Сварка алюминия электродом в домашних условиях
Из алюминия произведено множество конструкций применяемых в устройстве автомобиля. Это могут быть блоки двигателя, коробки передач и элементы кузова. Изготавливают из этого нержавеющего материала различные емкости для промышленных и бытовых нужд. В случае образования трещины или свища заварить проблемное место лучше в среде аргона специальным аппаратом. Но если такой возможности нет, то можно воспользоваться инвертором. Сварка алюминия электродом в домашних условиях требует определенного режима и предварительной подготовки. Используются и специализированные расходные материалы. Как все это осуществить описывается ниже и демонстрируется на дополнительном видео.
Сварочный процесс-трудности работы с материалом
Электрической дугой можно соединять многие виды железа. У нее достаточно высокая температура горения, что позволяет хорошо проплавлять разную толщину пластин и создавать надежные и герметичные соединения. Но сваривать алюминий инвертором сложнее ввиду нескольких специфичных особенностей этого материала.
Но сваривать алюминий инвертором сложнее ввиду нескольких специфичных особенностей этого материала.
Первой трудностью являются гигроскопичные свойства алюминия. Материал способен впитывать окружающую влагу и накапливать в себе. Это не проявляется видимым образом на охлажденном изделии, но сразу станет заметно при ведении сварки. Когда зажигается дуга и металл оказывается в зоне повышенной температуры, то влага начинает испаряться с его поверхности, неизбежно попадая в зону сварки. Это приводит к чрезмерным брызгам и помехам при выполнении шва. Чтобы предупредить такое явление, требуется предварительный подогрев изделия горелкой при температуре 150-190 градусов. Во время выполнения процедуры можно увидеть выделение влаги на поверхности.
Еще одной сложностью является оксидная пленка, покрывающая все изделие тонким слоем. Она защищает металл от разрушения в кислотной среде, но существенно мешает свариванию инвертором в домашних условиях. Трудность заключается в огромной разнице температур плавления.
Взаимодействие с окружающим воздухом способствует образованию пор в структуре шва, что значительно понижает его герметичные свойства. Защита сварочной ванны выполняется подачей аргона в случае TIG, или созданием газового облака от покрытых электродом при сварке инвертором в домашних условиях.
Поскольку чистый алюминий не используется в изделиях, то трудностью для сварки могут быть другие элементы входящие в сплав. Так, марки Ал2 и Ал9 с содержанием силумина от 4 до 13% считаются ограниченно свариваемыми. Такие же показатели имеют марки AMr1 и AMr6, где марганец может добавляться от 2 до 6%. Дюралюминий Д16 относится к трудносвариваемым.
Выполняем сварку: этапы работы
- Если свариваемые пластины имеют толщину более 5 мм, то необходима разделка кромок.
 Стандартом считается срез краев под 45 градусов, но допускаются и другие значения. Стоит отметить, что чем больше угол разделки, тем шире получится сварочный шов. При толщине пластин более 7 мм между ними требуется технологический зазор в 2 мм. Если рабочим объектом является трещина, то ее необходимо расширить отрезным диском и «болгаркой», иначе шов будет поверхностным.
Стандартом считается срез краев под 45 градусов, но допускаются и другие значения. Стоит отметить, что чем больше угол разделки, тем шире получится сварочный шов. При толщине пластин более 7 мм между ними требуется технологический зазор в 2 мм. Если рабочим объектом является трещина, то ее необходимо расширить отрезным диском и «болгаркой», иначе шов будет поверхностным. - Подготовленное изделие необходимо прогреть. Удаление влаги производится пропан-кислородным пламенем. Это может быть резак или обычный баллончик с бытовой горелкой. Нагреть необходимо поверхность до 150 градусов. Проверить это можно специальным аппаратом или визуально по сухому состоянию материала.
- После нагрева быстро осуществляется зачистка оксидной пленки. Для этого подойдет обычная щетка по металлу. Снять тугоплавкий слой важно в начале зоны сварки. Последующее действие будет оказывать электрод, чей состав и температура разъедают оксид, позволяя производить сварку.
- На подготовленном материале ставятся прихватки, фиксирующие свариваемые стороны. Корневой шов необходимо провести ровно, заполнив зазор. Угол относительно свариваемых частей необходим в 90 градусов. Это непривычно для начинающих сварщиков, или тех, кто работал только с углеродистой сталью. Но так расплавляемый металл будет точнее попадать в место соединения. После небольшого остывания поверхности отбивается шлак. Это происходит довольно трудно, поэтому требуется острый молоточек.
- Последующие слои шва наносятся до того уровня, чтобы заполнить всю толщину материала и создать небольшой валик поверх места соединения.
- Швы ведутся короткой дугой. Чрезмерное увеличение зазора может приводить к обрыву дуги. На конце электрода образуется нагар в виде белого слоя. Это выступающая щелочь. Чтобы продолжить сварку требуется удалить этот диэлектрик.
 Стандартом считается срез краев под 45 градусов, но допускаются и другие значения. Стоит отметить, что чем больше угол разделки, тем шире получится сварочный шов. При толщине пластин более 7 мм между ними требуется технологический зазор в 2 мм. Если рабочим объектом является трещина, то ее необходимо расширить отрезным диском и «болгаркой», иначе шов будет поверхностным.
Стандартом считается срез краев под 45 градусов, но допускаются и другие значения. Стоит отметить, что чем больше угол разделки, тем шире получится сварочный шов. При толщине пластин более 7 мм между ними требуется технологический зазор в 2 мм. Если рабочим объектом является трещина, то ее необходимо расширить отрезным диском и «болгаркой», иначе шов будет поверхностным. Корневой шов необходимо провести ровно, заполнив зазор. Угол относительно свариваемых частей необходим в 90 градусов. Это непривычно для начинающих сварщиков, или тех, кто работал только с углеродистой сталью. Но так расплавляемый металл будет точнее попадать в место соединения. После небольшого остывания поверхности отбивается шлак. Это происходит довольно трудно, поэтому требуется острый молоточек.
Корневой шов необходимо провести ровно, заполнив зазор. Угол относительно свариваемых частей необходим в 90 градусов. Это непривычно для начинающих сварщиков, или тех, кто работал только с углеродистой сталью. Но так расплавляемый металл будет точнее попадать в место соединения. После небольшого остывания поверхности отбивается шлак. Это происходит довольно трудно, поэтому требуется острый молоточек.Электрод при сварке алюминия инвертором плавится быстрее, чем при работе с обычной сталью, поэтому тренировки на нерабочей поверхности помогут привыкнуть руке к сохранению дистанции.
Оборудование и электроды
Сваривание изделий из алюминия можно выполнять обычным инвертором.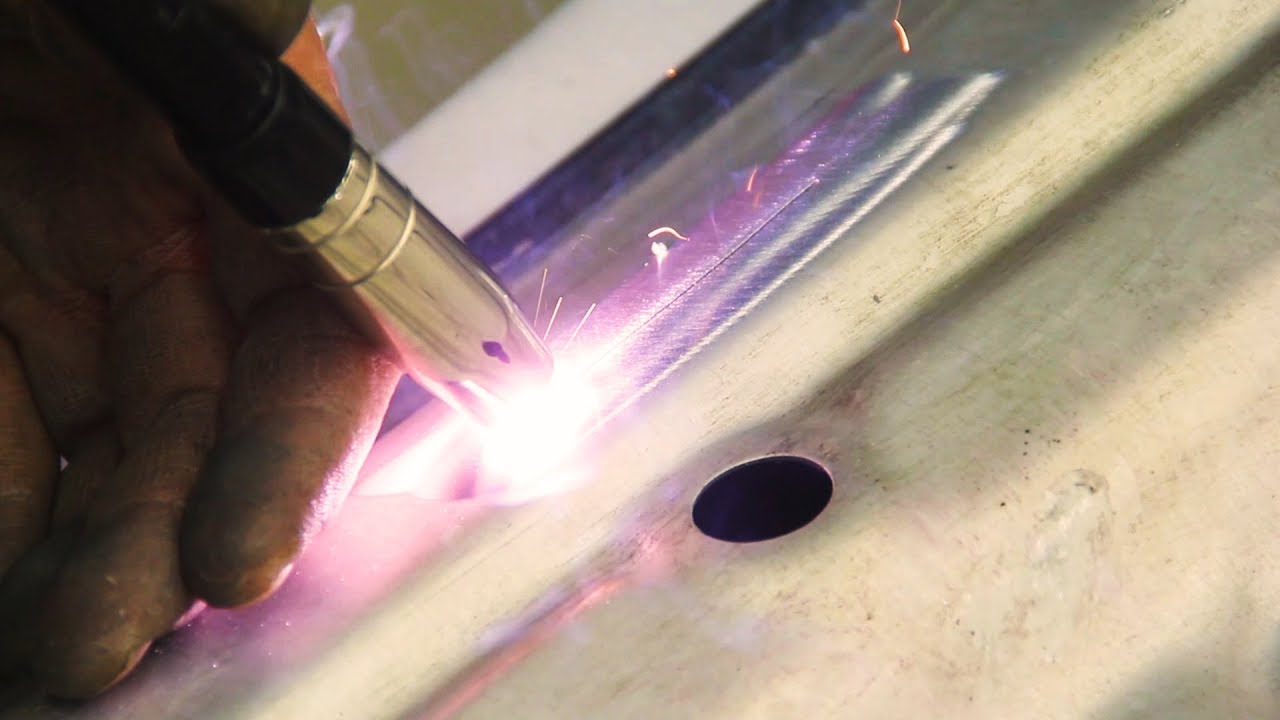 Аппарат удобен для транспортировки и передвижению на месте. Полярность необходимо выставить так, чтобы в руках сварщика находился «плюс», а на изделие крепился «минус». Потребуется розетка с 220V.
Аппарат удобен для транспортировки и передвижению на месте. Полярность необходимо выставить так, чтобы в руках сварщика находился «плюс», а на изделие крепился «минус». Потребуется розетка с 220V.
Электроды необходимы специализированные, например UTP 48, или аналоги. Они бывают различных диаметров и подбираются по толщине металла. Состав расходных материалов тоже имеет гигроскопичные свойства, что требует предварительной просушки для образования качественного соединения. Подходящие режимы для сварки могут быть такими:
| Толщина пластин, мм | Диаметр электрода, мм | Сила тока, А |
| 2 | 2.5 | 50-70 |
| 3 — 4 | 3.2 | 80-100 |
| 5 | 4 | 90-130 |
Алюминий позволяет долго служить изделиям. А его сварка в домашних условиях простым инвертором обеспечивает быстрый ремонт важной детали или корпуса. Применяя вышеизложенные рекомендации и приобретя подходящие электроды можно быстро заварить требуемую конструкцию из алюминия.
Поделись с друзьями
1
0
1
0
|
Когда Вы собираетесь производить сваривание изделий из алюминия, то могут возникать мысли о том, что нужно иметь специальный сварочный аппарат и электроды специального назначения. Также Вы можете думать, что для проведения сварочных работ с алюминием требуется огромный опыт сваривания, но, стоит отметить, что для работы с алюминием нужны не совсем такие условия, как Вы можете себе представлять.
Алюминий и его сплавы Вы можете сваривать с помощью обычного инвертора и не иметь дополнительных специальных приспособлений и особенных навыков. Для начала подберите специальные электроды, которые будут прекрасно подходить для сваривания Вашего изделия в соответствии с толщиной металла. Далее Вам следует подобрать подходящий сварочный ток, который имеет свои отличия и подходит для каждой определенной толщины металла. Сведения насчет того, какая толщина электродов требуется для определенной толщины металлов, можно найти на упаковке электродов. После подбора электродов и электрического тока, Вам следует прокалить или подогреть электроды в специальной печи для прокалки. Данная печь востребована не только при сваривании алюминия, но и при работе с другими металлами и разными видами электродов.
Теперь плавно переходим к свариванию инверторами. Стоит отметить, что для сваривания подходит практически любой инвертор, потому что главным является приобретение качественных и недорогих сварочных электродов, а также приобретение начальных навыков сваривания. В сварке специальными электродами нет разительных отличий от сваривания обычного металла, поэтому Вам не требуется обретать специальные умения для работы. Единственным, на то стоит обратить внимание, является то, что он не настолько тугоплавок, как сталь или вольфрам.
Если Вы проявляете осторожность и внимательность при сваривании, то можете быть уверенными в том, что сделаете свою работу качественно, а изделие будет долговечным и прочным. Помимо осторожности, внимательности и целеустремленности, Вам следует приобрести качественное сварочное оборудование. Сделать такую покупку Вы можете в специализированном магазине или на официальном сайте одного из заводов-изготовителей. У официального дилера Вы можете приобрести желаемое значительно дешевле и более высокого качества, чем у продавцов на рынке или у других людей, желающих заработать на тех, кто, желая сэкономить, бросаются на самый дешевый товар. |


Сварка алюминия в домашних условиях инвертором, электродами, газовой горелкой
Сварочные работы необходимы не только на производстве, но и в небольших мастерских. Все чаще возникает потребность в соединении деталей из алюминия и его сплавов. Например, моторные лодки, головки блоков цилиндров для двигателей внутреннего сгорания.
Сварка алюминия в домашних условияхСам по себе алюминий – это металл, обладающий малым удельным весом, большой вязкостью, теплопроводностью и электропроводностью. Его сплавы выдерживают высокие механические нагрузки. Но при всех его достоинствах сварка алюминия в домашних условиях сопряжена с некоторыми трудностями.
Факторы, влияющие на свариваемость алюминия
Алюминий активно окисляется на воздухе, и его поверхность достаточно быстро покрывается пленкой оксидов. Оксиды – тугоплавкие соединения. Их температура плавления достигает 2440 °С. У алюминия же данное значение равно 660 °С. Во время сварки оксиды препятствуют образованию в сварочной ванне однородной массы расплавленного металла.
Во время сварки оксиды препятствуют образованию в сварочной ванне однородной массы расплавленного металла.
Капли жидкого металла в сварочной зоне мгновенно покрываются окислами, которые не дают получить сплошной сварочный шов. Для предотвращения окисления зона плавления нуждается в изоляции при помощи флюсов или инертных газов. Обычно применяется аргон.
В отличие от стали, алюминий обладает таким качеством, как высокая жидкотекучесть в виде расплава. Сварочная ванна, в связи с этим, плохо формируется, а потолочные швы выполнить становится проблематично. Для устранения эффекта жидкотекучести используются подкладки с большой теплопроводностью для охлаждения зоны сварки.
Алюминий характеризуется высоким содержанием кремния и растворенного в нем водорода. Кремний провоцирует образование трещин во время охлаждения металла после сварки. Водород же выходя из расплава, образует множество пор в сварочных швах и трещин при кристаллизации.
Водород же выходя из расплава, образует множество пор в сварочных швах и трещин при кристаллизации.
Алюминиевые сплавы обладают значительной литейной усадкой, что при остывании приводит к деформированию свариваемых деталей.
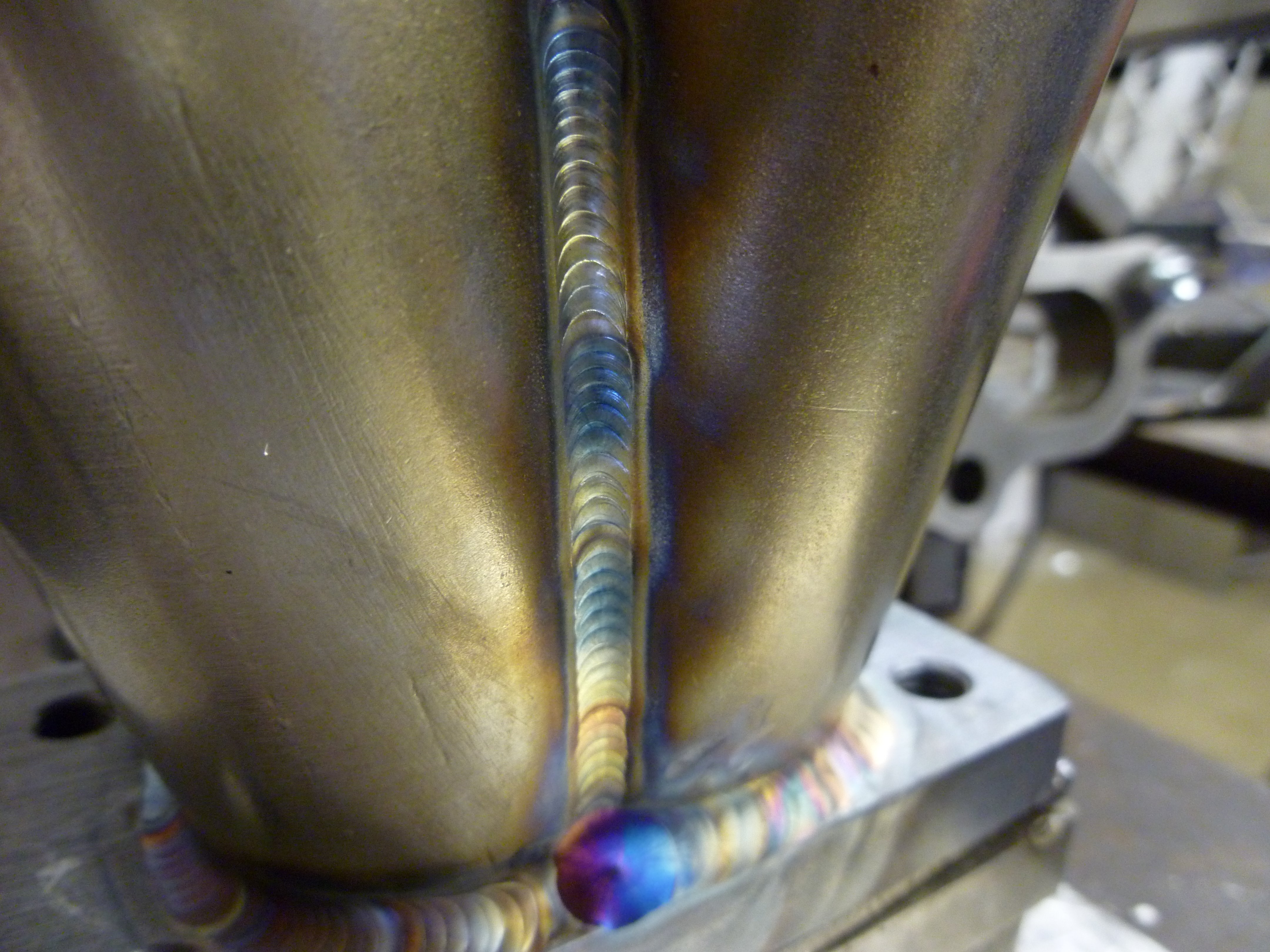
Сварочный шов на алюминиевой трубе
Из-за высокой теплопроводности, процесс сварки алюминия предусматривает высокие сварочные токи. К примеру, для проведения работ по стали значения токов на 50% ниже.
Подобрать требуемые режимы сварки алюминия в домашних условиях затруднительно по причине того, что не всегда можно точно определить марку сплава свариваемых деталей.
Методы проведения сварки алюминиевых деталей
Сварку алюминия в домашних условиях можно производить различными методами, среди которых можно выделить:
- электродуговая сварка электродами с покрытием;
- газовая сварка;
- электродуговая сварка в среде нейтральных газов.
- Сварка алюминия без аргона с использованием плавких электродов со специальной обмазкой — самый простой, доступный и распространенный способ соединения деталей. Для работы с чистым алюминием используются электроды ОЗАНА1, а для сплавов с высоким содержанием кремния применяются электроды ОЗАНА2.
 Для работы с чистым алюминием используются электроды ОЗАНА1, а для сплавов с высоким содержанием кремния применяются электроды ОЗАНА2.
Для работы с чистым алюминием используются электроды ОЗАНА1, а для сплавов с высоким содержанием кремния применяются электроды ОЗАНА2.Сила тока, выставляемая на аппарате, равна 25А на каждый миллиметр электрода. Плавятся электроды достаточно быстро, поэтому наложение шва происходит на большой скорости. Качество и непрерывность сварки зависит от квалификации сварщика.
После замены электрода на новый удаляется шлак. После чего шов требуется промыть горячей водой и зачистить щеткой с металлическим волосом. Окислы препятствуют разжиганию дуги.
Сварка алюминиевых деталей
Недостатками электродуговой сварки электродами являются: большая пористость шва, невысокая прочность, обильное разбрызгивание, затрудненное отделение шлаков, которые вызывают в последствии интенсивную коррозию.
- Сварка газовой горелкой — более простой метод. Необходимость разогреть и расплавить металл в зоне сварки снижает скорость процесса в три раза. Для заполнения шва используется проволока. Ее не требуется просушивать перед применением. Горючий газ выполняет функцию защиты от окисления. Это более надежный способ в отличие от обмазки электродов.
- Высокое качество, надежность, прочность, эстетичность предоставляет сварка с использованием инертных газов аргона или гелия. Плавление металла происходит от дуги между электродом из вольфрама и деталью. Для присадки применяются алюминиевые прутки.
 Ее не требуется просушивать перед применением. Горючий газ выполняет функцию защиты от окисления. Это более надежный способ в отличие от обмазки электродов.
Ее не требуется просушивать перед применением. Горючий газ выполняет функцию защиты от окисления. Это более надежный способ в отличие от обмазки электродов.
Для эффективного разрушения окислов сварка производится током с переменным напряжением. Выбор режимов зависит от диаметра присадки, электрода, толщины металла и расхода газа. Дорогое оборудование и необходимые расходные материалы не позволяют активно использовать аргонодуговой метод в домашних условиях.
| Метод стыковки деталей | Размер деталей, мм | Наибольшая окружность электрода, мм | Размер присадочного прутка, мм | Токи для сварки, А | Расходование газа, л/мин |
| Отбортованные | 1 | 1 | — | 45-50 | 4-5 |
| 1,5 | 2 | 70-75 | 5-6 | ||
| 2 | 2 | 80-85 | 7-8 | ||
| Без разделки со швом с одной стороны | 2 | 2 | до 2 | 55-75 | 5-6 |
| 3 | 4 | до 3 | 100-120 | 7-8 | |
| 4 | 4 | до 3 | 120-150 | 8-10 | |
| Без разделки со швами с двух сторон | 4 | 4 | до 4 | 120-180 | 7-8 |
| 5 | 5 | до 4 | 200-250 | 8-10 | |
| 6 | 5 | до 4 | 240-270 | 8-10 |
Материалы и инструмент
Если техническая подготовка работника стоит на первом месте при проведении сварочных работ алюминия, то технологическое оснащение для поведения работ занимает второе место. Вне зависимости от метода проведения сварки, для получения результата с наилучшими показателями необходимо приготовить следующее:
Вне зависимости от метода проведения сварки, для получения результата с наилучшими показателями необходимо приготовить следующее:
- источник питания – сварочный аппарат, позволяющий выдавать постоянный и переменный ток, а также токи достигающие 300 А;
- электроды марок ОЗАНА и УАНА, предназначенные для всех типов алюминиевых сплавов;
- присадочная проволока или прутки;
- газовое оборудование – баллоны, горелка, шланги;
- надежное заземление;
- рабочая одежда из негорючего материала;
- сварочная маска или очки.
Техника безопасности
Технология сварочного процесса – это интенсивное разбрызгивание, что заставляет, в первую очередь, заботиться о безопасности сварщика.
- На нем должен быть надет костюм из негорючей или огнеупорной ткани, а так же рукавицы, краги из подобного материала.
- Для защиты органов дыхания используются индивидуальные средства защиты.
- Органы зрения защищает сварочная маска.
- Наличие надежного заземления предупредит поражение от электрического тока.

Работа с газовым оборудованием сопряжена с повышенной опасностью. Соблюсти все требования промышленной безопасности в домашних условиях проблематично, но следовать им необходимо.
Подготовка поверхностей металлических деталей к сварке
Свариваемые детали нуждаются в тщательной подготовке. Кромки деталей подвергаются следующей обработке:
- С поверхности заготовки авиационным бензином, уайт-спиритом или ацетоном, растворителем удаляются остатки жиров, масел и других загрязнений, то есть обезжириваются.
- Разделка кромок. При сварке листового материала толщиной не свыше полутора миллиметров их края отбортовываются. Фаска снимается на деталях толщиной более 4мм при сварке покрытыми электродами. Если толщина изделий 20 мм и более, то разделка необходима в любом случае.
- Удаление окислов с поверхности производится напильником или металлической щеткой. Ширина очистки с каждой стороны должна составлять до 15 мм. В некоторых случаях оксиды растворяют раствором каустической соды. Но после такой процедуры требуется промывка проточной водой.
 Но после такой процедуры требуется промывка проточной водой.
Но после такой процедуры требуется промывка проточной водой.Описание процесса
После проведения подготовительных мероприятий производится процесс стыковки. Сварка алюминия в домашних условиях методом электродуговой сварки в среде нейтральных газов производится с соблюдением следующих рекомендаций:
- угол наклона вольфрамового электрода к свариваемой поверхности должен быть не менее 70°, но не более 80°;
- пруток присадочного металла подается в зону перпендикулярно вольфрамовому электроду;
- размер дуги не должен превышать 2 1/2 мм;
- чтобы обеспечить защиту от кислорода расплавленный металл первым перемещаться начинает пруток, а за ним электрод с горелкой;
- присадочный пруток периодически вводится в сварочную ванну;
- поперечные движения не рекомендованы, только продольные;
- для отведения излишнего тепла сварку производят на медных пластинах или стальном верстаке;
- инертный газ подается за 3 секунды до образования дуги и в течение 5 секунд после окончания подачи напряжения.

- Процесс сварки своими руками
- Сварка алюминия
В последнее время в домашних мастерских популярность набирает полуавтоматические аппараты, особенно импульсные. Проблема с оксидной пленкой решается за счет импульса высокого напряжения. Он буквально разбивает ее, а за счет обратного действия вдавливает капли расплавленного алюминия в ванну с расплавом.
Процесс сварки алюминия импульсными полуавтоматами производится с постоянным током, но с обратной полярностью. Равномерная подача алюминиевой проволоки осуществляется роликовым механизмом. Из-за высокого коэффициента температурного расширения проволока может застревать в наконечнике. В связи с этим, используются наконечники для сварки алюминия и имеющие маркировку «AL».
Сварка алюминия в домашних условиях, основы технологии
Современное промышленное производство развивается семимильными шагами, и со временем появилось множество различных способов соединения металлических деталей. Вместе с тем все они условно делятся на две категории:
Вместе с тем все они условно делятся на две категории:
- Разъемные (то есть, их можно демонтировать, не нарушив целостности всей конструкции).
- Неразъемные (при демонтаже конструкция разрушается).
К последней категории можно отнести и соединение при помощи сварочных швов. Зачастую его используют со стальными деталями, но в некоторых случаях возникает необходимость в сварке алюминиевых изделий.
Что нужно знать новичку?
Сварка алюминия характеризуется одной существенной особенность: при контакте с кислородом на его поверхности появляется своеобразная оксидная пленка, которую можно удалить исключительно химическим воздействием. Это объясняет использование веществ, предназначенных предотвратить ее образование и позволит контактировать непосредственно с поверхностью металла. Все такие средства называют флюсами.
Помимо флюсов, в процессе сварки необходимо использовать инструмент применяющийся для очистки от грязи. Мы говорим о специальных стальных щетках.
Мы говорим о специальных стальных щетках.
Основные способы сваривания
Сварка алюминия в домашних условиях может осуществляться посредством двух отличающихся друг от друга способов.
- Район будущего стыка нагревается газовой горелкой.
- При помощи электрического напряжения, когда стабильность искры контролируется замкнутой электрической цепью.
Газовая сварка алюминия
Шаг первый.
Вначале следует позаботиться обо всех необходимых инструментах. Кроме всего перечисленного, в газовой сварке используется также малогабаритный прут из алюминия, который позволяет не только получить высококачественный шов, но и надежное соединение.
Хотелось бы уделить несколько слов этим прутам.
Во-первых, существуют несколько его модификаций, которые выбирают в зависимости от процента алюминия в металле и его толщины. Так, стержни могут быть около 3% марганца или больше, с диаметром от 2 до 4 миллиметров.
Во-вторых, такие стержни продаются на развес: при необходимости вы можете приобрести один или пять килограмм в компактном картридже из пластика.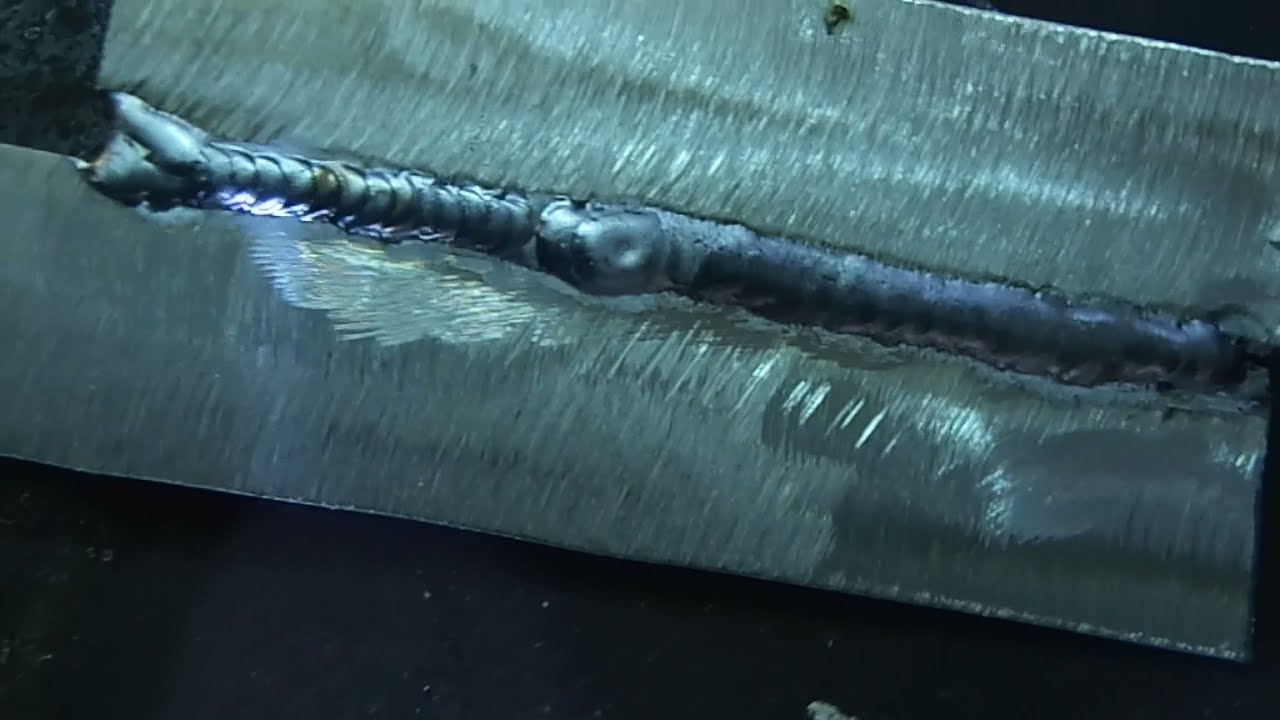
Не забывайте и о самой газовой горелке — без нее сварить что-либо не получится.
Шаг второй.
После того как мы тщательно подготовились к работе, можно приступать к зачистке поверхности детали на местах будущих стыков. Здесь нам и пригодится стальная щетка.
Шаг третий.
После зачистки места контактов (и ближайшую к ним поверхность) следует обработать флюсом. Это предотвратит появление оксидной пленки и даст нам доступ непосредственно к самому алюминию.
Шаг четвертый.
Нагреваем газовую горелку до необходимой температуры и прогреваем с ее помощью место швов. При этом прикладываем дополнительный стержень, который под воздействием огня расплавляется и перемешивается с основной смесью, в то же время соединяя их.
Видео руководство по газовой сварке алюминия
Электрическая сварка
Такая сварка алюминия в домашних условиях потребует от вас определенные умения и мастерство. Ведь здесь следует не только оптимально выбрать диаметр используемого электрода (напомним, именно он замыкает контакт на месте стыка и разогревает металл до температуры, максимально приближенной к температуре плавления), а еще и необходимый режим функционирования сварочного устройства. Подробнее о том как правильно варить электросваркой.
Ведь здесь следует не только оптимально выбрать диаметр используемого электрода (напомним, именно он замыкает контакт на месте стыка и разогревает металл до температуры, максимально приближенной к температуре плавления), а еще и необходимый режим функционирования сварочного устройства. Подробнее о том как правильно варить электросваркой.
Электрическая сварка применяется к металлам, толщина которых не превышает четыре миллиметра. Кроме того, этот способ имеет целый ряд недостатков:
- Качество шва оставляет желать лучшего.
- При работе металл разбрызгивается.
- Плохо отделяемый шлак, который впоследствии способен вызвать появление ржавчины.
Шаг первый.
Подготовка к работе. Собираем все необходимые инструменты (которые описывались ранее), готовим сварочный аппарат и подбираем электроды. Желательно, чтобы это были электроды, покрытые алюминием — они в несколько раз быстрее плавятся, по сравнению со стальными, отсюда и более высокая скорость работы.
Шаг второй.
Активируем сварочный аппарат. Следует отметить, что для алюминия средней толщины нужна температура от 250°С до 300°С, а для толстых, массивных деталей — около 400 °С.
Шаг третий.
При сварке рекомендуется после подогрева алюминия медленно его охлаждать. Это предотвратит возникновение кристаллизационных трещин, а также позволяет получить достаточную степень проплавления при минимальных затратах электроэнергии. Если свариваем крупные детали, то используем локальный подогрев.
Шаг четвертый.
Свариваем необходимые детали. Ни в коем случае не делайте электродом поперечных колебаний!
Шаг пятый.
После того как закончилась сварка, убираем со шва образовавшийся шлак, промываем шов и повторно обрабатываем стальной щеткой. В противном случае конструкция будет ржаветь.
Видео руководство по электрической сварке алюминия
 СВАРКА АЛЮМИНИЯ БЕЗ АРГОНА. ♦DIY CAM♦” src=”https://www.youtube.com/embed/-UpsPIx8qZE?feature=oembed&wmode=opaque” frameborder=”0″ allow=”accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture” allowfullscreen=””/>
СВАРКА АЛЮМИНИЯ БЕЗ АРГОНА. ♦DIY CAM♦” src=”https://www.youtube.com/embed/-UpsPIx8qZE?feature=oembed&wmode=opaque” frameborder=”0″ allow=”accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture” allowfullscreen=””/>
Некоторые рекомендации
Научитесь правильно держать дугу, не допуская залипания или прерывания линии сплава. Это позволит проводить работу достаточно прямолинейно. Следует знать, что только после того, как будет выполнено достаточное количество сварочных швов, вы добьетесь желаемого результата и приобретете необходимые вам навыки, которые очень пригодятся в будущем.
[Всего: Средний: /5]Сварка алюминия электродом в домашних условиях
Алюминиевые конструкции, детали иногда нужно срочно отремонтировать. Имея навыки сварщика, многие самостоятельно заваривают алюминий электросваркой. В домашних условиях качественно выполнить шов не получится. Но как экстренную меру сварку алюминия электродом часто используют. Во время работы с легким металлом нужно учитывать особенности сплавов. Марганец увеличивает окислительную способность, магний улучшает свариваемость, кремний снижает температуру плавления.
Во время работы с легким металлом нужно учитывать особенности сплавов. Марганец увеличивает окислительную способность, магний улучшает свариваемость, кремний снижает температуру плавления.
Особенности сварки алюминия электродом
Сварить алюминий электродом без защитной атмосферы не получится. Горячий металл быстро насыщается водородом, шов получается пористым, расплав сильно разбрызгивается, шов получается неровным. Чтобы уменьшить разбрызгивание, металл варят на токе обратной полярности, на деталь подключают минусовую клемму, к держателю подводят плюс. Заготовки предварительно прогревают до +150 – +190°С, чтобы устранить воду, накапливающуюся в порах оксидного слоя.
Возникают трудности из-за оксидной пленки, она расплавляется при +2037°С, алюминий – при +660°С. Перед сваркой оксидный слой зачищают до блеска. Чистота поверхности влияет на качество соединения. У сплавов хорошая теплопроводность, он быстро нагревается, остывает, дает большую усадку, возникают внутренние напряжения, трещины. При сварке металла используют теплоотводящие подкладки. Они поддерживают необходимую температуру. Легкий металл в домашних условиях варят на высоких токах. Электроды выбирают специальные, предназначенные для сварки.
При сварке металла используют теплоотводящие подкладки. Они поддерживают необходимую температуру. Легкий металл в домашних условиях варят на высоких токах. Электроды выбирают специальные, предназначенные для сварки.
Выбор сварочного аппарата и электродов
Алюминий относится к плохо поддающимся сварке металлам. Сила рабочего тока должна быть в 1,5 раза выше, чем для стали. Сварочный аппарат должен генерировать постоянный ток до 250–300 ампер. Для работы подойдет бытовой аппарат для сварки, работающий от сети 220 В. Можно подобрать выпрямители, трансформаторы или генераторы, но лучше остановить выбор на инверторе, его преимущества:
- высокий КПД, до 95%;
- низкие индуктивные потери;
- снижение расхода тока за счет автоматического отключения;
- аппарат спокойно переносит просадку напряжения в сети;
- поддерживается стабильная дуга, достаточно задеть заготовку;
- есть дополнительные функции;
- небольшие габариты, можно переносить его в любое место.

Легкие сплавы несколькими электродами с солевой обмазкой, образующей шлаковый защитный слой:
- Озана, Озана-2 производства Спецэлектрод;
- ОК 96.20, 96.10, 96.50, шведская компания ESAB;
- УАНА отечественных производителей.
Можно использовать другие расходники, предназначенные для сварки алюминиевого литья и сплавов. Заготовки 2мм варят диаметром 2,5, для 3–4 мм деталей выбирают толщину 3,2; максимальный диаметр стержней – 4
Технология сварки алюминия электродом
В домашних условиях заготовки предварительно зачищают. У деталей, свыше 3 мм, разделывают кромки под углом 45–60°. Чем больше угол, тем качественнее получится шов. Если пластины толще 7 мм, их укладывают с зазором 2 мм. Трещины предварительно выравнивают, углубляют болгаркой, края высверливают, чтобы снять внутренние напряжения.
Как варят алюминий электродами:
- сначала заготовки прихватывают в нескольких местах;
- корневой шов ведут, держа электрод перпендикулярно;
- толстые детали варят в несколько проходов, каждый слой простукивают для снятия окалины;
- наплавочный валик должен выступать на 2-5 мм в зависимости от толщины деталей.
Сваривать алюминий нужно с соблюдением рабочего режима (толщина заготовки, мм/ток, А):
Толщина заготовки, мм | Ток, А |
2 | 50 – 70 |
3 — 4 | 80 — 110 |
| 5 | 90 — 130 |
Начинающим сварщикам до выполнения шва нужно потренироваться на нерабочих поверхностях, чтобы привыкнуть держать короткую дугу.
Электросваркой ремонтируют детали, работающие под статической нагрузкой на сжатие. Это не самый эффективный метод ремонта. Швы не выносят скручивания, изгибов, сразу трескаются.
Как сварить алюминий электродом — MOREREMONTA
Особенности сварки алюминия вызывают определенные трудности при соединении этого металла. Разработанные технологии в той или иной степени позволяют с этим бороться и добиваться положительных результатов. Качество сварки алюминия инвертором нельзя сопоставить с аргоннодуговой сваркой или другими технологиями соединениями Al.
Однако в бытовых условиях вряд ли найдется подходящее оборудование. В распоряжении мастера может оказаться максимум домашний сварочный аппарат, будь то инвертор или трансформатор постоянного тока.
Возникают разумные вопросы: возможно ли сварить алюминий инвертором в домашних условиях, как это сделать правильно и какие для этого потребуются материалы?
Что нужно знать сварщику
По заявлениям опытных сварщиков, электросварка этого “крылатого” металла без аргона может быть не хуже аргонной. Те мастера, которые говорят о посредственном качестве сварного шва и плохой свариваемости данным способом либо не варили алюминий электродом вообще, либо неправильно подходили к этому методу.
Те мастера, которые говорят о посредственном качестве сварного шва и плохой свариваемости данным способом либо не варили алюминий электродом вообще, либо неправильно подходили к этому методу.
Обратите внимание на следующие рекомендации:
- Стыковое соединение является наиболее приемлемым. Тавровые и нахлесточные типы сварных соединений стараются избегать из- за большой вероятности затекания шлака в зазоры, который вызывает коррозию.
- После сварки шов промывается водой для удаления шлака;
- Подготовка алюминия перед сваркой обязательна. Удаление оксидной пленки, защита от ее повторного образования;
- Сварка массивных деталей толщиной более 3 мм сопровождается разделкой кромок под углом 60° с V-образной формой.
- Предварительный прогрев Al перед сваркой до 150-250 °C.
Не стоит забывать, что технически чистый алюминий сваривается лучше, чем его сплавы, содержащие магний и марганец (дюралюмилий, силумин).
Именно поэтому следут правильно подойти к выбору сварочных электродов в зависимости от химического состава сплава.
Электроды по алюминию
Наиболее распространенные марки электродов для сварки алюминиевых сплавов: ОЗА-1, ОЗА-2, ОЗАНА-1, ОЗАНА-2, ОК96.20. Стержни электродов изготавливают из сварочной проволоки с нанесением на них покрытий из смеси хлористых и фтористых солей. Толщина покрытия не более 0,3…0,5 мм на сторону.
Рассмотрим более детальное назначение каждого электрода.
- ОЗА-1 − для деталей и конструкций из технически чистого алюминия А0, А1, А2, А3. Сварка с предварительным подогревом по зачищенным кромкам.
- ОЗА-2 – для заварки литьевого брака и наплавки алюминиево-кремнистых сплавов АЛ- 4, АЛ-9, АЛ-11.
- ОЗАНА-1- сваривает технически чистый алюминий толщиной изделий более 10 мм. Предварительный подогрев температурой 250…400 С.
- ОЗАНА-2 – для сплавов АЛ-4, АЛ-9, АЛ-11, наплавки и заварки литьевого брака. Можно использовать в качестве соединительного материала изделий из дюралюминия и силумина.
- ОК96.20 − алюминиево-марганцовистые сплавы АМц; алюминиево-магниевые сплавы АМг2; АМг3; АМг5; АМг6; алюминиево-кремнистые сплавы АЛ-4; АЛ-9; АЛ-11. Подойдет для дюралюминия
 Подойдет для дюралюминия
Подойдет для дюралюминияАлюминиевые электроды дороже обычных и очень гигроскопичны, т. е. набирают влагу из окружающего воздуха.
Техника сварки алюминия покрытыми электродами
Сварка алюминия инвертором производится постоянным током обратной полярности, предпочтительно в нижнем положении. Дело даже не в большой текучести алюминия, а в скорости сварки, которая увеличивается в 2-3 раза в сравнении со сталью.
Электрод плавится очень быстро и вы просто не сможете выполнить шов в вертикальном, и уж тем более в потолочном положении.
Важно! Перед сваркой электроды следует прокалить.
Держать электрод следует преимущественно в вертикальном положении или чуть наклоняя . Конец электрода перемещать в направлении шва. Сварка производится в один проход на короткой дуге, без поперечных движений.
Химические элементы обмазки создают повышенное электрическое сопротивление сварочного шва, поэтому создают препятствия при повторном зажигании дуги. Швы стараются делать не длинными.
Швы стараются делать не длинными.
В случае обрыва дуги, шлаковую корку с кратера и конца электрода следует удалить и перекрыть предыдущий минимум на 1 см во избежание образования пор при заварке кратера.
По завершении сварки сварочный шов обязательно зачистить и промыть водой во избежании коррозии.
Заключение
Ядовитый дым, выделяющийся при сварке, а также дороговизна электродов и их капризность в хранении не сделают данный метод популярнее MIG или TIG. Применяют его, как правило, в тех случаях, где невозможно использование или нецелесообразно использование газового оборудования.
Из алюминия произведено множество конструкций применяемых в устройстве автомобиля. Это могут быть блоки двигателя, коробки передач и элементы кузова. Изготавливают из этого нержавеющего материала различные емкости для промышленных и бытовых нужд. В случае образования трещины или свища заварить проблемное место лучше в среде аргона специальным аппаратом. Но если такой возможности нет, то можно воспользоваться инвертором. Сварка алюминия электродом в домашних условиях требует определенного режима и предварительной подготовки. Используются и специализированные расходные материалы. Как все это осуществить описывается ниже и демонстрируется на дополнительном видео.
Сварка алюминия электродом в домашних условиях требует определенного режима и предварительной подготовки. Используются и специализированные расходные материалы. Как все это осуществить описывается ниже и демонстрируется на дополнительном видео.
Сварочный процесс-трудности работы с материалом
Электрической дугой можно соединять многие виды железа. У нее достаточно высокая температура горения, что позволяет хорошо проплавлять разную толщину пластин и создавать надежные и герметичные соединения. Но сваривать алюминий инвертором сложнее ввиду нескольких специфичных особенностей этого материала.
Первой трудностью являются гигроскопичные свойства алюминия. Материал способен впитывать окружающую влагу и накапливать в себе. Это не проявляется видимым образом на охлажденном изделии, но сразу станет заметно при ведении сварки. Когда зажигается дуга и металл оказывается в зоне повышенной температуры, то влага начинает испаряться с его поверхности, неизбежно попадая в зону сварки. Это приводит к чрезмерным брызгам и помехам при выполнении шва. Чтобы предупредить такое явление, требуется предварительный подогрев изделия горелкой при температуре 150-190 градусов. Во время выполнения процедуры можно увидеть выделение влаги на поверхности.
Это приводит к чрезмерным брызгам и помехам при выполнении шва. Чтобы предупредить такое явление, требуется предварительный подогрев изделия горелкой при температуре 150-190 градусов. Во время выполнения процедуры можно увидеть выделение влаги на поверхности.
Еще одной сложностью является оксидная пленка, покрывающая все изделие тонким слоем. Она защищает металл от разрушения в кислотной среде, но существенно мешает свариванию инвертором в домашних условиях. Трудность заключается в огромной разнице температур плавления. Алюминиевый материал плавится при 500 градусах, а его оксид при 2000 градусах. Чтобы устранить этот перепад необходимо зачистить место сварки железной щеткой, дающей доступ к основному металлу.
Взаимодействие с окружающим воздухом способствует образованию пор в структуре шва, что значительно понижает его герметичные свойства. Защита сварочной ванны выполняется подачей аргона в случае TIG, или созданием газового облака от покрытых электродом при сварке инвертором в домашних условиях.
Поскольку чистый алюминий не используется в изделиях, то трудностью для сварки могут быть другие элементы входящие в сплав. Так, марки Ал2 и Ал9 с содержанием силумина от 4 до 13% считаются ограниченно свариваемыми. Такие же показатели имеют марки AMr1 и AMr6, где марганец может добавляться от 2 до 6%. Дюралюминий Д16 относится к трудносвариваемым.
Выполняем сварку: этапы работы
Как сварить алюминий стало понятно после многочисленных попыток и экспериментов. Далее представлены пошаговые действия, позволяющие получить качественное соединение в домашних условиях:
- Если свариваемые пластины имеют толщину более 5 мм, то необходима разделка кромок. Стандартом считается срез краев под 45 градусов, но допускаются и другие значения. Стоит отметить, что чем больше угол разделки, тем шире получится сварочный шов. При толщине пластин более 7 мм между ними требуется технологический зазор в 2 мм. Если рабочим объектом является трещина, то ее необходимо расширить отрезным диском и «болгаркой», иначе шов будет поверхностным.
- Подготовленное изделие необходимо прогреть. Удаление влаги производится пропан-кислородным пламенем. Это может быть резак или обычный баллончик с бытовой горелкой. Нагреть необходимо поверхность до 150 градусов. Проверить это можно специальным аппаратом или визуально по сухому состоянию материала.
- После нагрева быстро осуществляется зачистка оксидной пленки. Для этого подойдет обычная щетка по металлу. Снять тугоплавкий слой важно в начале зоны сварки. Последующее действие будет оказывать электрод, чей состав и температура разъедают оксид, позволяя производить сварку.
- На подготовленном материале ставятся прихватки, фиксирующие свариваемые стороны. Корневой шов необходимо провести ровно, заполнив зазор. Угол относительно свариваемых частей необходим в 90 градусов. Это непривычно для начинающих сварщиков, или тех, кто работал только с углеродистой сталью. Но так расплавляемый металл будет точнее попадать в место соединения. После небольшого остывания поверхности отбивается шлак. Это происходит довольно трудно, поэтому требуется острый молоточек.
- Последующие слои шва наносятся до того уровня, чтобы заполнить всю толщину материала и создать небольшой валик поверх места соединения.
- Швы ведутся короткой дугой. Чрезмерное увеличение зазора может приводить к обрыву дуги. На конце электрода образуется нагар в виде белого слоя. Это выступающая щелочь. Чтобы продолжить сварку требуется удалить этот диэлектрик.

 Это происходит довольно трудно, поэтому требуется острый молоточек.
Это происходит довольно трудно, поэтому требуется острый молоточек.Электрод при сварке алюминия инвертором плавится быстрее, чем при работе с обычной сталью, поэтому тренировки на нерабочей поверхности помогут привыкнуть руке к сохранению дистанции.
Оборудование и электроды
Сваривание изделий из алюминия можно выполнять обычным инвертором. Аппарат удобен для транспортировки и передвижению на месте. Полярность необходимо выставить так, чтобы в руках сварщика находился «плюс», а на изделие крепился «минус». Потребуется розетка с 220 V.
Электроды необходимы специализированные, например UTP 48, или аналоги. Они бывают различных диаметров и подбираются по толщине металла. Состав расходных материалов тоже имеет гигроскопичные свойства, что требует предварительной просушки для образования качественного соединения. Подходящие режимы для сварки могут быть такими:
Они бывают различных диаметров и подбираются по толщине металла. Состав расходных материалов тоже имеет гигроскопичные свойства, что требует предварительной просушки для образования качественного соединения. Подходящие режимы для сварки могут быть такими:
| Толщина пластин, мм | Диаметр электрода, мм | Сила тока, А |
| 2 | 2.5 | 50-70 |
| 3 — 4 | 3.2 | 80-100 |
| 5 | 4 | 90-130 |
Алюминий позволяет долго служить изделиям. А его сварка в домашних условиях простым инвертором обеспечивает быстрый ремонт важной детали или корпуса. Применяя вышеизложенные рекомендации и приобретя подходящие электроды можно быстро заварить требуемую конструкцию из алюминия.
Алюминиевые конструкции, детали иногда нужно срочно отремонтировать. Имея навыки сварщика, многие самостоятельно заваривают алюминий электросваркой. В домашних условиях качественно выполнить шов не получится. Но как экстренную меру сварку алюминия электродом часто используют. Во время работы с легким металлом нужно учитывать особенности сплавов. Марганец увеличивает окислительную способность, магний улучшает свариваемость, кремний снижает температуру плавления.
Но как экстренную меру сварку алюминия электродом часто используют. Во время работы с легким металлом нужно учитывать особенности сплавов. Марганец увеличивает окислительную способность, магний улучшает свариваемость, кремний снижает температуру плавления.
Особенности сварки алюминия электродом
Сварить алюминий электродом без защитной атмосферы не получится. Горячий металл быстро насыщается водородом, шов получается пористым, расплав сильно разбрызгивается, шов получается неровным. Чтобы уменьшить разбрызгивание, металл варят на токе обратной полярности, на деталь подключают минусовую клемму, к держателю подводят плюс. Заготовки предварительно прогревают до +150 – +190°С, чтобы устранить воду, накапливающуюся в порах оксидного слоя.
Возникают трудности из-за оксидной пленки, она расплавляется при +2037°С, алюминий – при +660°С. Перед сваркой оксидный слой зачищают до блеска. Чистота поверхности влияет на качество соединения. У сплавов хорошая теплопроводность, он быстро нагревается, остывает, дает большую усадку, возникают внутренние напряжения, трещины. При сварке металла используют теплоотводящие подкладки. Они поддерживают необходимую температуру. Легкий металл в домашних условиях варят на высоких токах. Электроды выбирают специальные, предназначенные для сварки.
При сварке металла используют теплоотводящие подкладки. Они поддерживают необходимую температуру. Легкий металл в домашних условиях варят на высоких токах. Электроды выбирают специальные, предназначенные для сварки.
Выбор сварочного аппарата и электродов
Алюминий относится к плохо поддающимся сварке металлам. Сила рабочего тока должна быть в 1,5 раза выше, чем для стали. Сварочный аппарат должен генерировать постоянный ток до 250–300 ампер. Для работы подойдет бытовой аппарат для сварки, работающий от сети 220 В. Можно подобрать выпрямители, трансформаторы или генераторы, но лучше остановить выбор на инверторе, его преимущества:
- высокий КПД, до 95%;
- низкие индуктивные потери;
- снижение расхода тока за счет автоматического отключения;
- аппарат спокойно переносит просадку напряжения в сети;
- поддерживается стабильная дуга, достаточно задеть заготовку;
- есть дополнительные функции;
- небольшие габариты, можно переносить его в любое место.

Легкие сплавы несколькими электродами с солевой обмазкой, образующей шлаковый защитный слой:
- Озана, Озана-2 производства Спецэлектрод;
- ОК 96.20, 96.10, 96.50, шведская компания ESAB;
- УАНА отечественных производителей.
Можно использовать другие расходники, предназначенные для сварки алюминиевого литья и сплавов. Заготовки 2мм варят диаметром 2,5, для 3–4 мм деталей выбирают толщину 3,2; максимальный диаметр стержней – 4
Технология сварки алюминия электродом
В домашних условиях заготовки предварительно зачищают. У деталей, свыше 3 мм, разделывают кромки под углом 45–60°. Чем больше угол, тем качественнее получится шов. Если пластины толще 7 мм, их укладывают с зазором 2 мм. Трещины предварительно выравнивают, углубляют болгаркой, края высверливают, чтобы снять внутренние напряжения.
Как варят алюминий электродами:
- сначала заготовки прихватывают в нескольких местах;
- корневой шов ведут, держа электрод перпендикулярно;
- толстые детали варят в несколько проходов, каждый слой простукивают для снятия окалины;
- наплавочный валик должен выступать на 2-5 мм в зависимости от толщины деталей.

Сваривать алюминий нужно с соблюдением рабочего режима (толщина заготовки, мм/ток, А):
Толщина заготовки, мм
Начинающим сварщикам до выполнения шва нужно потренироваться на нерабочих поверхностях, чтобы привыкнуть держать короткую дугу.
Электросваркой ремонтируют детали, работающие под статической нагрузкой на сжатие. Это не самый эффективный метод ремонта. Швы не выносят скручивания, изгибов, сразу трескаются.
Сварка алюминия в домашних условиях: электродом и газовой горелкой
Сплавы на основе алюминия применяют широко во многих изделиях. Такая популярность металла обусловлена его прочностью и легкостью. При поломке деталей из алюминия возникает сложность в их ремонте. Здесь не подходит традиционный способ сварки обычными электродами, приемлемый для стали. Чтобы осуществить сварку алюминия в домашних условиях, необходимо знать определенные тонкости технологии этого процесса.
Алюминиевые сплавы – какие виды сварок бывают
Алюминиевые сплавы
Что нужно знать о сплавах алюминия – они имеют разный состав и способны быстро окисляться. Окислы, которые покрывают пленкой поверхность, сложно удалить, а сами они оказываются серьезным препятствием для соединения заготовок. Чтобы процесс сварки шел успешно, необходима определенная среда, препятствующая окислению металла, и флюс, удаляющий пленку. Защитной средой обычно выступает инертный газ аргон.
Еще одной особенностью сплавов алюминия является большой коэффициент расширения металла. При остывании сварной шов подвергается деформации, искажая форму полученного изделия. Поэтому для тонких заготовок нельзя применять слишком толстый шов.
Можно выделить такие основные методы сварки для соединения сплавов из алюминия:
- MMA-метод — применение специальных плавящихся электродов с покрытием под воздействием постоянного тока обратной полярности;
- Метод AC TIG с использованием электродов тугоплавких вольфрамовых, плавящихся от переменного высокочастотного тока в инертном газе;
- MIG-метод сварки полуавтоматическим аппаратом в среде аргона при использовании проволоки из алюминия.

В чем преимущества сварки алюминия дома
Для тех, кто имеет представление о процессе сварки стали, несложно овладеть навыком соединения алюминиевых конструкций подобным способом. Это даст возможность:
- Не тратить лишнего времени на поиск квалифицированных специалистов;
- Отказаться от заказа дорогостоящих услуг мастерских;
- Расширить свои профессиональные способности, предоставляя услуги;
- Быть более независимым, выбирая материал для изготовления изделий.
Технология сварки алюминия
Какие способы применяют, чтобы сварить алюминий в домашних условиях
Не прибегая к покупке дорогостоящего оборудования в условиях домашней мастерской, можно соединить алюминиевые сплавы. В отличие от стальных деталей, здесь нужна большая сноровка, быстрота действий, так как металл имеет исключительно хорошую теплопроводность, и под воздействием высоких температур легко может потечь, трудно удержать ровный шов. Все это учитывается при выборе способа сварки.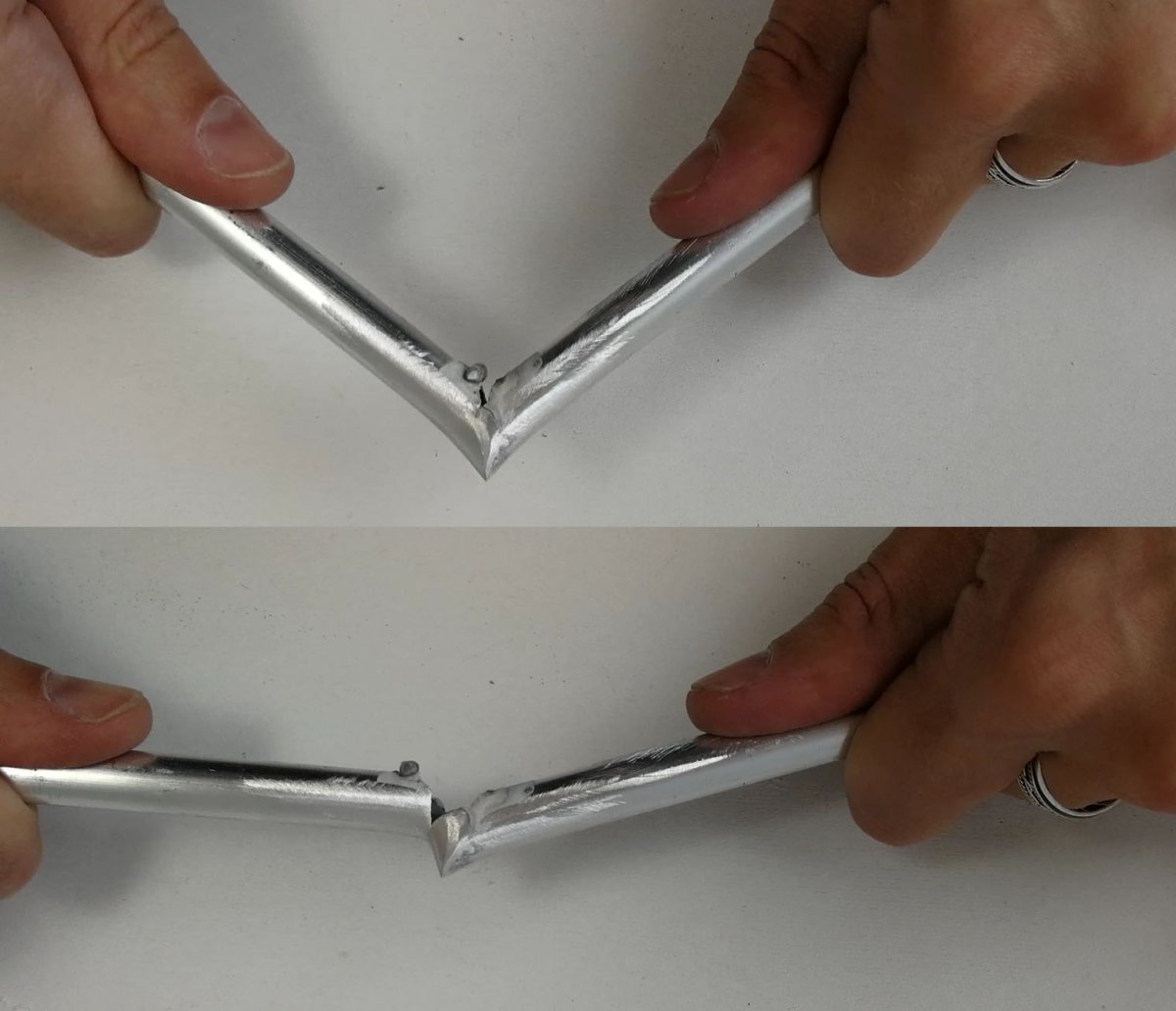
Сварка алюминия электродом в домашних условиях
Способ простой, очень схож с обычной электросваркой на аппарате. Получить в этом случае хороший шов довольно сложно из-за низкой вязкости материала. Монолитность соединения также оставляет желать лучшего. Можно работать с не сильно ответственными участками, элементами. Под силу сварка таким способом для мастеров, имеющих хотя бы небольшой опыт в этом деле.
Таблица характеристик электродов для сварки алюминия
Сварка при помощи газовой горелки
Достижение температуры плавления металла и способности участков свариваться друг с другом получают здесь за счет горения газа. Скорость сварки алюминия в домашних условиях при этом падает в три раза, что позволяет успешней ее контролировать, получать более четкий шов. В качестве соединительного элемента применяется сварная алюминиевая проволока. Газ надежней защищает области соединения элементов, чем специальная обмазка на электродах для алюминиевых сплавов.
Скорость сварки алюминия в домашних условиях при этом падает в три раза, что позволяет успешней ее контролировать, получать более четкий шов. В качестве соединительного элемента применяется сварная алюминиевая проволока. Газ надежней защищает области соединения элементов, чем специальная обмазка на электродах для алюминиевых сплавов.
Сварка алюминия газовой горелкой
Сварка аргонодуговым способом
Это самый лучший вариант для соединения заготовок из сплавов на основе алюминия. Эффективность его в том, что применяется плавящая дуга, а защита от окислов осуществляется газом аргоном. Сам электрод не подвергается плавлению. Он расплавляет специальную присадочную проволоку, соединяющую прогретые рабочие зоны деталей. Шов получается четким, ровным, без наплывов и потеков.
В домашних условиях использовать такой способ сложно, требуется специальное оборудование.
Схема аппарата TIG для аргонодуговой сварки
Инструмент и материал для работы
Метод MMA является наиболее доступным в плане необходимого инструмента для сварки алюминия в домашних условиях. Основой здесь выступает сварочный аппарат. Удобнее использовать устройство инверторного типа, нежели обычный сварной трансформатор, не обладающий возможностью регулировок. Все что нужно это:
Основой здесь выступает сварочный аппарат. Удобнее использовать устройство инверторного типа, нежели обычный сварной трансформатор, не обладающий возможностью регулировок. Все что нужно это:
- Инверторный аппарат для MMA с шиной заземления, кабелем и держателем;
- Сварные электроды для алюминия и сплавов, покрытые специальной обмазкой;
- Защитная маска сварщика;
- Напильник и металлическая щетка;
- Флюс, растворитель;
- Молоток, пассатижи, болгарка.
Более профессиональное и дорогостоящее оборудование необходимо иметь, чтобы осуществить сварку алюминия своими руками с помощью аргона (метод TIG). Значительным преимуществом метода является то, что здесь нет ограничений по толщине и виду алюминиевых сплавов. Для работы понадобятся:
- Аппарат инверторной конструкции для MMA плюс TIG;
- Система автоматической подачи газа;
- Держатель для вольфрамового электрода, встроенный в горелку;
- Манометры контроля давления и редуктор подачи газа;
- Соединительные шланги;
- Проволока алюминиевая сварная с флюсом и присадками;
- Краги и защитная маска сварщика.

Схема и сущность процесса сварки ТИГ
Чтобы осуществить сварку алюминия дома методом MIG, при котором используется плавящаяся проволока, необходимо иметь специальный автомат подачи ее к области соединения элементов. Конструкция горелки здесь должна быть такой, чтобы плавить именно выдвигающуюся проволоку. Также в наличие должны быть:
- Средства фиксации и удержания соединяемых деталей – тиски, струбцины, пассатижи;
- Инструмент зачистки поверхности от окислов – щетка по металлу, напильник;
- Защитная спецодежда из хлопчатобумажной ткани, рукавицы, маска со светоограничивающим стеклом.
Схема сварки МИГ
Специальные электроды с покрытием
Когда к сварке алюминия в домашних условиях не предъявляют особых требований в плане прочности и надежности сварного шва, целесообразно пользоваться специальными электродами для работ с алюминием. Они имеют покрытие, которое выполняет защитную функцию от окисления и роль флюса. Метод не подходит для соединения деталей, рабочая поверхность которых меньше четырех миллиметров.
Электродами марок ОЗАНА и УАНА можно варить чистый технический алюминий, сплавы. Качественные показатели шва:
- Небольшая прочность;
- Наличие пор и раковин;
- Загрязненность шлаками, которые трудно удалить.
Безопасное проведение сварочных операций
При сварке алюминия в домашних условиях, а также его сплавов воздействию неблагоприятных факторов подвергается в первую очередь мастер, выполняющий работы.
Для предотвращения травм предполагается иметь:
- Спецодежду из ткани огнеупорного качества;
- Индивидуальные средства защиты органов дыхания;
- Защитную маску;
- Приточно-вытяжную вентиляцию;
- Надежное заземление электрооборудования.
Видео: Сварка алюминия штучным электродом
Могу ли я сваривать алюминий с помощью сварочного аппарата?
Из-за того, насколько грязным и, откровенно говоря, некрасивым может быть процесс сварки алюминия с помощью стержневой сварки, многие люди просто пришли к выводу, что это невозможно. Это далеко не так, хотя практика требует опыта, осторожности и терпения.
Могу ли я сваривать алюминий сварочным аппаратом? Да, сваривать алюминий можно аппаратом для ручной сварки. Так как это может быть беспорядочно, лучшие методы:
Есть много факторов, которые следует учитывать при выборе сварки штангой для алюминиевых заготовок.Для начала вы должны учитывать толщину металла и знать, как подготовить деталь к сварке.
Без соответствующих мер предосторожности вы можете настроиться на неудачу. Ниже приведены некоторые из наиболее важных деталей, которые следует учитывать при использовании метода сварки штангой.
Лучшие методы сварки алюминия палкой
Лучшим методом для максимального контроля процесса сварки алюминия является TIG на переменном токе (вольфрамовый инертный газ) с использованием смеси гелия или аргона.Это самый чистый и самый медленный метод, гарантирующий, что после него останется очень мало беспорядка (что делает его идеальным кандидатом для сварки тонкого алюминия, особенно).
Сварка TIG постоянным током также подходит для алюминиевых заготовок.
Однако, этот метод больше рекомендуется для более толстых деталей из-за большей глубины проникновения . Используйте газообразный гелий, если вы решили использовать метод сварки TIG на постоянном токе.
Недавно я написал подробную статью о Stick Welding: Ultimate SMAW Guide, взгляните на нее.
У вас есть возможность использовать аргон и флюс при использовании этой техники для алюминия, но есть небольшая вероятность, что у вас будет положительный опыт работы с:
- Видимость во время сварки.
- Подготовка сварочного оборудования и заготовки.
- Очистка рабочего пространства / заготовки.
В-третьих, это сварка MIG (металл в инертном газе). Это значительно быстрее, чем TIG, но с некоторыми компромиссами.У вас будет ограниченный контроль над процессом, поскольку основной металл не будет плавиться без добавления присадочного металла.
Тем не менее, для процесса не потребуется ни пушпульного, ни катушечного пистолета, если следующие элементы правильно отрегулированы:
- Настройки сварки. Эти настройки включают в себя:
- Прямолинейность кабеля MIG
- Натяжение приводного ролика
Алюминий можно сваривать приклеиванием, и, возможно, к удивлению многих, это можно сделать даже с помощью стержня постоянного тока сварщик (работает лучше, чем можно было ожидать!).
Что нужно знать о алюминиевой сварке палкой
Алюминиевый стержень имеет обратную полярность DCEP (положительный электрод постоянного тока). Прежде чем начать, имейте в виду, что при использовании алюминиевой палочки вы заметите, что флюс имеет тенденцию к разбрызгиванию.
Когда начинает остывать, он приобретает «грязный» вид. Не пугайтесь, если вы впервые наблюдаете что-то подобное – это вполне нормально для этого процесса.
Конечно, различные типы ремонтных сплавов будут вести себя по-разному, и у вас может не быть такого опыта с типами клюшек, которые вы используете.
Естественно, такая степень вариации в основном связана с составом флюса. Тем не менее, полезно заранее знать риски и причуды процесса.
К счастью, есть шаги, которые можно предпринять, чтобы сделать процесс более плавным. >> Посмотрите видео ниже
- Перед началом сварки вы можете убедиться, что сварной шов будет немного чище, путем прямого нагрева алюминия с помощью горелки с пламенем науглероживания.
- Примечание: Преднамеренное применение такого экстремального тепла приводит к образованию сажи на поверхности заготовки.
- Снова переключить на нейтральное пламя.
- Верните концентрированное тепло алюминию.
- Когда сажа очищается, заготовка достигает 400 ֯ F.
Такой предварительный нагрев позволит сварке протекать более плавно. Вы также должны иметь в виду следующее:
- Алюминий отводит тепло в четыре раза быстрее, чем углеродистая сталь.
- Алюминий имеет оксидный слой, который можно удалить проволочной щеткой из нержавеющей стали для достижения наилучших результатов.
- Многие люди используют свой шлифовальный круг, предназначенный для обработки углеродистой стали, на алюминиевых заготовках и ожидают положительных результатов. К сожалению, это не идеально, так как служит только для загибания оксидного слоя в металл. Это также происходит при использовании щеточной бусины с высокоскоростным проволочным колесом. К лучшим способам удаления этого слоя относятся:
- Наплавка металла с небольшим усилием шлифования
- Многие люди используют свой шлифовальный круг, предназначенный для обработки углеродистой стали, на алюминиевых заготовках и ожидают положительных результатов. К сожалению, это не идеально, так как служит только для загибания оксидного слоя в металл. Это также происходит при использовании щеточной бусины с высокоскоростным проволочным колесом. К лучшим способам удаления этого слоя относятся:
Как работает сварка палкой
При сварке алюминия помните, что для работы рекомендуется положение под прямым углом к желаемому месту (а не под углом вверх, вниз или под другим углом).
Недавно я написал подробную статью о Stick Welding: Ultimate SMAW Guide, взгляните на нее.
Вам также необходимо выполнять сварку на относительно высокой скорости движения. Сварка также требует короткой дуги, так что помните об этом во время работы. Вот еще несколько важных деталей, которые следует знать о сварке штангой:
- Что происходит при сварке стержнем: При сварке электродом ток протекает через стержень на заготовку.Заготовку можно рассматривать как отрицательный электрод, а стержень – как положительный электрод. Когда стержень отводится от заготовки, образуется дуга. Чем ближе к заготовке вы держите палочку, тем короче будет дуга.
- Как электрод и флюс работают вместе: Поскольку стержень расходуется на протяжении всего процесса сварки, металл плавится на металле. Флюс защищает расплавленный металл в процессе сварки, защищая его от атмосферных газов.
- Как работает дуга для сварки деталей: Дуга, возникающая в результате электрического соединения между электродом и заготовкой, нагревает каждый компонент, в результате чего металл электрода достигает плазмоподобного состояния. Когда лужа расплавленного металла вытягивается вдоль линии сварного шва, верхняя и нижняя пластины уплотняются вместе.
Поэтому сварка штучной сваркой работает также и с алюминиевыми деталями. Хотя химия работает точно так же, по общему признанию, процесс отличается, прежде всего, из-за его беспорядка и тенденции давать неэстетичный сварной шов.
(Это также причина, по которой вы должны выбирать электроды, специально предназначенные для сварки алюминия, иначе вы можете получить плохие результаты. 4043 Стержни электродов настоятельно рекомендуются.)
Процесс сварки алюминия штангой в целом очень похож на сварку других металлов, но помните о вышеуказанных факторах во время работы. Перед тем, как начать, вам нужно будет немного обнажить электрод, чтобы сделать процесс более аккуратным.
Для этого вам придется поцарапать кончиком палки твердую поверхность, чтобы на нее прилегала часть электрода (особенно при использовании алюминиевого электрода).
Дополнительная литература: Нужен катушечный пистолет для сварки алюминия?
Что нужно помнить о сварке стержнем
Во время сварки держите электрод как можно ближе к заготовке, чтобы не заморозить стержень (не застревая в охлаждающей лужице металла).
Чтобы этого не происходило, вы должны просто перемещать стержень, не смещая его слишком близко к заготовке и не замедляя слишком сильно при сварке.
(Вот почему для этого типа сварки рекомендуется высокая скорость хода.)
Это может занять некоторое время, так как сварка штучной сваркой, также известная как «дуговая сварка металлического экрана», или SMAW, известна.
Это второе имя является более показательным в этой кривой обучения, так как оно дает сварщику полный контроль над электродом. Хотя сваривать алюминий можно сваркой штучной сваркой, это, конечно, не лучший вариант.
Помните о преимуществах и недостатках этого метода.
| Плюсы | Минусы |
|---|---|
| Оборудование для ручной сварки относительно дорогое, хотя и не требуется защитный газ, так что это финансовый компромисс. | Очень грязно для алюминиевых заготовок. |
| Этот метод по-прежнему хорошо работает с окрашенными или ржавыми металлическими деталями. | Флюс имеет свойство разбрызгиваться, и для получения чистого шва требуется большой опыт. |
| Условия работы гибкие из-за отсутствия защитного газа. | Трудно сделать с тонкими заготовками |
Если вас интересуют сварочные приспособления или инструменты, просто перейдите по ссылке на нашу страницу рекомендаций, где вы можете увидеть все сварочные принадлежности, которые мы любим и используем (NO CRAP)
Рекомендуемая литература
Можно ли сваривать алюминий без газа? Является ли это возможным?
Может ли плазменный резак резать алюминий? | Полное руководство – 2020
Дуговая сварка алюминия: как приклеивать алюминий: Maine Welding Company
Когда a rc сваривает алюминий с помощью процесса дуговой сварки в защитных оболочках (SMAW), используется электрод с покрытием из флюса, нанесенным методом экструзии, или методом экструзии с обратной полярностью постоянного тока (DCRP).Покрытие электродов аналогично покрытию обычных стальных электродов. Покрытие из флюса обеспечивает газовый экран вокруг дуги и лужи расплавленного алюминия, а также химически объединяет и удаляет оксид алюминия, образуя шлак. При сварке алюминия процесс довольно ограничен из-за разбрызгивания дуги, неустойчивого управления дугой, ограничений на тонкий материал и коррозионного действия флюса, если он не удален должным образом.
Алюминиевый лист для дуговой сварки. Из-за сложности управления дугой, стыковые и угловые сварные швы трудно производить на пластинах размером менее 1/8 дюйма.(3,2 мм) толщиной. При сварке пластины тяжелее 1/8 дюйма (3,2 мм) соединение, подготовленное со скосом 20 градусов, будет иметь прочность, равную прочности сварного шва, выполненного кислородно-ацетиленовой технологией. Этот сварной шов может быть пористым и непригодным для герметичных соединений с жидкостями или газами. Однако дуговая сварка металла особенно подходит для тяжелых материалов и используется для обработки листов толщиной до 2-1 / 2 дюйма (63,5 мм).
Дуговая сварка алюминия: настройки тока и полярности . Настройки тока и полярности зависят от типа электродов каждого производителя.Используемая полярность должна быть определена путем пробного соединения выполняемых соединений.
Дуговая сварка алюминия: подготовка кромок листа . В целом конструкция сварных швов алюминия вполне соответствует конструкции стальных швов. Однако из-за более высокой текучести алюминия под сварочной дугой следует помнить о некоторых важных общих принципах. При использовании алюминиевого листа меньшей толщины предпочтительнее меньшее расстояние между канавками, когда разбавление сварного шва не имеет значения.Управляющий фактор – совместная подготовка. Специально разработанная V-образная канавка для алюминия показана на A, рис. 7-11. Этот тип соединения отлично подходит там, где сварка может быть выполнена только с одной стороны и где требуется гладкий проникающий валик. Эффективность этой конкретной конструкции зависит от поверхностного натяжения, и ее следует наносить на все материалы толщиной более 1/8 дюйма (3,2 мм). Дно специальной V-образной канавки должно быть достаточно широким, чтобы полностью вместить корневой проход. Это требует добавления относительно большого количества присадочного сплава для заполнения канавки.Обеспечиваются превосходный контроль проплавления и качественные корневые швы. Эта подготовка кромки может использоваться для сварки во всех положениях. Это устраняет трудности, связанные с прожогом или проплавлением в положениях при перегреве и горизонтальной сварке. Он применим ко всем свариваемым основным сплавам и всем присадочным сплавам.
Как сварить алюминий с помощью сварочного аппарата?
Приведен порядок предпочтительных способов сварки алюминия. Использование аппарата для ручной сварки признано тем, что он обеспечивает высококачественные результаты.MIG также хорошо работает с толстыми материалами с гладкой поверхностью. Это происходит быстро, и сварные швы MIG могут быть такого же качества, как и сварные швы, но это зависит от нескольких факторов. Итак, сегодня из этой статьи вы узнаете, как сварить алюминий с помощью сварочного аппарата.
Ручная сварка алюминия – это небольшой, но в основном не признанный метод сварки алюминия. Это дорогостоящая альтернатива при сварке алюминия. Один фунт алюминиевых электродов стоит почти тридцать долларов.Менее удачно, что в большинстве случаев небольшие количества на рынке поставляются порциями по пять фунтов. тратить сотни долларов на ремонт, который занимает несколько минут, в этом случае не вариант.
Другая проблема заключается в том, что сварочные стержни, необходимые для сварки алюминия, гигроскопичны, а это означает, что они обладают сродством к воде, и если вы оставите их на улице, флюс станет липким и осыпается за ночь. Кроме того, это не вариант для тонких материалов, потому что сварка алюминиевыми стержнями не рекомендуется при длине менее восьми дюймов.Вы также можете использовать его со сварочными аппаратами, которые используют постоянный, а не переменный ток.
Реализована обратная полярность, аналогичная большинству других электродов из нержавеющей или стали. Алюминий плавится быстро, и вам нужна интенсивная концентрация, необходима подходящая голова.
Вам нужен инертный газ вольфрам, работающий по переменному току, а не по постоянному току. Этот сварочный аппарат использует инертный газ и вольфрамовый электрод для защиты зоны сварки. Достигнутая точность с помощью этого типа сварки жизненно важна при работе с алюминием и, в основном, с тонкими деталями.
Сварочные аппараты TIG дороги; поэтому рассмотрите возможность заключения договора с местным поставщиком сварочного оборудования для дома и магазином о возможности аренды.
Есть вероятность, что вы можете использовать другие процессы сварки для сварки алюминия, такие как MIG, но TIG является наиболее важным методом для начинающих.
Получить алюминиевый присадочный стерженьЭтот элемент необходим для склеивания двух деталей. Старайтесь не использовать грязные или ржавые присадочные стержни, потому что это приведет к слабым сварным швам.Эти стержни можно приобрести в магазинах товаров для дома или в хозяйственных магазинах.
Вам нужно будет достать баллон с аргоном. Назначение аргона в процессе сварки – экранирование. Чистый аргон – это экономичный газовый раствор. Вы можете добавить три процента гелия, чтобы повысить стабильность дуги. Приобретать газ нужно у официальных дилеров. Большинство магазинов направят вас к розетке или предоставят вам газ. Если вы арендуете сварочного аппарата TIG, купите баллончик с аргоном при выборе сварочного аппарата.
Надеть защитную одежду из плотной ткани. При сварке TIG возникает много ультрафиолетового излучения. Из-за этого при использовании коротких рукавов можно получить ожоги рук. Выбирайте рубашку из стопроцентного хлопка. Убедитесь, что на штанах нет потертостей, в которые может попасть расплавленный металл.
Для защиты во время сварки вам также потребуется тяжелое сварочное оборудование, такое как толстые перчатки, сварочный шлем и респиратор.Устройство защитит вас от радиации, яркого света, окислов, паров, химических ожогов, поражения электрическим током и многого другого. Перчатки должны быть огнестойкими и иметь изоляцию. Держите огнетушитель доступным в случае случайных искр.
Попробуйте использовать шлем с линзами, которые автоматически затемняются в течение всего процесса. Линзы должны иметь рейтинг оттенка от десяти до тринадцати. Использование неправильно настроенного, сломанного или поврежденного оборудования может быть опасным. Проверка безопасности либо спасет жизнь, либо предотвратит травмы.Прежде чем начать, уделите немного времени;
- Проверьте шнуры и провода и устраните те, на которых есть зазубрины и потертости.
- Замените все ржавые и помятые резервуары
- Проверьте и замените корродированные или потрескавшиеся детали
- Дважды проверьте все соединения и лошади
Очистите алюминий, потому что со временем он образует оксидный слой на внешней стороне, который плавится при более высокой температуре чем стандартный алюминий. Поэтому перед сваркой алюминия обязательно очистите оксидный слой.Выполняйте это опиливание, шлифовку или чистку оксида проволочной щеткой.
Если вы используете щетки для очистки алюминия, убедитесь, что они используются только для сварки алюминия. Щетки, которые очищают другие металлы, оставляют свои следы и могут повлиять на качество – используйте резиновую вату из нержавеющей стали, например, скребок для чистки, чтобы завершить процедуру.
Затем вам нужно будет попрактиковаться в сварочных движениях, положив горелку на руку, но держите горелку выключенной, чтобы спасти металл. Положите руку в перчатке на стол для поддержки.Когда вы начинаете сваривать алюминий с помощью аппарата для ручной сварки, установите силу тока и цель таким образом, чтобы использовать примерно 0,025 мм толщины заготовки. Установите более высокую силу тока сварщика, чем ожидалось, и используйте ножную педаль, чтобы уменьшить ток. Установите все инструменты в рабочее положение и нажмите кнопку горелки. Используйте ножную педаль и нажмите на нее минимум наполовину, чтобы образовалась дуга. Если возникнут проблемы с запуском арки, сила тока будет низкой. Внесите изменения и попробуйте еще раз.
11 советов по сварке алюминия TIG на постоянном токе – Welding Mastermind
При сварке алюминия TIG переменным током (или «AC») используется почти всегда.Переменный ток очищает поверхность, разрушая оксиды, которые ухудшают качество сварки. Однако это можно сваривать алюминий TIG постоянным током (также называемым «постоянным током»). Иногда для сварки алюминия методом TIG лучше использовать постоянный ток. Как и когда вам следует использовать постоянный ток для сварки алюминия TIG?
Сварка алюминия постоянным током TIG быть сложным, но эти уловки могут помочь вам в этом.
- Узнай разницу постоянного тока и переменный ток для сварки TIG
- Знайте, когда использовать постоянный ток, а когда – переменный ток для алюминия
- Используйте подходящие материалы
- Соберите правильный электрод, стержни и защитный газ
- Настроить сварочный аппарат для сварки постоянным током с обратным полярность
- Используйте ножную педаль или ручное управление для сила тока
- Сделайте алюминий как можно более чистым
- Практикуйтесь перед началом сварки
- Используйте правильную технику
- Знайте свои пределы – постоянный ток не является всегда правильный выбор для алюминия
- Объедините сварку на переменном и постоянном токе, чтобы получить лучший стык
В этой статье я расскажу вам обо всех советы, которые вам нужно знать, чтобы начать сварку алюминия методом TIG на постоянном токе.
AC или DC – в чем разница?
Полярность описывает направление электричества. течет. При постоянном токе (обычно называемом DC) полярность электрический ток всегда течет в одном направлении. Нормальный поток – отрицательный электрод, Это означает, что электричество течет от сварочного аппарата через электрод к заготовку и обратно к сварщику. Обратная полярность меняет положение и пропускает ток от сварочного аппарата через заготовку к электроду.
Постоянный ток больше всего подходит для сварки TIG. металлов, потому что проникает глубоко.Сварка алюминия – один из немногих этот переменный ток предпочтительнее.
Переменный ток, или переменный ток, меняет полярность. между стандартом и реверсом быстро, от шестидесяти до ста двадцати раз каждую секунду. Алюминий обычно сваривают TIG на переменном токе. Быстрый Переворот полярности имеет эффект пескоструйной обработки, который разрушает поверхностные оксиды до произвести чистый сварной шов. Недостатки сварки на переменном токе заключаются в том, что сварной шов не проникают глубоко и оставляют на поверхности большой шарик.
Зачем нужен постоянный ток для алюминия
Проблема с Сварка переменным током заключается в том, что ток не проникает глубоко в стык и производит неглубокий сварной шов. Если вы соединяете алюминиевые детали толщиной ¼ дюйма или более, переменный ток не обеспечит прочный сварной шов всего за один проход.
Для производства прочного сварите толстый алюминий переменным током, сварка выполняется поэтапно. Ты необходимо скосить края стыка, уложить корневой валик, затем вернуться с один или несколько проходов присадочных и заглушек для получения прочного соединения.Это требует три или четыре прохода со сварщиком до завершения соединения.
Обратная полярность Сварочные швы постоянным током не имеют этой проблемы. Вы можете получить хороший и глубокий сварной шов за один пройти с использованием сварки постоянным током. Это экономит время и обеспечивает более прочный сварной шов.
сварных швов постоянным током также полезен для заделки глубоких ямок и выбоин в алюминии. Вы можете быстро заполнить полость с помощью сварки постоянным током и получить прочный стык, который удерживает заливку на месте. Один раз отверстие залито, загладить поверхность шлифовальной машиной, деталь как новый.Это помогает исправить дорогие обработанные алюминиевые детали, которые стали слегка поврежден.
Используйте правильные материалы
Не каждый сорт из алюминия подходит для сварки TIG на постоянном токе. Лучшие марки алюминия для этого процесс 6061, 2219 и чистый алюминий (все в серии 1100). Если вы работаете с другими категориями алюминия, вам может потребоваться сделать сварной шов.
В дополнение к При использовании алюминия правильного сорта необходимы правильные размеры.ОКРУГ КОЛУМБИЯ сварка нагревает заготовку. Если вы попытаетесь сваривать тонким шток, он может перегреться и покоробиться. Сварка постоянным током лучше всего работает с деталями толщиной не менее дюйма. Помимо проблемы коробления, преимущества сварки постоянным током алюминий в любом случае не вступит в игру, пока не появится ваш склад. Придерживайтесь переменного тока для вещь штука.
Оборудование для сварки алюминия постоянным током
Использование правильного оборудования важно для с использованием постоянного тока для сварки алюминия методом TIG. Имея правильные стержни, электрод, а газ имеет большое значение для качества сварки.Если вы не получите права снаряжение, вы не сможете образовать хорошую лужу и применить удилище, чтобы покрыть соединение.
Стержни
Стержни из чистого алюминия необходимы для сварки алюминия методом TIG на постоянном токе. 4043 работает лучше всего и дает чистый валик. Вы также можете использовать стержни 5356, но сварные швы, как правило, грубые и не будут выглядеть хорошо. Не используйте стержни из сплавов или другие металлы для сварки постоянным током.
Электрод
Лучшими электродами для сварки TIG на постоянном токе являются стержни из 2% вольфрама лантана.У них синий наконечник. В отличие от сварки на переменном токе, для сварки на постоянном токе вам понадобится острый наконечник электрода. Доступны предварительно заточенные стержни, или вы можете заточить их самостоятельно болгаркой. Стандартные вольфрамовые и торированные стержни также подойдут.
Из-за высокая температура, связанная с сваркой алюминия TIG, с использованием стандартного 1/16 дюйма диаметр электрода может вызвать перегрев электрода и загрязнение сварка. Чтобы справиться с дополнительным нагревом, выберите электрод чуть больше 3/32 дюйма.
Газ
Лучший газ для сварки на постоянном токе – сверхчистый гелий.Он производит более горячую дугу, чем смесь гелия с аргоном или чистый аргон. Высокая температура от дуги помогает разрушить оксидный слой и обеспечивает лучшую стойкость сварного шва. Дополнительная очистка от тепла важна для сварки постоянным током, потому что у вас нет очищающей способности, которую обеспечивает переменный ток.
Выбор сверхчистый по сравнению со стандартным гелием гарантирует отсутствие загрязнений в защитный газ. Даже небольшое количество кислорода, смешанного с гелием, может вызвать окисление сварного шва, которое приводит к растрескиванию.
Установка сварщика
Вам, конечно же, необходимо настроить постоянный ток сварочного аппарата. Ты также необходимо поменять полярность сварщика, чтобы электрод был положительный вывод, а поверхность сварного шва – отрицательный вывод. Обеспечить регресс полярность создаст сварочную лужу под окисленным слоем с плавающим оксидом. наверху. Обратитесь к руководству вашего сварщика для получения информации о рекомендуемой силе тока и других параметрах. настройки для сварки постоянным током.
Переменная сила тока
Вместо того, чтобы использовать ту же силу тока для всю сварку, настройте сварщика с помощью регулятора переменного тока.С участием переменная сила тока, уровень мощности регулируется ножной педалью или скользящей включить электродную горелку. Переменная сила тока очень важна для постоянного тока. сварка алюминия. Использование фиксированной силы тока может вызвать серьезные проблемы с суставом.
Тепло быстро рассеивается через алюминий. От когда вы дойдете до конца стыка, материал нагреется от сваривать, и теплу больше некуда деваться. Это нагревает алюминий достаточно, чтобы покоробиться или расплавиться. Использование переменной силы тока позволяет снизить тепловыделение. во избежание повреждений от перегрева.
Процесс сварки алюминия постоянным током
Чтобы получить хороший сварной шов на алюминии постоянным током, вам нужно следовать правильному процессу. Некоторые шаги такие же, как и у вас применяются для сварки на переменном токе, но некоторые другие. Обязательно относитесь к сварке постоянным током как это процесс вместо того, чтобы пытаться использовать все шаги для сварки на переменном токе.
Практика первая
Прежде чем пытаться сварить готовое изделие, потренироваться в сварке детали за несколько минут лома алюминия. Сварка алюминия на постоянном токе отличается от сварки на переменном токе. и нелегко получить бусинку с видом «стопки десяти центов» хорошего TIG сварка.Небольшая практика поможет вам нащупать сварной шов и продлится долгое время. способ красиво сварить готовый продукт.
Get It Clean
Вы всегда должны как можно тщательнее очистите свариваемый металл, прежде чем возникнет дуга. Этот Шаг особенно важен для сварки алюминия постоянным током. Температура плавления оксид на поверхности намного выше, чем температура плавления алюминиевой основы металл. Если вы попытаетесь сварить оксидированный алюминий, оксид загрязнит сварить и предотвратить его затвердевание.В результате получится некрасивая, ломкая бусинка.
Алюминий должен быть очищенным независимо от того, какой процесс вы используете, но это особенно важно с постоянный ток. Дуга от сварки алюминия переменным током обладает некоторой очищающей способностью. ОКРУГ КОЛУМБИЯ не хватает этой очищающей способности, поэтому вам нужно все довести до совершенства, прежде чем начать сварка.
Начать с очистки Удалите краску, жир и масло с помощью растворителя. Обезжиривающие средства удаляют масло и жир, а растворитель снимает краску. Ацетон удалит и то, и другое.Этот ступенька необходима для любого вида сварки и любого металла.
Следующий шаг к подготовка алюминия – это соскабливание оксидного слоя. Этот слой сложно удалите, но вы должны снять как можно больше перед сваркой алюминия постоянным током.
Скраб подальше
Один из способов удаления оксидный слой – щетка из нержавеющей стали. Используйте кисть с мелкой щетиной и используйте это только для алюминия. Грубая щетина скорее поцарапает алюминий, чем очистка оксидного слоя. Используя кисть с другими материалами, можно добавить загрязнений на поверхности и ухудшают сварочный процесс вместо лучше.
Если вы чистите щеткой, потрите металл, пока он не станет ярким и блестящим. Не торопитесь и снимите оксидный слой.
Лучшая химическая очистка
Если у вас большой или оксидное покрытие является значительным, требуется химический очиститель. Используйте кислотная ванна или промышленный очиститель алюминия, чтобы удалить оксидный слой с поверхность вашей заготовки. Химические вещества, удаляющие оксид алюминия неприятны, поэтому обязательно прочтите и следуйте указаниям на этикетке и носите надлежащее защитное снаряжение.Эти чистящие средства удаляют весь оксид с поверхность, хотя.
Не позволяй этому сидеть
Как только твоя поверхность чистый, обязательно приварите его в течение дня или около того; в противном случае кислород в воздух вступает в реакцию с поверхностью и образует новый слой оксида, который необходимо удалить. Если твой деталь сидит слишком долго, очистите ее перед сваркой.
Когда ты чистка, не упускайте из виду стержни и электрод. Сварка постоянным током не имеет естественный эффект очистки, который производит сварка на переменном токе, поэтому все, что нужно перед сваркой будьте идеально чистыми.
Методика сварки алюминия TIG на постоянном токе
Техника важен для большинства видов сварки. Вы должны скорректировать свой стиль работы, чтобы соответствовать потребности в металле, наполнителе и настройке, которые вы используете. Сварка постоянным током алюминий ничем не отличается. Несколько советов, которые помогут вам использовать постоянный ток для Алюминий для сварки TIG:
- Будьте осторожны. Как и другие виды сварки, сварка TIG требует высокой температуры и яркого света. Делать обязательно наденьте сварочную маску, перчатки и длинные рукава.
- Используйте правильный метод резки. Плазменные резаки и высокоскоростные дисковые пилы оставляют хороший чистая поверхность для сварки. Избегайте низкоскоростных ленточных пил, которые могут размазать загрязнения. в разрез, и избегайте кислородно-ацетиленовых горелок, которые приводят к окислению разреза поверхность.
- Используйте плотная дуга – намного плотнее, чем при сварке алюминия переменным током. Жара течет вверх от заготовки, а не вниз от электрода. Свести к минимуму распространение дуги, чтобы получить максимальное количество тепла в лужу.Держите кончик электрод в пределах одной восьмой дюйма от поверхности.
- Держите резак под углом 90 градусов к заготовке и держите наконечник близко к поверхности. Этот обеспечивает равномерную лужу и чистый сварной шов. Держать электрод в вертикальном положении обеспечивает лучшую газовую защиту сварного шва и обеспечивает лучший контроль дуга.
- Держите глаз на кончике электрода. Сварка с обратной полярностью может закруглить кончик электрод и вызовет распространение дуги. Если это произойдет, остановитесь и повторно заточите кончик.
- Держите шток почти плоский. Ткните стержнем в лужу посередине дуги, затем потяните его обратно. Вы можете получить чистый сварной шов стопки монет с помощью постоянного тока, но вы должны быть осторожно со стержнем.
- Алюминий плавится при гораздо более низкой температуре, чем оксидное покрытие. Обратная полярность прогоняет тепло сквозь металл и образует лужу под оксидом. В оксид всплывает на поверхность лужи; старайтесь не беспокоить его удочкой. Работа под оксидным слоем.
- Переместить быстро, чтобы изделие не сильно нагрелось.Используйте переменный элемент управления, чтобы уменьшить тока и предотвратите точечную коррозию, деформацию или плавление детали.
Когда использовать AC
Если ваша заготовка сильно загрязнен или окислен, постоянный ток может быть не лучшим выбором. С тех пор не обладает очищающей способностью переменного тока, постоянному току требуются чистые поверхности, чтобы хороший сварной шов. Если вы работаете с деталями двигателя, имеющими углеродное покрытие, или старые детали, которые сильно окислены, сварка переменным током может быть лучшим выбором.
Сварка постоянным током также плохой выбор для соединения деталей из литого алюминия.Процесс литья производит большее окисление поверхности, чем другие производственные процессы, такие как механическая обработка. Поверхностный оксид затрудняет получение хорошего сварного шва, поэтому прямой ток – плохой выбор для сварки литых деталей.
Вам также следует Избегайте сварки алюминия постоянным током, если важен внешний вид сварного шва. это труднее получить традиционный вид стопки монет при сварке постоянным током, поэтому придерживайтесь переменного тока, если важен внешний вид окончательного сварного шва.
Лучшее из обоих миров
Для некоторых проекты, использующие как переменный, так и постоянный ток, могут быть победителями.Для очень толстой ложи вы можете нужно комбинировать приемы, чтобы получить наилучший результат. Чтобы получить лучший сварной шов толстый материал, выполните следующие действия:
- Срезать кромку края деталей, которые нужно соединить, чтобы они образовали V-образную форму.
- Сделать корневой валик с использованием постоянного тока. Это базовый сварной шов, который заполняет нижнюю часть V-канала. Постоянный ток обеспечит глубокое проплавление и прочную основу для сварного шва.
- Почистить начисто сварите, чтобы удалить как можно больше окислов и загрязнений.
- Сделать колпачковый сварной шов на переменном токе. Кондиционер удалит загрязнения с поверхность корневого шва и края стыка. AC также делает это легче получить красивый сварной шов, похожий на гладкую стопку монет.
Переменный ток является стандартом для сварки алюминия методом TIG. Он хорошо справляется со свойствами алюминия и делает сварные швы красивыми. Однако сварка на переменном токе имеет свои ограничения. Когда вам нужно глубокое проникновение в толстый алюминий, постоянный ток проникает лучше и обеспечивает лучший сварной шов.Знание того, когда и как использовать постоянный ток для сварки алюминия, открывает новые возможности и позволяет справляться с вещами, с которыми переменный ток просто не может справиться.
Если вы дожили до этого момента, то это полезное руководство, которое следует рассмотреть, чтобы еще больше улучшить свои результаты. Настоятельно рекомендуется и, надеюсь, принесет вам дополнительную пользу.
Как сваривать алюминий с помощью сварочного аппарата
Соединение материалов вместе – это искусство, которое очень важно для строительной и производственной промышленности.Сварка соединяет металлы или термопласты путем их размягчения за счет нагрева и последующего приложения давления, чтобы они прилипали.
Несмотря на то, что существует множество способов сварки, каждый из них хорошо подходит для определенных типов металлов.
Среди наиболее заметных типов – техника сварки штучной сваркой. Этот метод является частью дуговой сварки и используется довольно давно.
ЧТО ТАКОЕ СВАРОЧНАЯ СВАРКА?
Сварка палкой – это метод соединения металлов с помощью электрода и электрического тока.Это универсальный метод, также называемый дуговой сваркой в защитном металлическом корпусе (SMAW), так как его можно использовать для соединения различных типов металлов. И, в отличие от других методов, этот метод прост в освоении.
Обычно электрод состоит из твердого металлического стержня или стержня, покрытого составами и металлическими порошками. Чтобы составы прилипали к поверхности, они превращаются в связующее.
При образовании электрической дуги между электродом и металлом сварщик может использовать как постоянный, так и переменный ток.Электрод проводит электрический ток к дуге и обеспечивает сварной металл для соединения.
Ручная сварка широко применяется в ремонтно-эксплуатационной и строительной отраслях. Отрасли. Лучше всего подходит для сварки стали и чугуна. Однако он хорошо работает и с алюминием.
ОБЗОР ПРОЦЕССА СВАРОЧНОЙ СВАРКИ
При сварке палкой используется электрод с покрытием из флюса для создания сварного шва. Электричество проходит через коатедэлектрод, образуя дуги в точках контакта с основным металлом.
Когда начинается плавление электродов, флюсовое покрытие вокруг них создает облако газов. Этот газ защищает расплавленный металл и предотвращает его окисление. По этой причине она называется дуговой сваркой в среде защитного металла.
Облако газа оседает на ванне расплавленного металла по мере ее охлаждения. Этот газ превращается в шлак, который необходимо удалить после завершения сварки.
АЛЮМИНИЕВАЯ СВАРОЧНАЯ СВАРОЧКА
Алюминиевая сварка палкой может сбивать с толку. Чаще некоторые источники говорят, что вам нужен сварочный аппарат TIG на переменном токе или сварочный аппарат MIG с катушкой и защитным газом аргоном для сварки алюминия.Это не совсем правда.
Вот в чем дело:
TIG на переменном токе с использованием аргона – самый медленный, самый чистый и контролируемый способ сварки тонких листов алюминия. С другой стороны, TIG на постоянном токе с гелием может сваривать алюминий, но его горячая дуга и глубокое проплавление хорошо подходят для более толстых сварных швов.
MIG, то есть постоянный ток, намного быстрее, чем TIG, но для плавления основного металла требуется присадочный металл. Это усложняет процесс.
Для прямых кабелей MIG пистолет для катушки или двухтактный пистолет не обязателен.
КАК СВАРИТЬ АЛЮМИНИЙ СТИКОВОЙ СВАРКОЙ?
Металлы из алюминия широко используются в сварке и производстве. Этот металл играет огромную роль в автомобильной промышленности. Благодаря передовым технологиям из алюминия можно сваривать сложные, привлекательные конструкции.
Во-первых, давайте посмотрим на свойства алюминия. Понимание этих свойств позволит получить наилучшие сварные швы.
СВОЙСТВА АЛЮМИНИЯ
Алюминий – мягкий и легкий металл, который легко лить или сваривать.Фактически, вы можете соединить алюминий с другим металлом, так как его легче сваривать.
Обратите внимание, что алюминий устойчив к коррозии, имеет отличную электрическую и теплопроводность. К тому же температура плавления немного ниже – 660 градусов по Цельсию, а теплопроводность высокая.
ПРОЦЕСС ПРИГОТОВЛЕНИЯ ПЛАСТИНЫ
Использование сварочных стержней при сварке алюминия является одним из наиболее часто используемых методов. Метод эффективен и быстрее.
Сварка палкой – это распространенный метод, который широко используется при ремонте резервуаров и труб.Основы сварки штучной сваркой:
- Сварка штангой соединяет два куска металла с помощью электрической дуги. Это вызывает сильный жар, плавящий металлические части.
- Если в процессе плавления используется электрод с покрытием, металл смешается с наполнителем, чтобы соединить два металла в единый металл. В этом случае подойдет электрод с алюминиевым покрытием. К тому же этот процесс быстрый: металл недолго соприкасается с дугой.
- Для постоянного тока с обратной полярностью предпочтительно использовать электрод с сильным флюсовым покрытием.Покрытие из флюса действует как газовая защита для дуги и расплавленного алюминия, предотвращая окисление.
- Сила тока и настройки полярности электрода зависят от типа электрода.
- Помните, что в этом процессе сварки управлять дугой довольно сложно. Кроме того, эти сварные швы могут иметь пористость из-за коррозии, вызванной захватом гриппа.
ЗАКЛЮЧЕНИЕ
Сварка алюминия возможна благодаря использованию инертных газов, таких как аргон.Важность инертного газа заключается в защите расплавленного алюминия в процессе сварки. В результате получаются высококачественные и стабильные сварные швы за короткое время.
Так же, как существует множество методов сварки алюминия, для достижения наилучших результатов необходима согласованная система: отсутствие дефектов и проблем с прожогом.
Сварка алюминия несложная, просто другая
Компания ESAB Welding & Cutting Products представила Rogue ET 200iP PRO, новый инвертор HF TIG / Stick, разработанный для исключительных характеристик сварки TIG с полнофункциональным цифровым управлением по доступной цене.По данным ESAB, устройство весит 21,2 фунта – на треть легче, чем устройства конкурентов, – и обеспечивает выходную мощность 200 А при рабочем цикле 25%. В число пользователей входят механические подрядчики, а также специалисты по общему производству, обслуживанию и ремонту, аренде, технологическим трубам, продуктам питания / напиткам, сельскому хозяйству и домашним мастерским.
«Rogue заставит отрасль переосмыслить свое восприятие мощности, производительности и цены в категории компактных инверторов TIG / Stick», – говорит Бартош Кутарба, менеджер по глобальным продуктам – оборудование для легкой промышленности, ESAB.«Другие сварщики с его характеристиками могут стоить вдвое дороже».
Обладая диапазоном сварочной мощности от 10 до 200 ампер, Rogue ET 200iP PRO обеспечивает управление дугой, необходимое для деликатных сварных швов, и мощность до 5/32 дюйма. ЭСАБ может похвастаться такими характеристиками дуги, которые необходимы для всех типов стержневых электродов, в том числе 6010 и 7018. Когда процедуры требуют прохождения корня TIG и заполнения стержня, Rogue ET 200iP PRO дает результаты рентгеновского качества.
Rogue ET 200iP имеет импульсный выходной сигнал TIG на постоянном токе в диапазоне от 0.1 и 500 Гц импульсов в секунду (PPS). Производители нержавеющей стали и специалисты, работающие с тонкими металлами или другими термочувствительными материалами, используют импульсную сварку TIG на постоянном токе для управления подводом тепла, сужения профиля сварного шва и увеличения скорости перемещения. Он обеспечивает стабильную дугу TIG до 10 ампер, что дает сварщикам необходимый им контроль при работе с тонким металлом или хрупкими деталями.
Гибкость основного источника питания 115–230 В Rogue позволяет пользователям работать в самых разных местах. Гибкая автоматическая компенсация входного напряжения обеспечивает стабильную сварочную дугу во всем диапазоне входной мощности, что делает ее идеальной для использования с генератором, мощность которого часто колеблется.
Rogue ET оснащен функцией коррекции коэффициента мощности (PFC), поэтому он потребляет меньше первичного тока. В результате пользователи могут использовать автоматический выключатель меньшего размера и уменьшить беспокойство о ложных срабатываниях при сварке на полной мощности. Использование новейшей технологии PFC также позволяет выполнять сварку с удлинением кабеля до 110 ярдов, что еще больше увеличивает гибкость размещения.
Легкий и компактный Rogue с размерами 15,7 x 6 x 10,4 дюйма легко помещается в ящик для работы. Устройство имеет прочный корпус, изготовленный из стекловолокна, чтобы выдерживать удары, а устойчивость к атмосферным воздействиям и класс защиты IP23S делает его пригодным для использования в тяжелых условиях.Цифровые измерители, видимые с расстояния 25 м, и дополнительный пульт дистанционного управления позволяют пользователям изменять текущие настройки без необходимости возвращаться к машине.
Rogue поставляется с аксессуарами, включая горелку для сварки TIG типа SR-B 26 (кабель длиной 13 футов), набор изнашиваемых деталей, включающий вольфрамовый электрод, держатель электродов Tweco (10 футов), обратный кабель с зажимом (10 футов). , плечевой ремень, газовый регулятор Victor ® и адаптер питания 115/230 В.
Чтобы узнать больше, посетите esab.com или позвоните по телефону 1-800-ESAB-123.
Как сваривать алюминий? Подробное руководство по процессу сварки
Алюминий – это химический элемент, который составляет около 8% земной коры, что делает его самым распространенным металлом и третьим по распространенности элементом после кислорода и кремния. Алюминий хорошо известен своей низкой плотностью (около 2,7 г / см 3 ) и превосходной коррозионной стойкостью благодаря явлению пассивации.
Поскольку чистый алюминий относительно мягкий, в него добавляются небольшие количества легирующих элементов для получения ряда механических свойств.Сплавы сгруппированы по основным легирующим элементам. Конкретные коммерческие сплавы имеют четырехзначное обозначение в соответствии с международными спецификациями для деформируемых сплавов или буквенно-цифровой системой ISO. В таблице 1 представлены дополнительные сведения о составе этих классификаций.
Первая цифра серии указывает на основной легирующий элемент, добавленный к алюминиевому сплаву, и используется для описания серии, то есть серии 1000 или серии 5000 и т. Д. Вторая цифра представляет модификацию конкретного сплава внутри серии; я.е. x1xx представляет первую модификацию указанного сплава, а x2xx представляет вторую модификацию. Третья и четвертая цифры обозначают сплав в определенной серии. Таким образом, сплав 2024 входит в серию сплавов 2000 года, не имеет модификаций и указан тип сплава 24.
Однако есть исключение из этой системы нумерации, которое касается алюминия серии 1000; последние две цифры обозначают минимальное процентное содержание алюминия выше 99%. Например, 1050 означает 99.Минимальное содержание алюминия 50%.
Алюминиевые сплавы также будут иметь обозначение состояния, которое определяет дополнительные этапы обработки (если они реализованы). Обозначения состояний подробно описаны в таблице 2. Помимо основных обозначений состояний, приведенных в таблице 2, есть два дополнительных обозначения: «H» – деформационное упрочнение и «T» – термическая обработка. В таблицах 3 и 4 описаны эти обозначения «H» и «T» соответственно.
| Серия | Главный легирующий элемент | Прочность на разрыв (МПа) * 1 | термообрабатываемый | Приложения |
| 1 ххх | 99% минимум алюминия (чистый) | 70-185 | Х | Коррозионная стойкость трубопроводов, электропроводность |
| 2 ххх | Медь | 185–430 | ✔ | Универсальный, аэрокосмический, поковки |
| 3 ххх | Марганец | 110–280 | Х | Кастрюли, теплообменники, коррозионная стойкость |
| 4 ххх | Кремний | 170–380 | X / ✔ | Присадочная проволока (сварочная) |
| 5 ххх | Магний | 125–350 | Х | Морские, автомобильные, сосуды под давлением, мосты, здания |
| 6 ххх | Магний и кремний | 125–400 | ✔ | Профили декоративные, автомобильные, универсальные |
| 7 ххх | цинк | 220–750 | ✔ | Универсальный, авиационно-космический, броневой, спортивное снаряжение для соревнований |
* 1 Зависит от состава и последующих этапов обработки
| Обозначение закалки | Значение |
| Факс | В состоянии изготовления – применяется к продуктам процесса формования, в которых не применяется специальный контроль условий термического или деформационного упрочнения |
| О | Отожженный – Относится к продукту, который был нагрет до состояния самой низкой прочности для улучшения пластичности |
| H | Закалка при деформации – Применяется к изделиям, упрочненным в результате холодной обработки.За деформационным упрочнением может последовать дополнительная термическая обработка, которая приводит к некоторому снижению прочности. Две или более цифры всегда следуют за буквой H | .
| Вт | Термообработка на твердый раствор – нестабильное состояние, применимое только к сплавам, которые самопроизвольно стареют при комнатной температуре после термообработки на твердый раствор |
| т | Термическая обработка – для обеспечения стабильного состояния, отличного от F, O или H. Применяется к продукту, прошедшему термообработку, иногда с дополнительной деформационной закалкой для получения стабильного состояния.Одна или несколько цифр всегда следуют за буквой “T” | .
| Обозначение состояния H * 2 | Значение |
| h2x | Деформационная закалка |
| h3x | Деформационная закалка и частичный отжиг |
| h4x | Деформационная закалка и стабилизация |
| h5x | Закаленная и лакированная или окрашенная |
* 2 Вторая цифра «x» указывает на степень деформационного упрочнения: x2 – четверть жесткости, x4 – половинной жесткости, x6 – трех четвертей жесткости, x8 – полная жесткость, x9 – особо жесткая
| Обозначение состояния T * 3 | Значение |
|---|---|
| T1 | Естественное старение после охлаждения в процессе формовки при повышенной температуре |
| T2 | Холодная обработка после охлаждения в процессе формовки при повышенной температуре с последующим естественным старением |
| T3 | Раствор термообработанный, холоднодеформированный и естественное старение |
| T4 | Раствор, прошедший термообработку и естественное старение |
| T5 | Искусственное старение после охлаждения в процессе формования при повышенной температуре |
| T6 | Раствор термообработанный и искусственно состаренный |
| T7 | Раствор термообработанный и стабилизированный (с усреднением) |
| T8 | Раствор термообработанный, холодный и искусственно состаренный |
| T9 | Раствор термообработанный, искусственно состаренный и холоднодеформированный |
| T10 | Холодная обработка после охлаждения в процессе формовки при повышенной температуре и затем искусственное старение |
* 3 К обозначению «Tx» могут быть добавлены дополнительные цифры, указывающие на снятие напряжения.TX51 или TXX51 – снятие напряжения за счет растяжения, а TX52 или TXX52 – снятие напряжения за счет сжатия
Алюминиевые сплавы повсеместно используются на транспорте, поскольку они обеспечивают конструкционные материалы с хорошим соотношением прочности к весу по разумной цене. В других областях применения используются коррозионная стойкость и проводимость (как термическая, так и электрическая) некоторых сплавов. Хотя обычно они имеют низкую прочность, некоторые из более сложных сплавов могут иметь механические свойства, эквивалентные сталям.Из-за множества преимуществ алюминиевых сплавов, предлагаемых промышленности, существует потребность в выявлении передовых методов их соединения.
Алюминиевые сплавы представляют ряд трудностей при сварке, в том числе:
- Высокая теплопроводность. Это приводит к чрезмерному рассеиванию тепла, что может затруднить сварку и / или привести к нежелательной деформации деталей из-за того, что требуется большее количество тепла.
- Растворимость в водороде. Водород хорошо растворяется в расплавленном алюминии, в результате чего сварочная ванна поглощает водород во время обработки.Когда расплавленный материал затвердевает, пузырьки водорода захватываются, создавая пористость.
- Оксидный слой. Алюминий имеет оксидный слой (оксид алюминия), который имеет гораздо более высокую температуру плавления (2060 ° C), чем исходный алюминиевый сплав (660 ° C). При сварке это может привести к включению оксидного слоя в область сварного шва, потенциально вызывая отсутствие дефектов плавления и снижение прочности сварного шва. Следовательно, детали должны быть очищены проволочной щеткой или химическим травлением перед сваркой, чтобы предотвратить включение оксидов.
Существует множество процессов, которые можно использовать для сварки алюминия и его сплавов, которые подробно описаны ниже:
Дуговая сварка
Дуговая сварка обычно используется для соединения алюминиевых сплавов. Большинство деформируемых марок серий 1ххх, 3ххх, 5ххх, 6ххх и средней прочности 7ххх (например, 7020) можно сваривать плавлением с использованием дуговой сварки. В частности, сплавы серии 5ххх обладают отличной свариваемостью. Высокопрочные сплавы (например, 7010 и 7050) и большинство сплавов серии 2xxx не рекомендуются для сварки плавлением, поскольку они склонны к ликвации и растрескиванию при затвердевании.
- Можно ли сваривать алюминий с помощью MIG? Сварка MIG может успешно применяться для соединения алюминиевых сплавов. Этот процесс лучше всего подходит для более тонких материалов, таких как алюминиевый лист, потому что количество необходимого тепла меньше по сравнению с более толстыми листами. Чистый аргон является предпочтительным защитным газом для этого процесса, и используемая сварочная проволока / пруток должны быть по составу максимально похожими на свариваемые детали
- Можно ли сваривать алюминий TIG? Сварку TIG можно также использовать для соединения алюминиевых сплавов.Благодаря высокой теплопроводности массивного алюминия, процесс TIG позволяет выделять достаточно тепла, чтобы поддерживать область сварного шва достаточно горячей для создания сварочной ванны. Сварку TIG можно использовать для соединения толстых и тонких секций. Подобно сварке MIG, чистый аргон является предпочтительным защитным газом, а используемая сварочная проволока / пруток должны быть по составу аналогичными свариваемым деталям.
Лазерная сварка
Подобно другим процессам, основанным на плавлении, включая дуговую сварку, лазерные лучи можно использовать для сварки многих серий алюминиевых сплавов.Лазерная сварка обычно является более быстрым процессом сварки по сравнению с другими сварочными процессами из-за высокой плотности мощности на поверхности материала. Лазерная сварка «каплевидный вырез» позволяет производить сварные швы с высоким соотношением сторон (узкая ширина шва: большая глубина шва), что приводит к узким зонам термического влияния. Сварка лазерным лучом может использоваться с материалами, чувствительными к трещинам, такими как алюминиевые сплавы серии 6000, в сочетании с подходящим присадочным материалом, таким как алюминиевые сплавы 4032 или 4047. Используемые защитные газы выбираются в зависимости от марки соединяемого алюминия.
Электронно-лучевая сварка
Подобно лазерной сварке, электронные лучи хороши для получения быстрых сварных швов и небольших сварочных ванн. Электронные лучи также лучше подходят для сварки очень толстых алюминиевых профилей. В отличие от других процессов, основанных на плавлении, электронно-лучевая сварка происходит в вакууме, а это означает, что защитный газ не требуется, что приводит к очень чистым сварным швам.
Правильный выбор присадочного металла (присадочная проволока или присадочный пруток), тщательно подобранные параметры сварки и конструкция соединения имеют важное значение для сведения к минимуму риска образования горячих трещин в алюминиевых сплавах при использовании таких процессов сварки плавлением, как дуговая, электронно-лучевая и лазерная сварка.
Сварка трением
Сварка трением – это процесс соединения в твердом состоянии (т.е. без плавления металла), который особенно подходит для соединения алюминиевых сплавов. Сварка трением позволяет соединять все серии алюминиевых сплавов, в том числе 2ххх и 7ххх, которые трудно использовать при сварке. Кроме того, благодаря природе твердотельного процесса отпадает необходимость в защитном газе и достигаются превосходные механические характеристики области сварного шва по сравнению с процессами сварки плавлением.Есть несколько вариантов обработки трением:
- Сварка трением с перемешиванием (FSW) . FSW был разработан TWI Ltd в 1991 году. FSW работает с использованием нерасходуемого инструмента, который вращается и погружается в стык двух деталей. Затем инструмент перемещается через границу раздела, и тепло от трения заставляет материал нагреваться и размягчаться. Затем вращающийся инструмент механически перемешивает размягченный материал для получения сварного шва. Этот процесс обычно используется для соединения алюминиевого листа / листового материала .
- Точечная сварка трением с перемешиванием (RFSSW). RFSSW является развитием процесса FSW и используется в качестве метода точечной сварки для замены заклепок в алюминиевых листах.
- Линейная сварка трением (LFW). LFW работает путем колебания одной детали относительно другой под действием большой сжимающей силы. Трение между колеблющимися поверхностями вызывает нагревание, что приводит к пластификации материала границы раздела. Затем пластифицированный материал выталкивается из границы раздела, в результате чего детали укорачиваются (выгорают) в направлении сжимающей силы.Во время выгорания поверхностные загрязнения, такие как оксиды и посторонние частицы, которые могут повлиять на свойства и, возможно, срок службы сварного шва, выбрасываются в зону вспышки. После очистки от загрязнений происходит контакт чистого металла с металлом, в результате чего образуется сварной шов. Этот процесс используется для соединения объемных алюминиевых компонентов с получением почти готовых профилей
- Ротационная сварка трением (RFW). RFW аналогичен LFW, за исключением того, что объемные алюминиевые детали имеют цилиндрическую форму и вращаются для генерирования тепла от трения вместо линейных колебаний.