Сварка инвертором для начинающих: основы, видео уроки
Сложные в эксплуатации и тяжелые сварочные аппараты полностью вытеснили с потребительского рынка инверторы. Они без проблем используются новичками, которые знают основные принципы выполнения сварочных работ. Помимо небольшого веса современные аппараты наделены дополнительным функционалом, позволяющим решать задачи по сварке любого уровня сложности. Они потребляют намного меньше энергии. Электричество используется исключительно на образование дуги, а не нагрев обмотки трансформатора.
Оборудование невосприимчиво к перепадам напряжения в сети, что позволяет применять его в местности с плохо развитой инфраструктурой. Некоторые модели отлично работают даже от сети, напряжение в которой не превышает 190В. Все без исключения специалисты трансформаторным сваркам предпочитают современные инверторы. Они лучше держат дугу и формируют шов более высокого качества.
СОДЕРЖАНИЕ
- Немного теории перед первыми шагами
- Внешний осмотр сварочного инвертора
- Азбука для начинающего сварщика
- Пошаговая инструкция для новичков
- Какие бывают дуговые промежутки?
- Формирование сварочного шва
- Прямая и обратная полярность
- Скорость подачи электрода
- Выбор силы тока
- Сваривание тонких листов металла
- Несколько советов от профессионалов
Немного теории перед первыми шагами
Новичкам совсем не помешает освоить основные принципы работы инвертора перед тем, как включить его. Основную нагрузку будет нести сеть энергоснабжения. Если старые агрегаты при включении могли оставить без электричества весь микрорайон или поселок, то современные устройства лишены данного недостатка. Они имеют накопительные конденсаторы, которые облегчают старт. Мягкое разжигание сварочной дуги и бесперебойная работа системы энергоснабжения – очень важные, хотя и не самые основные достоинства оборудования.
Основную нагрузку будет нести сеть энергоснабжения. Если старые агрегаты при включении могли оставить без электричества весь микрорайон или поселок, то современные устройства лишены данного недостатка. Они имеют накопительные конденсаторы, которые облегчают старт. Мягкое разжигание сварочной дуги и бесперебойная работа системы энергоснабжения – очень важные, хотя и не самые основные достоинства оборудования.
Необходимо твердо усвоить, что увеличение диаметра используемого электрода ведет к большему энергопотреблению. Не все устройства могут работать с самыми крупными электродами. Дело в том, что для использования конкретного диаметра требуется определенная сила тока. В противном случае сварочный шов просто не получится. Более детальная информация содержится в техническом паспорте приобретаемой модели устройства.
Внешний осмотр сварочного инвертора
Вес агрегата напрямую зависит от мощности. В торговой сети представлен большой выбор вариантов от 3 до 7 кг. Для переноса предусмотрена ручка или наплечный ремень. Если предполагается разъездной характер работы, то не помешает транспортировочный кейс. Для охлаждения силового блока предусмотрен вентилятор и специальные отверстия в корпусе. На панели предусмотрены регуляторы, индикаторы и переключатели:
Если предполагается разъездной характер работы, то не помешает транспортировочный кейс. Для охлаждения силового блока предусмотрен вентилятор и специальные отверстия в корпусе. На панели предусмотрены регуляторы, индикаторы и переключатели:
- тумблер для подачи питания;
- ручки для регулирования напряжения и силы тока;
- индикаторы, информирующие о подключении к сети и перегреве силового блока;
- выходы «+» и «-».
Азбука для начинающего сварщика
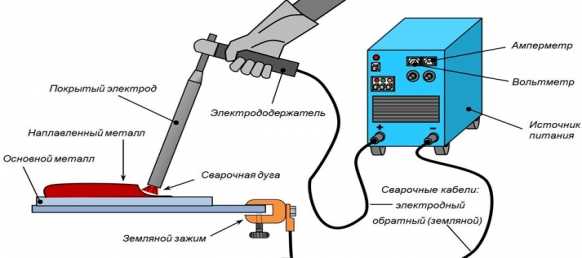
Разобраться в процессах, которые происходят внутри инвертора во время сварки поможет приведенная ниже схема.
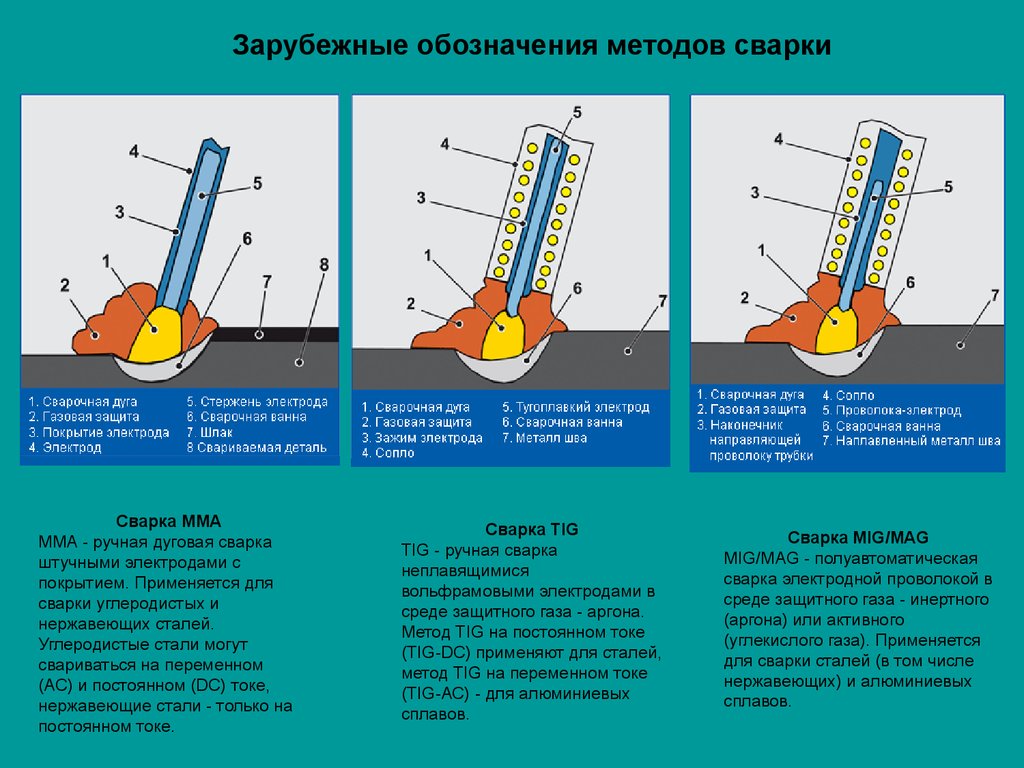
Дуга образуется в момент соприкосновения электрода и свариваемого металла. Образуется высокая температура, которая плавит сердечник электрода и металлическую поверхность заготовки. Расплавленная среда – это так называемая «ванна», которая впоследствии станет швом. Чтобы он получился качественным, на первых порах необходима защита от активного кислорода, содержащегося в воздухе.
С этой задачей справляется обмазка электрода. Она образует пары и поверхностную корочку, препятствующих свободному перемещению молекул кислорода. После завершения сварочного процесса и снижения температуры шва на его поверхности образуется шлак – остатки защитного покрова, созданного обмазкой электрода. После полного остывания его необходимо отбить, используя специальный молоток.
Дуга, которая плавит металлы, должна поддерживаться сварщиком. Суть задачи сводится к тому, чтобы стабильно выдерживать определенное расстояние между свариваемой поверхность и электродом. При этом необходимо вести электродом строго по стыку между двумя заготовками.
Пошаговая инструкция для новичков
Для того, чтобы приступить к работе, необходимо обзавестись защитным комплектом. Он включает:
- Грубые тканевые перчатки. Резиновые использовать нельзя, поскольку под ними руки будут потеть.
- Сварочная маска для защиты роговицы глаз. Защитный фильтр подбирается под параметры силы тока.
 Поэтому желательно приобрести маску типа «хамелеон», где реализована технология автоматического выбора уровня затемнения стекла в зависимости от яркости сварочной дуги.
Поэтому желательно приобрести маску типа «хамелеон», где реализована технология автоматического выбора уровня затемнения стекла в зависимости от яркости сварочной дуги. - Куртка и брюки (или специальный костюм) из грубой ткани. Материал не должен воспламеняться от искр. Длинные рукава и защита шеи – обязательные условия для такой одежды.
- Обувь на толстой подошве с полностью закрытым верхом.
 Поэтому желательно приобрести маску типа «хамелеон», где реализована технология автоматического выбора уровня затемнения стекла в зависимости от яркости сварочной дуги.
Поэтому желательно приобрести маску типа «хамелеон», где реализована технология автоматического выбора уровня затемнения стекла в зависимости от яркости сварочной дуги.Помимо защитного комплекта сварщика необходимо иметь и надлежащим образом подготовленное рабочее место:
-
Рабочий стол достаточно большой площади, чтобы свободно расположить свариваемые заготовки.
-
Хороший уровень освещения без образования затененных участков. В противном случае качество работы обеспечить будет сложно.
-
Деревянный настил под ногами сварщика, предотвращающий поражение электрическим током.
После подготовки можно приступить к настройке силы сварочного тока и подбору электрода для выполнения конкретной работы. Для сварки инвертором применяются электроды диаметром 3-5 мм. Если они длительное время хранились в гараже или ином месте, то могли отсыреть. Необходимо предварительно высушить их на солнце или в электрическом духовом шкафу. Далее клемму массы необходимо «законтачить» со свариваемой поверхностью.
Для сварки инвертором применяются электроды диаметром 3-5 мм. Если они длительное время хранились в гараже или ином месте, то могли отсыреть. Необходимо предварительно высушить их на солнце или в электрическом духовом шкафу. Далее клемму массы необходимо «законтачить» со свариваемой поверхностью.
Для улучшения качества и увеличения скорости работ, вы всегда можете воcпользоваться нашими верстаками собственного производства от компании VTM.
Для получения качественного результата свариваемую поверхность необходимо предварительно подготовить:
- место сварки очистить от ржавчины;
- снимаются остатки краски или жиров;
- кромки обрабатываются растворителем.
Учиться лучше начинать с толстыми заготовками. Первый шов следует выполнить на горизонтальной поверхности. На листе металла чертится прямая линия, по которой следует вести электродом для получения сварочного шва в виде валика. Любой сварочный процесс начинается с получения дуги.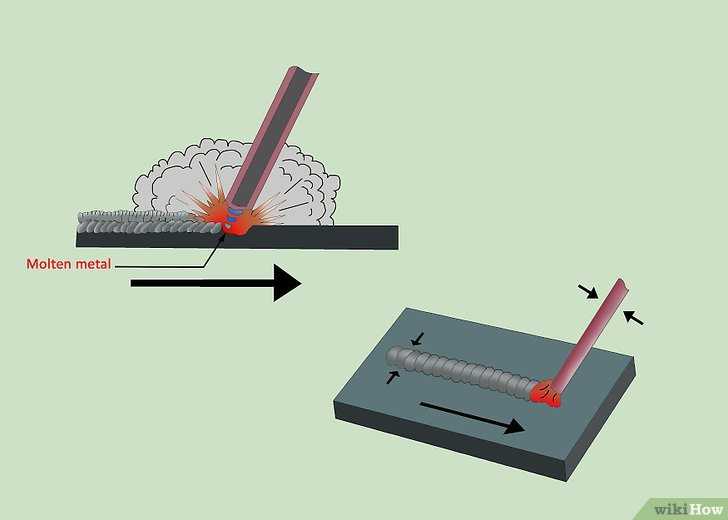
После розжига дуги ее следует удерживать, контролируя расстояние между электродом и заготовками. Изначально сделать это будет непросто, но после нескольких уроков рука, что называется, «набьется» и выдерживать заданное расстояние будет намного проще. Большинству новичкам достаточно будет просто унять дрожь в руках. И только единицы смогут выполнить все более-менее правильно с первого раза.
В любом случае будет получаться сварочный шов, неважно какого качества. Главное, последовательно выполнять упражнения до тех пор, пока он не станет сравнительно однородным и ровным по высоте. После его остывания нужно убрать шлак и окалину. Для этого в арсенале сварщика есть специальный небольшой молоточек. После удаления шлака станет виден, собственно, шов. Не исключено (а скорее, вероятнее всего), что будут обнажены и недостатки.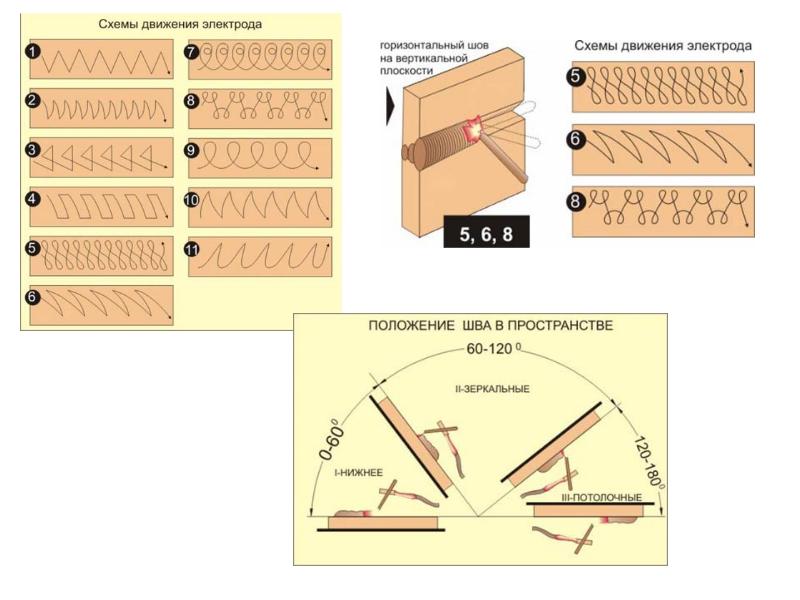
Какие бывают дуговые промежутки?
В любом учебнике по сварочному делу акцентируется внимание на том, что важно поддерживать одинаковый зазор между электродом и рабочей поверхностью. От этого зависит качество будущего шва. Принято различать три вида сварочной дуги:
- короткая. Длина составляет примерно 1 мм. В этом случае металл разогревается на небольшое расстояние по ширине и получается выпуклый шов. Возможно образование дефекта «подрез», который снижает прочность соединения;
- длинная (более 3 мм). Очень трудно поддерживать стабильность. Плохо прогревается металл и качество работы оставляет желать лучшего;
- нормальная. Имеет длину 2-3 мм. Хорошее качество соединения и нормальный внешний вид.
Оптимальный результат будет только после того, когда новичок научится контролировать длину сварочной дуги.
Формирование сварочного шва
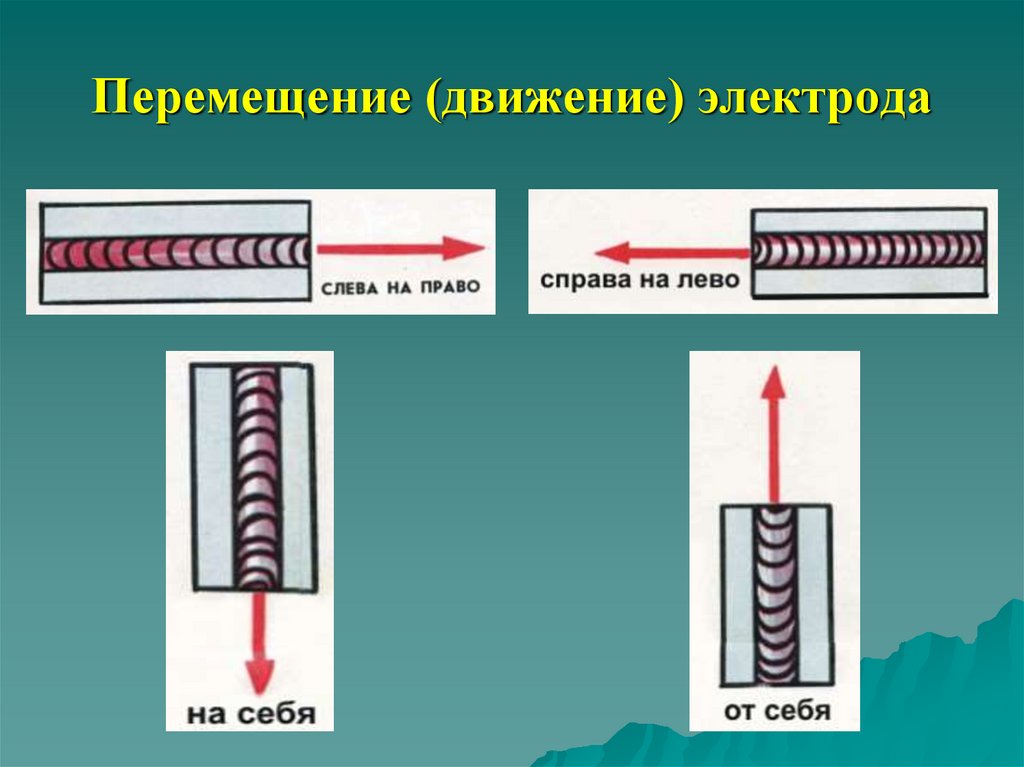
Быстрое перемещение электрода приводит к образованию дефектов. В некоторых случаях помимо поступательного требуется и поперечное движение для получения широкого шва и хорошего прогрева свариваемой поверхности. Поперечное движение не рекомендуется выполнять при ширине шва до 4 мм. Как и с какой интенсивностью выполнять перемещение электрода каждый сварщик решает сам, опираясь на практический опыт. Среди профессионалов это принято называть «почерком сварщика».
Изменяя направление во время работы стоит помнить, что сварочная ванна перемещается вслед за теплом. Если недостаточно расплавленного металла электрода (быстрое перемещение), образуется подрез. Чтобы избежать образования канавки, следует внимательно контролировать границы перемещения электрода и делать ванну тоньше. Управлять ее формированием можно при помощи наклона электрода. В этом случае шов будет приподыматься, а ванна становится меньше – так удается плоский шов. Прием формирования сварочного шва при помощи наклона электрода чаще всего используется при сварке тонких листов металла.
В этом случае шов будет приподыматься, а ванна становится меньше – так удается плоский шов. Прием формирования сварочного шва при помощи наклона электрода чаще всего используется при сварке тонких листов металла.
Прямая и обратная полярность
Плавится металл под воздействие сварочной дуги. Принято различать два варианта выполнения сварочных работ, которые отличаются способом подключения. Прямой подразумевает подсоединение электрода к минусу, а металла – к плюсу. Характерная особенность – глубокая и в то же время узкая зона плавления металла. При обратной полярности, когда заготовки подключены к минусу, а электроды – к плюсу, снижается количество передаваемого металлу тепла. Зона плавления получается шириной, но малой глубины.
Какой способ лучше применять при сварочных работах? Выбор варианта зависит от толщины соединяемого металла. Тонкие заготовки, как правило, подключаются к минусу, поскольку в этом случае им передается меньше тепла и шансы прожечь заготовку снижаются. Прямой способ подключения больше подходит для сваривания толстых заготовок.
Прямой способ подключения больше подходит для сваривания толстых заготовок.
Скорость подачи электрода
Перемещением электрода необходимо добиться образование достаточного количества расплавленного металла в зоне сварки. В противном случае образуется дефект «подрез». При слишком быстром перемещении металл прогревается плохо, свариваемые кромки не проплавляются, а шов ложится сверху и получается неглубоким. При слишком медленном перемещении металл перегревается и возможно прожигание или деформация его поверхности.
Выбор силы тока
Сила тока выставляется регулятором на инверторе в зависимости от толщины заготовки. В сочетании со скоростью перемещения электрода сила тока формирует сварной шов. Увеличение ампеража приводит к углублению зоны плавления металла. Это в свою очередь дает возможность быстрее вести электрод. При грамотном выборе двух данных параметров получается аккуратны и, главное, очень прочный шов.
| Диаметр электрода, мм | Толщина металла, мм | Сварочный ток, A |
|---|---|---|
| 1,6 | 1-2 | 25-50 |
| 2 | 2-3 | 40-80 |
| 2,5 | 2-3 | 60-100 |
| 3 | 3-4 | 80-160 |
| 4 | 4-6 | 120-200 |
| 5 | 6-8 | 180-250 |
| 5-6 | 10-24 | 220-320 |
| 6-8 | 30-60 | 300-400 |
Сваривание тонких листов металла
Прежде всего следует обратить внимание на полярность подключения, исходя из того, что положительный полю прогревается больше и, следовательно, будет лучше плавиться. То есть, если плюс подключить к тонкому листу, высока вероятность того, что он будет прожжен. Плюс к электроду заставляет его быстрее плавиться. Исходя из вышесказанного, лучше придерживаться обратной последовательности подключения. Минус – к листу, а электрод присоединить к положительному полюсу.
Плюс к электроду заставляет его быстрее плавиться. Исходя из вышесказанного, лучше придерживаться обратной последовательности подключения. Минус – к листу, а электрод присоединить к положительному полюсу.
Любителям и начинающим сварщикам, которые планируют работать с тонким металлом, нужно усвоить несколько простых правил:
- Сваривать поверхность желательно на минимально рекомендуемой силе тока.
- Шов накладывают углом вперед.
- Сварку подключают в обратной полярности.
- Чтобы избежать деформации заготовок, их надо хорошо закрепить перед сваркой.
- Когда возникает потребность поставить прихватки (длина заготовки более 0,5 метра), начинать нужно с середины деталей и двигаться к краям.
Несколько советов от профессионалов
Любой начинающий сварщик делает много ошибок. Это нормально для процесса обучения. Но некоторых из них можно избежать, если следовать советам от опытных мастером:
- Во время процесса сварочный шов должен быть виден сварщику. В этом случае удастся избежать прожига металла и получить максимально качественное соединение.
- Первые шаги в освоении профессии следует делать на горизонтальных поверхностях. Расположив детали удобно на столе, новичок сможет быстрее освоить азы профессии. После можно приступать к круговым швам, и только потом можно начинать сваривать в вертикальном положении.
- Начинать следует с листами металла, положенными внахлест. Так легче получить первые навыки и при этом не приварить заготовки к рабочей поверхности стола.
- Угловые соединения непросто выполнить качественно. Возможен слив расплавленного металла на одну из сторон. Чтобы упростить решение задачи, следует расположить заготовки «лодочкой», когда сварной шов находится в самой нижней точке по отношению к поверхностям заготовок.
- Сложнее всего наносить вертикальные швы. Важно всегда операцию выполнять снизу-вверх и никогда в обратном порядке.
- Полученные дефекты несложно отремонтировать. Для этого накладывают шов еще раз целиком или же исправляют бракованную часть шва.
- Проварить толстый металл будет проще, если с обеих сторон снять фаску. Еще один прием – расположить поверхность на небольшом расстоянии одна от другой (примерно, 0,5 мм).
 В этом случае удастся избежать прожига металла и получить максимально качественное соединение.
В этом случае удастся избежать прожига металла и получить максимально качественное соединение. Для этого накладывают шов еще раз целиком или же исправляют бракованную часть шва.
Для этого накладывают шов еще раз целиком или же исправляют бракованную часть шва.Сварка инвертором для начинающих: основы, видео уроки
Сложные в эксплуатации и тяжелые сварочные аппараты полностью вытеснили с потребительского рынка инверторы. Они без проблем используются новичками, которые знают основные принципы выполнения сварочных работ. Помимо небольшого веса современные аппараты наделены дополнительным функционалом, позволяющим решать задачи по сварке любого уровня сложности. Они потребляют намного меньше энергии. Электричество используется исключительно на образование дуги, а не нагрев обмотки трансформатора.
Оборудование невосприимчиво к перепадам напряжения в сети, что позволяет применять его в местности с плохо развитой инфраструктурой. Некоторые модели отлично работают даже от сети, напряжение в которой не превышает 190В. Все без исключения специалисты трансформаторным сваркам предпочитают современные инверторы. Они лучше держат дугу и формируют шов более высокого качества.
Некоторые модели отлично работают даже от сети, напряжение в которой не превышает 190В. Все без исключения специалисты трансформаторным сваркам предпочитают современные инверторы. Они лучше держат дугу и формируют шов более высокого качества.
СОДЕРЖАНИЕ
- Немного теории перед первыми шагами
- Внешний осмотр сварочного инвертора
- Азбука для начинающего сварщика
- Пошаговая инструкция для новичков
- Какие бывают дуговые промежутки?
- Формирование сварочного шва
- Прямая и обратная полярность
- Скорость подачи электрода
- Выбор силы тока
- Сваривание тонких листов металла
- Несколько советов от профессионалов
Немного теории перед первыми шагами
Новичкам совсем не помешает освоить основные принципы работы инвертора перед тем, как включить его. Основную нагрузку будет нести сеть энергоснабжения. Если старые агрегаты при включении могли оставить без электричества весь микрорайон или поселок, то современные устройства лишены данного недостатка. Они имеют накопительные конденсаторы, которые облегчают старт. Мягкое разжигание сварочной дуги и бесперебойная работа системы энергоснабжения – очень важные, хотя и не самые основные достоинства оборудования.
Они имеют накопительные конденсаторы, которые облегчают старт. Мягкое разжигание сварочной дуги и бесперебойная работа системы энергоснабжения – очень важные, хотя и не самые основные достоинства оборудования.
Необходимо твердо усвоить, что увеличение диаметра используемого электрода ведет к большему энергопотреблению. Не все устройства могут работать с самыми крупными электродами. Дело в том, что для использования конкретного диаметра требуется определенная сила тока. В противном случае сварочный шов просто не получится. Более детальная информация содержится в техническом паспорте приобретаемой модели устройства.
Внешний осмотр сварочного инвертора
Вес агрегата напрямую зависит от мощности. В торговой сети представлен большой выбор вариантов от 3 до 7 кг. Для переноса предусмотрена ручка или наплечный ремень. Если предполагается разъездной характер работы, то не помешает транспортировочный кейс. Для охлаждения силового блока предусмотрен вентилятор и специальные отверстия в корпусе. На панели предусмотрены регуляторы, индикаторы и переключатели:
На панели предусмотрены регуляторы, индикаторы и переключатели:
- тумблер для подачи питания;
- ручки для регулирования напряжения и силы тока;
- индикаторы, информирующие о подключении к сети и перегреве силового блока;
- выходы «+» и «-».
Азбука для начинающего сварщика
Разобраться в процессах, которые происходят внутри инвертора во время сварки поможет приведенная ниже схема.
Дуга образуется в момент соприкосновения электрода и свариваемого металла. Образуется высокая температура, которая плавит сердечник электрода и металлическую поверхность заготовки. Расплавленная среда – это так называемая «ванна», которая впоследствии станет швом. Чтобы он получился качественным, на первых порах необходима защита от активного кислорода, содержащегося в воздухе.
С этой задачей справляется обмазка электрода. Она образует пары и поверхностную корочку, препятствующих свободному перемещению молекул кислорода. После завершения сварочного процесса и снижения температуры шва на его поверхности образуется шлак – остатки защитного покрова, созданного обмазкой электрода. После полного остывания его необходимо отбить, используя специальный молоток.
После полного остывания его необходимо отбить, используя специальный молоток.
Дуга, которая плавит металлы, должна поддерживаться сварщиком. Суть задачи сводится к тому, чтобы стабильно выдерживать определенное расстояние между свариваемой поверхность и электродом. При этом необходимо вести электродом строго по стыку между двумя заготовками.
Пошаговая инструкция для новичков
Для того, чтобы приступить к работе, необходимо обзавестись защитным комплектом. Он включает:
- Грубые тканевые перчатки. Резиновые использовать нельзя, поскольку под ними руки будут потеть.
- Сварочная маска для защиты роговицы глаз. Защитный фильтр подбирается под параметры силы тока. Поэтому желательно приобрести маску типа «хамелеон», где реализована технология автоматического выбора уровня затемнения стекла в зависимости от яркости сварочной дуги.
- Куртка и брюки (или специальный костюм) из грубой ткани. Материал не должен воспламеняться от искр. Длинные рукава и защита шеи – обязательные условия для такой одежды.
- Обувь на толстой подошве с полностью закрытым верхом.
 Длинные рукава и защита шеи – обязательные условия для такой одежды.
Длинные рукава и защита шеи – обязательные условия для такой одежды.Помимо защитного комплекта сварщика необходимо иметь и надлежащим образом подготовленное рабочее место:
-
Рабочий стол достаточно большой площади, чтобы свободно расположить свариваемые заготовки.
-
Хороший уровень освещения без образования затененных участков. В противном случае качество работы обеспечить будет сложно.
-
Деревянный настил под ногами сварщика, предотвращающий поражение электрическим током.
После подготовки можно приступить к настройке силы сварочного тока и подбору электрода для выполнения конкретной работы. Для сварки инвертором применяются электроды диаметром 3-5 мм. Если они длительное время хранились в гараже или ином месте, то могли отсыреть. Необходимо предварительно высушить их на солнце или в электрическом духовом шкафу. Далее клемму массы необходимо «законтачить» со свариваемой поверхностью.
Далее клемму массы необходимо «законтачить» со свариваемой поверхностью.
Для улучшения качества и увеличения скорости работ, вы всегда можете воcпользоваться нашими верстаками собственного производства от компании VTM.
Для получения качественного результата свариваемую поверхность необходимо предварительно подготовить:
- место сварки очистить от ржавчины;
- снимаются остатки краски или жиров;
- кромки обрабатываются растворителем.
Учиться лучше начинать с толстыми заготовками. Первый шов следует выполнить на горизонтальной поверхности. На листе металла чертится прямая линия, по которой следует вести электродом для получения сварочного шва в виде валика. Любой сварочный процесс начинается с получения дуги. Есть два способа: чирканье или постукивание электродом по металлу. Можно попытаться освоить оба приема. При этом желательно не оставлять следов вне области сварочного шва.
После розжига дуги ее следует удерживать, контролируя расстояние между электродом и заготовками. Изначально сделать это будет непросто, но после нескольких уроков рука, что называется, «набьется» и выдерживать заданное расстояние будет намного проще. Большинству новичкам достаточно будет просто унять дрожь в руках. И только единицы смогут выполнить все более-менее правильно с первого раза.
Изначально сделать это будет непросто, но после нескольких уроков рука, что называется, «набьется» и выдерживать заданное расстояние будет намного проще. Большинству новичкам достаточно будет просто унять дрожь в руках. И только единицы смогут выполнить все более-менее правильно с первого раза.
В любом случае будет получаться сварочный шов, неважно какого качества. Главное, последовательно выполнять упражнения до тех пор, пока он не станет сравнительно однородным и ровным по высоте. После его остывания нужно убрать шлак и окалину. Для этого в арсенале сварщика есть специальный небольшой молоточек. После удаления шлака станет виден, собственно, шов. Не исключено (а скорее, вероятнее всего), что будут обнажены и недостатки. Не стоит огорчаться. Изъяны можно исправить, если проварить неудачные участки еще раз.
Какие бывают дуговые промежутки?
В любом учебнике по сварочному делу акцентируется внимание на том, что важно поддерживать одинаковый зазор между электродом и рабочей поверхностью. От этого зависит качество будущего шва. Принято различать три вида сварочной дуги:
От этого зависит качество будущего шва. Принято различать три вида сварочной дуги:
- короткая. Длина составляет примерно 1 мм. В этом случае металл разогревается на небольшое расстояние по ширине и получается выпуклый шов. Возможно образование дефекта «подрез», который снижает прочность соединения;
- длинная (более 3 мм). Очень трудно поддерживать стабильность. Плохо прогревается металл и качество работы оставляет желать лучшего;
- нормальная. Имеет длину 2-3 мм. Хорошее качество соединения и нормальный внешний вид.
Оптимальный результат будет только после того, когда новичок научится контролировать длину сварочной дуги.
Формирование сварочного шва
Быстрое перемещение электрода приводит к образованию дефектов. В некоторых случаях помимо поступательного требуется и поперечное движение для получения широкого шва и хорошего прогрева свариваемой поверхности. Поперечное движение не рекомендуется выполнять при ширине шва до 4 мм. Как и с какой интенсивностью выполнять перемещение электрода каждый сварщик решает сам, опираясь на практический опыт. Среди профессионалов это принято называть «почерком сварщика».
Как и с какой интенсивностью выполнять перемещение электрода каждый сварщик решает сам, опираясь на практический опыт. Среди профессионалов это принято называть «почерком сварщика».
Изменяя направление во время работы стоит помнить, что сварочная ванна перемещается вслед за теплом. Если недостаточно расплавленного металла электрода (быстрое перемещение), образуется подрез. Чтобы избежать образования канавки, следует внимательно контролировать границы перемещения электрода и делать ванну тоньше. Управлять ее формированием можно при помощи наклона электрода. В этом случае шов будет приподыматься, а ванна становится меньше – так удается плоский шов. Прием формирования сварочного шва при помощи наклона электрода чаще всего используется при сварке тонких листов металла.
Прямая и обратная полярность
Плавится металл под воздействие сварочной дуги. Принято различать два варианта выполнения сварочных работ, которые отличаются способом подключения. Прямой подразумевает подсоединение электрода к минусу, а металла – к плюсу.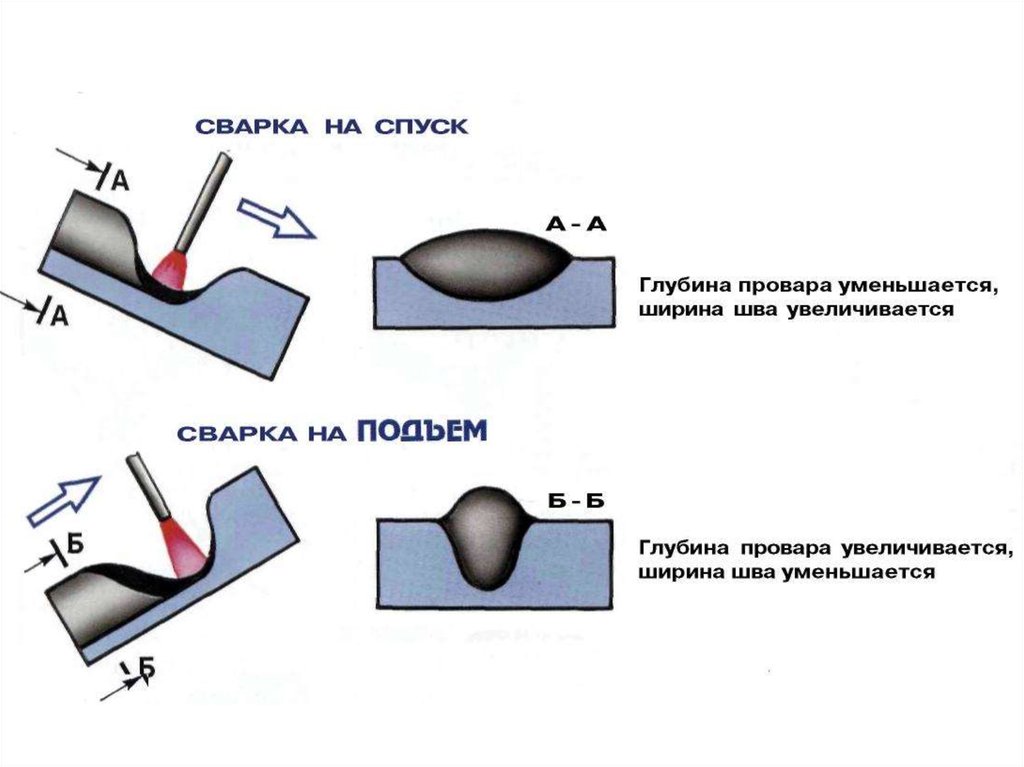 Характерная особенность – глубокая и в то же время узкая зона плавления металла. При обратной полярности, когда заготовки подключены к минусу, а электроды – к плюсу, снижается количество передаваемого металлу тепла. Зона плавления получается шириной, но малой глубины.
Характерная особенность – глубокая и в то же время узкая зона плавления металла. При обратной полярности, когда заготовки подключены к минусу, а электроды – к плюсу, снижается количество передаваемого металлу тепла. Зона плавления получается шириной, но малой глубины.
Какой способ лучше применять при сварочных работах? Выбор варианта зависит от толщины соединяемого металла. Тонкие заготовки, как правило, подключаются к минусу, поскольку в этом случае им передается меньше тепла и шансы прожечь заготовку снижаются. Прямой способ подключения больше подходит для сваривания толстых заготовок.
Скорость подачи электрода
Перемещением электрода необходимо добиться образование достаточного количества расплавленного металла в зоне сварки. В противном случае образуется дефект «подрез». При слишком быстром перемещении металл прогревается плохо, свариваемые кромки не проплавляются, а шов ложится сверху и получается неглубоким.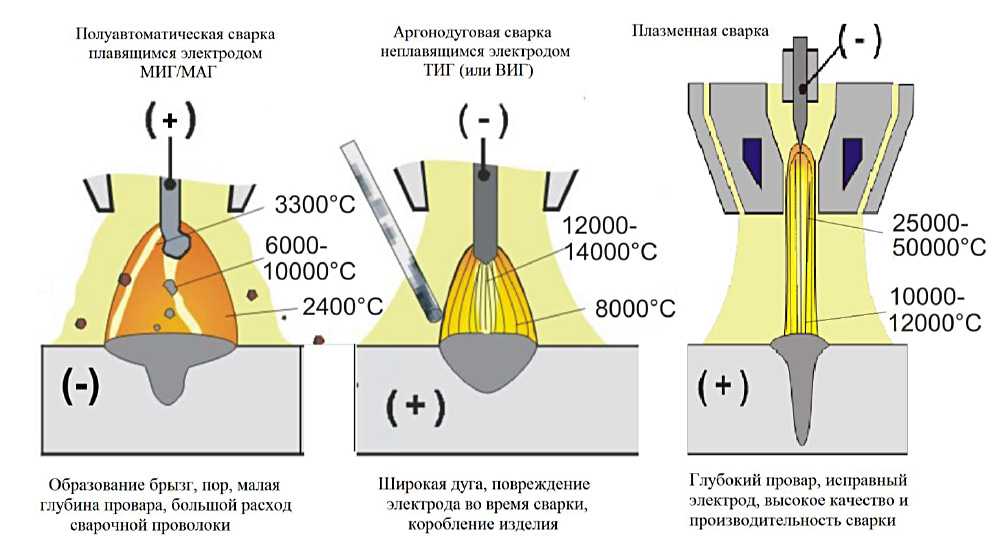 При слишком медленном перемещении металл перегревается и возможно прожигание или деформация его поверхности.
При слишком медленном перемещении металл перегревается и возможно прожигание или деформация его поверхности.
Выбор силы тока
Сила тока выставляется регулятором на инверторе в зависимости от толщины заготовки. В сочетании со скоростью перемещения электрода сила тока формирует сварной шов. Увеличение ампеража приводит к углублению зоны плавления металла. Это в свою очередь дает возможность быстрее вести электрод. При грамотном выборе двух данных параметров получается аккуратны и, главное, очень прочный шов.
| Диаметр электрода, мм | Толщина металла, мм | Сварочный ток, A |
|---|---|---|
| 1,6 | 1-2 | 25-50 |
| 2 | 2-3 | 40-80 |
| 2,5 | 2-3 | 60-100 |
| 3 | 3-4 | 80-160 |
| 4 | 4-6 | 120-200 |
| 5 | 6-8 | 180-250 |
| 5-6 | 10-24 | 220-320 |
| 6-8 | 30-60 | 300-400 |
Сваривание тонких листов металла
Прежде всего следует обратить внимание на полярность подключения, исходя из того, что положительный полю прогревается больше и, следовательно, будет лучше плавиться. То есть, если плюс подключить к тонкому листу, высока вероятность того, что он будет прожжен. Плюс к электроду заставляет его быстрее плавиться. Исходя из вышесказанного, лучше придерживаться обратной последовательности подключения. Минус – к листу, а электрод присоединить к положительному полюсу.
То есть, если плюс подключить к тонкому листу, высока вероятность того, что он будет прожжен. Плюс к электроду заставляет его быстрее плавиться. Исходя из вышесказанного, лучше придерживаться обратной последовательности подключения. Минус – к листу, а электрод присоединить к положительному полюсу.
Любителям и начинающим сварщикам, которые планируют работать с тонким металлом, нужно усвоить несколько простых правил:
- Сваривать поверхность желательно на минимально рекомендуемой силе тока.
- Шов накладывают углом вперед.
- Сварку подключают в обратной полярности.
- Чтобы избежать деформации заготовок, их надо хорошо закрепить перед сваркой.
- Когда возникает потребность поставить прихватки (длина заготовки более 0,5 метра), начинать нужно с середины деталей и двигаться к краям.
Несколько советов от профессионалов
Любой начинающий сварщик делает много ошибок. Это нормально для процесса обучения. Но некоторых из них можно избежать, если следовать советам от опытных мастером:
Но некоторых из них можно избежать, если следовать советам от опытных мастером:
- Во время процесса сварочный шов должен быть виден сварщику. В этом случае удастся избежать прожига металла и получить максимально качественное соединение.
- Первые шаги в освоении профессии следует делать на горизонтальных поверхностях. Расположив детали удобно на столе, новичок сможет быстрее освоить азы профессии. После можно приступать к круговым швам, и только потом можно начинать сваривать в вертикальном положении.
- Начинать следует с листами металла, положенными внахлест. Так легче получить первые навыки и при этом не приварить заготовки к рабочей поверхности стола.
- Угловые соединения непросто выполнить качественно. Возможен слив расплавленного металла на одну из сторон. Чтобы упростить решение задачи, следует расположить заготовки «лодочкой», когда сварной шов находится в самой нижней точке по отношению к поверхностям заготовок.
- Сложнее всего наносить вертикальные швы. Важно всегда операцию выполнять снизу-вверх и никогда в обратном порядке.
- Полученные дефекты несложно отремонтировать. Для этого накладывают шов еще раз целиком или же исправляют бракованную часть шва.
- Проварить толстый металл будет проще, если с обеих сторон снять фаску. Еще один прием – расположить поверхность на небольшом расстоянии одна от другой (примерно, 0,5 мм).
 Важно всегда операцию выполнять снизу-вверх и никогда в обратном порядке.
Важно всегда операцию выполнять снизу-вверх и никогда в обратном порядке.Основы дуговой сварки металлическим электродом в среде защитного газа: сварочный ток и напряжение сварки
Дуговая сварка металлическим электродом в среде защитного газа (GMAW) представляет собой процесс сварки, коммерчески доступный уже около 60 лет. Основная операция процесса GMAW происходит, когда электрическая дуга устанавливается и поддерживается между основным материалом и непрерывно подаваемым проволочным электродом. Расплавленная сварочная ванна защищена от атмосферных условий оболочкой из защитного газа, который непрерывно обтекает как сварочную проволоку, подаваемую в сварочную ванну, так и саму сварочную ванну.
Тепло электрической дуги служит для локального расплавления основного металла, а также для расплавления присадочного металла, подаваемого в сварной шов. В процессе GMAW участвуют два объекта:
1. Скорость горения: это относится к скорости, дюймы/минута (in/min) или метры/минута (m/min), с которой расплавляется присадочный металл проволоки. или потребляется тепловой энергией сварочной дуги. Основными переменными, определяющими тепловую энергию дуги, являются сварочный ток, сварочное напряжение и состав защитного газа.
2. Скорость подачи: это просто относится к скорости, опять же в дюймах/мин или м/мин, с которой присадочный металл подается в сварной шов.
Для стабильной сварочной дуги скорость горения и скорость подачи должны быть равны друг другу. Например, если скорость прожига выше, чем скорость подачи, присадочный металл снова приплавится к контактному наконечнику и вызовет проблемы. За исключением переноса металла при коротком замыкании, если скорость подачи выше, чем скорость горения, присадочный металл будет поступать в расплавленную сварочную ванну, что опять же вызывает проблемы.
Существует четыре основных переменных процесса GMAW, которые влияют как на профиль провара в основной материал, так и на профиль сварного шва над основным материалом для данного сварного шва:
1. Сварочный ток
2. Сварочное напряжение
3. Контакт Рабочее расстояние
4. Скорость перемещения
Приведенная ниже информация описывает самые основные эффекты, которые переменные сварочного тока и сварочного напряжения оказывают на профиль провара в основном материале и профиль сварного шва, лежащего над основным материалом. Основным материалом, используемым для следующих сварных швов, является холоднокатаный прокат толщиной 1018 прутков, а защитный газ — 9.0% аргона – 10% СО2.
GMAW с источником питания постоянного напряжения
В процессе GMAW обычно используется источник питания постоянного напряжения (GMAW-CV), который обеспечивает относительно постоянное выходное сварочное напряжение в диапазоне сварочных токов. Для GMAW-CV сварщик выбирает скорость подачи проволоки (WFS) на механизме подачи проволоки и соответствующее напряжение на источнике сварочного тока. В этом случае внутренняя схема источника питания подает соответствующее количество сварочного тока, необходимое для поддержания стабильной дуги. Переменные процесса GMAW, такие как ток и скорость подачи проволоки, взаимосвязаны, поэтому одну из них нельзя отрегулировать независимо, не влияя на другую, просто изменив настройку переключателя WFS на самом источнике питания.
В этом случае внутренняя схема источника питания подает соответствующее количество сварочного тока, необходимое для поддержания стабильной дуги. Переменные процесса GMAW, такие как ток и скорость подачи проволоки, взаимосвязаны, поэтому одну из них нельзя отрегулировать независимо, не влияя на другую, просто изменив настройку переключателя WFS на самом источнике питания.
Сварочный ток
Параметр сварочного тока в первую очередь определяет количество наплавленного металла во время сварки. Как обсуждалось ранее, переменные процесса WFS и тока напрямую связаны, поэтому при увеличении одного увеличивается и другое, и наоборот. Сварные швы 1-5 демонстрируют эту взаимосвязь, рис. 1 и 2. Удерживая все остальные переменные постоянными, WFS постепенно увеличивалась от сварки 1 до сварки 5, что, следовательно, увеличивало сварочный ток. Помните, что сварщик устанавливает WFS, а не текущий уровень в источнике питания GMAW-CV, поэтому основной способ регулировки тока – это регулировка WFS.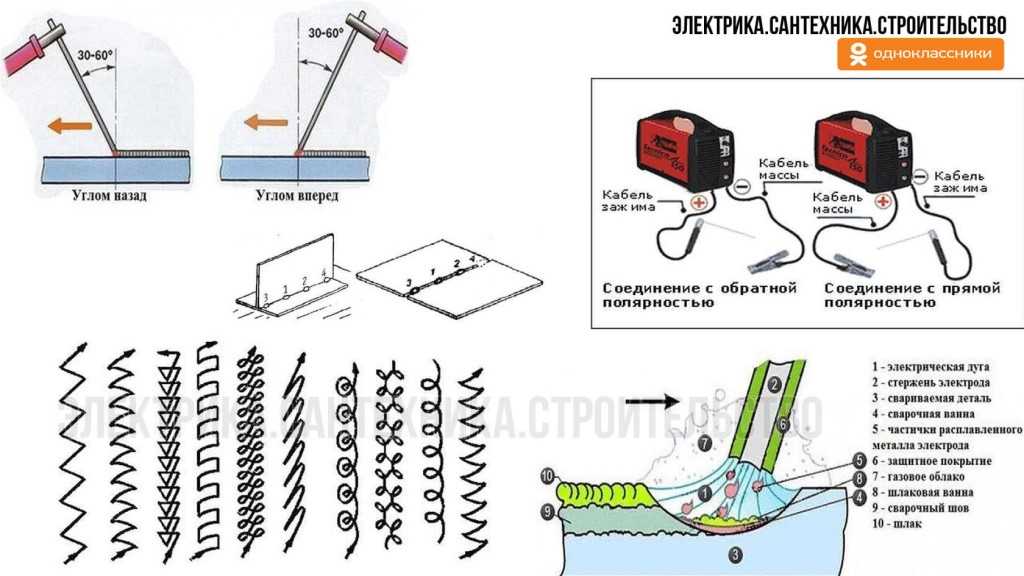 В таблице 1 показаны данные сварки этих сварных швов.
В таблице 1 показаны данные сварки этих сварных швов.
Сварочный ток также влияет на профиль проплавления. Удерживая все остальные переменные постоянными, чем больше сварочный ток, тем глубже проникает сварной шов в основной материал. Это увеличение проплавления видно в сварных швах 1-5, рис. 1. Движущей силой пальцеобразного провара в сварных швах 3-5 является то, что режим переноса металла в сварочной дуге был режимом переноса металла распылением. Этот режим переноса металла обычно переходит от глобулярного к переносу в режиме распыления выше примерно 190 ампер сварочного тока для определенных комбинаций металла и защитного газа.
Рис. 1: Поперечный разрез сварных швов 1-5. Красный контур лучше отображает профиль проходки.
Рисунок 2: Вид верхнего вида сварных швов 1-5
Таблица 1: Данные с сварочным током
Сварное напряжение
. расплавленная сварочная ванна и присадочный металл в точке плавления дуги.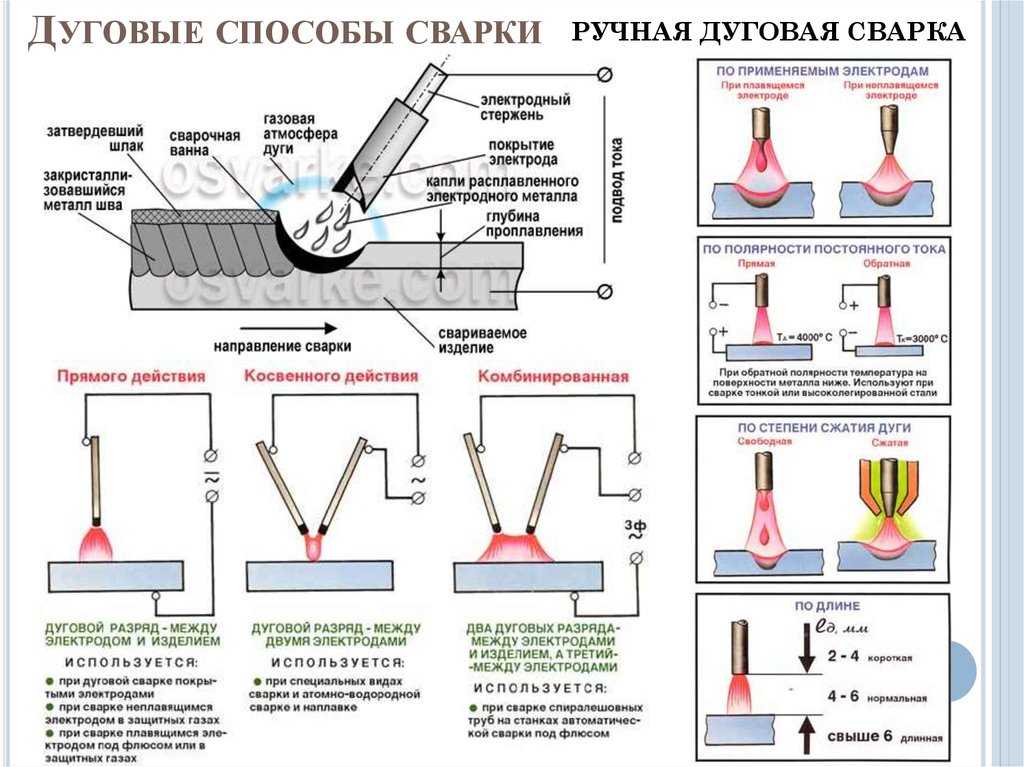 По мере увеличения напряжения валик сварного шва становится более плоским и имеет увеличивающееся отношение ширины к глубине. Сварные швы 7-11 на рисунке 4 показывают расширение валиков сварного шва по мере увеличения напряжения. В таблице 2 показаны данные сварки для этих сварных швов.
По мере увеличения напряжения валик сварного шва становится более плоским и имеет увеличивающееся отношение ширины к глубине. Сварные швы 7-11 на рисунке 4 показывают расширение валиков сварного шва по мере увеличения напряжения. В таблице 2 показаны данные сварки для этих сварных швов.
Обратите внимание, что проплавление оставалось относительно постоянным для сварных швов 7-9. Несмотря на изменение напряжения, сварочный ток не изменился, поэтому провар заметно не изменился. Сварные швы 10 и 11 показали увеличение пальцеобразного проплавления, а также увеличение сварочного тока. По мере увеличения длины дуги пропорционально увеличению напряжения удлинение электрода, расстояние от контактного наконечника до места плавления сварочной проволоки в дуге соответственно уменьшаются, рис. 3.
Рисунок 3: Диаграмма удлинения электрода и длины дуги
По мере уменьшения удлинения электрода также уменьшается сопротивление сварочному току, протекающему через этот участок проволоки. Используя закон Ома и поддерживая постоянное напряжение, сварочный ток, следовательно, будет увеличиваться. Сила тока действительно была увеличена и достаточна для того, чтобы изменить режим переноса с шаровидного на аэрозольный, о чем свидетельствует увеличение пальцеобразного проникновения. Это явление будет подробнее объяснено в следующем блоге, в котором будет рассмотрено влияние переменных расстояния от контакта до работы (CTWD).
Рис. 4: Поперечный разрез сварного шва 7-11. Красный контур лучше отображает профиль проходки.
Рис. 5: Вид сверху на сварные швы 7-11
скорости перемещения и наблюдайте, как они влияют на профиль сварного шва и проникновение в основной материал.
По любым вопросам об основных принципах работы GMAW обращайтесь к Майклу Карни по адресу [email protected].
Связаться с EWI
Лучший сварочный аппарат для начинающих и любителей делать что-то своими руками
Если вы определились с типом сварки, которую собираетесь выполнять, вы сможете найти подходящее сварочное оборудование.
Чтобы быть уверенным, что вы знакомы со сваркой и тем, что с ней связано, ниже приводится разбивка по различным типам сварки:
Дуговая сваркаДуговая или электродуговая сварка, возможно, является наиболее распространенной формой сварки. Все сварщики, будь то MIG, TIG или обычные дуговые сварщики, знакомы с этим методом. Фактически, многие сварщики познакомились со сваркой с использованием этого метода. Это не значит, что это детский сад сварщика, но кажется, что даже когда дело доходит до обучения, воспитатели чаще всего начинают именно с этого.
Этот метод, возможно, является наиболее популярным, так как он позволяет сваривать исключительно толстые и тяжелые материалы. Дуга может работать с ржавчиной, грязью и другими мешающими элементами, чтобы обеспечить надежный сварной шов. Поскольку это единственная форма сварки, подходящая для чугуна, ее популярность становится очевидной.
У этого метода много плюсов, но есть и минусы, особенно для новичков. Этому довольно сложно научиться, потому что приходится часто менять удилища. Поддержание дуги и предотвращение травм также требует практики. И все это при том, что искры буквально летят. Кроме того, он также используется в основном для тяжелых сварочных работ, требующих значительной концентрации внимания.
Этот прочный сварочный аппарат оснащен удобной ручкой для дополнительного удобства. Он способен сваривать материал 18ga до ⅛”. Мы рекомендуем использовать сварочные стержни размером 1/16 дюйма и 5/64 дюйма.
Этот прочный сварочный аппарат отлично подходит для различных видов мелкого ремонта, а также удобен для любительской сварки. Он имеет двойную настройку нагрева, чтобы гарантировать, что он хорошо работает в различных задачах.
Еще одна замечательная особенность сварочного аппарата для дуговой сварки Campbell Hausfeld заключается в том, что он не перегревается благодаря встроенной защите от тепловой перегрузки. Трансформатор хорошо работает для создания плавной дуги.
ПРОВЕРИТЬ ЦЕНУ НА AMAZON
Сварка MIGДля новичков сварка MIG — идеальное начало. MIG — это самая быстрая форма сварки и формирует самый прочный тип соединения. Он чистый, хорошо выглядит и очень прост в освоении. Тот факт, что его можно применять к гораздо более тонким металлам, также означает, что он обеспечивает довольно универсальный подход к сварке.
Как и дуговая сварка имеет свои плюсы и минусы, так и сварка MIG. Сварку MIG нельзя использовать для чугуна.
Сварка MIG заключается в создании аккуратного валика вдоль шва, где два металла соединяются друг с другом с помощью механизма подачи проволоки. Бортик вдоль шва создается с помощью расплавленной проволоки для создания соединения. Сварщик питается газом, который выделяет большое количество тепла, чтобы расплавить проволоку. Перемещая проволоку по стыку, когда она плавится, она сплавляет точку соединения двух металлических частей. По своей концепции это похоже на пайку, которая, конечно, имеет гораздо меньший масштаб.
Сварка MIG потребует от вас знания и понимания того, как смешиваются газы, чтобы получить идеальное пламя для материалов и проекта, над которым вы работаете. Газы смешиваются для достижения наилучшего результата.
Также необходимо принять решение относительно типа провода, который вы выберете для своего проекта. Некоторые провода лучше, когда вам нужно будет уменьшить тепло. Знакомство с различной плотностью проводов и тем, как они влияют на результат, который вы ищете, будет иметь существенное значение как для внешнего вида, так и для успеха вашей работы.
LONGEVITY Migweld 140Аппарат LONGEVITY Migweld 140 со стандартной розеткой 110 В поставляется с установленной сетевой вилкой. Это мощный сварочный аппарат, способный сваривать мягкую сталь толщиной до ⅜”.
Еще одна замечательная особенность этого продукта заключается в том, что он прост в освоении и эксплуатации. Он поставляется с проволокой и может работать как на газе, так и с использованием безгазовой сварки под флюсом.
Если вы ищете сварочный аппарат, который можно использовать в дороге, это отличный выбор. Он портативный, поэтому вы можете легко подключить его и использовать где угодно.
ПРОВЕРИТЬ ЦЕНУ НА AMAZON
Портативный инверторный сварочный аппарат IGBT Ansen
ПРОВЕРИТЬ ЦЕНУ НА AMAZON
Подходящий для сварки легированной стали, меди, нержавеющей стали и других цветных металлов портативный инверторный сварочный аппарат Ansen IGBT способен работать на продвинутом уровне. Это помогает улучшить производительность сварочного аппарата с его входной частотой 60 Гц и рабочим циклом 60%.
Устройство отличается портативностью, поскольку оно оснащено ручками, облегчающими работу. Небольшой размер также облегчает переноску. Мало того, это энергосберегающий продукт. Этот сварочный аппарат имеет различные методы сварки и управляемые функции, поэтому он является отличным выбором для многоцелевого использования.
ПРОВЕРИТЬ ЦЕНУ НА AMAZON
Этот удобный сварочный аппарат для алюминиевых сплавов с автоматическим управлением двумя напряжениями и двумя частотами поставляется вместе с педалью и маской. Сварочный аппарат LOTOS TIG200 также оснащен прямоугольным инвертором, который значительно повышает точность сварки. Повышенная точность достигается за счет ручного управления горелкой, а ножная педаль обеспечивает точную сварку с контролируемым нагревом. Выключатель не нужен, так как этот прочный сварочный аппарат для алюминия также оснащен функцией автоматического обнаружения.
LOTOS TIG200 также имеет сертификаты CE, CCC, CSA и ISO-9001, а также одобрен ETL. Степень защиты корпуса – IP21.
Forney Easy Weld 299
Аппарат Forney Easy Weld 299 подойдет любому начинающему сварщику. Он имеет достаточный уровень мощности для выполнения основных сварочных задач и может сваривать сталь 1/8 дюйма с максимальной производительностью.
Некоторые люди называют эту модель сварочным аппаратом MIG. Однако это не совсем точно. Что вы заметите в этом конкретном сварочном аппарате, так это то, что для его эффективной работы не требуется защитный газ.
Когда вы начнете сварку, вам нужно будет настроить этот конкретный сварочный аппарат на тонкую пластину с более высокой скоростью подачи проволоки для более легких материалов и на обратный процесс для толстых, хотя правильная настройка известна как стальная пластина.
Характеристики:
Поставляется с зажимом заземления для обеспечения безопасности
Гарантия 6 месяцев
Не требует защитного газа
В качестве инструмента этого более чем достаточно для начинающего сварщика. Множество функций этого сварочного аппарата делают его хорошим выбором для людей, которые хотят изучать сварку по своему усмотрению. Он предназначен для работы как с легким, так и с тяжелым металлом. Этот сварщик сможет справиться со всеми поставленными перед ним задачами, которые не являются сложными. Однако вы обнаружите, что люди, которые используют это, в любом случае не нуждаются в сложной задаче.
ПРОВЕРИТЬ ЦЕНУ НА AMAZON
Hobart 500559 Handler 140 MIG Welder 115V
Модель Hobart создана на века. Конструкция надежная, простая и эффективная. Одна из первых вещей, которые вы заметите в этом устройстве, это то, что оно хорошо работает. Как сварщик начального уровня, он может справиться с любыми поставленными перед ним задачами.
Характеристики:
MIG Ready — никаких дополнительных технологий не требуется
Подкреплен промышленной гарантией для вашего спокойствия
Способен сваривать сталь толщиной до 1/4 дюйма.
Как устройство, его мощности более чем достаточно для выполнения задач. Сварочный аппарат был разработан, чтобы быть универсальным, и это видно, когда вы находите его полезным для домашних и внешних работ.
Эргономичный дизайн функционален, удобен в переноске и без проблем подключается к стандартной бытовой розетке. Рабочий зажим предназначен для тяжелых условий эксплуатации – точное отражение того, как эта машина работает и работает.
Разработанный с учетом практичности, вы можете настроить устройство и подготовить его к использованию всего за несколько минут. К сварочному аппарату также прилагается руководство, так что вы можете прочитать его и узнать, как безопасно работать со сварочным аппаратом. Отличный выбор сварочного аппарата для всех.
ПРОВЕРИТЬ ЦЕНУ НА AMAZON
ESAB 0558101694 MiniArc 161LTS Stick Package
В отличие от некоторых других доступных моделей, сварочный аппарат MiniArc подходит для более сложных задач и пользователей. Как сварщик TIG, он может выполнять функции, которые не мог сварщик MIG.
Характеристики:
Вес 18 фунтов для удобства транспортировки
160 А для сварки постоянным током
Может работать как в домашних условиях, так и в промышленных условиях
Этот сварочный аппарат очень универсален и может выполнять различные функции. Есть два разных варианта тока, так что вы можете использовать это как в домашних, так и в промышленных условиях. Кроме того, он может выполнять гораздо больше задач, чем обычный сварочный аппарат, поэтому вам следует использовать его для более сложных задач.
Аппарат обеспечивает высокое качество сварки даже при работе со шлаком, ржавчиной и старой краской. Цена намного предпочтительнее брендового сварочного аппарата, поэтому это отличный выбор для людей, которые не хотят много тратить. Как сварщик, он быстр и эффективен и не подведет даже в более суровых условиях. Что касается качества, то он будет комфортно конкурировать с более продвинутыми моделями, а также с моделями, принадлежащими крупным брендам, поэтому вы можете быть уверены, что они вас не подведут.
ПРОВЕРИТЬ ЦЕНУ НА AMAZON
200-амперный сварочный аппарат для сварки TIG с горелкой/дугой/палкой на постоянном токе Сварка IGBT с двойным напряжением
Сварочный аппарат с инвертором постоянного тока TIG – это модель, хорошо подходящая для сложных задач. Этот сварочный аппарат имеет множество функций, которые дают ему преимущество перед базовыми моделями. Машина была разработана для обеспечения безупречного сварного шва от начала до конца.
Особенности:
Мощность 200 ампер для задач
Доступны различные варианты сварки
ЖК-дисплей для предоставления вам информации в любое время
Машина разработана с учетом гибкости. С этой целью пользователи отметят несколько вариантов, включая выбор дуги и палки. Он способен сваривать медь, низкоуглеродистую сталь, нержавеющую сталь и чугун, и это лишь некоторые из вариантов.
Конструкция с двойным напряжением позволяет подключать его практически к любому общему выходу и не испытывать проблем. Что касается производительности, сварщик может выполнять сварку на материалах толщиной 1/2 дюйма. Это мастерство, как вы можете себе представить, дает ему преимущество перед большинством других моделей, доступных в пределах бюджета. Несмотря на все доступные функции, это легкая машина, которую можно использовать везде, где это необходимо. Хотя говорят, что новые сварщики избегают моделей TIG, этот аппарат хорошо работает для всех.
ПРОВЕРИТЬ ЦЕНУ НА AMAZON
Сварочный аппарат ARKSEN MIG-130
Аппарат ARKSEN предназначен для работы в домашних условиях. Впечатляющие функции оптимизированы для использования дома. Следовательно, это меньше, чем у некоторых других моделей, хотя это не приводит к недостатку мощности.
Характеристики:
Встроенные вентиляционные отверстия для предотвращения накопления тепла
Компактная конструкция для удобства использования
Достаточная мощность для выполнения различных задач
Этот сварочный аппарат представляет собой вариант MIG. Этот дизайн означает, что он может выполнять широкий спектр повседневных задач без каких-либо проблем. Это не продвинутый сварочный аппарат, поэтому вам придется оценить, где он применим.
Тонкая сталь и железо — два материала, которые это устройство может без проблем сваривать. Доступно десять различных скоростей подачи проволоки, что позволяет работать в комфортном темпе.
Безопасность пользователя является неотъемлемой частью этого устройства, так как имеется система вентиляции для предотвращения перегрева. Вы также заметите, что на самом сварочном пистолете имеется полный контроль безопасности для предотвращения несчастных случаев. Что касается дизайна, он создан, чтобы быть практичным и простым в работе.
ПРОВЕРИТЬ ЦЕНУ НА AMAZON
Выбор сварочного аппарата для начинающих
Когда вы новичок в мире сварщиков, крайне важно тщательно выбирать свою первую модель. Если вы выберете сварочный аппарат, который плохо работает, это сильно повлияет на ваш опыт сварки. Следовательно, первый сварочный аппарат, который вы выберете, должен быть тщательно отобран и выбран из списка многих других моделей.
Однако этот процесс усложняется, если вы не обладаете достаточными знаниями о сварщиках. Вам нужно знать, что вы ищете в модели, и какие характеристики важны. Чтобы предоставить вам опыт, необходимый для выбора вашего первого сварщика, мы составили руководство.
Сварочные аппараты начального уровня – необходимые функции
Для начала мы рассмотрим, какие функции вам следует искать в сварочном аппарате. Стоит отметить, что это общий набор характеристик, а не обязательно конкретная рекомендация.
Вообще говоря, сварочный аппарат начального уровня должен иметь настройки набора номера, включенные в его макет. Эта функция позволяет вам делать такие вещи, как информирование сварщика о том, с какими металлами вы работаете, или о толщине металла. С помощью этой функции у вас гораздо больше шансов правильно угадать правильный тип бисера для ваших материалов.
Сварщик начального уровня, который в рамках своих обязанностей перемещается с одного места на другое, также должен быть легким. Еще одна характеристика, на которую следует обратить внимание, — это портативность, а также способность принимать как переменный, так и постоянный ток. Эти качества позволят вам достичь максимального уровня гибкости, когда вы пытаетесь завершить работу.
Сварщик для начинающих также должен позволять вам изменять вывод, чтобы он соответствовал вводу. Эта функция предотвратит повреждение металла, сварщика и человека. В качестве меры предосторожности вы должны убедиться, что ваш сварочный аппарат уведомляет вас, когда вы превышаете допустимый диапазон для устройства.
Связанный: Лучший респиратор для сварщиков
Как найти оптимальный сварочный аппарат
Часто бывает так, что поиск оптимального сварочного аппарата требует от вас рассмотрения определенных вещей. Это факторы, которые будут влиять на вашу покупку, поэтому имейте их в виду.
Сварочные аппараты известных марок часто являются безопасным выбором для начинающих. Эти сварщики будут принадлежать компаниям, которые имеют солидную репутацию в сварочной отрасли, поэтому шансы на успешную сварку увеличиваются. Hobart и Lincoln — хороший выбор в этом отношении, поскольку они предлагают широкий выбор сварочных аппаратов.
Вам также необходимо понимать свои навыки и возможности. Среднестатистическому сварщику было бы разумно выбрать сварочный аппарат MIG, потому что он может без проблем сваривать сталь, алюминий и толстые материалы. Сварка TIG — это еще один тип сварки, но он лучше всего подходит для более опытных пользователей.
Выбор сварочного аппарата также зависит от ваших схем. Разные уровни напряжения лучше подходят для разных розеток. Менее мощный сварочный аппарат с меньшей силой тока лучше всего подходит для бытовой вилки, тогда как более мощные сварочные аппараты лучше всего подходят для этих промышленных розеток.
Начинающие сварщики и защитный газ: что вам нужно знать
Будучи новичком, вы, скорее всего, будете использовать сварочный аппарат MIG. Этот факт означает, что вам нужно будет принять решение относительно вашего защитного газа. Защитный газ зависит от металлов и процессов, с которыми вы работаете. Для сварщиков-любителей вы обнаружите, что лучше всего подходят варианты со 100% углекислым газом. Этот состав обеспечивает наилучшее проникновение в металлы и создает больше брызг.
Если вы выполняете сварку с коротким замыканием, то вам необходимо отрегулировать соотношение защитного газа 75:25 или 3:1 аргона и углекислого газа. Не создавайте ставку, которая наоборот. Этот состав предотвратит брызги и нагрев, что идеально подходит для данного типа сварки.
Для проектов, связанных с алюминием, вам потребуется 100% аргон в качестве защитного газа; эта концентрация дает наилучшие результаты. В качестве дополнительного примечания, нержавеющая сталь дает наилучшие результаты с защитным газом, состоящим из 9Смесь гелия, аргона и углекислого газа 0:7,5:2,5.
Понимание цены начинающего сварщика
На данном этапе ваш сварочный аппарат не является продвинутой моделью, и вам было бы неразумно искать его. На данный момент лучший сварочный аппарат для вас — это базовый, что позволяет иметь более базовый бюджет. В среднем вы найдете начинающего сварщика от 50 фунтов стерлингов, а максимальный бюджет составляет от 90 до 100 фунтов стерлингов. Однако это относится только к базовому портативному сварочному аппарату с небольшой силой тока.
Люди, которые ищут более мощный сварочный аппарат, могут ожидать, что заплатят больше, даже если это устройство начального уровня. Стоимость может варьироваться от 130 до 190 фунтов стерлингов, но это дает вам доступ к сварочному аппарату, который без проблем справится практически со всеми начальными задачами. Со временем вы придете, чтобы обновить свой сварочный аппарат, но пока будет достаточно базовой модели.
Подводя итог, можно сказать, что при выборе сварщика учитывается множество различных процессов и факторов. Как начинающий сварщик, вам не нужно будет искать что-то продвинутое. Также неразумно искать продвинутую модель, потому что лучше сначала ознакомиться с основными функциями. Начинающие сварщики предназначены для задач начального уровня и любителей, и они будут выполнять все функции без проблем. Вы должны выбрать то, что будет работать для вас при выборе сварочного аппарата. Инструмент, который подходит коллеге или сопернику, может не подойти вам. Этот первый выбор повлияет на ваш опыт сварки, поэтому выбирайте внимательно. Мы хорошо понимаем, что сварочный инструмент — одна из самых полезных частей арсенала, но это должен быть лучший выбор. Хорошая сварка приносит большое удовлетворение, но без правильных инструментов вам будет трудно. По этой причине, помимо многих других, важно выбрать лучший сварочный аппарат для ваших нужд и требований.
ДРУГИЕ ВИДЫ СВАРКИ
Существуют и другие виды сварки, и они упоминаются только в данном случае, чтобы вы могли изучить их подробнее, если хотите. Дуга, MIG и TIG — три, которые заинтересуют вас как начинающего сварщика. Всего существует около тридцати различных видов сварки, хотя некоторые из них являются подвидами основных методов. Сварщики с флюсовой проволокой используют дополнительный метод дуговой сварки, и он отличается только тем, что во время процесса подается флюс, а не проволока.
ОБОРУДОВАНИЕ
Чтобы стать компетентным сварщиком, вам необходимо познакомиться с используемым оборудованием. Защитное оборудование будет одинаковым независимо от типа сварки, которую вы выполняете. Будут некоторые вариации, и как только вы выберете формат, который вы будете использовать чаще всего, вы сможете изучить и установить правильное оборудование для обеспечения безопасности.
ЗАЩИТНОЕ СРЕДСТВО
Убедитесь, что у вас есть прочные кожаные ботинки или рабочая обувь. На ваших брюках не должно быть манжет, а одежда для верхней части тела должна включать огнестойкую одежду с рукавами. Эти предметы одежды желательно носить как куртку. Кроме того, к вашей коллекции рабочей одежды следует добавить термостойкие и огнестойкие перчатки.
Очевидно, что защитный головной убор должен быть включен, прежде чем вы сможете начать свой первый опыт сварки. Необходимо носить шлем, а также подходящие защитные очки для сварки. Помните, что это не только искры и брызги, от которых вы будете защищать глаза и лицо. Некоторые виды газового пламени могут обжечь роговицу ваших глаз так же, как солнце обжигает вашу кожу. Игнорирование мер предосторожности для ваших глаз – это путь к катастрофе.
Во время сварочных работ рекомендуется всегда иметь рядом огнетушитель и использовать удлинитель сварочного аппарата.
СВАРОЧНЫЕ АППАРАТЫ
Сварочные аппараты бывают всех форм и размеров. Неудивительно, что наиболее распространенными являются портативные устройства. Вы сможете решить, предназначена ли машина для периодического использования, например, для сварочных работ на выходных, или вам нужна машина, которая станет вашим надежным рабочим местом.
МАШИНЫ ДЛЯ СВАРКИ С ОДНИМ ТЕХНОЛОГОМ
Сварочные машины часто продаются как машины одноразового использования. Это может быть связано с тем, что машина входит в состав комплексного комплекта, специально разработанного для конкретных методов.
Если вы, вероятно, будете использовать только один подход к сварке, такой как сварка MIG или TIG, то хорошей идеей будет закупка известной марки с определенным аппаратом.
Также важно помнить, что не все сварочные аппараты MIG подходят для всех видов сварки MIG. Здесь хорошо помогает обучение. Хороший инструктор даст хорошие рекомендации по выбору машины, которая подойдет именно вам.
МНОГОФУНКЦИОНАЛЬНЫЕ МАШИНЫ
Некоторые сварочные аппараты подходят только для дуговой сварки, сварки MIG или TIG, а другие могут использоваться для всех трех процессов и называются многопроцессорными сварочными аппаратами. Хотя вам, возможно, придется потратить немного больше денег, если вы, вероятно, будете регулярно заниматься сваркой для различных целей, таких как сельское хозяйство или судостроение, это, вероятно, лучшее оборудование для инвестиций.0003
Инвестируя в многофункциональную машину, вы можете обнаружить, что, хотя машина может работать со всеми тремя основными методами, которые вы используете, у этих методов могут быть ограничения. Если вы новичок в сварке, изучите ограничения любого аппарата, чтобы убедиться, что он соответствует вашим потребностям.
ПОСТАВКИ ГАЗА
Чтобы развить навыки сварки, вам нужно будет разобраться с поставками газа, безопасностью газа и способами смешивания газов.