Плазменно дуговая сварка и резка металлов
На чтение 7 мин Просмотров 156 Опубликовано
В настоящее время существует несколько разновидностей сварки металлов и стали. В последние годы все возрастающей популярностью пользуется дуговая плазменная сварка, позволяющая сваривать практически любые металлы.
Плазменная дуговая сварка что это такое?
Плазменной сваркой называют специализированный технологической процесс, во время которого металл или сталь локально расплавляются узко направленным плазменным потоком. Поток раскаленной плазмы создается специальным устройством (плазменным аппаратом), а температура потока может колебаться от 5 000 и до 30 000 °C.
Именно благодаря высокой температуре данному виду сварки удается справляться практически с любыми материалами вне зависимости от их тугоплавкости и плотности.
Технология плазменно-дуговой сварки
Для того, чтобы разобраться в этой технологии необходимо четко понимать, что такое плазма.
Плазма – это особое агрегатное состояние вещества, представляющее собой ионизированный газ, который состоит из положительно заряженных электронов.
В технологическом плане сварка с помощью плазмы выглядит следующим образом. Для того, чтобы узко направить данное вещество на металл и параллельно максимально разогреть его используется два процесса: чрезвычайный разогрев дуги и принудительное вдувание газа.
Дуга разогревается до предельной температуры, что в свою очередь нагревает поток плазмы. Одновременно с этим, на дугу подается газ под высоким давлением, увеличивающийся в 50-70 раз. Энергия расширяющегося газа дополняется тепловой энергией, что усиливает плазму, делая ее крайне мощным источником энергии.
Для образования устойчивого плазменного потока используют либо чистый аргон, либо аргон с небольшими добавками гелия.
В зависимости от силы электрического тока подаваемого на дугу плазмотрона, сварка подразделяется на следующие виды:
Небольшие токи (до 25 Ампер)Средние токи (до 150 Ампер)Высокие токи (свыше 150 Ампер)
Наиболее распространенный вид плазменной сварки. Столь высокое распространение сварка на малом токе получила за счет того, что она позволяет нагревать лишь локальные участки металла и не повреждать все изделие целиком.Как правило, дуга на небольшом токе имеет форму цилиндра, и это дает возможность полностью избежать сквозных прожогов стали или металла. Кроме того, с помощью небольших токов можно варить металлы в разных режимах, включая непрерывный и прямой режим с разными видами полярности. К примеру, алюминий можно варить только на малом токе, так как это позволяет разрушать оксидную пленку этого металла.
Подобный вид сварочных работ очень похож на сварку аргоном, но в отличии от нее характеризуется повышенной мощностью и точечной направленностью. Фактически, именно средние токи используют все преимущества, которые предоставляет раскаленная плазма.
Ток средней мощности гарантирует достаточно глубокое и узкое расплавление металла, без повреждения незапланированных участков детали. В случае необходимости, ток средней мощности позволяет не только сваривать металлы и стали, но и резать их, а также прорезать необходимые отверстия.
:format(png)/33a7a762da5146e.s.siteapi.org/img/6424feb649c2bf6ca3a3e4aab79fd9b55b689c40.jpg)
Сварка плазменной дугой прямого действия
Технологически сварка с помощью раскаленной плазмы может быть осуществлена двумя способами.
Первый способ – это прямое воздействие дуги на деталь, так называемый метод прямого действия. В этом случае, высокотемпературная дуга возникает непосредственно между электродом и материалом из которого изготовлена деталь.
Второй способ – косвенное воздействие дуги на деталь (метод непрямого воздействия). В этом случае, дуга находится между электродом и соплом сварочного аппарата.
Основные преимущества плазменной сварки
Имеется несколько основных преимуществ, которые и сделали данную процедуру очень популярной и распространенной по всему миру. Причем преимущества настолько значительные, то сварка при помощи плазмы практически полностью вытеснили некоторые другие виды сварочных работ.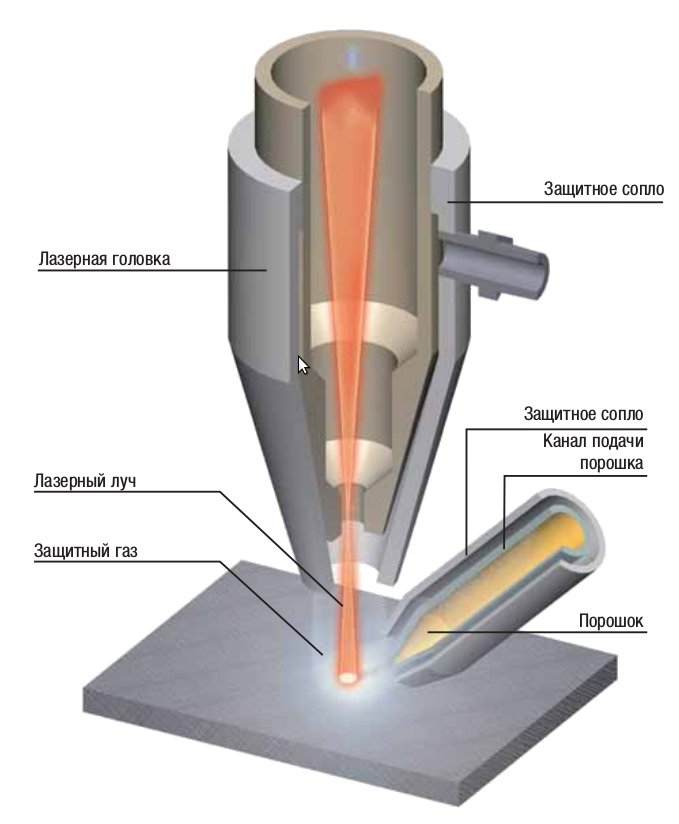
Высокая скорость резки металлов и сплавов
Достаточно сказать, что металл толщиной в 200 миллиметров узконаправленный поток плазмы разрежет в 3-4 раза быстрее, чем устаревшая газовая сварка.
Универсальность
С помощью качественного сварочного оборудования можно варить абсолютно все виды металлов, включая алюминиевые и медные сплавы, а также чугун и титан.
Высокая точность резки и сварки
Шов получается настолько точным и аккуратным, что практически не требует дополнительной обработки. Если речь идет о массовом производстве деталей, то дальнейшей обработки не происходит вовсе.
Нет необходимости в дополнительных материалах
Используя данный вид сварки нет необходимости в применении аргона, кислорода или ацетилена. Более того, не нужно даже подготавливать металл перед операцией. Резать или сваривать можно даже грязную поверхность или изделие, покрытое ржавчиной.
Абсолютная сохранность деталей
Поскольку плазменная дуга узко направлена не происходит нагрева всей детали, то она не деформируется и не меняет своих форм. Не придется даже перекрашивать изделие целиком, так как краска останется неповрежденной.
Не придется даже перекрашивать изделие целиком, так как краска останется неповрежденной.
Полная безопасность работ
Во время сварочных работ не используются баллоны с газом или другие взрывчатые вещества. Все это делает процедуру не только безопасной, но и экологически чистой.
Видео — автоматическая плазменная сварка
Ручная дуговая плазменная сварка
Ручная плазменная сварка – наиболее простая разновидность сварочного процесса. Вся работа проводится вручную, без применения автоматизированных средств. Сварщик самостоятельно выбирает и силу тока, и температурный режим, и электрод. Естественно, что качество работы зависит от опыта сварщика и от качества плазменного генератора.
Конечно-же, данный вид работы имеет свои достоинства и недостатки. К преимуществам ручного вида работы можно отнести:
К преимуществам ручного вида работы можно отнести:
- Возможность работы в любом положении (вертикальном или горизонтальном).
- Возможность работы на ограниченном пространстве, куда невозможно поместить автоматический аппарат.
- Легкий переход от одного свариваемого материала к другому. Достаточно сменить режим работы и электрод.
- Простота и доступность используемого оборудования.
Однако, имеются и недостатки:
- Низкая скорость работы (особенно по сравнению с автоматическими линиями).
- Уровень сварки целиком и полностью зависит от опыта и умений сварщика.
- Достаточно вредные условия работы.
Видео — ручная сварка плазмой (точечная и шовная)
Плазменно-дуговая наплавка
Данный процесс представляет собой нанесения покрытия на изделие с отличной плотностью и в несколько слоев.
Плазменной дуговой аппарат своими руками
Несмотря на то, что самодельный сварочный аппарат будет не столь качественным и универсальным, как заводской, создать его самостоятельно все-же можно.
Простейший плазменный генератор состоит из следующих деталей:
• Источник тока.
• Плазмотрон.
• Баллон (или компрессор) необходимый для подачи газа.
Имея три эти устройства и правильно рассчитанную электрическую схему можно собрать свой собственный сварочный аппарат. Эта работа не такая простая, как может показаться на первый взгляд, но справится с ней самостоятельно можно.
Это же относится к сварочным работам своими руками. Варить самостоятельно не сложно, главное регулярно практиковаться и не боятся браться за работу, какой бы сложной она не казалась.
что это? Принцип работы, технология плазменно-дуговой и ручной микроплазменной сварки, техника безопасности при сварке плазмой
Плазменную сварку называют относительно молодым способом соединения деталей. Но условная новизна не мешает быстрому набору востребованности: плюсы и возможности, которые даёт этот метод, объясняют его высокие конкурентные качества.
Что это такое?
Плазменной сваркой зовётся метод, при котором аргон переходит в плазму под влиянием дуги. Плазмогенератором выступает ток, пронизывающий электропроводный аргон. Но прежде чем перейти к нюансам метода, нелишним будет напомнить отдельные моменты из курса физики.
Плазмой называют такое состояние газа, в которое тот трансформируется под влиянием электродуги
 Она формируется в особом наконечнике, называемом плазмотроном. Его легко сравнить с горелкой в обычной газовой сварке. Плазмотроном именуют двухсторонне открытый конус, который становится узким внизу, в центре этого конуса размещается тугоплавкий электрод, а внизу – сопло. Из этого сопла под серьёзным давлением выходит плазма.
Она формируется в особом наконечнике, называемом плазмотроном. Его легко сравнить с горелкой в обычной газовой сварке. Плазмотроном именуют двухсторонне открытый конус, который становится узким внизу, в центре этого конуса размещается тугоплавкий электрод, а внизу – сопло. Из этого сопла под серьёзным давлением выходит плазма.Плазмообразующим газом выступает аргон (с включением водорода, конечно). Он нагнетаем в вышеописанный конус сверху. Поле же образует подвод электротока к двум полюсам: наружной зоне горелки и электроду. В ходе нагрева и ионизации газ предсказуемо расширяется, внутренние силы его мощно вытесняют. Сопло же регулирует подачу плазмы. В рабочем месте параллельно с плазменной струёй подводится аргон, что создаёт защитное облако. Его ценность заключается в предохранении сплава от кислородного контакта, который содержится в воздухе.
Его ценность заключается в предохранении сплава от кислородного контакта, который содержится в воздухе.
Именно аргон отвечает за чистые швы. Плазменно-дуговая сварка может называться экономичной, в этом её особенность. Чтобы аппарат работал, менять нужно только электроды и тот самый плазмотрон. В сравнении с иными видами сварки уходовых работ (и ручных тоже) немного. Да и иные сварочные разновидности можно считать более взрывоопасными, с плазмой работать не так рискованно.
Плюсы и минусы
Основное преимущество плазменной сварки – высокоскоростная резка металлов. Не менее привлекательна в ней и опция применения оборудования практически со всеми металлами и сплавами. Доскональность шва высока. Цена работ относительно прочих видов сварок более низкая. Радует и то, что деформация металла при плазменном способе не то что низка, а фактически отсутствует.
Не менее привлекательна в ней и опция применения оборудования практически со всеми металлами и сплавами. Доскональность шва высока. Цена работ относительно прочих видов сварок более низкая. Радует и то, что деформация металла при плазменном способе не то что низка, а фактически отсутствует.
Но минусы также стоит отметить:
- высокочастотный шум + ультразвук – не самая приятная комбинация;
- ионизация воздуха;
- электромагнитное излучение в оптическом диапазоне;
- сопло плазменной горелки недолговечно, так как нагрузка высокотемпературная.
Правда, недостатки есть в каждой технологии сварки, поэтому выбирать приходится всегда. Иногда в выборе вида помогает простой анализ принципа работы аппарата.
Принцип работы
Дежурную дугу после зажигания ожидает сжатие в плазмотроне. Потом туда вдувается под давлением аргон в качестве плазмообразующего газа. Так зона нагревается до 50 000 градусов, газ предсказуемо растёт в объёме и из сопла выходит очень быстро.
Потом туда вдувается под давлением аргон в качестве плазмообразующего газа. Так зона нагревается до 50 000 градусов, газ предсказуемо растёт в объёме и из сопла выходит очень быстро.
Мощный источник – это соединение тепловой и кинетической энергии. Раскалённая струя вытекает и образует шов. Защитный и плазмообразующий газы не контактируют, так как проходят по разным каналам.
Надо отметить, что сварка может быть ручной и автоматической. Ручная сварка подойдёт для небольших объёмов работы. Сварка может проходить с присадками и без них. Автоматической технологией пользуются в промышленных масштабах. Оператор руководит процессом с помощью пульта.
И ещё кое-что из проясняющей информации о плазменной дуге:
- обычная дуга становится плазменной путём сжатия и принудительного вдувания аргона в дугу;
- сжатие дуги получается путём активного охлаждения водой плазмотроновых стенок;
- когда поперечное сжатие дуги снижается, растёт мощность;
- газ нагреваем дугой, он ионизируется и в 100 раз растёт в объёме;
- плазменная дуга от другой отличается высокими термопоказателями, меньшим диаметром, цилиндрической формой, большим давлением на металл и опцией поддержания дуги на малом токе.


Разновидности плазменной сварки тоже следует учесть перед выбором того или иного способа.
Виды
Виды плазменной сварки определяет сила тока. Сварка бывает микроплазменной, на средних и на больших токах.
Микроплазменная
Данный вариант используется, если нужно соединить тонкие детали, толщина которых до 1,5 мм. Диаметр дуги в таком случае не превысит 2 мм, что даёт возможность фокусировать тепло в маленькой области без ненужного нагрева соседних зон.
Прибор микроплазменной сварки может работать в следующих режимах: импульсный, непрерывный, непрерывный обратной полярности. Основной газ технологии – аргон, но это обстоятельство не исключает добавление разных примесей, которые делают процесс более эффективным.
На средних токах
Она имеет множество сходств с аргонодуговой сваркой. Но всё же температурные данные сварки на средних токах более высоки, а вот область нагрева намного меньше. Поэтому данная технология справедливо считается более продуктивной.
Такая сварка проплавляет материал более глубоко, чем аргоновая, но ширина шва при этом будет меньшей. Сварочные работы проводятся и с присадочным материалом, и без него.
С большим амперажем
Работы с большим амперажем – это подходящий вариант для варки элементов с толстыми стенками. Или же такая технология подходит прошивному свариванию металла. Под таким амперажем подразумевается показатель до 150 А. Этот способ связан с силовым действием на металл, то есть полным его проплавлением.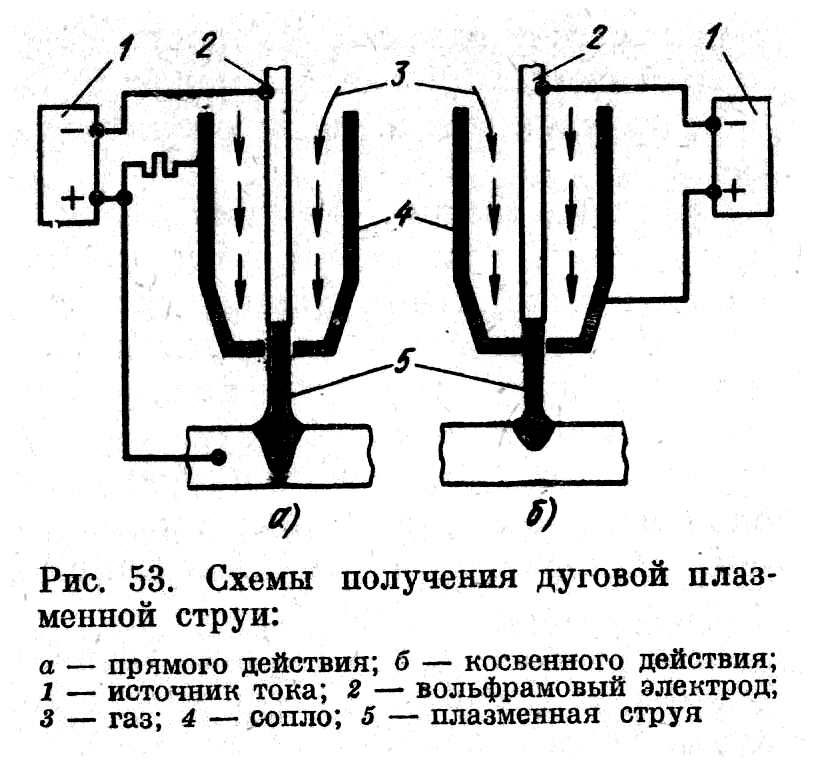 Если говорить образно: детали обрабатываемого изделия сначала словно разрезаются, а потом сплавляются вновь.
Если говорить образно: детали обрабатываемого изделия сначала словно разрезаются, а потом сплавляются вновь.
Классификация по типу действия
Тип действия бывает либо прямым, либо косвенным.
Косвенного
Дуга образуется путём подведения одного из полюсов к тугоплавкому электроду, второго – к оболочке плазмотрона (то есть «минус» к «плюсу»). Данный вид сварки можно считать экономичным относительно газа: его надо меньше для образования стабильной дуги, которая с силой выходит из сопла.
При косвенном сварочном процессе температура плазмы ниже (если сравнивать с прямым методом). Дуга под воздействием газа идёт к металлу с большой силой – этот метод даёт возможность работать с металлами, отличающимися низкой теплопроводностью.
Дуга под воздействием газа идёт к металлу с большой силой – этот метод даёт возможность работать с металлами, отличающимися низкой теплопроводностью.
Прямого
Работает это так: один полюс подключается на электрод (при прямой полярности минус), второй – к металлу, что в данный момент обрабатывается. Так получается прямая дуга, направляемая на обрабатываемую деталь.
Клемму изначально фиксируют к соплу для ионизации газа, идущего по плазмотрону. После образования плазмы клемму переводят на деталь, осуществляется пробой дуги на деталь, и из сопла исходит плазма. Плазменную струю корректирует сила тока. А газ не просто вырвется из сопла, но и станет защитой рабочей зоны.
А газ не просто вырвется из сопла, но и станет защитой рабочей зоны.
И один, и другой метод применяется как для сварочных работ, так и для резки металлов.
Оборудование и материалы
Внешняя конструкция плазменной сварки не имеет радикальных отличий от прочего оборудования, используемого в тех же целях. И по габаритам, и по весу такое оборудование можно сравнить и с инверторами, и с электродуговыми полуавтоматами, и, конечно, с аргоно-дуговыми сварочниками.
Какие ещё операции может выполнять плазменная сварка:
- воронение – т. е. химико-теоретическую обработку, чтобы получить нужный оттенок металла;
- порошковое напыление различных красителей и продуктов защиты – на самой детали он создаёт ровную плёнку;
- температурное оксидирование чёрных сплавов – получается диоксид кремния с тугоплавкими характеристиками;
- закалка – внутренняя структура сплавов становится термически более прочной, так как снимаются внутренние напряжения.

В структуру плазменного оборудования входят сам аппарат, плазмотрон, компрессор, шлангопакет, режим заземления.
Плазменная дуга, если перейти к её возможностям, уступает разве что тем технологиям, что опираются на лазерные и электронные лучи. В основном задача использования этой сварки – резка металлов. Особую эффективность она проявляет в отношении меди, нержавеющей стали, латуни. Тонколистовой металл с этой сваркой соединяется без присадочной проволоки. Швы получаются оптимальные.
Описание технологии
В место соединения из плазмотрона подходит плазма. В плазменной струе собрана вся энергия. Поэтому нагрев не расходится по всему изделию, а концентрируется именно в месте соединения. И хоть температура будет очень высокой, вследствие скорого отвода тепла металлом она скоро же падает в области стыка до температуры плавления.
Корпус горелки стальной, анод медный, он охлаждается водой. Дугу питает газ, который под большим давлением подается в полость между анодом и катодом. Аргон же быстро улетучивается, смешивается с воздухом. Для того чтобы он действительно был защитным, нужного расстояния между деталью и горелкой следует придерживаться всегда.
Полную схему сварки можно увидеть на чертеже.
Техника безопасности
Если машина для сварки с дефектом (недостаточной изоляции), электроток может пройти по телу человека – и это очень опасно, чревато судорогами, остановкой сердца. Поэтому работать нужно в защитных перчатках на обеих руках. Сами перчатки должны быть без повреждений, в хорошем состоянии. Чтобы защитить себя от брызг расплавленного металла, также не обойтись без средств индивидуальной защиты. Нужна защитная обувь, кожаный фартук и, конечно, гамаши.
В помещении, где осуществляется сварка, должны быть хорошие вытяжки и вентиляционные системы, так как в процессе выделяются загрязняющие вещества и газы. Если вытяжной системы нет, операторы должны пользоваться респираторной маской или шлемом с фильтром, который отделяет опасные частицы. Защита органов слуха в процессе работы также обязательна, ведь уровень шума при плазменной сварке от 90 до 115 дБ.
По той причине, что процесс плазменной резки сопровождается также сильным видимым и ультрафиолетовым светом, оператор должен защищать глаза и кожу. Это защитная одежда (закрывающая всё тело), защитный щиток и защитные же очки – всё в соответствии с официальными предписаниями и рекомендациями.
Плазменная сварка не случайно считается перспективной: она очень удобна, например, при монтаже теплосистем в загородных домах. Для действий с электроникой она тоже подходит. Область её применения всё больше расширяется, поэтому интерес к плазменной технологии вполне закономерен.
В следующем видео представлена демонстрация плазменного комплекса.
что это? Принцип работы, технология плазменно-дуговой и ручной микроплазменной сварки, техника безопасности при сварке плазмой
Плазменную сварку называют относительно молодым способом соединения деталей. Но условная новизна не мешает быстрому набору востребованности: плюсы и возможности, которые даёт этот метод, объясняют его высокие конкурентные качества.
Но условная новизна не мешает быстрому набору востребованности: плюсы и возможности, которые даёт этот метод, объясняют его высокие конкурентные качества.
Что это такое?
Плазменной сваркой зовётся метод, при котором аргон переходит в плазму под влиянием дуги. Плазмогенератором выступает ток, пронизывающий электропроводный аргон. Но прежде чем перейти к нюансам метода, нелишним будет напомнить отдельные моменты из курса физики.
Плазмой называют такое состояние газа, в которое тот трансформируется под влиянием электродуги. Она формируется в особом наконечнике, называемом плазмотроном. Его легко сравнить с горелкой в обычной газовой сварке. Плазмотроном именуют двухсторонне открытый конус, который становится узким внизу, в центре этого конуса размещается тугоплавкий электрод, а внизу – сопло. Из этого сопла под серьёзным давлением выходит плазма.
Плазмообразующим газом выступает аргон (с включением водорода, конечно). Он нагнетаем в вышеописанный конус сверху. Поле же образует подвод электротока к двум полюсам: наружной зоне горелки и электроду. В ходе нагрева и ионизации газ предсказуемо расширяется, внутренние силы его мощно вытесняют. Сопло же регулирует подачу плазмы. В рабочем месте параллельно с плазменной струёй подводится аргон, что создаёт защитное облако. Его ценность заключается в предохранении сплава от кислородного контакта, который содержится в воздухе.
Он нагнетаем в вышеописанный конус сверху. Поле же образует подвод электротока к двум полюсам: наружной зоне горелки и электроду. В ходе нагрева и ионизации газ предсказуемо расширяется, внутренние силы его мощно вытесняют. Сопло же регулирует подачу плазмы. В рабочем месте параллельно с плазменной струёй подводится аргон, что создаёт защитное облако. Его ценность заключается в предохранении сплава от кислородного контакта, который содержится в воздухе.
Именно аргон отвечает за чистые швы. Плазменно-дуговая сварка может называться экономичной, в этом её особенность. Чтобы аппарат работал, менять нужно только электроды и тот самый плазмотрон. В сравнении с иными видами сварки уходовых работ (и ручных тоже) немного. Да и иные сварочные разновидности можно считать более взрывоопасными, с плазмой работать не так рискованно.
Плюсы и минусы
Основное преимущество плазменной сварки – высокоскоростная резка металлов. Не менее привлекательна в ней и опция применения оборудования практически со всеми металлами и сплавами. Доскональность шва высока. Цена работ относительно прочих видов сварок более низкая. Радует и то, что деформация металла при плазменном способе не то что низка, а фактически отсутствует.
Не менее привлекательна в ней и опция применения оборудования практически со всеми металлами и сплавами. Доскональность шва высока. Цена работ относительно прочих видов сварок более низкая. Радует и то, что деформация металла при плазменном способе не то что низка, а фактически отсутствует.
Но минусы также стоит отметить:
- высокочастотный шум + ультразвук – не самая приятная комбинация;
- ионизация воздуха;
- электромагнитное излучение в оптическом диапазоне;
- сопло плазменной горелки недолговечно, так как нагрузка высокотемпературная.
Правда, недостатки есть в каждой технологии сварки, поэтому выбирать приходится всегда. Иногда в выборе вида помогает простой анализ принципа работы аппарата.
Принцип работы
Дежурную дугу после зажигания ожидает сжатие в плазмотроне. Потом туда вдувается под давлением аргон в качестве плазмообразующего газа. Так зона нагревается до 50 000 градусов, газ предсказуемо растёт в объёме и из сопла выходит очень быстро.
Потом туда вдувается под давлением аргон в качестве плазмообразующего газа. Так зона нагревается до 50 000 градусов, газ предсказуемо растёт в объёме и из сопла выходит очень быстро.
Мощный источник – это соединение тепловой и кинетической энергии. Раскалённая струя вытекает и образует шов. Защитный и плазмообразующий газы не контактируют, так как проходят по разным каналам.
Надо отметить, что сварка может быть ручной и автоматической. Ручная сварка подойдёт для небольших объёмов работы. Сварка может проходить с присадками и без них. Автоматической технологией пользуются в промышленных масштабах. Оператор руководит процессом с помощью пульта.
И ещё кое-что из проясняющей информации о плазменной дуге:
- обычная дуга становится плазменной путём сжатия и принудительного вдувания аргона в дугу;
- сжатие дуги получается путём активного охлаждения водой плазмотроновых стенок;
- когда поперечное сжатие дуги снижается, растёт мощность;
- газ нагреваем дугой, он ионизируется и в 100 раз растёт в объёме;
- плазменная дуга от другой отличается высокими термопоказателями, меньшим диаметром, цилиндрической формой, большим давлением на металл и опцией поддержания дуги на малом токе.
Разновидности плазменной сварки тоже следует учесть перед выбором того или иного способа.
Виды
Виды плазменной сварки определяет сила тока. Сварка бывает микроплазменной, на средних и на больших токах.
Микроплазменная
Данный вариант используется, если нужно соединить тонкие детали, толщина которых до 1,5 мм. Диаметр дуги в таком случае не превысит 2 мм, что даёт возможность фокусировать тепло в маленькой области без ненужного нагрева соседних зон.
Прибор микроплазменной сварки может работать в следующих режимах: импульсный, непрерывный, непрерывный обратной полярности. Основной газ технологии – аргон, но это обстоятельство не исключает добавление разных примесей, которые делают процесс более эффективным.
На средних токах
Она имеет множество сходств с аргонодуговой сваркой. Но всё же температурные данные сварки на средних токах более высоки, а вот область нагрева намного меньше. Поэтому данная технология справедливо считается более продуктивной.
Такая сварка проплавляет материал более глубоко, чем аргоновая, но ширина шва при этом будет меньшей. Сварочные работы проводятся и с присадочным материалом, и без него.
С большим амперажем
Работы с большим амперажем – это подходящий вариант для варки элементов с толстыми стенками. Или же такая технология подходит прошивному свариванию металла. Под таким амперажем подразумевается показатель до 150 А. Этот способ связан с силовым действием на металл, то есть полным его проплавлением. Если говорить образно: детали обрабатываемого изделия сначала словно разрезаются, а потом сплавляются вновь.
Если говорить образно: детали обрабатываемого изделия сначала словно разрезаются, а потом сплавляются вновь.
Классификация по типу действия
Тип действия бывает либо прямым, либо косвенным.
Косвенного
Дуга образуется путём подведения одного из полюсов к тугоплавкому электроду, второго – к оболочке плазмотрона (то есть «минус» к «плюсу»). Данный вид сварки можно считать экономичным относительно газа: его надо меньше для образования стабильной дуги, которая с силой выходит из сопла.
При косвенном сварочном процессе температура плазмы ниже (если сравнивать с прямым методом). Дуга под воздействием газа идёт к металлу с большой силой – этот метод даёт возможность работать с металлами, отличающимися низкой теплопроводностью.
Дуга под воздействием газа идёт к металлу с большой силой – этот метод даёт возможность работать с металлами, отличающимися низкой теплопроводностью.
Прямого
Работает это так: один полюс подключается на электрод (при прямой полярности минус), второй – к металлу, что в данный момент обрабатывается. Так получается прямая дуга, направляемая на обрабатываемую деталь.
Клемму изначально фиксируют к соплу для ионизации газа, идущего по плазмотрону. После образования плазмы клемму переводят на деталь, осуществляется пробой дуги на деталь, и из сопла исходит плазма. Плазменную струю корректирует сила тока. А газ не просто вырвется из сопла, но и станет защитой рабочей зоны.
А газ не просто вырвется из сопла, но и станет защитой рабочей зоны.
И один, и другой метод применяется как для сварочных работ, так и для резки металлов.
Оборудование и материалы
Внешняя конструкция плазменной сварки не имеет радикальных отличий от прочего оборудования, используемого в тех же целях. И по габаритам, и по весу такое оборудование можно сравнить и с инверторами, и с электродуговыми полуавтоматами, и, конечно, с аргоно-дуговыми сварочниками.
Какие ещё операции может выполнять плазменная сварка:
- воронение – т. е. химико-теоретическую обработку, чтобы получить нужный оттенок металла;
- порошковое напыление различных красителей и продуктов защиты – на самой детали он создаёт ровную плёнку;
- температурное оксидирование чёрных сплавов – получается диоксид кремния с тугоплавкими характеристиками;
- закалка – внутренняя структура сплавов становится термически более прочной, так как снимаются внутренние напряжения.

В структуру плазменного оборудования входят сам аппарат, плазмотрон, компрессор, шлангопакет, режим заземления.
Плазменная дуга, если перейти к её возможностям, уступает разве что тем технологиям, что опираются на лазерные и электронные лучи. В основном задача использования этой сварки – резка металлов. Особую эффективность она проявляет в отношении меди, нержавеющей стали, латуни. Тонколистовой металл с этой сваркой соединяется без присадочной проволоки. Швы получаются оптимальные.
Описание технологии
В место соединения из плазмотрона подходит плазма. В плазменной струе собрана вся энергия. Поэтому нагрев не расходится по всему изделию, а концентрируется именно в месте соединения. И хоть температура будет очень высокой, вследствие скорого отвода тепла металлом она скоро же падает в области стыка до температуры плавления.
Корпус горелки стальной, анод медный, он охлаждается водой. Дугу питает газ, который под большим давлением подается в полость между анодом и катодом. Аргон же быстро улетучивается, смешивается с воздухом. Для того чтобы он действительно был защитным, нужного расстояния между деталью и горелкой следует придерживаться всегда.
Полную схему сварки можно увидеть на чертеже.
Техника безопасности
Если машина для сварки с дефектом (недостаточной изоляции), электроток может пройти по телу человека – и это очень опасно, чревато судорогами, остановкой сердца. Поэтому работать нужно в защитных перчатках на обеих руках. Сами перчатки должны быть без повреждений, в хорошем состоянии. Чтобы защитить себя от брызг расплавленного металла, также не обойтись без средств индивидуальной защиты. Нужна защитная обувь, кожаный фартук и, конечно, гамаши.
В помещении, где осуществляется сварка, должны быть хорошие вытяжки и вентиляционные системы, так как в процессе выделяются загрязняющие вещества и газы. Если вытяжной системы нет, операторы должны пользоваться респираторной маской или шлемом с фильтром, который отделяет опасные частицы. Защита органов слуха в процессе работы также обязательна, ведь уровень шума при плазменной сварке от 90 до 115 дБ.
По той причине, что процесс плазменной резки сопровождается также сильным видимым и ультрафиолетовым светом, оператор должен защищать глаза и кожу. Это защитная одежда (закрывающая всё тело), защитный щиток и защитные же очки – всё в соответствии с официальными предписаниями и рекомендациями.
Плазменная сварка не случайно считается перспективной: она очень удобна, например, при монтаже теплосистем в загородных домах. Для действий с электроникой она тоже подходит. Область её применения всё больше расширяется, поэтому интерес к плазменной технологии вполне закономерен.
В следующем видео представлена демонстрация плазменного комплекса.
что это? Принцип работы, технология плазменно-дуговой и ручной микроплазменной сварки, техника безопасности при сварке плазмой
Плазменную сварку называют относительно молодым способом соединения деталей. Но условная новизна не мешает быстрому набору востребованности: плюсы и возможности, которые даёт этот метод, объясняют его высокие конкурентные качества.
Но условная новизна не мешает быстрому набору востребованности: плюсы и возможности, которые даёт этот метод, объясняют его высокие конкурентные качества.
Что это такое?
Плазменной сваркой зовётся метод, при котором аргон переходит в плазму под влиянием дуги. Плазмогенератором выступает ток, пронизывающий электропроводный аргон. Но прежде чем перейти к нюансам метода, нелишним будет напомнить отдельные моменты из курса физики.
Плазмой называют такое состояние газа, в которое тот трансформируется под влиянием электродуги. Она формируется в особом наконечнике, называемом плазмотроном. Его легко сравнить с горелкой в обычной газовой сварке. Плазмотроном именуют двухсторонне открытый конус, который становится узким внизу, в центре этого конуса размещается тугоплавкий электрод, а внизу – сопло. Из этого сопла под серьёзным давлением выходит плазма.
Плазмообразующим газом выступает аргон (с включением водорода, конечно). Он нагнетаем в вышеописанный конус сверху. Поле же образует подвод электротока к двум полюсам: наружной зоне горелки и электроду. В ходе нагрева и ионизации газ предсказуемо расширяется, внутренние силы его мощно вытесняют. Сопло же регулирует подачу плазмы. В рабочем месте параллельно с плазменной струёй подводится аргон, что создаёт защитное облако. Его ценность заключается в предохранении сплава от кислородного контакта, который содержится в воздухе.
Он нагнетаем в вышеописанный конус сверху. Поле же образует подвод электротока к двум полюсам: наружной зоне горелки и электроду. В ходе нагрева и ионизации газ предсказуемо расширяется, внутренние силы его мощно вытесняют. Сопло же регулирует подачу плазмы. В рабочем месте параллельно с плазменной струёй подводится аргон, что создаёт защитное облако. Его ценность заключается в предохранении сплава от кислородного контакта, который содержится в воздухе.
Именно аргон отвечает за чистые швы. Плазменно-дуговая сварка может называться экономичной, в этом её особенность. Чтобы аппарат работал, менять нужно только электроды и тот самый плазмотрон. В сравнении с иными видами сварки уходовых работ (и ручных тоже) немного. Да и иные сварочные разновидности можно считать более взрывоопасными, с плазмой работать не так рискованно.
Плюсы и минусы
Основное преимущество плазменной сварки – высокоскоростная резка металлов. Не менее привлекательна в ней и опция применения оборудования практически со всеми металлами и сплавами. Доскональность шва высока. Цена работ относительно прочих видов сварок более низкая. Радует и то, что деформация металла при плазменном способе не то что низка, а фактически отсутствует.
Не менее привлекательна в ней и опция применения оборудования практически со всеми металлами и сплавами. Доскональность шва высока. Цена работ относительно прочих видов сварок более низкая. Радует и то, что деформация металла при плазменном способе не то что низка, а фактически отсутствует.
Но минусы также стоит отметить:
- высокочастотный шум + ультразвук – не самая приятная комбинация;
- ионизация воздуха;
- электромагнитное излучение в оптическом диапазоне;
- сопло плазменной горелки недолговечно, так как нагрузка высокотемпературная.
Правда, недостатки есть в каждой технологии сварки, поэтому выбирать приходится всегда. Иногда в выборе вида помогает простой анализ принципа работы аппарата.
Принцип работы
Дежурную дугу после зажигания ожидает сжатие в плазмотроне. Потом туда вдувается под давлением аргон в качестве плазмообразующего газа. Так зона нагревается до 50 000 градусов, газ предсказуемо растёт в объёме и из сопла выходит очень быстро.
Потом туда вдувается под давлением аргон в качестве плазмообразующего газа. Так зона нагревается до 50 000 градусов, газ предсказуемо растёт в объёме и из сопла выходит очень быстро.
Мощный источник – это соединение тепловой и кинетической энергии. Раскалённая струя вытекает и образует шов. Защитный и плазмообразующий газы не контактируют, так как проходят по разным каналам.
Надо отметить, что сварка может быть ручной и автоматической. Ручная сварка подойдёт для небольших объёмов работы. Сварка может проходить с присадками и без них. Автоматической технологией пользуются в промышленных масштабах. Оператор руководит процессом с помощью пульта.
И ещё кое-что из проясняющей информации о плазменной дуге:
- обычная дуга становится плазменной путём сжатия и принудительного вдувания аргона в дугу;
- сжатие дуги получается путём активного охлаждения водой плазмотроновых стенок;
- когда поперечное сжатие дуги снижается, растёт мощность;
- газ нагреваем дугой, он ионизируется и в 100 раз растёт в объёме;
- плазменная дуга от другой отличается высокими термопоказателями, меньшим диаметром, цилиндрической формой, большим давлением на металл и опцией поддержания дуги на малом токе.

Разновидности плазменной сварки тоже следует учесть перед выбором того или иного способа.
Виды
Виды плазменной сварки определяет сила тока. Сварка бывает микроплазменной, на средних и на больших токах.
Микроплазменная
Данный вариант используется, если нужно соединить тонкие детали, толщина которых до 1,5 мм. Диаметр дуги в таком случае не превысит 2 мм, что даёт возможность фокусировать тепло в маленькой области без ненужного нагрева соседних зон.
Прибор микроплазменной сварки может работать в следующих режимах: импульсный, непрерывный, непрерывный обратной полярности. Основной газ технологии – аргон, но это обстоятельство не исключает добавление разных примесей, которые делают процесс более эффективным.
На средних токах
Она имеет множество сходств с аргонодуговой сваркой. Но всё же температурные данные сварки на средних токах более высоки, а вот область нагрева намного меньше. Поэтому данная технология справедливо считается более продуктивной.
Такая сварка проплавляет материал более глубоко, чем аргоновая, но ширина шва при этом будет меньшей. Сварочные работы проводятся и с присадочным материалом, и без него.
С большим амперажем
Работы с большим амперажем – это подходящий вариант для варки элементов с толстыми стенками. Или же такая технология подходит прошивному свариванию металла. Под таким амперажем подразумевается показатель до 150 А. Этот способ связан с силовым действием на металл, то есть полным его проплавлением. Если говорить образно: детали обрабатываемого изделия сначала словно разрезаются, а потом сплавляются вновь.
Если говорить образно: детали обрабатываемого изделия сначала словно разрезаются, а потом сплавляются вновь.
Классификация по типу действия
Тип действия бывает либо прямым, либо косвенным.
Косвенного
Дуга образуется путём подведения одного из полюсов к тугоплавкому электроду, второго – к оболочке плазмотрона (то есть «минус» к «плюсу»). Данный вид сварки можно считать экономичным относительно газа: его надо меньше для образования стабильной дуги, которая с силой выходит из сопла.
При косвенном сварочном процессе температура плазмы ниже (если сравнивать с прямым методом). Дуга под воздействием газа идёт к металлу с большой силой – этот метод даёт возможность работать с металлами, отличающимися низкой теплопроводностью.
Дуга под воздействием газа идёт к металлу с большой силой – этот метод даёт возможность работать с металлами, отличающимися низкой теплопроводностью.
Прямого
Работает это так: один полюс подключается на электрод (при прямой полярности минус), второй – к металлу, что в данный момент обрабатывается. Так получается прямая дуга, направляемая на обрабатываемую деталь.
Клемму изначально фиксируют к соплу для ионизации газа, идущего по плазмотрону. После образования плазмы клемму переводят на деталь, осуществляется пробой дуги на деталь, и из сопла исходит плазма. Плазменную струю корректирует сила тока.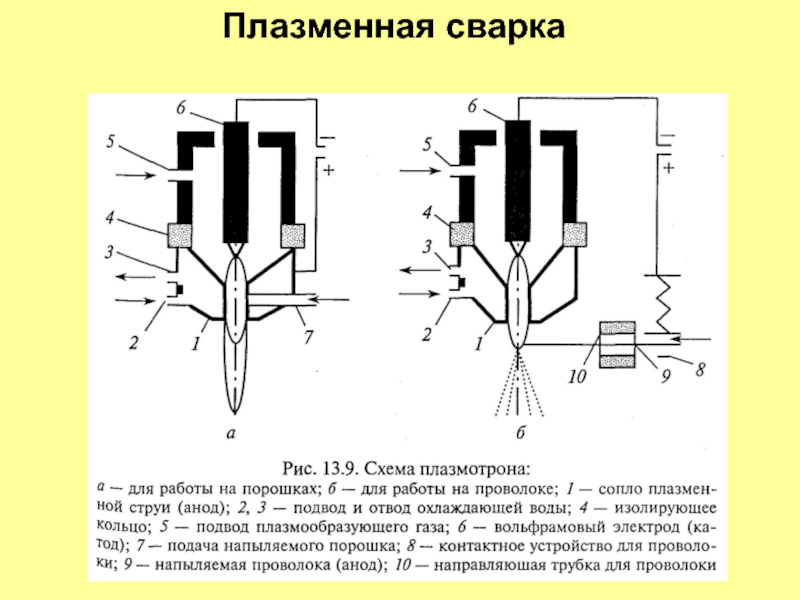 А газ не просто вырвется из сопла, но и станет защитой рабочей зоны.
А газ не просто вырвется из сопла, но и станет защитой рабочей зоны.
И один, и другой метод применяется как для сварочных работ, так и для резки металлов.
Оборудование и материалы
Внешняя конструкция плазменной сварки не имеет радикальных отличий от прочего оборудования, используемого в тех же целях. И по габаритам, и по весу такое оборудование можно сравнить и с инверторами, и с электродуговыми полуавтоматами, и, конечно, с аргоно-дуговыми сварочниками.
Какие ещё операции может выполнять плазменная сварка:
- воронение – т. е. химико-теоретическую обработку, чтобы получить нужный оттенок металла;
- порошковое напыление различных красителей и продуктов защиты – на самой детали он создаёт ровную плёнку;
- температурное оксидирование чёрных сплавов – получается диоксид кремния с тугоплавкими характеристиками;
- закалка – внутренняя структура сплавов становится термически более прочной, так как снимаются внутренние напряжения.
В структуру плазменного оборудования входят сам аппарат, плазмотрон, компрессор, шлангопакет, режим заземления.
Плазменная дуга, если перейти к её возможностям, уступает разве что тем технологиям, что опираются на лазерные и электронные лучи. В основном задача использования этой сварки – резка металлов. Особую эффективность она проявляет в отношении меди, нержавеющей стали, латуни. Тонколистовой металл с этой сваркой соединяется без присадочной проволоки. Швы получаются оптимальные.
Описание технологии
В место соединения из плазмотрона подходит плазма. В плазменной струе собрана вся энергия. Поэтому нагрев не расходится по всему изделию, а концентрируется именно в месте соединения. И хоть температура будет очень высокой, вследствие скорого отвода тепла металлом она скоро же падает в области стыка до температуры плавления.
Корпус горелки стальной, анод медный, он охлаждается водой. Дугу питает газ, который под большим давлением подается в полость между анодом и катодом. Аргон же быстро улетучивается, смешивается с воздухом. Для того чтобы он действительно был защитным, нужного расстояния между деталью и горелкой следует придерживаться всегда.
Полную схему сварки можно увидеть на чертеже.
Техника безопасности
Если машина для сварки с дефектом (недостаточной изоляции), электроток может пройти по телу человека – и это очень опасно, чревато судорогами, остановкой сердца. Поэтому работать нужно в защитных перчатках на обеих руках. Сами перчатки должны быть без повреждений, в хорошем состоянии. Чтобы защитить себя от брызг расплавленного металла, также не обойтись без средств индивидуальной защиты. Нужна защитная обувь, кожаный фартук и, конечно, гамаши.
В помещении, где осуществляется сварка, должны быть хорошие вытяжки и вентиляционные системы, так как в процессе выделяются загрязняющие вещества и газы. Если вытяжной системы нет, операторы должны пользоваться респираторной маской или шлемом с фильтром, который отделяет опасные частицы. Защита органов слуха в процессе работы также обязательна, ведь уровень шума при плазменной сварке от 90 до 115 дБ.
По той причине, что процесс плазменной резки сопровождается также сильным видимым и ультрафиолетовым светом, оператор должен защищать глаза и кожу. Это защитная одежда (закрывающая всё тело), защитный щиток и защитные же очки – всё в соответствии с официальными предписаниями и рекомендациями.
Плазменная сварка не случайно считается перспективной: она очень удобна, например, при монтаже теплосистем в загородных домах. Для действий с электроникой она тоже подходит. Область её применения всё больше расширяется, поэтому интерес к плазменной технологии вполне закономерен.
В следующем видео представлена демонстрация плазменного комплекса.
что это? Принцип работы, технология плазменно-дуговой и ручной микроплазменной сварки, техника безопасности при сварке плазмой
Плазменную сварку называют относительно молодым способом соединения деталей. Но условная новизна не мешает быстрому набору востребованности: плюсы и возможности, которые даёт этот метод, объясняют его высокие конкурентные качества.
Что это такое?
Плазменной сваркой зовётся метод, при котором аргон переходит в плазму под влиянием дуги. Плазмогенератором выступает ток, пронизывающий электропроводный аргон. Но прежде чем перейти к нюансам метода, нелишним будет напомнить отдельные моменты из курса физики.
Плазмой называют такое состояние газа, в которое тот трансформируется под влиянием электродуги. Она формируется в особом наконечнике, называемом плазмотроном. Его легко сравнить с горелкой в обычной газовой сварке. Плазмотроном именуют двухсторонне открытый конус, который становится узким внизу, в центре этого конуса размещается тугоплавкий электрод, а внизу – сопло. Из этого сопла под серьёзным давлением выходит плазма.
Плазмообразующим газом выступает аргон (с включением водорода, конечно). Он нагнетаем в вышеописанный конус сверху. Поле же образует подвод электротока к двум полюсам: наружной зоне горелки и электроду. В ходе нагрева и ионизации газ предсказуемо расширяется, внутренние силы его мощно вытесняют. Сопло же регулирует подачу плазмы. В рабочем месте параллельно с плазменной струёй подводится аргон, что создаёт защитное облако. Его ценность заключается в предохранении сплава от кислородного контакта, который содержится в воздухе.
Именно аргон отвечает за чистые швы. Плазменно-дуговая сварка может называться экономичной, в этом её особенность. Чтобы аппарат работал, менять нужно только электроды и тот самый плазмотрон. В сравнении с иными видами сварки уходовых работ (и ручных тоже) немного. Да и иные сварочные разновидности можно считать более взрывоопасными, с плазмой работать не так рискованно.
Плюсы и минусы
Основное преимущество плазменной сварки – высокоскоростная резка металлов. Не менее привлекательна в ней и опция применения оборудования практически со всеми металлами и сплавами. Доскональность шва высока. Цена работ относительно прочих видов сварок более низкая. Радует и то, что деформация металла при плазменном способе не то что низка, а фактически отсутствует.
Но минусы также стоит отметить:
- высокочастотный шум + ультразвук – не самая приятная комбинация;
- ионизация воздуха;
- электромагнитное излучение в оптическом диапазоне;
- сопло плазменной горелки недолговечно, так как нагрузка высокотемпературная.
Правда, недостатки есть в каждой технологии сварки, поэтому выбирать приходится всегда. Иногда в выборе вида помогает простой анализ принципа работы аппарата.
Принцип работы
Дежурную дугу после зажигания ожидает сжатие в плазмотроне. Потом туда вдувается под давлением аргон в качестве плазмообразующего газа. Так зона нагревается до 50 000 градусов, газ предсказуемо растёт в объёме и из сопла выходит очень быстро.
Мощный источник – это соединение тепловой и кинетической энергии. Раскалённая струя вытекает и образует шов. Защитный и плазмообразующий газы не контактируют, так как проходят по разным каналам.
Надо отметить, что сварка может быть ручной и автоматической. Ручная сварка подойдёт для небольших объёмов работы. Сварка может проходить с присадками и без них. Автоматической технологией пользуются в промышленных масштабах. Оператор руководит процессом с помощью пульта.
И ещё кое-что из проясняющей информации о плазменной дуге:
- обычная дуга становится плазменной путём сжатия и принудительного вдувания аргона в дугу;
- сжатие дуги получается путём активного охлаждения водой плазмотроновых стенок;
- когда поперечное сжатие дуги снижается, растёт мощность;
- газ нагреваем дугой, он ионизируется и в 100 раз растёт в объёме;
- плазменная дуга от другой отличается высокими термопоказателями, меньшим диаметром, цилиндрической формой, большим давлением на металл и опцией поддержания дуги на малом токе.
Разновидности плазменной сварки тоже следует учесть перед выбором того или иного способа.
Виды
Виды плазменной сварки определяет сила тока. Сварка бывает микроплазменной, на средних и на больших токах.
Микроплазменная
Данный вариант используется, если нужно соединить тонкие детали, толщина которых до 1,5 мм. Диаметр дуги в таком случае не превысит 2 мм, что даёт возможность фокусировать тепло в маленькой области без ненужного нагрева соседних зон.
Прибор микроплазменной сварки может работать в следующих режимах: импульсный, непрерывный, непрерывный обратной полярности. Основной газ технологии – аргон, но это обстоятельство не исключает добавление разных примесей, которые делают процесс более эффективным.
На средних токах
Она имеет множество сходств с аргонодуговой сваркой. Но всё же температурные данные сварки на средних токах более высоки, а вот область нагрева намного меньше. Поэтому данная технология справедливо считается более продуктивной.
Такая сварка проплавляет материал более глубоко, чем аргоновая, но ширина шва при этом будет меньшей. Сварочные работы проводятся и с присадочным материалом, и без него.
С большим амперажем
Работы с большим амперажем – это подходящий вариант для варки элементов с толстыми стенками. Или же такая технология подходит прошивному свариванию металла. Под таким амперажем подразумевается показатель до 150 А. Этот способ связан с силовым действием на металл, то есть полным его проплавлением. Если говорить образно: детали обрабатываемого изделия сначала словно разрезаются, а потом сплавляются вновь.
Классификация по типу действия
Тип действия бывает либо прямым, либо косвенным.
Косвенного
Дуга образуется путём подведения одного из полюсов к тугоплавкому электроду, второго – к оболочке плазмотрона (то есть «минус» к «плюсу»). Данный вид сварки можно считать экономичным относительно газа: его надо меньше для образования стабильной дуги, которая с силой выходит из сопла.
При косвенном сварочном процессе температура плазмы ниже (если сравнивать с прямым методом). Дуга под воздействием газа идёт к металлу с большой силой – этот метод даёт возможность работать с металлами, отличающимися низкой теплопроводностью.
Прямого
Работает это так: один полюс подключается на электрод (при прямой полярности минус), второй – к металлу, что в данный момент обрабатывается. Так получается прямая дуга, направляемая на обрабатываемую деталь.
Клемму изначально фиксируют к соплу для ионизации газа, идущего по плазмотрону. После образования плазмы клемму переводят на деталь, осуществляется пробой дуги на деталь, и из сопла исходит плазма. Плазменную струю корректирует сила тока. А газ не просто вырвется из сопла, но и станет защитой рабочей зоны.
И один, и другой метод применяется как для сварочных работ, так и для резки металлов.
Оборудование и материалы
Внешняя конструкция плазменной сварки не имеет радикальных отличий от прочего оборудования, используемого в тех же целях. И по габаритам, и по весу такое оборудование можно сравнить и с инверторами, и с электродуговыми полуавтоматами, и, конечно, с аргоно-дуговыми сварочниками.
Какие ещё операции может выполнять плазменная сварка:
- воронение – т. е. химико-теоретическую обработку, чтобы получить нужный оттенок металла;
- порошковое напыление различных красителей и продуктов защиты – на самой детали он создаёт ровную плёнку;
- температурное оксидирование чёрных сплавов – получается диоксид кремния с тугоплавкими характеристиками;
- закалка – внутренняя структура сплавов становится термически более прочной, так как снимаются внутренние напряжения.
В структуру плазменного оборудования входят сам аппарат, плазмотрон, компрессор, шлангопакет, режим заземления.
Плазменная дуга, если перейти к её возможностям, уступает разве что тем технологиям, что опираются на лазерные и электронные лучи. В основном задача использования этой сварки – резка металлов. Особую эффективность она проявляет в отношении меди, нержавеющей стали, латуни. Тонколистовой металл с этой сваркой соединяется без присадочной проволоки. Швы получаются оптимальные.
Описание технологии
В место соединения из плазмотрона подходит плазма. В плазменной струе собрана вся энергия. Поэтому нагрев не расходится по всему изделию, а концентрируется именно в месте соединения. И хоть температура будет очень высокой, вследствие скорого отвода тепла металлом она скоро же падает в области стыка до температуры плавления.
Корпус горелки стальной, анод медный, он охлаждается водой. Дугу питает газ, который под большим давлением подается в полость между анодом и катодом. Аргон же быстро улетучивается, смешивается с воздухом. Для того чтобы он действительно был защитным, нужного расстояния между деталью и горелкой следует придерживаться всегда.
Полную схему сварки можно увидеть на чертеже.
Техника безопасности
Если машина для сварки с дефектом (недостаточной изоляции), электроток может пройти по телу человека – и это очень опасно, чревато судорогами, остановкой сердца. Поэтому работать нужно в защитных перчатках на обеих руках. Сами перчатки должны быть без повреждений, в хорошем состоянии. Чтобы защитить себя от брызг расплавленного металла, также не обойтись без средств индивидуальной защиты. Нужна защитная обувь, кожаный фартук и, конечно, гамаши.
В помещении, где осуществляется сварка, должны быть хорошие вытяжки и вентиляционные системы, так как в процессе выделяются загрязняющие вещества и газы. Если вытяжной системы нет, операторы должны пользоваться респираторной маской или шлемом с фильтром, который отделяет опасные частицы. Защита органов слуха в процессе работы также обязательна, ведь уровень шума при плазменной сварке от 90 до 115 дБ.
По той причине, что процесс плазменной резки сопровождается также сильным видимым и ультрафиолетовым светом, оператор должен защищать глаза и кожу. Это защитная одежда (закрывающая всё тело), защитный щиток и защитные же очки – всё в соответствии с официальными предписаниями и рекомендациями.
Плазменная сварка не случайно считается перспективной: она очень удобна, например, при монтаже теплосистем в загородных домах. Для действий с электроникой она тоже подходит. Область её применения всё больше расширяется, поэтому интерес к плазменной технологии вполне закономерен.
В следующем видео представлена демонстрация плазменного комплекса.
что это? Принцип работы, технология плазменно-дуговой и ручной микроплазменной сварки, техника безопасности при сварке плазмой
Плазменную сварку называют относительно молодым способом соединения деталей. Но условная новизна не мешает быстрому набору востребованности: плюсы и возможности, которые даёт этот метод, объясняют его высокие конкурентные качества.
Что это такое?
Плазменной сваркой зовётся метод, при котором аргон переходит в плазму под влиянием дуги. Плазмогенератором выступает ток, пронизывающий электропроводный аргон. Но прежде чем перейти к нюансам метода, нелишним будет напомнить отдельные моменты из курса физики.
Плазмой называют такое состояние газа, в которое тот трансформируется под влиянием электродуги. Она формируется в особом наконечнике, называемом плазмотроном. Его легко сравнить с горелкой в обычной газовой сварке. Плазмотроном именуют двухсторонне открытый конус, который становится узким внизу, в центре этого конуса размещается тугоплавкий электрод, а внизу – сопло. Из этого сопла под серьёзным давлением выходит плазма.
Плазмообразующим газом выступает аргон (с включением водорода, конечно). Он нагнетаем в вышеописанный конус сверху. Поле же образует подвод электротока к двум полюсам: наружной зоне горелки и электроду. В ходе нагрева и ионизации газ предсказуемо расширяется, внутренние силы его мощно вытесняют. Сопло же регулирует подачу плазмы. В рабочем месте параллельно с плазменной струёй подводится аргон, что создаёт защитное облако. Его ценность заключается в предохранении сплава от кислородного контакта, который содержится в воздухе.
Именно аргон отвечает за чистые швы. Плазменно-дуговая сварка может называться экономичной, в этом её особенность. Чтобы аппарат работал, менять нужно только электроды и тот самый плазмотрон. В сравнении с иными видами сварки уходовых работ (и ручных тоже) немного. Да и иные сварочные разновидности можно считать более взрывоопасными, с плазмой работать не так рискованно.
Плюсы и минусы
Основное преимущество плазменной сварки – высокоскоростная резка металлов. Не менее привлекательна в ней и опция применения оборудования практически со всеми металлами и сплавами. Доскональность шва высока. Цена работ относительно прочих видов сварок более низкая. Радует и то, что деформация металла при плазменном способе не то что низка, а фактически отсутствует.
Но минусы также стоит отметить:
- высокочастотный шум + ультразвук – не самая приятная комбинация;
- ионизация воздуха;
- электромагнитное излучение в оптическом диапазоне;
- сопло плазменной горелки недолговечно, так как нагрузка высокотемпературная.
Правда, недостатки есть в каждой технологии сварки, поэтому выбирать приходится всегда. Иногда в выборе вида помогает простой анализ принципа работы аппарата.
Принцип работы
Дежурную дугу после зажигания ожидает сжатие в плазмотроне. Потом туда вдувается под давлением аргон в качестве плазмообразующего газа. Так зона нагревается до 50 000 градусов, газ предсказуемо растёт в объёме и из сопла выходит очень быстро.
Мощный источник – это соединение тепловой и кинетической энергии. Раскалённая струя вытекает и образует шов. Защитный и плазмообразующий газы не контактируют, так как проходят по разным каналам.
Надо отметить, что сварка может быть ручной и автоматической. Ручная сварка подойдёт для небольших объёмов работы. Сварка может проходить с присадками и без них. Автоматической технологией пользуются в промышленных масштабах. Оператор руководит процессом с помощью пульта.
И ещё кое-что из проясняющей информации о плазменной дуге:
- обычная дуга становится плазменной путём сжатия и принудительного вдувания аргона в дугу;
- сжатие дуги получается путём активного охлаждения водой плазмотроновых стенок;
- когда поперечное сжатие дуги снижается, растёт мощность;
- газ нагреваем дугой, он ионизируется и в 100 раз растёт в объёме;
- плазменная дуга от другой отличается высокими термопоказателями, меньшим диаметром, цилиндрической формой, большим давлением на металл и опцией поддержания дуги на малом токе.
Разновидности плазменной сварки тоже следует учесть перед выбором того или иного способа.
Виды
Виды плазменной сварки определяет сила тока. Сварка бывает микроплазменной, на средних и на больших токах.
Микроплазменная
Данный вариант используется, если нужно соединить тонкие детали, толщина которых до 1,5 мм. Диаметр дуги в таком случае не превысит 2 мм, что даёт возможность фокусировать тепло в маленькой области без ненужного нагрева соседних зон.
Прибор микроплазменной сварки может работать в следующих режимах: импульсный, непрерывный, непрерывный обратной полярности. Основной газ технологии – аргон, но это обстоятельство не исключает добавление разных примесей, которые делают процесс более эффективным.
На средних токах
Она имеет множество сходств с аргонодуговой сваркой. Но всё же температурные данные сварки на средних токах более высоки, а вот область нагрева намного меньше. Поэтому данная технология справедливо считается более продуктивной.
Такая сварка проплавляет материал более глубоко, чем аргоновая, но ширина шва при этом будет меньшей. Сварочные работы проводятся и с присадочным материалом, и без него.
С большим амперажем
Работы с большим амперажем – это подходящий вариант для варки элементов с толстыми стенками. Или же такая технология подходит прошивному свариванию металла. Под таким амперажем подразумевается показатель до 150 А. Этот способ связан с силовым действием на металл, то есть полным его проплавлением. Если говорить образно: детали обрабатываемого изделия сначала словно разрезаются, а потом сплавляются вновь.
Классификация по типу действия
Тип действия бывает либо прямым, либо косвенным.
Косвенного
Дуга образуется путём подведения одного из полюсов к тугоплавкому электроду, второго – к оболочке плазмотрона (то есть «минус» к «плюсу»). Данный вид сварки можно считать экономичным относительно газа: его надо меньше для образования стабильной дуги, которая с силой выходит из сопла.
При косвенном сварочном процессе температура плазмы ниже (если сравнивать с прямым методом). Дуга под воздействием газа идёт к металлу с большой силой – этот метод даёт возможность работать с металлами, отличающимися низкой теплопроводностью.
Прямого
Работает это так: один полюс подключается на электрод (при прямой полярности минус), второй – к металлу, что в данный момент обрабатывается. Так получается прямая дуга, направляемая на обрабатываемую деталь.
Клемму изначально фиксируют к соплу для ионизации газа, идущего по плазмотрону. После образования плазмы клемму переводят на деталь, осуществляется пробой дуги на деталь, и из сопла исходит плазма. Плазменную струю корректирует сила тока. А газ не просто вырвется из сопла, но и станет защитой рабочей зоны.
И один, и другой метод применяется как для сварочных работ, так и для резки металлов.
Оборудование и материалы
Внешняя конструкция плазменной сварки не имеет радикальных отличий от прочего оборудования, используемого в тех же целях. И по габаритам, и по весу такое оборудование можно сравнить и с инверторами, и с электродуговыми полуавтоматами, и, конечно, с аргоно-дуговыми сварочниками.
Какие ещё операции может выполнять плазменная сварка:
- воронение – т. е. химико-теоретическую обработку, чтобы получить нужный оттенок металла;
- порошковое напыление различных красителей и продуктов защиты – на самой детали он создаёт ровную плёнку;
- температурное оксидирование чёрных сплавов – получается диоксид кремния с тугоплавкими характеристиками;
- закалка – внутренняя структура сплавов становится термически более прочной, так как снимаются внутренние напряжения.
В структуру плазменного оборудования входят сам аппарат, плазмотрон, компрессор, шлангопакет, режим заземления.
Плазменная дуга, если перейти к её возможностям, уступает разве что тем технологиям, что опираются на лазерные и электронные лучи. В основном задача использования этой сварки – резка металлов. Особую эффективность она проявляет в отношении меди, нержавеющей стали, латуни. Тонколистовой металл с этой сваркой соединяется без присадочной проволоки. Швы получаются оптимальные.
Описание технологии
В место соединения из плазмотрона подходит плазма. В плазменной струе собрана вся энергия. Поэтому нагрев не расходится по всему изделию, а концентрируется именно в месте соединения. И хоть температура будет очень высокой, вследствие скорого отвода тепла металлом она скоро же падает в области стыка до температуры плавления.
Корпус горелки стальной, анод медный, он охлаждается водой. Дугу питает газ, который под большим давлением подается в полость между анодом и катодом. Аргон же быстро улетучивается, смешивается с воздухом. Для того чтобы он действительно был защитным, нужного расстояния между деталью и горелкой следует придерживаться всегда.
Полную схему сварки можно увидеть на чертеже.
Техника безопасности
Если машина для сварки с дефектом (недостаточной изоляции), электроток может пройти по телу человека – и это очень опасно, чревато судорогами, остановкой сердца. Поэтому работать нужно в защитных перчатках на обеих руках. Сами перчатки должны быть без повреждений, в хорошем состоянии. Чтобы защитить себя от брызг расплавленного металла, также не обойтись без средств индивидуальной защиты. Нужна защитная обувь, кожаный фартук и, конечно, гамаши.
В помещении, где осуществляется сварка, должны быть хорошие вытяжки и вентиляционные системы, так как в процессе выделяются загрязняющие вещества и газы. Если вытяжной системы нет, операторы должны пользоваться респираторной маской или шлемом с фильтром, который отделяет опасные частицы. Защита органов слуха в процессе работы также обязательна, ведь уровень шума при плазменной сварке от 90 до 115 дБ.
По той причине, что процесс плазменной резки сопровождается также сильным видимым и ультрафиолетовым светом, оператор должен защищать глаза и кожу. Это защитная одежда (закрывающая всё тело), защитный щиток и защитные же очки – всё в соответствии с официальными предписаниями и рекомендациями.
Плазменная сварка не случайно считается перспективной: она очень удобна, например, при монтаже теплосистем в загородных домах. Для действий с электроникой она тоже подходит. Область её применения всё больше расширяется, поэтому интерес к плазменной технологии вполне закономерен.
В следующем видео представлена демонстрация плазменного комплекса.
Плазменно-дуговая резка металлов | Сварка и сварщик
Резка плазменной дугой основана на способности сжатой дуги глубоко проникать в металл, проплавляя его по линии реза дуговым разрядом. Под действием высокой температуры сжатой дуги газ 2, проходя через дуговой разряд, сильно ионизирует, образуется струя плазмы, которая удаляет расплавленный металл из места реза. Дуга 1 возбуждается между разрезаемым металлом 4 и неплавящимся вольфрамовым электродом 5, расположенным внутри головки резака 6. Дуговую газоразрядную плазму 3 называют низкотемпературной (ее температура 5000-20 000°С).
а – плазменной дугой, б – плазменной струей
Рисунок 1 – Схема процесса плазменной резки
Применяемые при плазменно-дуговой резке плазмообразующие газы должны обеспечивать получение плазмы и необходимую защиту вольфрамового электрода от окисления. В качестве таких газов применяют аргон, азот и смеси аргона с азотом, водородом и воздухом. В качестве электродов используют лантанированный вольфрам ВЛ-15. Вольфрамовый электрод располагают с соплом плазмотрона. Струя плазмы имеет большую скорость истечений и форму вытянутого конуса, сечение которого на выходе соответствует сечению сопла. Плазменно-дуговую резку применяют при резке металлов, которые невозможно или трудно резать другими способами, например, при резке коррозионно-стойких легированных сталей, алюминия, магния, титана, чугуна и меди. При резке плазменной струей разрезаемый металл не включается в электрическую цепь дуги. Дуга горит между концом вольфрамового электрода и внутренней стенкой охлаждаемого водой наконечника плазмотрона. Сущность резки плазменной дугой заключается в выплавлении металла струей плазмы и выдувании расплавленного металла из зоны реза.
На рисунке 1 схематически представлен процесс резки плазменной струей. Питание осуществляется от источника постоянного тока 3. Минус подводится к вольфрамовому электроду 4, а плюс – к медному соплу 2, которое охлаждается водой. Дуга 6 горит между электродом и соплом и выдувается газовой смесью из внутренней полости мундштука 5 с образованием струи плазмы которая проплавляет разрезаемый металл 7. В качестве плазмообразующего газа используют в основном аргон и смесь аргона с азотом. Плазменную струю применяют при резке тонкого металла. Скорость резки плазменной струей зависит от свойств разрезаемого металла и от параметров режима резки (сила тока, напряжение, расход газа). Плазменной струей режут как ручным, так и механизированным способом. Для плазменно-дуговой резки применяют специальное оборудование, которое питается электрической энергией. Основным элементом при плазменной резке является устройство для управления рабочим циклом резки – подачей и перекрытием газов, зажиганием вспомогательной дуги.
Плазменно-дуговая сварка – TWI
Характеристики процесса
Плазменная сварка очень похожа на TIG, поскольку дуга образуется между заостренным вольфрамовым электродом и заготовкой. Однако, располагая электрод внутри корпуса горелки, плазменную дугу можно отделить от оболочки защитного газа. Затем плазма пропускается через медное сопло с мелким отверстием, которое сужает дугу. За счет изменения диаметра ствола и расхода плазмообразующего газа могут быть реализованы три рабочих режима:
- Микроплазма: 0.1 до 15А.
Микроплазменная дуга может работать при очень низких сварочных токах. Столбчатая дуга стабильна даже при изменении длины дуги до 20 мм. - Средний ток: от 15 до 200 А.
При более высоких токах, от 15 до 200 А, рабочие характеристики плазменной дуги аналогичны дуге TIG, но из-за сужения плазмы дуга становится более жесткой. Хотя расход плазменного газа можно увеличить для улучшения проплавления сварочной ванны, существует риск уноса воздуха и защитного газа из-за чрезмерной турбулентности в газовой защите. - Плазма Keyhole: более 100А.
За счет увеличения сварочного тока и потока плазменного газа создается очень мощный плазменный луч, который может обеспечить полное проникновение в материал, как при лазерной или электронно-лучевой сварке. Во время сварки отверстие постепенно прорезает металл, а расплавленная сварочная ванна течет за ним, образуя валик под действием сил поверхностного натяжения. Этот процесс можно использовать для сварки более толстых материалов (до 10 мм нержавеющей стали) за один проход.
Источник питания
Плазменная дуга обычно работает от источника постоянного тока с падающей характеристикой.Поскольку его уникальные рабочие характеристики обусловлены специальной компоновкой горелки и разделением потоков плазмы и защитного газа, пульт управления плазмой может быть добавлен к обычному источнику питания для сварки TIG. Также доступны специализированные плазменные системы. Плазменную дугу нелегко стабилизировать с помощью синусоидального переменного тока. Повторное зажигание дуги затруднено, когда расстояние от электрода до заготовки велико, а плазма сужена. Более того, чрезмерный нагрев электрода во время положительного полупериода вызывает комкование наконечника, что может нарушить стабильность дуги.
Доступны специальные импульсные источники питания постоянного тока. За счет дисбаланса формы волны для уменьшения продолжительности положительной полярности электрода электрод остается достаточно холодным, чтобы поддерживать заостренный наконечник и обеспечивать стабильность дуги.
Начало дуги
Хотя дуга инициируется с помощью ВЧ, сначала она образуется между электродом и плазменным соплом. Эта «пилотная» дуга удерживается внутри корпуса горелки до тех пор, пока она не понадобится для сварки, а затем переносится на заготовку.Система вспомогательной дуги обеспечивает надежное зажигание дуги, а поскольку вспомогательная дуга поддерживается между сварными швами, она устраняет необходимость в высокочастотной дуге, которая может вызывать электрические помехи.
Электрод
В плазменном процессе используется электрод из вольфрама с 2% тория, а плазменное сопло – из меди. Диаметр наконечника электрода не так важен, как для TIG, и его следует поддерживать на уровне 30-60 градусов. Диаметр отверстия плазменного сопла имеет решающее значение, а слишком маленький диаметр отверстия для текущего уровня и расхода плазменного газа приведет к чрезмерной эрозии сопла или даже к плавлению.Разумно использовать самый большой диаметр отверстия для уровня рабочего тока.
Примечание: слишком большой диаметр отверстия может вызвать проблемы со стабильностью дуги и сохранением замочной скважины.
Плазма и защитные газы
Обычная комбинация газов – это аргон для плазменного газа с аргоном и 2–5% водорода в качестве защитного газа. Гелий можно использовать в качестве плазменного газа, но из-за того, что он более горячий, снижается номинальный ток сопла. Меньшая масса гелия также может затруднить режим замочной скважины.
Приложения
Микроплазменная сварка
Микроплазма традиционно использовалась для сварки тонких листов (толщиной до 0,1 мм), а также секций из проволоки и сетки. Игольчатая жесткая дуга сводит к минимуму блуждание дуги и искажение. Хотя эквивалентная дуга TIG более диффузна, новые транзисторные источники питания (TIG) могут создавать очень стабильную дугу при низких уровнях тока.
Среднетоковая сварка
При использовании в режиме плавления это альтернатива обычному TIG.Преимущества заключаются в более глубоком проникновении (из-за более высокого потока плазменного газа) и большей устойчивости к поверхностному загрязнению, включая покрытия (электрод находится внутри корпуса горелки). Главный недостаток – громоздкость горелки, затрудняющая ручную сварку. При механизированной сварке необходимо уделять больше внимания обслуживанию горелки, чтобы обеспечить стабильную работу.
Сварка в замочную скважину
Имеет несколько преимуществ, которыми можно воспользоваться: глубокое проплавление и высокие скорости сварки.По сравнению с дугой TIG, она может проникать в лист толщиной до 10 мм, но при однопроходной сварке обычно ограничивают толщину до 6 мм. Обычным методом является использование режима «замочная скважина» с наполнителем для обеспечения гладкого профиля сварного шва (без поднутрения). Для толщины до 15 мм используется препарирование шва с фаской корня 6 мм. Применяется двухпроходная технология, и здесь первый проход является автогенным, а второй проход выполняется в режиме плавления с добавлением присадочной проволоки.
Поскольку параметры сварки, расход плазменного газа и добавление присадочной проволоки (в замочную скважину) должны быть тщательно сбалансированы для поддержания стабильности замочной скважины и сварочной ванны, этот метод подходит только для механизированной сварки. Хотя его можно использовать для позиционной сварки, обычно с импульсным током, он обычно применяется при высокоскоростной сварке листового материала большей толщины (более 3 мм) в плоском положении. При сварке труб необходимо тщательно контролировать спад тока и поток плазменного газа, чтобы закрыть замочную скважину, не оставляя отверстия.
Для получения дополнительной информации свяжитесь с нами.
Эта статья Job Knowledge была первоначально опубликована в Connect, апрель 1995 г. Она была обновлена, поэтому веб-страница больше не отражает в точности печатную версию.
Плазменная сварка – Weld Guru
PAW или плазменно-дуговая сварка (PAW) – это когда соединение металлов или коалесценция происходит путем нагрева суженной дугой между заготовкой (дугой переноса) и электродом или сужающим соплом и электродом (дуга без переноса).
С помощью этого процесса можно выполнять узкие и глубокие сварные швы при высоких скоростях сварки.
Способ экранирования связан с выходом горячего ионизированного газа из отверстия. Он также может быть дополнен другим источником защитного газа. Защитный газ может быть смесью газов или инертным газом. Давление можно использовать (или не использовать). Вы также можете поставлять или не поставлять присадочный металл.
Целью процесса плазменно-дуговой сварки является контролируемое повышение уровня энергии дуговой плазмы.
Это достигается за счет использования специального газового сопла вокруг вольфрамового электрода, работающего от источника питания DCEN.
Образовавшаяся сжатая плазма концентрирована и сильно ионизирована.
Процесс подробно описан на схеме ниже:
Схема процесса плазменно-дуговой сварки в режиме «замочная скважина» – Рис. 10-35. Демонстрационное видеоPAW
Оборудование для плазменной сварки
Источник питания
Рекомендуется использовать источник питания с постоянной падающей характеристикой, который подает сварочный ток постоянного тока; что указанная мощность переменного / постоянного тока также может быть использована.
Напряжение холостого хода должно составлять 80 вольт с рабочим циклом 60%. Предпочтительно, чтобы источник питания имел встроенный контактор и средства дистанционного регулирования тока.
При сварке очень тонких металлов минимальная расчетная сила тока должна составлять 2 ампера. Макс. 300 подходит для большинства проектов плазменной сварки.
Сварочная горелка PAW
Сварочная горелка для плазменной сварки внешне похожа на газовую вольфрамовую дуговую горелку, но более сложна.
Все плазмотроны имеют водяное охлаждение, даже горелки с минимальным током. Это связано с тем, что дуга находится внутри камеры горелки, где выделяется значительное количество тепла. Если на короткое время прервать подачу воды, форсунка может расплавиться.
Поперечное сечение головки плазмотрона – рисунок 10-36).Поперечное сечение головки горелки для плазменной сварки показано на рисунке 10-36. В период отсутствия переноса дуга будет зажжена между соплом или наконечником с отверстием и вольфрамовым электродом.Ручные плазменные дуговые горелки производятся различных размеров от 100 до 300 ампер. Также доступны автоматические горелки для работы станка.
В горелке используется 2-процентный торированный вольфрамовый электрод, аналогичный тому, который используется для сварки вольфрамовым газом. Поскольку вольфрамовый электрод расположен внутри горелки, загрязнение его основным металлом практически невозможно.
Консоль управления
Для плазменной сварки требуется пульт управления. Плазменно-дуговые горелки предназначены для подключения к консоли управления, а не к источнику питания.Консоль включает:
- Источник питания вспомогательной дуги
- Система отсчета времени задержки для перехода от вспомогательной дуги к переданной дуге
- Клапаны водогазовые
- Отдельные расходомеры для плазменного газа и защитного газа.
Консоль обычно подключается к источнику питания и может управлять контактором. Он также будет содержать блок зажигания высокочастотной дуги, источник питания вспомогательной дуги без передачи, схему защиты горелки и амперметр.
Генератор высокой частоты используется для зажигания вспомогательной дуги. Устройства защиты горелки включают реле давления воды и плазменного газа, которые блокируются с контактором.
Устройство подачи проволоки
Механизм подачи проволоки может использоваться для машинной или автоматической сварки и должен быть с постоянной скоростью. Механизм подачи проволоки должен иметь регулировку скорости в диапазоне от 10 дюймов в минуту (254 мм в минуту) до 125 дюймов в минуту (3,18 м в минуту) скорости подачи.
Плазменная сварка или плазменная сварка с использованием автоматизированного процесса.Электрическая дуга образуется между заготовкой и электродом.Преимущества
Преимущества плазменно-дуговой сварки по сравнению с дуговой сваркой вольфрамовым электродом в газе обусловлены тем, что PAW имеет более высокую концентрацию энергии. Его более высокая температура, суженная площадь поперечного сечения и скорость плазменной струи создают более высокое теплосодержание. Другое преимущество основано на жестком столбчатом типе дуги или форме плазмы, которая не вспыхивает, как газовая вольфрамовая дуга.
Эти два фактора обеспечивают следующие преимущества:
- Больше свободы при ручной сварке: Расстояние между горелкой и изделием от плазменной дуги менее критично, чем при сварке газовой вольфрамовой дугой.Это важно для ручного управления, поскольку это дает сварщику больше свободы для наблюдения и контроля сварного шва.
- Эффект «замочной скважины» (полное проплавление за один проход): Высокая температура и высокая концентрация тепла в плазме допускают эффект «замочной скважины», который обеспечивает сварку многих стыков за один проход с полным проплавлением. В этой операции более желательны зона термического влияния и форма сварного шва. Зона термического влияния меньше, чем у газовой вольфрамовой дуги, и сварной шов имеет тенденцию иметь больше параллельных сторон, что снижает угловую деформацию.
В режиме «замочная скважина» сквозное отверстие формируется на передней кромке сварочной ванны. Расплавленный металл сварного шва обтекает отверстие и затвердевает за замочной скважиной, образуя валик сварного шва. Таким образом, швы со шпонкой представляют собой швы со сплошным проплавлением с большим отношением глубины к ширине. Это приводит к низкой деформации сварного шва. При рабочих токах до 300 ампер этот режим можно использовать для сварки материалов толщиной до 3/4 дюйма, а также для сварки титановых и алюминиевых сплавов.
- Более быстрые скорости движения: Более высокая концентрация тепла и плазменная струя обеспечивают более высокие скорости движения.
Плазменная дуга более стабильна и не так легко отклоняется до ближайшей точки основного металла. При плазменно-дуговой сварке возможны большие вариации совмещения стыков. Это важно при выполнении корневых швов на трубах и других односторонних сварных соединениях. Плазменная сварка обеспечивает более глубокое проплавление и дает более узкий сварной шов. Это означает, что соотношение глубины и ширины более выгодно.
Недостатки
- Требуется замена диафрагмы
- Дорогое оборудование
- Требуется больше навыков, чем для процесса GTAW
Основное использование
Одним из основных применений плазменной дуги является ее применение для изготовления труб (нержавеющая сталь, титановый сплав).Более высокая производительность, основанная на более высоких скоростях перемещения, является результатом плазменной сварки вольфрамовым электродом над газом. Трубки из нержавеющей стали, титана и других металлов производятся плазменным способом с более высокой производительностью, чем ранее при газовой вольфрамовой дуговой сварке.
Большинство приложений плазменной сварки находятся в диапазоне слабых токов, от 100 ампер или меньше. Плазма может работать при чрезвычайно низких токах, что позволяет сваривать фольгу толщиной.
Плазменная сварка также используется для выполнения небольших сварных швов сварных деталей в приборостроении и других мелких деталей из тонкого металла.Применяется для стыковых соединений стеновых труб.
Этот процесс также используется для выполнения работ, аналогичных электронно-лучевой сварке, но с гораздо более низкой стоимостью оборудования.
Сравнение сварки TIG и PAW: TIG (слева) PAW (справа)Сварка
Плазменно-дуговая сварка обычно применяется как процесс ручной сварки, но также применяется в автоматических и машинных установках. Ручное приложение является самым популярным. Полуавтоматические способы нанесения бесполезны.
Обычные методы применения плазменной сварки: ручной (MA), машинный (ME) и автоматический (AU).
Позиции
Процесс плазменной сварки – это процесс сварки во всех положениях. В Таблице 10-2 ниже показаны возможности сварочного положения.
Возможности сварочных позиций| Положение при сварке | Рейтинг |
|---|---|
| 1. Плоское горизонтальное сопло | А |
| 2. Горизонтальный | А |
| 3. Вертикальный | А |
| 4.Накладные расходы | А |
| 5. Фиксированный на трубе | А |
Металлы
Виды свариваемых металлов
Процесс плазменной сварки позволяет соединять практически все коммерчески доступные металлы. Возможно, это не лучший выбор или не самый экономичный способ сварки некоторых металлов. Процесс плазменно-дуговой сварки соединит все металлы, которые будут свариваться газо-вольфрамовой дугой.
Это показано в таблице 10-3 ниже.
Основные металлы, свариваемые плазменно-дуговой сваркой
| Основной металл | Свариваемость |
|---|---|
| Алюминий | Сварной |
| Бронзы | Возможно, не популярно |
| Медь | Сварной |
| Медь Никель | Сварной |
| Литой, ковкий, с шаровидным графитом | Возможно, не популярно |
| Кованое железо | Возможно, не популярно |
| Свинец | Возможно, не популярно |
| Магний | Возможно, не популярно |
| Инконель | Сварной |
| Никель | Сварной |
| Монель | Сварной |
| Драгоценные металлы | Сварной |
| Низкоуглеродистая сталь | Сварной |
| Сталь с низким допуском | Сварной |
| Высокий и средний углерод | Сварной |
| Легированная сталь | Сварной |
| Нержавеющая сталь | Сварной |
| Инструментальная сталь | Сварной |
| Титан | Сварной |
| Вольфрам | Сварной |
Толщина металла
Что касается диапазонов толщин, свариваемых плазменным способом, режим работы «замочная скважина» может использоваться только в том случае, если плазменная струя может проникать в стык.В этом режиме его можно использовать для сварки материалов от 1/16 дюйма (1,6 мм) до 1/4 дюйма (12,0 мм). Диапазон толщины зависит от металла. Режим плавления используется для сварки материала толщиной от 0,002 дюйма (0,050 мм) до 1/8 дюйма (3,2 мм).
Используя многопроходную технику, можно сваривать металл неограниченной толщины. Обратите внимание, что присадочный пруток используется для сварки более толстых материалов. В таблице 10-4 ниже указаны диапазоны толщины основного металла.
Диапазон толщины основного металла – Таблица 10-4Ограничения процесса
Основные ограничения процесса плазменной сварки связаны, в большей степени, с оборудованием и аппаратурой.
- Горелка более хрупкая и сложная, чем газовая вольфрамовая дуговая горелка. Даже горелки с самым низким номиналом должны иметь водяное охлаждение.
- Наконечник вольфрама и совмещение отверстия в сопле чрезвычайно важны и должны поддерживаться в очень узких пределах. Текущий уровень резака не может быть превышен без повреждения наконечника.
- Каналы водяного охлаждения в горелке относительно малы, и по этой причине для горелок с малым током или меньшей мощности рекомендуются фильтры для воды и деионизированная вода.Консоль управления добавляет в систему еще одно оборудование. Это дополнительное оборудование делает систему более дорогой и может потребовать более высокого уровня обслуживания.
Плазменная сварка – все, что вам нужно знать
Что такое плазменная сварка?
При плазменной сварке дуга образуется между заостренным вольфрамовым электродом и заготовкой. Электрод помещен в корпус горелки, поэтому плазменная дуга может быть отделена от оболочки защитного газа.Затем плазма пропускается через медное сопло с мелким отверстием, которое сужает дугу. В результате дуговая плазма выходит с очень высокой скоростью и достигает температуры до 28 000 градусов Цельсия.
Плазменная сварка и сварка TIG; Различия и сходства
При плазменно-дуговой сварке (PAW) столб дуги TIG сжимается вместе с помощью медного сопла с водяным охлаждением. Это значительно увеличивает плотность энергии дуги по сравнению с исходной аркой TIG.
Для плазменной сварки мы также используем вольфрамовый электрод, и дуга зажигается с помощью высокочастотного напряжения.Это пилотная дуга, которая горит между вольфрамовым электродом (мин.) И плазменным соплом (плюс) при относительно небольшом токе (от 1 до 15 ампер в зависимости от размера плазменной горелки). Пилотная дуга является проводником сварочного тока. Плазменная дуга загорается, когда плазменное сопло приближается к месту сварки на несколько мм.
О температурах
Температура вокруг вольфрамового электрода при сварке TIG составляет около 18 000 градусов Цельсия. Температура в плазменной камере составляет 28 000 градусов Цельсия, а инертный плазменный газ очень сильно ионизирован.Сердцевина плазменной дуги, которая касается заготовки, примерно на 4000 градусов Цельсия теплее, чем 11000 градусов Цельсия дуги TIG. В плазменном сопле имеется отверстие, образующее плазменную камеру. Размер этого отверстия зависит от силы тока, используемого для сварки. В наших Решениях для реальной жизни вы найдете более подробную статью о температурах TIG.
Три основных типа плазменной сварки
В плазменной сварке мы различаем три основных типа. Основное различие между тремя типами – это используемая сила тока.
- Микроплазменная сварка , где ток составляет от 0,02 до 15 ампер.
- Плазменная сварка методом плавления , при котором сварка выполняется так же, как и в процессе TIG. Сила тока составляет от 15 до 100 ампер.
- Плазменная сварка методом «замочной скважины». Уровни тока могут варьироваться от 15 до 350 ампер, в зависимости от толщины материала.
Плазменная сварка со скважиной
При плазменной сварке с замочной скважиной плазменная дуга просверливает отверстие в очень плотно закрытом шве.Если переместить плазменную горелку очень аккуратным движением, шов сразу же снова закроется. Плазменная сварка «замочная скважина» может применяться почти исключительно автоматически, с токами до 350 ампер и выше. Плазменная сварка «замочная скважина» обычно выполняется без добавок. Однако есть также применения с присадочными материалами, такие как сварка опор, которые можно увидеть в этом видео.
Преимущества
По сравнению со сваркой TIG, плазменная сварка имеет ряд преимуществ:
- Тонкие материалы легче сваривать.Дуга TIG менее стабильна при тех же уровнях тока, а тепловложение больше из-за большей сварочной ванны.
- Проникновение больше. Это позволяет сваривать закрытые Т-образные швы толщиной примерно до 10 мм. Для TIG это максимум 3 мм.
- Дуга гораздо менее чувствительна к изменениям длины, поскольку размер плазменного столба практически не изменяется.
- Поскольку вольфрамовый электрод полностью встроен в горелку, вероятность включения вольфрама в ванну расплава практически отсутствует.К тому же срок службы электрода больше.
- Из-за того, что уровень тока при плазменной сварке намного ниже при одинаковой толщине материала, зона термического влияния (HAZ) уже и деформация меньше.
- Плазменную сварку очень легко автоматизировать и роботизировать.
Недостатки
Наконец, есть несколько недостатков:
- Сложность оборудования. Установка давления плазменного газа очень точная.Речь идет о правильной настройке между защитным газом и плазменным газом, для чего оборудование оснащено двумя счетчиками.
- Точность предварительной обработки должна быть очень высокой, особенно при сварке с замочной скважиной. Когда сварной шов слегка приоткрыт, процесс замочной скважины работать не будет.
- Из-за большого факела доступ к маленьким помещениям хуже.
- Сложный резак требует очень тщательного ухода.
- В случае ручной плазменной сварки устойчивость руки сварщика должна быть очень высокой, а из-за очень узкой сварочной дуги каждое движение руки сразу видно.
Плазменно-дуговая сварка (PAW)
Процесс плазменно-дуговой сварки (PAW) – это процесс в среде защитных газов, в котором используется сжатая дуга между неплавящимся вольфрамовым электродом и заготовкой. Переносимая дуга обладает высокой плотностью энергии и скоростью плазменной струи. Возможны два различных режима работы: режим плавления и режим замочной скважины. В режиме плавления используется более низкий сварочный ток и создается сварочная ванна, аналогичная той, которая образуется при GTAW, в результате чего часть материала заготовки под дугой плавится.В режиме «замочная скважина» используется более высокий сварочный ток, так что дуга полностью проникает в материал заготовки, образуя концентрическое отверстие по толщине соединения. Расплавленный металл сварного шва затвердевает за замочной скважиной, когда резак проходит через заготовку. Защита сварочной ванны обеспечивается ионизированным плазменным газом, который выходит из отверстия горелки и дополняется дополнительным источником защитного газа. Процесс PAW может использоваться с добавлением присадочного металла или без него.
Поскольку сжатая дуга PAW обеспечивает большую глубину плавления по сравнению с GTAW, PAW потенциально выгодна для автогенной сварки (т. Е. Без использования присадочного металла) материала на основе Ni / Co в диапазоне толщин приблизительно от 0,125 до 0,3. дюймов (от 3,2 до 7,6 мм). Для сравнения, для GTAW материала толщиной более 0,125 дюйма (3,2 мм) обычно требуется присадочный металл. Сварные швы с квадратной канавкой можно использовать до толщины около 7,6 мм (0,3 дюйма). Несмотря на то, что с помощью PAW можно сваривать широкий диапазон толщин, обычно можно добиться лучших результатов с другими процессами сварки для толщин за пределами 0.Диапазон от 125 до 0,3 дюйма (от 3,2 до 7,6 мм). Для швов толщиной более 0,3 дюйма (7,6 мм) для первого прохода можно использовать автогенную сварку со шпонкой, за которой следует плазменная сварка без шпонки (плавление) с присадочным металлом. Другой процесс сварки, такой как GTAW, также можно использовать для второго и последующих проходов.
Электрическая полярность для процесса PAW должна быть отрицательной для электрода постоянного тока (DCEN / «прямая полярность»). Должен быть достигнут надлежащий баланс между сварочным током, потоком газа и скоростью движения, чтобы обеспечить стабильную сварку в замочную скважину.Нестабильная замочная скважина может вызвать турбулентность в сварочной ванне. В качестве газа через отверстие и защитного газа обычно используются смеси аргона или аргона с водородом. Газ через отверстие сильно влияет на глубину и профиль проникновения. Небольших количеств водорода (~ 5%) обычно достаточно для увеличения энергии дуги для автогенной сварки со шпонкой, а более высокие количества могут привести к пористости в металле сварного шва. Для большей толщины шва может потребоваться увеличенный поток газа через отверстие и нарастание сварочного тока, чтобы вызвать замочную скважину.Чтобы заполнить полость замочной скважины в конце сварного шва, может потребоваться уменьшение потока газа через отверстие и уменьшение сварочного тока. Более высокие скорости перемещения требуют более высоких сварочных токов для выполнения сварки в скважину. Чрезмерная скорость перемещения может привести к поднутрению, то есть канавке, вплавленной в основной металл, рядом с носком сварного шва или корню сварного шва и оставшейся незаполненной металлом сварного шва. Сварочную горелку следует держать по существу перпендикулярно заготовке как в продольном, так и в поперечном направлениях, а также на средней линии сварного шва.Даже небольшое отклонение от этого условия может вызвать дефекты неплавления в металле шва.
Плазменная сварка – обзор
16.3.1.11 J Плазменная сварка и резка
Плазменная дуговая сварка была разработана на основе сварки TIG путем размещения узкого отверстия вокруг дуги и подачи небольшого потока аргона через отверстие (рисунок 16.80). Суженная дуга диссоциирует газообразный аргон на положительно и отрицательно заряженные электроны, образуя плазму. Когда плазменный газ уходит от столба дуги, он снова образует нейтральные атомы и отдает свою энергию в виде тепла.
Рисунок 16.80. Плазменно-дуговая сварка
Между вольфрамовым электродом и медным отверстием с водяным охлаждением возникает слаботочная вспомогательная дуга. Газ аргон, протекающий через отверстие, ионизируется и инициирует первичную дугу между вольфрамовым электродом и основным металлом при увеличении тока. Дуга и зона сварки защищены газом, протекающим через внешнее сопло. Защитный газ состоит из аргона, гелия или газовых смесей аргона с водородом или гелием.
Обычная вольфрамовая дуга имеет температуру приблизительно 11 000 ° C, но сжатая дуга плазменной горелки может достигать 20 000 ° C. Струя высокотемпературного ионизированного газа отдает свою энергию при контакте с основным металлом и, таким образом, увеличивает энергию вольфрамовой дуги. Таким образом получается сварной шов с глубоким проплавлением с высоким отношением глубины к ширине с минимальной деформацией основного металла. Термин «замочная скважина» используется для описания формы отверстия, образованного в основном металле при сварке стыкового соединения с близким квадратным краем.Когда горелка перемещается по стыку, расплавленный металл течет по краям отверстия и затвердевает в задней части отверстия. Расплавленный металл по бокам отверстия удерживается на месте за счет поверхностного натяжения и давления паров металла в отверстии.
Сварку со шпонкой можно использовать для обработки углеродистых, низколегированных и нержавеющих сталей толщиной 2,5-10 мм и алюминиевых сплавов до 20 мм. Скорость сварки обычно на 50–150% выше, чем скорость сварки TIG.
Слаботочным вариантом процесса является микроплазменная дуговая сварка, которая используется для прецизионной сварки тонких листов толщиной от 0,025 до 1,5 мм при токе 0,1-10 А. Плазменная дуга намного стабильнее, чем сварка TIG. дуга, которая имеет тенденцию отклоняться от соединительной линии при малых токах.
Плазменная резка Если ток и потоки газа увеличиваются в достаточной степени, расплавленный металл, образующийся вокруг замочной скважины, выбрасывается на дно отверстия, и когда плазменный резак перемещается вдоль заготовки, образуется разрез.Плазменная резка особенно подходит для резки цветных металлов, таких как алюминий, медь и никель, а также их сплавов, которые трудно разрезать в пламени кислородного газа. Для резки большинства цветных металлов в качестве плазменного газа используются азот, смеси азота с водородом или смеси аргона с водородом. Вторичный защитный газ, подаваемый через сопло, окружающее сопло плазменного газа, выбирается в соответствии с разрезаемым материалом. Для низкоуглеродистой и нержавеющей стали это может быть CO 2 , а для алюминия – смесь аргона с водородом.Иногда вода используется вместо вспомогательного защитного газа, а в другом варианте технологического процесса вода впрыскивается вокруг конца сопла плазменного газа, что позволяет концентрировать плазменное пламя и обеспечивать более высокие скорости резки.
Плазменная резка может использоваться для подготовки кромок листов (т. Е. Снятия фаски) и для фигурной резки. Процесс можно использовать вручную, или горелку можно установить на механизированном режущем оборудовании, аналогичном тому, которое используется для газовой резки. Углеродистые стали толщиной до 75 мм можно резать плазменной резкой быстрее, чем кислородно-топливным газом, а при толщине металла до 25 мм скорость резки может быть в пять раз выше.
Важным изменением процесса является использование сжатого воздуха для плазменного газа без подачи какого-либо дополнительного защитного газа. Использование сжатого воздуха вместо воды для охлаждения позволяет сделать горелку более простой.
Доступны небольшие ручные воздушные плазменные горелки, которые находят все более широкое применение при резке листового металла (например, в мастерских по ремонту двигателей). Для получения дополнительной информации обратитесь к ссылке 40.
BINZEL BASICS: Что такое плазменная сварка?
Что такое плазменная сварка?
« Плазма » – четвертое состояние Материи.
Плазма – это горячий ионизированный газ, состоящий примерно из равного количества положительно заряженных ионов и отрицательно заряженных электронов. Характеристики плазмы значительно отличаются от характеристик обычных нейтральных газов, поэтому плазма считается отдельным «четвертым состоянием вещества».
Проще говоря, плазма – это газ, который был перегрет до такой степени, что становится очень проводящим. В процессах сварки и резки это позволяет передавать электрический ток.
Температура плазменной дуги может достигать 30 000 градусов по Фаренгейту. (16000 градусов Цельсия).
Плазменная сварка
была впервые представлена как процесс примерно в начале 1960-х годов и использовалась в специальных приложениях с низким током (микроплазма) от 0,5 А, как правило, или даже ниже, до 500 А в более тяжелых отраслях промышленности.
На сегодняшнем рынке, хотя и считается экзотическим процессом сварки, плазма используется в широком спектре отраслей, где ключевыми факторами являются объем производства, стабильность и минимальное время простоя.
На изображении выше: функциональное изображение того, как работает плазменная сварочная горелка.
Каковы преимущества процесса плазменной сварки?
Сфокусированная дуга
Одним из основных преимуществ процесса PAW является сфокусированная дуга, которая создается через отверстие наконечника. Размер отверстия может быть увеличен или уменьшен в соответствии с требованиями к силе тока, а также в соответствии с конкретными приложениями.
К преимуществам сфокусированной дуги можно отнести:
- Более глубокое проникновение
- Зона пониженного термического влияния (ЗТВ)
- Повышенная скорость движения
- Меньше влияния магнитных полей (блуждание дуги)
- Точность в автоматизированных / роботизированных приложениях
Некоторые приложения, в которых используется сфокусированная плазменная дуга:
- Термопары
- Катетеры (медицинская промышленность)
- Хирургические инструменты
- Сильфон с приварной кромкой
- Датчики расхода
- Ремонт инструмента и штампов
- Батареи
- Аэрокосмические компоненты
- Криогеника
- Трубные мельницы
- Сосуды под давлением
Защищенный электрод
В отличие от процесса TIG, в котором вольфрамовый электрод открыт в атмосферу после цикла сварки, электрод в плазменном процессе изолирован внутри камеры горелки и защищен газовой защитой.Это позволяет электроду оставаться в одном и том же состоянии в течение более длительных периодов времени и, таким образом, в приложениях автоматизации значительно снижает необходимость останавливать процесс сварки для повторной заточки электрода …
= Повышение производительности
Перенос дуги
Чтобы предотвратить загрязнение при использовании процесса Tig, необходимо использовать высокую частоту для передачи дуги от электрода к заготовке. В приложениях автоматизации это может в некоторых случаях создавать проблемы, когда высокая частота может создавать помехи и прерывать работу управляющего оборудования.Этот метод переноса также может привести к преждевременному износу электрода, особенно при сварке большого объема и короткой продолжительности, что увеличивает потребность в повторной заточке электродов.
В плазменном процессе используется постоянная пилотная дуга, которая позволяет переносить дугу без использования высокой частоты. Это устраняет помехи в системе управления, а также обеспечивает надежный и точный переход на более длительные производственные циклы …
= Повышение производительности.
Контроль дуги
В дополнение к функциям, доступным на источнике питания плазмы, таким как контроль тока, цифровое регулирование газа (поддержание потока газа в соответствии с настройкой силы тока), синхронизация импульсов и точек, плазменная сварочная горелка может предложить другие варианты, чтобы помочь точно настроить характеристики дуги.К ним относятся следующие:
- Размер отверстия в наконечнике
- Набор электродов
- Расходы газа.
- Возможность работы с несколькими газами
Выбор газа
Для улучшения сварочного процесса можно использовать различные газы.
Например, смесь аргона с водородом с концентрацией 2% или 5% может использоваться в качестве плазменного газа ИЛИ в качестве защитного газа в сочетании с чистым аргоном.
- Аргоновая плазма / аргон / водородный экран – Повышенное тепловложение от экрана. Газ снижает поверхностное натяжение материала и позволяет увеличить скорость движения.
- Argon Hydrogen Plasma / Argon Shield – Концентрирует тепло в потоке плазмы для увеличения проникновения. (Режим замочной скважины)
Изображение вверху: пример плазменной сварки нержавеющей стали.
Отрасли и области применения, в которых используется технология плазменной сварки .
- Аэрокосмическая промышленность
- Медицинский
- Автомобильная промышленность
- Производство аккумуляторов
- Производство сосудов под давлением
- Производство
- Производство нержавеющей стали
- Емкости для хранения
- Криогеника
- Промышленность термопар
- Товары для дома и бытовой техники
- Компрессоры
- Кухонное оборудование промышленное и бытовое
- Электроинструменты – ламинация
- Сварка труб
- Трубные мельницы
- Ремонт инструмента и штампов
- Электростанции
И многое другое……
Плазменно-дуговая сварка (PAW) | Сварка и неразрушающий контроль
Плазменно-дуговая сварка (PAW) – это процесс дуговой сварки, в котором тепло, необходимое для сварки, генерируется суженной дугой между неплавящимся электродом и заготовкой.
Плазменно-дуговая сварка – это, по сути, расширение дуговой сварки вольфрамовым электродом (GTAW). Как и GTAW, при плазменно-дуговой сварке (PAW) используется неплавящийся электрод. Однако для подачи тепла при плазменно-дуговой сварке (PAW) используется другой метод.
Сварочная горелка, используемая при плазменно-дуговой сварке (PAW), содержит два сопла: внутреннее сопло для газа через сопло и внешнее сопло для защитного газа (см. Рисунок 1).
Рисунок 1
Внутреннее сопло содержит сопло для газа, окружающего электрод. Газ через отверстие – это нейтральный газ, который превращается в плазменное состояние (четвертое состояние вещества), когда в камере зажигается дуга. Дуга нагревает газ в отверстии до температуры, при которой электроны, присутствующие в атомах газа в отверстии, покидают свою орбиту, в результате чего газ в отверстии ионизируется.Ионизированные газы выходят из отверстия сопла в виде «струи плазменной струи». Плазма – хороший проводник электричества.
Плазма исходит из сопла отверстия при температуре около 16 700 ° C (30 000 ° F), создавая узкую, суженную дугу, которая обеспечивает превосходное управление направлением и создает очень благоприятный профиль сварного шва между глубиной и шириной.
Внешнее сопло содержит защитный газ, такой как газовая дуговая сварка вольфрамом (GTAW). Защитный газ покрывает область воздействия дуговой плазмы на заготовку, чтобы избежать загрязнения сварного шва.Защитный газ может быть таким же, как и диафрагменный газ, или может отличаться от диафрагменного газа.
Некоторые важные термины, используемые в плазменно-дуговой сварке:
Отклонение электрода: Расстояние между концом электрода и лицевой стороной сужающего сопла известно как отступ электрода (см. Рисунок 1).
Расстояние зазора резака: Расстояние между внешней поверхностью сужающего сопла и заготовкой называется расстоянием зазора резака (см. Рисунок 1).
Водоотводящая камера: Пространство между внутренней стенкой сужающего сопла и электродом известно как водоотводящая камера или водоотводящая камера (см. Рисунок 1).
Оборудование:Плазменно-дуговая сварка может выполняться вручную, механизировано или роботизировано. Однако для ручной плазменной сварки используются следующие элементы:
- A Источник питания
- A Сварочная горелка
- A Пульт управления плазмой,
- Газы (диафрагма и защитный газ)
- Охлаждающая жидкость горелки
- Другие аксессуары, такие как пульт дистанционного управления током, таймеры потока газа и двухпозиционный переключатель
Источник питания: Источник питания, используемый для плазменно-дуговой сварки, аналогичен источнику питания, используемому для сварки TIG ( GTAW).В процессах GTAW и PAW используются источники постоянного тока и высокочастотный источник для зажигания дуги.
Сварочная горелка: Горелка для плазменно-дуговой сварки (PAW) имеет следующие характеристики:
- Она удерживает электрод и пропускает ток через электрод
- Внутреннее сопло для подачи газа через отверстие или плазменный газ
- Наружное сопло для подачи защитного газа
Пульт управления плазмой: Важнейшие системы управления плазменно-дуговой сваркой заключены в плазменный пульт, также известный как пульт или пульт управления плазмой.Консоль обычно интегрирована с основным источником питания, но может быть доступна и как отдельный автономный блок. Типичная консоль управления плазмой включает в себя следующие элементы управления:
- поток плазменного газа
- поток защитного газа
- ток вспомогательной дуги
Газы (диафрагменный газ / защитный газ): Выбор газов для плазменной сварки зависит от следующих критериев;
- положение сварки
- конфигурация стыка
- Основной металл
Защитный газ часто совпадает с газом для диафрагмы для многих приложений плазменно-дуговой сварки.Однако при использовании другого газа для определенных целей можно наблюдать некоторые преимущества.
Диафрагменный газ: Диафрагменный газ должен быть инертным по отношению к электроду, чтобы избежать быстрого износа электрода. Для увеличения срока службы электрода необходимо использовать диафрагменный газ чистотой 99,99%. Расход газа через сопло обычно составляет от 0,1 л / мин (л / мин) до 5 л / мин. Наиболее часто используемые газы для диафрагм:
- Аргон
- Смесь аргон – водород
Защитный газ: Обычно в качестве защитного газа используются инертные газы.Однако активный газ также может использоваться для защиты, если не считается, что он отрицательно влияет на свойства сварного шва. Следующие газы используются для защиты сварочной ванны;
- Аргон
- Аргон-водородная смесь
- Аргон-гелиевая смесь
- Углекислый газ
Расход защитных газов обычно находится в диапазоне от 5 до 15 л / мин для слаботочных приложений. Для сильноточной сварки используются скорости потока от 15 до 32 л / мин.
Система охлаждения: Для плазменно-дуговой сварки требуется система охлаждения. Система охлаждения должна состоять из бачка с охлаждающей жидкостью, радиатора, насоса, датчика расхода и контрольных переключателей. Для изготовления поверхностей, контактирующих с жидкостью, используются коррозионно-стойкие материалы.
Электроды: Как и GTAW, вольфрамовые электроды используются при плазменно-дуговой сварке (PAW). Вольфрамовые электроды с небольшими добавками тория, лантана или церия могут использоваться для плазменно-дуговой сварки с прямой полярностью (DCEN).Электроды из чистого вольфрама и циркония редко используются при плазменной дуговой сварке, поскольку геометрия кончика электрода не может быть сохранена. Чтобы узнать больше о вольфрамовых электродах, щелкните здесь.
Присадочный металл: Присадочный металл добавляется извне (при необходимости). При ручной сварке используется присадочный металл в виде стержней. Тогда как присадочный металл в виде проволоки используется для механизированной или роботизированной сварки. Технические характеристики присадочного металла такие же, как и при газовой дуговой сварке вольфрамом (GTAW).Чтобы узнать больше о вольфрамовых электродах, щелкните здесь.
РЕЖИМЫ ДУГИ:
При плазменно-дуговой сварке используются два типа режимов дуги:
- Режим дуги с переносом
- Режим дуги без переноса.
В режиме переносимой дуги электрод подключается к одной клемме источника питания (обычно с отрицательной полярностью), а заготовка подключается к другой клемме (положительной клемме).Таким образом, заготовка становится частью электрической цепи (сопло остается неповрежденным), а тепло получается от анодного пятна на заготовке и плазменной струи.
В режиме дуги без переноса электрод подключается к одной клемме источника питания (обычно с отрицательной полярностью), а сопло подключается к другой клемме (положительной клемме). Следовательно, между электродом и суживающим отверстием возникает и поддерживается дуга. Заготовка остается вне электрической цепи дуги.Режим непереносимой дуги подходит для резки и соединения непроводящих материалов.
Преимущества плазменно-дуговой сварки (PAW):
- Суженное отверстие обеспечивает высокую концентрацию тепла на меньшей площади
- Оно обеспечивает более глубокое проплавление и обеспечивает качественную сварку
- Меньшее потребление тока по сравнению с другим процессом сварки
- расстояние между горелкой и заготовкой (расстояние зазора) не влияет на образование дуги
- Может достигать более высоких скоростей движения
- Меньшая зона термического влияния (HAZ) по сравнению с GTAW (газовая сварка вольфрамовой дугой)
- Она более стабильна и не отклоняется от основного металла
Ограничения плазменно-дуговой сварки (PAW):
- Оборудование для плазменно-дуговой сварки является относительно дорогостоящим, поэтому затраты на запуск высоки.