Контактная сварка – технология, виды, обозначение
Контактная сварка – процесс создания монолитного сварного шва путем расплавления кромок свариваемых деталей электрическим током и последующей деформацией сжимающим усилием. Особое распространение технология получила в тяжелой промышленности и служит для беспрерывного производства однотипной продукции.
Данная технология является распространенной при серийном соединении тонколистового металла
Сегодня как минимум один аппарат контактной сварки имеется на каждом заводе, а все благодаря преимуществам технологии:
- производительность – сварная точка создается не дольше 1 секунды;
- высокая стабильность работы – однажды настроив устройство оно может работать долгое время без стороннего вмешательства, сохраняя качество работ;
- низкие затраты на обслуживание – это касается расходных материалов, рабочим элементом служат контактные электроды;
- возможность работы с машиной специалистов низкой квалификации.


Технология контактной сварки
Простая, на первый взгляд, технология контактной сварки состоит из ряда процедур, обязательных к выполнению. Достичь качественного соединения можно только в случае соблюдения всех технологических особенностей и требований процесса.
Сущность процесса
Для начала стоит разобраться, как работает данная система?
Суть электроконтактной сварки это два неразрывных физических процесса – нагрев и давление. При прохождении через зону соединения электрического тока выделяется тепло, которое служит для расплавления металла. Чтобы обеспечить достаточное выделение тепла сила тока должна достигать нескольких тысяч или даже десятков тысяч ампер. Одновременно с этим на деталь воздействует некоторое давление с одной или обеих сторон, при этом создается плотный шов без видимых и внутренних дефектов.
Процесс соединения связан с локальным нагревом заготовок с одновременным их прижатием
При правильной организации процесса сами детали практически не подвержены нагреву, так как их сопротивление минимально.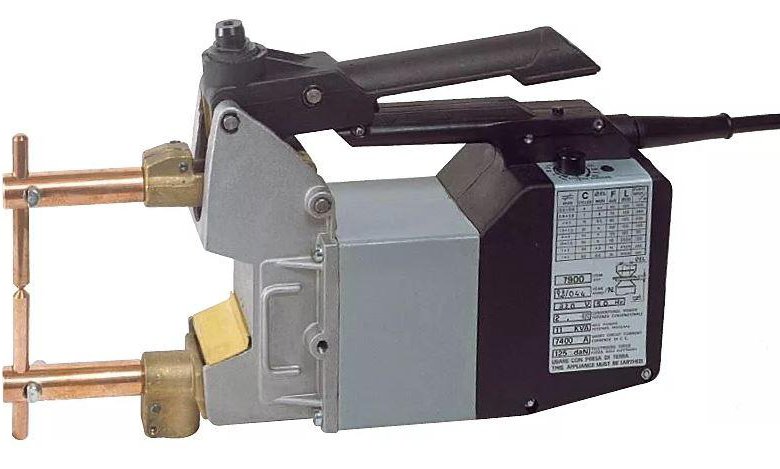
Подготовка поверхностей
Существует множество технологий, которые позволяют обработать поверхность перед использованием контактной сварки. Сюда относят:
- зачистку от грубых загрязнений;
- обезжиривание;
- снятие оксидной пленки;
- сушку;
- пассирование и нейтрализацию.
Порядок и сами технологии обуславливаются конкретным процессом и видом заготовок.
В целом, перед началом сваривания поверхность должна:
- обеспечивать минимальное сопротивление между деталью и электродом;
- обеспечивать равное сопротивление на всей протяженности контакта;
- свариваемые детали должны иметь гладкие поверхности без выпуклостей и впадин.
Машины для контактной сварки
Оборудование для контактной сварки бывает:
- неподвижным;
- передвижным;
- подвешенным или универсальным.

Разделяют сварки по роду тока на постоянного и переменного тока (трансформаторные, конденсаторные). По способам сваривания бывают точечные, шовные стыковые и рельефные, о которых мы поговорим чуть ниже.
Оборудование может быть как стационарным, так и переносным
Все сварочные устройства точечной сварки состоят из трех частей:
- электросистемы;
- механической части;
- водяного охлаждения.
Электрическая часть отвечает за расплавление деталей, контроль циклов работы и отдыха, а также устанавливает текущие режимы. Механическая составляющая представляет собой пневматическую или гидравлическую систему с различными приводами. Если установлен только привод сжатия, то перед нами точечная разновидность, шовные имеют еще и ролики, а стыковые систему сжатия и осадки изделий. Водяное охлаждение состоит из первичного и вторичного контура, разводящих штуцеров, шлангов, вентилей и реле.
Электроды для контактной сварки
В данном случае электроды не только замыкают электрический контур, но и служат отводом тепла от сварного соединения, передают механическую нагрузку, в ряде случаев помогают передвигать заготовку (роликовые).
Размеры и форма электродов для контактной сварки различаются в зависимости от применяемого оборудования и свариваемого материала
Такое использование обуславливает ряд жестких требований, которым должны соответствовать электроды. Они должны выдерживать температуру свыше 600 градусов, давление до 5 кг/мм2. Именно поэтому их изготавливают из хромовой бронзы, хромциркониевой бронзы или кадмиевой бронзы. Но даже такие мощные сплавы не способны долго выдерживать описанные нагрузки и быстро выходят из строя, снижая качество работ. Размер, состав и другие характеристики электрода подбираются исходя из выбранного режима, типа сварки и толщины изделий.
Дефекты сварки и контроль качества
Как и при любой другой технологии, сварочные соединения должны подвергаться жесткому контролю, для выявления всевозможных дефектов.
Здесь применяются практически все методы неразрушающего контроля и прежде всего – внешний осмотр. Однако, из-за прижатия деталей, выявить подобным способом дефекты бывает очень сложно, поэтому часть изготовленной продукции отбирается и проводится разрез деталей вдоль шва для выявления погрешностей. В случае обнаружения дефекта партия потенциально дефектной продукции отправляется на переработку, а аппарат калибруют.
В случае обнаружения дефекта партия потенциально дефектной продукции отправляется на переработку, а аппарат калибруют.
Разновидности контактной сварки
Технология создания сварного пятна обуславливает разделение процесса на несколько видов:
Точечная контактная сварка
В данном случае сваривание происходит в одной или одновременно в нескольких точках. Прочность шва состоит из множества параметров.
Точечный способ является самым распространенным методом
В этом случае на качество работ влияет:
- форма и размер электрода;
- сила тока;
- сила давления;
- длительность работ и степень очистки поверхности.
Современные аппараты точечной сварки способны работать с эффективностью 600 сварных соединений в минуту. Подобная технология используется для соединения частей точной электроники, для соединения кузовных элементов автомобилей, самолетов, сельскохозяйственной техники и имеет еще множество других областей использования.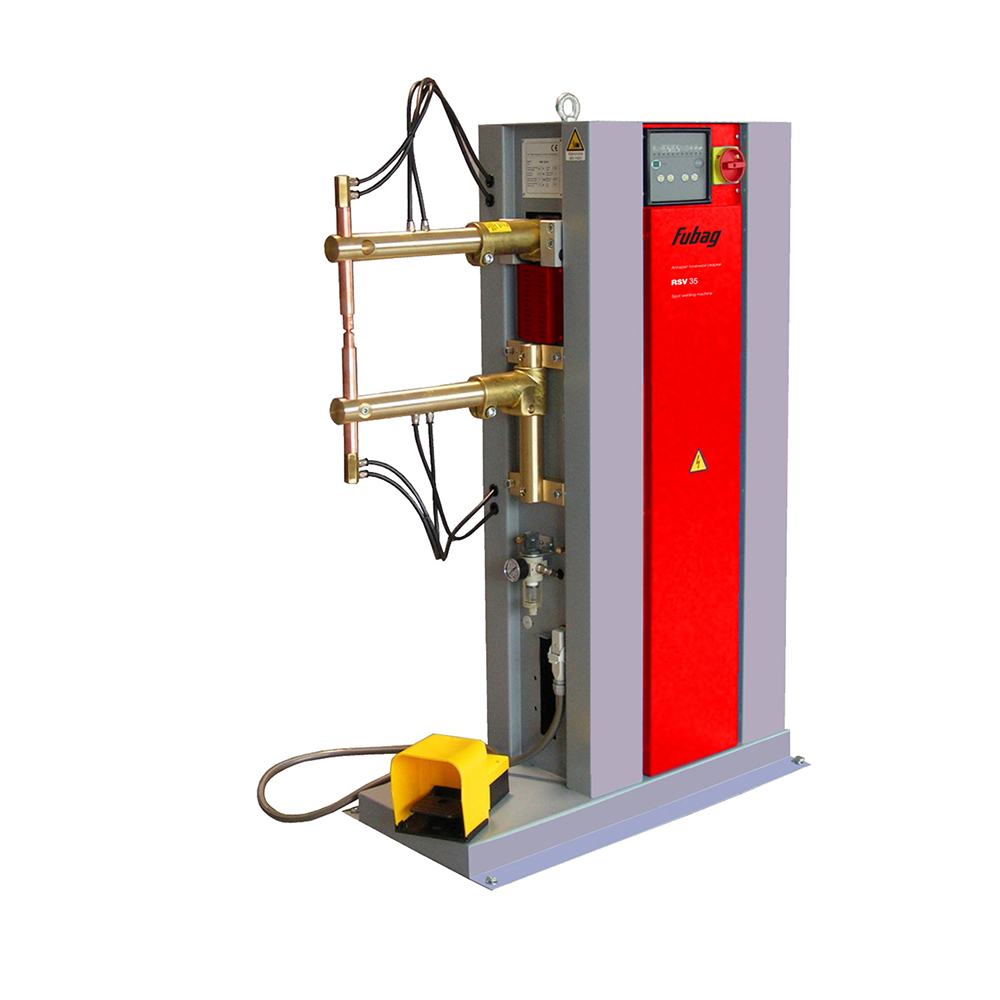
Рельефная сварка
Шовная сварка
Процесс многоточечной сварки, при которой несколько сварных соединений располагаются близко или с перекрытием, формируя единое монолитное соединение. Если между точками имеется перекрытие, то получается герметичный шов, при близком расположении точек шов не герметичен. Так как шов, с использованием расстояния между точками не отличается от созданного точечным швом, подобные аппараты используются редко.
В промышленности более популярным является перекрывающийся, герметичный шов, с помощью которого создают баки, бочки, баллоны и другие емкости.
Стыковая сварка
Здесь детали соединяют, прижимая друг к другу, а затем оплавляют всю плоскость контакта. Технология имеет свои разновидности и разделяется на несколько видов на основании типа металла, его толщины и нужного качества соединения.
Сварочный ток протекает через стык заготовок, расплавляет их и надежно соединяет
Самый простой способ – сварка сопротивлением, подходит для легкоплавких заготовок с малой площадью пятна контакта. Сварка с оплавлением и плавлением с подогревом подходит для более прочных металлов и огромного сечения. Таким способом сваривают части кораблей, якоря и тд.
Выше, описаны наиболее популярные и используемые, но есть и такие виды точечной сварки:
- шовно-стыковая осуществляется вращающимся электродом с несколькими контактами для замыкания цепи, протягивая заготовку через такой аппарат можно получить негерметичный сплошной шов, состоящий из множества сварных точек;
- рельефно-точечная деталь сваривается согласно текущего рельефа, однако шов состоит не из сплошного пятна контакта, а из многих точек;
- по методу Игнатьева в котором сварочный ток протекает вдоль свариваемых частей, поэтому давление не влияет на нагрев изделия и его сваривание.

Обозначение контактной сварки на чертеже
Согласно существующего стандарта условных обозначений точечная сварка имеет следующее обозначение на чертежах:
- Сплошной шов. Видимый сплошной шов на общем плане чертежа отмечают основной линией, остальные конструктивные элементы основной тонкой линией. Скрытый сварной сплошной шов обозначен штриховой линией.
- Сварные точки. Видимые сварные соединения на общем чертеже отмечают символом “+”, а скрытые не отмечают вовсе.
От видимого, скрытого сплошного шва или видимой сварной точки идет специальная линия с выноской, на которой отмечаются вспомогательные условные обозначения, стандарты, буквенно-цифровые знаки и т.д. В обозначении присутствует буква “К – контактная и маленькая буква “т”-точечная, указывающие на метод выполнения сварки и ее разновидность. Швы, не имеющие обозначения, отмечают линиями без полок.
ГОСТ 15878-79 Регламентирует размеры и конструкции сварных соединений контактной сварки
Вся основная информация подается на линии выноске или под ней, в зависимости от обращенной стороны (лицевая или оборотная). Вся необходимая информация о шве берется из соответствующего ГОСТа, что указывается на сноске или дублируется в таблицу швов.
Вся необходимая информация о шве берется из соответствующего ГОСТа, что указывается на сноске или дублируется в таблицу швов.
Контактная сварка | Рудетранс
Контактная сварка – это процесс образования соединения в результате нагрева металла проходящим через него электрическим током и пластической деформации зоны соединения под действием сжимающего усилия.Преимущества контактной сварки перед другими способами:
- Высокая производительность (время сварки одной точки или стыка составляет 0,02. .. 1,0 с)
- Малый расход вспомогательных материалов (воды, воздуха)
- Высокое качество и надежность сварных соединений при небольшом числе управляемых параметров режима, что снижает требования к квалификации сварщика
- Это экологически чистый процесс, легко поддающийся механизации и автоматизации
 .. 1,0 с)
.. 1,0 с)Основные способы контактной сварки
Основные способы контактной сварки – это точечная, шовная (роликовая) и стыковая сварка.
Машины для контактной сварки
Машины для контактной сварки бывают стационарными, передвижными и подвесными (сварочные клещи). По роду тока в сварочном контуре могут быть машины переменного или постоянного тока от импульса тока, выпрямленного в первичной цепи сварочного трансформатора или от разряда конденсатора. По способу сварки различают машины для точечной, рельефной, шовной и стыковой сварки.
Любая машина для контактной сварки состоит из электрической и механической частей, пневмо- или гидросистемы и системы водяного охлаждения (рис. 1).
1).
Рис. 1. Типовые схемы машин для контактной точечной (а), шовной (б) и стыковой (в) сварки: 1 – трансформатор; 2 – переключатель ступеней; 3 – вторичный сварочный контур; 4 – прерыватель первичной цепи; 5 – регулятор; 6 – привод сжатия; 7 – привод зажатия деталей; 8 – привод осадки деталей; 9 – привод вращения роликов; 10 – аппаратура подготовки; 11 – орган включения
Электрическая часть включает в себя силовой сварочный трансформатор 1 с переключателем ступеней 2 его первичной обмотки, с помощью которого регулируют вторичное напряжение, вторичный сварочный контур 3 для подвода сварочного тока к деталям, прерыватель 4 первичной цепи сварочного трансформатора 1 и регулятор 5 цикла сварки, обеспечивающий заданную последовательность операций цикла и регулировку параметров режима сварки.
Механическая часть состоит из привода сжатия 6 точечных и шовных машин, привода 7 зажатия деталей и привода 8 осадки деталей стыковых машин. Шовные машины снабжены приводом 9 вращения роликов.
Шовные машины снабжены приводом 9 вращения роликов.
Пневмогидравлическая система состоит из аппаратуры 10 подготовки (фильтры, лубрикаторы, которые смазывают движущиеся части), регулирования (редукторы, манометры, дросселирующие клапаны) и подвода воздуха к приводу 6 (электропневматические клапаны, запорные вентили, краны, штуцера).
Система водяного охлаждения включает в себя штуцера разводящей и приемной гребенок, охлаждаемые водой полости в трансформаторе 1 и вторичном контуре 3, разводящие шланги, запорные вентили и гидравлические реле, отключающие машину, если вода отсутствует или ее мало.
Все машины снабжены органом включения 11. У точечных и шовных машин это ножная педаль с контактами, у стыковых – это комплект кнопок. С органов управления поступают команды на сжатие “С” электродов или зажатие “3” деталей, на включение “Т” и отключение “О” сварочного тока, на вращение “В” роликов, на включение “а” регулятора цикла сварки. Эти команды отрабатываются соответствующими блоками машины, обеспечивая выполнение операций цикла сварки.
Эти команды отрабатываются соответствующими блоками машины, обеспечивая выполнение операций цикла сварки.
Кроме универсальных применяются специальные машины, приспособленные для сварки конкретных конструкций и типов размеров изделий. Примером могут служить машины для контактной точечной сварки кузовов автомобилей, встроенные в автоматические линии, машины для стыковой сварки оплавлением продольных швов труб в прокатном производстве.
Электроды в контактной сварке
Электроды в контактной сварке служат для замыкания вторичного контура через свариваемые детали. Кроме этого при шовной сварке электроды-ролики перемещают свариваемые детали и удерживают их в процессе нагрева и осадки.
Важнейшая характеристика электродов – стойкость, способность сохранять исходную форму, размеры и свойства при нагреве рабочей поверхности до температуры 600 0С и ударных усилиях сжатия до 5 кг/мм2. Электроды для точечной сварки – это быстроизнашивающийся сменный инструмент сварочной машины. Для изготовления электродов используют медь и жаропрочные медные сплавы – бронзы. Это может быть хромоциркониевая бронза БрХЦрА; кадмиевая БрКд1; хромистая БрХ; бронза, легированная никелем, титаном и бериллием БрНТБ или кремний-никелевая бронза БрКН-1-4. Последние две бронзы обладают повышенной износостойкостью, из них можно изготавливать электроды-губки стыковых машин. Материалы для электродов должны обладать также высокой электро- и теплопроводностью, чтобы их нагрев в процессе сварки был меньше. Температура разупрочнения бронз не превышает 0,5 их температуры плавления, а рабочая поверхность электрода нагревается до 0,6 Тпл. При таких условиях электродные бронзы относительно быстро разупрочняются. Повысить износостойкость электродов можно, используя технологические факторы. Сварку алюминиевых и магниевых сплавов лучше производить на конденсаторных машинах, а не на машинах переменного тока. Вместо механической зачистки нужна химическая очистка поверхности, травление и пассивация.
Для изготовления электродов используют медь и жаропрочные медные сплавы – бронзы. Это может быть хромоциркониевая бронза БрХЦрА; кадмиевая БрКд1; хромистая БрХ; бронза, легированная никелем, титаном и бериллием БрНТБ или кремний-никелевая бронза БрКН-1-4. Последние две бронзы обладают повышенной износостойкостью, из них можно изготавливать электроды-губки стыковых машин. Материалы для электродов должны обладать также высокой электро- и теплопроводностью, чтобы их нагрев в процессе сварки был меньше. Температура разупрочнения бронз не превышает 0,5 их температуры плавления, а рабочая поверхность электрода нагревается до 0,6 Тпл. При таких условиях электродные бронзы относительно быстро разупрочняются. Повысить износостойкость электродов можно, используя технологические факторы. Сварку алюминиевых и магниевых сплавов лучше производить на конденсаторных машинах, а не на машинах переменного тока. Вместо механической зачистки нужна химическая очистка поверхности, травление и пассивация. Расстояние l от рабочей поверхности до дна охлаждающего канала (рис. 2) не должно превышать 10…12 мм, увеличение его до 15 мм повышает износ электрода в 2 раза. При сварке черных металлов стойкость электродов можно повысить в 3…4 раза только за счет сферической заточки электрода и снижения темпа сварки до 40…60 точек в минуту.
Расстояние l от рабочей поверхности до дна охлаждающего канала (рис. 2) не должно превышать 10…12 мм, увеличение его до 15 мм повышает износ электрода в 2 раза. При сварке черных металлов стойкость электродов можно повысить в 3…4 раза только за счет сферической заточки электрода и снижения темпа сварки до 40…60 точек в минуту.
Рис. 2. Схемы электродов для точечной сварки: а – с наружным посадочным конусом; б – колпачковых
Электрод должен иметь минимальную массу, удобно и надежно устанавливаться на сварочной машине. Диаметр D должен обеспечивать устойчивость электрода против изгиба при сжатии его усилием сварки, а также возможность захвата инструментом для снятия. Внутренний диаметр должен обеспечивать ввод трубки с охлаждающей водой и выход воды, обычно d0 = 8 мм. Длина конусной части для крепления электрода в свече машины l1 <= 1,2 D. Угол конусности 1:10 при D < 25 мм и 1 : 5 при D > 32 мм. Диаметр рабочей части электрода выбирают в зависимости от толщины кромок свариваемых деталей dэ = 3S. Стойкость электродов с наружным посадочным конусом (рис. 2, а) обычно не превышает 20 000 сварок. Стойкость колпачковых электродов (рис. 2, б) с внутренним посадочным конусом достигает 100 000 сварок вследствие лучших условий охлаждения. Для сварки деталей сложной конфигурации в труднодоступных местах применяют фигурные электроды.
Стойкость электродов с наружным посадочным конусом (рис. 2, а) обычно не превышает 20 000 сварок. Стойкость колпачковых электродов (рис. 2, б) с внутренним посадочным конусом достигает 100 000 сварок вследствие лучших условий охлаждения. Для сварки деталей сложной конфигурации в труднодоступных местах применяют фигурные электроды.
Электроды для рельефной сварки конструктивно приближаются к форме изделия. В простейшем случае это плиты с плоской рабочей поверхностью.
Электроды-ролики шовных машин имеют форму дисков. Ширина рабочей поверхности ролика В и его толщина Н зависят от толщины S свариваемой детали.
Токоведущие губки стыковых машин по форме и размерам должны соответствовать поперечному сечению свариваемых деталей. Длину губок выбирают такой, чтобы обеспечить соосность деталей и предотвратить их проскальзывание при осадке. При сварке стержней она составляет 3…4 их диаметра, а при сварке полос – не менее 10 толщин полосы.
Подготовка поверхностей к контактной сварке
При подготовке поверхностей к контактной сварке должны выполняться три основных требования: в контактах электрод-деталь должно быть обеспечено как можно меньшее электрическое сопротивление Кэ-д —> min), в контакте деталь-деталь сопротивление должно быть одинаковым по всей площади контакта. Сопрягаемые поверхности деталей должны быть ровными, плоскости их стыка при сварке должны совпадать.
Выбор конкретного способа подготовки поверхностей определяется материалом деталей, исходным состоянием их поверхностей, характером производства. Для штучного и мелкосерийного производства необходимо предусмотреть операции правки, рихтовки, обезжиривания, травления или зачистки, механической обработки. В условиях крупносерийного и массового производства, где обеспечивается высокое качество исходных материалов в заготовительном и штампопрессовом производствах, подготовку поверхностей перед сваркой можно не делать. Исключение составляют детали из алюминиевых сплавов, требующих обработки поверхности не ранее чем за 10 ч до сварки.
Исключение составляют детали из алюминиевых сплавов, требующих обработки поверхности не ранее чем за 10 ч до сварки.
Критерием качества подготовки поверхности является величина контактных сопротивлений Rэ-д и Rд-д. Для их измерения детали зажимают между электродами сварочной машины, но сварочный ток не включают. Сопротивление измеряют микроомметром при помощи щупов. Для сталей сопротивление более 200 мкОм свидетельствует о плохом качестве поверхности. Высокое Rэ-д приводит к перегреву электродов и подплавлению поверхности деталей, вследствие чего происходит наружный и внутренний выплеск металла и образуется чрезмерная вмятина под электродами.
Основные параметры режима всех способов контактной сварки
Основные параметры режима всех способов контактной сварки – это сила сварочного тока, длительность его импульса и усилие сжатия деталей. Теплота в свариваемом металле выделяется при прохождении через него импульса тока Iсв длительностью t в соответствие с законом Джоуля-Ленца:
Q= Iсв2Rсвt,
где за Rсв принимают сопротивление столбика металла между электродами. При расчете сварочного тока, времени импульса, сварочного трансформатора Rсв – исходный параметр, так как его легко рассчитать, зная материал детали, ее толщину и требуемую температуру сварки. При этом сопротивлениями в контактах между деталями и между электродами и деталями пренебрегают.
При расчете сварочного тока, времени импульса, сварочного трансформатора Rсв – исходный параметр, так как его легко рассчитать, зная материал детали, ее толщину и требуемую температуру сварки. При этом сопротивлениями в контактах между деталями и между электродами и деталями пренебрегают.
Согласно закону Джоуля-Ленца увеличение Rсв должно увеличивать количество выделяющейся теплоты. Но по закону Ома
Iсв=U2/Z,
где U2 – напряжение на вторичном контуре сварочной машины, a Z – полное сопротивление вторичного контура, в которое входит Rсв. Поэтому при увеличении Rсв уменьшится Iсв, а он входит в закон Джоуля-Ленца в квадрате. Следовательно, увеличение Rсв не всегда увеличивает количество выделяющейся при сварке теплоты, многое зависит от соотношения Rсв и полного сопротивления вторичного контура сварочной машины. Отсюда следуют несколько практических выводов. С ростом общего сопротивления вторичного контура от 50 до 500 мкОм тепловыделение в зоне сварки уменьшается по мере падения Rсв примерно в 10 раз. Недостаток тепла компенсируется увеличением мощности (U2) или времени сварки. Сварка на контактных машинах с малым сопротивлением вторичного контура (~ 50 мкОм) сопровождается интенсивным ростом нагрева по мере падения Rсв в процессе увеличения сварного ядра. При достижении равенства Rсв = Z нагрев достигает максимума, а затем, по мере еще большего снижения Rсв (по достижении требуемого размера ядра), уменьшается. Таким образом, сварка на контактных машинах с малым сопротивлением вторичного контура (а их большинство) сопровождается нестационарным нагревом и нестабильным качеством соединений. Уменьшить этот недостаток можно надежным сжатием зачищенных деталей, обеспечивающим поддержание Rсв на минимальном уровне, либо поддерживая высокий уровень Rсв за счет слабого сжатия деталей и разделения импульса сварочного тока на несколько коротких импульсов.
С ростом общего сопротивления вторичного контура от 50 до 500 мкОм тепловыделение в зоне сварки уменьшается по мере падения Rсв примерно в 10 раз. Недостаток тепла компенсируется увеличением мощности (U2) или времени сварки. Сварка на контактных машинах с малым сопротивлением вторичного контура (~ 50 мкОм) сопровождается интенсивным ростом нагрева по мере падения Rсв в процессе увеличения сварного ядра. При достижении равенства Rсв = Z нагрев достигает максимума, а затем, по мере еще большего снижения Rсв (по достижении требуемого размера ядра), уменьшается. Таким образом, сварка на контактных машинах с малым сопротивлением вторичного контура (а их большинство) сопровождается нестационарным нагревом и нестабильным качеством соединений. Уменьшить этот недостаток можно надежным сжатием зачищенных деталей, обеспечивающим поддержание Rсв на минимальном уровне, либо поддерживая высокий уровень Rсв за счет слабого сжатия деталей и разделения импульса сварочного тока на несколько коротких импульсов. Последнее еще и экономит энергию и обеспечивает прецизионное соединение с остаточной деформацией 2…5 %.
Последнее еще и экономит энергию и обеспечивает прецизионное соединение с остаточной деформацией 2…5 %.
При сварке на машинах с большим сопротивлением вторичного контура (> 500 мкОм) снижение Rсв в процессе сварки практически не влияет на выделение теплоты, нагрев остается стационарным, что характерно для сварки на подвесных машинах с длинным кабелем во вторичном контуре. Сваренные на них соединения обладают более стабильным качеством.
Качество сварных соединений
Качество сварных соединений, выполненных контактной сваркой, определяется подготовкой поверхностей к сварке, а также правильным выбором параметров режима и их стабильностью. Основной показатель качества точечной и шовной сварки – это размеры ядра сварной точки. Для всех материалов диаметр ядра должен быть равен трем толщинам S более тонкого свариваемого листа. Допускается разброс значений глубины проплавления в пределах 20…80 % S. За меньшим из этих пределов следует непровар, за большим – выплеск. Глубина вмятины от электрода не должна превышать 0,2 S. Размер нахлестки в точечных и шовных соединениях должен выбираться в пределах 2,5…5,0 диаметров ядра.
Глубина вмятины от электрода не должна превышать 0,2 S. Размер нахлестки в точечных и шовных соединениях должен выбираться в пределах 2,5…5,0 диаметров ядра.
Основные дефекты сварных соединений при точечной и шовной сварке – это непровар, заниженный размер литого ядра, трещины, рыхлоты и усадочные раковины в литом ядре и выплеск, который может быть наружным, из-под контакта электрод – деталь, и внутренним, из-под контакта между деталями. Причины этих дефектов – недостаточный или избыточный нагрев зоны сварки из-за плохой подготовки поверхностей и плохой сборки деталей или из-за неправильно выбранных параметров режима сварки.
При стыковой сварке по тем же причинам могут возникать непровары. Перегрев зоны сварки может вызвать структурные изменения (укрупнение зерна) и обезуглераживание сталей. Это ухудшает механические свойства соединений.
Контролируют качество контактной сварки чаще всего внешним осмотром, а также любыми методами неразрушающего контроля. Сложность контроля состоит в том, что этими методами непровар не выявляется, так как поверхности деталей плотно прижаты друг к другу, в их контакте образуется “склейка”, проникающие излучения, магнитное поле и ультразвук не отражаются и не ослабляются. Наиболее оперативный метод контроля – разрушение контрольных образцов в тисках молотком и зубилом. Если непровара нет, разрушение происходит по целому металлу одной из деталей, можно измерить диаметр литого ядра при точечной и шовной сварке.
Сложность контроля состоит в том, что этими методами непровар не выявляется, так как поверхности деталей плотно прижаты друг к другу, в их контакте образуется “склейка”, проникающие излучения, магнитное поле и ультразвук не отражаются и не ослабляются. Наиболее оперативный метод контроля – разрушение контрольных образцов в тисках молотком и зубилом. Если непровара нет, разрушение происходит по целому металлу одной из деталей, можно измерить диаметр литого ядра при точечной и шовной сварке.
Что такое контактная точечная сварка
Один из наиболее востребованных методов соединения металлических заготовок – контактная точечная сварка. Технология идеально подходит для сваривания тонких листов. В статье поднимаются вопросы проблем, методов и основных принципов технологии.
Что такое контактная сварка
Точечная является разновидностью контактной сварки. В эту же группу входит шовная, стыковая и другие типы контактной сварки. Но в отличие от других способов соединения металлических заготовок точечная сварка получился очень широкое распространение. Она востребована в большинстве областей производства, начиная от строительства зданий и заканчивая авиационной отраслью. Например, корпус аэробуса состоит из десятков деталей, которые скрепляются между собой именно точечным методом.
Она востребована в большинстве областей производства, начиная от строительства зданий и заканчивая авиационной отраслью. Например, корпус аэробуса состоит из десятков деталей, которые скрепляются между собой именно точечным методом.
Принцип выполнения сварочных работ несложный. Металл в определенной точке электрическим разрядом нагревается до высокой температуры, при которой начинается его плавление. В то же время обе плоскости металлических заготовок прижимаются одна к другой с предопределенным усилием. Механическая нагрузка и высокая температура делают свое дело: обе заготовки спаиваются между собой. В итоге получается надежный и малоприметный шов.
Многоточечный способ соединения металлов по сравнению с другими типами контактной сварки имеет свои отличительные особенности:
- Технология позволяет существенно сократить издержки времени на выполнение работ.
- На формирование одной точки шва требуется доли секунды.
- Для работы необходим ток большой силы, его значение составляет примерно 1000 ампер.
- В отличие от этого, напряжение должно быть совсем небольшим – не больше 10 ватт.
- Также небольшой является и зона плавления металлов. Показатель варьируется от нескольких миллиметров до 2-3 см.
- Последнее отличие – необходимость в большой механической нагрузке, которая может составлять несколько сот килограмм.

Чаще всего точечный метод сварки востребован для соединения тонких металлических листов внахлест. Однако она пригодна и для других целей, поскольку может сваривать заготовки толщиной до 3 см. в части кузовных работ этот показатель избыточен. Как показывает практика, специалистам приходится иметь дело с металлами не толще 7 мм.
Достоинства и недостатки контактной точечной сварки
Популярность точечного способа сварки обусловлена солидным перечнем достоинств:
- для того, чтобы начать работу не требуется флюс, электрод, присадочная проволока и т.д., что снижает расходы и экономит время;
- во время выполнения сварочных работ металл деформируется незначительно и точечно;
- сварочные аппараты такого типа просты в обращении. Воспользоваться ими сможет даже начинающий сварщик;
- эстетичность сварочного шва не вызывает нареканий даже в отъявленных скептиков;
- дешевизна рабочего процесса по сравнению с другими методами сварки;
- возможность автоматизации большинства технологических операций;
- с помощью многоточечной сварки можно выполнять большой объем работы. Скорость формирования сварных точек может достигать несколько сот за минуту.
В данного метода есть и недостатки. Справедливости ради стоит подчеркнуть, что они незначительны и их немного. Прежде всего – это сравнительно невысокая герметичность шва по сравнению со сплошным соединением, выполненным обычным электродом. И второй – это возможность образования избыточного напряжения в зоне точки сваривания. Важно тщательно подгонять заготовки, чтобы избежать этого.
Технология контактной сварки
Весь процесс состоит из трех основных этапов, Которые нужно рассмотреть подробно. Первый заключается в предварительно подготовке деталей. Затем соединяемые элементы размещаются под жалом сварки и сжимаются. В результате поверхность деформируется, появляется углубление в виде точки.
На последнем этапе к месту соединения подается электрический ток и металл плавится. Образуется жидкое ядро, которое со временем расширяется и после остывания будет скрепляющим элементом конструкции. Благодаря предварительной деформации поверхности в процессе сварки не образуются брызги расплава. Шов получается аккуратным и не нуждается в предварительной очистке поверхности.
Когда подача напряжения прекращается, металл остывает, расплав кристаллизуется и жидкое ядро затвердевает. Существует один небольшой, но важный нюанс. В процессе охлаждения в расплавленном металле создается остаточное напряжение, так как при остывании расплав уменьшается в размере. Бороться с эти можно несколькими способами. Самый простой заключается в том, что по завершению сварочных работ заготовки следует посильнее прижать одну к другой. тогда они лучше прокалываются и становятся более однородными. В остальной использование точечной сварки не требует каких-то специальных навыков или знаний.
Предварительная подготовка металла
Для точечной сварки важно предварительно подготовить металл. Стыки в обязательном порядке зачищаются от оксидной пленки, ржавчины и прочих загрязнений. Конечно, это можно и не делать. Но в таком случае теряется мощность при выполнении сварочных работ. Соответственно добиться качественного соединения заготовок будет очень сложно. Помимо этого, повышение мощности влечет ускорение износа сварочного аппарата.
Для зачистки кромок применяются разные материалы и оборудование: щетка по металлу, наждачная бумага, болгарка, аппараты пескоструйной обработки. Если же заготовки небольшого размера, то их можно вытравливать в специальных растворах.
Отдельного внимания заслуживают вопросы подготовки алюминия и его сплавов. На их поверхности есть защитная пленка, сформированная из оксида металла. Она не дает металлу хорошо прогреться и препятствует формированию качественного шва. Ее удалению следует уделить максимум сил и внимания.
Сварочное оборудование
Для точечной электросварки можно использовать оборудование переменного или постоянного тока, конденсаторные или низкочастотные аппараты. Названные установки отличаются формой сварочного тока и силовым контуром. Каждая из моделей имеет как положительные, так и отрицательные сравнительные показатели. Среди сварщиков (в том числе и любителей) наибольшее распространение установки переменного тока.
Вероятные дефекты контактной точечной сварки
При наличии опыта и надлежащего оборудования сложно будет точечную сварку сделать плохо. Тем не менее, на практике встречаются случаи, когда работа выполнены с дефектами. В большинстве своем они образуются не в месте соединения заготовок, а по металлу.
Они бывают разного рода. Прежде всего, наблюдаются дефекты с формированием литого ядра: оно может быть слишком большим или маленьким, смещаться в сторону относительно центра стыка. Реже шов получается не сплошным. Любители, не имеющие достаточного опыта, могут настроить аппарат неверно, что в итоге оборачивается избыточной деформацией или же слабой провариваемостью металла.
Наиболее чувствительным дефектом является плохо проваренное ядро или же его полное отсутствие. Как показывает практика, такие конструкции долго не служат. Они не способны противостоять нагрузкам и вскоре просто ломаются в месте стыка. Дефект может дать о себе знать в самых разных условиях. Например, при увеличении интенсивности эксплуатации, после сильного нагрева (охлаждения) или после резкого перепада температуры.
Читайте также: Дефекты сварных швов
Заключение
Контактная сварка представляет собой практичный и удобный метод соединения металлических заготовок. Она не требует использования проволоки или флюса. На рынке представлено оборудование для ручной или автоматической сварки, что дает потребителю возможность выбрать наиболее подходящий вариант. Простота использования – еще один несомненный плюс, делающий технологию доступной даже для начинающих сварщиков.
что это? Точечная сварка своими руками из микроволновки или трансформатора, схема машины контактной сварки, ГОСТ, виды и применение
С давних времен люди использовали сварку, но процесс создания неразъемного соединения сильно отличался от метода, используемого в наши дни. Две металлические детали накаливали на огне, затем колотили специальным молотом. Поговорим о контактной сварке.
Что это такое?
Для соединения металлических элементов маленького размера или тонких пластин применяется один из самых востребованных методов – это контактная сварка. Принцип работы заключается в быстром нагреве плоскостей до состояния размягчения при помощи подачи электрического тока, который далее трансформируется в тепловую энергию, и одновременной деформации деталей в месте сваривания. В результате этих действий получается сварной шов. Качество полученного шва определяется согласно стандартам ГОСТа – прочность на разрыв или сдвиг.
Аппарат для сварки имеет два основных узла.
- Механический – здесь находятся электроды, в установках для точечной сварки они выглядят как зажимные щипцы, в аппаратах для сварки швом это ролики.
А также приводы сжатия и вращения, зажатия и осадки.
- Электрический – эта конструкция состоит из сварочного трансформатора, регулятора напряжения (этот элемент переключает количество витков в первичной обмотке), вторичного контура (через него электрический ток проходит к свариваемым деталям), прерывателя первичной цепи (он служит для включения и выключения тока), регулятора цикла (это устройство регулирует все необходимые параметры – последовательность операций, длительность и другие).
Также в машине для сварки есть и вспомогательные блоки.
- Пневмогидравлический – здесь присутствуют фильтры, элементы, смазывающие движущиеся детали, система, которая подводит поток воздуха к приводу сжатия, система, регулирующая давление.
- Водное охлаждение сварочного аппарата.
Плюсы и минусы
Контактная сварка металлов применяется в различных областях промышленности, множество преимуществ объясняет ее популярность.
- Высокая скорость работы, если сравнивать с другими методами сварки, контактная создает более прочный шов.
- Создание одной сварочной точки происходит минимум за 0.1 секунды. Опытный сварщик за одну минуту может сделать до 600 соединений.
- Достаточно экономичный способ, так как для создания контактного соединения не требуются вспомогательные элементы – электроды, проволока для присадки, флюсы и т. д.
- Деформация металла незначительная и проявляется только в местах соединения.
- Несложный процесс, с которым справится новичок и сварщик средней квалификации.
- Контактные электроды имеют долгий срок эксплуатации и не изнашиваются длительное время.
- Самый безопасный метод сварки, так как риск возгорания сведен к минимуму.
- Контактная сварка экологически чистая – она не влияет на здоровье человека и окружающую среду.
- Благодаря высокой скорости подачи тока тепло формируется только в самом металле – это исключает нагрев всей заготовки, а также тепловые потери в процессе работы.
- Оборудование для сварки также облегчает процесс – когда ток подходит к деталям, яркая вспышка не образуется, не нужно тратить средства на оборудование для зоны обработки.
- Контактная сварка может применяться на заводском производстве конвейерным способом, когда работа происходит непрерывно.
Не обошлось и без недостатков, о которых необходимо помнить во время работы.
- Аппараты для контактной сварки стоят дорого, не каждый пользователь может их приобрести.
- Действие электрического тока должно быть минимум 1000 ампер. Питание от источника должно быть достаточно мощным.
- Швы, полученные методом контактной сварки, не такие герметичные, как при использовании технологии с применением электродов.
- Сварщику нужно обязательно следить за поступающим напряжением в области сварки – оно не должно соответствовать заданным параметрам.
- Есть ограничения, касающиеся размеров свариваемых деталей.
- Для шва большого размера необходима большая сила и мощность электрического тока.
Виды
Контактная сварка представлена несколькими видами, которые применяются в своей сфере.
Точечная
Точечная сварка – это более востребованный вид, применяющийся в быту и на производстве. Сваривать можно элементы толщиной не больше 5 миллиметров. Для создания соединения детали располагают внахлест относительно друг друга и зажимают между двумя электродами, имеющими конусообразную форму. Прижимной механизм сдавливает детали после подается электрический импульс. Размягчение металлических деталей происходит только в месте касания электродов. В результате чего образуется сварная точка диаметром несколько миллиметров.
Электроконтактная точечная сварка может быть односторонней и двусторонней. Соединение, полученное односторонним способом, не такое прочное, но с ним можно получать одновременно несколько точек – таким образом работают многоточечные сварочные машины.
Двусторонняя или нормальная сварка более востребована, здесь работают два электрода.
Для обработки металла есть два режима.
- Мягкий – применяется для заготовок из закаленной стали. Электрический импульс, проходящий через элементы, имеет малую силу тока и большую продолжительность. Мощность низкая, а нагрев плавный. Подходит для применения в быту.
- Жесткий – свариваются цветные металлы с добавлением меди и алюминия, легированные стали. В жестком режиме сила сжатия сварочных клещей и сила тока больше, чем в мягком. В зависимости от того, какая толщина у металла, длительность передаваемого импульса может составлять до сотой доли секунды. Такой режим, благодаря высокой производительности востребован на производстве.
Машины для точечной сварки делятся на четыре вида:
- универсально-стационарные;
- универсально-переносные;
- специализированно-стационарные или многоточечные;
- пресс для рельефной сварки,
Многоточечные установки делятся на два вида, в аппаратах первого типа – двухэлектродных на поверхность подводятся два электрода, в аппаратах второго типа – многоэлектродных подводятся все электроды одновременно, но электрический импульс проходит только через каждые две точки последовательно.
В точечных установках электроды находятся в специальных электрододержателях, которые крепятся к хоботам сварочной машины. Нижний хобот неподвижный, верхний же может перемещаться. В них есть специальные каналы для подачи воды охлаждения.
Сами электроды изготавливают из сплава хрома, цинка и меди или из холоднотянутой красной меди. Для производства электрододержателей используется латунь.
Рельефная
Рельефная – это вариант сварки точечного типа. Здесь на свариваемых деталях заранее подготавливают рельефы разной формы. Металлические заготовки прижимаются с двух сторон плоскими электродами, нагрев происходит только на выступах (рельефах). Главное преимущество рельефной электроконтактной сварки – длительный срок эксплуатации электродов. Благодаря специальной форме с большой контактной поверхностью они изнашиваются медленно. Минус – у сварочных машин должна быть большая мощность.
Шовная
Метод шовной или роликовой сварки используется для соединения листового металла, который располагается внахлест. Принцип действия этого метода такой же, как и у точечной, но вместо конусных электродов здесь используются дисковые. Один диск является движущимся, второй работает за счет силы трения. Разогрев и зажим заготовок происходит роликами, получается прочный диффузный шов.
Шовная сварка может проходить в нескольких режимах.
- Ролики движутся непрерывно, и подача тока тоже происходит непрерывно.
- Ролики движутся непрерывно, а подача тока прерывается.
- Движение роликов прерывается, и подача тока также прерывается.
Стыковая
При стыковой электроконтактной сварке нагрев происходит во всей области соприкосновения металлов друг с другом. Стыковая сварка может проходить двумя методами.
- Сопротивлением – заготовки очень плотно прижимаются в месте соединения, затем через них пропускают электрический импульс. После того как шов нагрелся и размягчился, электрический ток отключают. А заготовки остаются сжатыми, пока не произойдет их осадка. Когда шов затвердел, процесс заканчивается. Для работы с сопротивлением поверхности подгоняют и зачищают. Если будут присутствовать какие-либо неровности или зазоры – соединение получится непрочным. Используется этот метод для сварки сплавов из меди и алюминия, а также для низкоуглеродистых сталей.
- Оплавлением – в этом способе места соединения заготовок предварительно разогревают с помощью тока, затем медленно соединяют их между собой. Далее проводят осадку.
Главный недостаток сварки оплавлением – расплавленные металлические элементы могут сгорать или разбрызгиваться. Этот метод подходит для соединения деталей из разных сплавов.
По тому, как будет осаживаться готовый шов, сварочные аппараты для стыковой сварки делят на три вида.
- С рычажно-эксцентриковой системой подачи и осадки. Здесь также есть механизм для обжига свариваемой зоны в зажимах аппарата.
- Установки для сварки методом оплавления или для оплавления с дополнительным подогревом. В системе аппарата есть встроенный привод осадки с пружинной системой, благодаря чему возможна сварка сопротивлением. У машин данного типа система подачи и осадки – ручная.
- На аппаратах третьего вида процесс сварки проходит оплавлением без перерыва, предварительно подогретых стыков металлических листов. Цикл может быть автоматический или полуавтоматический.
Отдельно стоит отметить такую сварку, как конденсаторная – это вид сварки накопленной электроэнергией. В конденсаторах есть запасенная энергия, которая во время разряда трансформируется в тепловую энергию. Есть два способа конденсаторной сварки.
- Безтрансформаторная или ударная – конденсатор подключается сразу к металлу. Во время удара одного элемента о второй происходит разряд конденсатора, в это время кромки металлов оплавляются, а затем свариваются во время усадки. Применяется для стыковой электросварки.
- Трансформаторная – здесь конденсаторы разряжаются на первичный контур (обмотку), а во вторичном узле располагаются уже зажатые электродами детали. Используют для точечной или шовной сварки.
Сферы применения
Область, в которой применяется электроконтактная сварка, довольно большая – это могут быть и массивные конструкции. Например, космические летательные аппараты, а также миниатюрные полупроводники и микросхемы. Сваривать можно детали практически из любых металлов – высоколегированные и низкоуглеродистые стали, нержавеющие стали, различные сплавы. Точечный метод используется в производстве автомобилей, вагонов, летательных аппаратов, аккумуляторов, в строительстве и радиоэлектронике. Толщина соединяемых элементов варьируется от нескольких микрометров до 3 сантиметров.
Шовная электроконтактная сварка используется для производства влагонепроницаемых емкостей. Шовной сваркой получают прочноплотные соединения в приборостроительной сфере. Рельефным методом сваривают кронштейны и листовые детали. Например, для кузовного ремонта автомобилей, для крепления дверных петель, для соединения крепежей. У стыковой электросварки сфера применения довольно ограничена из-за того, что сложно обеспечить равномерный нагрев стыков.
В основном используется для сваривания трубопроводов, рельсов (для создания железной дороги в стационарных или полевых условиях), проволоки или различных стержней.
Как сделать машину для сварки своими руками?
Процесс контактной сварки можно осуществить при помощи специальных установок или при помощи самодельных, сделанных своими руками. Стандартная сварочная техника для электроконтактной сварки не подойдет.
Из трансформатора
Создать простой аппарат для сварки точечным методом в домашних условиях можно из обычного трансформатора. Для этого не нужны специальные схемы и оборудование. Разбирать сердечник нет необходимости, нужно просто спилить и высверлить вторичную обмотку – обычно она находится вверху. С помощью ножовки по металлу срезается вторичная обмотка, во время работы нужно соблюдать осторожность и аккуратность, чтобы не нарушить целостность первичной обмотки. А сверлом по металлу удаляются остатки.
Теперь понадобится многожильный провод в изоляции, около 5 – 7 метров. Его наматывают на трансформатор: высота – 6 рядов; толщина – 3 слоя. Должно выйти 8 – 10 витков. Обмотка не должна быть слабой и болтаться. Направление вторичной намотки должно быть в ту же сторону, что и у первичной. Выводы первичной обмотки подсоединяются к шнуру питания, а вторичной – к сварочным кабелям. На кабель устанавливается электрододержатель и медный электрод, размер которого подбирается в зависимости от силы тока.
Из микроволновки
Для работы понадобятся две микроволновки, а точнее – два трансформатора, которые находятся внутри. Они характеризуются как повышающие – напряжение в 220 вольт преобразуют в 2.5 киловольт. Мощность достигает 1200 ватт. Для начала нужно разобрать технику и демонтировать трансформаторы. Весь процесс работы проходит так же, как и при создании сварочного аппарата из трансформатора, только в данном методе их используется два, соответственно, и провода понадобится больше – около 11 – 13 метров. Его наматывают на каждый трансформатор. Включаются они последовательно – можно сделать механизм одним проводом, а можно двумя, но потом соединить их.
Затем параллельно подключаются обмотки на 220 вольт, для этого можно взять автомобильные наконечники с термоусадочной трубкой. Для удобства оба трансформатора можно монтировать на деревянную доску. Так как в процессе сварки трансформаторы сильно нагреваются, нужно давать время им остыть. Для тонкого металла такой самодельный станок не подойдет, так из-за высоко напряжения его попросту разрежет.
Для уменьшения подачи импульса можно использовать резистор. Для этого отрезок стального провода подключается к цепи низковольтной обмотки.
Из сварочного аппарата
Изготовление споттера из инвертора (сварочного аппарата) – один из популярных способов создания контактной электросварки своими силами. Различные модификации споттера можно найти в сети интернет на различных чертежах и схемах, главное – разобраться в обозначениях. Для сборки конструкции понадобятся следующие материалы.
- Трансформатор.
- Тиристор.
- Реле.
- Контроллер.
- Диодный мост.
- Переключатель контактов.
- Сварочный инвертор.
- Кнопки, регулирующие работу.
До трансформатора должен быть подключен диодный мост. К нему подсоединяется тиристор. Трансформатор нужен для подачи питания в узел управления в цепи. Силовой кабель следует подбирать в зависимости от мощности сварочного станка – от 70 мм2. Длина провода на массу – 1.7 метров, для подсоединения молотка – 2.1 метров.
Внешняя обмотка трансформатора создается из медной проволоки размеров – 4, 5, 6. Если в оборудовании будет использоваться батарея, то медный провод можно заменить на алюминиевый. Главный механизм в устройстве споттера – это пистолет. Его можно заменить деталью от полуавтоматической сварки или приспособлением для строительного клея. Если «под рукой» не оказалось тиристора и диодного моста, в качестве замены можно взять симистры.
Работа самодельного споттера проходит в следующем порядке.
- Через кнопку питания подается сигнал на конденсатор, он включается, а вместе с ним тиристор и резистор.
- Через диоды подается электрический импульс на трансформатор.
- Затем электрод начинает «свариваться» с обрабатываемой поверхностью.
- После того как конденсатор разрядился, тиристор должен закрыться, а от трансформатора отходит электрический ток.
- На этом работа сварочной установки закончена, кроме конденсатора, который начинает заряжаться от трансформатора.
Сварочный процесс
Независимо от того, какая технология применяется для сварки стали, меди, нержавейки и других металлов, процесс включает несколько этапов.
- Для более плотного соприкосновения деталей поверхности нужно предварительно обработать, так напряжение электроэнергии будет одинаковым по всей поверхности. Для получения ровной поверхности материал обрабатывают механическими способами.
- После чего детали помещают в специальные зажимные клещи сварочной установки. Прижать детали можно и вручную, но из-за недостаточного давления качество шва будет хуже.
- На свариваемые детали поступает электрический импульс, который преобразуется в тепло и плавит металл – образуется ядро. Так как на поверхности оказывается давление, выплескивание ядра не происходит.
- После того как ток был отключен, остывшее ядро образует сварочный шов. Если варить правильно с соблюдением технологии, то прочность шва не будет уступать прочности металла.
Дополнительно
- Для работы с большими деталями или труднодоступными местами применяют сварочные пистолеты или переносные клещи.
- При сварке алюминия используются специальные электроды с наконечниками – это нужно для того, чтобы избежать образования вмятин на поверхности.
- Точечную сварку иногда приходится убирать при помощи высверливания, например, для ремонта автомобилей. Для этого есть специальные фрезы или сверла для высверливания.
- Для бытовых работ обычно приобретают компактных аппараты с регулятором мощности. Самый востребованный – это споттер. У него низкая цена, в конструкции отсутствуют зажимные клещи, а импульс передается через вывод, подводимый сразу к электроду и детали.
- Перед началом сварки можно потренироваться в подборе оптимального импульса. На таймере аппарата для точечной сварки можно менять длительность импульса, для разных материалов он будет разный (например: для проволоки 2 – 3 миллиметра нужен не сильно длинный импульс, иначе возможен прожог; а для соединения арматуры чуть больше, чтобы место сварки было прочным).
Возможные дефекты
Во время работы могут возникать дефекты, негативно сказывающиеся на конечном результате.
- Прожог – этот дефект появляется из-за большого напряжения, из-за продолжительного импульса или при сильном сжатии деталей. Перегретый металл начинает стекать, образуется отверстие, в итоге сваренные края можно легко оторвать. Чтобы избежать этого, нужно уменьшить силу подачи электрического тока и силу прижима.
- Расплескивание металла – в процессе работы из точек соединения начинают вылетать искры. Возникает это из-за сильного сжатия элементов или из-за слабой подачи импульса длительное время. Металл начинает выходить за контуры «ядра», а в этом месте образуются пустоты – прочность соединения нарушается.
- Непровар – появляется из-за слабо-подаваемого тока, недостаточной силы прижима или ослабленных щипцов. Возникает непровар, если места сварки находятся рядом.
- Уменьшение размера сварки – возникает из-за непродолжительного импульса либо детали были не плотно сжаты.
В месте соединения в результате такого дефекта возникает несколько микроточек – такое соединение нельзя охарактеризовать как прочное.
В следующем видео вас ждет современный процесс точечной сварки металлических предметов.
виды и их характеристика, особенности, аппарат контактной точечной сварки
Контактная сварка — это процесс, при котором создаются монолитные сварные швы путем плавления кромок свариваемых элементов посредством электрического тока с дальнейшей деформацией сжимающим усилием. Данная технология преимущественно используется в тяжелой промышленности, где существует необходимость поддержания беспрерывного цикла выпуска однотипной продукции, в частности, при соединении серий тонких листов металла.
Суть технологии
На сегодняшний день хотя бы один аппарат контактной точечной сварки находится на всех больших предприятиях, чему способствуют сильные стороны технологии:
- Высокая производительность — для создания сварной точки потребуется примерно секунда.
- Стабильность работы — длительная эксплуатация без дополнительных посторонних вмешательств, качество сварки при этом сохраняется.
- Незначительные расходы на обслуживание, ведь роль расходных материалов выполняют контактные электроды.
- Для работы с устройством не потребуется наличия высокой квалификации.
Процесс работы, на первый взгляд, кажется простым, но составлен из ряда последовательных процедур, обязательных для выполнения.
Суть контактной сварки в двух неразрывных физических процессах — нагреве и давлении. Когда ток проходит через соединительную область, начнет выделяться определенное количество тепла, что направлено на расплавление металлов. Чтобы тепло выделялось в достаточных количествах, сила тока составляет как минимум несколько тысяч ампер в отдельных случаях — десятки тысяч. Вместе с этим на сталь оказывается определенное давление из одной или двух сторон с одновременным созданием плотного шва без каких-либо дефектов.
Если правильно организовать процесс, детали практически не нагреются, так как сопротивление будет незначительным. По мере создания монолитных соединений сопротивление постепенно падает, а с ним и сила тока. Нагретые электроды охлаждаются водой.
Как подготовить поверхность
Существуют многочисленные технологии, с помощью которых можно поддавать обработке поверхности перед контактной сваркой. К ним относятся:
- Зачистка от значительных загрязнений;
- Проведение обезжиривания;
- Снятие оксидных пленок;
- Сушка;
- Пассирование и нейтрализация.
Порядок действий и выбор технологии зависят от видов используемых заготовок.
В целом до начала сварок поверхности должны:
- Обеспечить незначительный уровень сопротивления между деталями и электродами.
- Свариваемые элементы должны быть гладкими, выпуклости и впадины отсутствуют.
- Обеспечить равное сопротивление по всей длине контактов.
Аппараты контактной точечной сварки
Оборудование принято делить на три типа:
- Неподвижное;
- Передвижное;
- Подвешенное, либо универсальное.
Разделяются сварки в зависимости от рода тока (конденсаторные и трансформаторные). За способом сварки бывают точечными, шовными стыковыми и рельефными.
Аппарат контактной точечной сварки составлен из трех частей:
- Электросистема;
- Механическая часть;
- Водяное охлаждение.
Электрическая часть отвечает за расплавление деталей, контролирует рабочие циклы и перерывы, а также сохраняет текущие параметры. Механическая часть — пневматическая или гидравлическая система, дополнена приводами. Если присутствует исключительно привод сжатия, то перед вами точечная модель, в шовных есть ролики, а в стыковых — система сжатия и осадки. В состав водного охлаждения входит первичный и вторичный контур, разводящие штуцеры, шланги, вентили и реле.
Электроды используются не только для замыкания электрического контура, но и отводят тепло от сварных соединений, для передачи механической нагрузки, в отдельных случаях помогают передвигать заготовки.
Размеры и форма электродов подбирается в зависимости от свариваемых материалов и вида применяемого оборудования. Они должны выдерживать температуры более 600 градусов Цельсия при давлении 5 кг/2 мм2. Именно поэтому главным компонентом выступает бронза и различными добавками.
Сварочные соединения должны поддаваться тщательному контролю для предотвращения дефектов. Допустимы все способы неразрушающего контроля, среди которых первое место отводится первичному осмотру. Но прижатие элементов не позволяет проводить полноценный осмотр, потому продукцию отбирают и проводят разрезы вдоль швов для выявления неточностей. Если дефект обнаружен, партия отправляется на переработку, а сам аппарат поддается калибровке.
Виды контактной сварки
- Рельефная сварка. Ее принцип совпадает с точечной, но существует одно различие: и у шва, и у электрода особая, рельефная форма. Она может применяться для решения разных задач, в частности, для крепления кронштейнов или опорных деталей с плоскими заготовками.
- Шовная сварка. Процесс многоточечной варки, при котором соединения расположены на близких расстояниях либо с перекрытием. При этом формируется цельное монолитное соединение. Когда между точками перекрытие, то швы получатся герметичными, при его отсутствии герметичность не обеспечивается. В промышленности без герметических швов не обойтись при изготовлении баков, бочек, баллонов и других емкостей.
- Стыковая сварка. Элементы соединяются путем прижимания друг к другу с дальнейшим оплавлением всей плоскости контакта. Данная технология имеет несколько разновидностей в зависимости от металла, его толщины и необходимого качества соединений.
- Точечная контактная сварка. В данном случае работы проводятся в одной или нескольких точках. На качество шва влияют следующие параметры:
- форма и размеры электродов;
- сила тока;
- уровень давления;
- время работы и качество очистки поверхности.
Современные агрегаты отличаются эффективностью, выдавая до 600 сварных соединений в минуту. Такой метод применяется в работе с частями высокоточной электроники, с кузовами автомобилей, самолетов, сельскохозяйственных машин и в других отраслях.
что это такое, назначение, аппараты для сварки
Все о контактной сварке: точечное, шовное, рельефное и стыковое сварочные соединения металлических деталей. Физические принципы, разновидности, способы применения. Достоинства и недостатки контактной технологии. Виды оборудования и советы по их выбору.
При контактной сварке двух наложенных друг на друга металлических пластин в точке соприкосновения электрода с верхней заготовкой возникает краткосрочный (от сотых долей до единиц секунд) поток энергии чрезвычайно высокой мощности. В результате этого между пластинами образуется линза из расплавленного металла, а при ее остывании — прочное сварное соединение. Таким способом можно сваривать детали толщиной до десятков миллиметров из большинства видов сталей, а также из сплавов алюминия, титана, магния и других цветных металлов.
К основным преимуществам контактной сварки относят высокую стабильность качества сварного шва, низкий уровень требований к квалификации сварщиков, невысокую стоимость сварочного оборудования, а также простоту механизации и автоматизации сварочных процессов. Кроме того, этот вид сварки не требует использования присадочных материалов, защитных газовых сред и флюсов, что делает его с точки зрения охраны труда самым безопасным. В современном промышленном производстве почти 40% сварочных соединений выполняются различными установками контактной сварки. А в автомобильной промышленности, авиастроении, производстве пассажирских вагонов и электронных приборов доля контактной сварки в общем объеме сварочных работ составляет около 90%.
Определение и назначение контактной сварки
Контактная сварка выполняется несколькими технологическими способами, которые отличаются между собой видами сварного шва и некоторыми особенностями сварочного процесса. В ГОСТ 15878-79 указана электроконтактная сварка трех видов, при этом в профильной литературе и ГОСТ 297-80 выделяют четыре:
- Точечная. Металлические детали соединяют между собой отдельными сварными точками. Производится двумя электродами, которые также обеспечивают сжатие деталей между собой с необходимым усилием. Это самая массовая разновидность контактной сварки: ее доля в общем объеме контактных сварочных соединений составляет более 70%.
- Шовная. В этом способе используют электроды в виде роликов, а сварной шов формируется из прерывающихся точек, которые должны перекрывать друг друга не менее, чем на 25%. Усилие сжатия между поверхностями формируется с помощью давления на ролик. Шовная сварка применяется преимущественно при изготовлении емкостей (топливные баки, глушители автомобилей, химические сосуды и пр.), тонкостенных шовных труб и корпусов промышленной и бытовой техники из листового металла.
- Стыковая. С помощью этого способа две детали соединяются расплавленным металлом по всей площади их соприкосновения, причем толщина свариваемых изделий практически не имеет значения. В процессе используются приспособления, сжимающие детали навстречу друг другу. Во время протекания сварочного тока по металлу из-за наличия на сопрягаемых поверхностях микровыступов в зоне их стыка возникают сварочные процессы, происходит разогрев стыка и создается стыковое сварочное соединение. Этот метод используют для беззазорного соединения рельсов, а также сварки трубопроводов и длинномерных изделий, в том числе из разнородных сталей.
- Рельефная. Данным способом соединяют скобы, кронштейны, резьбовой крепеж и подобные им изделия к листовым деталям. Он называется рельефным по причине того, что контакт свариваемых поверхностей ограничен выступом (рельефом) на одной из них. В результате этого значительно увеличивается плотность тока и тепловыделение, что требует применения особых сварочных режимов.
Одна из разновидностей рельефной сварки широко используется в авторемонте для приварки колец, волнистой проволоки и металлических штырьков при выправлении вмятин на кузовных деталях. У нас ее обычно называют «односторонней точечной сваркой», а используемые при этом аппараты со специальной оснасткой — споттерами.
Принцип действия
Технология контактной сварки точечным, шовным и рельефным способами основана на одной и той же единичной операции — создании сварной точки в месте соприкосновения поверхностей заготовок. В общем виде это выглядит так (см. рис. ниже):
- Установка сложенных внахлест заготовок на нижний электрод.
- Сжатие их верхним электродом.
- Подача импульса сварочного тока.
- Кратковременное удерживание сжатия до остывания сварной точки.
- Отвод верхнего электрода в исходное положение.
В установках контактной сварки используется постоянный ток обратной полярности (плюс на верхний электрод) или переменный ток частоты 50 Гц (в некоторых случаях применяют высокочастотные источники). Прижим деталей является важной частью технологического процесса. После прохождения импульса тока в месте соприкосновения поверхностей деталей возникает линза из расплавленного металла, которая в контактной технологии называется ядром. Сжатие с необходимым усилием не позволяет металлу выплескиваться за область ядра, а также вызывает пластическую деформацию зоны ядра и взаимное проникновение металлов заготовок.
Стандартная установка точечной сварки состоит из следующих элементов (см. рис. ниже):
- источник питания с переменным или постоянным током;
- нижняя (опорная) рукоятка с электродом массы;
- верхняя (прижимная) рукоятка с основным электродом;
- корпус установки с механизмом прижима и контактами.
Технология стыковой сварки отличается от остальных контактных способов, т. к. в этом случае посредством расплавления металла соединяются торцевые части двух массивных деталей. Последовательность технологических операций при стыковой контактной сварке выглядит следующим образом (см. рис. ниже):
- Фиксация одной из заготовок в неподвижном зажимном приспособлении.
- Установка второй заготовки в подвижную оснастку.
- Сжатие торцов заготовок с постоянным усилием.
- Подача на заготовки импульса сварочного тока.
- Разогрев металла до состояния плавления с продолжающимся после отключения тока приложением усилия.
- Сближение торцов и образование сварного шва.
- Остывание шва и снятие усилия.
Напряжение холостого хода в устройствах контактной сварки намного ниже, чем у другого сварочного оборудования. Обычно оно составляет 3÷6 В (максимум до 20 В), при этом напряжение сварки равно 1÷1.5 В. Сила тока во всех контактных способах в зависимости от толщины заготовок и площади контакта лежит в интервале от единиц до сотен тысяч ампер. Глубина проплавления каждой детали в зависимости от вида материала должна составлять от 20 до 80% процентов ее толщины. Не допускается сквозное проплавление (прожиг) металла, а также проплавление его на глубину меньше нормативного.
Преимущества и недостатки
Одним из главных достоинств контактной сварки является ее быстродействие. К примеру, скорость контактного соединения шовным способом деталей из стали толщиной 0.5 мм может достигать 1.5 м/мин, что недостижимо ни для одной из сварочных технологий. К другим преимуществам контактной сварки обычно относят:
- стабильность параметров и качество соединения;
- небольшое энергопотребление;
- медленный износ электродов;
- отсутствие расхода присадочных и вспомогательных материалов;
- низкие требования к квалификации персонала;
- нет выделений вредных и опасных для здоровья веществ;
- чистота сваренной поверхности (шов находится внутри металла).
Контактная технология лучше любых других подходит для автоматизации и использования в оборудовании для серийного производства. Большинство роботов на конвейерах кузовных цехов автопрома — это программируемые автоматические устройства контактной сварки. А сварка трубных стыков всех магистральных газо- и нефтепроводов высокого давления производится контактным стыковым способом с использованием специальных автоматизированных комплексов.
Главный технологический недостаток контактной сварки — это высокие требования к равномерности и чистоте поверхности.
При сжатии между плоскостями деталей не должно быть даже минимального зазора, иначе возможен боковой выплеск расплавленного металла из внутренней зоны сварки. Помимо этого такие сварочные аппараты в силу особенностей своей конструкции не приспособлены к работе в ограниченном пространстве. Мобильная рабочая часть контактного оборудования имеет значительный вес, а при отсутствии механизированного привода сжатие требует от сварщика приложения значительных физических усилий.
Виды аппаратов контактной сварки
Машины контактной сварки (так они называются в соответствии с ГОСТ 297-80) в первую очередь классифицируют по виду сварочного соединения, т. е. одному из четырех описанных выше технологических способов. Внутри каждого такого вида они подразделяются по признакам стационарности и мобильности, а также по различным конструктивным особенностям. Следующими параметрами являются тип источника тока и усилие сжатия. Для обозначения отечественных аппаратов контактной сварки ГОСТ установлено цифро-буквенное обозначение, включающее в себя одиннадцать позиций.
В первой позиции всегда присутствует буква «М» (машина), а по второй можно определить контактный способ, для которого она предназначена. К примеру, МТ — машина точечная, МШ — машина шовная и т. д. В третьей позиции приводится код ее конструктивного исполнения: подвесная (П), постоянного тока (В), радиальная (Р) и т. п. В остальных позициях указываются значения сварочного тока и напряжения питающей сети, а также различные коды конструкторских и эксплуатационных особенностей конкретной модели.
Советы по выбору оборудования
При выборе аппарата для контактной сварки в первую очередь необходимо ориентироваться на толщину металла, который предполагается сваривать, характер работ (стационарный или мобильный) и вид необходимого контактного соединения (точечный, шовный и прочие). Не следует выбирать контактный аппарат с рабочими характеристиками «про запас», т. к. это может сильно сказаться на цене и массогабаритных показателях его мобильной части. Необходимо помнить, что механическая часть такого оборудования может иметь пневмоприводы, для чего потребуется источник сжатого воздуха, а более мощные установки эксплуатируются с водяным охлаждением. А электрическая часть машины мощностью более 10 кВт наверняка потребует трехфазного источника напряжения.
Также важным элементом любого контактного сварочного аппарата являются электроды. Их форма и вид зависят от используемой технологии и особенностей производства.
Существуют специальные технологии контактной сварки с применением клея и припоя, но о них в специализированной литературе только упоминается. Если кто-нибудь знает, для чего и как они используются, поделитесь, пожалуйста, информацией в комментариях к данной статье.
Контактная сварка: виды, ГОСТ, машины
Довольно большое распространение получила технология контактной сварки. Она может использоваться для получения изделий самого различного предназначения. Для проведения сварочных работ требуется определенное оборудование и навыки. Стоит учитывать, что при отсутствии требуемых навыков получить качественное изделие будет довольно сложно. В некоторых случаях изготовить оборудование для контактной сварки можно своими руками. Рассмотрим особенности подобного процесса подробнее.
Контактная сваркаТехнология контактной сварки
Современная контактная сварка предусматривает использование электрического тока, за счет которого проводится соединение металла между собой. Рассматриваемый метод контактной сварки предусматривает формирование электрической дуги, которая расплавляет металл. При повышении температуры в зоне воздействия металл становится пластичным, за счет чего молекулы начинают соединяться между собой. К особенностям метода соединения контактной сваркой можно отнести нижеприведенные моменты:
- На мощность образующейся дуги оказывает влияние величина тока. Именно поэтому технология применяется при соединении самых различных деталей. При повышении показателя силы тока появляется возможность работать с металлам большой толщины.
- Время воздействия и сила сжатия металлов также оказывает влияние на полученный результат. Стоит учитывать, что преимущества контактной сварки заключается именно в фиксации соединяемых элементов. За счет этого существенно повышается качество получаемого шва.
В целом можно сказать, что за счет применения специального оборудования создаются точки сварки.
На сегодняшний день выделяют различные виды контактной сварки. Наибольшее распространение получили следующие:
- Шовная.
- Точечная.
- Рельефная.
- Стыковая.
Контактная шовная сварка
Управление контактной сваркой можно провести при применении специального оборудования, которое можно изготовить самостоятельно или приобрести в специализированном магазине. Стоит учитывать, что обычный сварочный аппарат в подобном случае не подходит.
Сущность процесса
Процесс контактной сварки основан на кратковременном воздействии тока различной силы. При его прохождении через металл он нагревается, за счет чего существенно повышается степень пластичности. Главными положительными особенностями можно назвать следующие моменты:
- При применении рассматриваемой технологии тепло формируется в самом теле заготовки. Для того чтобы исключить вероятность распространения тепла по всему материалу, скорость его подачи должна быть высокой. Именно поэтому применяется специальное сварочное оборудование.
- Подаваемая сила тока должна быть высокой, а время нагрева незначительным. Как показывает практика, мощность при рассматриваемой обработке составляет несколько сотен и даже тысяч Ампер. При этом время воздействия составляет всего несколько долей секунд. Подобного результата можно достигнуть только при внутреннем выделении тепла в материале.
- Применяемое оборудование позволяет существенно повысить производительность. Этот момент многие называют преимуществом контактной сварки. Сегодня проводится создание роботизированной техники, которая путем подачи тока проводят сваривание большого количества металла.
- Обработка проходит без применения присадочного металла. Именно поэтому технология считается более экономичным в плане количества расходуемой энергии.
- Нагрев происходит непосредственно в зоне воздействия. Именно поэтому не наблюдаются тепловые потери, если сравнить с технологией дуговой ручной сварки или других технологий.
- Применяемое оборудование существенно облегчает процесс. При этом можно применять оборудование, которое автоматизирует обработку. На момент воздействия тока не образуется яркая вспышка, поэтому снижаются расходы на оборудование зоны обработки.
Точечная сварка на производстве
Сегодня контактная сварка применяется в случае конвейерного производства. Роботы могут проводить соединение металла практически без прерывно.
Не стоит забывать и о некоторых недостатках контактной сварки. Она также определяет особенности рассматриваемой технологии. Недостатки выглядят следующим образом:
- Для того чтобы обеспечить высокое качество соединения должно применяться оборудование, которое может оказывать давление на заготовку.
- Соединение может проводится только в случае, когда заготовки могут размещаться в специальной машине. Другими словами, есть определенные ограничения по размеру изделий.
- Если шов должен быть большим, то существенно возрастает механическая мощность и сила подаваемого тока. Кроме этого, есть определенные ограничения, касающиеся толщины соединяемых элементов.
- Технология не характеризуется универсальностью и маневренностью. Другими словами, провести работу на месте размещения изделий достаточно сложно, для этого зачастую создают самодельные конструкции.
- Получаемый шов характеризуется низкой герметичностью.
Точечная контактная сварка
Кроме этого, покупное оборудование характеризуется высокой стоимостью. При обслуживании могут возникнуть серьезные проблемы. При желании можно создать самодельную конструкцию, которая характеризуется высокой эффективностью.
Подготовка поверхностей
Сама технология контактной сварки предусматривает использование специального оборудования. Для того чтобы получить качественный шов следует провести подготовку соединяемых поверхностей. Среди особенностей проводимой процедуры отметим следующие моменты:
- Для начала нужно провести очистку поверхности от различных загрязнений. Использовать для этого можно абразивные материалы и специальные жидкости.
- После очистки поверхности нужно проверить, чтобы не было механических дефектов.
Как правило, на конвейере размещаются заготовки, которые не требуют подготовки. Уделять внимание состоянию металлу следует только в случае самостоятельного проведения сварочных работ.
Машины для контактной сварки
Для того чтобы повысить производительность труда следует применять специальные машины для контактной сварки. Они бывают самого различного типа, при этом стоимость предложения может существенно отличаться. Машины контактные характеризуются следующими особенностями:
- Высокая производительность.
- Есть возможность автоматизировать процесс.
- Высокий показатель качества получаемого соединения.
- Бесшумность работы.
- Высокая безопасность.
Самодельная машина для сварки
Классификация подобных устройств проводится по самым различным признакам. Примером можно назвать размеры корпуса и компоновку, диапазон мощности подаваемого тока. Установка контактной сварки может проводится в самых различных помещениях, однако должна учитываться техника безопасности. Примером можно назвать то, что устройство должно быть хорошо заземленным. Некоторые модели предусматривают питание от стандартной сети, другие нужно подключать к трехфазной.
Электроды для контактной сварки
Слабым местом рассматриваемой технологии можно назвать применение определенных электродов. Многие начинающие сварщики уделяют внимание тому, что стоимость подобных электродов относительно невысокая. К особенностям подобного стержня можно отнести нижеприведенные моменты:
- На стержень оказывается высокое механическое воздействие. Именно поэтому основа должна быть прочной.
- Применяемые материалы при изготовлении электродов должны обладать высокой электропроводностью.
- Высокая термическая стойкость достигается только при применении специальных материалов.
- Малый коэффициент теплоемкости.
- Повышенный показатель прочности на сжатие.
Подобными свойствами обладает, к примеру, медь и некоторые другие сплавы на основе подобного металла.
Сварочный аппарат с медными электродами
Все расходные материалы можно разделить на несколько основных групп:
- При контактной обработке в жестких условиях. Применять их можно для работы с хромистыми и цинковыми сплавами, а также бронзой. В состав может включаться титан и бериллий.
- Электроды, которые применяются для работы при температуре нагрева около 300 градусов Цельсия. Подходят подобные варианты исполнения для работы с медными и алюминиевыми сплавами, а также углеродистыми и низколегированными сплавами. При производстве применяются различные медные сплавы.
- Можно также встретить электроды для легких режимов эксплуатации. Примером можно назвать воздействие температуры 200 градусов Цельсия. При изготовлении основы применяется хромистая и кадмиевая бронза. Подобные варианты исполнения чаще всего применяются при роликовой контактной электрической сварке.
Подобные электроды поставляются с соответствующей маркировкой.
Дефекты сварки и контроль качества
На сегодняшний день рассматриваемая технология применяется чаще других по причине получения качественного шва и высокой производительности труда. Однако, применение неправильного оборудования и допущение ошибок может привести к появлению дефектов. Примером назовем нижеприведенные моменты:
- Металл может прожигаться насквозь.
- Появляются вмятины по причине сильного механического воздействия.
- Герметичность шва небольшая.
Контроль качества в случае конвейерного производства предусматривает применение специального оборудования. При самостоятельном проведении работы зачастую проводится лишь визуальный контроль качества, сварщик на основе своего опыта ставит вывод, касающийся прочности соединения.
Разновидности контактной сварки
Контактная электрическая сварка классифицируется по различным признакам. Наибольшее распространение получили следующие разновидности технологии:
- Точечная характеризуется тем, что после завершения процедуры не образуются трещины.
- Рельефная считается разновидностью точечной.
- Шовная также получила довольно большое распространение за счет существенного повышения качества соединения.
- Конденсаторная характеризуется высокой эффективностью.
Сварочный аппарат
Контактная сварка определение указывает на то, что при соединении отдельных элементов должно оказываться давление. Сварка сопротивлением может применяться только при использовании определенного оборудования.
Точечная контактная сварка
на сегодняшний день подобная технология получила широкое распространение. Самодельная контактная сварка сегодня применяется часто при проведении работы в домашних условиях. Данный метод хорош тем, что после завершения сварки не появляются трещины. К другим особенностям технологии отнесем следующие моменты:
- Принцип работы предусматривает оказание давления на поверхность. При этом оно постоянное.
- Соединение отдельных элементов проводится внахлест. Для сварки провода подобная технология не подходит.
- Перед проведением работы следует провести подготовку поверхности. Незначительные дефекты могут привести к снижению качества соединения.
Применение рассматриваемой технологии позволяет получить хорошее соединение в минимальные сроки. Бесконтактный метод предусматривает применение ручного оборудования, к примеру, инвертора.
Проводимая технология характеризуется довольно большим количеством. Последовательность действий следующая:
- Для начала проводится подготовка поверхности к проводимой работы. Стоит учитывать, что в рассматриваемом случае она должна быть не просто очищена от загрязнения и окислений, но и не иметь существенных дефектов. В противном случае формирующееся поле будет неравномерным, что существенно снизит качество соединения.
- Как правило, для прижима применяется ручное или механическое приспособление. За счет оказания давления существенно повышается интенсивность диффузии и прочность оказываемого шва.
- При локальном воздействии электрического тока формируется сварочное соединение. За счет оказания сильного давления не образуется брызг, за счет чего повышается качество шва.
После соединения металла ток отключается. Для остывания шва требуется определенное количество времени. Как правило, давление оказывается электродами. Именно поэтому уделяется больше всего внимания именно выбору подобного расходного материала.
Рельефная сварка
Как ранее было отмечено, рельефная сварка напоминает точечную. Однако, рельефно точечная технология характеризуется следующими особенностями:
- Листы помещаются с выступами между электродами, которые имеют плоскую форму.
- Для соединения отдельных элементов применяется ток с высоким показателем.
За счет применения подобной технологии качество получаемого соединения существенно повышается.
Шовная сварка
Довольно большое распространение получила технология шовной обработки. Особенностями, которыми обладает шовный метод, можно назвать нижеприведенные моменты:
- Соединение листов проводится внахлест.
- Перед проведением работы требуется подготовка поверхности. Для этого проводится очистка поверхности при применении абразива и некоторых других химических веществ. Если поверхность имеет дефекты, то проводить подобную работу не нужно.
- Для работы применяются электроды в форме роликов. Они, как правило, являются частью применяемого оборудования.
- При проведении сварочной работы электроды постоянно вращаются. За счет этого обеспечивается недлительное воздействие на поверхность, но при этом шов равномерный.
- Проводимый процесс непрерывный, за счет чего повышается качество получаемого соединения.
Шовная сварка алюминия
Рассматриваемая технология встречается сегодня крайне часто. Это связано с тем, что она позволяет получить герметичный шов, который будет характеризоваться высокой прочностью и надежностью.
Стыковая сварка
Для получения качественного соединения может применяться и стыковая технология термического воздействия. Она подходит для случая, когда соединяемые элементы имеют небольшую толщину. К особенностям этой технологии отнесем следующие моменты:
- Используется меньший показатель силы тока.
- Прочность соединения снижается.
- На момент работы соединяемые элементы должны находится в неподвижном состоянии.
Для проведения рассматриваемой работы требуется специальное оборудование. Кроме этого, требуется и специальные электроды, которые подходят для стыковой сварки.
Обозначение контактной сварки на чертеже
Рассматриваемый тип соединения применяется крайне часто в последнее время, что связано с высокой производительностью технологии. Для упрощения работы инженеров на чертежах также проводится указание рассматриваемого соединения. Как правило, отображается обычная линия, к которой подводится полка с соответствующим обозначением.
Рассматриваемый метод обработки указывается в соответствии с ГОСТ 15878-79. Стоит учитывать, что при точечном воздействии отображаются своеобразные крестики, если шов роликовый, то для этого используется сплошная линия.
Скачать ГОСТ 15878-79
В заключение отметим, что при самостоятельном проведении точечной обработки достаточно сложно добиться высокого качества. Это связано с тем, что для работы требуется специальное оборудование. При применении автоматизированного оборудования качество соединения весьма высокое. Однако, обходится оно достаточно дорого, целесообразно проводить установку в случае массового производства.
Сварщик Pinto Pin и Сварщик стержней
Сварочный аппарат с головкой для чашек Cutlass Pinto был разработан специально для индустрии крепления изоляции. Этот аппарат для штифтовой сварки обладает всеми основными характеристиками систем для приварки шпилек CD Cutlass, но отличается повышенной портативностью, минимальным весом и простотой.
ПРИМЕЧАНИЕ. Сварочные аппараты PINTO изначально поставлялись со сварочным пистолетом BANTAM CD (как показано выше).
Сварочные пистолеты Bantam по-прежнему доступны, и Cutlass продолжает поставлять для них детали и аксессуары.
Настройка мощности / напряжения осуществляется простым поворотным переключателем с 1 по 6 положениями на передней панели. Сварочный пистолет ПКМ-1В – легкий, но прочный, эргономичный сварочный пистолет … способный выдерживать суровые условия постоянного использования на объекте. К оружию подходят цанги промышленного стандарта типа «B».
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ – Сварочный аппарат PINTO | ||
| Модель: Деталь № | Стандарт ПИНТО CSS-1K | ПИНТО ЧИП CSS-1CPK |
КОНТРОЛЛЕР | ||
| Размеры (ШxВxД): | 9.5x9x12 “ | |
| Вес: | 28 фунтов (13 кг) | |
| Источник питания: | 120 В / 240 В, 50/60 Гц | |
| Фьюзинг: | Автоматический выключатель на 6 А | |
| Усилие шпильки (стандарт): | Штифты 12Ga и 10Ga | |
| Усилие шпильки (ЧИП): | Штифты 12Ga, 10Ga и CHIP | |
| Скорость сварки: | 12 шпилек / мин. | |
| Режим сварки: | Контакт | |
| Дальность заряда: | от 80 В до 200 В постоянного тока | |
ПИСТОЛЕТ КОНТАКТНЫЙ СВАРОЧНЫЙ ПКМ-1Б | ||
| Сварочный / контрольный кабель: | 25 футов (8 м) | |
| Кабель заземления: | 16 футов (5 м) | |
| Вес пистолета и кабеля: | 12 фунтов (5 кг) | |
| Общий вес: | 40 фунтов (18 кг) | |
Вернуться к началу
Презентация различных процессов приварки шпилек
Презентация различных процессов приварки шпилек | ОБДПриварка шпильки разряда конденсатора (CD)
CD Приварка шпилек с разрядом конденсатора (CD) с поджигом наконечника
Установки для приварки шпилек HBS обеспечивают значительное сокращение затрат и
времени.Каждый сварной шов получается точным, что исключает необходимость дополнительной обработки.
Контакт или зазор
В противоположность
для контактной сварки, при сварке с зазором шпилька располагается в определенном
расстояние незадолго до начала сварки. Это создает более высокое погружение
скорость, которая сокращает время сварки (всего 1 мс!).
Эта характеристика также позволяет сваривать такие чувствительные материалы, как, например,алюминий и латунь.
Приварка шпильки разряда конденсатора с контактом
- Конденсаторная батарея заряжается в соответствии с выбранным зарядным напряжением.
- The шпилька (с запальным наконечником) надевается на заготовку и прижимается пружина сварочного пистолета на заготовку (контакт). Электрический ток цепь замкнута.
- После запуска процесса сварки быстро увеличивающийся ток испаряет запальный наконечник и зажигает дугу.
- Шпилька и заготовка расплавлены.
- Шпилька перемещается вперед к пластине.
- Дуга разрывается, как только шпилька касается заготовки.
- Зоны расплава соединяются и затвердевают.
- Время сварки ≤ 3 мсек.
- Рекомендуемая толщина листа должна быть 1/10 d, но не менее 0,5 мм.
Приварка шпильки разряда конденсатора с зазором
Сварка зазором отличается от процедуры, описанной выше: Перед начинается сварка, шпилька позиционируется в заданном и регулируемом положении. расстояние над заготовкой (зазор).После запуска сварки В процессе шпилька пружиной ускоряется к поверхности пластины. Если есть контакт между запальной головкой и заготовкой, процесс продолжается, как описано выше. Время сварки ок. 1 мсек; таким образом, например сварка алюминия становится возможной без использования защитного газа Атмосфера. Рекомендуемая толщина листа должна быть 1/10 d, но не менее более 0,5 мм.
Примеры применения приварка шпилек конденсаторного разряда (CD)
Типичные области применения: обработка листового металла, электронная промышленность, распределительные шкафы, лабораторное и медицинское оборудование, пищевая промышленность, бытовая техника и др.При приваривании шпилек к тонким листам (сталь, алюминий и латунь), процедура зажигания наконечника всегда будет наиболее экономически эффективным процессом, а иногда и единственным решением.
Приварка шпилек методом вытяжной дуги (ARC)
ARCПриварка шпилек методом дуговой дуги с керамическим наконечником или защитным газом
Технологическая дуговая приварка шпилек используется в основном для шпилек диаметром от 3 до 25 мм и продолжительностью сварки от 100 до 1 500 мс.
Для шпилек рекомендуется приварка шпилек методом вытяжной дуги с керамическим наконечником. диаметром более 12 мм. Если требуется защитить сварной шов бассейн из атмосферы, следует использовать защитный газ. Этот вариант процесса также используется с автоматизированными приложениями.
Процесс сварки с керамической муфтой: соединение сварочных элементов шпилек диаметром от 2 до 25 мм (M24) на более толстые листы толщиной около 2 мм и более.Низкоуглеродистая сталь и нержавеющая сталь. Сварочная шпилька поднимается, и между концом шпильки и заготовкой зажигается вторичная дуга (вспомогательная дуга) слабого тока. Затем осуществляется зажигание основной дуги. Шпилька и заготовка оплавляются. Шпилька перемещается к заготовке, две зоны расплава соединяются. Расплавленные участки затвердевают.Короткий и чистый процесс сварки не требует механической обработки. В результате достигается равномерная прочность соединения, превышающая прочность шпильки и основного материала.Приварка шпилек методом вытяжной дуги с керамическим наконечником или в защитном газе
- Шпилька вставляется в патрон и, при необходимости, оснащается керамической манжетой.
- Шпилька надевается на заготовку.
- А подъемный механизм в сварочном пистолете или сварочной головке поднимает шпильку. А вторичная дуга (вспомогательная дуга) слабого тока зажигается между концом шпильки и заготовка.
- Затем зажигание основной дуги происходит между концом шпильки и заготовкой.
- Шпилька и заготовка расплавлены.
- при По окончании установленного времени сварки шпилька перемещается в работу части, две зоны расплава соединяются. Источник питания выключен, сварочная ванна затвердевает и остывает.
Примеры применения дуговой приварки шпилек (ARC)
ARC Сварка шпилек с вытяжной дугой с керамическим наконечником, в защитном газе или без него.
Специально разработан для листов толщиной около 2 мм и более.
Области применения: стальное строительство, инженерное строительство, судостроение, автомобилестроение, строительное и гражданское строительство.
Короткий цикл приварки шпилек (SC)
SC Приварка шпилек с коротким циклом (SC)
Большой ток, меньшее время сварки
Последовательность сварки такая же, как и при сварке с протяжкой дуги. (ARC), однако, с относительно более высокими токами и более короткой сваркой раз (макс.100 мс). Подходит короткоцикловая приварка шпилек с вытяжкой для шпилек диаметром до 16 мм на тонких металлических листах.
Без защитного газа
Шпильки диаметром до 8 мм часто проводят без
защита сварочной ванны. Обычно шпильки с фланцем используются для достижения
высокая прочность на разрыв, несмотря на наличие пор в зоне сварного шва.
Процесс короткого цикла особенно подходит для сварки комбинации материалов, такие как сталь (основной материал), нержавеющая сталь (шпилька) а также алюминий.Для достижения высокого качества сварки используйте рекомендуется использовать защитный газ.
Стыковка элементов под приварку шпилек диаметром от 2 до 16 мм на тонкие листы, мин. 0,5 мм. Низкоуглеродистая сталь, нержавеющая сталь и алюминий. Сварочная шпилька поднимается, и между концом шпильки и заготовкой зажигается вторичная дуга (вспомогательная дуга) слабого тока.Затем осуществляется зажигание основной дуги. Шпилька и заготовка оплавляются. Шпилька перемещается к заготовке, две зоны расплава соединяются. Расплавленные участки затвердевают. Короткий и чистый процесс сварки не требует механической обработки. Низкая тепловая и точная нагрузка обеспечивает сварку тонких листов.Приварка шпилек с коротким циклом приварки стержней с вытяжкой
- Последовательность сварки такая же, как при сварке шпилек с протянутой дугой (ARC) с за исключением более высокого тока и более короткого времени сварки (≤ 100 мсек).
- Этот вариант подходит для шпилек диаметром до 12 мм на тонких пластинах.
- Как обработка до 8 мм часто используется без защиты сварочной ванны, используются шпильки с высаженным фланцем. Таким образом, более высокая прочность на разрыв зоны сварного шва достигается в зоне сварки, чем в стержне шпильки несмотря на наличие пор.
- Начиная с диаметра шпильки 8 мм, следует использовать защитный газ, чтобы избежать образования пор.
Примеры применения приварка шпилек коротким циклом (SC)
С установками для приварки шпилек ARC и IT для короткоствольной дуговой сварки шпилек (с защитным газом и без него).
Многократное применение: шпильки, контактные площадки и штифты на тонких металлические листы. Широкая область применения – в автомобилестроении, в в частности, с использованием шпилек для елки для крепления трубопроводов и планок
ISO – Изоляционная техника – Процессы сварки изоляции
Сварочный штифт с чашеобразной головкой ISO Plus (HVAC)
Процесс сварки штифтов с чашеобразной головкой соответствует приварка шпилек контактным разрядом конденсатора дугой с вытяжкой (CD).
HVAC – Крепежные элементы для систем отопления, вентиляции и кондиционирования
Если вы хотите закрепить изоляционные маты быстро и экономично Таким образом, вы должны использовать штифты с чашеобразной головкой ISO-PLUS. С помощью этой процедуры вы прикрепите изоляционный мат к основному материалу за один рабочий этап. Этот совершенная процедура крепления заменяет очень сложные традиционные Порядок действий: приварить булавку, надеть коврик на стержень, надеть зажим и затем отрежьте выступающий кончик или согните его.
Огнестойкая изоляция с изоляционными штифтами ARC (FRI)
Процесс сварки стержневой дуговой сваркой изолирующего материала соответствует короткому циклу приварки стержневой дуги с вытяжкой (SC).
FRI – Огнестойкая изоляция
HBS! Например: Тепловые электростанции со сжиганием.
заводы, промышленные печи, химическая и нефтехимическая промышленность.
Оптимальное крепление огнестойкой изоляции специальными шпильками и
клипы. Для превосходной защиты стальных конструкций от высоких
температура (до 1250 ° С) и коррозия.
Сварка гаек (MARC)
MARC Инновационная техника дуговой сварки
HBS представляет MARC, систему ручной сварки гаек, которая все больше и больше замена традиционных процессов во всем мире за счет инновационная процедура с вращающейся магнитной дугой.
Независимо от того, требуется ли только статическая стабильность или дополнительные свойства соединения, определяемые заказчиком (например, давление плотно) должны быть выполнены, вы всегда добиваетесь наилучшего результата – с значительная экономия времени и средств.
Швы без брызг могут быть получены за счет большого времени цикла сварки до 10 сварок в минуту. Это особенно подходит для тонких металлических листов. от 1 мм и выше.
MARC открывает доступ в новое будущее международным трастам, компаниям среднего размера, а также ремесленным предприятиям.
Соединение сварочных элементов Горящая дуга управляемым образом приводится во вращение. В месте погружения сварочного элемента образуется сварочная ванна в форме кольца.Очень точный и чистый процесс сварки не требует последующей обработки детали или сварочного элемента (например, из-за деформации или сварочных брызг на резьбе). Расплавленные участки затвердевают. Короткий и чистый процесс сварки не требует механической обработки. Благодаря очень короткому времени сварки и низкому энергопотреблению достигаются выдающиеся результаты сварки, характеризующиеся высокой стабильностью процесса и наилучшей экономической эффективностью.UtsMARC – МАГНИТНАЯ ВРАЩАЮЩАЯСЯ ДУГА – Сварка гайки с вращающейся дугой
Функциональная последовательность сварки:
- Гайка ставится на основной материал – токовая цепь замкнута
- Предварительная подача защитного газа
- Включается ток в катушке и создается магнитное поле
- Включается блок питания и подается напряжение дуги
- Подъемник гайки / втулки
- Зажигание вспомогательной дуги, а затем зажигание сварочной дуги между гайкой и пластиной
- Зажигание вращающейся дуги в кольцеобразной зоне сварки
- По окончании времени сварки гайка опускается и погружается в сварочная ванна
- Короткое замыкание и отключение сварочного тока
- Образование и затвердевание сварного шва с продувкой защитного газа
Примеры применения приварка гаек (MARC)
Приварка прокладок и гаек к перфорированным и неперфорированным металлическим листам.
Приложения, например, спринклерные системы, вентиляционные трубы, петли, сосуды высокого давления, вытяжные системы.
Это тоже может вас заинтересовать
© Все права защищены HBS Bolzenschweiss-Systeme
Мы используем файлы cookie, чтобы оптимизировать дизайн нашего веб-сайта для вас и иметь возможность постоянно улучшать его. Более подробную информацию можно найти в нашей политике конфиденциальности.Выучить больше.
СВАРОЧНЫЕ ШПИЛЬКИ ДЛЯ СВАРОЧНОЙ СВАРКИ КОНДЕНСАТОРА
ШПИЛЬКИ ДЛЯ СВАРКИ КОНДЕНСАТОРОВ НА РАЗРЯДКЕ КОНДЕНСАТОРОВ
Сварочные штифты для сварки конденсаторным разрядом используются для нарезания резьбы на листовом металле, обеспечивая высокую прочность фиксации в сочетании с хорошим эстетическим качеством.
Сварка шпилек разряда конденсаторов происходит с помощью аппаратов для сварки конденсаторов разного типа и мощности.
A.T.S. предлагает различные типы выводов под пайку конденсатора, все из которых можно найти в каталоге: приварная резьбовая шпилька разрядки конденсатора типа PT с гальваническим медным покрытием, резьбовые шпильки для разряда конденсатора из нержавеющей стали и AISI316, алюминиевые шпильки с резьбой и латунные шпильки с резьбой; резьбовая втулка для приваривания IT-типа к разрядным конденсаторам из железа с гальваническим медным покрытием, резьбовая втулка изнутри с выходом конденсаторов из нержавеющей стали, резьбовая втулка из алюминия и резьбовая втулка из латуни; гладкий паяльный штифт с разрядом железных конденсаторов с гальваническим медным покрытием, гладкий штифт из нержавеющей стали типа UT, гладкий алюминиевый штифт и гладкий латунный штифт; саморез с разрядными конденсаторами из железа с гальваническим медным покрытием, саморез из нержавеющей стали, алюминиевый саморез и саморез из латуни; шпилька с толстой резьбой для сварки разрядом железных конденсаторов с гальваническим медным покрытием, шпилька с толстой резьбой из нержавеющей стали и шпилька с толстой латунной резьбой; штекер Faston к припою для сварки разрядом железных конденсаторов с гальваническим медным покрытием, одиночный штекер Faston из нержавеющей стали, штекер Faston из алюминия и штекер Faston из латуни; гвоздь для разрядной изоляции железных конденсаторов с гальваническим медным покрытием, гвоздь для изоляции из нержавеющей стали; зажимы для гвоздей для разрядной изоляции железных конденсаторов с гальваническим покрытием, зажимы для изоляции из нержавеющей стали; силиконовые колпачки для защиты резьбы.
A.T.S. В дополнение к предоставлению всех сварочных элементов для сварки разрядом стандартных конденсаторов, она также может поставлять крепежные элементы для разрядки конденсаторов в соответствии с техническими требованиями заказчика.
Штифты для точечной сварки | Сварные штифты | Сварные штифты
Сварной штифт – это полезное крепежное устройство, которое разработано с тонким тонким стержнем, который позволяет приваривать штифт к металлической поверхности.Сварные штифты могут использоваться с любым типом стандартного сварочного оборудования для стойкой сварки и предназначены для обеспечения полного сплавления листа с штифтом. Кроме того, сварочные штифты можно использовать в многоголовочных, автоматических, одинарных, двухголовочных и переносных системах для самых разных применений.
Свяжитесь с нами для получения дополнительной информации о вариантах сварных штифтов JHP для ваших уникальных проектных потребностей.
Штифты для точечной сварки хорошо подходят для использования в качестве опорной поверхности или шарнирного штифта.Если вы хотите выполнить точечную сварку в ограниченном пространстве или узком канале, то для вашего проекта может потребоваться сварной штифт под прямым углом. Кроме того, если ваше проектное приложение представляет собой край металлического листа, сварной штифт с плоской лопаткой является идеальным инструментом для работы. Тем не менее, сварные штифты с прямоугольной лопаткой имеют круглую головку, что делает их идеальным выбором для стыковки с пазом в форме замочной скважины.
Уникальная конструкция выступа приварного штифта позволяет трем точным сварным выступам, расположенным на головке, прикрепляться к нижней стороне противоположной панели без сквозного отверстия.Поскольку три выступа под прямым углом сварочного штифта имеют одинаковую высоту и диаметр, это позволяет правильно сбалансировать и расположить сварной шов.
Преимущества сварного штифта
Использование штифтов для точечной сварки и выступающих штифтов дает множество преимуществ для обеспечения безопасности строительства и сварки. Вот некоторые из наиболее распространенных характеристик и преимуществ сварных штифтов:
- Отличная прочность
- Коническая острие сокращает время сварки
- Превосходный дизайн помогает уменьшить пропуски зажигания
- Чашечная головка уменьшает застревание и сокращает время
- Уникальный дизайн предотвращает разрыв
- Высокая свариваемость
Применение сварных штифтов
Сварные штифты используются в широком спектре областей применения в нескольких отраслях промышленности.Некоторые из наиболее распространенных применений сварных штифтов включают:
- Воздуховоды
- Судостроение
- Конструкция инструмента
- Строительство
- Оборудование для общепита
- Мосты
Свяжитесь с компанией JHP Fasteners для получения сварных штифтов улучшенного качества сегодня
Свяжитесь с нами, чтобы получить самые высококачественные штифты для точечной и выступающей сварки в отрасли, или позвоните нам по телефону 800-783-0910, если у вас возникнут какие-либо вопросы.
Превосходный аппарат для сварки штифтов по выгодной цене
Сенсационное повышение производительности и эффективности вашего сварочного бизнеса. Сварочный аппарат для штифтов доступен по привлекательным предложениям на Alibaba.com. Эти. Сварочный аппарат Сварочный аппарат содержит революционные инновации, которые делают сварку простой и приятной. Они включают в себя передовые материалы и дизайн, которые обеспечивают высокую производительность на протяжении их непревзойденно долгого срока службы.Файл. Сварочный аппарат для штифтов потребляет низкую электроэнергию при сохранении заданной мощности, независимо от того, используется ли он в личных целях или в деловых целях.
За этим стоят передовые изобретения. Сварочный аппарат Конструкция и стиль делают его очень гибким и применимым в широком спектре сварочных задач. Файл. Сварочный аппарат для штифтов не подвержен неблагоприятным воздействиям сильной жары или холода, что делает их пригодными и применимыми в широком диапазоне погодных условий.У них есть широкий выбор, который учитывает множество факторов и предпочтения пользователей, поэтому покупатели могут быть уверены, что найдут наиболее подходящий вариант. штифтовой сварочный аппарат для своих нужд.
Доступность таковых. Сварочный аппарат pin на Alibaba.com вызывает недоумение, учитывая их неограниченную мощность и поразительную производительность. Файл. Аппарат для приварки штифтов Расходы на эксплуатацию и техническое обслуживание также невероятно низкие благодаря легкодоступным запасным частям и простоте их ремонта.Они также просты в установке и использовании, поэтому вы не теряете продуктивность из-за технических деталей. Тем не менее, вы можете связаться с различными. Сварочный аппарат поставщиков и продавцов на сайте на случай, если вам понадобятся дополнительные инструкции.
Поднимите свой сварочный бизнес на новый уровень с помощью заманчивого. Сварочный аппарат для штифтов на Alibaba.com. Вы также можете купить их для личного пользования у себя дома. Независимо от характера ваших целей, вы найдете то, что вам больше всего подходит. штифт сварочный аппарат для их выполнения.Воспользуйтесь скидками сегодня и убедитесь, что вы можете платить доступные цены за качественную продукцию.
Gripnail – крепежные детали изоляционного штифта
Контактный сварной штифт для облицовки воздуховодов
Сварные штифтыPowerPoint экономят время и деньги, потому что они стабильно работают. Каждый гвоздь точно сформирован для обеспечения оптимального сварочного тока, а каждый узел заглушки и гвоздя закреплен и отцентрирован, так что штифты будут подаваться без заедания даже у старых сварщиков.Кроме того, сварочные штифты PowerPoint могут поставляться в пластиковых ведрах или усиленных картонных коробках, чтобы избежать повреждений при транспортировке. Результатом является непрерывное производство без затрат на устранение застреваний гусениц или повторное крепление в случае выхода из строя других пальцев.
Состав и материалы
Головка, стержень и острие застежки изготовлены из специальной углеродистой легированной стали. Стальной стопорный колпачок механически прикрепляется к ведомому концу застежки.
Сварной штифт PowerPoint надежно прикрепляет изоляцию к оцинкованной стали при производстве воздуховодов для систем отопления, вентиляции и кондиционирования воздуха и выдерживает растягивающее усилие не менее 120 фунтов в листовом металле.
Отраслевые стандарты
Сварные штифтыPowerPoint соответствуют или превосходят последние стандарты SMACNA (Национальная ассоциация подрядчиков по производству листового металла и кондиционирования воздуха), опубликованные в их 2005 HVAC CONSTRUCTION STANDARDS – METAL AND FLEXIBLE , для воздуховодов с низкой и высокой скоростью. Они используются ведущими подрядчиками в области кондиционирования воздуха, листового металла и механического оборудования для воздуховодов в коммерческих, жилых и промышленных зданиях.
Характеристики продукта
Better Welds – Специальная углеродистая легированная сталь с цинковым и хромированным покрытием и самой острой иглой в отрасли обеспечивает наилучший доступный сварной шов.Каждая нижняя сторона колпачка выполнена с экструзией, чтобы обеспечить превосходную стабильность во время установки и удерживать кончик гвоздя перпендикулярно колпачку с минимальными границами.
Уменьшение количества пропусков зажигания снижает удельную стоимость вашей продукции.
Алмазное острие – Кованое алмазное острие создает чрезвычайно острое острие, которое легко проникает в самую прочную облицовку воздуховода для лучшего контакта и сварочного тока.
Лучшее покрытие – Сварные штифты PowerPoint, покрытые цинком и хроматом, превосходят стандарты коррозионной стойкости SMACNA и имеют более профессиональный вид.
Равномерная подача – Точно отцентрованная сборка хвостовиков и крышек, а также более гладкая поверхность сокращают проблемы с подачей в гусеницах автоматического оборудования. Это значительно сокращает время простоя во время работы.
Удерживающий колпачок – Удерживающий колпачок со скошенной кромкой имеет достаточный размер и конструкцию, чтобы вдавить поверхность изоляции без разрывов или разрезов. Колпачок не выступает в воздушный поток, предотвращая шум или помехи движению воздуха в воздуховоде.
Уникальная характеристика неинвазивного выступающего стержня сварочного штифта PowerPoint захватывает и центрирует сварной штифт во время автоматической подачи, чтобы обеспечить постоянную нагрузку, в то время как скошенные удерживающие колпачки также предотвращают его смещение с наконечника сварного шва, когда штифт продвигается через изоляцию.
Технические характеристики
Температурный диапазон – Сварные штифты PowerPoint функционируют должным образом в нормальном рабочем диапазоне температур от 32 o F до 250 o F и не подвергаются неблагоприятному воздействию при температурах от 0 o F до 550 o F.
Вибрация – Сварные штифты PowerPoint не будут уставать и не будут подвергаться физическому воздействию вибрации, обычно свойственной высокоскоростным системам обработки воздуха.
Environmentally Safe – При использовании по назначению сварочные штифты PowerPoint нетоксичны и безопасны в соответствии с действующими федеральными стандартами.
Всегда используйте стандартные средства индивидуальной защиты при закреплении крепежных деталей.
Информация для заказа
Увеличить
Имеются изолированные колпачки
с диэлектрическим покрытием на нижней стороне оцинкованного колпачка для предотвращения образования дуги при использовании фольгированной изоляции.
Увеличить
Автоматическое сварочное оборудование подает штифты длиной до 2 дюймов.
Проверка сварки герметичных штифтов аккумулятора – Электроника
Убедитесь, что уплотнительные штифты установлены, правильно приварены и не имеют дефектов.
Сопутствующие товары
In-Sight D900
На основе программного обеспечения In-Sight ViDi для машинного зрения на основе глубокого обучения
После герметизации аккумуляторный элемент через небольшое отверстие в крышке заполняется жидким электролитом.Когда заполнение завершено, отверстие закрывается уплотнительным штифтом или заглушкой, которая затем приваривается для его фиксации.
Правильное размещение уплотнительного штифта традиционно подтверждается путем определения его высоты с помощью лазера или другого трехмерного датчика перемещения. Но дефекты самого сварного шва, такие как вмятины, ожоги, проколы и разрывы, нелегко обнаружить с помощью традиционного машинного зрения из-за множества возможных дефектов и отражающего фона крышки батареи.
После завершения сварки инструмент для обнаружения дефектов Cognex Deep Learning может выявить многочисленные потенциальные дефекты в сварном шве герметизирующего штифта. Приложение глубокого обучения обучено широкому выбору должным образом герметизированных батарей, чтобы изучить все варианты нормальных деталей, включая приемлемый уровень косметических дефектов, световых бликов и теней.
На производственной линии Cognex Deep Learning анализирует и помечает все сварные швы уплотняющих штифтов, выходящие за пределы допустимого диапазона, сводя к минимуму ложные срабатывания из-за чисто косметических дефектов.
Пользователи могут передать обнаруженные дефекты в инструмент классификации Cognex. Этот инструмент обучен работе с рядом помеченных дефектов сварных швов и размещений, чтобы он мог их правильно идентифицировать.