Основы сварки электродом для начинающих сварщиков
Сварка электродом для чайников
Если вы устали просить соседа что-либо приварить или вам время от времени нужна сварка, то ничего лучшего кроме её освоения и не придумаешь. Наверняка вы даже уже присмотрели себе сварочный аппарат, узнали, сколько стоят электроды, остаётся дело за малым. Итак, с чего же начать варить? Какой инвертор для сварки купить, и какие электроды к нему […]
Читать
Сушка электродов или что нужно знать
Срок годности электродов для сварки практически ничем неограничен, если правильно были соблюдены их условиях хранения. Понятное дело, что хранить электроды нужно в сухом месте. При этом температура хранения не столь важна, как влажность воздуха в помещении. При хранении в условиях повышенной влажности (более 60%) обмазка электродов начинает интенсивно вбирать в себя влагу. Если это происходит […]
Читать
Из-за чего прогорает металл при сварке
Сварку MMA инвертором или полуавтоматом проволокой усложняют одни и те же проблемы связанные с прожогами и непроварами.
Читать
Клеймо сварщика: назначение, кому и как присваивается
Профессия сварщик является очень ответственной профессией, от которой нередко зависят жизни других людей. Сварщики варят различные металлоконструкции, трубопроводы и технику, которой мы так привыкли пользоваться на сегодняшний день. За качеством сварочного шва должна следить специальная комиссия. Своевременно выявленная ошибка или дефекты в сварочном соединении позволят избежать многих проблем в дальнейшем. Поэтому со временем было разработано […]
Читать
Полярность при сварке: прямая и обратная
Каждый, кто хочет по-настоящему научиться варить должен понимать, что такое полярность при сварке инвертором.
Читать
Как правильно варить тонкий металл, толщиной 1-2 мм
Поскольку варить тонкий металл, толщина которого не превышает 1-2 мм очень сложно, в данной статье будут даны советы, как это правильно сделать. Не буду вдаваться в подробности выбора сварочного оборудования для этих целей, лишь скажу одно, варить тонкий металл лучше всего при помощи инвертора. Помимо того, что инвертор более гибко настраивается в плане регулировок сварочного […]
Читать
MIG сварка — плюсы и минусы
MIG сварка является очень популярной на сегодняшний день. Все это объясняется тем, что с помощью газа можно получить сварной шов хорошего качества и при этом не нужно быть профессионалом.
Читать
Что такое электрическая дуга
Значительная роль в совершенствовании и развитии народного хозяйства отводится строительно-монтажным организациям и промышленности строительных материалов. Для успешного выполнения этой работы отрасль должна своевременно пополняться квалифицированными сварщиками. Сваркой называется процесс получения неразъёмного соединения при помощи установления межатомных связей при нагревании металлов. Если речь идёт о ручной дуговой сварке, то нагревание металлов и их дальнейшее расплавление происходит […]
Читать
Технология сварки для начинающих
Сейчас многие желают научиться азам сварочных работ. Это может всегда пригодиться в быту. Сварка для начинающих не требует профессиональных навыков и специальных знаний. Такого уровня достаточно для работ в гараже или на хозяйственном подворье.
Такого уровня достаточно для работ в гараже или на хозяйственном подворье.Изучая основы сварки, нужно использовать электроды, диаметр которых не более 3 мм.
Азы и основные понятия об электросварке
В первую очередь, для того чтобы освоить ручную сварку, следует приобрести аппарат сварочный и запастись электродами. Их должно быть как можно больше, поскольку они будут часто портиться до тех пор, пока не получится первый положительный результат. Изучая основы сварки, лучше использовать электроды диаметром в 3 мм. Более тонкие применяются специалистами для работы с тонким металлом, а толстые перегружают электросеть.
Схема устройства пистолета для сварки
Универсальный и самый простой тип соединения металлических поверхностей – метод ручной дуговой сварки.
В любом пособии по сварке указано: первое, чему следует научиться, это правильное ведение сварочного шва. Поэтому введение содержит информацию о применяемом оборудовании. Среди источников питания выделяют следующие конструкции:
- сварочные трансформаторы;
- сварочные выпрямители;
- сварочные инверторы.
Конструкция сварочного аппарата.
Для тех, кто изучает основы сварки, третий вариант – оптимальный выбор. Сваривать металл можно полуавтоматом. Часто при этом используется сварочная проволока.
После того как оборудование приобретено, нужно предварительно обеспечить себя защитой от вредных воздействий. Техника безопасности при сварке требует наличия специальной маски, защищающей кожу лица и глаза, со встроенным светофильтром, подобранным в соответствии с определенными критериями. К ним относятся сила тока, окружающее освещение и особенности зрения сварщика. Порядок сварки подразумевает собой точное следование правилам безопасности.
Для того чтобы пользоваться сваркой, из спецодежды следует выбрать брезентовый фартук или костюм с огнеупорной пропиткой, а также краги из спилка.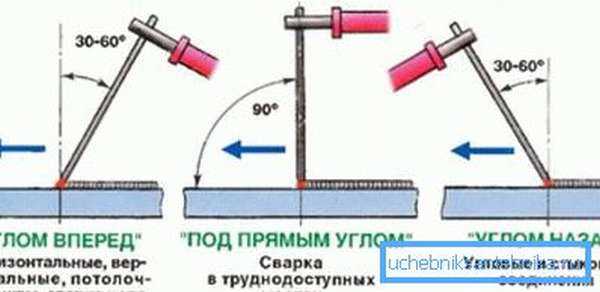 Обувь должна быть прочной и устойчивой.
Обувь должна быть прочной и устойчивой.
Вернуться к оглавлению
Советы начинающим сварщикам
Во время сварки электрод нужно держать над поверхностью металла. Образующийся при этом промежуток называют дуговым. Контроль над ним особенно важен при работе, поэтому его следует освоить в первую очередь. Электрод опускают, потому что он расходуется, продвигаясь в направлении шва. Постоянно удерживайте на одинаковом уровне зазор между металлом и краем рабочего инструмента. Варить электродами нужно аккуратно, чтобы не испортить расходный материал.
Особенности работы:
- Если размер зазора недостаточен, времени для прогрева обрабатываемого материала не хватит. Шов получится выпуклым, а края – несплавленными.
- При большем зазоре наблюдаются значительные скачки дуги. Качество провара будет плохим, а управление укладкой металла, который наплавляется, тяжелым.
- Удерживая оптимальную величину зазора на постоянном уровне, можно легко управлять ванной, сформировать хороший шов.


Схема сварки током.
Технология сварки током заключается в следующем: во время прохода сквозь зазор дуга создает сварочную ванну, перенося в нее расплавленный металл, находящийся на поверхности электрода. В случае когда значение тока недостаточно, основной металл не прогреется, а электрод будет идти быстрее сварочной ванны. При большем показателе тока дуга проникнет в металл на определенную глубину, отталкивая его назад. Когда значения оптимальные, ванна растекается и имеет тонкие края, поэтому ее можно расширять и двигать при помощи электрода, контролируя рабочий процесс.
Установки тока часто меняются в зависимости от технологии сварки и дополнительных опций. Например, свойства толстого металла, основанные на рассеивании тепла, потребует большего значения тока. Для меньшей толщины нужен не такой высокий уровень. Точная установка показателей тока для того, чтобы правильно варить, будет зависеть только от того, как поведет себя ванна. Поэтому начинать нужно с рекомендаций производителя, а после этого экспериментировать с уменьшением или увеличением силы тока.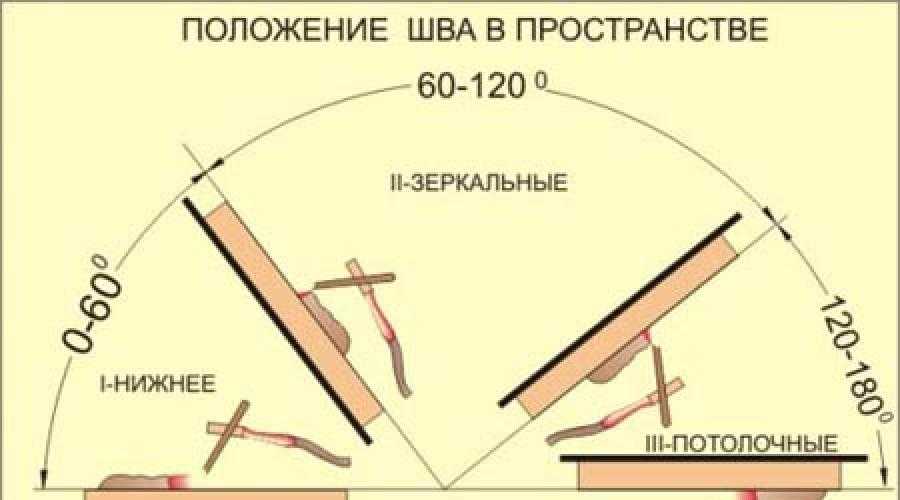
Заканчивая шов, перед тем как убирать электрод, нужно сделать чуть большее наплавление металла.
Это поможет избежать всплеска из нижних слоев шва, который приведет к возникновению кратера. Для этого достаточно сделать один круг, а после чиркнуть в обратную сторону направления шва.
Вернуться к оглавлению
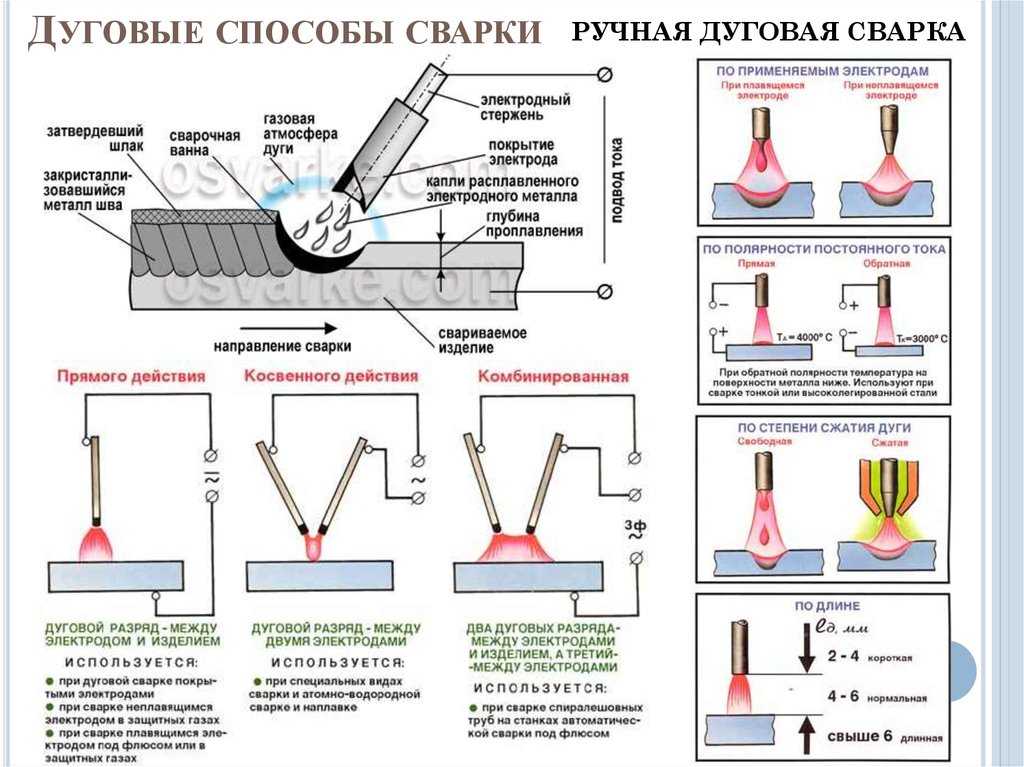
Ручная дуговая сварка: особенности технологического процесса
Поступление как постоянного, так и переменного тока из источника питания в направлении электрода и металла обеспечивает образование дуги, удерживает ее. Такой тип ручной сварки с прямой полярностью производят при подсоединении анода к изделию. При подключении полюса отрицательного значения делается сварка с обратной полярностью.
При сварке руки и лицо должны быть защищены.
Металл, из которого состоит стержень электрода, под воздействием дуги расплавляется вместе с его покрытием, а также с поверхностью свариваемого изделия. С этого момента электродный материал представляет собой капли в шлаке, которые поступают внутрь сварочной ванны, смешиваются с обрабатываемым металлом.
Величина ванны находится в прямой зависимости от следующих критериев:
- режим, в котором проводится сварка;
- конструкция свариваемого соединения;
- форма разделки и размеры соединительных кромок.
- положение в пространстве;
- скорость движения дуги по изделию.
Стандартная величина ванны находится – 6 мм в глубину, 8-15 мм в ширину и 10-30 мм в длину.
Расстояние между двумя активными участками (на сварочной ванне и конце электрода) называется длиной дуги. В процессе плавления покрытия вокруг дуги и ванны образуется слой газа, который вытесняет кислород из рабочей зоны, не дает ему воздействовать с расплавленным материалом.
Шлак, который покрывает капли металла электрода, а также сварочной ванны, не допускает воздействия атмосферного воздуха на обрабатываемый материал. Постепенное удаление дуги обеспечивает кристаллизацию металла, отчего образуется соединительный шов, покрытый слоем затвердевшего шлака.
К преимуществам этого вида сварки относится следующее:
- работы можно выполнять при ограниченном доступе;
- множество типов электродов позволяет делать сварку разных типов стали;
- относительно быстрая смена соединяемых материалов;
- процесс может проходить в любом положении;
- рабочее оборудование легкое и транспортабельное.
Из недостатков выделяются низкая производительность относительно других типов сварки, вредные условия и необходимость квалификации работника при высоких требованиях к качеству.
Не обязательно знать все о сварке, для простых бытовых ситуаций достаточно соблюдать правила и основные требования к работе.
Руководство для начинающих по дуговой сварке в среде защитного газа – PrimeWeld
Дуговая сварка в среде защитного газа (SMAW или сварка электродом) была одним из первых изобретенных процессов дуговой сварки. Он восходит к 1890 году и является отличным вариантом для начинающих, так как оборудование для начала простое и экономичное. Но его простота не означает, что его не стоит изучать — это один из наиболее распространенных сварочных процессов, используемых сегодня в промышленности.
SMAW — это ценный навык, независимо от того, занимаетесь ли вы сваркой какое-то время или только начинаете. Это руководство по дуговой сварке защищенным металлом покажет вам все, что вам нужно знать, чтобы начать работу.
Дуговая сварка защищенным металлом представляет собой процесс электродуговой сварки.
Используются расходуемые электроды фиксированной длины, покрытые флюсом. Когда этот флюс сгорает на дуге, он образует газовую защиту, защищающую расплавленный металл сварного шва от элементов. Другие дуговые процессы, такие как MIG и TIG, также защищают дугу — с помощью подаваемого газа, а не создаваемого газа.
Что означает дуговая сварка металлом?Дуговая сварка металлическим электродом означает, что основной и присадочный металлы плавятся под действием электрической дуги. Экранированный означает, что дуга защищена от кислорода и других газов, чтобы предотвратить попадание примесей в сварной шов.
Таким образом, SMAW означает сварку металла электричеством с защитой его от примесей.
Наука, стоящая за дуговой сваркой защищенным металлом SMAW использует электричество для передачи энергии через сварное соединение с выделением тепла, достаточного для расплавления металла. По мере того, как расходуемый электрод подается в соединение, он осаждает металл сварного шва и соединяет два основных материала вместе.
По мере того, как расходуемый электрод подается в соединение, он осаждает металл сварного шва и соединяет два основных материала вместе.
SMAW работает, удерживая электрод за один конец электрододержателем и кратковременно касаясь другим концом заготовки. Этот краткий контакт создает электрическую цепь, которая запускает сварочную дугу. В отличие от сварки MIG, вам необходимо вручную подавать электрод в соединение, чтобы поддерживать дугу, что требует большей зрительно-моторной координации.
Электроды SMAW покрыты флюсом, который сгорает с присадочным металлом. Когда флюс сгорает, он создает газовый экран вокруг сварочной ванны, защищающий ее от атмосферы. Поскольку вам не нужно беспокоиться о подаче защитного газа, SMAW отлично подходит для ветреных условий.
Какие расходные материалы необходимы для дуговой сварки в защитном металле? Ниже вы найдете все необходимое для начала работы с электродуговой сваркой в среде защитного газа.
Для дуговой сварки защищенным металлом вам понадобится сварочный аппарат постоянного тока. Они отличаются от машин, предназначенных для сварки MIG, поэтому убедитесь, что вы приобрели машину, способную выполнять сварку SMAW или дуговую сварку.
Перед покупкой аппарата SMAW убедитесь, что его возможности соответствуют размеру и типу электродов, которые вы будете использовать. При оценке сварочных аппаратов SMAW имейте в виду следующее.
- Полярность: Полярность может быть положительной (DCEP) или отрицательной (DCEN).
- Номинальная сила тока
- Рабочий цикл: выражает процент времени в минутах, в течение которого машина может непрерывно работать при определенном токе из 10 минут (например, рабочий цикл 40% означает, что машина может непрерывно работать при определенном токе в течение четырех минут).
- Дополнительные функции
Вам также понадобится сварочный капюшон, чтобы защитить глаза и лицо от вредных ультрафиолетовых лучей электрических дуг.
Подумайте о приобретении сварочного колпака с автоматическим затемнением, так как SMAW сложнее зажечь дугу. Таким образом, вы увидите конец электрода и добьетесь большего успеха при запуске дуги.
ПроводаПомните, что дуговая сварка возможна только при полной электрической цепи. Провода или сварочные кабели передают электрический ток к заготовке и электродам и от них. Существует два типа проводов: кабели питания, соединяющие электрододержатель со сварочным аппаратом, и обратный провод, соединяющий зажим заземления со сварочным аппаратом.
Как и в случае с источником питания и выбором электрода, вам нужно будет купить достаточно большие кабели для вашего приложения.
Зажим заземленияЗажим заземления присоединяется к обратным проводам и зажимам на заготовке. Это жизненно важно для электрической цепи, и вы заменяете зажим заземления, как только он начинает изнашиваться.
Заземляющие зажимы также имеют определенные номинальные значения силы тока, поэтому убедитесь, что вы приобрели один из них, рассчитанный на использование по назначению.
Держатель электрода соединяется с другим проводом и зажимает оголенный конец сварочного электрода. Как и в случае с заземляющими зажимами, хороший электрический контакт имеет решающее значение для успешной сварки. Некоторые держатели электродов поставляются со съемными зажимными пластинами, поэтому при износе их можно заменить, а не весь держатель.
Кроме того, как и зажимы заземления, держатели электродов рассчитаны на определенную силу тока, поэтому приобретите тот, который соответствует вашим потребностям.
Сварочные электродыСварочные электроды представляют собой присадочные материалы, которые плавятся под действием дуги, образуя сварной шов. Существует весь спектр выбора сварочных электродов от электродов из мягкой стали общего назначения до электродов из узкоспециализированных сплавов.
Отбойный молоток Процесс SMAW оставляет на сварном шве слой твердого шлака, который необходимо удалить. Отбойный молоток может отколоть это твердое покрытие, чтобы вы могли видеть основной сварной шов.
Отбойный молоток может отколоть это твердое покрытие, чтобы вы могли видеть основной сварной шов.
Более важным, чем что-либо еще в этом списке, является ваше защитное оборудование для сварки. Ниже приведены некоторые важные элементы, чтобы защитить себя.
Защитные очкиВы можете подумать, что сварочный капюшон — это все, что вам нужно для защиты глаз в сварочном цеху, но это не так. Легко забыть о том, что ваш капот поднят, когда вы измельчаете горячий шлак или просто быстро шлифуете кусок стали. Искры и мусор также легко могут попасть в глаза, если они незащищены.
Рубашки с длинными рукавами и брюки Когда горячий металл лежит на сварочном столе и во все стороны летят искры, высока вероятность того, что ваши руки или ноги соприкоснутся с чем-то достаточно горячим, чтобы обжечься. Лучшая защита от ожогов, связанных со сваркой, — правильная одежда. Помимо кожи, вы должны придерживаться рубашек и брюк с длинными рукавами из 100% хлопка.
Хорошая пара кожаных рабочих ботинок необходима при сварке. Гравитация сбрасывает все горячее к вашим ногам, и вы не хотите, чтобы кусок горячего шлака приземлился на верхнюю часть вашей ноги, когда вы носите шлепанцы. Приобретите ботинки со стальным носком, если вы работаете с более тяжелыми заготовками или инструментами.
Сварочные перчаткиПри сварке SMAW ваши руки будут медленно приближаться к сварному шву по мере подачи стержня в соединение. Вам понадобятся кожаные сварочные перчатки, чтобы защитить руки и сделать их удобными, когда они приближаются к дуге.
Солнцезащитный кремВсе процессы дуговой сварки излучают те же УФ-лучи, что и солнце, но находятся намного ближе друг к другу. Часто можно получить солнечные ожоги от сварки, поэтому используйте солнцезащитный крем на любых открытых участках кожи, которые вы не можете прикрыть одеждой.
Огнетушитель Пожалуй, самый важный пункт в этом списке — огнетушитель.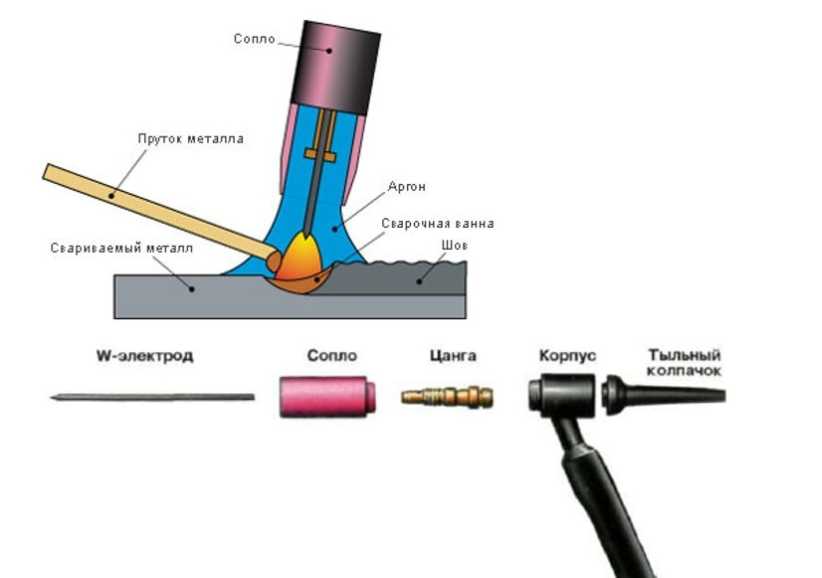 Пренебрежение остальным защитным снаряжением может причинить вред вам, но игнорирование огнетушителя может нанести вред другим. Поэтому убедитесь, что у вас есть огнетушитель поблизости, когда вы свариваете.
Пренебрежение остальным защитным снаряжением может причинить вред вам, но игнорирование огнетушителя может нанести вред другим. Поэтому убедитесь, что у вас есть огнетушитель поблизости, когда вы свариваете.
Корпус данного аппарата соединен заземляющим кабелем с медным стержнем, вставленным в землю рядом с аппаратом, для непрерывного удаления блуждающих электрических зарядов, поступающих на корпус сварочного аппарата во время сварки, для защиты сварщика от любое поражение электрическим током.
Начало работы с дуговой сваркой в среде защитного газаВот краткое руководство по выполнению первых сварных швов с помощью SMAW.
Подготовьте инструменты и рабочее местоПрежде всего, убедитесь, что ваше рабочее место чистое и не содержит легковоспламеняющихся материалов.
Соберите свои инструменты и оборудование и разложите их так, чтобы не наткнуться на них, когда ваш капюшон опущен.
Хорошей практикой является информирование других о том, что вы собираетесь заниматься сваркой, чтобы они могли держаться подальше от вашей рабочей зоны, если только они не носят защитное снаряжение.
Выберите свой электродЗная тип стали, которую вы свариваете, вы можете выбрать подходящий электрод. Вам нужно будет подобрать электрод к основному металлу и возможностям полярности вашей машины.
Все электроды имеют классификацию AWS, в которой содержится вся необходимая информация о сварке электродом.
В соответствии с AWS A5.1 для электродов из углеродистой стали четвертая цифра указывает, с какой полярностью работают сварочные прутки.
Подсоедините проводаТеперь, когда вы знаете, какие сварочные электроды и полярность будете использовать, пришло время подключить провода.
В соответствии с приведенной выше таблицей AWS вам необходимо подключить провод электрода (тот, который подключен к электрододержателю):
- К положительной клемме вашего сварочного аппарата при использовании DC+
- К отрицательной клемме сварочного аппарата при использовании DC- .
- К любой клемме сварочного аппарата при использовании AC

Затем подключите заземляющий провод к другому терминалу.
Установите силу токаЗатем включите машину и выберите силу тока, соответствующую размеру и типу используемых электродов.
Ваш поставщик сварочного электрода должен предоставить вам спецификацию, в которой указаны типичные значения силы тока для приобретаемых вами электродов. Если это не так, хорошим практическим правилом для электродов 7018 является преобразование десятичного эквивалента размера электрода в ампер.
Например, сварочный электрод ⅛ дюйма 7018 будет иметь размер 0,125 дюйма в десятичной форме, поэтому для начала вам потребуется 125 ампер. Вы можете точно настроить силу тока в зависимости от того, как выглядит сварной шов.
СваркаОсталось сварить. Опустите капюшон и осторожно проведите кончиком электрода по металлу-основе в начале соединения, чтобы зажечь дугу.
Будьте осторожны, чтобы электрод не был слишком плотно прижат к основному металлу во время инициализации дуги, иначе вы можете «приклеить» электрод к заготовке.
Когда дуга стабилизируется, подайте электрод в шов, одновременно перемещая конец электрода по траектории сварки. Это потребует некоторой практики, но старайтесь подавать электрод с постоянной скоростью для достижения наилучших результатов.
Приложения SMAWХотя другие процессы начинают заменять SMAW для некоторых приложений, в некоторых отраслях он по-прежнему широко используется.
Сельскохозяйственная техникаОдной из самых важных особенностей SMAW является простота. Вы выбираете стержень, устанавливаете силу тока, и вы готовы к сварке. Сварочные работы на ферме, от ограждения до ремонта оборудования, обычно самые простые, поэтому SMAW часто удовлетворяет эти потребности.
Горнодобывающая промышленность Горнодобывающее оборудование часто ломается или изнашивается, что приводит к дистанционному ремонту и наращиванию. SMAW хорошо работает в этих ситуациях, поскольку он очень портативный, и существуют электроды SMAW, специально предназначенные для этих приложений.
Несмотря на то, что многие детали стальных конструкций изготавливаются в цеху, при монтаже в полевых условиях по-прежнему требуется переносная сварка. Опять же, SMAW сияет здесь, поскольку вы можете использовать его в ветреную погоду и в труднодоступных местах.
МашиностроениеВ некоторых отраслях машиностроения все еще широко используется SMAW. Трубопроводные проекты по-прежнему отдают предпочтение портативности и согласованности SMAW, а некоторые нефтяные компании предпочитают придерживаться проверенных методов.
Плюсы и минусы SMAW Плюсы Простое оборудованиеЕсть только одна настройка, о которой нужно подумать, и вы можете начать работу с минимальными вложениями. Вам не нужно покупать сварочный газ или беспокоиться об опасностях хранения баллонов со сжатым газом.
Портативность Поскольку оборудование довольно простое, его легче переносить с места работы на место работы. Кроме того, благодаря природе самозащитных электродов SMAW хорошо подходит для сварки на открытом воздухе независимо от ветровых условий.
Кроме того, благодаря природе самозащитных электродов SMAW хорошо подходит для сварки на открытом воздухе независимо от ветровых условий.
Электроды SMAW обычно имеют длину не менее 12 дюймов в начале и не имеют громоздкой горелки MIG для их подачи. Это позволяет вам получить доступ к труднодоступным местам, которые иначе вы не смогли бы сварить.
Минусы Не подходит для сварки тонких металловСуществуют методы сварки более тонких металлов с помощью SMAW, но его ограничения со временем перекрываются. Поэтому, если вы хотите сварить листовой металл, лучше переключиться на такой процесс, как MIG или TIG.
Требуются опытные сварщики Несмотря на простоту процесса, ручная подача электрода во время сварки для некоторых может быть сложной задачей. Поэтому для получения качественных сварных швов потребуется больше практики, чем если бы вы использовали другой процесс, такой как MIG.
Существует много вариантов электродов для сварки SMAW для более распространенных металлов, но не так много для некоторых экзотических металлов. При сварке тонких металлов вам, возможно, придется переключиться на MIG или TIG при сварке специальных металлов.
Часто задаваемые вопросы по дуговой сварке в защитном металле В чем разница между сваркой SMAW и MIG?
SMAW и MIG представляют собой процессы электродуговой сварки, но отличаются способом подачи электрода в сварочную ванну. Например, электроды SMAW подаются вручную, тогда как электроды MIG подаются автоматически.
MIG также использует подаваемый защитный газ, в то время как SMAW создает свой собственный за счет сжигания флюса на электроде.
MIG использует источники питания постоянного тока и постоянного напряжения, но SMAW работает только от источников питания постоянного тока.
В чем разница между сваркой SMAW и TIG?
Как и MIG, процесс TIG подает защитный газ, а не создает свой собственный, как SMAW.
TIG также отличается тем, что в нем используется неплавящийся вольфрамовый электрод, который не входит в соединение во время сварки. Вместо этого в SMAW используются расходуемые электроды, которые одновременно служат присадочным металлом.
Как узнать, какую полярность использовать?Если ваш электрод работает с несколькими полярностями, вам нужно выбрать ту, которая дает желаемый эффект.
Вы толкаете или тянете при сварке?Из-за шлака, образующегося при сварке стыковым швом, важно использовать метод натяжения (или перетаскивания), чтобы предотвратить включения шлака в сварной шов. Помните: Если это шлак, то вы тащите.
Следующие шаги: что делать после изучения SMAWТеперь вы знаете, как сваривать SMAW. Когда вы будете готовы, вот несколько советов, как вывести свои навыки на новый уровень.

Объяснение дуговой сварки: что это такое и как это работает?
Немногие осознают множество существующих процессов дуговой сварки, и еще меньше понимают лежащий в их основе принцип дуговой сварки.
Однако дуговая сварка является базовой концепцией, которую должен знать и понимать каждый сварщик, и знание всех форм дуговой сварки является обязательным.
В этой статье дается определение дуговой сварки, что она включает в себя, основные концепции и механизмы ее работы, а также ее плюсы и минусы.
Что такое дуговая сварка?
Дуговая сварка представляет собой процесс соединения металлических деталей с помощью высокой температуры дуги, которая генерируется и поддерживается электрическим током. Источником питания может быть переменный ток («AC») или постоянный ток («DC»).
Это довольно широко. Поэтому неудивительно, что дуговая сварка включает в себя такие популярные процессы сварки, как электродуговая сварка, сварка MIG, TIG и сварка с флюсовой проволокой. Все используют электрическую дугу для сварки.
Обратите внимание, это больше, чем просто сварка. Некоторые используют дуговую сварку как сленг для обозначения сварки стержнем. Хотя это форма дуговой сварки, она не единственная.
Как работает дуговая сварка?
На самом базовом уровне все аппараты для дуговой сварки состоят из пяти компонентов:
- Электрод и электродный кабель
- A Кабель заземления и зажим (иногда называемый рабочим кабелем)
- Блок питания
- Металлические заготовки
- Дуга
 Это процесс дуговой сварки TIG. Примечание: не все дуговые сварщики являются электродуговыми сварщиками. Подробнее о различных типах читайте ниже.
Это процесс дуговой сварки TIG. Примечание: не все дуговые сварщики являются электродуговыми сварщиками. Подробнее о различных типах читайте ниже.Источник питания обеспечивает переменный или постоянный ток для создания и поддержания дуги, а электрод механически или вручную перемещается вдоль стыка для создания сварного шва.
Итак, насколько горяча сварочная дуга, которая плавит и сплавляет металл? Около 6500°F. Это делает работу по плавлению и сплавлению металлических частей, но также создает другую проблему.
При таких высоких температурах расплавленный металл может реагировать с газами в воздухе. Это вызывает такие проблемы, как пористые и слабые сварные швы, чрезмерное разбрызгивание и снижение производительности.
Чтобы устранить эти дефекты сварки, при дуговой сварке обычно в ванне с расплавом предусмотрена какая-либо защита. Обычно это происходит в двух формах.
Одним из вариантов является подача специального защитного газа на горячий сварной шов. Тип газа и скорость потока должны соответствовать защитному газу, чтобы атмосферный воздух не попадал на расплавленный металл.
Тип газа и скорость потока должны соответствовать защитному газу, чтобы атмосферный воздух не попадал на расплавленный металл.
Вторым выбором является флюс, который создает свой собственный защитный газ и шлак при воздействии высокой температуры дуговой сварки. Инертный газ и шлак флюса «запечатывают» сварной шов и удерживают газы в воздухе.
Переменный ток и постоянный ток
Постоянный ток обеспечивает ток, который течет в одном направлении, а переменный ток меняет направление тока несколько раз в секунду. Например, источник переменного тока с частотой 60 Гц будет менять направление потока 120 раз в секунду.
Текущие различия важны. Например, при постоянном токе могут образовываться магнитные поля, индуцируемые постоянным протеканием электрического тока в одном направлении.
Магнитные поля могут перемещать дугу так, что она не проходит кратчайший зазор между электродом и металлом. Это может привести к разбрызгиванию, пористости и неполному сплавлению и часто происходит на внутренних углах или в конце сварных швов. Это называется дуговым разрядом.
Это называется дуговым разрядом.
Итак, проблема с DC. Но переменный ток колеблется в токе, а магнитные поля постоянно нарушаются и никогда не организуются достаточно, чтобы дуговой разряд стал проблемой.
Кроме того, сварочные аппараты постоянного тока стоят немного дороже. Таким образом, разряд дуги и первоначальные затраты являются двумя основными недостатками постоянного тока. Вы можете даже сказать, что просто используйте дуговые сварщики переменного тока. Но для некоторых процессов, таких как сварка MIG, преимущества постоянного тока намного перевешивают эти недостатки.
Аппараты для дуговой сварки постоянным током обеспечивают плавную дугу, которую легко контролировать, и они лучше работают с тонкими материалами. Вы также получаете меньше брызг, и в целом шарики DC «красивее». По этим причинам вы видите, что постоянный ток часто используется в дуговых сварочных аппаратах, и многие пользователи предпочитают его переменному току.
Дуговые сварочные аппараты переменного тока часто недороги и не позволяют создавать магнитные поля. Таким образом, его можно использовать в ситуациях, предрасположенных к дуговому разряду. Сварочные аппараты на переменном токе также хорошо проникают и используются в таких местах, как верфи, которые регулярно имеют дело с толстыми деталями.
Таким образом, его можно использовать в ситуациях, предрасположенных к дуговому разряду. Сварочные аппараты на переменном токе также хорошо проникают и используются в таких местах, как верфи, которые регулярно имеют дело с толстыми деталями.
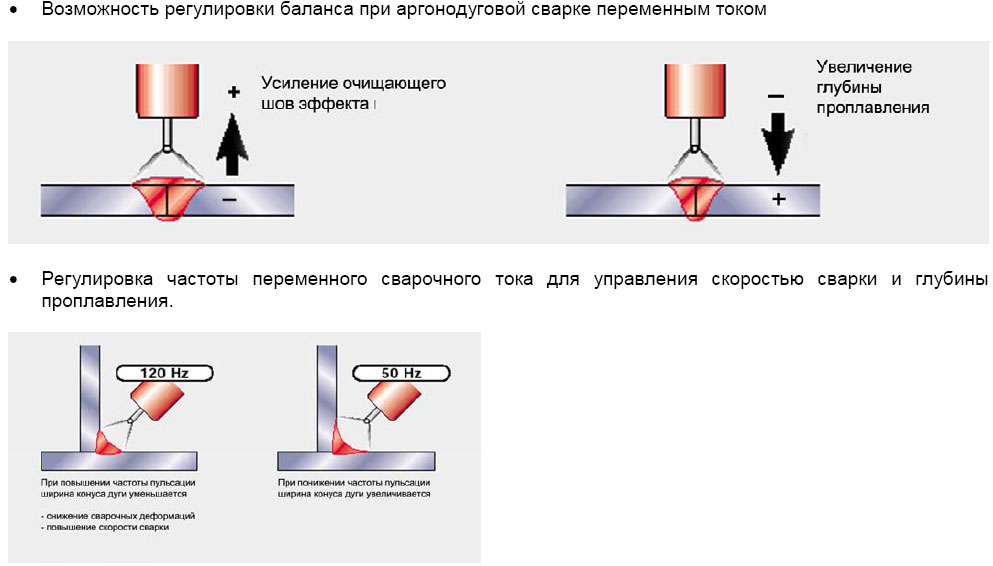
Еще одно преимущество переменного тока заключается в том, что он работает с металлами с проблемными оксидными слоями на поверхности, такими как алюминий. Когда ток колеблется, он эффективно удаляет оксидный слой, который может мешать и препятствовать сплавлению металлических частей.
Узнайте больше о различиях между сваркой на переменном и постоянном токе здесь.
Для чего используется дуговая сварка?
Процесс с сердечником из флюса используется за пределамиНаиболее распространенной и простой формой сварки является дуговая сварка. Таким образом, он используется во всех отраслях промышленности, таких как автомобильная, аэрокосмическая, нефтегазовая, обрабатывающая, энергетическая, строительная и многие другие.
Применяется в сосудах, сосудах под давлением, трубах, резервуарах, кораблях, мостах, железных дорогах, автомобилях, сельскохозяйственном оборудовании, скульптурах из металла, трейлерах и т. д. используется практически в любое время, когда необходимо соединить два куска металла. Но сильное выделение тепла может быть проблемой для некоторых работ. Таким образом, дуговая сварка подходит не для каждого проекта.
д. используется практически в любое время, когда необходимо соединить два куска металла. Но сильное выделение тепла может быть проблемой для некоторых работ. Таким образом, дуговая сварка подходит не для каждого проекта.
Преимущества и недостатки дуговой сварки
Как и все в жизни, дуговая сварка имеет свои сильные стороны и недостатки. Они приведены ниже:
Плюсы
- Хорошая ударопрочность
- Высокая производительность (снижает стоимость единицы сварного шва)
- Прочные бесшовные швы без воздушных зазоров
- Простота в освоении и использовании
- Портативное оборудование, удобное для хранения
- Универсальный, работает со многими типами металла
- Доступный
- Высококачественные прочные сварные швы
- Доступно (лицензия или специальное обучение не требуются)
Минусы
- Токсичные пары требуют вентиляции или респираторов
- Больше отходов, чем при других процессах
- Требуется практика для достижения высокого уровня мастерства
- Прожог тонких материалов
Типы дуговой сварки
Электрод — это проводник сварщика, по которому ток течет к металлической заготовке или от нее через дугу. Также электроды можно разделить на плавящиеся и неплавящиеся.
Также электроды можно разделить на плавящиеся и неплавящиеся.
Хотя дуговая сварка включает в себя множество процессов, электроды, используемые для поддержки дуги, сильно различаются.
Типы плавящихся электродов
Плавящиеся электроды плавятся и становятся частью сварного шва. Их также можно назвать сварочной проволокой в зависимости от используемого процесса.
Дуговая сварка защищенным металлом («SMAW»)
Сварка электродом, или SMAW, также называется дуговой сваркой. Хотя верно то, что все сварщики дуговой сварки являются дуговыми сварщиками, не все сварщики электродуговой сварки являются сварщиками электродуговой сварки (что подтверждается этим списком, который вы читаете прямо сейчас!).
Это очень простой процесс, в котором используются стержневые электроды, покрытые снаружи флюсом. Флюс вступает в реакцию с высокой температурой сварки и защищает расплавленную ванну.
Подобно электродам MIG или электродам с флюсовым сердечником, стержень расходуется в процессе и выступает в качестве наполнителя. Но в отличие от GMAW или FCAW здесь нет автоматической подачи электродов. Таким образом, стержневые электроды должны быть заменены вручную, когда они израсходованы.
Но в отличие от GMAW или FCAW здесь нет автоматической подачи электродов. Таким образом, стержневые электроды должны быть заменены вручную, когда они израсходованы.
Сварка металлов в среде инертного газа («MIG»)
Сварка MIG также называется дуговой сваркой металлическим газом («GMAW»). Он использует моток проволоки, который подается к сварочному пистолету, выступающему в качестве его электрода.
Эта проволока расходуется в процессе сварки, что позволяет ей также выступать в качестве присадочного материала для сварного шва. Так, сплав проволоки обычно подбирается под свариваемый металл.
При сварке MIG также используется защитный газ, подаваемый в сварочную горелку. Это означает, что у вас также должен быть баллон с газом, а также сварочный аппарат, чтобы использовать процесс GMAW.
Связанный : Дуговая сварка и сварка MIG – объяснение различий
Дуговая сварка порошковой проволокой («FCAW»)
Дуговая сварка порошковой проволокой очень похожа на сварку MIG. В качестве электрода выступает проволока, которая непрерывно подается к пистолету машиной. Проволока расходуется во время сварки, но это также позволяет ей служить присадочным материалом.
В качестве электрода выступает проволока, которая непрерывно подается к пистолету машиной. Проволока расходуется во время сварки, но это также позволяет ей служить присадочным материалом.
Однако, в отличие от сплошной проволоки MIG, сердечник этого электрода полый и заполнен флюсом и другими добавками. Это позволяет флюсу при нагревании образовывать защитный газ и шлак, которые защищают сварной шов. Это избавляет от необходимости использовать газ в баллонах, как при сварке MIG.
Дуговая сварка под флюсом («SAW»)
Подобно GMAW и FCAW, дуговая сварка под флюсом использует непрерывно подаваемый проволочный электрод, который расходуется в процессе сварки. Но сварочная ванна погружена в слой порошкообразного флюса.
Этот слой плавкого флюса становится проводящим в расплавленном состоянии, обеспечивая надежное электрическое соединение между металлом и электродом. Флюс также предотвращает брызги и искры. Кроме того, слой порошкообразного флюса подавляет испарения и ультрафиолетовое излучение.
Дуговая сварка шпилек («SW»)
Этот специальный процесс предназначен для приварки крепежных деталей («шпилек») на месте. Он использует специально разработанную застежку, которая также действует как электрод.
Шпилька помещается в специальный пистолет, который создает дугу у основания крепежа, а затем вдавливает шпильку в расплавленную ванну. В результате крепёж прочно приваривается к металлическому основанию.
Для применения может потребоваться защитный газ, а может и не потребоваться. Вокруг сварного шва размещается специальный наконечник для концентрации тепла и удерживания расплавленного металла. После того, как сварка завершена, феррула снимается и выбрасывается.
Электрошлаковая сварка («ЭШС»)
ЭШС используется только в вертикальных соединениях для сварки двух деталей толщиной не менее 1 дюйма. Зазор в деталях заполняется флюсом, а автоматически подаваемый проволочный электрод заливается флюсом внутри зазора.
Затем проходит ток и возникает дуга. Но как только флюс расплавится, электрическое сопротивление расплавляющего флюса выделяет тепло сварного шва, около 3500°F.
Но как только флюс расплавится, электрическое сопротивление расплавляющего флюса выделяет тепло сварного шва, около 3500°F.
Требование сначала заполнить шов флюсом и удерживать расплавленный флюс во время сварки является причиной того, что это приложение предназначено только для вертикального шва. Вам также необходимо установить опору или стартовую пластину в нижней части соединения, чтобы удерживать флюс на месте до зажигания дуги.
Типы неплавящихся электродов
Неплавящиеся электроды сохраняют свою структуру и используются в сочетании с присадочным металлом или используют основной металл для сплавления соединения.
Сварка вольфрамовым электродом в среде инертного газа («TIG»)
Сварку TIG иногда называют дуговой сваркой вольфрамовым электродом («GTAW»). Используемый вольфрамовый электрод не расходуется при сварке. Таким образом, отдельная присадочная проволока должна подаваться второй рукой, что делает сварку TIG двуручным процессом.
Химический состав вольфрамового электрода или сплава зависит от того, что вы свариваете. Кроме того, этому процессу не так легко научиться, как некоторым другим формам сварки, и для его освоения требуется некоторая практика.
Плазменная дуговая сварка (PAW)
Внутри плазменной сварочной горелки электрод расположен внутри медного сопла с точечным отверстием на конце. Между неплавящимся вольфрамовым электродом и медным наконечником зажигается дежурная дуга. Это нагревает защитный газ до очень высоких температур, что создает плазму.
При сварке плазма выбрасывается через точечное отверстие и «выстреливает» в сварной шов. Плазма является электропроводной, и тогда между вольфрамовым электродом и металлической заготовкой образуется дуга.
Пропуская плазму через суженное отверстие, горелка обеспечивает высокую концентрацию тепла на небольшой площади. Благодаря высокопроизводительному сварочному оборудованию плазменный процесс обеспечивает исключительные сварные швы.