Пространственные положения сварного шва при сварке
Без сварочного процесса в наши дни не создается ни одна более-менее сложная конструкция из металла. То, что сварка является очень востребованной говорит хотя бы тот факт, что по отношению к сварочным работам существует множество нормативных актов и положений, регламентирующих пространственное расположение сварочного стыка.
Методические рекомендации содержат подробную информацию о том, как должен располагаться электрод в пространстве при выполнении конкретного вида сварочных работ. Детальное описание необходимо, поскольку техника выполнения работ в различных пространственных положениях имеет очень важные отличия.
В зависимости от того, как расположен стык, выбираются определенные условия для наложения сварочного шва. Изменяется не только методология выполнения работ, но также и требования к качеству, внешнему виду, наличию тех или иных дефектов. Положение сварочного стыка оказывает огромное влияние на производительность специалиста. Это принимается во внимание при составлении технологической карты выполнения работ на объекте или определенном участке.
Это принимается во внимание при составлении технологической карты выполнения работ на объекте или определенном участке.
СОДЕРЖАНИЕ
- Обозначение
- Виды положений при сварке
- Нижнее положение
- Горизонтальное
- Вертикальное
- Потолочное
- Положение электрода
- Движение электрода
- Сваривание электродом
- Виды соединений
- Как подготавливаются кромки
Обозначение
Классификация сварочных швов подразумевает обозначение их пространственного положения. Каждый вид маркируется аббревиатурой, состоящей из цифр и букв. Они четко информируют о разновидности шва. Данные обозначения используются при составлении графических материалов, где указывается наличие сварных соединений, или при составлении иной документации. Каждый сварщик изучает значение каждой аббревиатуры и сдает экзамен по условным обозначениям пространственного положения шва.
Буквенные обозначения присваиваются просто. Первая буква информирует о пространственном положении стыка. Учитывая тот факт, что самих положений не так уж и много, то расшифровка обозначений не составит труда. К примеру, буква «В» значит, что стык вертикальный, «П» – потолочный и так далее. Если перед большой буквой стоит маленькая, то она тоже несет определенную смысловую нагрузку. Например, меленькая «п» перед большой «П» будет означать, что шов «полу потолочный».
В аббревиатуре кодируется не только расположение стыка, но и другая основная информация: направление сварки, вид соединения. Для примера – П2 будет означать, что шов потолочный тавровый, а В1 – вертикальный стык, а сваривание выполняется по направлению снизу-вверх. Два однородных обозначения Н1 и Н2 свидетельствуют о том, что шов располагается снизу, а вот техника выполнения различна. В первом случае – это стыковой способ сваривания, а во втором – «в лодочку».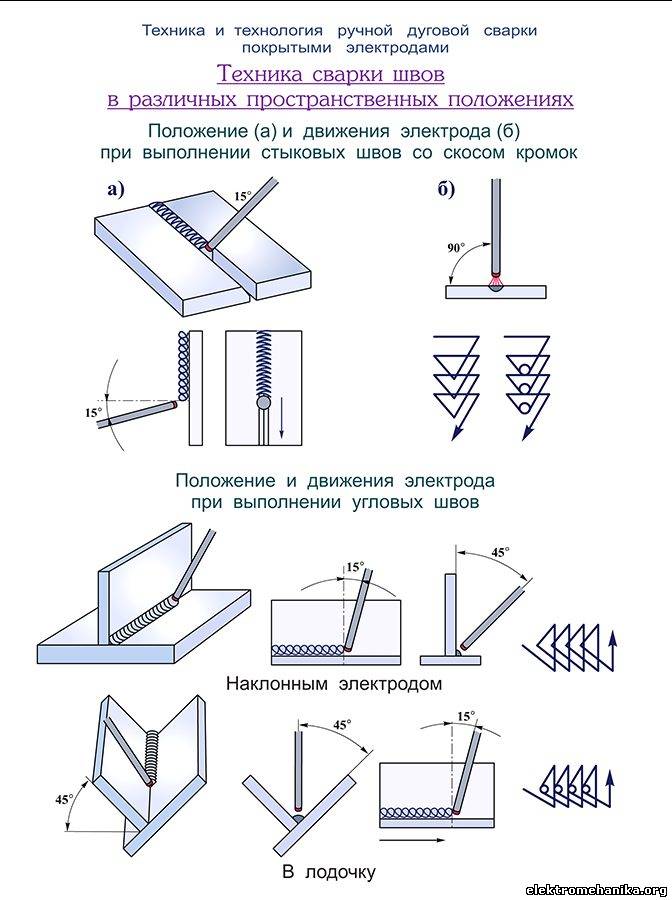
Аббревиатура «Н45» значит, что положение сварочного шва при выполнении определенных работ на участке конструкции является переменным. Как пример такого варианта – соединение двух труб, оси которых по отношению одна к другой расположены под углом 45 градусов. При этом сварочные работы выполняются без вращения заготовок.
Сокращения, обозначающие положение электродов при сваривании:
- h2 (PA) — нижнее стыковое и в «лодочку»;
- Н2 (РВ) — нижнее тавровое;
- Г (PC) — горизонтальное;
- П1 (РЕ) — потолочное стыковое;
- П2 (PD) — потолочное тавровое;
- B1 (PF) — вертикальное снизу-вверх;
- В2 (PG) — вертикальное сверху вниз;
- Н45 (H-L045) — наклонное под углом 45°.
Электроды иностранных производителей поставляются с графической маркировкой, которая обозначает их предназначение для того или другого способа сварки. Направление указывают стрелки и прочитать информацию не составляет труда.
В маркировке присутствуют также литеры, которые информируют о виде свариваемых заготовок.
Благодаря использованию общепринятой маркировки процессов удалось систематизировать информацию о положении сварного шва в пространстве. Перед допуском к работе сварщиков экзаменуют, и в первую очередь на практике. Только после успешной сдачи практических испытаний, специалист сможет ответить на вопросы, которые вошли в теоретическую часть аттестации. Задачи могут отличаться в зависимости от того, в какой области будет работать испытуемый. Есть также и общие вопросы, знание которых обязательно для всех без исключения сварщиков. Маркировка пространственного расположения швов относится именно к такой категории знаний.
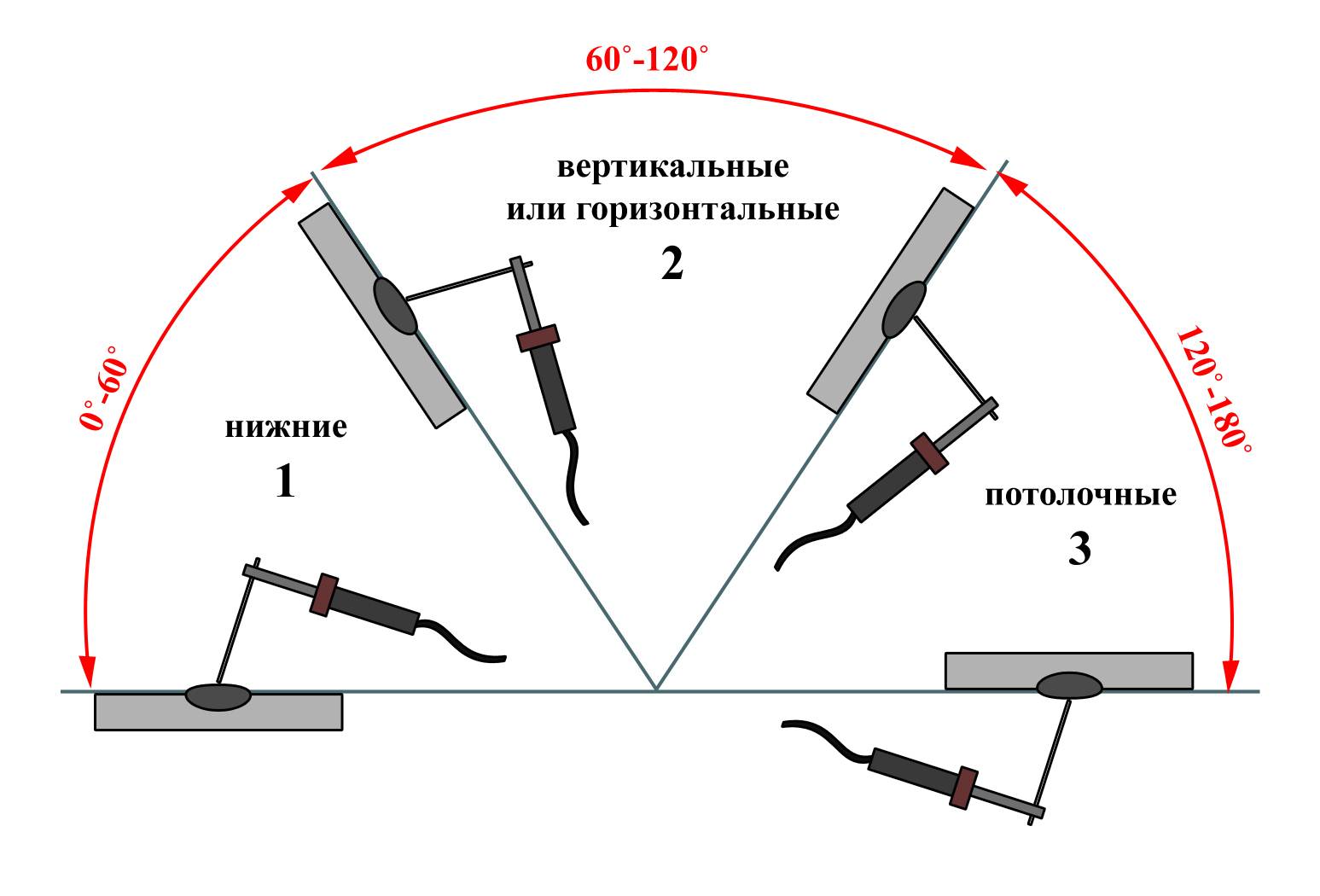
Виды положений при сварке
В пространстве стыки заготовок могут располагаться в четырех вариантах. Самый простой из них – горизонтальный: выполнение сварочных работ не создает проблем даже новичкам. Другой тип горизонтального шва – потолочный – наоборот, формировать труднее всего. Горизонтально направленный шов не обязательно должен размещаться внизу или наверху. Он может быть направленным горизонтально, но находиться при этом на вертикальной поверхности. Он классифицируется как вертикально расположенный. Каждый сварочный шов в зависимости от своего расположения отличается нюансами формовки. От этого зависит и положение электрода при выполнении работ.
Горизонтально направленный шов не обязательно должен размещаться внизу или наверху. Он может быть направленным горизонтально, но находиться при этом на вертикальной поверхности. Он классифицируется как вертикально расположенный. Каждый сварочный шов в зависимости от своего расположения отличается нюансами формовки. От этого зависит и положение электрода при выполнении работ.
Нижнее положение
Простое и наиболее желанное для любого сварщика расположение стыка. Такой вариант чаще всего встречается при соединении деталей небольшого размера и в большинстве своем выполняется на рабочем месте сварщика. В этом случае оптимальное расположение электрода – вертикальное. После обработки одной стороны деталь переворачивается и аналогичные манипуляции выполняются с другой.
На качество сварного соединения влияют множество факторов: толщина заготовок, расстояние между кромками, показатели тока. Метод относится к числу высокопроизводительных. Недостатком может служить высокая вероятность образования прожогов. В нижнем положении применяются два основных способа сваривания – стыковой и угловой.
В нижнем положении применяются два основных способа сваривания – стыковой и угловой.
Научиться варить в нижнем положении проще всего. Новичкам, как правило, достаточно пары непродолжительных занятий, чтобы освоить азы и получить свой первый практический опыт. Исключением является только сваривание тонких листов. Чтобы освоить такую технику, потребуется длительный период тренировок.
Горизонтальное
На сленге специалистов – «горизонт». При таком расположении заготовки находятся в вертикальной плоскости, а сварной шов имеет горизонтальную направленность. Электрод располагается перпендикулярно по отношению к месту соединения. При выполнении работ не исключается вытекание расплава из сварочной ванны. Чтобы снизить вероятность такого негатива, следует выполнить подготовку кромок: подрезать их, чтобы создать дополнительное препятствие расплаву.
Вертикальное
Заготовки находятся в вертикальной плоскости, а соединительный стык между ними располагается также вертикально.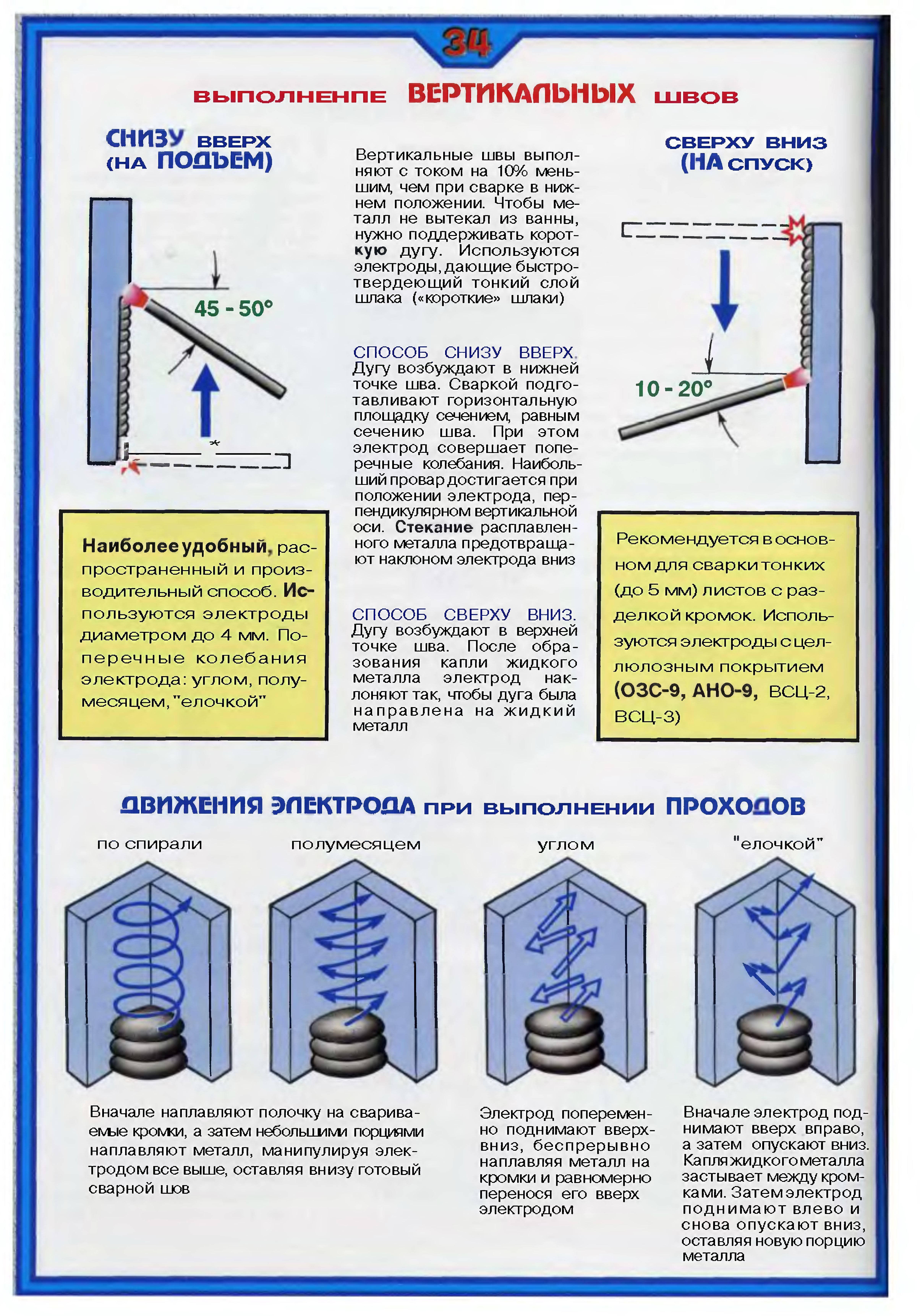 Электрод при сваривании удерживается в горизонтальной плоскости перпендикулярно по отношению к рабочей поверхности. Проблема вытекания жидкого металла из сварочной ванны, как и в предыдущем случае, сохраняется.
Электрод при сваривании удерживается в горизонтальной плоскости перпендикулярно по отношению к рабочей поверхности. Проблема вытекания жидкого металла из сварочной ванны, как и в предыдущем случае, сохраняется.
Поэтому работы выполняются только по короткой дуге. Это будет препятствовать попаданию расплава в кратер воронки. Помимо этого, рекомендуется выбирать расходные материалы со специальным покрытием, увеличивающим вязкость жидкого содержимого. Благодаря этому, стекание расплава вниз заметно уменьшается.
В большинстве своем сварщики в этом случае отдают предпочтение перемещению электрода по направлению снизу-вверх. Тогда расплавленный металл при движении образует ступеньку, которая является хорошим препятствием для его дальнейшего перемещения. Минус такого метода – большие затраты времени. Производительность заметно увеличивается, если электрод перемещать в обратном направлении – сверху-вниз. Но тогда снижается качество сварного стыка.
Чтобы освоить технику формировки вертикального сварочного шва, потребуется длительный период времени на тренировки. Работать с толстыми заготовками научиться проще, а соединять тонкие могут далеко не все специалисты. Как показывает практика, лучшее качество работ получается при сваривании толстого металла по направлению снизу-вверх, а тонкого сверху-вниз.
Работать с толстыми заготовками научиться проще, а соединять тонкие могут далеко не все специалисты. Как показывает практика, лучшее качество работ получается при сваривании толстого металла по направлению снизу-вверх, а тонкого сверху-вниз.
Потолочное
Это разновидность горизонтального шва, который просто размещен в неудобном для выполнения работ месте. Специалист вынужден длительное время пребывать в неудобном положении: с поднятой вверх головой и вытянутой рукой. Качество в большой степени зависит от опыта выполнения подобного рода работ. Со временем у сварщиков вырабатываются навыки и даже свои приемы, которые позволяют облегчить работу. В любом случае приходится делать перерывы, чтобы отдохнуть и восстановить силы.
При выполнении сварочных работ заготовки располагаются горизонтально, а расходник – вертикально. Шов находится в нижней части кромок соединяемых деталей. Основная причина получения результата низкого качества заключается в том, что расплав стекает вниз, но не в сварочную ванну.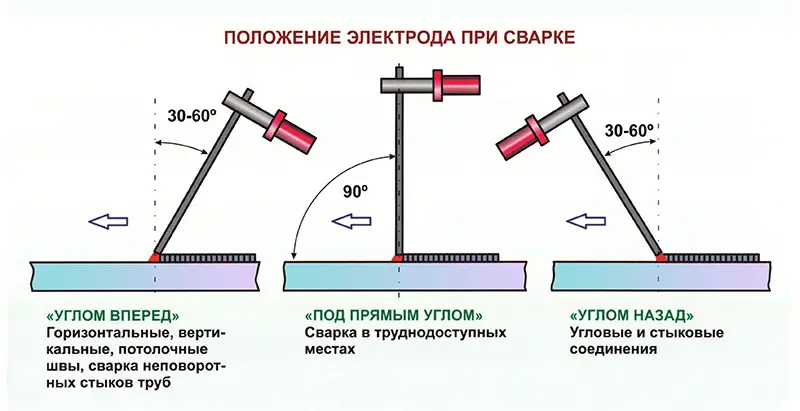
Чтобы минимизировать негативное влияние этого эффекта, следует применять короткую дугу и сваривать при небольшом напряжении. Лучше выбирать электроды небольшого диаметра с тугоплавким покрытием. Тогда капли расплава будут удерживаться на месте за счет поверхностного натяжения. Такой вид сварки нежелателен в случаях, когда приходится соединять детали малой толщины.
Умение «ложить потолок» позволяет сварщику претендовать на повышения разряда. Для новичков данная техника не только недоступна, но и даже опасна. Без навыков работы и хорошей защиты расплавленные капли могут попадать на тело и даже в глаза.
Положение электрода
При выполнении сварочных работ большое внимание уделяется углу расположения электрода по отношению к рабочей поверхности. Правильный наклон расходника способствует облегчению контроля над процессом сварки, что позволяет своевременно вносить коррективы и в итоге получить хороший результат. Данные по оптимальному углу наклона электрода в чертежах не обозначаются, а выбираются сварщиком индивидуально.
Данные по оптимальному углу наклона электрода в чертежах не обозначаются, а выбираются сварщиком индивидуально.
Существует три основных вид положения электродов:
- Углом вперед. Оптимальный вариант для наложения шва в труднодоступных местах. Помимо достоинств ему присущи и недостатки. Шлак и жидкий металл все время находятся на пути перемещения электрода, что мешает сварочному процессу. Иногда дуга гаснет, а то и вовсе начинает «блуждать». Возможно образование пропусков, что сильно понижает качество шва.
- Углом назад. Часто используется при соединении угловых стыков. Желательно угол наклона электрода выдерживать, как и в предыдущем случае, в коридоре 30-60 градусов. В процессе работы сварочная дуга вытесняет из ванночки жидкий металл и шлак. Оголенные участки быстро кристаллизируются.
- Прямой угол. Благодаря тому, что электрод расположен перпендикулярно к заготовкам, можно контролировать перемещение шлака.
 В результате шов получается хорошего качества. В случаях, когда шлак образуется перед электродом, необходимо сменить положение расходника и выставить его «углом назад». Это дает возможность убрать расплав с пути перемещения электрода.
В результате шов получается хорошего качества. В случаях, когда шлак образуется перед электродом, необходимо сменить положение расходника и выставить его «углом назад». Это дает возможность убрать расплав с пути перемещения электрода.
 В результате шов получается хорошего качества. В случаях, когда шлак образуется перед электродом, необходимо сменить положение расходника и выставить его «углом назад». Это дает возможность убрать расплав с пути перемещения электрода.
В результате шов получается хорошего качества. В случаях, когда шлак образуется перед электродом, необходимо сменить положение расходника и выставить его «углом назад». Это дает возможность убрать расплав с пути перемещения электрода.Для улучшения качества и увеличения скорости работ, вы всегда можете воcпользоваться нашими сварочными столами собственного производства от компании VTM.
Движение электрода
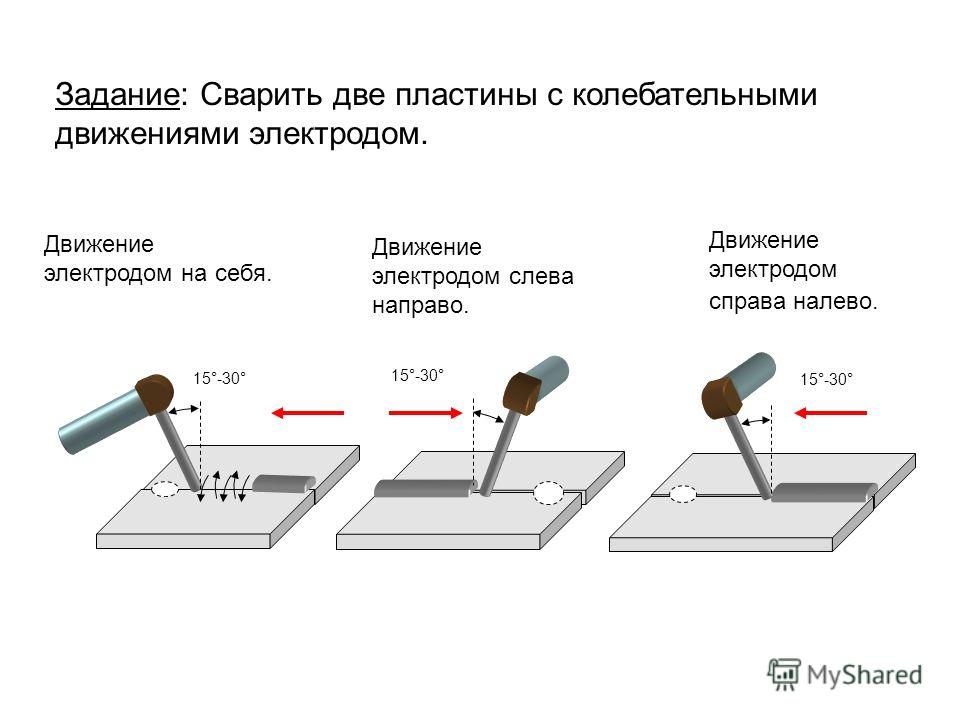
При ручной дуговой сварке используется колебательное перемещение электрода. Траектория подбирается в зависимости от толщины заготовок и типа соединения. Перемещая электрод «по прямой», то есть вдоль стыка, сварщик получит так называемый «ниточный» валик. Его толщина зависит от диаметра электрода и скорости движения. Когда требуется получение валика большей толщины, нежели диаметр электрода, то выполняется поперечное возвратно-поступательные движение электрода.
Амплитуда колебаний определяется материалом заготовок и размером шва. При этом конец электрода может описывать различные фигурки. Например, «елочка», «треугольник», «лестница» или другие. Как правило, они определяются специалистом еще до начала сварочного процесса. Благодаря большому количеству техник, можно выбрать наиболее подходящий вариант для конкретного случая с тем, чтобы получить шов высокого качества.
Вне зависимости от пространственного положения перед началом сваривания, требуется предварительная подготовка поверхности. Рабочую поверхность необходимо очистить от загрязнений, краски, окалины и т.п. Сначала заготовки прихватывают – скрепляют между собой при помощи пары-тройки точечных прихватов. Это нужно для того, чтобы обездвижить заготовки одна относительно другой. важно, чтобы величина зазора все время оставалась постоянной. При сваривании тонких листовых материалов расстояние между заготовками не должно превышать 5 миллиметров. При работе с толстыми полками этот показатель можно увеличивать до 30 мм включительно.
Сваривание электродом
Когда речь идет о сваривании металлических заготовок электродом, то по умолчанию подразумевается ручная дуговая сварка. Невзирая на тот факт, что стали доступными многие более современные технологии, этот сварки остается самым простым, сравнительно недорогим и распространенным. Улучшить качество сварного шва можно с помощью разного рода флюсов.
Применяется ручная дуговая сварка в разных сферах, начиная от бытовых потребностей и заканчивая большими промышленными площадками. Особенно хорошо технология зарекомендовала себя в работе с углеродистыми материалами. Наиболее технологичным на сегодняшний день является применение инверторов.
Виды соединений
Соединения делятся на несколько типов. Принято различать стыковые и угловые сварные швы. Стыковые представляют собой соединение двух элементов, которые прижимаются торцами. Оно широко используется в изготовлении разнообразных конструкций. К преимуществам метода относится высокая производительность, небольшой расход материалов.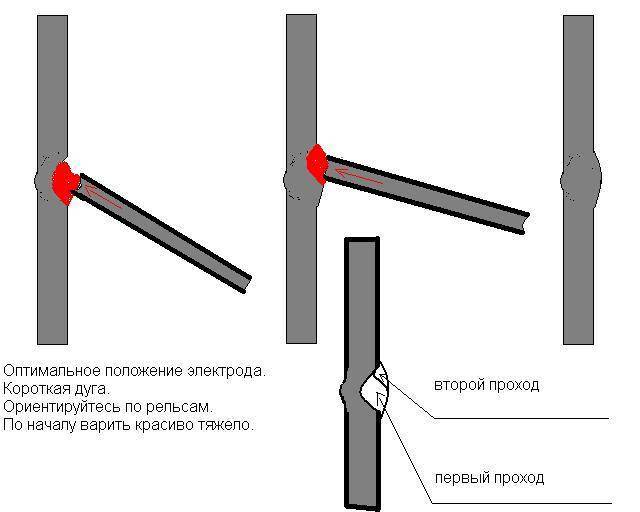 при соблюдении всех требований получается прочное и эстетичное сварное соединение. Предварительная подготовка стыкуемых кромок обязательна.
при соблюдении всех требований получается прочное и эстетичное сварное соединение. Предварительная подготовка стыкуемых кромок обязательна.
Стыковой метод сваривания используется при соединении заготовок из листового материала, труб и проката. Угловое соединение подразумевает, что элементы расположены под углом по отношению друг к другу. В месте контакта сторон сварщик формирует шов. Угол может быть разным и полностью зависит от особенностей конструкции.
При тавровом соединении торцевая часть одной заготовки приваривается к плоской поверхности другой. в большинстве случаев угол соединения составляет 90 градусов. Важным условием для получения хорошего результата является правильная подготовка торцевого элемента. Он должен быть ровно обрезан и зачищен. Выполняется предварительная подготовка кромок, что обеспечит хорошее смыкание заготовок.
Если стенки толстые, то фаску снимают с двух сторон для обеспечения хорошего провара. Лучше всего тавровое соединение получается тогда, когда детали установлены «в лодочку».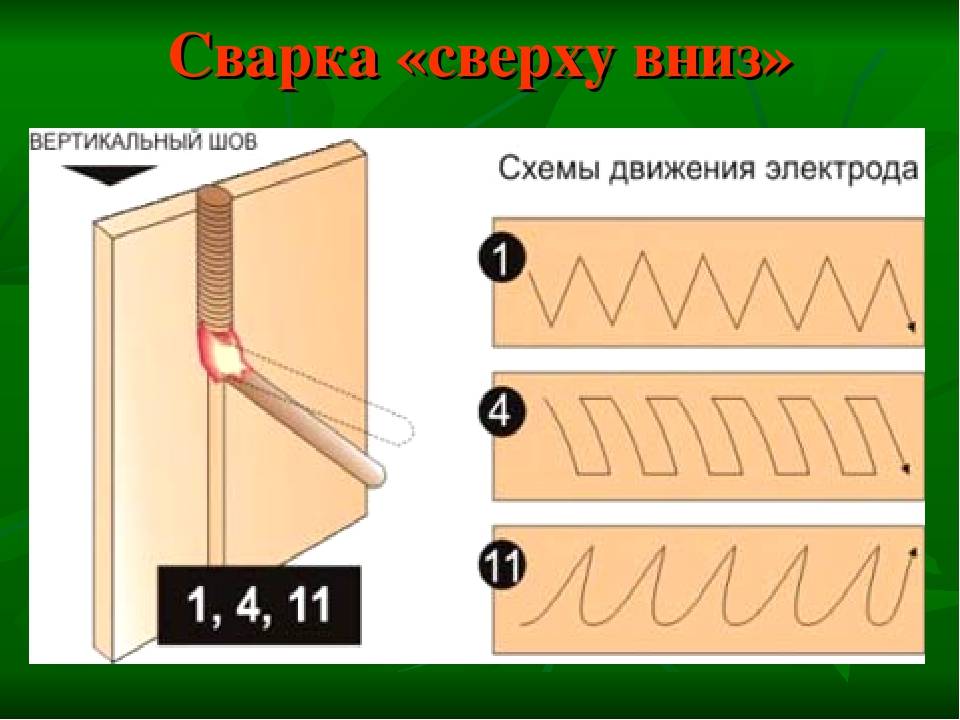 В процессе работы электрод можно ставить вертикально. Если стенки деталей уж слишком толстые и хорошо проварить их за один проход не получается, то допускается многопроходное соединение.
В процессе работы электрод можно ставить вертикально. Если стенки деталей уж слишком толстые и хорошо проварить их за один проход не получается, то допускается многопроходное соединение.
Соединение внахлест – это когда элементы расположены параллельно по отношению друг к другу, но не впритык, а поверхность одной находит на другую. Это оптимальный способ соединение для контактной и точечной сварки. Нет необходимости предварительно разделывать кромки, поскольку они не участвуют в соединении заготовок. Существуют ограничения по толщине заготовок: стенки не должны быть больше 1 см.
По форме существует три вида соединений:
- Нормальное. Результат обеспечивается за счет длинной дуги. Такие сопряжение отлично выдерживают динамические нагрузки. Это обусловлено тем, что между основным материалом и дорожкой нет перепада.
- Выпуклые. Еще их принято называть усиленными. Такая форма обеспечивается только при короткой дуге. Шов обладает несколько меньшей шириной, а «свободный» объем уходит на формирование его высоты. Для выпуклых швов требуется многослойное покрытие, что влечет за собой перерасход электродов.
- Вогнутые. Известны еще и как ослабленные. Корень выглядит вогнутым и имеет форму канавки. Образуется в результате нарушений технологического процесса или при плохой подготовке свариваемых кромок. Находит применение при соединении тонких материалов.
 Для выпуклых швов требуется многослойное покрытие, что влечет за собой перерасход электродов.
Для выпуклых швов требуется многослойное покрытие, что влечет за собой перерасход электродов.Помимо выше перечисленных сварные соединения имеют и другую классификацию:
- Односторонняя сварка. В этом случае соединение выполняется только с одной стороны без поворота и сварки с противоположной. В документации и на графических материалах обозначается аббревиатурой ос (ss). Первые литеры информируют о названии сварки на русском языке, а обозначение в скобках является международным.
- Двухсторонняя. Сварочные швы наложены с обеих сторон стыка. Условное обозначение – дс (bs).
- Соединение заготовок, выполненное на подкладке (съемной или нет) маркируется аббревиатурой сп (mb). Обозначение кириллицей расшифровывается как «с подкладкой».
- Сваривание на весу, другими словами, выполненное без подкладок: бп (nb). Как пример, ос бп будет значить, что одностороннее сварное соединение выполняется без применения подкладки.
- С зачисткой стыка. Когда корень соединения предварительно зачищается, то такой вид сварки маркируется буквами зк (gg). Соответственно, без зачистки – бз (ng).
 Обозначение кириллицей расшифровывается как «с подкладкой».
Обозначение кириллицей расшифровывается как «с подкладкой».Предусмотрено и еще одно разделение сварных швов. Осуществляется оно по конфигурации. В зависимости от типа исполнения они бывают прямолинейными, спиральными (кольцевидными) или криволинейными. Любая из конфигураций может использовать вне зависимости от пространственного расположения стыка. В зависимости от метода наложения швы могут быть сплошными или прерывистыми.
Как подготавливаются кромки
Получить качественное сварное соединение без предварительной подготовки удается крайне редко. Независимо от того. Как и где расположен стык, нужно подготовить его к сварочному процессу.
Как и где расположен стык, нужно подготовить его к сварочному процессу.
Подготовку к сварке заготовок можно разделить на такие этапы:
- правка кромок;
- разметка;
- резка заготовок;
- зачистка стыков;
- прогрев перед сваркой;
- обработка и зачистка кромок.
Правка нужна не всегда. Она необходима только в том случае, когда перед выполнением сварочных работ выясняется, что заготовки не стыкуются надлежащим образом в местах сваривания. В зависимости от сложности деформации правка может выполняться как на холодную, так и с прогревом деталей. Допускается как ручная, так и механическая обработка. Если не удается выправить деформацию с помощью молотков, кувалд, ручных прессов либо иных приспособлений, можно прибегнуть к использованию пневматического или электрического движителя.
Разметка нужна для того, чтобы обозначить нужные для работы участки, а лишнее обрезать. Ручная разметка выполняется при помощи линейки и штангенциркуля. Если требуется выполнить разметку на партии однотипных деталей, то применяется шаблон. Для получения нужного размера применяется резка металла. Она может быть термической или механической и выполняется по ранее размеченным участкам.
Если требуется выполнить разметку на партии однотипных деталей, то применяется шаблон. Для получения нужного размера применяется резка металла. Она может быть термической или механической и выполняется по ранее размеченным участкам.
Важным этапом в процессе подготовки деталей к свариванию является зачистка кромок. Поверхность следует освободить от окалины, масла или жиров, краски и прочих загрязнений. Помимо механических способов зачистки допускается применение и химических методов. В этом случае заготовки опускаются в емкость, наполненную реагентом.
После зачистки иногда требуется изменить геометрическую форму кромок. Если работы ведутся с тонкими листовыми металлами, то нужны плоские кромки. Для толстых заготовок кромки сводятся в форме латинской буквы «V» или «X». Особенно важно правильно подготовить кромки при сваривании трубопроводов. При правильном скосе в этом случае снимается напряжение при эксплуатации.
Качество сварного шва
Сварным соединением называется неразъемное соединение двух и более деталей, которые выполнены при помощи сварки. В состав сварного соединения входят: сварной шов, зона термического влияния и примыкающие к ней участки основного металла.
В состав сварного соединения входят: сварной шов, зона термического влияния и примыкающие к ней участки основного металла.
Очень важно характеристикой сварного шва является их классификация, на основании которой определяется наиболее оптимальный метод сварки и выбираются ее режимы.
Сварной шов – это место сплава различных металлических элементов одной конструкции. Во время сварки металл в этом месте расплавляется, после чего при остывании кристаллизуется, обеспечивая надежную прочность и герметичность шва.
Сварной узел представляет собой часть сварной конструкции, в которой сварены примыкающие друг к другу элементы.
Сварной конструкцией называется металлическая конструкция, изготовленная из отдельных деталей или узлов с помощью сварки. Металл деталей, подлежащих соединению сваркой, называют основным металлом. Металл, подаваемый в зону дуги дополнительно к расплавленному основному металлу, называют присадочным металлом. Переплавленный присадочный металл, введенный в сварочную ванну, называется наплавленный металл.
Дееспособность сварного изделия определяется по типу сварного соединения, формой и размерами сварных соединений и швов, их расположением относительно действующих сил и плавностью перехода от сварного шва к основному металлу.
При выборе типа сварного соединения следует учитывать условия эксплуатации, которые могут быть статические или динамические нагрузки. Также необходимо брать во внимание способ и условия изготовления сварной конструкции.
Основные виды сварочных швов
В первую очередь все швы делят по способу соединения деталей. По данному признаку выделяют следующие виды швов:
- стыковые – получаемые между заготовками, которые промыкаются друг к другу торцевыми поверхностями;
- нахлесточные – получаемые за счет наложения деталей друг на друга с частичным перекрытием;
- тавровые – получаемые за счет приваривания торцевой поверхности одной заготовки к плоскости другой заготовки;
- угловые – получаемые между заготовками, расположенными под углом друг к другу, шов получается в месте примыкания деталей;
- торцевые – получаемые за счет сваривания торцов заготовок.

Основные типы и конструктивные элементы швов сварных соединений для ручной дуговой сварки регламентирует ГОСТ 5264-80. Ниже рассмотрим более детально каждый вид сварочного соединения
Виды сварного соединенияСтыковые швы
Такие швы являются самыми распространенными видами соединения. Они используются при стыковке металлических листов или труб, которые перед процедурой сваривания должны быть надежно зафиксированы. Между деталями оставляют небольшой зазор, равный 1-2мм, который в процессе сварки заполняется расплавленным металлом.
Также различают односторонние и двухсторонние швы. При односторонней сварке шов формируется только на одной стороне деталей. В случае двухстороннего шва сварка проводится на обеих сторонах заготовок.
В зависимости от толщины свариваемых деталей для стыковых швов по-разному готовят сварочные кромки::
- с отбортовкой – для деталей толщиной – до 4 мм;
- без скоса – для деталей толщиной – 4…8 мм;
- с V-образным скосом – для деталей толщиной – 3…60 мм;
- с X-образным скосом – для деталей толщиной – 8…120 мм;
- с K-образным скосом – для деталей толщиной – 8… 100 мм;
- с криволинейным скосом – для деталей толщиной – 15…100 мм.

* Для тонких деталей возможна стыковая сварка без обработки кромок или с обработкой только на одной стороне.
Нахлесточные швы
При выполнении нахлесточных швов поверхности металлических деталей расположены параллельно и при этом частично друг друга перекрывают. Такие швы считаются самыми простыми и удобными для выполнения, поскольку детали лежат неподвижно и уже соприкасаются друг с другом местами, которые необходимо лишь заварить. При этом надо учитывать, что сварка швами внахлест всегда выполняется с двух сторон. Кромка каждой заготовки должна быть приварена к поверхности другой. Угол наклона электрода при выполнении сварки лежит в пределах 15o-45o. Если угол наклона начнет выходить за эти пределы, то шов наползет на одну из сторон стыка.
Тавровые швы
Тавровые швы выполняются привариванием торца одной заготовки к боковой поверхности другой заготовки и в разрезе напоминают букву «Т». В процессе сварки заполняется угол, который образуется между деталями, из-за чего появляется необходимость в обеспечении глубокого проплавления деталей. Обычно, это легко достигается путем применения автоматической сварки.
В процессе сварки заполняется угол, который образуется между деталями, из-за чего появляется необходимость в обеспечении глубокого проплавления деталей. Обычно, это легко достигается путем применения автоматической сварки.
Тавровые швы всегда двухсторонние. Форма подготовленных кромок возможна без скоса и с одним или двумя скосами одной кромки, где обрабатывается только привариваемый торец. Без скоса можно сваривать детали небольшой толщины – от 2 до 40 мм. Для деталей толщиной от 8 до 100 мм следует производить обработка кромки.
При сваривании тавровых швов важно знать их особенность: получаемые швы в итоге прочнее основного металла. Поэтому перед сварочными работами нужно проводить расчеты по получаемому сопротивлению материалов. Это необходимо, чтобы в дальнейшем избежать неравномерной прочности деталей, разной стойкости к нагреву и охлаждению и другим скрытым дефектам.
Угловые швы
Данные шов относится к подвиду тавровых швов, но при этом угловые швы больше распространены, чем тавровые. По форме угловые швы напоминают букву «Г», где угол между деталями может быть любой, но чаще всего – прямой. При работе с угловыми швами главной проблемой является стекание металла по углу или с вертикальной поверхности на горизонтальную. Поэтому важно контролировать ровное ведение электрода, соблюдая углы наклона. Для сварки листов разной толщины рекомендуется держать электрод под углом 60o по отношению к более толстой заготовке. В результате чего, основное тепло приведется на более толстую деталь, а тонкая при этом не перегреется и не деформируется.
По форме угловые швы напоминают букву «Г», где угол между деталями может быть любой, но чаще всего – прямой. При работе с угловыми швами главной проблемой является стекание металла по углу или с вертикальной поверхности на горизонтальную. Поэтому важно контролировать ровное ведение электрода, соблюдая углы наклона. Для сварки листов разной толщины рекомендуется держать электрод под углом 60o по отношению к более толстой заготовке. В результате чего, основное тепло приведется на более толстую деталь, а тонкая при этом не перегреется и не деформируется.
Угловые швы бывают односторонние и двухсторонние. Для двухстороннего шва сварка выполняется и на внутреннем, и на внешнем угле. Возможна сварка без обработки кромок или скосами. Скос может выполняться и с двух сторон одной кромки, где при этом вторая кромка не будет предварительно обрабатываться.
Необходимо помнить, что прочность угловых швов ниже прочности основного металла. Этот момент нужно учитывать при проектировании и проведении работ.
Торцевые швы
Торцевые швы применяются для сваривания деталей разной формы, прилегающими друг к другу боковыми поверхностями. Угол прилегания может находиться в пределах до 30градусов. Данная сварка хорошо подходит для работы, как с тонкими, так и с толстыми металлами. Перед сваркой осуществляется разделка кромок под односторонние скосы.
Торцевые швы отличаются высокой выносливостью к нагрузкам. Но при этом возможно попадание влаги или загрязнений между поверхностями деталей, что в будущем приведет к коррозии. Особенно это возможно при наличии непроваров.
Другие критерии классификации сварных соединений
Кроме сварочного соединения, швы классифицируются по другим параметрам:
- по форме шва: выпуклые и плоские швы,
- по протяженности: сплошные и прерывистые швы,
- по положению свариваемых поверхностей в пространстве: горизонтальные, вертикальные, потолочные и нижние швы и другие классификации.

Положение сварного соединения
Нижнее положение Горизонтальное Вертикальное Потолочное положение
Перед началом работ всегда важно определить вид сварного шва по всем параметрам, что поможет подобрать оптимальную технику выполнения сварки в каждом конкретном случае. Например, сварка углового соединения в вертикальном положении потребует более тщательной подготовки, чем сварка стыкового шва в нижнем положении.
Методы контроля качества сварных соединений
Контроль сварных швов является важным ключевым компонентом для обеспечения надёжного и качественного соединения деталей и работоспособности конструкции. После окончания сварочных работ проводится обязательная проверка качества сварных швов. Контрольная процедура дает возможность выявить дефекты, влияющие на прочность соединения и эксплуатационные характеристики готового изделия. Своевременное обнаружение дефектов позволяет избежать аварийных ситуаций и повысить безопасность эксплуатации конструкции.
Своевременное обнаружение дефектов позволяет избежать аварийных ситуаций и повысить безопасность эксплуатации конструкции.
На крупных производственных предприятиях контроль сварочных швов проводит отдельный специалист-контролер. Но на небольших производствах в штате часто такая единица отсутствует и проверку проводит сам сварщик.
1. Предварительный контроль – здесь происходит проверка поверхности металла, качества электродов, флюсов, присадочной проволоки и газовых смесей. Затем, непосредственно перед тем как приступить к сварке, происходит контроль качества сборки, подготовки рабочего места и осмотр состояния сварочной аппаратуры.
2. Контроль сварки – это проверка правильности выбранного режима и соблюдения технологии в процессе сваривания деталей.
3. Контроль качества – он происходит по окончании процесса сваривания, который осуществляется различные способами, приведенные ниже.
4. Внешний осмотр – здесь происходит визуальный осмотр деталей на наличие видимых дефекты.
Внешний осмотр – здесь происходит визуальный осмотр деталей на наличие видимых дефекты.
Процедура проверки качества сварных соединений проводится в соответствии с ГОСТ и другими нормативными документами. В них указаны допустимые погрешности. По завершению измерений составляется акт и протокол испытаний, в котором указываются результаты. Зачастую, визуального осмотра сварного шва недостаточно, так как дефекты могут быть скрытыми. Поэтому на практике применяют различные способы контроля качества сварных швов, которые подробно описаны ниже.
Визуальный контроль сварных швов
Самый простой, быстрый и недорогой способ осмотра шва это визуальный осмотр. Контроль качества сварных швов проводят на наличие видимых трещин, сколов или других дефектов. Также внимательно изучают шов. Он по всей длине должен иметь одинаковую ширину и высоту. Недопустимо наличие непроваренных участков, наплывов или складок. Перед осмотром с поверхности шва удаляют окалины, шлак и другие загрязнения.
При обнаружении дефекта проводится работа по его изучению, делаются замеры, которые позволяют определить качество сварного соединения. Если это возможно, дефекты устраняются, а изделие отправляется на дополнительную проверку с использованием других методов контроля. Для более глубокой проверки применяются другие виды контроля сварного шва.
Капиллярный контроль сварных швов
Качество сварки может проверяться при помощи капиллярного метода, который основан на свойстве жидкости проникать в мельчайшие раковины и трещины. Особенностью данного метода является то, что он позволяет выявить скрытые дефекты, которые трудно определить с помощью визуального осмотра. Капиллярный метод относительно простой и недорогой, для проведения таких испытаний не нужно применять сложное, дорогостоящее оборудование.
При использовании данного метода используются специальные вещества, которые имеют небольшое поверхностное натяжение – пенетранты. Они способны легко проникать даже в небольшие щели, при этом визуально они видны. Проникая в небольшие трещинки, они окрашивают их, делая видимыми для человеческого глаза. Самые чувствительные пенетранты позволяют обнаружить дефекты диаметром от 0.1 микрон.
Проникая в небольшие трещинки, они окрашивают их, делая видимыми для человеческого глаза. Самые чувствительные пенетранты позволяют обнаружить дефекты диаметром от 0.1 микрон.
Существует множество рецептов пенетрант. В основном они изготавливаются на основе воды, керосина или другой жидкости с небольшим поверхностным натяжением. Этот метод проверки сварных соединений по праву считается одним из самых практичных и эффективных.
Метод пневматической проверки
Пневматический контроль герметичности выполняется с помощью сжатого воздуха. Он применяется для контроля сварных швов трубопроводов, которые работают под высоким давлением. Для этого изделие погружают в ванную с водой, после чего внутрь его подают сжатый воздух до тех пор, пока давление внутри изделия не будет превышать рабочее на 30-50%.
Если речь идет о крупногабаритном изделии, которое невозможно поместить в ванную с водой, то его покрывают специальным пенным раствором, после чего внутрь подается сжатый газ, который будет свидетельствовать о дефекте наличием на поверхности пузырьков.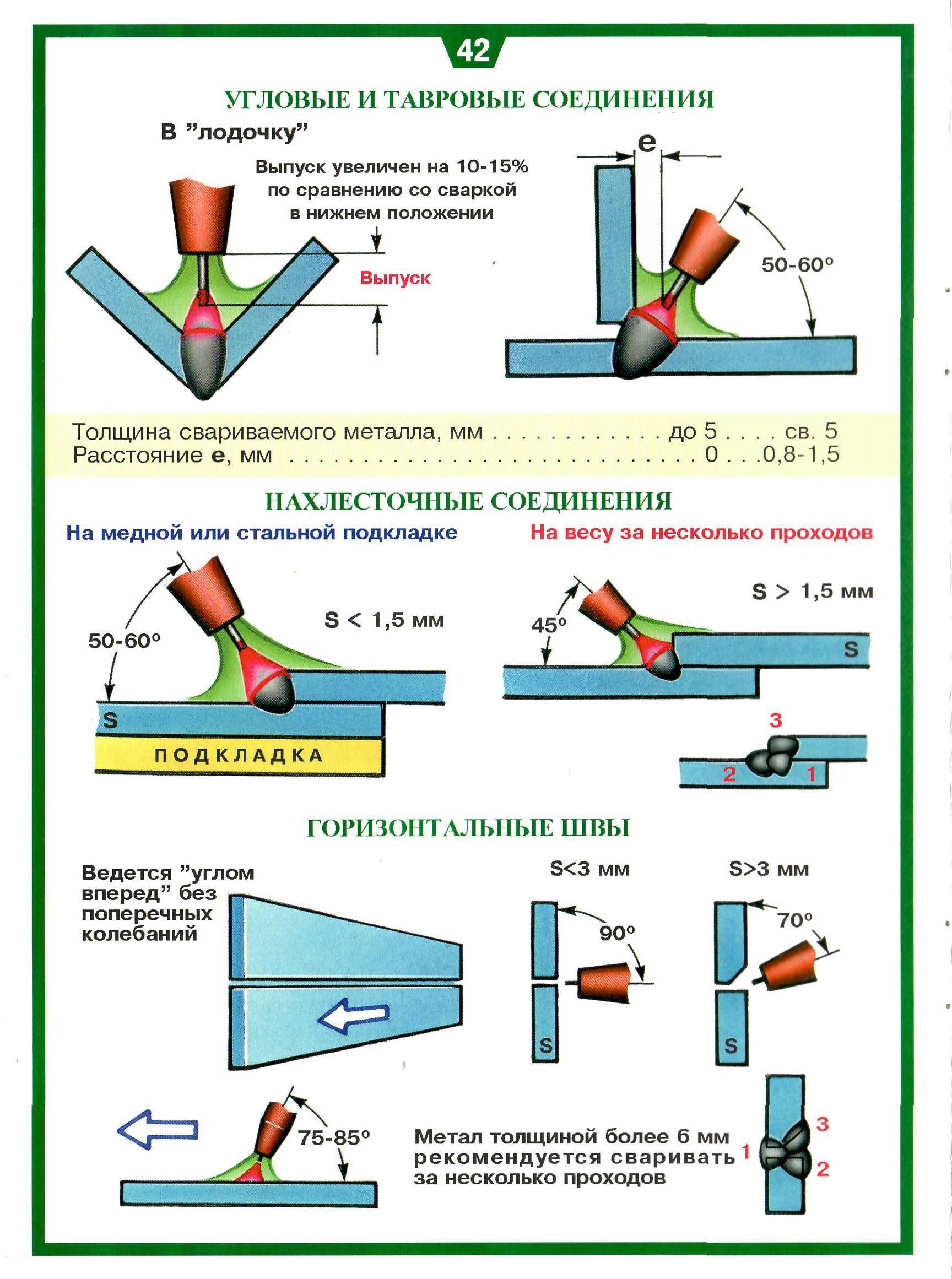
Химический метод контроля
Химический метод используется для контроля качества герметичности сварных швов трубопроводов и элементов гидравлических систем. Он базируется на свойствах индикаторного вещества изменять свой цвет за счет химического воздействия с контрольным веществом.
Поверхность шва зачищается, на нее наносится фенолфталеиновый раствор. Обработанное место накрывается тканью, пропитанной азотнокислым серебром. Таким образом, можно определить наличие локальных течей, так как в этих местах фенолфталеин приобретает красный цвет, а серебро – серебристо-черный.
Такой метод проверки качества сварных швов достаточно прост. Для контроля не задействуется дорогостоящее оборудование, не требуются специальные знания и навыки персонала. Но у него имеется чувствительность из-за неустойчивости индикаторных пятен.
Радиационный контроль сварных соединений
В радиационный методе выявления внутренних дефектов используют гамма-лучи, которые возникают при самопроизвольном распаде элементов радия или урана. Проверяемая поверхность подвергается воздействию гамма лучей, которые проходят сквозь металл. Если имеют место пустоты, неоднородности или другие дефекты, они отражаются на пленке. Этот метод считается одним из наиболее эффективных. Он позволяет выявить даже небольшой, скрытый для глаза дефект и составить максимально точную картину качества сварного соединения.
Проверяемая поверхность подвергается воздействию гамма лучей, которые проходят сквозь металл. Если имеют место пустоты, неоднородности или другие дефекты, они отражаются на пленке. Этот метод считается одним из наиболее эффективных. Он позволяет выявить даже небольшой, скрытый для глаза дефект и составить максимально точную картину качества сварного соединения.
Для контроля сварных швов применяют искусственные радиоактивные вещества, называемые изотопы, которыми являются, тулий, кобальт или цезий. Изотопы действуют в течение более или менее длительного времени, например: кобальт – 5 лет, цезий – 33 года, тулий – 129 дней.
Радиографический метод используется не достаточно широко, так как имеет существенные недостатки – одним из которых является необходимость в сложном и дорогостоящем оборудовании. Сканирование должен проводить специально обученный специалист, при этом предъявляются высокие требования к соблюдению техники безопасности. Также с оборудованием нельзя работать длительное время, так как гамма-лучи негативно влияют на организм человека.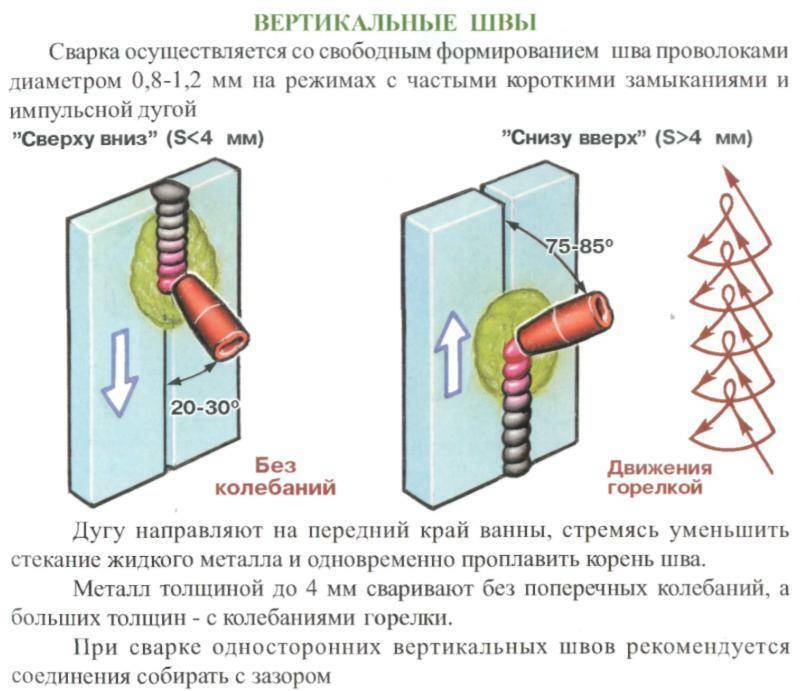
Ультразвуковой метод контроля
Ультразвуковой метод контроля основан на способности ультразвуковых волн отражаться от границы раздела двух сред, обладающих разными акустическими свойствами. Раковины, сколы и другие дефекты имеют свои акустические особенности, которые фиксируются с помощью специального оборудования. Так, ультразвук, отразившийся от нижней поверхности изделия возвращается обратно к датчику, затем преобразовывается в электрическое колебание и подается на экран электронно-лучевой трубки. При наличии дефектов ультразвуковые колебания начнут искажаться, которые на экране будут видны в виде всплеска. По характеру и размерам искажений определяют виды и размеры дефектов.
Ультразвуковой метод востребован, так как он достаточно простой, эффективный и бюджетный. Для его применения не нужно сложное, дорогостоящее оборудование, не нужно учитывать физико-химические свойства материалов. К недостаткам ультразвукового метода относят то, что проверку может проводить специалист, имеющий специальные знания и навыки.
Магнитная дефектоскопия
Сущность способа основана на использовании магнитного рассеяния, возникающего над дефектом при намагничивании проверяемого изделия. Каждый металл имеет определенную степень магнитной проницаемости. Если он неоднородный, при прохождении сквозь металл магнитного поля оно искажается. При наличии в сварном шве дефекта магнитный поток будет огибать его, создавая при этом поток рассеивания.
Предварительно, поверхность шва посыпают специальным ферримагнитным порошком, который позволяет визуализировать магнитные линии. Если они ровные, значит, сварное соединение признается качественным. При наличии дефектов линии будут иметь видимые искажения.
Данный метод эффективен, но он может применяться только для работы с ферримагнитными материалами, что является его главным недостатком. Следовательно, с его помощью невозможно проверить качество сварки алюминия, меди и некоторых других металлов. Еще один недостаток – данный метод достаточно дорогой.
Люминесцентный способ контроля
Метод основан на свойстве веществ под названием люминофоры. Они светятся при действии ультрафиолетовых лучей, благодаря чему их применяют для обнаружения поверхностных дефектов, таких как мельчайшие трещины. Перед контролем участок шва необходимо очистить от загрязнений, затем нанести на него жидкий раствор люминофора. После выдержки в течение 10-15 мин раствор смывают, изделие сушат и облучают ультрафиолетовыми лучами в затемненном помещении. По свечению оставшегося в шве раствора обнаруживают дефектные места.
Они светятся при действии ультрафиолетовых лучей, благодаря чему их применяют для обнаружения поверхностных дефектов, таких как мельчайшие трещины. Перед контролем участок шва необходимо очистить от загрязнений, затем нанести на него жидкий раствор люминофора. После выдержки в течение 10-15 мин раствор смывают, изделие сушат и облучают ультрафиолетовыми лучами в затемненном помещении. По свечению оставшегося в шве раствора обнаруживают дефектные места.
Заключение
Технологии проверки качества сварных швов приблизительно одинаковы для всех видов свариваемых материалов:
- Стали,
- Нержавеющей стали,
- Алюминия,
- Чугуна,
и некоторых других цветных металлов. Наибольшие сложности вызывает проверка результатов ручной дуговой сварки электродами, немного проще проверить результаты газосварки.
Более высокое качество сварного шва обеспечивает сварка полуавтоматом, выполняемая в среде углекислого газа. Настолько же качественными получаются швы, выполненные во многих современных технологиях автоматической сварки. Швы, выполненные в атмосфере аргона, отличаются мизерным количеством шлака и окалины, полноценным составом наплавляемого металла. Проверка таких сварочных соединений показывает лучшие, чем при ручной сварке электродами, результаты.
Швы, выполненные в атмосфере аргона, отличаются мизерным количеством шлака и окалины, полноценным составом наплавляемого металла. Проверка таких сварочных соединений показывает лучшие, чем при ручной сварке электродами, результаты.
В полевой обстановке, на стройплощадке, условия выполнения сварочных работ хуже, чем в производственном цеху, уровень качества швов также не так высок. Проверка в полевых условиях сложнее. Эти и многие другие факторы учитывают при разработке проектов тех объектов, где применяется сварка, а качественно запроектированный объект всегда будет доведён до завершения.
Какие материалы используются для шовной сварки колес?
Сварка контактным швом идеально подходит для быстрого получения высококачественных сварных швов. Однако для обеспечения этого материал, из которого изготавливается сварочный круг, должен обладать соответствующими свойствами.
Сварка контактным швом напрямую связана с точечной сваркой. Электрический ток и давление используются для сварки двух одинаковых или разнородных материалов. Однако, в отличие от точечной сварки, два электрода имеют форму колес и обычно сделаны из меди. Одно из этих двух колес ведущее. При прохождении двух заготовок точки сварки генерируются импульсами тока. При превышении определенной частоты импульсов точки сварки могут даже перекрываться — создается сплошной сварной шов.
Электрический ток и давление используются для сварки двух одинаковых или разнородных материалов. Однако, в отличие от точечной сварки, два электрода имеют форму колес и обычно сделаны из меди. Одно из этих двух колес ведущее. При прохождении двух заготовок точки сварки генерируются импульсами тока. При превышении определенной частоты импульсов точки сварки могут даже перекрываться — создается сплошной сварной шов.
Преимущество контактной шовной сварки по сравнению с точечной сваркой заключается в том, что в каждом случае не требуется продвигать заготовки вручную. Это означает, что пара электродов не должна открываться и закрываться по отдельности после каждой отдельной точки. При контактной шовной сварке вращающиеся сварочные электроды автоматически продвигают заготовку.
Благодаря этим сварочным круговым электродам можно не только выполнять сплошные сварные швы, но и износ электродов значительно меньше, чем при точечной сварке. Поскольку контактная шовная сварка позволяет получать непрерывные сварные швы, еще одним замечательным преимуществом является то, что ее можно использовать для изготовления воздухонепроницаемых и водонепроницаемых швов.
Поскольку контактная шовная сварка позволяет получать непрерывные сварные швы, еще одним замечательным преимуществом является то, что ее можно использовать для изготовления воздухонепроницаемых и водонепроницаемых швов.
Из-за таких непрерывных сварных швов этот процесс используется при производстве контейнеров, которые должны быть водонепроницаемыми и/или воздухонепроницаемыми. Например, в производстве топливных баков. Кроме того, этим процессом часто сваривают трубы и шланги, поскольку в этом процессе не используются плавящиеся металлы и, следовательно, не образуются сварочные швы.
Метод также очень хорошо подходит для процессов, которые можно автоматизировать. Например, роликовая шовная сварка используется для изготовления барабанов стиральных машин, посудомоечных машин, раковин или дымоходных труб.
Какие материалы используются для шовной сварки колес? Медь и медные сплавы идеально подходят в качестве материалов для шовной сварки колес, так как обладают высокой тепло- и электропроводностью. В основном для электродов шовной сварки используются те же сплавы, что и для электродов точечной сварки. Например, материалы класса 2 RWMA используются для заготовок с высокой электропроводностью. Они идеально подходят для сварки холоднокатаной и горячекатаной стали, а также латуни и бронзы.
В основном для электродов шовной сварки используются те же сплавы, что и для электродов точечной сварки. Например, материалы класса 2 RWMA используются для заготовок с высокой электропроводностью. Они идеально подходят для сварки холоднокатаной и горячекатаной стали, а также латуни и бронзы.
Для сварки материалов с высоким сопротивлением, таких как нержавеющая сталь, монель-металл и нихром, используются материалы класса 3 RWMA.
В чем преимущества сварочных кругов из сплавов AMPCO?AMPCO METAL производит широкий ассортимент сплавов, которые можно использовать в различных областях. Сплавы с высоким содержанием меди AMPCOLOY® 83, AMPCOLOY® 88, AMPCOLOY®89, AMPCOLOY® 91, AMPCOLOY® 95, AMPCOLOY® 940, AMPCOLOY® 944 и AMPCOLOY® 972 особенно хорошо подходят для контактной сварки. Материалы используются в качестве пластин, а также сварочных электродов.
Сварочные круги из AMPCOLOY® 972 или AMPCOLOY® 940 рекомендуются для сварки низкоуглеродистой и углеродистой стали, а сварочные круги из AMPCOLOY® 95 рекомендуются для сварки нержавеющей стали. Сварочные круги должны быть достаточно охлаждены, особенно при сварке стальных листов с металлическими покрытиями или алюминиевых и магниевых сплавов, так как они склонны образовывать сплавы с материалом сварочного круга. Поэтому сварочные круги, как правило, имеют полый вал. Эта шахта может быть заполнена водой и отвечает за охлаждение.
Сварочные круги должны быть достаточно охлаждены, особенно при сварке стальных листов с металлическими покрытиями или алюминиевых и магниевых сплавов, так как они склонны образовывать сплавы с материалом сварочного круга. Поэтому сварочные круги, как правило, имеют полый вал. Эта шахта может быть заполнена водой и отвечает за охлаждение.
Для получения дополнительной информации о контактной сварке загрузите наше бесплатное «Руководство AMPCO METAL по контактной сварке и защите от брызг». Сварочный электрод — это отрезок проволоки, который подсоединяется к сварочному аппарату для создания электрической дуги. Прохождение электрического тока через эту проволоку создает электрическую дугу, которая выделяет большое количество тепла для расплавления и плавления металла, образуя сварной шов. Электрод представляет собой металлическую проволоку с покрытием. При сварке вольфрамовым электродом в среде инертного газа (TIG) электроды являются неплавящимися, поэтому они не плавятся и не становятся частью сварного шва. При дуговой сварке в среде защитного газа (GMAW) или сварке MIG на электроды непрерывно подается проволока. Для дуговой сварки порошковой проволокой требуется непрерывная подача трубчатых электродов с саморасходом, содержащих флюс. Сварочный электрод представляет собой металлическую проволоку с покрытием. Он изготовлен из материала, аналогичного свариваемому металлу. Вольфрамовый электрод Существует несколько типов стержневых электродов , каждый из которых обладает различными механическими свойствами и работает с определенным типом источника сварочного тока. Свойства основного металла Прочность на растяжение Сварочный ток Толщина, форма и сборка основного металла Положение сварки Технические условия и условия эксплуатации Окружающие условия труда Перед запуском аппарата и подбором электрода держатель, пожалуйста, поймите каждый из эти факторы подробно. Торированный вольфрамовый электрод Первым шагом при выборе сварочного электрода является определение состава основного металла. Ваша цель — подобрать (или почти подобрать) состав электрода к типу основного металла, что поможет обеспечить прочный сварной шов. Если вы сомневаетесь в составе основного металла, задайте себе следующие вопросы. Как выглядит металл? Если вы работаете с поврежденными деталями или компонентами, убедитесь, что внутренняя поверхность шероховатая и зернистая, что обычно означает, что основной металл представляет собой литой металл. Является ли металл магнитным? Если основной металл является магнитным, основным металлом, вероятно, будет углеродистая или легированная сталь. Если основной металл не является магнитным, материалом может быть марганцевая сталь, аустенитная нержавеющая сталь серии 300 или цветной сплав, такой как алюминий, латунь, медь или титан. Какие искры возникают при касании металла болгаркой? Как правило, чем больше бликов в искрах, тем выше содержание углерода, т.е. Сталь марки А-36. Долото «вгрызается» в основной металл или отскакивает? Долото вгрызается в более мягкие металлы, такие как мягкая сталь или алюминий, и отскакивает от более твердых металлов, таких как высокоуглеродистая сталь, хромомолибден или чугун. Лантанированный вольфрамовый электрод Во избежание растрескивания или других дефектов сварки минимальный предел прочности электрода на растяжение должен соответствовать пределу прочности основного материала. Например, число «60» на электроде E6011 указывает на то, что присадочный металл образует сварной канал с минимальной прочностью на растяжение 60 000 фунтов на квадратный дюйм, поэтому сталь с аналогичной прочностью на растяжение будет работать хорошо. Некоторые электроды можно использовать только с источниками переменного или постоянного тока, а другие совместимы с обоими. Чтобы определить правильный тип тока для конкретного электрода, обратитесь к четвертой цифре классификации AWS, которая представляет тип покрытия и тип совместимого сварочного тока. Тип валюты, которую вы используете, также влияет на глубину профиля сплавления полученного сварного шва. Например, электрод, совместимый с DCEP (например, E6010), обеспечивает глубокое проплавление и создает чрезвычайно тугую дугу. Он также может «продираться» через ржавчину, масло, краску и грязь. Электроды, совместимые с DCEN, такие как E6012, обеспечивают незначительную глубину проплавления и хорошо работают при соединении двух стыков или сварке угловых швов с высокой скоростью и силой тока в горизонтальном положении. Электроды, совместимые с переменным током, такие как E6013, создают мягкую дугу со средней глубиной плавления и должны использоваться для сварки чистого нового листового металла. Толстые материалы требуют электрода с максимальной пластичностью и низким содержанием водорода, чтобы предотвратить растрескивание сварного шва. электроды с классификационными номерами AWS, оканчивающимися на 15, 16 или 18, обладают превосходными свойствами при низком содержании водорода и хорошей ударной вязкостью (высокая ударная вязкость) для восприятия остаточных напряжений. Для тонких материалов вам понадобится электрод, создающий мягкую дугу, например 6013. Как выбрать сварочный электрод
 Он изготовлен из материала, аналогичного свариваемому металлу. Во-первых, электроды бывают одноразовые и многоразовые. При дуговой сварке защищенным металлом (SMAW), также известной как электродная сварка, электрод является одноразовым, что означает, что он расходуется и плавится вместе со сварным швом во время использования.
Он изготовлен из материала, аналогичного свариваемому металлу. Во-первых, электроды бывают одноразовые и многоразовые. При дуговой сварке защищенным металлом (SMAW), также известной как электродная сварка, электрод является одноразовым, что означает, что он расходуется и плавится вместе со сварным швом во время использования. При выборе сварочного электрода необходимо учитывать несколько факторов.
При выборе сварочного электрода необходимо учитывать несколько факторов. Свойства основного металла
Прочность на растяжение
 Вы можете определить предел прочности стержневого электрода на растяжение, обратившись к первым двум цифрам классификации AWS, напечатанным на боковой стороне электрода.
Вы можете определить предел прочности стержневого электрода на растяжение, обратившись к первым двум цифрам классификации AWS, напечатанным на боковой стороне электрода. Сварочный ток
Толщина основного материала, форма и соединение в сборе
