Точечная сварка из инвертора своими руками: схема и необходимые элементы
Главная » Технология
В некоторых случаях при ремонте в домашних условиях требуется соединение двух тонкостенных металлических деталей. Для этого можно использовать точечную сварку. Промышленность выпускает большое количество различных аппаратов для точечной сварки. Но эти устройства, как правило, довольно громоздкие и дорогие. Поэтому домашние мастера часто пытаются сделать аппарат для точечной сварки своими руками.
Содержание
- 1 Варианты точечной сварки
- 2 Инверторный аппарат для точечной сварки
- 3 Схема и необходимые элементы
- 4 Достоинства и недостатки конструкции
Варианты точечной сварки
Основными элементами при создании аппарата для точечной сварки обычно являются трансформатор довольно большой мощности (не менее 1 кВт) и самодельного устройства прижима, состоящее из двух рычагов с электродами.
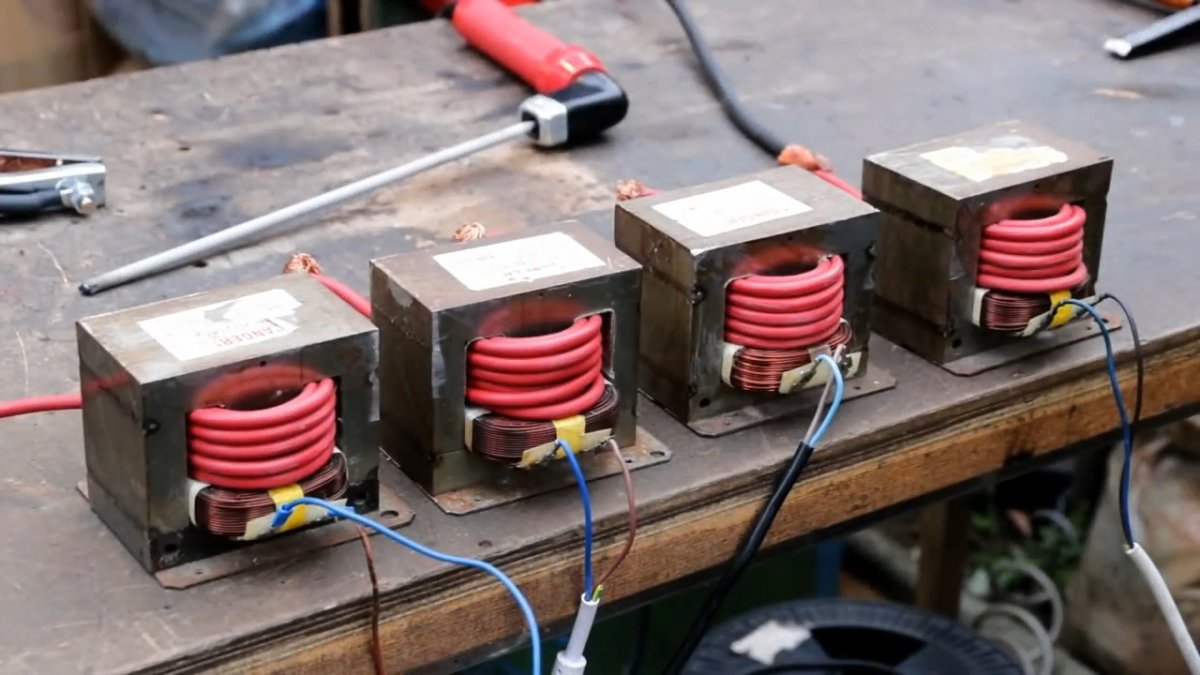
В качестве первого элемента могут быть выбраны, например, трансформатор от микроволновой печи или сварочный трансформатор. Оба этих типа трансформатора требуют перемотки вторичной обмотки.
В сварочном инверторе силовой трансформатор 50 Гц, преобразующий сетевое напряжение 220 В, как правило, отсутствует. В таком устройстве сетевое напряжение выпрямляется и подается на генератор высокой частоты (50-80 кГц), в схеме которого имеется понижающий трансформатор, предназначенный для работы с повышенной частотой. Работа с такой частотой позволяет резко уменьшить вес и габариты сварочного инвертора. На выходе понижающего трансформатора напряжение снижается до 60-70 В, причем выходной ток может достигать 130 А.
Для осуществления точечной сварки требуется получить ток в 1000-2000 А при напряжении в 1-2 В.
Использовать высокочастотный трансформатор от инвертора отдельно в сети 50 Гц (как это делается в других случаях) невозможно. В принципе, для получения необходимого режима можно перемотать вторичную обмотку трансформатора.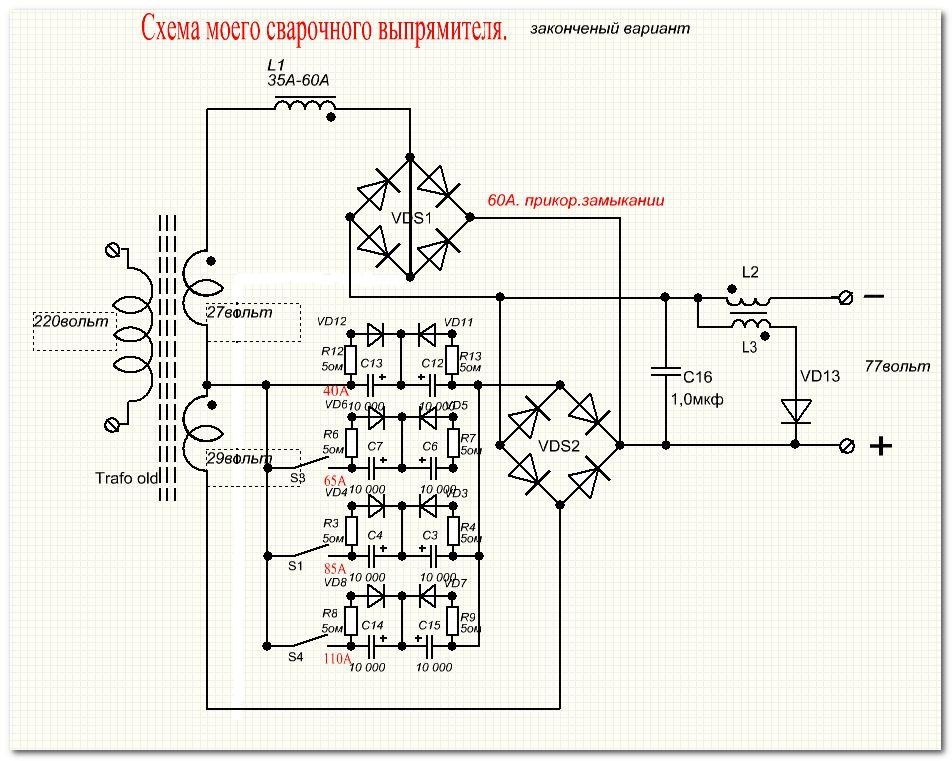 Но этот трансформатор имеет малые габариты и часто намотан на сердечнике тороидальной формы, что делает такую переделку трудновыполнимой. Возможен вариант с подключением дополнительного понижающего трансформатора. Он также будет работать на высокой частоте и иметь небольшие габариты. Еще один вариант – использование инвертора в качестве устройства для зарядки конденсаторов в дополнительном конденсаторном блоке.
Но этот трансформатор имеет малые габариты и часто намотан на сердечнике тороидальной формы, что делает такую переделку трудновыполнимой. Возможен вариант с подключением дополнительного понижающего трансформатора. Он также будет работать на высокой частоте и иметь небольшие габариты. Еще один вариант – использование инвертора в качестве устройства для зарядки конденсаторов в дополнительном конденсаторном блоке.
Инверторный аппарат для точечной сварки
Этот аппарат собран на базе импульсных схем и позволяет производить точечную сварку даже при питании от низковольтных источников типа аккумуляторов.
Схема и необходимые элементы
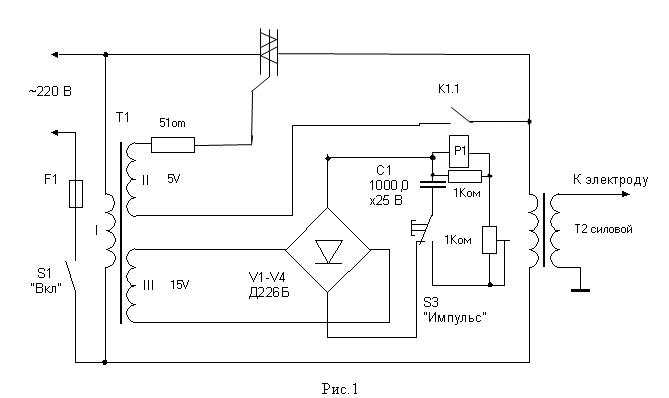
Схема данного прибора представляет собой инвертор, который преобразует постоянное напряжение в высокочастотные колебания с частотой 30-50 кГц.
Для преобразования постоянного напряжения в переменное используется двухтактный генератор на мощных полевых транзисторах. Транзисторы должны пропускать ток не менее 40 А и иметь допустимое рабочее напряжение не менее 50 В.
Колебательный контур генератора определяется индуктивностью первичной обмотки трансформатора и конденсатором, емкость которого не должна превышать 2 мкФ. В принципе, емкость можно увеличить, но тогда генератор будет работать на более низких (звуковых) частотах, в результате чего трансформатор будет излучать свист.
Алгоритм создания аппарата:
- Из силового трансформатора блока питания компьютера АТХ 450 делается импульсный трансформатор.
- Из трансформатора удаляются все обмотки и наматывается первичная обмотка жгутом из 3 проводов диаметром 1 мм.
- Поверх первичной обмотки наматывается 1 виток вторичной обмотки, представляющий собой медную ленту шириной 22 мм и толщиной 1 мм.
- Вторичная обмотка фиксируется в трансформаторе эпоксидным клеем, а на концы ее напаиваются латунные клеммы. В клеммы вставляются и фиксируются отрезки медного провода диаметром 2 мм, которые и будут выполнять роль электродов.

- Используемый в схеме дроссель выполняется на тороидальном сердечнике и имеет от 10 до 30 витков провода диаметра 1,5 мм.
- Транзисторные ключи крепятся на небольших радиаторах.
- Все элементы устанавливаются на плате из изоляционного материала и соединяются пайкой с помощью проводов в соответствии со схемой аппарата.
- Сверху электрическая схема закрывается корпусом из изоляционного материала.
- В удобном месте устанавливается кнопка управления.

Достоинства и недостатки конструкции
Достоинства:
- Довольно высокая выходная мощность, позволяющая проводить сварку аккумуляторов и других более крупных деталей.
- Схема может питаться от источника постоянного тока с напряжением от 6 до 24 В
- Можно использовать как сетевой источник питания (например, блок питания от компьютера), так и мощный аккумулятор.
- Малый вес и габариты.
- Низкая себестоимость.
Недостатки:
- Питание должно осуществляться только от мощных источников. При просадках тока источника питания в аппарате могут появиться неисправности.
- При сварке необходимо выполнять правильный режим работы. После двух секунд сварки делать перерыв на 2-3 секунды.
Рейтинг
( 2 оценки, среднее 3 из 5 )
0
Ануфриенок Константин/ автор статьи
Сварщик: 7 разряд, опыт ручной дуговой, аргоно-дуговой, газовой сварки — 14 лет, наличие удостоверения НАКС НГДО, ОХНВП, КО.
Понравилась статья? Поделиться с друзьями:
Контактная сварка своими руками из инвертора: схема
Создание сварочных аппаратов своими руками является весьма распространенной практикой для тех, кто предпочитает использовать его в домашних условиях не для важных целей. Контактная сварка своими руками из инвертора может стать отличным аналогом заводским вариантам. Новые аппараты зачастую стоят намного дороже, чем самодельные и не всегда их цена оправдана для домашнего применения. Имея сварочный инвертор, вполне возможно получить достаточно качественный результат по относительно невысокой цене.
Контактная сварка из инвертора
Аппарат контактной сварки, созданный своими руками, может применяться для соединения тонких листовых материалов. Для этого не нужно каких-то тонких регулировок рабочих параметров и сложной электроники, если все делается в домашних условиях.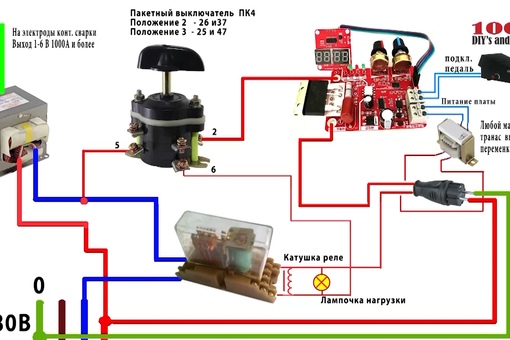 Все это делает актуальным создание техники для сварки самостоятельно. Инвертор есть у многих и его можно применить для создания контактного сварочного аппарата.
Все это делает актуальным создание техники для сварки самостоятельно. Инвертор есть у многих и его можно применить для создания контактного сварочного аппарата.
Преимущества
Если вас интересует контактная сварка своими руками из сварочного аппарата, то следует ознакомиться с основными ее преимуществами:
- Относительно низкая потребляемая мощность аппарата;
- Достаточные рабочие параметры для проведения основных процедур в домашней обстановке;
- Низкая цена получаемого аппарата;
- Создание регулятора напряжения для изменения параметров работы;
- Легкая работа с тонким листовым металлом;
- Доступные расходные материалы и простая конструкция модели.
Недостатки
Тем не менее, самодельная контактная сварка из сварочного аппарата обладает и своими недостатками:
- Надежность конструкции оставляет желать лучшего, так как крепления и прочие особенности аппарата делаются вручную без контроля качества;
- Диапазон регулировки параметров зачастую ограничен и для профессиональной деятельности непригоден;
- Корпус оказывается слабо защищенным от внешних воздействий.
Устройство
Аппарат контактной точечной сварки состоит из нескольких основных функциональных узлов. В электрической части задействован сварочный инвертор. Как и в сварочном трансформаторе, в нем присутствует свой небольшой трансформатор, который помогает преобразовать электричество из сети до тех параметров, которые пригодны для работы. Данный способ производства существенно выделяет этот способ получения контактной сварки среди остальных.
Механическая часть сильно отличается от стандартных инверторов. Здесь имеются специальные электроды, которые служат одновременно зажимами во время соединения. Работают они чаще всего при помощи специального рычага, тогда как в готовых заводских моделях ставят гидравлические прессы.
Принцип работы
Данная техника обладает довольно простым принципом работы. Он основан на преобразовании электрической энергии в тепловую. Электричество поступает на силовую часть аппарата, которой выступает трансформатор сварочного инвертора. Там энергия преобразуется до нужных параметров, которые заданы по технологии сварки. После этого электричество передается на электроды, которые прижимают свариваемую заготовку. В месте прижатия образуется область сварки, которая приводит к частичному расплавлению металла под воздействием тепла и свариванию. Все это происходит за очень короткое время, так как время воздействия импульса составляет менее 1 секунды.
Там энергия преобразуется до нужных параметров, которые заданы по технологии сварки. После этого электричество передается на электроды, которые прижимают свариваемую заготовку. В месте прижатия образуется область сварки, которая приводит к частичному расплавлению металла под воздействием тепла и свариванию. Все это происходит за очень короткое время, так как время воздействия импульса составляет менее 1 секунды.
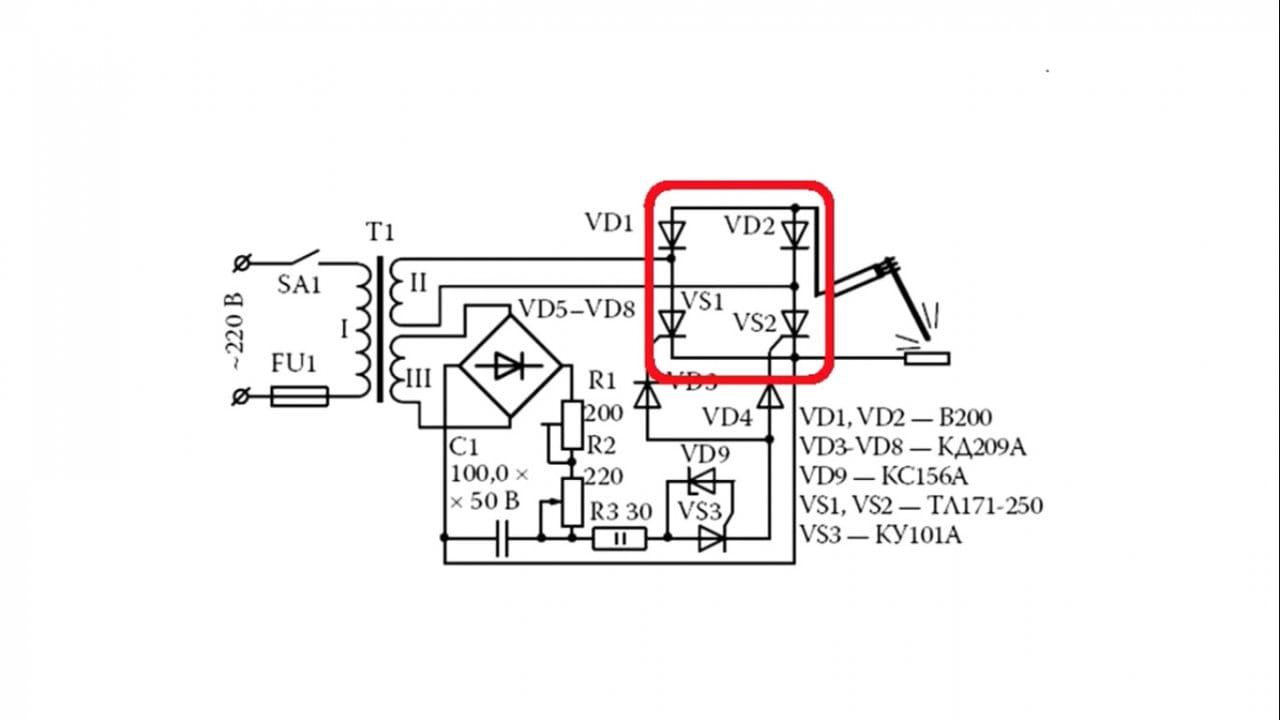
Схема
Схема контактной сварки из инвертора
Здесь показан один з возможных вариантов, в котором имеется силовая часть, автоматический выключатель, цепь управления и защита. В первый узел входит сварочный трансформатор и тиристорный пускатель. Они предназначаются для подключения первичной обмотки.
Какие компоненты необходимы из инвертора
Перед тем как сделать контактную сварку из сварочного инвертора, следует ознакомиться с тем, какие части из него пригодятся. Это должны быть:
- Трансформатор;
- Блок питания;
- Система управления;
- Выключатель.
Процесс изготовления аппарата
Аппарат точечной сварки своими руками производится следующим образом:
- Первым делом сбивается вторичная обмотка, так как во время работы она не используется и нужно исключительно первичная. Внутри трансформатора она обмотана толстым проводом, но ее слой является более тонким. Провести процедуру можно при помощи практически любого удобного инструмента, такого как стамеска, молоток, зубило, дрель и прочее. Главное, чтобы первичная обмотка осталась в целости и сохранности.
Трансформатор от инвертора
- Наложить вторичную обмотку при помощи жгута, который можно сделать из медной проволоки. Сечение ее должно быть около 2-3 см. После этого его нужно обмотать изоляционной бумагой и смазать лаком. Это обеспечит изоляцию и дополнительную фиксацию.
- После этого следует проверить направление обмоток. Для этого вам пригодится стандартный вольтметр. Помимо этого в сети не должно быть коротких замыканий в созданной сети. Когда все вопросы с проверками пройдены, можно приступать далее.
- Далее нужно узнать силу тока, что является обязательной процедурой для всех конструкций, в которых находится от двух и более обмоток.
 Когда все вопросы с проверками пройдены, можно приступать далее.
Когда все вопросы с проверками пройдены, можно приступать далее.«Важно!
Сила тока не должна превышать 2 кило ампер. Если она выше, то ее стоит уменьшить.»
Какие электроды использовать
Для создания электродов нужно учитывать тот фактор, что они не должны расплавляться, соответственно, их требуется делать из тугоплавкого металла. Лучше всего подходят прутки толщиною около 15 мм. Диаметр кабеля всегда должен быть меньше, чем диаметр электрода. Соответствующие прутки можно найти на рынке, в металлоломе или просто разобрать паяльники, если вам не требуется большая мощность аппарата.
Для соединения электрода и провода следует использовать обыкновенные медные наконечники. Это можно сделать при помощи пайки или болтов. Благодаря этому вероятность окисления станет намного ниже, чем ранее. Пайка отлично подходит для маломощных аппаратов, так как неправильное соединение приводит к тому, что появляется дополнительное соединение, приводящее к неправильному выходному значению тока.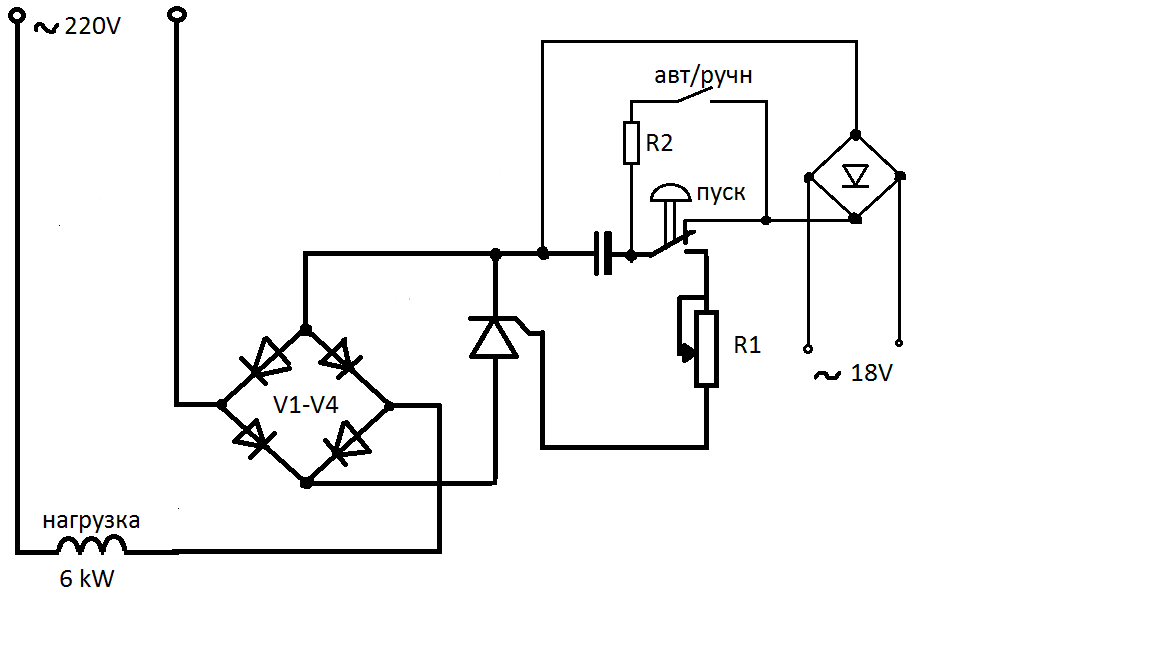
Но у болтовых соединений также есть свои преимущества, так как с их помощью можно быстро удалить диоды из конструкции. В ином случае, прибор нужно паять заново. Болты и гайки также должны быть выполнены из меди.
Испытание
При сборке конструкции могут возникнуть различные дефекты, так что перед непосредственным запуском в работу следует проверить все. Проверка заключается в предварительном измерении рабочих параметров измерительными приборами и визуальном осмотре целостности конструкции и правильности соединения. После этого можно сделать пробный запуск. Он делается дважды: первый раз на минимальной мощности, а второй на максимальной. При испытаниях нужно соблюдать технику безопасности. Если все прошло гладко, то технику можно пускать в дело.
Заключение
Перед тем как сделать контактную сварку из сварочного аппарата, следует ознакомиться с принципом его действия и техническими характеристиками. Также нужно предварительно рассчитать, для каких целей какие параметры вам нужно будет. Только после этого можно приступать к работе.
Только после этого можно приступать к работе.
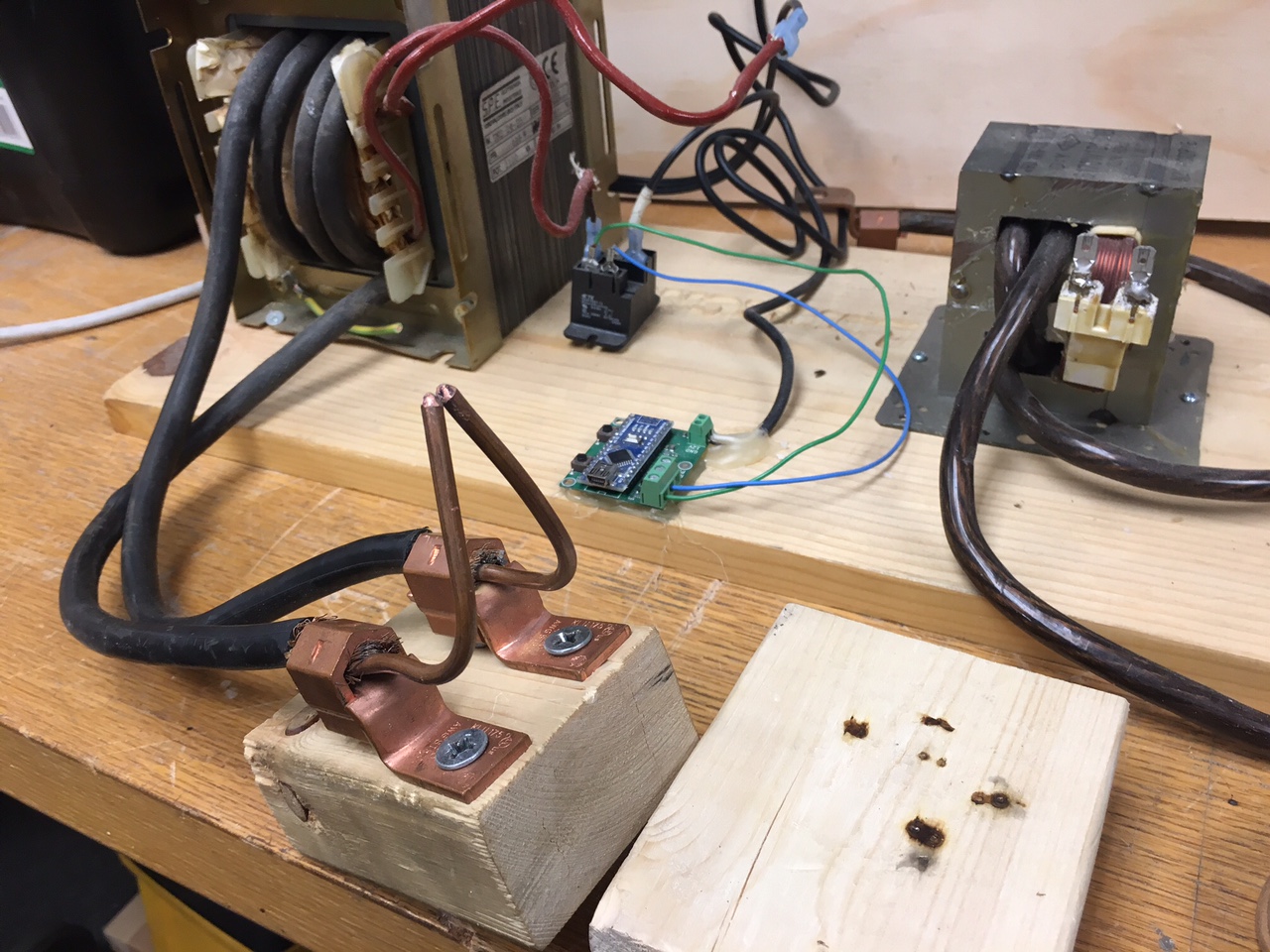
kWeld – аккумуляторная точечная сварка следующего уровня
Если вы хотите сделать свои собственные аккумуляторные блоки из литий-ионных круглых элементов, то вам придется решить проблему соединения отдельных элементов. Пайка проводов к ним не вариант, потому что требуемый длительный нагрев на выводах батареи имеет тенденцию повреждать внутреннюю структуру элемента.Я столкнулся именно с этой проблемой и узнал, что наиболее распространенным методом соединения элементов между собой является приваривание к ним полос из никеля или никелированной стали с помощью точечной сварки.
Принцип их работы заключается в пропускании электрического тока через металлическую полосу и язычок батареи. Поскольку металлы имеют электрическое сопротивление, этот ток заставляет материал плавиться вместе. Расплавленный металл должен занимать лишь небольшую площадь, чтобы предотвратить повреждение батареи. Это достигается за счет использования высокого тока, что позволяет получать очень короткие импульсы.
Так как это сложная задача, профессиональные сварщики начинают с нескольких тысяч долларов. Есть более дешевые модели от китайской фирмы, но я отказался от этого варианта… Поскольку я инженер-электронщик с немалым опытом в силовой электронике, я решил разработать свой собственный сварочный аппарат. Он должен быть доступным для домашних мастеров, более мощным и надежным, чем аналогичные конструкции, и простым в использовании.
И мне не понравилось, что, казалось бы, все точечные сварщики используют предустановленную длину импульса для установки интенсивности сварки. Протекающий ток обычно нельзя регулировать, вместо этого он зависит от электрического сопротивления самого места сварки. И это зависит от довольно многих факторов, таких как загрязнение, коррозия и механическая сила, с которой металлы сталкиваются друг с другом. Результатом является изменение количества энергии (= тепла), которое идет на сварку, что приводит к противоречивым результатам. Чтобы смягчить этот эффект, современные сварщики используют два или более импульсов, чтобы размягчить металлы и выжечь любые загрязнения.
Но есть гораздо более простой способ получения однородных сварных швов: если количество энергии, подаваемой в точку сварки, остается постоянным, то каждый раз расплавляется одно и то же количество металла. Это то, что делает kWeld . Нет необходимости экспериментировать с временными интервалами или количеством импульсов очистки. Вы просто набираете желаемое количество энергии и начинаете работать. Устройство автоматически регулирует длительность импульса для достижения одинакового результата для каждого сварного шва.
На этом рисунке показан результат сварки полос никеля толщиной 0,15 мм с ячейками 18650 (источник: форум eevblog, пользователь «romantao»): толщиной до 0,3 мм. Но он также достаточно проворен для сварки тонких медных проволок при низких энергиях. На следующем рисунке показана тонкая медная проволока, приваренная к стальному стержню толщиной 2 мм: кВт Сварка 9Система 0014 доступна в виде набора для самостоятельной сборки в моем магазине: https://www.
 keenlab.de/index.php/product-category/kspot-welder-kit/
keenlab.de/index.php/product-category/kspot-welder-kit/ Инструкции по сборке и эксплуатации доступны для скачивания здесь :
https://www.keenlab.de/wp-content/uploads/2018/07/kWeld-assembly-manual-r5.0.pdf
https://www.keenlab.de/wp-content/uploads/ 2018/07/kWeld-operation-manual-r3.0.pdf
Прошивку системы можно обновить, что позволит вам воспользоваться новыми функциями или улучшениями.
Последняя прошивка доступна для загрузки здесь:
https://www.keenlab.de/wp-content/uploads/2019/01/1_kweld_release_r2_9.zip
Этот инструмент https://www.keenlab.de/index .php/product/kweld-firmware-update-tool/ требуется для подключения
Необходимый блок питания для сварщика не входит в комплект. В идеале он должен иметь выходное напряжение от 5 до 15 В постоянного тока и должен обеспечивать ток не менее 1500 А при коротком замыкании в течение нескольких десятков миллисекунд. Поскольку добиться этого довольно сложно, в следующем списке приведены некоторые рекомендации:
- Литий-полимерный аккумулятор Turnigy nano-tech 3S/5000 мА·ч/130C (ссылка). Я провел стресс-тестирование одного из них в течение нескольких полных циклов разрядки, и после этого он не показал видимых вздутий. Измеряемый ток 1300-1500 ампер.
- Turnigy graphene 3S/6000mAh/65C Литий-полимерный аккумулятор (ссылка). Они не показывают никакого вздутия после нескольких циклов полной разрядки, но у меня пока нет данных об их продолжительности жизни. Нынешний уровень сравним с моделью нанотехнологий.
- Ultracell UXL65-12 (ссылка). Согласно отзыву пользователя, ток, указанный кВтeld , составляет приблизительно 1000 А при тестировании с никелевыми полосками толщиной 0,15 мм.
- Bosch SMT 31-100 (ссылка). Согласно отзыву пользователя, сварочный ток, указанный кВтeld , составляет приблизительно 1400 А.
 Я провел стресс-тестирование одного из них в течение нескольких полных циклов разрядки, и после этого он не показал видимых вздутий. Измеряемый ток 1300-1500 ампер.
Я провел стресс-тестирование одного из них в течение нескольких полных циклов разрядки, и после этого он не показал видимых вздутий. Измеряемый ток 1300-1500 ампер.ПРЕДУПРЕЖДЕНИЕ: Литий-полимерные аккумуляторы потенциально опасны. Если они выходят из строя внутри, они могут самовозгораться. Поэтому настоятельно рекомендуется постоянно контролировать их во время использования, а также во время зарядки, а также хранить их в пожаробезопасном контейнере, когда они не используются.

При использовании этой системы вы имеете дело с очень высоким уровнем энергии, что может привести к травме или возгоранию при неправильном обращении. Примите соответствующие меры безопасности и используйте эту систему с осторожностью. Никогда не оставляйте его без присмотра во время работы.
Этот продукт содержит мелкие детали, хранить в недоступном для детей месте!
Эта система создает значительные магнитные поля, не используйте ее, если у вас есть кардиостимулятор!
Аппаратные функции (новые функции выделены в полужирный ):- Входное напряжение для сварки: 4 В – 30 В постоянного тока, позволяет использовать суперконденсаторы
- Чрезвычайно прочный силовой ключ на основе полевого МОП-транзистора и конструкция механической шины тока
- Предохранитель защиты от перенапряжения внутреннего источника питания
- Максимальный ток переключения: 2000 А
- Внутреннее сопротивление переключателя питания: 120 мкОм
- Длительность импульса аппаратного сторожевого устройства: 250 мс
- Блокировка по пониженному напряжению для транзисторов силового переключателя
- Измерение входного напряжения, выходного напряжения, тока переключения и напряжения питания логики
- Питание логики напрямую от основного источника питания — нет необходимости в отдельном вспомогательном источнике питания
- Винтовая клемма для внешнего переключателя
- Задерживающий конденсатор питания логики во время срабатывания импульса Пользовательский интерфейс
- через ЖК-дисплей, циферблат/энкодер и звуковой сигнал
- Алгоритм централизованного управления сваркой использует метод измерения Джоуля вместо простого таймера, что устраняет необходимость в двухимпульсном поджигании и обеспечивает более стабильные сварные швы — количество энергии, наплавляется в месте сварки всегда поддерживается постоянным
- Возможность обнаружения неудачного сварного шва и акустическая обратная связь с пользователем
- Процедура калибровки для компенсации потерь электрода
- Ручной режим, запуск от внешнего переключателя
- Автоматический режим, сопровождаемый предупреждающим звуковым сигналом и срабатывающий с регулируемой задержкой , когда система обнаруживает, что оба электрода находятся в постоянном контакте со свариваемым материалом
- Звуковой сигнал завершения процесса сварки
- Цифровая обратная связь от выполненного сварного шва, помогающая пользователю достичь наилучших результатов: количество импульсов, количество выделенной энергии, необходимое время импульса для этой энергии, измеренный ток, измеренное омическое сопротивление точки сварки
- Простой и интуитивно понятный пользовательский интерфейс – просто отрегулируйте желаемую энергию сварки до 500 Дж с помощью ручки настройки; опыт точного управления с помощью энкодера
- Меню конфигурации, доступное с помощью кнопки на циферблате
- Мониторинг перегрузки по току прерывает импульс при срабатывании, защищая выключатель питания
- Контроль батареи с регулируемым напряжением предупреждения
- Контроль работоспособности предохранителя
- Интерфейс обновления прошивки
 com/forums/viewtopic.php?f=14&t=89039
com/forums/viewtopic.php?f=14&t=89039 http://www.eevblog.com/forum/projects/guesses-on-what-i-am-attempting- здесь/
а так же эти видео обсуждающие эволюцию этой системы:
https://youtu.be/Ceos88VO6p4
https://youtu.be/fWXphoDE_H8
https://youtu.be/JR3GJYScquc
https: //youtu.be/9-CQd02EDIs
https://youtu.be/rQnODV4VQjU
Инверторный сварочный аппарат сопротивления :: Pro Spot
Инверторный точечный сварочный аппарат i4 предназначен для сварки трудносвариваемых материалов, таких как борсодержащие стали и усовершенствованные высокопрочные стали ( AHSS ). Эти новые металлы быстро становятся предпочтительным материалом среди производителей автомобилей. i4 включает в себя программируемую функцию OEM с подробными иллюстрациями ремонта и индивидуальными программами сварки.
Найти дистрибьютора ›Точечный пистолет двойного действия
Новый инновационный точечный пистолет от Pro Spot оснащен цилиндром двойного действия, широко расставленными электродами и самоустанавливающимися электродами.
Удлинители
Pro Spot i4 поставляется с различными удлинителями для выполнения любых сварочных работ.
Односторонняя сварка
10 различных приложений для односторонней сварки дают вам мощность и универсальность для выполнения любой работы.
Панель управления
i4 оснащен большим монитором 4 x 6 дюймов, способным отображать инструкции и процедуры ремонта OEM.
Программное обеспечение i4
Программное обеспечение i4 хранится на обновляемой флэш-карте. Мы постоянно выпускаем новейшие процедуры и функции ремонта, чтобы держать вас в курсе последних событий.
i4 Combi: встроенный сварочный аппарат MIG
Модель i4 можно легко модернизировать, включив в нее сварочный аппарат PR-155 MIG. Его можно установить позже в качестве пакета обновления или заказать на заводе со встроенным сварочным аппаратом MIG.
Потолочная установка i4
Pro Spot i4 доступен в потолочной версии.
Потолочная версия подвешивается к потолку на расстоянии 20 футов от кронштейна, что дает вам дополнительное пространство на полу и доступность.
 Потолочная версия подвешивается к потолку на расстоянии 20 футов от кронштейна, что дает вам дополнительное пространство на полу и доступность.
Потолочная версия подвешивается к потолку на расстоянии 20 футов от кронштейна, что дает вам дополнительное пространство на полу и доступность.PS-500 Точечный пистолет двойного действия Вернуться к началу
Нажмите одну кнопку, чтобы широко открыть электроды, затем нажмите другую кнопку, чтобы закрыть электроды и начать сварку. Система точечной пушки Pro Spot PS-500 обеспечивает давление электрода более 600 фунтов. со всеми размерами удлинителя.
Смена консолей на наших сварочных горелках выполняется быстро и легко.
PS-503 (дополнительно) ПС-305 PS-306 (дополнительно) PS-403 (дополнительно) ПС-302 ПС-52-5/8 U-образный рычаг 600 мм U-образный рычаг 508 мм С-дуга, глубокая (280 мм) Х-адаптер С-дуга Рычаг рулевой рубки В стандартной комплектации i4 поставляется с несколькими различными типами удлинителей сварных рычагов (508-мм U-образный, С-образный рычаг, рычаг рулевой рубки), а другие доступны по запросу, так что вы можете решить любую проблему сварки с максимальной легкостью и точностью.

i4 может выполнять различные виды односторонней сварки, включая: шайбу
, гайку и болт, гвоздь, заклепку и стежок.
i4 имеет четкий, эргономичный интерфейс с выключателем питания и ручками давления электрода, все они установлены в удобной и простой манере. Он также оснащен большим монитором 4×6 дюймов, способным отображать изображения и процедуры ремонта OEM.
- Выключатель питания
- 3-фазные индикаторы питания
- Электродный манометр
- Ручка регулировки давления электрода
- Экран дисплея
Система охлаждения для i4:
i4 имеет как водяное, так и воздушное охлаждение. Воздушное охлаждение начинается, когда температура достигает 42°С, и автоматически отключается при 37°С. Сварка может продолжаться при включенном воздушном охлаждении.
Водяное охлаждение представляет собой петлевую систему, которая охлаждает сварочные кабели трансформатора и точечную горелку.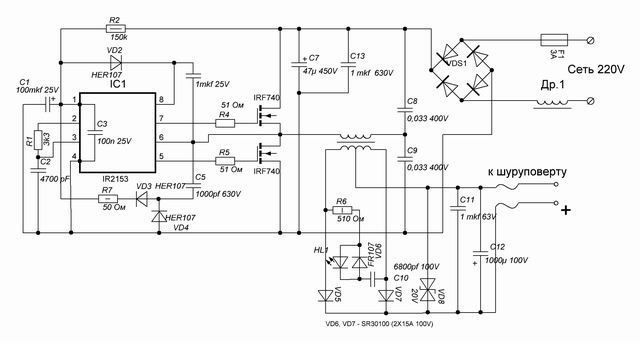 Пока работает водяное охлаждение, сварочный аппарат может работать в обычном режиме.
Пока работает водяное охлаждение, сварочный аппарат может работать в обычном режиме.
Причина использования двух систем охлаждения заключается в том, что Pro Spot считает ее наиболее эффективной и продлевает рабочий цикл сварщика.
Программное обеспечение i4 легко обновляется с помощью съемной флэш-карты по мере поступления новых данных и информации. Последнее программное обеспечение i4 содержит более 3000 ремонтных экранов GM OEM , включая Dodge, Toyota, Lexus, Volvo и другие.
Функция журнала данных i4 — это простой способ управления историей сварки, качеством сварки и мощностью, подаваемой на каждую сварку. Подробная информация хранится в файле Excel на съемном USB-накопителе.
- Программа Weld-Bonding
для сложных операций со сталью. Ток контролируется с помощью сохраненных параметров. Дисплей обратной связи по силе тока: показывает точную величину тока, используемого сварщиком для каждого сварного шва.
Доступ к более чем 3000 экранов ремонта OEM (в том числе: GM, Toyota, Lexus, Volvo, Dodge и другие!), а также общая помощь сварщикам и техническое обслуживание на борту.

В комплект поставки i4 в качестве опции может входить сварочный аппарат MIG . Его также можно установить позже в качестве обновления. Эта функция обеспечивает удобство сварки STRSW и MIG в одном аппарате.
Характеристики MIG
- 220 В, 1 фаза, готовый к использованию
- Разъем Binzel: универсальный адаптер для быстрого подключения
- Идеально подходит для сварки после столкновений
У i4 есть вариант установки над головой. При установке над головой сварочный аппарат висит на системе направляющих, которая может охватывать до 14 отсеков.
Накладные функции
- Все функции портативного сварочного аппарата i4. (Дополнительный сварочный аппарат MIG входит в комплект.)
- Удобная система крепления на потолке.
- Никаких кабелей, воздушных шлангов или оборудования на полу.
- Всегда подключен, готов к сварке.
- Хранит в стороне, когда не используется.
- Легко передвигается по магазину.
- Экономит ценное пространство в магазине.
 (Дополнительный сварочный аппарат MIG входит в комплект.)
(Дополнительный сварочный аппарат MIG входит в комплект.)Технические характеристики
| Входное напряжение: |
|
| Сварочный ток: | 12500A макс. (3 фазы) |
| Длина кабеля: |
|
| Давление электрода: | 7 бар (90 фунтов/кв. дюйм) – 280 даН (616 фунтов) |
| Система охлаждения: |
|
| Микропроцессор: | Обновляемая программная платформа i4 |
| Защита: | ИП 21 |
| Патенты (3): |
|