Угловой шов. Ошибки начинающего сварщика и их исправление
Автор: Михаил Щербаков. Рубрика: сварные швы,угловые швы
Многие сварщики-любители выполняют угловой шов с грубыми ошибками. Особенно это относится к начинающим сварщикам, которые только осваивают этот навык. Какое-то время назад на основе фотографии, присланной одним из моих читателей, я написал статью, где разбирал ошибки выполнения сварочного шва в нижнем положении. Если вы её не читали, прочитайте.
А сейчас на основе фотографии того же читателя я разберу его угловой сварочный шов. Вообще, к такому результату приводит сочетание многих ошибок, но всё же я постараюсь свой рассказ структурировать.
Итак, поехали.
Отсутствие металла на вершине угла
Самый основной и бросающийся в глаза дефект – это отсутствие металла шва на вершине угла, т.е., в месте соединения деталей. На фото 1 я обвёл это красными овалами.
Фото 1. Отсутствие металла шва на вершине угла.
Это происходит в результате неправильных движений электродом. В частности, быстрое перемещение электрода в месте соединения деталей (на вершине угла) и длительное задержание на боковых сторонах шва.
Также такому дефекту также может способствовать неправильно выбранный диаметр электрода. Дело в том, что слишком толстый электрод своими краями может касаться деталей, поэтому дуга, которая всегда идёт по кратчайшему пути, не будет «доставать» до вершины угла. Более подробно про непровар углового сварного шва читайте тут: http://www.elektrosvarka-blog.ru/uglovoj-shov-neprovar-1/
Вообще, в данной ситуации можно было бы и закончить перечисление ошибок, т.к. на фоне такого грубого дефекта всё остальное не имеет особого значения. Но давайте представим, что в месте соединения деталей (на вершине угла) металл всё же есть.
Тогда на фото 2 имеет смысл обратить внимание на то, что на вертикальной стенке (жёлтая стрелка) металла значительно меньше, чем на горизонтальной поверхности (синяя стрелка).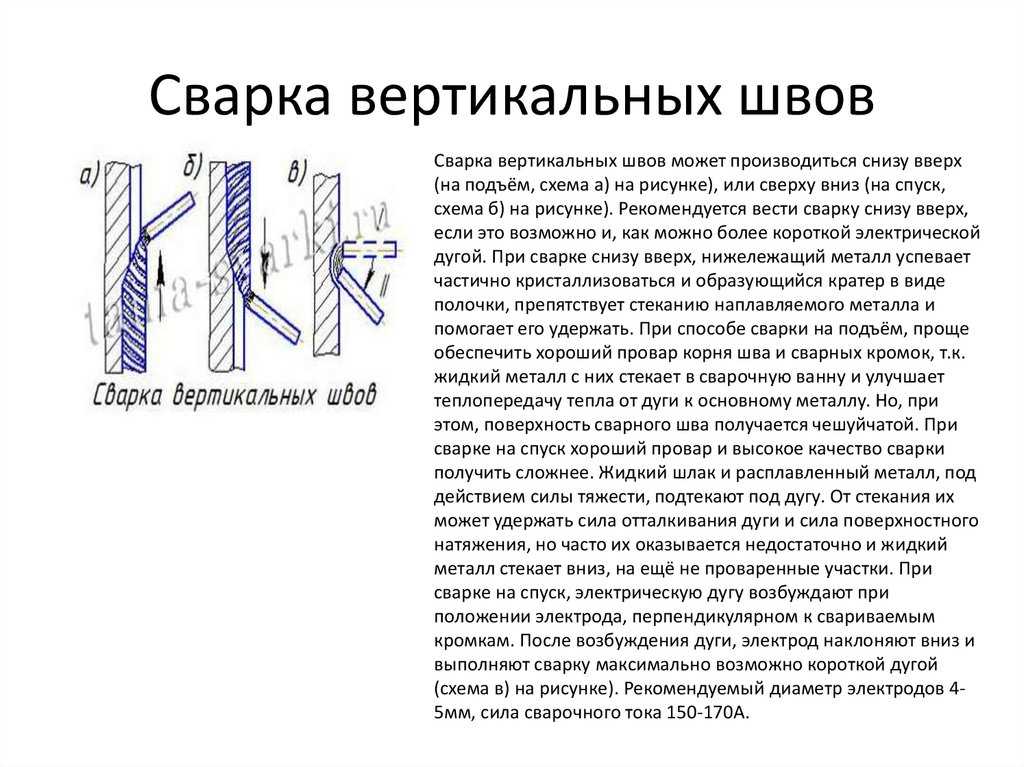 А в правой части шва на вертикальной поверхности металла нет вообще (жёлтый овал), при этом на горизонтальной поверхности его достаточно много (синий овал).
А в правой части шва на вертикальной поверхности металла нет вообще (жёлтый овал), при этом на горизонтальной поверхности его достаточно много (синий овал).
Угловой шов с разным количеством наплавленного металла
Фото 2. Разное количество наплавленного металла на вертикальной и горизонтальной стенках.
Такое явление происходит тогда, когда электрод находится под неправильным углом к деталям, а сварщик не отслеживает, какое количество металла с электрода поступает на каждую сторону сварочного шва.
Кроме этого, я вижу ещё несколько помарок, но в данной ситуации они совсем не важны.
На самом деле, тема выполнения угловых швов гораздо шире, чем кажется на первый взгляд. Дело в том, что угловой шов может быть по-разному размещён в пространстве и у сварки в каждом положения есть свои особенности. Кроме того, проварка угла внутри и снаружи тоже имеет свои особенности (правильно взаимное положение деталей, зазоры и др.). И, к сожалению, в статьях это не передать – нужно смотреть видео.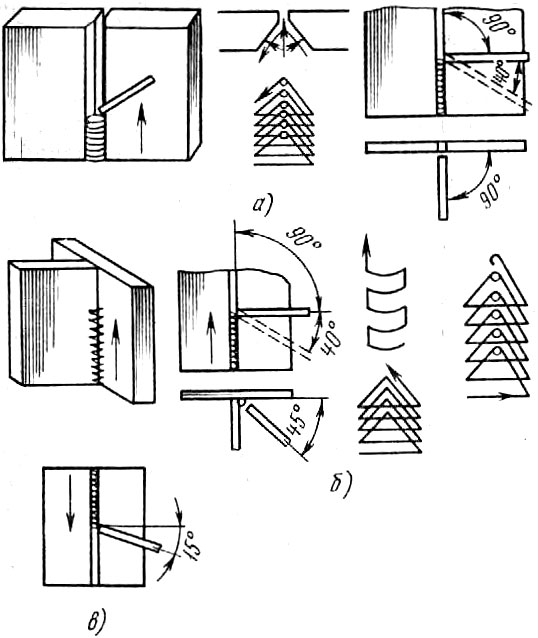
Ещё по теме:
Причины непровара угловых швов. Часть 1
Ошибки при выполнении сварочных швов
Тонкий металл, вертикальный шов
Видеокурсы:
Как варить электросваркой
Как установить сварочный ток правильно
Как выбрать маску «хамелеон»
Как настроить маску «хамелеон» правильно
Как выбрать сварочный инвертор
Как правильно варить потолочный шов электросваркой (электродом, инвертором)
Содержание страницы
Одним из самых неудобных и трудных положения для сварки является потолочное. Но овладеть этим видом соединения стоит ввиду автоматического повышения класса сварщика, который научился накладывать качественные швы в таком пространственном положении. Это востребовано на предприятиях, деятельность которых связана с прокладкой трубопроводов, и на строительных площадках. Пригодится данное умение и в быту, при сварке отопления или беседки. Некоторые элементы металлического гаража не собрать без сварочных соединений вверху. Как варить потолочный шов электросваркой? В чем заключаются главные меры предосторожности и оптимальные настройки аппарата?
Как варить потолочный шов электросваркой? В чем заключаются главные меры предосторожности и оптимальные настройки аппарата?
Распространенные сложности
Потолочные швы многие сварщики не любят из-за сложностей в их исполнении. Результат у начинающего может часто быть плохим, что отбивает охоту учиться. Но если понимать основные проблемы и максимально их предупреждать, то довольно скоро, после тренировок, можно освоить это непростое соединение.
Сварка потолочного шва инвертором или трансформатором значительно отличается от работы на аналогичном изделии в нижнем положении. Когда металл сваривают на полу, то сварочная ванна растекается по соединению, и сварщику необходимо следить только за правильным заполнением стыка, не допуская попадания шлака впереди ванны. Когда же рабочей поверхностью служит потолок, расплавленный металл под собственным весом стремиться вниз.
Шлак, будучи в жидком состоянии, тоже постоянно капает, чем мешает вести шов. Эти брызги ударяясь о землю, разлетаются еще больше, попадая на сварщика и окружающие предметы. Основной сложностью при дуговой сварке в потолочном положении шва является соединение сторон изделия. Сварочная ванна образовывается на одной кромке, но никак не получается связать металлом обе стороны.
Основной сложностью при дуговой сварке в потолочном положении шва является соединение сторон изделия. Сварочная ванна образовывается на одной кромке, но никак не получается связать металлом обе стороны.
Сварка потолочных швов выполняется на уменьшенном токе, что влечет частое прилипание электрода и непровары. Еще одним дефектом являются наплывы. Положение тела с запрокинутой головой и поднятой вверх рукой быстро утомляет сварщика. Поэтому частые перерывы просто необходимы для качественного выполнения работы. Понимание этих сложностей поможет настроиться на трудности и принять меры по облегчению реализации процесса.
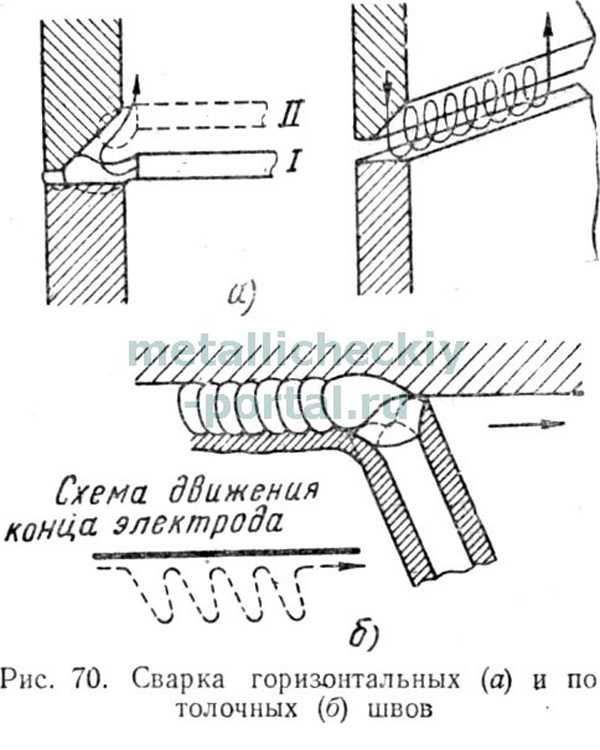
Технология потолочной сварки
Чтобы разобраться как правильно выполнять этот вид соединений, необходимо знать основные правила, которыми пользуются опытные сварщики. Дополнительно, можно ознакомиться как варить потолочный шов электросваркой на видео. Вот главные моменты:
- Свариваемые стороны следует максимально свести вместе. Сварка с зазорами на потолке доступна только опытным специалистам, поэтому чем плотнее сопряжены детали, тем проще будет наложить шов.

- Разделка кромок выполняется как и в нижнем положении. При толщине сторон более 5 мм делается V-образный скос.
- Электрод подносится к потолку под углом 45 градусов относительно верхней плоскости. Начинающим сварщикам можно попробовать варить половинкой электрода, т. к. это позволит лучше контролировать его кончик и управлять формированием шва.
- Сварочный процесс и сам шов в этом пространственном положении возможны благодаря поверхностному натяжению металла. Чтобы капли расплавленного железа не отлетали, не успев зацепиться за кромку, следует уменьшить силу тока.
- Если стороны близко сведены вместе, то первый шов на ровных пластинах можно провести без колебательных движений. Это позволит хорошо заполнить стык. Второй проход делается пошире, чтобы укрепить связку. Но на трубах лучше сразу варить широким швом.
- Сварка электродом может быть выполнена несколькими способами ведения: полумесяцем, горизонтальной восьмеркой, или по спирали. Когда имеется небольшой зазор, то применяется прерывистая дуга, позволяющая остыть отложенной капле металла. Через мгновение, не давая пройти красному цвету (это видно через маску) накладывается следующая капля. Это долгий процесс, поэтому сварщику не нужно спешить, и требуется периодически отдыхать.
- Не следует пугаться вида соединения после окончания работ. Шлак может стекать вниз в несколько ярусов. Но после его отбития должен остаться высокий шов. Наплывы и крупные валики не критичны.

 Через мгновение, не давая пройти красному цвету (это видно через маску) накладывается следующая капля. Это долгий процесс, поэтому сварщику не нужно спешить, и требуется периодически отдыхать.
Через мгновение, не давая пройти красному цвету (это видно через маску) накладывается следующая капля. Это долгий процесс, поэтому сварщику не нужно спешить, и требуется периодически отдыхать.Аппараты и электроды
Потолочные швы можно выполнять инвертором или обычным трансформатором. Важно правильно установить силу тока, которая ниже на 25%, чем при сварке на полу. Например, для пластин толщиной 5 мм достаточно 100А. Работать будет легче, если кабель будет не тяжелым. Это облегчит управление концом электрода и рука меньше устанет. Еще кабель можно намотать петлей на руку, чтобы уменьшить нагрузку на запястье.
Еще кабель можно намотать петлей на руку, чтобы уменьшить нагрузку на запястье.
Электроды для потолочной сварки подойдут диаметром 3 и 4 мм. Важно их хорошо просушить, чтобы уменьшить количество брызг. Если новички будут пользоваться короткими электродами, это позволит увереннее манипулировать дугой.
Меры предосторожности
При потолочных швах стоит одеться в плотную куртку и брюки. Перчатки должны закрывать манжеты, иначе окалины докатятся до локтей и обожгут кожу. На голове обязательно необходима шапка или кепка без козырька. Брюки важно подобрать такой длины, чтобы они закрывали ворот обуви для предотвращения попадания расплавленных частиц внутрь.
Поскольку брызги, ударяясь о землю, разлетаются дальше, рядом не должно находиться легковоспламеняющихся предметов. Шлак отбивать нужно в защитных очках, ведь он будет падать вниз на сварщика. Частый отдых позволит снять нагрузку с мышц шеи и руки и качественно выполнить работу.
Сварка в потолочном положении осваивается не сразу. Требуется практика и терпение. Хорошо выделять несколько минут в день и приварив два кусочка трубы или уголка к столу, пытаться их заварить снизу. Освоив этот метод можно смело варить трубы и металлоконструкции любой сложности.
Требуется практика и терпение. Хорошо выделять несколько минут в день и приварив два кусочка трубы или уголка к столу, пытаться их заварить снизу. Освоив этот метод можно смело варить трубы и металлоконструкции любой сложности.
Учебное пособие по сварке MIG, методы и практические занятия
Угловые соединения, выполненные дуговой сваркой, редко предназначены для соединений с полным проплавлением. Подготовка стыка (как видно на стыковом сварном шве стр.) обычно не проводится, а прочность углового шва определяется толщиной самого шва, а не глубиной проплавления. Аналогичная технология применяется для сварки швов внахлестку.
При сварке двух металлических пластин под углом стержень должен разделиться пополам угол наклона пластин так, чтобы тепло распределялось равномерно по обоим тарелки. На стержне также должен быть небольшой угол опережения, как описано в
страницу обучения дуговой сварке (игнорировать
тень от стержня на видео как положение источника света
вводит в заблуждение). Мы использовали стержень диаметром 3,2 мм, рассчитанный на ток около 100 ампер, для корневого шва. в видео. Плотная дуга помогает сосредоточить тепло в углу стыка, а также предотвращает отклонение дуги в сторону одной пластины или другое. | 1,3 Мб 48 с Flash-видео предварительно загружается перед воспроизведением и включает звук. |
На середине корневого шва есть небольшое отверстие. Это где сварщик изменил положение в середине прохода и переместил стержень слишком близко к одному стороны – вы можете увидеть, как это происходит на видео выше. Стержень выгнулся против ближайший кусок металла и избегал самой дальней пластины, оставляя яма полная шлака. Этого можно избежать, используя тугую дугу и правильный угол стержня. Флюсу некуда
зайти в угол, так будет скрыто больше видимого света от дуги
по потоку. Аккуратность корневого шва будет определять аккуратность последующего сварные швы. | |
Вышеупомянутый корневой шов не будет таким прочным, как основной металл. сварной шов не проникает очень далеко в угол, поэтому большинство прочность сварного шва – в толщине присадочного материала. Прочность сварного шва определяется толщиной шва, минимальная толщина сварного шва плюс любое проплавление. Это сложно для измерения, поэтому, как правило, оценивается как 0,7 x длина ноги для плоского профиля филе митры как на фото. Как и в случае плоских соединений с несколькими стрингерами
используются для увеличения материала в сварном шве для листов толщиной более
около 6мм. Под действием гравитации длина горизонтальной ноги немного больше. чем вертикальная нога. Наклон стержня больше к вертикальной пластине поможет противостоять этому, так как присадочный металл и фокус тепла в направление стержня. | |
На фото корневой проход продолжается по всей длине пластины. второй проход был остановлен до конца пластины, а третий немного раньше, просто чтобы показать, как выполняется сварка. Второй проход делается по нижней части пластины, так как это дает что-то
для третьего прохода, чтобы сидеть. И второй, и третий проходы центрированы.
примерно на краю предыдущего сварного шва, и то же самое было бы верно
если требуются дополнительные проходы. | |
Небольшой подрез в верхней части третьего прохода, где край сварного шва врезался в основной металл. Подрезка вызвана из-за чрезмерных токов (см. неисправности стр.) и вызывает концентрацию напряжения на кромке сварного шва. В нашем случае подрез был вызван третьим проходом, когда металл был еще горячим от второго. Второй проход не имеет подрезов. |

 Для облегчения контроля можно использовать очень легкое качающее движение.
движение, но оно не должно быть чрезмерным, так как цель состоит в том, чтобы нагреть внутреннюю часть
угла.
Для облегчения контроля можно использовать очень легкое качающее движение.
движение, но оно не должно быть чрезмерным, так как цель состоит в том, чтобы нагреть внутреннюю часть
угла.

Mig Советы и рекомендации по сварке Руководство по сварке
Toggle Nav
Поиск
Насадки для сварки Mig
- Направьте проволоку на переднюю кромку сварочной ванны, чтобы лучше контролировать сварной шов.
- Для максимального контроля валика при выполнении более сложных сварных швов, таких как; Вертикальные, горизонтальные и потолочные сварные швы, используйте проволоку наименьшего возможного диаметра и сохраняйте малый размер сварочной ванны.
- Контактная трубка, направляющая пистолета и приводные ролики должны совпадать с проволокой.
- Содержите в чистоте вкладыш пистолета, приводные ролики и сопла пистолета. Контактные наконечники следует заменить, если они забиты или не подаются должным образом.
- Пистолет должен стоять прямо, чтобы проволока правильно подавалась.
- Держите пистолет обеими руками.
- Не преувеличивайте натяжение втулки механизма подачи проволоки и давление приводного ролика.
- Храните провод в незагрязненном месте.
Длина электрода
Никогда не допускайте, чтобы расстояние между электродом и контактной трубкой превышало от 1/4” до 3/4” . Если вы сделаете свой сварной шов, он будет неправильным.
| Слишком короткий | Обычный | Два длинных |
Длина сварочной проволоки
Тонкий металл = тонкий диаметр
Толстый металл = более крупная проволока для более крупного аппарата
Используйте проволоку, соответствующую металлу вашего изделия. Не используйте алюминий с нержавеющей или наоборот.
Не используйте алюминий с нержавеющей или наоборот.
| Металл | РЕКОМЕНДУЕМЫЕ РАЗМЕРЫ ПРОВОДОВ | ||||||
|---|---|---|---|---|---|---|---|
| Толщина материала | Сплошная проволока MIG | Безгазовая порошковая проволока | |||||
| 0,024” | 0,030” | 0,035” | 0,045” | 0,030” | 0,035” | 0,045” | |
| 24 Калибр (0,025) | |||||||
| 22 Калибр (0,031) | |||||||
| 20 калибр (0,037) | |||||||
| 18 калибр (0,050) | |||||||
| 16 Калибр (0,063) | |||||||
| 14 Калибр (0,078) | |||||||
| 1/8” (0,125) | |||||||
| 3/16 дюйма (0,188) | |||||||
| 1/4 дюйма (0,25) | |||||||
5/16” (. 313) 313) | |||||||
| 3/8 дюйма (0,375) | |||||||
| 1/2 дюйма (0,5) | |||||||
| 24 Калибр (0,025) | |||||||
= рекомендуется *При сварке материалов толщиной более 3/16 дюйма может потребоваться использование многопроходной сварки или конструкции со скошенным стыком (в зависимости от вашей машины). | |||||||
Основы сварочной проволоки
| СВАРОЧНАЯ ПРОВОЛОКА | |
|---|---|
| Цельная углеродистая сталь ER70S-6 |
|
| Порошковая/углеродистая сталь E71TGX |
|
| Алюминий ER5356 |
|
| Нержавеющая сталь ER308L |
|
Выбор правильного защитного газа
Co2 следует использовать с толстыми материалами, но он слишком горячий для более тонких материалов. Тонкую сталь следует использовать с 75% аргоном/25% СО2.
Тонкую сталь следует использовать с 75% аргоном/25% СО2.
Алюминий следует использовать с аргоном.
Нержавеющая сталь может использоваться с тройной смесью или гелием+аргоном+CO2.
Техника перетаскивания пистолета
Перетаскивание = больше проплавления с более узким валиком
Толкание = меньшее проплавление с более широким валиком
Толщина углового сварного шва материалы, которые вы сварили.
Советы по сварке MIG алюминия
- При сварке алюминия настоятельно рекомендуется использовать шпульный пистолет. Однако, если у вас нет доступа к нему, вы можете попробовать использовать очень короткое ружье.
- Держите пистолет прямо.
- Используйте аргон в качестве защитного газа
- Отодвиньте пистолет от себя во время сварки (техника толкающего пистолета)
- Проблемы с фидером? Возможным решением проблем с фидером является использование контактного наконечника, который на один размер больше, чем ваша проволока. Провод
- ER403 можно использовать для большинства проектов. ER4356 следует использовать, когда ваш сварной шов должен быть более прочным или жестким.
- Всегда очищайте алюминий перед сваркой с помощью проволочной щетки из нержавеющей стали. Эту щетку следует использовать только для очистки алюминиевой проволоки, чтобы предотвратить ее загрязнение.
- Заполните кратер на конце сварного шва, чтобы избежать трещины. Один из способов сделать это — задержаться в сварочной ванне на секунду в конце сварки.
Сварочные наконечники с флюсовой проволокой
- Во время сварки тяните горелку от себя (техника вытягивания пистолета)
- Храните провод в сухом месте без загрязнений
- Используйте отбойный молоток и проволочную щетку для удаления слоя шлака после завершения сварки
- Вам не нужен защитный газ — отлично подходит для сварки на открытом воздухе!
- Вы не сможете сваривать более тонкие металлы, чем при обычной сварке MIG.

Зачем использовать шпульный пистолет? Катушка
рекомендуется использовать при сварке алюминия. Использование пистолета для катушки на алюминии имеет множество преимуществ по сравнению со стандартной горелкой MIG, в том числе:
- Использование пистолета для катушки предотвращает загрязнение алюминия пистолетом, который использовался с предыдущими металлами, обеспечивая высочайшее качество сварки.
- Алюминий более тонкий металл. Пистолеты с катушкой имеют гораздо меньшее расстояние подачи, что означает меньшую вероятность перегиба алюминия.
- Алюминий должен расширяться при выходе из контактного наконечника. Диаметр контактного наконечника шпульного пистолета намного больше, чем у пистолета MIG, что дает алюминию необходимое пространство.
Щелкните для получения дополнительной информации о MIGWELD® 100Нажмите, чтобы просмотреть полную линейку наших аппаратов для сварки TIG
MIGWELD® 100
Одним из наших замечательных стартовых аппаратов для сварки MIG является MIGWELD® 100. MIGWELD® 100 легко подключается к существующей сети 110 В. настенная розетка и может быть легко настроена за считанные минуты. Работая от стандартного шнура питания 110 В и способного удерживать катушку весом до 11 фунтов, вы сможете сварить хороший шов в любом месте без газа! MIGWELD® 100 также имеет простые и удобные элементы управления, которые позволяют настроить машину быстрее, проще и точнее.
MIGWELD® 100 легко подключается к существующей сети 110 В. настенная розетка и может быть легко настроена за считанные минуты. Работая от стандартного шнура питания 110 В и способного удерживать катушку весом до 11 фунтов, вы сможете сварить хороший шов в любом месте без газа! MIGWELD® 100 также имеет простые и удобные элементы управления, которые позволяют настроить машину быстрее, проще и точнее.
MIGWELD® 140
MIGWELD 140 — это самый универсальный сварочный аппарат, который может сваривать не только экзотические металлы, но и алюминий с дополнительным шпульным пистолетом. MIGWELD 140 легко подключается к существующей настенной розетке 110 В и легко настраивается за считанные минуты. Работая от стандартного шнура питания 110 В и способного удерживать катушку весом до 11 фунтов, вы сможете создать хороший сварной шов в любом месте с газом или без него! Это делает MIGWELD® 140 еще одной отличной машиной для начинающих.
Щелкните для получения дополнительной информации о MIGWELD® 140Нажмите, чтобы просмотреть полную линейку наших аппаратов для сварки TIG
MIGWELD® 200S
Если вы освоили все основы и готовы погрузиться в более продвинутую машину, с большим контролем и возможностью сваривать экзотические металлы, то MIGWELD® 200S — отличный аппарат для вас! Эта машина очень похожа на MIGWELD® 140, но имеет немного большую мощность и немного больше возможностей.
Щелкните, чтобы получить дополнительную информацию о MIGWELD® 200 SCЩелкните, чтобы просмотреть полную линейку наших сварочных аппаратов TIG
Видеотека по сварке TIG компании Longevity (щелкните здесь)
ОСНОВЫ ДУГОВОЙ СВАРКИ С САМОЗАЩИТНЫМ ПОКРОВОМ
Скотт демонстрирует сварные швы с использованием сварочного аппарата LONGEVITY Migweld 100 – MIG. Объяснение техники. Это всего лишь одно из множества видеороликов по сварке в нашей библиотеке.
Калькулятор сварки MIG от Longevity (Нажмите здесь)
Независимо от того, являетесь ли вы начинающим сварщиком или профессиональным сварщиком, каждый время от времени нуждается в небольшой помощи, чтобы выяснить, какие настройки использовать при сварке новых материалов. . Вместо того, чтобы сваривать, не зная, какие настройки использовать, попробуйте наш сварочный калькулятор. Все, что вам нужно сделать, это выбрать процесс, тип металла, толщину металла и тип сварного шва, после чего вы получите ответы на все ваши вопросы.