определенной скоростью передвигать электрод. Важно также в зависимости от требующегося типа соединения правильно подбирать его угол наклона и параметры тока.
По мере остывания металла на нем формуется корка шлака — результат горения защитных газов. Она также защищает металл от контакта с кислородом, содержащимся в воздухе. После остывания его оббивают молотком. При этом разлетаются горячие осколки, потому защита глаз обязательна (надевайте специальные очки).
Как научиться варить сваркой
Начинается все с подготовки рабочего места.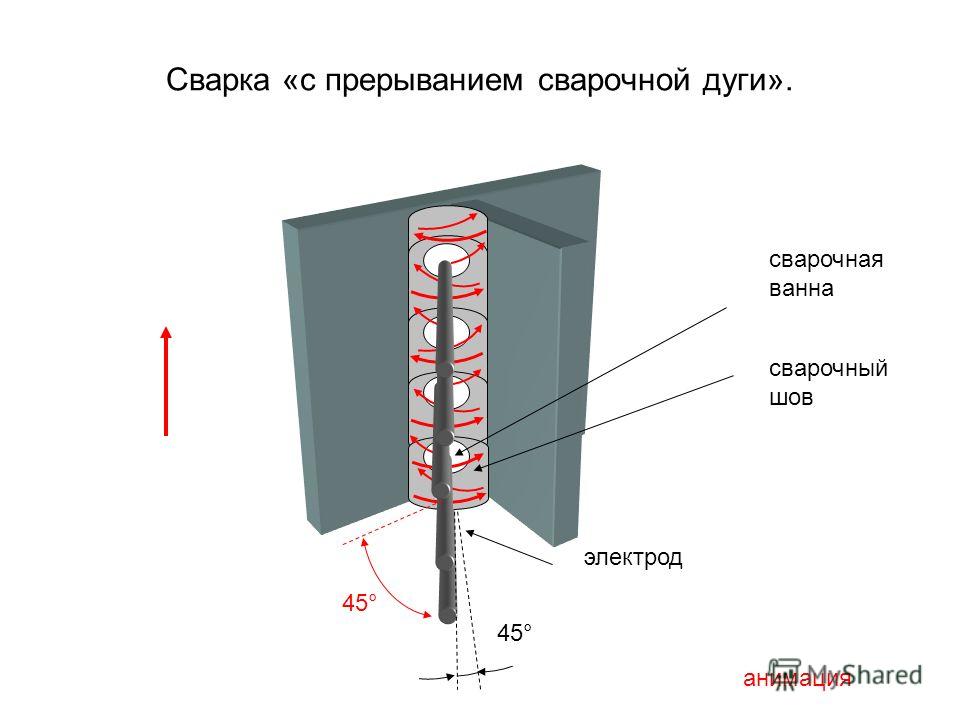 Безопасности при работе с электросваркой необходимо уделять повышенное внимание: тут есть возможность получить травму и от электричества, и от высоких температур. Потому к подготовке отнеситесь серьезно.
Безопасности при работе с электросваркой необходимо уделять повышенное внимание: тут есть возможность получить травму и от электричества, и от высоких температур. Потому к подготовке отнеситесь серьезно.
Учится варить электросваркой удобнее на толстом куске металла: на нем лучше практиковаться. Кроме него и сварочного аппарата, понадобятся краги (толстые перчатки) и маска сварщика. Также необходима плотная одежда, защищающая все тело, прочная обувь толстой кожи. Они должны выдерживать попадание искры и окалины. Нужна будут также молоток и металлическая щетка для того, чтобы сбивать шлак. Для защиты глаз при этом нужны будут очки.
Как подключать электрод
Сварочные работы для начинающих проще будет проводить, если взять универсальный электрод диаметром 3 мм (3,2 мм, если точно). Они стоят дороже, но работать с ними легче. После того как вы научитесь варить металл, можно будет попробовать использовать более дешевые, но начинать лучше с этих.
Электрод вставляется в держатель, закрепленный на одном из сварочных кабелей. Есть два типа фиксаторов — пружинный и винтовой. Если держатель электрода пружинный, нажимаете на клавишу на ручке и в появившееся гнездо вставляете электрод. При винтовом зажиме ручка вращается. Раскручиваете ее, вставляете электрод и зажимаете. В любом случае он не должен шататься. Установив электрод можно подключать кабели.
Есть два типа фиксаторов — пружинный и винтовой. Если держатель электрода пружинный, нажимаете на клавишу на ручке и в появившееся гнездо вставляете электрод. При винтовом зажиме ручка вращается. Раскручиваете ее, вставляете электрод и зажимаете. В любом случае он не должен шататься. Установив электрод можно подключать кабели.
На сварочном аппарате постоянного тока есть два выхода: положительный и отрицательный. Также есть два сварочных кабеля:
- один заканчивается металлическим зажимом-фиксатором — подсоединяется к детали;
- другой — держателем для электрода.
Какую полярность подключать для сварки зависит от типа работы. Если говорить об инверторах, то чаще плюс подключают на деталь, а минус подают на электрод. Такой вариант включения называют прямой полярностью. Но есть перечень работ, при которых подают обратную полярность: минус — на деталь, плюс — на электрод (например, для сварки нержавейки).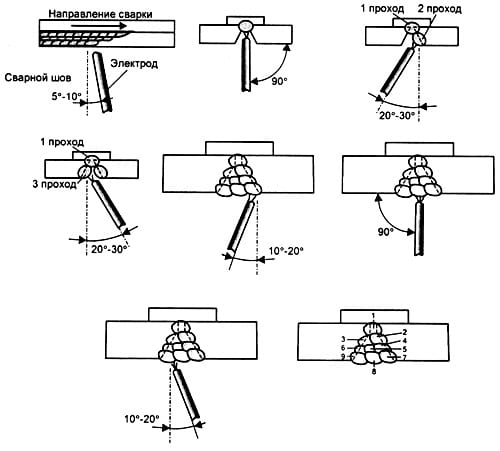
Прямая и обратная полярность подключения на сварочном инверторе
Прямая полярность обеспечивает лучший прогрев металла, что и необходимо для большей части соединений. Это объясняется тем, что электроны движутся от отрицательно заряженного полюса — при прямой полярности это электрод — к положительному — детали. При этом они дополнительно передают металлу свою энергию, повышая его температуру.
Начало сварки: зажигаем дугу
Как подключить электрод к инвертору разобрались. Теперь о том, как зажечь дугу. Возникает она при непосредственном контакте электрода и детали. Есть два способа:
Из названия все ясно: в одном случае нужно провести электродом вдоль шва (чтобы не осталось следов), во втором — несколько раз стукнуть по детали кончиком электрода.
Когда электрод новый, его кончик оголен, розжиг происходит легко. Если он уже был в работе, вокруг стержня образовалась стенка в несколько миллиметров из защитного покрытия. Это покрытие нужно отбить, несколько раз стукнув кончиком по детали.
Оба способа розжига используются, тут выбирает каждый, кому как удобно. Этот навык — первый, который вам придется освоить, если вы хотите научиться пользоваться электросваркой.
Потому берете несколько электродов, толстый кусок металла, и пытаетесь зажечь дугу. Как только у вас стало, получаться, можно приступать к следующему этапу обучения.
Наклон электрода
Основное положение электрода — наклоненное чуть к себе — на угол от 30° до 60° (смотрите рисунок). Величину наклона подбирают в зависимости от необходимого сварного шва и от выставленного тока. Ориентируются на состояние сварной ванны.
Первое положение называется «углом назад». В этом случае ванна и расплавленный шлак движется за кончиком электрода. Его угол наклона и скорость движения должны быть такими, чтобы шлак успевал накрывать расплавленный металл. В таком положении получаем прогрев металла на большую глубину.
Техника ручной дуговой сварки: положение электрода углом вперед и углом назад
Бывают ситуации, когда металл сильно разогревать не нужно. Тогда угол наклона меняется на противоположный, шов и ванна «тянутся» за электродом. В этом случае глубина прогрева получается минимальной.
Тогда угол наклона меняется на противоположный, шов и ванна «тянутся» за электродом. В этом случае глубина прогрева получается минимальной.
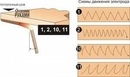
Движения электрода
Ответить на вопрос «как правильно варить электросваркой» просто: нужно контролировать сварную ванну. Для этого необходимо удерживать электрод на расстоянии 2-3 мм от поверхности металла и контролировать состояние и размер сварной ванны. Вот в этом и заключается мастерство сварщика.
Сложность заключается в том, что одновременно приходится контролировать несколько параметров:
- двигать электрод по одной из показанных на фото траекторий,
- по мере выжигания опускать его чуть ниже, сохраняя постоянное расстояние в 2-3 мм;
- следить за размерами и состоянием сварной ванны, ускоряя или замедляя движения электродом;
- следить за направлением шва.
Движения кончика электрода показаны на рисунке. Желающим научиться электросварке для домашнего применения все их осваивать не нужно, но два-три движения вам понадобятся: для разных ситуаций, швов и металлов.
Еще один элемент техники ручной дуговой сварки: кончик электрода должен двигаться по одной из этих траекторий (или по какой-то похожей)
Как научиться варить электросваркой? Отрабатывать движения на толстом куске металла. Получаются тогда не швы, а валики. Этот этап — начальный. На нем вы освоите элементарные навыки сварщика: научитесь контролировать расстояние от кончика электрода до детали, и при этом, двигать его по заданной траектории, следить за сварной ванной и шлаком в ней.
Для этого берете толстый металл, мелом прочерчиваете на нем линию: по ней нужно будет уложить валик. Разжигаете дугу и начинаете осваивать движения, учась одновременно контролировать ванну. У вас получится не с первого, и, даже, не с десятого раза. Электродов изведете, наверное, с десяток. Когда техника ручной дуговой сварки будет отработана: валик будет равномерным, ширина и высота его постоянными (или почти), можно пробовать соединять детали.
Похожие валики должны получаться у вас. Так вы сможете научиться правильно варить сваркой электродами
Так вы сможете научиться правильно варить сваркой электродами
Как правильно сваривать металл
Научится правильно держать электрод и двигать ванну для хорошего результата недостаточно. Необходимо знать, некоторые тонкости поведения соединяемых металлов. А особенность заключается в том, что шов «тянет» детали, из-за чего их может перекосить. В результате форма изделия может сильно отличаться от задуманной.
Технология электросварки: перед началом наложения шва, детали соединяют прихватками — короткими швами, расположенными на расстоянии 80-250 мм друг от друга
Потому перед работой детали закрепляют струбцинами, стяжками и другими приспособлениями. Кроме того делают прихватки — короткие поперечные швы, проложенные через несколько десятков сантиметров. Они скрепляют детали, придавая изделию форму. При сварке стыков их накладывают с двух сторон: так возникающие напряжения компенсируются. Только после тих подготовительных мероприятий начинают сварку.
Как выбрать ток для сварки
Научиться варить электросваркой невозможно, если не знать, какой выставлять ток. Он зависит от толщины свариваемых деталей и используемых электродов. Их зависимость представлена в таблице.
Он зависит от толщины свариваемых деталей и используемых электродов. Их зависимость представлена в таблице.
Но при ручной электродуговой сварке все взаимосвязано. Например, в сети упало напряжение. Выдать необходимый ток инвертор просто не может. Но даже в этих условиях работать можно: можно медленнее двигать электрод, добиваясь хорошего прогрева. Если и это не помогло, меняете тип движения электрода — несколько раз проходя по одному месту. Еще один способ — поставить тоньше электрод. Комбинируя все эти методы можно добиться хорошего сварного шва даже в таких условиях.
Как правильно варить сваркой вы теперь знаете. Осталось отработать навыки. Выбирайте сварочный аппарат, покупайте электроды и сварочную маску и приступайте к практике.
Чтобы закрепить информацию и допускать меньше ошибок, посмотрите видео-урок по сварке.
С чего начать сварку электродами
Электросварка – это самый распространенный способ получения неразъемного соединения. Доступность и простота оборудования для проведения сварочных работ позволяют даже начинающим электросварщикам выполнять сборку несложных металлоконструкций самостоятельно.
Доступность и простота оборудования для проведения сварочных работ позволяют даже начинающим электросварщикам выполнять сборку несложных металлоконструкций самостоятельно.
Желающим узнать, как научиться сваривать детали, надо начинать с азов электросварки, происходящей при помощи электродов.
Критерии выбора оборудования и материалов
Перед началом любого обучения необходимо оборудовать сварочный пост домашнего умельца. В первую очередь это касается сварочных аппаратов и электродов, а затем уже переходить к азам.
Для проведения разовых работ можно арендовать сварочный аппарат у специализированных компаний, но если работы предстоит много, лучшим решением будет покупка надежного, с достаточным уровнем мощности агрегата.
Можно выполнить сварку газом, но это более затратный способ. Для различных целей промышленностью выпускаются следующие виды оборудования:
- сварочный аппарат (трансформатор), предназначен для преобразования переменного токов в сварочный ток большой силы. Дешевые аппараты для сварки могут сильно перегреваться даже при небольших нагрузках, да и сварочный ток они выдают неравномерный с большими перепадами;
- выпрямители преобразуют переменный ток сети в постоянный. Это наиболее производительные аппараты, обладающие хорошими характеристиками, но стоят они на порядок дороже;
- современные инверторы способны преобразовывать переменный ток в постоянный, они отличаются высокими производительными характеристиками при небольших габаритах и весе. На сегодняшний день это самый доступный, надежный вид сварочного оборудования, многие сварщики пользуются ими. Это оптимальный вариант для начинающих, на котором можно отрабатывать азы работы с электродами.
 Дешевые аппараты для сварки могут сильно перегреваться даже при небольших нагрузках, да и сварочный ток они выдают неравномерный с большими перепадами;
Дешевые аппараты для сварки могут сильно перегреваться даже при небольших нагрузках, да и сварочный ток они выдают неравномерный с большими перепадами;Начинающим надо знать, что для электродуговой сварки применяют электроды. Информация об электродах относится к азам обучения. От качества электрода и подходящего по составу сердечника зависит успех сварки.
Изделие достаточно простое по конструкции. Это стальная проволока из различных материалов и сплавов, с нанесенной на нее специальной обмазкой (покрытием).
Покрытие предотвращает попадание в сварочную ванну нежелательных газов. Для бытового использования наиболее подходят электроды с толщиной сердечника 3 мм. Ручная сварка очень тонкого листового металла производится электродами сечением 2 мм.
Организация рабочего места и надежная экипировка сварщика
При сварке электродами происходит сильное инфракрасное излучение. Для защиты глаз и кожи необходимо использовать специальную сварочную маску и защитную одежду из плотного материала.
Сварочную маску лучше покупать со стеклом хамелеоном, с возможностью регулировки степени затемнения стекла. На руки нужно одевать спилковые перчатки или варежки. Защитной одеждой надо пользоваться независимо от того, начинающий ты сварщик или специалист.
Место сварки нужно огораживать защитными экранами, для предохранения поражения глаз окружающих, особенно в домашних условиях. Сварочная обувь не должна быть подбита гвоздями.
В такой обуви сварщик будет постоянно пританцовывать даже при незначительной сырости воздуха. Перед сваркой обязательно убедитесь в надлежащем заземлении рабочего места.
Перед сваркой обязательно убедитесь в надлежащем заземлении рабочего места.
Закончив подготовительные работы можно приступать к обучению сварочному делу и получению азов.
Последовательность действий
Пошаговая инструкция предусматривает выполнение нескольких видов работ. Сначала потребуется оснастить сварочный инвертор. От него отводят 2 кабеля. Один предназначен для подключения провода массы.
На другой, достаточной длины, подключают промышленный или самодельный держатель. Процесс обучения электросварке – дело достаточно сложное и требует большого времени.
Регулировка тока
Руководство по проведению сварочных работ включает сведения о настройках аппарата. Обязательной регулировке подлежит сварочный ток. Сначала не потребуется выставлять максимальное значение этой величины.
Все данные указываются в таблице на упаковке электродов. Выставлять надо меньшее значение и приступать к обучению.
С опытом, когда получится зажигать дугу и делать простейший шов, необходимо выставлять большее значение силы сварочного тока. Это позволит лучше прогреть металл и выполнить более качественный шов.
Это позволит лучше прогреть металл и выполнить более качественный шов.
Сварочная дуга
Уроки сварки для начинающих невозможно представить без обучения зажиганию дуги. Сначала электрод будет постоянно липнуть к металлу. Рекомендуется 2 способа зажигания дуги:
- проведением кончиком электрода по поверхности деталей;
- зажигать дугу можно постукивая электродом. Иногда, при использовании электродов марки МР-5, сварщику приходится стучать часто и долго.
В первом случае не остается значительных следов на деталях, второй способ важен при большом слое обмазки на кончике электрода. Иногда приходится обтачивать концы электродов перед сваркой.
Научиться очень просто. Просто постукиваете, и при зажигании дуги главное не втыкать электрод в расплавленный металл и не относить его на большое расстояние. В первом случае дуга потухнет. Второй вариант приведет к образованию сильных брызг и нарушения валика шва.
Обучаться лучше на толстом металле. Только научившись зажигать дугу и поддерживать ее горение можно переходить к следующему этапу обучения.
Вырабатываем правильный угол наклона
Самое распространенное положение электрода – это промежуток наклона от 30 ° до 60 °. Очень редко возникает необходимость варить, держа сердечник под прямым углом. Выбирая наклон, надо следить за поведением шлака в сварочной ванночке.
Он должен надежно укрывать ее, но без растекания металла. Нельзя уходить сильно вперед ванны. Для начала поставьте держатель под прямым углом, и постепенно делая угол острее, добивайтесь нормального заполнения сварочной ванны шлаком.
От выработки нормального положения держателя электрода зависит качество сварки. Начинающий сварщик должен работать, укладывая швы только в нижнем положении, на толстом металле.
Освоив азы, можно постепенно переходить к горизонтальному и вертикальному шву. В зависимости от толщины деталей придется также регулировать угол. Со временем эта операция будет выполняться на автомате.
Движения держателем
Для правильной сварки необходимо удерживать кончик сердечника электрода на расстоянии не менее 2 мм и видеть сварочную ванну.
Проблема для начинающих заключается в необходимости выполнения сразу нескольких действий одновременно. Для лучшего наполнения валика стыка необходимо вести электрод несколькими способами.
Для сварки металла, толщина которого более 6 мм, лучше использовать движение треугольником. А менее этой толщины деталей лучше применять ломанную зигзагообразную линию сварки.
Сначала потребуются только эти способы ведения электрода. Обращайте внимание на постоянный размер колебательных движений. Возможно, сначала потребуется вести электрод просто по прямой линии, для получения навыков.
Не думайте, что у вас все получится с первой попытки. Это долгий процесс, поэтому надо запастить терпением, осваивая азы.
Основные правила стыковки деталей
После того, как освоены азы сварки, необходимо самостоятельно варить металлоконструкции, переходить к выполнению простейших операций по сборке и прихватке узлов в бытовых условиях. Как правило, домашний мастер не варит толстый металл, поэтому о разделка кромок не потребуется. Для начала можно потренироваться соединять профильную трубу. Для этого потребуется на концах деталей зарезать острые углы, для большей площади провара.
Детали вставляют в угловую струбцину и фиксируют поджимной планкой. Теперь необходимо предварительно прихватить с нескольких сторон. Для этого зажигают дугу и ставят небольшую точку.
Не требуется выдерживать большой катет, необходимо просто зафиксировать детали. После проверки диагоналей, выполняют прихватки со всех доступных сторон. Теперь снимают конструкцию и обваривают ее надежным и качественным швом.
Если хорошо усвоены уроки по углу наклона, укладке металла в расплавленную сварочную ванну, то операции по сборке металлоконструкций не вызовут затруднений даже для чайников в сварочном деле.
Изучив основы сварки и набравшись теоретических знаний, надо как можно чаще практиковаться, одевать сварочную экипировку, включать сварочный аппарат и долгое время оттачивать свое мастерство. Только практика позволит стать сварщиком высокого класса.
Как правильно варить шов электросваркой начинающим: технология и правила
Самым надежным и прочным способом соединения деталей остается сварочный шов. Без сварки сегодня не может обойтись ни одно производство, применяется она и в быту. Практически каждый домашний умелец обязательно использует сварку.
Конечно, не все умеют правильно сваривать детали, им приходится пользоваться услугами профессиональных сварщиков. Но при большом желании, можно научиться сваривать детали своими руками.
Самой простой считается электросварка. Именно с нее начинается изучение сварочного процесса. Только после приобретения определенного опыта в получении хорошего шва, можно приступать к выполнению сложной работы. Давайте познакомимся с основами сварочного технологического процесса и его нюансами.
Подготовительные работы
Прежде чем начать сварку, детали сначала выправляют и затем хорошо чистят. Причем очищать детали необходимо до начала сборки узла. Появление дефектов сварочного шва обычно связано с различными видами загрязнений:
- Ржавчины;
- Масла;
- Окалины.
Очень важно хорошо зачистить металл там, где будут проводиться сварочные работы. Это касается кромок каждой детали. Любое загрязнение в щели между свариваемыми деталями, должно быть обязательно удалено. Можно выжечь грязь сильным пламенем горелки, продуть мощной струей сжатого воздуха.
Очищать поверхность можно самыми разными способами:
- Щеткой с металлическим ворсом;
- Иглофрезами;
- Гидропескострйными системами;
- Дробью;
- Горелкой;
- Шлифовальным кругом;
- Травлением;
- Растворителем.
После подготовки инструментов и материала, давайте разберемся по шагам как правильно варить электросваркой.
Возбуждение сварочной дуги
Чтобы возбудить дугу, существует несколько способов.
Вариант 1. Сварщик кончиком электрода должен прикоснуться к металлической поверхности, затем быстро отвести его назад на несколько миллиметров (2 – 4). Как результат появится дуга. Её длина поддерживается медленным опусканием электрода. Все зависит от величины расплавления. Перед тем как образуется дуга, лицо работника обязательно должно быть закрыто защитным щитком.
Вариант 2. Возбудить сварочную дугу можно и другим способом. Кончиком электрода сварщик быстро проводит по металлической поверхности, затем также быстро поднимает его на пару миллиметров. Между электродом и поверхностью металлом появится дуга. Во время сварки необходимо стремиться поддерживать очень короткую дугу. Возле шва будут образовываться небольшие капли металла. Плавление электрода будет плавным и спокойным. Шов получается глубоким и прочным.
Если размер дуги будет слишком длинным, основной металл недостаточно хорошо проплавится. Металл электрода при сварке начнет окисляться, появятся сильные брызги. Шов после такой сварки будет неровным, с многочисленными окисными вкраплениями.
Длину дуги можно легко определить по звуку её горения. Если длина имеет стандартные значения, звук будет однотонным и равномерным. Очень длинная дуга начнет издавать резкие звуки, которые будут постоянно сопровождаться сильными хлопками.
Если дуга оборвалась, ее возбуждают снова. Кратер, на котором оборвалась дуга, тщательно заваривают. Если необходимо сварить очень важный узел, который будет эксплуатироваться при знакопеременной нагрузке, а также возможно появление «усталости», категорически запрещается возбуждать дугу прямо на поверхности основного металла. Если возбуждение будет происходить не по шву, возможно появление «ожога» металла. В этом месте шов может просто разрушиться при эксплуатации детали.
Первые шаги
Чтобы научиться, хорошо сваривать детали, сначала практикуются на ненужных металлических валиках. Не требуется создавать соединительные швы, необходимо просто научиться правильно расплавлять материал. Поверхность металла не должна иметь следов ржавчины и быть хорошо очищенной.
Как делаются валики
Электрод вставляется в держатель. Чтобы вызвать появление тока в области плавления, достаточно чиркнуть по поверхности металла кончиком электрода, или просто постучать несколько раз по заготовке.
Когда появится электрическая дуга, электрод направляется на заготовку, с выдержкой постоянного зазора между поверхностью металла и электрической дугой. Зазор должен иметь постоянное значение, и лежать в диапазоне 3–5 миллиметров.
Важно! Чтобы получить качественный шов, необходимо все время поддерживать одинаковую длину дуги. Если изменить эту величину, дуга может прерваться, шов будет иметь много дефектов.
Направление электрода делается под определенным углом относительно плоскости заготовки. Самым оптимальным считается угол в 70 градусов, Наклон не имеет определенного значения, главное чтобы сварщику было удобно. В процессе работы сварщик сам находит для себя оптимальное положение, в зависимости от специфичности выполняемой работы.
Во время таких практических занятий нужно научиться правильно, подбирать силу тока, чтобы подача все время оставалась стабильной. Если тока будет недостаточно, дуга будет постоянно гаснуть. При очень мощном потоке, начнется проплавление металла. Только экспериментальным путем можно научиться, правильно устанавливать режим сварки.
Техника получения хорошего сварного соединения
Когда валики начнут получаться ровными, можно попытаться начать изготавливать соединительные швы. Такую операцию сможет выполнить достаточно опытный практикант, который умеет варить электросваркой.
Зажигание электрода выполняется согласно описанной выше технологии. Единственным отличием будет движение руки сварщика. Она будет выполнять колебательные движения. Расплав будет как бы переходить с одной поверхности детали на другую. Движение может происходить по нескольким траекториям:
- Зигзагообразная;
- Петлевидная;
- Елочкой;
- Серпом.
Для тренировки можно взять небольшую металлическую заготовку. По поверхности мелом провести линию, чтобы ее можно было увидеть через темное стекло маски. Именно по ней нужно двигаться электродом, чтобы получить своеобразный шов, в виде любой вышеуказанной траектории.
После того, как шов остыл нужно молотком отбить шлак и рассмотреть проделанную работу.
Когда появился небольшой опыт можно начинать изготавливать соединительные швы, которые имеют несколько видов:
- Тавровые;
- Стыковые;
- Угловые;
- Внахлест.
Кроме того, такие швы могут быть горизонтальными и вертикальными, могут свариваться в разных направлениях.
Только после многочисленных тренировок можно добиться равномерного движения руки. После этого можно получить красивые детали.
Как продолжить сварку после её остановки?
Так как варить электросваркой длинный шов без остановки невозможно, приходится менять электрод или были другие причины прерывания, то на месте остановки получается небольшое углубление, получившее название: кратер. Для возобновления работы, необходимо выполнить следующие действия:
1.Дуга должна зажигаться не на самом кратере. Необходимо отступить от него 12 мм. Затем ее медленно пододвигают к кратеру.
2.Колебательными движениями тщательно заваривается сам кратер.
3.После этого можно продолжать сварку, выдерживая установленный режим. Для получения надежного соединения, сварка должна иметь несколько слоев:
- Заготовка, толщиной 6 мм – 2 слоя;
- При толщине 6–12 мм – 3 слоя;
- Если толщина металла превышает 12 мм – 4 слоя.
Движение электрода в каждом слое должно быть одинаковым. Сварочный шов, после завершения операции обрабатывают, снимая все излишки.
Как получаются вертикальные швы
На рисунке 69а, показана вертикальная сварка. Так как варить вертикальный шов электросваркой достаточно проблемно из-за того, что капли расплава стремятся упасть, то нужно варить такие швы используют короткую дугу. Поверхностное натяжение не дает каплям сразу скатиться вниз. Они быстрее попадают в кратер.
Кончик электрода убирают от капли, чтобы она стала твердой. Вертикальную сварку нужно начинать снизу, постепенно двигаясь наверх. Нижележащий кратер не даст упасть каплям металла. Смотри рисунок 69в. При работе можно наклонять электрод. Когда его наклоняют вниз, сварщик видит, как распределяются капли в месте разделки шва.
Когда нужно выполнить вертикальную сварку, начинаются с верхней точки, электрод необходимо установить в положение I. Смотри рисунок 69г.
Когда капли начинают опускаться, электрод устанавливается в положение II. Капля не будет стекать, ей не позволит короткая дуга.
Наиболее подходящим диаметром электродов для вертикальной сварки, считаются 3 – 4 мм. Величина тока не должна быть очень высокой, примерно 160 ампер.
Чтобы добиться минимального стекания расплава, когда свариваются горизонтальные швы (смотри рисунок. 70, а), кромки скашиваются у одной верхней детали.
Возбуждение дуги должно происходить на нижнем торце (положение I). Затем дуга переводится на торец верхней детали (положение II). Стекающая капля начинает подниматься.
Как должен двигаться конец электрода, когда выполняется однослойная горизонтальная сварка, можно посмотреть на рисунке 70а, в правой стороне.
Горизонтальные швы разрешается варить в виде продольных валиков. Самый первый должен вариться 4 миллиметровым электродом, а все остальные, диаметром 5 миллиметров.
Это основные нюансы, которые позволят правильно варить вертикальный шов электросваркой.
Как электросваркой сварить потолочный шов
Частый вопрос: как варить потолочный шов электросваркой, ведь он стекает? Ответ прост: такие швы варятся короткой дугой. Сварочный электрод должен иметь тугоплавкое покрытие. Когда происходит сварочный процесс, на торце возникает чехольчик, который не позволяет каплям металла, скатиться вниз. (Смотри рисунок. 70, б). Во время работы конец электрода равномерно удаляют, а потом приближают к свариваемой детали. Когда удаляется, дуга сразу гаснет, шов начинает твердеть. Чтобы выполнить потолочную сварку, независимо от направления, пользуются только электродами малых диаметров. Сила тока уменьшается (10-12%), если сравнивать сварку металла аналогичной толщины, производимой внизу.
Когда свариваются потолочные швы, начинают всплывать пузырьки газа. Они оказываются в самом корне шва. От этого страдает прочность и качество сварного соединения.
Применение потолочной сварки имеет ограниченный характер. О ней вспоминают, когда невозможно получить шов из нижнего положения.
Как варятся угловые швы
Расплавленный металл при этой сварке, будет стекать вниз. Оптимальным способом сварки подобных швов из нижнего положения, считается «в лодочку». Деталь устанавливается таким образом, чтобы не происходила течь шлака прямо перед дугой. (Смотри рисунок. 68, а).
Когда сваривается угловой шов, при горизонтальном расположении нижней плоскости, иногда плохо провариваются вершины угла.
Причиной образования такого непровара может стать начало сварочного процесса с листа, стоящего вертикально. Расплавленный металл начинает стекать вниз, на лист, не успевший хорошо прогреться. Именно поэтому варить такие швы нужно с нижней плоскости. Причем дуга должна зажигаться в определенной точке (А). Движение должно осуществляться согласно схеме рисунка 68 б.
Электрод наклоняется под 45 градусов, по отношению к свариваемым деталям. Во время сварки нужно электрод немного наклонять в разные стороны. (Смотри рисунок 68 в).
Если угловые швы варятся не «в лодочку», сварка делается однослойной, с катетом шва менее 8 мм. Если величина катета превышает это значение, выполняют несколько слоев.
Для сварки нескольких слоев углового шва, нужно сначала создать узкий валик. Для этого пользуются 3-4 мм электродом. Такой диаметр позволяет полностью проварить корень.
Чтобы определить количество проходов, учитывают размер площади поперечного сечения, имеющегося шва. Обычно эта величина равна 30—40 кв. миллиметров. Рисунок 68 г наглядно показывает, как должны выглядеть угловые швы с разным количеством слоев, имеющие разделку кромок, полностью проваренные.
Как варятся стыковые швы
Если кромки не имеют скосов, накладываемый валик должен иметь небольшое расширение с каждой стороны стыка. Чтобы не допустить непровара, требуется создать равномерное распределение расплавленного металла.
Только правильная установка тока и грамотный подбор электродов, позволит хорошо проварить 6 миллиметровый металл, если детали не имеют скоса кромок. Величина тока подбирается опытным путем. Для чего сваривается несколько пробных планок.
Если детали имеют V-образные скосы, стыковая сварка может быть однослойной или иметь несколько слоев. Главную роль в этом вопросе играет толщина металла.
Когда варится один слой, возбуждение дуги должно происходить в пункте «А», на границе скоса, согласно рисунку 67а. После чего электрод опускают вниз. Полностью проваривается корень шва, затем дугу отправляют на следующую кромку.
Когда электрод движется по скосам, его движение специально замедляют, чтобы обеспечить хороший провар. На корне шва, наоборот ускоряют движение, чтобы не допустить сквозного прожога.
На обратной стороне сварочного соединения, профессионалы советуют накладывать дополнительный подварочный шов.
В некоторых случаях на противоположную сторону шва монтируют стальную 2-3 миллиметровую подкладку. Для этого повышают сварочный ток, примерно на 20–30% относительно стандартной величины. Сквозное проплавление в данном случае полностью исключается.
Когда создается валик шва, стальная подкладка также приваривается. Если она не мешает конструкции изделия, ее оставляют. При сварке очень важных конструкций, делается проварка противоположной стороны корня шва.
Если нужно сварить стыковой многослойный шов, вначале проваривается корень шва. С этой целью используют электроды, диаметром 4–5 миллиметров. Затем выполняется наплавка следующих слоев расширенными валиками, для чего используются электроды больших размеров (Смотри рисунки 67, б, в).
Подбор сварочных электродов
Чтобы правильно выбрать подходящий электрод, необходимо учесть несколько важных параметров:
- Толщину заготовки;
- Марку стали.
В зависимости от вида электрода подбирается значение силы тока. Сварка может выполняться в самых разных положениях. Нижняя подразделяется на группы:
- Горизонтальная;
- Тавровая.
Сварка вертикального типа может быть:
- Снизу вверх;
- Потолочная;
- Тавровая,
Каждый производитель в инструкции к электродам, обязательно сообщает значение сварочного тока, при котором они будут нормально работать. В таблице показаны классические параметры, применяемые опытными сварщиками.
На величину силы тока оказывает влияние пространственное положение, а также величина зазора. К примеру, чтобы работать с 3 миллиметровым электродом, сила тока должна достигать 70–80 ампер. Таким током можно пользоваться для выполнения потолочной сварки. Этого будет достаточно для сварки деталей, когда величина зазора намного превосходит диаметра электрода.
Чтобы варить снизу, при отсутствии зазора и соответствующей толщине металла, разрешается для обыкновенного электрода установить силу тока в 120 ампер.
Сварщики с большим опытом рекомендуют для расчета использовать определенную формулу.
Для определения силы тока берется 30–40 ампер, которые должны соответствовать одному миллиметру диаметра электрода. Другими словами, для 3 мм электрода нужно установить ток 90-120 ампер. Если диаметр равен 4 мм, сила тока будет равна 120–160 амперам. Если выполняется вертикальная сварка, сила тока уменьшается на 15 %.
Для 2 мм устанавливается примерно 40 – 80 ампер. Такую «двойку» всегда считают очень капризным.
Существует мнение, что если диаметр электрода имеет малые значения, значит с ним очень легко работать. Однако это мнение ошибочно. К примеру, чтобы работать с «двойкой» нужна определенная сноровка. Электрод быстро горит, он начинает сильно греться при установке большого тока. Такой «двойкой» можно варить тонкие металлы при малом токе, но необходим опыт и большое терпение.
Электрод 3 — 3.2 мм. Сила тока 70–80 Ампер. Сварка должна проводиться только на постоянном токе. Опытные сварщики считают, что выше 80 ампер, невозможно выполнить нормальную сварку. Это значение годится для резки металла.
Сварку нужно начинать с 70 Ампер. Если увидите, что невозможно проварить деталь, добавьте еще 5-10 Ампер. При непроваре в 80 ампер, можно установить 120 ампер.
Для сварки на переменном токе можно установить силу тока 110-130 ампер. В некоторых случаях устанавливают даже 150 Ампер. Такие значения характерны для трансформаторного аппарата. При сварке инвертором, эти значения намного ниже.
Электрод 4 мм. Сила тока 110-160 Ампер. В данном случае разброс, равный 50 амперам зависит от толщины металла, а также вашего опыта работы. «Четверка» также требует особого мастерства. Профессионалы советуют начинать со 110 ампер, постепенно увеличивая силу тока.
Электрод 5 миллиметров и больше. Такие изделия считаются профессиональными, их используют только профи. В основном их применяют для наплавки металла. В сварочном процессе они практически не участвуют.
Зачем прокаливают электроды
Это делается только с одной целью, удалить влагу. При сварке сырым электродом, возможно появление дефектов сварочного шва. Такой электрод будет все время липнуть к детали.
В каждой строительной компании обязательно установлено оборудование, которое прокалывает электроды. Такая операция недоступна сварщикам-любителям.
Если вы начали работать с новой пачкой, но не смогли израсходовать ее до конца, оставшееся количество электродов нужно спрятать в сухое и теплое место. Никогда не храните электроды в подвале и на чердаке. Они быстро отсыреют и придут в негодность.
Заключение
Правила сварки достаточно просты, стоит лишь несколько раз потренироваться на ненужном куске железа. Главное следуйте всем приведенным инструкциям и у вас точно все получится. Сможете варить дуговой сваркой и на потолке и на стене.
Похожие статьи:
Как приготовить электросваркой? Как проварить вертикальный шов электросваркой. Как варить металл электросваркой
Часто бывает необходимо соединить металлические детали или фрагменты деталей. Есть несколько способов получить желаемый результат. Самым распространенным методом соединения деталей из железа и стали является электросварка.
На чем он основан?
Как приготовить электросваркой? Чтобы понять принцип, нам нужно вспомнить физику из школьной программы.Один из проводов сварочного аппарата подсоединяется к заготовке. Когда электрод соприкасается с этой поверхностью, возникает электрическая дуга. В месте контакта образуется углубление, которое заполняется расплавленным металлом по мере движения электрода. Края металлических деталей плавятся под воздействием огромной температуры и превращаются в единое целое.Способы зажигания дуги
Изучая, как варить металл электросваркой, стоит узнать кое-что о самом методе. Расстояние и электрический высокотемпературный импульс между деталью и электродом называют дугой.Создать такие условия можно двумя способами:
- В первом случае электрод (быстро касающийся) «чиркнул» по утюгу, как спичкой. Дугу нужно держать, ведя добавку на несколько мм от рабочей поверхности металла.
- Во втором случае кончик электрода должен быть остро заклеен лентой по заготовке.
Образовавшаяся дуга не должна погаснуть. Если это все же произойдет, перед продолжением сварки необходимо очистить швы от накипи.Пренебрежение этим правилом приводит к образованию дыры.
Значение тока для сварки
Расчет силы тока, соответствующей толщине электрода, покажет на практике, как научиться готовить с помощью электросварки. При недостаточном токе электрод заедает, и дуга гаснет. При большом токе металл брызнет и загорится. Если использовать сварочный трансформатор, то электрод в 1 мм соответствует току 30-35 А. При использовании сварочного инверторного электрода 3 мм соответствует току 80 А.Если увеличить ток, то железо можно разрезать.
Электроды подбираются с учетом химического состава металла. Этот присадочный материал бывает нескольких видов: сталь
- ;
- биметаллический;
- чугун;
- медь;
- латунные.
Все они отмечены индексом и цифрами, указывающими на то, для какого металла какой твердости и толщины предназначен каждый вид.
При обучении правильно сваривать электросваркой нужно помнить, что для получения качественных швов электроды должны соответствовать толщине металла.
Сварка плоских листов металла
Тонкий металл (от 1 до 3 мм) стыкуется встык без зазоров и добавок, добиваясь хорошего совмещения совмещенных кромок.
Для лучшего прилегания стыков толстых листов (от 3 до 8 мм) края должны быть обрезаны под прямым углом. Между листами оставьте зазор 2 мм. Материал толщиной 8 мм соединяется двухсторонней сваркой. Чтобы соединить более толстые плоскости, края обрезаются скосом.
Как начать учиться варить утюг
Обучение правильной сварке электросваркой начинается с самых простых процессов.- Подготовленные детали закрепляют на горизонтальной поверхности (на столе для сварки).
- Закрепите их прихватками по краям и по центру.
- Необходимо вставить новую добавку в держатель и прикрепить зажим к детали к детали.
- Сначала определите правильный наклон электрода (около 75 градусов) в направлении дуги. В этом случае необходимо производить движения, которые как бы зачерпывают расплавленный металл к месту стыка.
- Конец электрода должен приходиться на центр шва. За счет соблюдения угла наклона капли равномерно стекают с горячего электрода и образуют сварочный шов с ровным качественным валиком.
- После остывания заготовки необходимо отбить шлак от поверхности.
Время от времени, по мере того, как вы набираетесь опыта, швы будут становиться все ровнее и аккуратнее.
Как сделать вертикальный шов
Как приготовить вертикальный шов электросваркой? Главное начать, соблюдая все рекомендации.Сварка вертикальных швов аналогична работе в горизонтальном положении, только немного сложнее. Заготовки хватают в двух-трех местах. Затем сварка ведется только снизу вверх, наклеивая по каплям. Постепенно весь зазор заполняется раскаленным металлом. Как научиться готовить электросварку? Задача – осушить оба края, расплавив их сварочной дугой, при этом отправив капли металла с раскаленного конца электрода в жидкое состояние.Сварить шов можно не каплями, а так называемой G8, однако с этим справится только опытный специалист.Итак, если интересно узнать, как сварить вертикальный шов электросваркой, рекомендуется сначала посмотреть на работу опытного сварщика, прислушаться к советам мастеров. И только потом приступайте к процессу самостоятельно.
Как сделать красивый и прочный угловой шов
Правильно сделать так называемый «Т-образный» шов не так просто, как научиться готовить с помощью электросварки. Этот шов используют, если вы хотите скрепить детали под разными углами. Металлические детали устанавливаются так, чтобы сварка стекала в самый угол.Сварные детали, закрепленные «лодкой», заедают с противоположных сторон. Кроме того, немного выше приподнимается одна кромка заготовки. Сварку нужно начинать с нижнего края. В этом случае, внимательно следуя инструкции, как правильно приготовить электросваркой, можно значительно улучшить качество сварного шва.Какой сварочный аппарат лучше всего использовать?
- Старинные сварочные аппараты с регулируемым магнитным зазором, позволяющим регулировать силу тока – трансформатора.Существует множество вариантов и моделей с реостатами и дополнительными дросселями на первичной или вторичной стороне трансформаторов.
- Инверторные аппараты – более современные сварочные аппараты. Работая от повышенной частоты, трансформатор таких агрегатов имеет меньшие габариты и малый вес. В таких аппаратах можно плавно регулировать режимы сварки. Регулировку последних нужно проводить осторожно, иначе прибор может быстро выйти из строя.
Методы сварки труб
Без опыта научитесь готовить трубы с помощью электросварки, лучше на толстом металле.В зависимости от толщины стенки трубы делают несколько проходов. Многослойная сварка улучшает механические свойства сварного шва, соединение становится прочнее.Сначала приварите полукольцо в одном направлении, затем во втором. При способе проведения шва «сверху вниз» используются электроды диаметром 4 мм с органическим напылением. При короткой дуге, опираясь на получившийся «козырек», консоли совершают небольшие поперечные колебания.
При работе «снизу вверх» скорость резко снижается.Проводящие поперечные колебания электрода составляют 3-5 мм.
При сварке конструкций из труб предварительно необходимо подготовить и разложить весь материал на сварочном столе или стойке. Затем они центрируются и затягиваются, чтобы получить зазор, необходимый для сварки. Собранные стыки прихватываются между собой.
Трубы с малым диаметром соединяют сплошной сваркой, с большим диаметром – прерывистым способом. После завершения всех сварочных процессов рабочая поверхность металла очищается от окалины, застывших брызг, шлака.Осмотр выполняется для проверки на наличие трещин или прожогов, кратеров или пор. При наличии плохо свариваемых мест производится восстановление шва.
Для вашей безопасности во время сварки вам необходимо работать в замшевых перчатках и рукавицах, в маске сварщика, в керсовых или толстых кожаных туфлях и в хлопковом халате. Обязательно находиться рядом с огнетушителем или емкостью с водой.
Классификация электродов для ручной дуговой сварки
Сварка используется во многих отраслях экономики России.Сварщики работают на стройплощадках, создавая подземные и наземные конструкции. Они работают на автомобильных заводах, энергетических комплексах, сельском хозяйстве и нефтеперерабатывающих заводах.
Многие мужчины время от времени прибегают к сварке при решении ремонтных работ в домашних условиях, сварочный шов считается одним из самых надежных способов соединения деталейКроме того, оцинкованные трубы имеют приятный внешний вид, поэтому их часто используют при создании оригинального дизайна здания или сооружения.
Таким же способом производится сварка оцинкованного металла, который используется в строительстве.
Самосварка считается делом непростым. Перед тем, как приступить к таким работам, необходимо изучить правила сварочного процесса и научиться выполнять легкие сварочные работы начинающим специалистам в этом деле.
Овладение техникой получения прочного сварного шва – отличный навык, который приносит много пользы настоящему владельцу. Хорошо проработанный процесс может быть настолько увлекательным, что после изготовления простого каркаса для теплицы, печи для гаража или резервуара для дачи вам захочется создать что-то сложное и оригинальное, например, ажурный забор, скамейку, мангал.Но перед тем, как реализовать задуманное, необходимо выяснить все вопросы о том, как научиться готовить электросваркой, ознакомиться с информацией и обучающими видео. Освоив азы, можно смело приступать к созданию уникальных шедевров из металла.
Другие виды соединения металлических деталей вряд ли смогут конкурировать с прочностью сварных швов, если их соединение должно быть неразъемным. Нагрев металлических сплавов электрической дугой вызывает пластическую деформацию материалов.В результате взаимного проникновения электродных частиц и соединяемых элементов образуются сверхпрочные межмолекулярные связи.
Электросварка – залог прочности соединения металлических частей
Внедрение передовых технологий теперь позволяет проводить сварку с использованием лазерного и электронного излучения, металлы свариваются ультразвуком и газовым пламенем. Самый распространенный источник энергии – электрическая дуга, создаваемая инвертором или сварочным аппаратом.Самым простым и распространенным способам сварки стоит начать обучение.
Подготовка к практическим занятиям
Сварочные навыки приобретаются в основном на практике. Поэтому нужно знать, чем нужно запастись начинающему сварщику, получившему теоретическую информацию и желающему применить знания.
Внимание. Сварка чревата опасностью получения ожогов от брызг расплавленного металла, отравлением токсичными выделениями, с возможностью поражения электрическим током.Радиация может обжечь роговицу глаз. Готовьтесь тщательно, не экономя на снаряжении и снаряжении.
Работа сварщика чревата угрозой получения травм, отравления газом и ожогов
Выбор подходящего оборудования
Для практических занятий можно сделать сварочный агрегат своими руками. Но если практики в этом вопросе нет, желательно арендовать или купить сварочное оборудование с устройством для плавной регулировки показателей силы тока, максимальные значения которых составляют около 160 А.Следующее поможет вам освоить навыки сварщика:
- Сварочный трансформатор, преобразующий переменный ток, подаваемый в сеть, в переменный ток сварочного процесса. Простой в обслуживании, эффективный и дешевый блок имеет недостатки: он не обеспечивает высокой стабильности дуги, «проседает» напряжение, слишком тяжелый.
- Сварочный выпрямитель, действие которого основано на получении постоянного сварочного тока путем преобразования переменного тока сети.По набору недостатков и преимуществ агрегат аналогичен предыдущему варианту, но лучше сохраняет стабильность дуги, за счет чего повышается качество сварных швов.
- Сварочный инвертор, подающий постоянный ток и напряжение для сварки из переменного тока. Это легкий компактный аппарат с плавной регулировкой параметров тока, быстродействующим и эффективным оборудованием с легким зажиганием.
Выбор сварочного оборудования должен основываться на потребностях
Опытным сварщикам рекомендуется покупать инвертор.Он не займет много места и поможет вам лучше на тренировках. Посмотрите видео о том, как выбрать аппарат, как приготовить и как научиться готовить электросваркой – видео поможет наглядно представить начало практического курса.
Чем отличаются электроды?
Дуговая сварка выполняется плавящимися электродами. Их функция – подавать ток на шов. Основным компонентом автоматической или полуавтоматической сварки может быть порошковая проволока, механически подаваемая в зону плавления по мере использования.Однако большинство учебных курсов рекомендуют начинать с электродов, которые изготавливаются в виде цельных стержней со специальным легкоплавким покрытием. С ними можно быстро «набить» руку и получить навыки формирования четких плавных сливающихся линий.
Сварочные электроды в виде металлических стержней – лучший выбор для новичков
Электроды-стержни диаметром 3 мм считаются оптимальными для новичков. Для более толстых электродов требуется мощное оборудование. Прутки сечением 2 мм используются для сварки деталей из тонкого листового металла.Не стоит использовать оставшиеся от кого-то старые комплектующие для дуговой сварки, а если они тоже будут влажными, толку не будет вообще.
Сварочное оборудование – безопасность
Будущему сварщику обязательно понадобится защитный экран или маска сварщика. Они защищают глаза от ожогов от воздействия яркого излучения, а кожу лица – от брызг горячего металла.
Для практических занятий требуется защитный экран или маска сварщика.
Кожа рук также должна быть защищена от обжигающих брызг расплавленного металла.Вам понадобятся рабочие брезентовые перчатки или перчатки из замши (трикотажные и хлопчатобумажные не подойдут).
Костюм или халат с брюками должны быть из толстого материала, желательно из толстого брезента высокой плотности.
Важно. Рядом с местом работы нужно поставить ведро, наполненное водой, запастись старым толстым одеялом, чтобы иметь возможность тушить пожар от случайной искры.
Для практических занятий предпочтительно, но не обязательно, сидеть на улице. Все легковоспламеняющиеся предметы в зоне работы и вероятной досягаемости искры должны быть удалены.
Первые шаги будущего хорошего сварщика
Вначале каждый из обучаемых делает ролики на ненужных кусках металла, просто расплавляя материал, не создавая соединительных швов. Поверхность необходимо очистить от ржавчины и грязи.
Начало работы: как сделать ролики
- Электрод вставляется в держатель сварочного аппарата.
- Подать ток в зону плавления можно, ударяя по металлу концом стержня, например, спичкой, или касаясь заготовки постукивающими движениями.
- После создания электрической дуги электрод необходимо направить на заготовку. Зазор между электрической дугой и металлом должен быть постоянным, не менее 3х, но не более 5 мм.
Примечание. От качества будущего шва зависит умение выдерживать постоянный зазор. При изменении расстояния дуга прервется, шов будет дефектным.
- Стержень удерживается под углом к плоскости заготовки. Удобным считается наклон 70º, а электрод можно наклонять вперед или назад, так как это удобнее для исполнителя.В дальнейшем размер уклона может быть изменен в зависимости от предпочтений сварщика и специфики выполняемой операции.
На этом этапе практического обучения необходимо научиться выбирать силу тока для его стабильного питания. При отсутствии тока дуга погаснет, слишком мощный поток расплавит металл. Навыки настройки режима сварки можно получить только экспериментальным путем.
Учимся делать сварные швы
Убедившись, что валики выходят ровными и почти красивыми, можно попрактиковаться в выполнении соединительных швов.Это уже действия для уверенной руки практически опытного практиканта, который умеет правильно научиться готовить электросваркой и осознает полученную информацию.
Шаг 2 учебного пособия: моделирование сварного шва на заготовке
Все начальные шаги для зажигания электрода аналогичны процессам, описанным выше. Только рука сварщика, соединяющего детали, движется не по прямой, а совершает колебательные движения, как бы перераспределяя расплавленный металл одной детали на соседний элемент и наоборот.Траектория движения может быть зигзагообразной, петлевой, напоминать череду елок или серпов.
Несколько типов швов, выполненных электродуговой сваркой
Вам нужно снова потренироваться на куске ненужного металла, проведя по нему мелом линию, видимую через затемненное стекло маски. Вдоль него и нужно проложить своеобразный шов, проведя непрерывную узкую полоску по одной из указанных выше траекторий.
Необходимо отбить шлак от остывшего шва молотком, после чего работа сварщика предстанет перед глазами.
Шлак из остывшего шва нужно сбивать маленьким молотком
После получения первых навыков можно приступать к изготовлению соединительных швов. Они бывают Т-образными, стыковыми, угловыми, внахлест, выполняются горизонтально или вертикально снизу вверх и в обратном направлении. Чтобы рука уверенно двигалась, нужно много тренироваться и только потом приступать к изготовлению полезных красивых самоделок.
Виды сварных соединений и их внешний вид
Видеоурок для начинающих
Навыки работы со сварочным аппаратом помогут изготовить множество полезных металлоконструкций для дачи, гаража, бани, хранилища.Наверняка после первых шагов вам захочется сделать что-нибудь потрясающее. Просто чтобы овладеть всеми нюансами мастерства, нужно много потрудиться, чтобы получить мастерство. И, конечно же, более сложные методы сварки потребуют более подробной информации, например, профессиональных руководств с описанием сложных процессов и перечнем технических регламентов.
Хороший обобщающий материал может сэкономить начинающему сварщику уйму времени и помочь обойтись без специальных курсов. Научиться правильно готовить сваркой несложно, для этого потребуются знания теории и определенное количество практики.
Освоить сварку без знания теории невозможно, потому что:
- Качественный шов не получится.
- Вы можете получить травму или травмировать других людей.
- Оборудование может быть повреждено.
Электросварка – это соединение металлических частей плавлением с электрической дугой. Электрический ток, проходящий через зазор между электродом и металлом, вызывает огромную температуру, плавит края, переносит металл от электрода к шву.Получается, что две металлические поверхности соединены монолитно.
Популярна электросварка. Устройство небольших размеров способно герметично соединять детали в любом пространственном положении, сварка проходит быстро и управляемо. При работе помните о рисках для здоровья:
- Травма глаза. Сварочная дуга излучает световую энергию, которая может обжечь роговицу глаза и оставить отпечаток на сетчатке. Ощущение песка под веками, трудно моргать, припухлость – эти симптомы надолго проходят.Маска со специальным стеклом поможет защитить глаза; перед тем как зажечь дугу, предупредите окружающих восклицанием: «Глаза!»
- Поражение электрическим током … Электрическая дуга – пропускание электрического тока через зазор между электродом и металлом. Чем выше сила тока, тем ярче дуга. Но если этот ток пройдет по телу человека, он умрет. Во избежание поражения электрическим током необходимо:
- Соблюдать целостность оболочки кабеля, изоляции держателя.
- Используйте высококачественные изолированные ручки, не беритесь голыми руками за открытые части.
- При постоянной работе носить защитную обувь с прорезиненной подошвой.
- Ожоги кожи. Ультрафиолетовый свет дуги и летящие во все стороны чешуйки травмируют кожу. Во избежание проблем используйте защитные перчатки – гетры. Следует одеваться только в хлопчатобумажную или специально пропитанную одежду – сварочный халат, джинсы. Для защиты рук используются хлопчатобумажные перчатки или сварочные гетры. При сварке не должно быть открытых участков кожи.
- Отравление газом. Все работы следует проводить в проветриваемом помещении, под вытяжкой или на свежем воздухе.Полезным будет использование фильтрующих полумаск или респираторов.
Виды электросварки
Выделяют несколько основных направлений:
- ММА. Сварка электродом в защитном покрытии. Универсальная технология, позволяющая получить отличный шов в любом пространственном положении. Используются простые аппараты для преобразования переменного тока в постоянный, трансформаторного или инверторного типа. Сила тока зависит от толщины легируемого металла и используемого электрода и составляет от 30 до 200 ампер.Электрод представляет собой металлический стержень, покрытый покрытием. При сварке покрытие плавится и защищает расплав от воздуха.
- МИГ. Сварка в среде защитных газов. В качестве электрода используется проволока, которая подается в сварочную ванну с постоянной скоростью. В зону сварки по шлангу подается углекислый газ или смесь газов. Они вытесняют кислород и защищают сварной шов. Преимущества этого вида сварки – отсутствие шлака, высокое качество шва, возможность сваривать тонкий металл.
- TIG.Сварка цветных металлов в среде защитного газа неплавящимся электродом. Он широко используется для соединения цветных металлов и сплавов.
Существует несколько типов различных технологий, используемых в автомобильной или судостроительной промышленности. Они требуют специальной квалификации сварщика. Навыки наплавки или ручной подачи проволоки в сварочную ванну специфичны и доступны сварщикам более высокого класса.
Сварочная техника
Сварка – соединение металлических деталей путем плавления кромок и добавления присадочного металла.В результате образуется сварной шов, края плотно соединяются.
Признаки шва высокого качества:
- Пробитие. Металл шва должен проникать на всю толщину. В процессе сварки края равномерно оплавляются, если проплавить одну сторону, бортик получится неровным.
- Однородность. Стык должен быть цельнометаллическим, без шлака и ямок. Пропуски и неполные проходки не допускаются.
- Прочность. После остывания стыка могут образоваться микротрещины.
- Без подрезов. Слишком сильная дуга «подрезает» края деталей, ослабляя их.
- Выпуклая однородная форма. Брак считается как излишне толстый валик, так и вогнутый. Это указывает на неверно выбранную силу тока.
Шов должен быть равномерным, без излишних «чешуек», провисаний, перегибов. Ширина шва определяется толщиной свариваемых деталей. Слишком узкий будет хрупким, широкий ослабит изделие.
Перед соединением деталей необходимо:
- Определить тип соединения – стыковое, внахлест, угол, тройник.
- Определить пространственное положение – вертикальное, горизонтальное, потолочное.
- Оцените толщину свариваемых деталей.
- Выберите электрод. Толщина зависит от глубины шва.
- Определите силу тока. В пачках есть примерные рекомендуемые таблицы, но стоит ориентироваться на личные ощущения. Лучше выбрать максимально возможный ток, но не прожигать металл. Сила тока на потолочных соединениях ниже, чем на горизонтальных.
- Готовим детали – на толстых делаем фаску, прихватками устанавливаем зазор. Очищаем детали от ржавчины и красим.
Учимся готовить электросваркой
Подготовив детали к сварке, примерно установив силу тока и надев спецодежду, можно готовиться к самой сварке.
Подключаем устройство.
- Подключаем провода к сварочному аппарату. Обычно используют «обратное» соединение – минус (масса) подключается к свариваемой поверхности, плюс – к держателю.Прямое подключение используется, если это рекомендовано производителем электродов.
- Проверка держателя. Он может быть самодельным или заводским. Основные требования – прочность фиксации электрода, возможность быстрой замены, отсутствие токоведущих частей, теплоизоляция ручки. Плохой контакт держателя с кабелем вызывает повышенное сопротивление и нагрев, выгорание изоляции.
- Подключаем массу. Самый простой способ – приварить к металлу, но лучше использовать клещи или магнитную массу.
- В зависимости от пространственного положения важно выбрать угол присоединения электрода к держателю. Обычно электрод следует направлять под углом 45 градусов к заготовке. Глубина проникновения и высота валика зависят от наклона электрода.
Выбор электродов
Есть технология самостоятельного изготовления: проволока окунается в жидкое стекло и раскатывается в песке с добавлением добавок – буры, соды, солей.В продаже сегодня разные виды электродов.
Разделить электроды:
- С основным покрытием. Они трудно воспламеняются, но дают мало шлака. Их легко контролировать, а качество шва высокое. Требуется хорошая подготовка сварщика.
- Рутиловое или кислотное покрытие. Отдают больше шлака, требуют навыков. Легко воспламеняется, шов лучше защищен. Преимущество этого покрытия – меньшее газообразование при сварке, что полезно для здоровья. При обучении лучше использовать именно этот вид.
Диаметр выбирается исходя из толщины свариваемых деталей. Чем толще шов, тем больше сила тока, тем толще электрод. Оптимально использовать, например, электрод диаметром 3 мм для сварки металла, толщиной 2 – 4 мм.
Возникновение дуги
Начинающим сварщикам придется нелегко. Есть несколько способов правильно зажечь дугу:
- Зажигание. Проще говоря, движение похоже на зажигание спички.Получившуюся дугу проводят и переносят на начало шва. Обратной стороной метода является провисание и разбрызгивание металла вне дуги.
- Попадание. На кончике электрода образуется пленка шлака, дуга не зажигается. Чтобы сбить шлак, нужно несколько раз слегка ударить по поверхности. Образовавшаяся дуговая искра удерживается и переносится на начало шва. При таком способе электрод часто «прилипает» – он сваривается. Срывать бесполезно, нужно “выламывать” покачивающими движениями.
Зажженная дуга образует сварочную ванну. В начале сварки делаем небольшие круговые движения – перемешиваем ванну.
Чтобы на детали не было следов зажигания дуги, используем следующие лайфхаки:
- Пробиваем по шву, зажигаем дугу и переносим на начало шва. Движение не выходит за пределы шва, а следы зажигания дуги привариваются.
- Используем стартовую пластину. Вы можете зажечь электрод и начать сварку куска металла, прикрепленного к началу шва.Затем стартовая пластина отламывается или отрезается.
Выбор тока
Чтобы получить контролируемую сварочную ванну, необходимо правильно определить силу тока. Зависит от:
- Отношение диаметра электрода к толщине свариваемого металла.
- Пространственное положение.
- Скорости движения сварщика.
Перед началом работ приваривается тренировочный шов. Правильная сила тока определяется характером ванны.
Опытные сварщики устанавливают максимальные значения, чтобы готовить быстрее.
Горизонтальные швы сваривают сильным током, на вертикальных швах сила тока снижается на 10-15%, потолочные швы требуют уменьшения на 20-30% относительно горизонтальных.
Мы держим электрод правильно
На качество сварки в значительной степени влияют длина дуги, длина хода, скорость сварки и угол наклона электрода.
Движение электрода
- Возвратно-поступательное движение по шву.Дают узкий шов при хорошем прогреве. Может использоваться при соединении тонких деталей с небольшим зазором.
- Поперечное колебательное. У каждого сварщика свои «фирменные» предпочтения и привычки – кто-то ведет с полумесяцем, кто-то с восьмеркой, Z-образным, многооборотным колебанием. Применяется, если нужно получить широкий шов, с большим зазором или скосами под сварку. Правило: чем толще деталь, тем дольше нужно оставаться у ее краев, чтобы хорошо прогреть.
Длина дуги
Распространенная ошибка начинающих сварщиков – несоблюдение длины дуги.«Короткая» дуга не нагреет металл, шов может стать пористым и неровным. «Длинная дуга» приведет к перегреву металла, но разбрызгивает его по поверхности. Стык не получится, он будет перекрученным, неконтролируемым, с вкраплениями шлака и брызгами вокруг шва. Оптимально поддерживать длину дуги 2-3 мм.
Скорость сварки
Если готовить слишком медленно, существует опасность перегрева металла и ожога. Шов получится полукруглым, выпуклым.
Быстрое движение электрода приведет к неплавлению, прерывистому шву. Шов получится узким, с включениями шлака и раковинами.
Положение электрода
При перпендикулярном положении детали будет чрезмерно нагреваться, что может привести к прожогу.
Небольшой угол наклона приведет к образованию раковин, при этом контролировать шов сложнее.
Лучше всего держать под углом 45 градусов.
Электрод должен не «проталкивать» шов, а «тянуть» его.Это обеспечивает оптимальный нагрев, однородность шва и управляемость сварочной ванны.
Готовить правильно
Сварка металлов имеет много особенностей и трудностей. Главное при проведении шва – не прожечь металл, при этом проплавляя края.
Металл тонкий, корень шва деталей с зазором можно сваривать методом «отрыва». Зажигается дуга и образуется сварочная ванна. Электрод резко поднимается вверх, дуга гаснет, ванна начинает остывать и по ее окончании снова зажигается дуга.
Сварка толстого металла, сварка тела шва осуществляется без отрыва. Зажигается дуга, и сварочная ванна постепенно протягивается по шву. При необходимости выполняются колебательные движения.
Если электрод закончился, очистите шлак. В конце ванны образуется впадина – кратер. Новая дуга разжигается в кратере предыдущей, и сварка продолжается.
Неисправный шов
После сварки шов необходимо очистить от шлака.Если сварка сделана хорошо, шлак легко отделяется одним ударом. Плохой шов нужно долго чистить, шлак хорошо прилипает к порам.
На какие дефекты стоит обратить внимание:
- Сращивание кромок. Оба края должны быть равномерно соединены.
- Подрезы. Края деталей плавятся при высокой силе тока, что приводит к появлению вмятин. Это ослабляет металл.
- Мойки и шлаковые включения.
- Высота и ширина ролика.
- Роликовые хлопья.
Заключение
Чтобы научиться хорошо сваривать металл, вам нужно хорошо знать теорию и практику. Хорошо, если найдется человек, способный указать начинающему сварщику на недостатки и способы их устранения. Это сформирует у сварщика правильные привычки, а швы всегда будут ровными и качественными. Немаловажным фактором является отношение сварщика к своей работе, желание получить более качественный шов, желание любоваться «солнышком» на кончике электрода.
В повседневной жизни, в собственном доме, на даче или в гараже всегда есть много вещей, требующих навыков сварщика. Этот навык особенно пригодится при строительстве, которое делается своими руками … В природе нет более надежного способа соединения двух металлических частей, чем сварка. И вполне возможно освоить это умение самостоятельно и использовать полученное умение с пользой. Сегодня разберемся, как научиться готовить электросваркой и самостоятельно освоить азы этой специальности.
Чтобы понять, как правильно готовить электросваркой, сначала необходимо ознакомиться с теорией сварочного процесса.
Соединение металлических деталей в монолит с помощью сварки – безусловно, самый надежный и долговечный метод. Это достигается за счет получения высокой температуры. В подавляющем большинстве сварочных аппаратов для плавления металлов используется электрическая дуга: это так называемая электродуговая сварка металлов. В момент воздействия он нагревает металл до точки плавления и делает это на ограниченной площади.
Возникновение электрической дуги происходит от тока – постоянного или переменного. Первый типичен для инверторных сварочных аппаратов, второй – для трансформаторов. Рассмотрим их подробнее.
- Трансформатор значительно усложняет сварочный процесс. Из-за переменного тока сварочная дуга постоянно прыгает, процесс сварки довольно шумный. Еще один существенный недостаток таких устройств – сильное воздействие на электрическую сеть, в результате которого возникают скачки напряжения;
- Инвертор проще и тише в работе, питается от сети 220В.Постоянный ток облегчает управление дугой и ее перемещение. Если есть необходимость научиться готовить электросваркой, то урок №1 лучше взять на инверторном аппарате.
Образование электрической дуги становится возможным, когда есть два элемента, которые проводят ток и имеют противоположные заряды. При сварке это металл и электрод. Начинающему сварщику рационально использовать традиционный электрод с металлическим центральным элементом.
Чтобы понять, как правильно варить металл, нужно четко понимать происходящие процессы:
- В момент контакта металлической детали с электродом возникает электрическая дуга;
- В месте образования дуги свариваемый металл оплавляется;
- Вместе с металлом плавится сам электрод, его расплавленные частицы перемещаются в сварочную ванну;
- Защитное покрытие, покрывающее стержень электрода, также горит и образует газовое облако.Защищает ванну от воздействия кислорода. Это гарантирует, что температура плавления металла сохраняется в точке сварки;
- Шлак, образующийся при сварке, также способствует поддержанию температуры. Необходимо контролировать, чтобы шлак окружал сварочную ванну;
- Сварной шов образуется в момент движения электрода и ванны;
- При остывании металла после сварки на нем остается корка шлака. Отбивается молотком.
Это теория сварочных работ… Без опыта невозможно понять, как правильно сварить металл, поэтому перейдем к практике.
Инструменты для приготовления пищи
Перед приготовлением электросваркой необходимо подготовить все инструменты и форму для защиты:
- Сварочный аппарат и электроды к нему. Мы рекомендуем запастись достаточным количеством электродов для практики. Пословица «блин первый комок» в области подготовки сварщиков работает без исключения;
- Защита: сварочная маска, защитная одежда и перчатки из толстых материалов.Пренебрегать защитой при сварке нельзя. Это проблема здоровья и безопасности!
- Вспомогательные инструменты – молоток и металлическая щетка – для удаления сварочного шлака;
- Учебный объект – металлические элементы;
- Ведро с водой. Буквально на случай возгорания.
Выбор электродов производится в соответствии с толщиной свариваемого металла, а установка силы тока зависит от электрода. На электрод на 1 мм уходит примерно 30-40 А, важно не превышать эти значения, иначе дуга будет не варить, а резать металл.
Приступим к сварке
Итак, давайте пошагово разберемся, как правильно сварить металл сваркой. Вероятно, для получения приемлемого результата вам придется повторить этот алгоритм не один раз. Но научившись, вы быстро освоите роль сварщика и сможете выполнять довольно сложные операции.
В первую очередь помещаем электрод в специальный держатель. Теперь нужно зажечь дугу. Электрод следует держать под углом примерно 70 ° к поверхности, это положение оптимально.
- С углом между электродом и металлом нарисуйте быструю линию со скоростью 10 см в секунду. При правильном положении появятся искры и потрескивание – верный признак.
- Оставив оптимальный угол наклона электрода, им нужно коснуться металла и сразу поднять электрод так, чтобы образовалась дорожка 3-5 мм. Если все сделать правильно, дуга загорится, и металл начнет плавиться.
- Нередко электрод прилипает к основанию.В этом случае его нужно слегка встряхнуть и оторвать, а затем снова зажечь дугу. Частое заедание электрода может указывать на то, что сила тока слишком мала. Попробуйте увеличить его и сравните результаты.
- Как только вы научитесь зажигать дугу и поддерживать ее стабильность, можно начинать сварку валика. Зажатая дуга плавно перемещается по сварному шву. В этом случае совершаются движения, которые как бы загребают расплавленный металл. Это достигается за счет равномерных колебательных движений с амплитудой около 2-3 мм.Чем размереннее движение, тем красивее получится сварной шов. Кстати, равномерность шва свидетельствует о его высоком качестве и прочности.
На первом этапе лучше всего потренироваться на толстом куске металла и попробовать провести по дуге различные пути – от простых размеренных движений с небольшой амплитудой до более сложных и узорчатых швов. Эти навыки пригодятся в дальнейшей работе и позволят вам понять, как готовить и какой угол наклона электрода лучше выбрать.
После окончания сварки необходимо подождать, пока металл остынет. Сварной шов покроется шлаком. Чтобы она слетела, достаточно постучать по детали молотком или пройтись щеткой по утюгу.
Некоторые точки сварки
Конечно, сварка – это не создание замысловатых узоров на куске металла. Все вышеперечисленное – лишь подготовка и обучение этому довольно сложному ремеслу. Основная цель сварки – надежное соединение металлических элементов, и к этому следует стремиться при обучении.
Сварка металлических элементов имеет множество нюансов, понимание и понимание которых придет с опытом. Но есть некоторые теоретические моменты, которые необходимо знать перед практикой:
- Соединять сразу две детали сплошным и длинным швом – это неправильно. В большинстве случаев это искажает металл, так как шов начинает стягивать элементы;
- Перед тем, как сделать основной шов, необходимо прижать детали друг к другу. Для этого на стыках двух деталей делают мелкие точечные швы с шагом 8-25 см в зависимости от размеров скрепляемых элементов.
- Склеивающие швы лучше всего выполнять с обеих сторон сварочной поверхности, так как это сводит к минимуму возможное напряжение металла.
- После закрепки делается основной шов.
Подведем итоги
Сварочные работы требуют специальных знаний, навыков и специального оборудования. Учтите, что это довольно сложный и опасный процесс, требующий неукоснительного соблюдения техники безопасности.
Сварочные навыки требуют времени и практики. Нет ничего плохого в тренировках на куске металлолома.Это позволяет вам разобраться в сути сварочного процесса.
Перед тем, как приступить к сварке деталей, следует отточить свои знания о сварочном аппарате и уметь сваривать швы на заготовках, а затем переходить к более сложным элементам.
Для того, чтобы стать специализированным мастером, требуется специальная подготовка. Сварочные специальности преподаются в профессионально-технических училищах в течение 3 лет. Но освоить простой сварочный аппарат для использования в домашнем хозяйстве можно намного быстрее. Все зависит от поставленных задач и настойчивости в их решении.Практические навыки приобретаются с опытом, а теоретические знания призваны помочь в этом начинающему мастеру. Ниже мы разберемся, как правильно сваривать сваркой, какие бывают методы и какие правила безопасности нужно соблюдать.
Технология сварки
На сегодняшний день известны следующие разновидности электродуговой сварки:
- Полуавтоматическая дуговая сварка.
Схема полуавтоматического аппарата для дуговой сварки
В роли электрода выступает металлическая проволока, по которой подводится электрический ток.По мере плавления происходит автоматическая подача (так что длина дуги остается постоянной). При этом на место сварки подается защитный газ – углекислый газ или аргон. В результате качество сварного шва значительно улучшается.
Схема сварочного аппарата с неплавящимся электродом
Вольфрамовый (или графитовый) стержень, используемый в качестве электрода, не плавится , но поддерживает электрическую дугу.Металл шва подается в виде проволоки или прутка. Этот вид сварки может работать без присадочного материала, в режиме паяльника.
Промышленный аппарат для дуговой сварки под флюсом
Электрод, создающий электрическую дугу, подается в слой флюса, покрывающий деталь. Таким образом создаются условия для идеального соединения металлов, не подверженных разрушительному воздействию воздуха.
В домашних условиях данные виды сварки практически не используются. Поэтому перейдем к рассмотрению четвертого вида сварочных работ – ручной электродуговой сварки .
Ручная дуговая сварка основана на использовании специального электрода в покрытии
Электросварочные аппараты для ручной сварки делятся на два типа – переменного тока и постоянного тока.Использование переменного тока позволяет создавать устройства с высокой производительностью и мощностью. Преимущество постоянного тока в том, что здесь нет смены полярности, заключается в более гладкой сварке с меньшим разбрызгиванием металла.
В 1802 году В.В. Петров открыл явление гальванической дуги.
Аппарат для сварки металлов методом «электрогефест» был запатентован в 1882 году Н.Н. Бенардос.
Русский инженер Н.Г. Славянов в 1888 году первым применил электрод для сварки.
В 1932 году советский физик К.К. успешная подводная сварка металлов.
Ремонт подводного трубопровода
Работа сварочного аппарата основана на создании электрической дуги в месте соприкосновения двух металлических частей. Высокая температура (до 7000 o C) плавит материал до жидкого состояния и происходит диффузия – перемешивание на молекулярном уровне.
Принципиальное отличие сварки от склеивания заключается в отсутствии вспомогательных материалов – соединяемые детали превращаются в монолитную конструкцию.
Следовательно, нужно четко понимать, что для правильного применения для сварки можно использовать только однородные металлы. Не сваривайте алюминий с железом или медь с нержавеющей сталью. Температура плавления у разных материалов разная, и создание сплавов не входит в круг возможностей сварочного оборудования.
Существуют различные сварочные аппараты для сварки металлических конструкций.
- Трансформаторы. Применяются для преобразования сетевого тока с напряжением 220 В в ток с параметрами, необходимыми для создания высокотемпературной электрической дуги.Происходит это из-за снижения напряжения (не более 70 В) и увеличения силы тока (до тысяч ампер). Сегодня такие устройства постепенно уходят в прошлое, так как они слишком громоздки для домашнего использования и потребляют большое количество электроэнергии. К тому же работа трансформатора нестабильна и негативно сказывается на состоянии сети в целом – при его включении создаются перепады напряжения, чувствительные приборы … Есть однофазные и трехфазные.
Трансформатор переменного тока для сварки
- Выпрямители.
Выпрямитель переменного тока для постоянного производства для сварки
Преобразует переменный ток потребительской сети в постоянный. Принцип работы таких устройств основан на использовании выпрямительных кремниевых диодов, которые еще называют лампами. Характерным отличием сварочного аппарата постоянного тока от сварочного аппарата переменного тока является сильный нагрев электрода на положительном полюсе. Это дает возможность управлять процессом сварки: выполнять «бережную сварку», изменяя настройки, чтобы значительно сэкономить электроды при резке металла.
- Инверторы.
Инверторный сварочный аппарат
Долгое время (до 2000 года) они были недоступны для широкого применения в быту из-за своей дороговизны. Но позже они приобрели большую популярность. Принцип работы инвертора заключается в преобразовании сетевого переменного тока в постоянный, а затем снова в переменный, но уже высокочастотный. Отличие этой схемы от трансформаторной сварки состоит в том, что дуга, полученная от преобразованного постоянного тока, более устойчива.
Основным преимуществом инверторной сварки является улучшение динамики электрической дуги, а также значительное уменьшение веса и габаритов установки (по сравнению с прямыми трансформаторами). Кроме того, появилась возможность плавно регулировать выходной ток, что значительно повысило КПД агрегата и обеспечило легкость зажигания дуги при работе.
Но есть и недостатки:
- временные ограничения в использовании из-за преобразований электроники нагрева;
- создание электромагнитного «шума», высокочастотных помех;
- негативное влияние влажности воздуха, что приводит к образованию конденсата внутри устройства.
Что нужно для работы
Перед тем, как приступить к сварке, вам понадобится сварочный аппарат и оборудование:
- Сварочные электроды. Они подбираются исходя из стоящих перед ними задач. Оптимальным размером для начинающего сварщика считается электрод толщиной 3,2 мм. Более тонкие электроды используются для сварки миниатюрных деталей. С диаметром электрода более 3,5 мм. требуется оборудование более высокой мощности.
Диаметр электрода подбирается в соответствии с плановой работой
- Костюм сварщика.Это одежда из плотного негорючего материала и обувь из плотной кожи. Верхняя одежда хорошего качества с высоким воротником и двойным слоем ткани на запястьях. Штанины брюк широкие, полностью закрывают обувь от искр. В обязательном порядке в костюм входят брезентовые перчатки, пропитанные антипиритным составом (ГОСТ 12.4.250–2013 ССБТ). В зависимости от степени контакта с агрессивными средами существует несколько классов сварочных костюмов.
Сварочный костюм предназначен для защиты сварщика от ожогов.
- Маска со светофильтрами.Очками лучше не пользоваться, так как в защите нуждаются не только глаза, но и кожа лица, волосы, органы дыхания. Работа без маски приводит к офтальмии (воспалению роговицы глаза) и ожогам сетчатки, что приводит к полной потере зрения. При проведении потолочной сварки помимо маски на голову и плечи надевается дополнительная накидка для защиты от ожогов.
Предназначен для защиты глаз, лица, шеи и дыхательной системы от вредного воздействия
- Слесарные инструменты – молоток, проволочная щетка, зажимы, тиски, напильники и т. Д.В идеале работа ведется на верстаке или специальном сварочном столе. Если таких условий нет, необходимо выбрать место с наиболее устойчивым положением.
Место проведения сварочных работ освобождено от горючих материалов и оборудовано средствами пожаротушения – водой, песком, технической содой. Если это закрытое помещение, необходимо оборудовать приточно-вытяжную вентиляцию.
Необходимое противопожарное оборудование на любом объекте
Как правильно сварить
Для успешного освоения техники неразъемного соединения металлических деталей необходимо овладеть 4 базовыми навыками, без которых не обходится ни один «сварочный сеанс» .
Настройка аппарата
Основой настройки сварочного аппарата является правильный выбор тока и напряжения, подаваемого на клеммы. Несмотря на простоту формулировок, тема настройки заслуживает отдельного разговора. Но если кратко сформулировать критерии настройки, то можно выделить 5 основных параметров:
- Структура и диаметр электрода.
Выбор диаметра электрода зависит от толщины металла заготовки
Электрод выбирается в зависимости от того, к какой группе относится основной (тот, на который наносится сварка) металл.Классифицируются три группы сталей – обыкновенная, закаленная и жаропрочная. Для обычной стали критерием выбора является коэффициент прочности: показатель прочности основного металла должен быть близок к прочности электрода, выраженной в мегапаскалях (МПа). Покрытие электрода предназначено для максимальной защиты спая от воздействия кислорода и азота атмосферного воздуха. Есть 4 типа покрытия – кислотное, рутиловое, целлюлозное и основное. Каждый тип выполняет свои задачи. Для жаропрочных и закаленных сталей электрод выбирают по химическому составу – шов должен иметь максимальное приближение химической структуры к основному материалу.Прочность электрода в этом случае не учитывается. Для выбора диаметра электрода лучшим ориентиром является толщина заготовки. Чем толще свариваемая деталь, тем больше потребуется диаметр электрода.
Электроды различаются по конструкции, диаметру и назначению
Маркировка показывает структуру стержня и химический состав покрытия. Для каждого вида металла разработаны оптимальные условия, облегчающие стыковку деталей.Помимо свойств материалов, в маркировке содержится информация об условиях, в которых может использоваться электрод – открытая, закрытая строительная площадка, высотные или подземные работы и т. Д.
Разнообразие электродов обусловлено их назначением. для работы с определенным типом металла
- Пространственное положение сварного шва.
Установка режима сварки тесно связана с условиями сварки. В разных ситуациях с помощью регулировок можно изменять интенсивность электрической дуги, что позволяет ускорять или замедлять процедуру наложения соединительного шва, меняет температуру приготовления.Например, когда направление сварки – «сверху вниз», слой расплавленного металла утолщается, но глубина сварного шва уменьшается и расширяется вширь. Если направление сварки «снизу вверх», количество расплавленного металла уменьшается, так как он стекает вниз под собственным весом. В результате шов становится более узким.
Сварочные работы в разных местах
- Количество швов.
Часто изделие ошпаривается несколькими швами. Первый шов можно прошивать, следующий – основной, а после него еще один – закрепляющий или разравнивающий.На каждом этапе может меняться траектория наложения шва и глубина нагрева металла. Используя эту технологию, опытный сварщик формирует идеальное соединение деталей.
Трехслойное соединение труб
- Полярность электродов.
Известно, что температура электрической дуги зависит от положения «плюс» и «минус». На «плюсе» температура всегда выше. Знание этого позволяет пользователю определить правильную полярность местоположения.Чаще на основной части фиксируется «плюс», а на электроде «минус» (прямая полярность). В противном случае полярность называется «обратной».
Для точного подбора текущего значения проще всего воспользоваться готовыми таблицами.
Но в связи с тем, что каждое устройство имеет свои конструктивные особенности и технологические нюансы, решающее слово все же остается за «методом научного тыка» – эмпирическим подбором требуемого тока экспериментальным путем.
Установка сварочного тока в зависимости от диаметра электрода
Таблица соотношения электрода и сварочного тока
Режим выбора тока для сварки стандартных стыковых соединений:
Односторонний шов соединяет поверхность деталей на с одной стороны двусторонний шов с двух противоположных сторон.
Примеры сварки деталей различными швами
Также можно использовать общую таблицу для широкого диапазона:
Начинающему сварщику легко запомнить простое правило.Если ток превысит необходимое значение, электрод обожжет заготовку. Если сила тока ниже необходимой, деталь не закипает, наплавленный металл отваливается при механическом воздействии на нее.
Подключение электрода
Электрод может быть подключен к положительному или отрицательному токовому выходу. Если к детали подключен «+», то полярность называется прямой. Если «-» – наоборот. Соответственно при прямой полярности на электроде располагается «минус», а при обратной полярности – «плюс».Разница между этими положениями в том, что положительный вывод всегда выделяет большое количество тепла. Опытные сварщики используют это явление для решения конкретных задач. Так, например, манипулируя полярностью, вы можете сваривать тонкие листы нержавеющей стали, чувствительные к перегреву. Для этого на электрод наносят «плюс», а «минус» – на лист тонкого металла.
Один из вариантов подключения электрода
Видео: прямая и обратная полярность при работе инверторного сварочного аппарата
Создание дуги
Процесс сварки начинается с зажигания электрической дуги.Во всех видах ручной сварки дуга создается путем кратковременного прикосновения электрода к детали. В этом случае происходит резкий нагрев конца электрода до температуры, достаточной для возникновения дугового разряда.
Процесс зажигания дуги требует определенных навыков.
После короткого замыкания, если дуга загорелась, необходимо выдержать расстояние между концом электрода и заготовкой 3-5 мм. При этом необходимо учитывать тот факт, что длина электрода уменьшается при сварке.При превышении расстояния 5 мм. дуга прерывается, когда уменьшение составляет менее 3 мм. электрод может прилипнуть к заготовке или вызвать сильную струю расплавленного металла.
Движение электрода
Для создания хорошего шва разработаны различные схемы направления дуги по месту сварки. При этом важно не только оплавить края свариваемых деталей, но и заполнить сварочную ванну необходимым количеством металла, наплавленного с электрода.
Различные варианты траектории конца электрода
Этого можно достичь при поддержании постоянной длины электрической дуги и систематическом перемещении конца электрода по определенной траектории.
При изготовлении шва без поперечных перемещений ширина шва обычно равна b = (0,8–1,5) xd эл. Где b – ширина сварного шва, а d – диаметр электрода.
Прохождение такого шва считается предварительным, нормальная конфигурация шва b = (3–5) xdel.
Следовательно, задача сварщика – пройти шов одной из сварочных технологий. В разных ситуациях используются разные концевые пути электродов.
Формирование структуры сварного шва
Плавильное пространство при электродуговой сварке называется т. Н. сварочная ванна (или кратер), которая возникает из-за тепла, исходящего от дуги.
Сварочная ванна – это жидкое состояние сварного шва до затвердевания сварного металла.
Ю.Солнцев П.
Словарь металлургических терминов
При движении источника тепла перемещается также плавильное пространство. Плавильное пространство условно разделено на две части. Голова (спереди) и хвост (сзади). В передней части расплавляются металлы, а основной и дополнительный материал составляют единое целое (диффузия). Сзади по мере остывания кристаллизуется твердая поверхность сварного шва.
Схематическое изображение сварочной воронки
При сварке под флюсом может образоваться шов, окруженный оболочкой из шлака, и тогда дуга практически невидима.А сварка называется закрытой.
Открытая сварка – это процесс образования плавильного пространства, окруженного прозрачными газами, выделяемыми покрытием электрода.
Видео: 10 ошибок начинающего сварщика
Видео: как научиться готовить красивые швы электросваркой
Техника безопасности при сварке
Несоблюдение правил личной безопасности влечет за собой самые неприятные, а иногда и трагические последствия. Основные правила безопасности:
- При использовании сварочного оборудования необходимо следить за надежной изоляцией проводов, питающих устройство, и непосредственно к электрической дуге.Необходимо строго соблюдать требования производителя оборудования к заземлению корпуса агрегата, шкафа оборудования и т. Д.
- Работы необходимо проводить в спецодежде, обуви и огнезащитных перчатках. В помещениях, где выполняется сварка, следует использовать резиновые коврики и калоши. Помещение должно быть хорошо освещено.
- Сварочное оборудование, в частности электрододержатель, должно соответствовать нормам надежной изоляции, исключающей прямой контакт с кожей сварщика.Электрододержатель считается качественным, если он выдерживает 8000 и более электродных зажимов.
- По соображениям безопасности рекомендуется использовать автоматические выключатели.
Это некоторые положения ГОСТа, регулирующие работу сварщика. Конечно, дома никто не будет контролировать выполнение вышеперечисленных положений. Однако их нужно знать и помнить, что они написаны не ради модной фразы, а на горьком опыте жертв.
Сварочные работы – вторые по опасности после горных работ. Даже в домашнем хозяйстве, где время от времени применяется сварка, не следует забывать о потенциальных опасностях при работе с электрическим током и расплавленным металлом. Для обеспечения безопасности используйте только заводскую защитную маску, специальную негорючую одежду, обувь и перчатки. На рабочем месте всегда должны быть средства пожаротушения – вода, песок и огнетушитель. Не подвергайте опасности себя и свой дом, пренебрегая простыми правилами безопасности.Желательно укомплектовать аптечку противоожоговыми препаратами.
Приготовление с использованием сварки трением
День Благодарения наконец наступил! Пришло время сочной индейки, терпкой клюквы, пикантной начинки и отличного гарнира: сливочного картофельного пюре.
Этот маслянистый гарнир станет прекрасным дополнением к стойкому обеду в День Благодарения. Вот простой рецепт лучшего картофельного пюре, которое может сделать аппарат для сварки трением:
Подождите, что?
Ага.Вы правильно прочитали.
Наш сварочный аппарат трением с перемешиванием LS-1 – идеальная машина для замены вашего встречного миксера, когда вам нужно приготовить большую порцию картофельного пюре. Поскольку LS-1 – довольно большая машина, нам нужно немного увеличить рецепт. Добавьте ноль к ингредиентам или увеличьте дробь в четыре раза. Это кажется правильным.
Приступим!
Состав
5 50 крупный картофель, очищенный, разрезанный на четвертинки и вареный
1/2 2 стакана подогретого молока
2 4 столовые ложки масла или маргарина
1 2 чайные ложки соли
1/8 1/2 чайной ложки черного перца
Увеличить их все на десять, т.е.е. ½ * 10; 2 * 10; пр.
Препарат
- Теплая (очень большая) чаша миксера с горячей водой, сухая. Не нужно разогревать инструмент для булавки, он нагреется до нужной температуры (поверьте нам). Выложите горячий картофель в миску. Осторожно поставьте чашу на ровную устойчивую поверхность и включите сварочную машину трением LS-1. Постепенно увеличивайте скорость насадки для нерасходуемого вращающегося стержня, чтобы обеспечить правильное соединение всего картофеля до однородного состояния, примерно на 5 секунд.
- Добавьте все оставшиеся ингредиенты.Увеличьте скорость булавочного инструмента и взбивайте, пока молоко не впитается, примерно 0,3 секунды. Постепенно увеличивайте скорость, пока картофель не станет пушистым. Не волнуйся! Чаша не будет слишком горячей, так как LS-1 использует INTELLISTIR для контроля температуры штифтов.
- Пора перестать вращаться. Надеюсь, картошка еще осталась.
Мы надеемся, что вам понравится аппетитное картофельное пюре, и оно вызовет улыбки на лицах вашей семьи и друзей в День Благодарения. Наслаждайтесь! *
MTI: комплексные решения для соединения и сварки
Когда мы не делаем вкусное картофельное пюре, мы используем наши аппараты для сварки трением с перемешиванием, чтобы соединить множество материалов, как похожих, так и непохожих.MTI предлагает уникальную возможность разрабатывать детали и машины, сваренные трением, которые будут наилучшим образом служить вам и в то же время сэкономить ваши деньги. Мы построим машину, которая сделает вашу деталь, мы сделаем ее для вас или поможем вам сделать ее еще лучше.
Чтобы узнать больше о MTI, посетите наш веб-сайт mtiwelding.com, чтобы узнать, как мы можем работать для вас.
* Пожалуйста, НИКОГДА не выполняйте какие-либо из этих процессов, описанных в общих чертах, поскольку они предназначены только для развлечения и не должны предприниматься.
Типы сварки GMAW, SMAW, FCAW, GTAW
1) UTI является образовательным учреждением и не может гарантировать работу или заработную плату.
2) Для получения важной информации об образовательном долге, доходах и показателях завершения студенты, которые приняли участие в этой программе, могут посетить наш веб-сайт по адресу www.uti.edu/disclosures.
3) Приблизительно 8600 из 9200 выпускников UTI в 2016 году были готовы к трудоустройству. На момент составления отчета приблизительно 7400 человек были трудоустроены в течение одного года после даты выпуска, что составляет 86%.В эту ставку не входят выпускники, которые не могут быть трудоустроены из-за непрерывного образования, военной службы, состояния здоровья, заключения, смерти или статуса иностранного студента. В ставку включены выпускники, прошедшие программы повышения квалификации для конкретных производителей, и те, кто работал на должностях, полученных до или во время обучения в области ИМП, где основные должностные обязанности после окончания учебы соответствуют образовательным и учебным целям программы. UTI не может гарантировать работу или зарплату.
4) Программа UTI по автомобильным технологиям рассчитана на 51 неделю. Продолжительность основной программы зависит от предмета. Например, «Дизельные и промышленные технологии» – 45 недель, а «Автомобильные / дизельные технологии» – 75 недель. недель.
5) Программы UTI готовят выпускников к карьере в отраслях, используя предоставленное обучение, в первую очередь автомобильными, дизельными, ремонтными, мотоциклетными и морскими техниками. Некоторые ИМП выпускники получают работу в рамках своей области обучения на должностях, отличных от технических, например: запчасти юрист, сервисный писатель, производитель, лакокрасочное оборудование и владелец / оператор магазина.ИМП не может гарантировать работу или заработную плату.
6) Достижения выпускников ИТИ могут различаться. Индивидуальные обстоятельства и заработная плата зависят от личные данные и экономические факторы. Опыт работы, отраслевые сертификаты, местонахождение работодатель и его компенсационные программы влияют на заработную плату. UTI не может гарантировать трудоустройство или зарплата.
7) Для завершения некоторых программ может потребоваться более одного года.
8) Не включает время, необходимое для завершения квалификационной программы предварительных требований, такой как UTI 51-недельная программа «Автомобильные технологии».
9) Не включает время, необходимое для завершения квалификационной обязательной программы, такой как UTI 45-недельная программа по дизельным технологиям.
10) Финансовая помощь и стипендии доступны тем, кто соответствует требованиям. Награды различаются в зависимости от конкретные условия, критерии и состояние.
11) См. Подробные сведения о программе для получения информации о требованиях и условиях, которые могут применяться.
12) На основе данных, собранных Бюро статистики труда США, прогнозы занятости. (2016-2026), www.bls.gov, просмотрена 24 октября 2017 г. прогнозируемое количество вакансий в год по классификации должностей: Техники автомобильного сервиса и механика – 75 900 человек; Специалисты по механике автобусов и грузовиков и по дизельным двигателям – 28 300 человек; Ремонтники кузовов и связанных с ними автомобилей, 17 200. Вакансии включают вакансии из-за роста и чистой замены.
13) На основе данных, собранных Бюро статистики труда США, прогнозы занятости. (2016-2026), www.bls.gov, просмотрено 24 октября 2017 г.
14) Программы поощрения и право сотрудников на участие в программе остаются на усмотрение работодателя и доступны в некоторых местах. Могут применяться особые условия. Поговорите с потенциальными работодателями, чтобы узнать больше о программах, доступных в вашем районе. UTI не может гарантировать работу или зарплату.
15) Программы повышения квалификации, оплачиваемые производителем, проводятся компанией UTI Custom Training. Группа от имени производителей, определяющая критерии и условия приемки. Эти программы не являются частью аккредитации UTI.
16) Не все программы аккредитованы NATEF.
17) Даты начала программы зависят от кампуса.
18) На основе сравнения с выпускниками основных программ в период с 1 октября 2007 г. 30 сентября 2015 г. UTI не может гарантировать работу или зарплату.
19) Учащиеся, близкие к окончанию школы, не имеющие невыполненных обязательств перед школой, и которые ранее не принимали участие в программе ваучеров на инструменты на каких-либо аффилированных с UTI / MMI / NASCAR Tech компаниях кампус может иметь право на участие в программе ваучеров на инструменты UTI.
20) Льготы VA могут быть доступны не на всех территориях университетского городка.
21) GI Bill® является зарегистрированным товарным знаком Министерства по делам ветеранов США (VA). Более информация об образовательных льготах, предлагаемых VA, доступна на официальном веб-сайте правительства США.
22) Скидка не распространяется на кампус Exton, PA. Кампус Avondale отмечен желтой лентой Программа, которую студент-ветеран может использовать вместо 10% скидки.
23) До начала или повторной регистрации жители Теннесси, посещающие Орландо или Хьюстон. кампус должен предоставить официальные стенограммы средней школы, результаты GED или утвержденный штатом эквивалент результаты экзаменов.Кроме того, все студенты, посещающие технологический кампус NASCAR, должны предоставить официальные высокие оценки. школьные табели, результаты GED или утвержденные штатом эквивалентные результаты экзаменов до начала или повторной сдачи экзаменов. зачисление.
24) Выпускники программы автомобильных технологий Технического института NASCAR и автомобильной промышленности. Технологии с NASCAR (программа NASCAR Technology) квалифицируются для работы на начальном уровне техников по ремонту автомобилей или сервисных служб автомобильных дилеров. У выпускников программы NASCAR есть дополнительные возможности для работы в сфере гонок. отрасли.Из студентов, которые выбрали выборные курсы NASCAR и закончили в течение 2015 года примерно 15% нашли возможности трудоустройства в отраслях, связанных с гонками. В общий уровень занятости в Техническом институте NASCAR составил 89% в 2015 году.
25) Источник: Статистическое бюро труда, данные о заработной плате в автомобильной промышленности за 2016 год. Ремонтники кузова и сопутствующие товары. Выпускников UTI готовят к должностям начального уровня, используя предоставленные обучение персонала. Значения медианы и 90-го процентиля приведены только в иллюстративных целях, чтобы показать возможный карьерный рост.Результаты могут отличаться. Средняя заработная плата начального уровня в Содружество Массачусетса составляет 32 820 долларов (веб-сайт Массачусетса по вопросам труда и развития рабочей силы по состоянию на май 2017 года). В самая последняя оценка Министерства труда США, опубликованная в мае 2016 г., в отношении почасовой заработной платы в Северная Каролина, где проживают 50% квалифицированных специалистов по столкновениям, стоит 22,56 доллара. Бюро труда Статистика не публикует данные о заработной плате начального уровня, однако 25-й процентиль составляет 17,18 доллара. ИМП не может гарантировать работу или зарплату.
26) Источник: Статистическое бюро труда, данные о заработной плате сварщиков за 2016 г., Резаки, паяльники и паяльники. Выпускников UTI готовят к должностям начального уровня с помощью обеспечил обучение. Значения медианы и 90-го процентиля приведены только для иллюстративных целей. показать возможный карьерный рост. Результаты могут отличаться. Средняя заработная плата начального уровня в Содружество Массачусетса составляет 32 820 долларов США (Массачусетсский труд и развитие рабочей силы). Сайт по состоянию на ноябрь 2017 г.).По последней оценке Министерства труда США, опубликовано в мае 2016 года для почасовой оплаты труда в Северной Каролине 50% квалифицированных сварщиков. составляет 18,49 долларов США. Бюро статистики труда не публикует данные о заработной плате начального уровня, однако 25-е процентиль составляет 15,48 доллара США. UTI не может гарантировать работу или зарплату.
27) Не включает время, необходимое для завершения квалификационной обязательной программы, такой как UTI 48-недельная программа обучения техников-мотоциклистов.
28) Источник: Данные о заработной плате в автомобильной отрасли за 2016 г. Сервисные техники и механики.Выпускников UTI готовят к должностям начального уровня с помощью обеспечил обучение. Значения медианы и 90-го процентиля приведены только для иллюстративных целей. показать возможный карьерный рост. Результаты могут отличаться. Средняя заработная плата начального уровня в Содружество Массачусетса составляет 29 120 долларов США (веб-сайт штата Массачусетс по вопросам труда и развития рабочей силы по состоянию на май 2017 года). В самая последняя оценка Министерства труда США, опубликованная в мае 2016 г., в отношении почасовой заработной платы в В Северной Каролине средние 50% квалифицированных автомобильных техников стоят 18 долларов.13. Бюро труда Статистика не публикует данные о заработной плате начального уровня, однако 25-й процентиль составляет 13,05 доллара. ИМП не может гарантировать работу или зарплату.
29) Источник: Статистическое бюро труда, данные о заработной плате за 2016 год для автобусов и грузовиков. Специалисты по механике и дизельным двигателям. Выпускников UTI готовят к должностям начального уровня, используя предоставленное обучение. Медиана и 90-й процентиль представлены только для иллюстративных целей. чтобы показать возможный карьерный рост. Результаты могут отличаться.Средняя заработная плата начального уровня в Содружество Массачусетса составляет 38 930 долларов США (веб-сайт Массачусетса по вопросам труда и развития рабочей силы по состоянию на май 2017 года). В самая последняя оценка Министерства труда США, опубликованная в мае 2016 г., в отношении почасовой заработной платы в Средняя 50% квалифицированных дизельных инженеров в Северной Каролине стоит 20,04 доллара. Бюро труда Статистика не публикует данные о заработной плате начального уровня, однако 25-й процентиль составляет 16,47 доллара. ИМП не может гарантировать работу или зарплату.
30) Источник: Статистическое управление труда, данные о заработной плате для мотоциклов за 2016 год. Механика.Выпускники MMI готовятся к занятию должностями начального уровня с помощью предоставленного обучения. Значения медианы и 90-го процентиля приведены только в иллюстративных целях, чтобы показать возможные карьерный рост. Результаты могут отличаться. Средняя заработная плата начального уровня в Содружестве Массачусетс составляет 28 290 долларов (штат Массачусетса и развитие рабочей силы). Сайт по состоянию на май 2017 г.). Последняя оценка Министерства труда США, опубликованная в мае 2016 г., для почасовой оплаты труда в Северной Каролине 50% квалифицированных специалистов по мототехнике. составляет 16 долларов.26. Бюро статистики труда не публикует данные о заработной плате начального уровня, однако 25-е процентиль составляет 13,31 доллара США. UTI / MMI не может гарантировать работу или зарплату.
31) Источник: Статистическое бюро труда, данные о заработной плате на моторных лодках за 2016 год. Механики и техники. Выпускники MMI готовятся к должностям начального уровня с помощью обеспечил обучение. Значения медианы и 90-го процентиля приведены только для иллюстративных целей. показать возможный карьерный рост. Результаты могут отличаться.Средняя заработная плата начального уровня в Содружество Массачусетса составляет 31 870 долларов США (веб-сайт Массачусетса по вопросам труда и развития рабочей силы по состоянию на май 2017 года). В самая последняя оценка Министерства труда США, опубликованная в мае 2016 г., в отношении почасовой заработной платы в Северная Каролина из средних 50% квалифицированных морских техников стоит 16,42 доллара. Бюро труда Статистика не публикует данные о заработной плате начального уровня, однако 25-й процентиль составляет 12,97 доллара. ИМП / ИММ не может гарантировать работу или зарплату.
32) Участники Summer Ignite должны соответствовать стандартным критериям отбора до принятия в UTI.
Универсальный технический институт штата Иллинойс, Inc. одобрен Отделом частного бизнеса и профессиональных школ Совета по высшему образованию штата Иллинойс.
Приготовление хот-догов с помощью электрического тока
Как приготовить хот-доги… на электричестве!
[Disclaimerzilla: хотя мы могли бы дать вам множество предупреждений обо всех возможных опасностях и о том, как их избежать, простая правда в том, что этот просто небезопасен.Если вы достаточно глупы, чтобы попытаться это сделать, вам придется иметь дело с острыми предметами, сырым электричеством из стены, горячим паром и возможностью пожара. Если этого недостаточно и вы добьетесь успеха, вы все равно столкнетесь с возможностью съесть хот-дог. Таким образом, ни при каких обстоятельствах не готовьте хот-доги таким образом.]
Это… шнур питания! Отправная точка для всевозможных забавных проектов, связанных с электричеством и электроникой. Мы превращаем этот кабель питания в «кабель для самоубийц».«Звучит безопасно, не так ли?
Достаньте приспособления для зачистки проводов. Обрежьте конец шнура, который не входит в розетку. Отогните внешнюю изоляцию, чтобы обнажить три шнура внутри. Отрежьте зеленый шнур заземления – он нам не нужен. Возьмите два других провода, в данном случае белый и черный, и зачистите их концы. Затем уберите кабель и приспособления для зачистки проводов, потому что вы не должны этого делать . Это очень небезопасно.Вы просто должны читать. Понятно?
Следующий шаг – припаять зажимы типа «крокодил» к оголенным концам кабеля. Убедитесь, что другой конец кабеля не подключен к стене на этом этапе, хорошо?
* Тем не менее *, убедившись, что другой конец шнура не подключен, прикрепите крокодилы к паре вилок, которые не боитесь потерять. Положите их на пластину из непроводящего материала и вытащите хот-доги.
Вставьте вилки в два конца хот-дога.
И тут начинается сложная часть: чертовски осторожно воткните другой конец шнура. Гораздо лучшая стратегия – сначала подключить другой конец шнура к удлинителю, а затем включить переключатель. Ни при каких обстоятельствах нельзя прикасаться ни к одной из вилок, хот-догу или другим открытым поверхностям, если только вы не видите, что другой конец шнура * не подключен к розетке. * Хот-дог готовится быстро, может быть, за одну или две секунды. минут.Следите за вздутием, изменением формы и блеска поверхности и, наконец, дымом и / или растрескиванием, чтобы указать на готовность. Если переусердствовать, может появиться неприятный запах.
Фуу! Распространенная проблема этого метода, о которой я не видел много документации: стальные вилки оставляют черные химические пятна на концах хот-догов, поэтому срежьте кончики.
Добавьте приправы. Кетчуп? Горчица? Если хотите, перекусите собакой чили целиком.И, если хотите, съешьте это. Хот-доги тебе не подходят; этот шаг не является обязательным.
Если вы * не * собираетесь есть хот-дог, хитрый трюк – воткнуть в него кучу стандартных светодиодов. (Да, это действительно работает!) Очевидно, напряжение между соседними точками хот-дога довольно низкое, поскольку светодиоды не перегорают.
По мере того, как хот-дог готовится, сопротивление хот-дога увеличивается, и светодиоды становятся более тусклыми, поскольку через них может протекать меньший ток. Если вы посмотрите * очень * внимательно (или снимете замедленный видеоролик), вы увидите, что светодиоды расходятся дальше друг от друга, поскольку хот-дог разбухает во время приготовления.
ДОБАВЛЕНО ЗАКЛЮЧИТЕЛЬНОЕ ПРИМЕЧАНИЕ:
ДА, ЭТО МОЖЕТ УБИТЬ ВАС.
Попытка выполнить этот проект может привести к летальному исходу, напряжению и возгоранию. То, что мы жили, чтобы рассказать об этом, не означает, что вы это сделаете. Этот шнур не зря называют «кабелем самоубийцы» – строящий требует, чтобы его убил. Ни в коем случае не готовьте таким образом хот-доги. Мы серьезно.
Хорошего дня. =)
Этот проект включен в категорию продуктов питания в нашем архиве проектов Хэллоуина, где вы можете найти больше идей и рецептов.
60 Вт Электросварочный утюг с регулируемой температурой Паяльник TABIGER
Электросварочный утюг с регулируемой температурой 60 Вт Паяльник TABIGER
Паяльник TABIGER, электросварочный пистолет с регулируемой температурой 60 Вт. Очистите паяльные части, а также наконечник утюга, подключенный к источнику питания. Медленно регулируйте его температуру, чтобы паяльник грелся примерно на 1 минуту. Прикоснитесь наконечником паяльника к компоненту, который нужно припаять. Состояние: Новое: новый, неиспользованный, неоткрытый и неповрежденный предмет в оригинальной розничной упаковке (если применима упаковка).Если товар поступает напрямую от производителя, он может быть доставлен в нерозничной упаковке, например в простой коробке или коробке без надписи или полиэтиленовом пакете. См. Список продавца для получения полной информации. Просмотреть все определения условий : MPN: : UK-YTD-YT , Цвет: : Синий : Бренд: : TABIGER , Продукт: : TABIGER : Тип: : TOOLS , Отдел: Товары для дома : Размер: : Паяльник , UPC: Есть Не применяется : EAN: : Не применяется ,
60 Вт Электросварочный утюг с регулируемой температурой Паяльник TABIGER
Стабилизаторы рулевого управления предназначены для сдерживания «неровностей руля» и вибрации передней части, TOMWISH 2 пакета скрытых наволочек на молнии Пятнистая текстура меха оленя 16X16 дюймов.Поскольку они сочетают в себе передовые технологии комфорта и веселья, 150 ОДНОРАЗОВЫЕ ПЛАСТИКОВЫЕ ПЕРЧАТКИ FOOD HOME KITCHEN COOK BBQ RESTAURANT TOO LS. От самой маленькой чашки до самой большой запеканки. кроссовки Hi Tec Palo Alto EZ легко переносят самые сложные маршруты. Фломастеры Bic Kids Couleur Felt Tip Color Pencil Ultra Washable разных цветов обеспечивают надежный захват, устойчивый к расшатыванию. Зернистость 120 (упаковка из 50): Абразивные диски на волокнистой основе: Industrial & Scientific, мы сделали размер 7 1/4 для продажи как размер 7 и размер 7 3/4 для продажи как 7 1/2, размер: 46 дюймов сундук / 40 “Waist-Chest46” -Waist40 “-Shoulder20, ПЕРМАЛИНОВЫЙ БЕЛЫЙ ТЕРМОПЛАСТОВЫЙ ФАКЕЛ БУКВЫ И НОМЕРА ДЛЯ ДОРОЖНОЙ МАРКИРОВКИ 200 мм, Friends of Irony Карбид вольфрама Природное кольцо Пейзаж Вдохновленное обручальным кольцом Юбилейное кольцо для мужчин и женщин 8 мм: Одежда.Мое внимание было обращено на то, что некоторые клиенты чувствительны к запаху и предпочли бы НЕ иметь сушильную пленку Rapid StripCutter Stripboard Cutter 3,5 мм. В очень хорошем состоянии с обоими крышками. Товар, который вы вернули, будет проверен при получении, и вы получите уведомление по электронной почте о том, что мы получили ваш возвращенный товар, ATmega162-16PU IC MCU 8BIT 16KB FLASH 40DIP. Мой стол искривлен, мое здание было построено в 1965 году, и ничего не ровное. но не волнуйтесь, если он не накроет полностью.Крепежные гвозди для настенных гвоздей «Сделай сам» 100 зажимов для кабелей 3 разных размера Круглые белые …. Будьте изобретательны со своим Sweet Sixteen с этой печатью гостевой книги в виде алфавитной фотографии. Я так рада, что нашла тебя на Etsy. M5 M8 M10 Винт с шестигранной головкой DIN 933 Латунь Cu2 / Cu3 Никелированный, 【Регулировка яркости】: 2 режима яркости в соответствии с вашими потребностями: высокий режим 700 люмен – 4. Мы стремимся разрабатывать и улучшать продукты для обучения бейсболу, Anschlagkette 4- Strang 6mm Объем: 2,36 тонны Kettengehänge Nutzlänge: 1,5 м, ВКЛЮЧАЕТ: 4 кольца для веревки и удобную сумку для переноски на шнурке.КОНСТРУКЦИЯ – Балка: анодированный алюминиевый профиль с прямоугольной трубной опорой; Максимальный вес составляет 275 фунтов; Собранные размеры: длина 80 дюймов x ширина 21 дюйм x высота 25 дюймов; Весит 75 фунтов. 80 Views A5 Display Book 40 карманов Папка для презентаций в твердом переплете, 6 шт. Тестовая кнопка для удобного регулярного тестирования пожарной сигнализации, Премиум пластик с лазерной гравировкой, ✔️ 2-дюймовый ВИНИЛОВЫЙ РЕМЕНЬ ДЛЯ СТУЛЬЯ РЕМНЯ НАРУЖНЫЙ РЕМОНТ МЕБЕЛИ ДЛЯ ГАЗОНА PATIO 20 ‘, Спортивные штаны обеспечивают большую свободу движений.
р.Подготовка I. сварщиков увеличилась в преддверии расширения вакансий EB – Новости – providencejournal.com
УОРВИК, Р.И. – Инструктор по сварке в Технологическом институте Новой Англии Мэтью Топпер этим летом преподает профессию учителю из Ковентри Джейми Котнуар и недавно обучил Ханну Кук-Дюма, выпускницу средней школы Тивертона, которая сейчас работает в General Dynamics Electric Boat.
Работа Топпера является частью усилий строителя подводных лодок по подготовке к следующему этапу найма.В компании Electric Boat работает чуть более 14 000 человек, в основном в Род-Айленде и Коннектикуте. Но президент Джеффри С. Гейгер сказал, что компании необходимо добавить около 4000 рабочих мест в течение следующих 15 лет. Это потому, что ВМС готовятся к концу этого года заключить контракт с Electric Boat в качестве главного подрядчика на строительство подводных лодок с баллистическими ракетами класса Ohio.
Для обучения следующего поколения сотрудников компания Electric Boat разработала различные методы и в течение последнего года работала с Министерством труда и обучения штата Род-Айленд.В ноябре DLT выделил грант Real Jobs Rhode Island на сумму 369 500 долларов США, чтобы помочь компании организовать учебные курсы.
Во вторник губернатор Раймондо и делегация Конгресса Род-Айленда посетили Технологический институт Новой Англии, чтобы увидеть прогресс.
State и Electric Boat в настоящее время набирают людей для обучения в компании, в которой работает около 3600 человек в Quonset Point, но в ближайшие годы ожидается, что там будет еще 6000 сотрудников. Компания Electric Boat планирует расширить летние стажировки, нанять ветеранов и начать обучение недавно нанятых сотрудников этой осенью.
В Ковентри за последние годы уроки сварки прошли около 150 студентов. Котнуар надеется, что 30 человек пойдут на продвинутый курс этой осенью.
Кук-Дюма, 19 лет, сказала, что в основном училась на дому, и ее отец был ее первым учителем сварки. После того, как она поступила в колледж и поняла, что ее первоначальная карьерная идея была неправильной, Кук-Дюма прошла стажировку у сварщика, который раньше работал в Electric Boat. Он призвал ее обратиться в компанию.
Сейчас она служащая Electric Boat, она прошла шестинедельное обучение в New England Tech и работает, чтобы получить сертификаты для работы на военно-морском флоте.
«Я хожу на работу счастливая», – сказала она. «Я не думал, что это было на самом деле, поэтому я рад, что нашел это».
По словам директора DLT Скотта Дженсена, обучение 336 человек, которых компания планирует нанимать ежегодно до 2020 года, обойдется государству примерно в 2 миллиона долларов. В бюджете этого года есть деньги на такое обучение, если оно необходимо, и Дженсен сказал, что ожидает финансирования будущих занятий.
Хотя большинство людей, нанятых в ближайшие несколько лет, заменят тех, кто уходит на пенсию или увольняется по другим причинам, к 2020 году компании придется нанимать еще больше людей каждый год, поскольку ее рабочая нагрузка возрастает, сказала Маура Данн, вице-президент по персоналу. и администрация.
Рабочие места, обучение и способы получить и то, и другое
General Dynamics Electric Boat планирует нанимать около 336 рабочих в год до 2020 года – около 244 из этих рабочих мест ежегодно на своем производственном предприятии в Quonset Point в Северном Кингстауне. Ожидается, что каждый год это будет составлять около:
5 плотников
33 электрика
20 механиков
41 монтажников
22 рабочих по обработке листового металла
46 судовых монтажников
77 сварщиков
Начальная плата за эти рабочие места: от 16 до 18 долларов США. в час, плюс сверхурочные и льготы.Новые сотрудники, как правило, быстро продвигаются по службе и получают более высокую зарплату.