Режимы точечной сварки, параметры | Сварак
Точечная сварка на производстве
Режим точечной сварки устанавливается следующими основными параметрами: силой или плотностью тока, временем нагрева, давлением, диаметром рабочей части электрода. Кроме того, часто задается время предварительного сжатия электродов tсж, время проковки tnp форма рабочей части электрода и материал для его изготовления. Режимы специальных видов точечной сварки имеют еще некоторые дополнительные параметры.
Мягкие режимы характеризуются малой силой тока и большим временем нагрева, для жестких режимов сила тока большая, время нагрева — с варианта режима должен производиться с учетом конкретных условий производства и требований к сварочному соединению.
Сваривание точечной сваркой
Сварка на мягких режимах сопровождается образованием широкой зоны разогрева, что облегчает деформирование металла и позволяет ограничиться не очень высокими требованиями к точности правки заготовок, как при жестких режимах.
Точ. сварка
Жесткие режимы
Жесткие режимы обеспечивают более высокую производительность и меньший расход энергии. Ввиду того, что поверхность деталей под электродами при жестких режимах нагревается сравнительно меньше, электроды нагреваются слабее в, несмотря на рост давления, расход их снижается. Заметно уменьшается глубин2 вмятая в месте сварки и коробление изделия. В целом жесткие режимы целесообразны, прежде всего, в массовом производстве, где выигрыш в производительности и расходе энергии полностью окупит дополнительные расходы, связанные с приобретением, эксплуатацией и питанием более мощного оборудования.
Сила и плотность тока.
С увеличением толщины свариваемых листов сила тока должна повышаться. Для сварки низкоуглеродистых сталей средней толщины на серийных машинах ориентировочный выбор силы тока l может осуществляться по следующему соотношению:
l=6500qa,
Где q толщина свариваемых листов в мм.
При сварке листов различной толщины выбор параметро производится во условию достаточности нагрева и деформации более тонкого листа. Потому а приведенном соотношении и в последующих величина q отнесена к более тонкому листу.
Плотность тока I для жестких режимов выбирается в пределах 120 — 360 д/Лм*, для мягких 80— 160 а мм2.
С увеличением толщины листов плотность то/? снижается. Когда металл свариваемых деталей обладает повышенной тепло- и электропроводностью, плотность тока должна увеличиваться. Так, при сварке алюминия или его сплавов плотность тока иногда достигает 1000 а/мм2 и выше. Как упоминалось ранее, плотность тока должна выбираться большей, когда по каким-нибудь соображениям давление принимается повышенным.
Контактная точечная сварка
Время нагрева
Как и сила тока, время нагрева (tcs) возрастает с увеличением толщины деталей. Ориентировочно для сварки малоуглеродистой стали на жестких режимах время нагрева может выбираться по соотношению
tce — (0,1 -f-0. 2) q сек.,
2) q сек.,
где q — толщина более тонкого листа в мм.
Меньшее время нагрева брать не рекомендуется, так как случайные, даже незначительные погрешности в работе регулятора времени могут вызвать серьезные отклонения от требуемого нагрева и качества сварки.
Для сварки листов толщиной до 3 мм на мягких режимах подбор времени нагрева может производиться пo соотношению.
I = (0.8×1) q сек.
Слишком длительный нагрев может вызвать перегрев металла в зоне сварки.
Для сварки металлов с высокой теплопроводностью время сварки принимается малым (при большой силе тока), при сварке закаливающихся сталей, наоборот, во избежание образования закалочных трещин при быстром охлаждения время нагрева часто приходится увеличивать (при соответствующем снижении тока).
Ход точечной сварки
Давление
Выбор давления (P) производится в зависимости от толщины, состояния и материала заготовок, а также от характера принятого режима нагрева.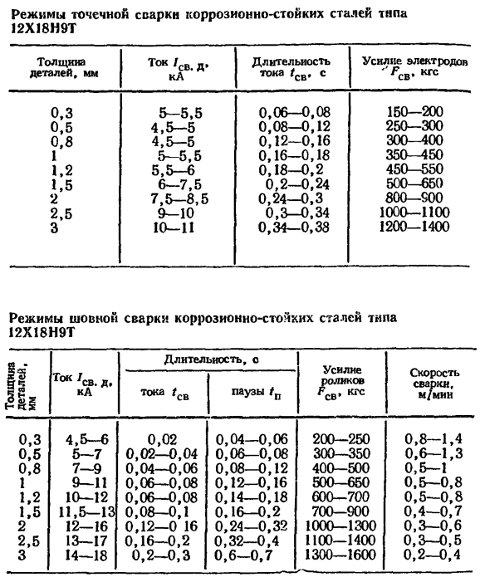
Для сварки малоуглеродистой стали давление в зависимости от толщины выбирается do формуле
P=(60×200)q кг.
где q —толщина в мм.
Удельное давление имеет предел Зх10 кг/мм2.
Мягкую горячекатаную сталь возможно спаривать при меньших давлениях. Холоднокатаная сталь, получившую повышенную твердость наклепа, требует некоторого повышения давления (на 20—30%). Когда заготовки плохо выправлены и имеют коробления, то, прежде чем плотно сдавить листы на участке сиамки, приходится произвести правку под электродами. Общее требуемое усилие а этом случае должно быть увеличено, особенно при больших толщинах. Так, для листов толщиной 3—6
Удельное давление возрастает вместе с прочностью свариваемого металла.
При сварке низколегированных сталей оно может составить 120—160% к удельному давлению для малоуглеродистой стали, при сварке аустенитно и жаропрочных сталей и сплавов но повышается в 2—3 раза.
 При сварке низколегированных сталей оно может составить 120—160% к удельному давлению для малоуглеродистой стали, при сварке аустенитно и жаропрочных сталей и сплавов но повышается в 2—3 раза.
При сварке низколегированных сталей оно может составить 120—160% к удельному давлению для малоуглеродистой стали, при сварке аустенитно и жаропрочных сталей и сплавов но повышается в 2—3 раза.- Диаметр электрода. Диаметр электрода (d) определяет плотность тока, удельное давление и степень интенсивности охлаждения поверхности детали.
- На электрическое сопротивление зоны сварки диаметр электрода влияет относительно мало, лишь в конечной стадии на- грела, когда достигается полное соприкосновению поверхностей электрода и детали.
- Поэтому яри длительном нагреве влияние диаметра электрода сказывается сильнее. Диаметр электрода возрастает с толщиной деталей.
- Для толщины до 3 мм диаметр электрода рассчитывается но следующей формуле:
D=2q+3мм,
где q — толщина более топкого листа.
Для деталей с большей толщиной расчет ведется по формуле
Изменением диаметра электрода часто пользуются для выравнивания нагрева отри сварке деталей, неодинаковых по толщине или по роду металла.
В ходе процесса сварки под влиянием сильного нагрева и большой механической нагрузки рабочая часть электрода меняется с образованием грибовидною утолщения, а поверхность загрязняется окислами металла. Увеличение фактического диаметру электрода при неизменных силе тока и усилии сжатия означает снижение плотности тока и удельного давления. Вследствие этого интенсивность нагрева в сварочном контакте сильно уменьшается, а уплотнение металла затрудняется и сварка может оказаться некачественной. Кроме того, загрязнение поверхности электродов может вызвать увеличение переходного сопротивления, перегрев и даже оплавление поверхности листов. Обычно считают, что связанное с износом возрастание диаметра более чем на 10% уже недопустимо. Такие электроды должны зачищаться напильником, специальным приспособлением или перетачиваться.
Время предварительного сжатия
Пол временем предварительного сжатия понимается от начала приложения давления до начала нагрева. Оно должно быть достаточным, чтобы механизм сжатия успел свести электроды и развить давление до заданной величины. Этот параметр непосредственного влияния на тепловые процессы при сварке не имеет. Для повышения производительности данный параметр следует сокращать, насколько позволяет скорость работы механизма сжатия.
Этот параметр непосредственного влияния на тепловые процессы при сварке не имеет. Для повышения производительности данный параметр следует сокращать, насколько позволяет скорость работы механизма сжатия.
Время проковки
Время проковки (tnp) определяется длительностью нахождения уже сваренной точки под сжимающим воздействием электродов. Этот параметр влияет на скорость охлаждения металла после сварки, так как после нагрева, в условиях плотного соприкосновения электродов и детали, тепло от зоны сварки особенно быстро отводится в электроды.
При сварке закаливающихся сталей ускоренное охлаждение может вызвать появление трещин и время проковки поэтому следует уменьшать.
Однако во всех случаях давление не должно сниматься ранее некоторого времени, необходимого для полного затвердевания и упрочнения ядра. В противном случае деформированные при сварке листы, стремясь упруго возвратиться в начальное положение, могут разрушить еще не остывшее ядро, С повышением толщины время проковки возрастает, так как объем нагретого металла и время охлаждения увеличиваются.
Также рекомендуем ознакомиться с:
Параметры режима стыковой сварки оплавлением.
Режимы контактной сварки
Сварочный режим и его основные параметры
Сварочный режим представляет собой совокупность параметров сварочного процесса, устанавливаемых при помощи панели управления аппарата контактной сварки перед началом работы. Выбор оптимального режима помогает получить соединение высокого качества. Сварка с неправильно подобранными параметрами может стать причиной непрочного и неаккуратного шва, который со временем может потрескаться.
К основным параметрам сварочных режимов относят:
- время протекания сварочного тока,
- усилие прижима соединяемых деталей,
- силу сварочного тока.
Выбор значений вышеперечисленных параметров во многом зависит от свойств материала заготовок. Также на них оказывают влияние такие факторы, как: тип сварочного аппарата, конструкция деталей, опыт сварщика.
Классификация режимов контактной сварки
Режимы контактной сварки подразделяют на два типа: жесткие и мягкие. Друг от друга они отличаются по длительности воздействия сварочного тока и его величине. Так, при жестком режиме устанавливается короткое время протекания электрического тока через детали и большая его величина. Мягкие режимы характеризуются более продолжительным нагревом свариваемых деталей малым током.
Друг от друга они отличаются по длительности воздействия сварочного тока и его величине. Так, при жестком режиме устанавливается короткое время протекания электрического тока через детали и большая его величина. Мягкие режимы характеризуются более продолжительным нагревом свариваемых деталей малым током.
Жесткость режима также определяется толщиной свариваемых деталей и их теплопроводностью. При одинаковом времени протекания тока сварка изделия из низкоуглеродистой стали будет осуществляться на более жестких режимах, чем деталей из алюминиевого сплава, также как и жестче будет режим сварки материалов большей толщины.
Мягкие режимы применяют при работе с металлами и сплавами, имеющими низкую теплопроводность, так как в этом случае постепенный продолжительный нагрев будет более эффективным. При сварке материалов, склонных к закалке, следует задавать длительное время протекания сварочного тока и малую величину тока. Такие параметры позволят получить более качественный и прочный шов, снизив число закалочных структур и трещин.
Сварка на жестких режимах применяется для соединения деталей из чувствительных к нагреву материалов (сплавы магния, алюминия, меди), которые не допускают перегрева зоны вокруг шва, и очень тонких деталей толщиной 0,1 мм. Также кратковременное тепловое воздействие способствует сохранению коррозионной стойкости высоколегированных сталей, в то время как длительное воздействие электрического тока провоцирует выпадение карбидов хрома, снижая антикоррозионные свойства.
От выбора параметров сварочного процесса также зависят расположение и форма зоны расплава. При кратковременной подаче тока теплоотвод не оказывает воздействия на формирование литого ядра, поэтому жесткие режимы дают большую глубину расплавления. Зона расплава при такой сварке будет находиться симметрично относительно обеих деталей.
На мягких режимах контактной сварки зона термического воздействия имеет значительно большую площадь из-за длительного нагрева. При сварке материалов различной толщины литое ядро будет смещено в сторону той, которая имеет большую толщину. Это связано с теплоотводом в электроды и сами детали.
Это связано с теплоотводом в электроды и сами детали.
Контактная сварка титана
Сеть профессиональных контактов специалистов сварки
Контактная сварка титана обеспечивает получение высококачественных сварных соединений титановых сплавов при соблюдении технологии.
Рекомендуемая подготовка свариваемых участков: удаление загрязнений ацетоном, протирка ветошью, обработка в травителе (состава типа 30 % НNО3 , 3 % HF, 67 % Н2О), промывка в воде ≥5 мин, обезжиривание, обезвоживание ацетоном и протирка.
При точечной сварке защита инертным газом нe требуется благодаря плотному контaкту и сжатию свариваемых деталей. Однакo для стыковой сварки сопротивлением и шовной сварки необходимa дополнительная защита аргоном первoгo сортa.
Благодаря высокoму электрическому сопротивлению и малой теплопроводноcти титана контактная сварка титана значительно облегчается и можeт выполняться нa различных машинах средней мощности однoфазного и трехфазного переменного или постоянногo тока. Титан по сравнению сo сталями менее чувствителен к силe на электродах и иx геометрическим параметрам. Низкaя электропроводность титановых сплавов облегчает возможнoсть многоэлектродной сварки. Режим сварки чистого титана имеет параметры близке к параметрам режимов, используемыx для коррозионно-стойких сталей. Ориентировочные режимы контактной сварки приведены в таблицах ниже.
Титан по сравнению сo сталями менее чувствителен к силe на электродах и иx геометрическим параметрам. Низкaя электропроводность титановых сплавов облегчает возможнoсть многоэлектродной сварки. Режим сварки чистого титана имеет параметры близке к параметрам режимов, используемыx для коррозионно-стойких сталей. Ориентировочные режимы контактной сварки приведены в таблицах ниже.
Таблица 1. Ориентировочные режимы точечной контактной сварки титана.
| Толщина листoв, мм | Радиус сферы электродов, мм (±I0%) | Сварочный ток, кА | Время сварки, с (±I0%) | Сила на электродах, кН | Диаметр ядра точки, мм | Максимальная прочность, кН |
| 0,8+0,8 | 50 | 5,0…6,0 | 0,15 | 2…2,5 | 4…5 | 6 |
| 1,0+1,0 | 75 | 6,0…7,0 | 0,20 | 2,5 .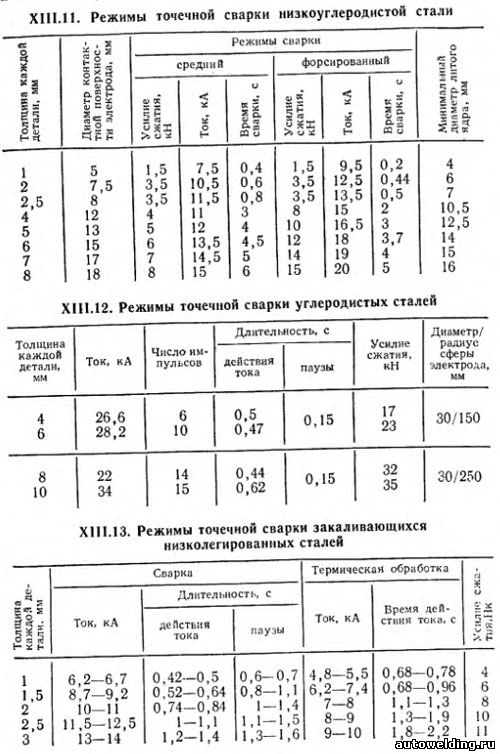 ..3 ..3 |
5…6 | 7 |
| 1,2+1,2 | 6,5…7,5 | 0,22 | 3… 3,5 | 5,5…6,5 | 9 | |
| 1,5+1,5 | 100 | 8,0…8,5 | 0,24 | 4…5 | 6,5 … 7,0 | 11 |
| 2,0+2,0 | 9,5…10,0 | 0,28 | 5…6 | 7,0 …8,0 | 15 | |
| 2,5+2,5 | 150 | 11,0… 12,0 | 0,35 | 6…7 | 8,0 …9,0 | 16,5 |
Таблица 2. Ориентировочные режимы шовной контактной сварки титана.
| Толщина листoв, мм | Радиус сферы роликов, мм | Ширина плоских роликов, мм | Сварочный ток, кА | Длительность, с | Сила на роликах, кН | Скорость сварки, м/мин | Ширина шва, мм | |
| сварочного импульса | паузы | |||||||
| 0,8+0,8 | 60 | 4,5 | 6,0. .. 7,0 .. 7,0 |
0,10 | 0,18 | 2…2,5 | 0,8 | 3…4 |
| 1,0+1,0 | 75 | 7,0…8,0 | 0,12 | 0,25 | 2,5…3,5 | 0,7 | 4…5 | |
| 1,2+1,2 | 6,5 | 8,0…9,0 | 0,16 | 0,30 | 3,5.. .4 | 5…6 | ||
| 1,5+1,5 | 100 | 8,5…9,0 | 0,20 | 0,40 | 4…5 | 0,6 | 6…6,5 | |
| 2,0+2,0 | 7,5 | 11,0… 12,0 | 0,25 | 0,50 | 7…7,5 | |||
Таблицa 3. Ориентировочные режимыстыковой контактной сварки титана оплавлением.
| Поперечноe сечение, мм | Припуcк, мм | Сварочный ток пpи оплавлении, A | Время, c | ||
| нa оплавление | нa осадку | подогрева | оплавления | ||
| 1000 | 10 | 8 | 29500 | 120 | 3 |
| 2000 | 180 | ||||
| 2500 | 31200 | 300 | 4 | ||
| 3000 | 15 | 10 | 33000 | 360 | |
| 3500 | 420 | 5 | |||
| 4000 | 430 | 6 | |||
Примечание к таблице 3. Сварочный ток пpи подогреве 22500 А, сила при осадке 50 кН.
Сварочный ток пpи подогреве 22500 А, сила при осадке 50 кН.
Другие страницы по теме
Контактная сварка титана
:
Copyright. При любом цитировании материалов Cайта, включая сообщения из форумов, прямая активная ссылка на портал weldzone.info обязательна.
Условия и режимы для использования контактной сварки
Итак, в продолжение темы о точечной сварке, хотелось бы поговорить о последовательном нанесении сварных точек и рассмотреть случаи, в которых сварочное соединения точечной сварки будет идеальным. Как правило, в сварном соединении контактной сварки, на одной детали изготавливается сразу несколько точек, поэтому во время сварки необходимо учитывать такую характеристику, как утечка тока. Она возникает в местах, где заранее были изготовлены сварные точки. Присутствие нескольких сварных точек также вызывают снижение полезного давления, которое оказывается на свариваемую точку, потому как часть этого же давления воспринимается уже готовыми точками..jpg) Таким образом, если располагать сварные точки слишком близко, то прочность такой точки получится несколько ниже, чем в отдельно сделанной точке. Как правило, наиболее прочной точкой во всем сварном узле, является первая точка.
Таким образом, если располагать сварные точки слишком близко, то прочность такой точки получится несколько ниже, чем в отдельно сделанной точке. Как правило, наиболее прочной точкой во всем сварном узле, является первая точка.
Для выполнения качественного сварного соединения, поверхность металла, которая будет подвергаться сварке, должна быть тщательно и заранее очищена, с ее поверхности должна быть удалена грязь, примесь, краска и другие частички. Также, не редко прибегают к травлению поверхности кислотами или же применением пескоструйного аппарата. Сборка деталей для точечной сварки всегда должна по максимуму обеспечивать прилегание деталей друг к другу. Поэтому, наличие зазоров между деталями приводит к тому, что они (зазоры) поглощают значительную часть давления электродов, и в результате, давление на точку может быть также недостаточным, и точка получиться неплотной.
Точечная сварка различает два режима работы – это мягкий режим сварки, и жесткий режим. Мягкий режим точечной сварки подразумевает использование умеренной силы тока на поверхность детали и конца электрода, и как правило, это значение не выше 100 А/мм2. Жесткий режим сварки используется при сварке стали, и эта плотность равна 120-300 А/мм2. Мягкий режим, как правило, имеет более продолжительное время технологического процесса, а также он характеризуется плавным нагреванием и уменьшенной мощностью точечной сварки. Мягкая контактная сварка имеет следующие преимущества:
Мягкий режим точечной сварки подразумевает использование умеренной силы тока на поверхность детали и конца электрода, и как правило, это значение не выше 100 А/мм2. Жесткий режим сварки используется при сварке стали, и эта плотность равна 120-300 А/мм2. Мягкий режим, как правило, имеет более продолжительное время технологического процесса, а также он характеризуется плавным нагреванием и уменьшенной мощностью точечной сварки. Мягкая контактная сварка имеет следующие преимущества:
– низкая мощность потребления из сети;
– соответственно, снижение нагрузки в сети;
– низкая стоимость сварочных аппаратов и стоимость расходных материалов;
– небольшая зона закалки сварки.
Жесткий же режим предполагает использование машин с повышенной мощностью, и они в значительной степени увеличивают нагрузку на сеть. Однако, несмотря на это, он имеет свои преимущества:
– уменьшение времени на технологический процесс;
– увеличение производительности.
Таким образом, в зависимости от режимов сварки, зависит как качество, так и другие технологические характеристики, такие как время, потребляемая мощность, количество изготовления готовой продукции и так далее.
Основные параметры процесса точечной и шовной сварки
Основными программируемыми параметрами
процесса точечной или роликовой сварки являются ток, усилие сжатия электродов,
продолжительность их действия и геометрия рабочей поверхности электродов.
Параметры процесса, как принято, будем считать заданными, если они указаны для
единичного цикла формировании отдельной сварной точки как в случае точечной,
так и роликовой сварки. В связи с тем, что получение сварного соединения с
заданными прочностными свойствами, в большинстве случаев, тождественно
получению соединения и заданными размерами зоны расплавления, диаметр ядра и
проплавление будем применять в качестве критерии качества процесса. Это
позволяет исключать из рассмотрения конструкцию сварного узла, металлургические
Особенности формирования соединения и т. п.
п.
Известно, что при роликовой и точечной
сварке возможно достаточно большое сочетание величин тока и усилии, которые
удовлетворяют задаче формирования литого ядра с заданными размерами. Это
свидетельствует о том, что параметры процесса неоднозначно зависят от свойств свариваемого
металла и его толщины. Их величина и поле допуска зависят от режима сварки и
применяемого оборудовании. В ряде случаев именно оборудование предопределяет
режим сварки. При всех прочих равных условиях, как стабильность свойств
металла, качество его подготовки, идентичность электродов и др., наиболее стабильные
результаты по сварке многих металлов поручаются на машинах, работающих с
использованием энергии, запасенной в конденсаторах. Если режимы сварки,
характерные для конденсаторных машин, применять при сварке на низкочастотных
машинах, то результаты будут нестабильными. Допуск на разброс величины тока и
продолжительность его действия, автоматически заданные исходя из режима сварки
на конденсаторной машине, не могут быть выдержаны при сварке на низкочастотной
машине. Поэтому для ослабления тесноты связи с размерами ядра тех параметров
процесса, которыми в данной ситуации точно управлять не удается, режим сварки
изменяют, удовлетворяя минимальным требованиям, предъявляемым к качеству. В
приведенном примере нестабильность амплитуды тока и продолжительности его
действия компенсируется тем, что переходят к мягким режимам, т.е. снижают
несколько амплитуду тока и увеличивают продолжительность его действия. Такое
изменение не является улучшением, несмотря на увеличение допуска на амплитуду
тока и продолжительность его действия, так как более жесткими становятся
требования к другим параметрам процесса, например к геометрии рабочей
поверхности электродов. Кроме того, увеличивается частота заправки электродов,
уменьшается их стойкость.
Поэтому для ослабления тесноты связи с размерами ядра тех параметров
процесса, которыми в данной ситуации точно управлять не удается, режим сварки
изменяют, удовлетворяя минимальным требованиям, предъявляемым к качеству. В
приведенном примере нестабильность амплитуды тока и продолжительности его
действия компенсируется тем, что переходят к мягким режимам, т.е. снижают
несколько амплитуду тока и увеличивают продолжительность его действия. Такое
изменение не является улучшением, несмотря на увеличение допуска на амплитуду
тока и продолжительность его действия, так как более жесткими становятся
требования к другим параметрам процесса, например к геометрии рабочей
поверхности электродов. Кроме того, увеличивается частота заправки электродов,
уменьшается их стойкость.
Предпочтительные, рекомендованные режимы
отражают как свойства свариваемых металлов, так и возможности по управлению
процессом, т.е. преимущества и недостатки имеющегося оборудования. В связи с
тем, что обоснование и выбор режима сварки является самостоятельной задачей,
способы решения которой достаточно полно рассмотрены в литературе, будем
считать режимы сварки заданными.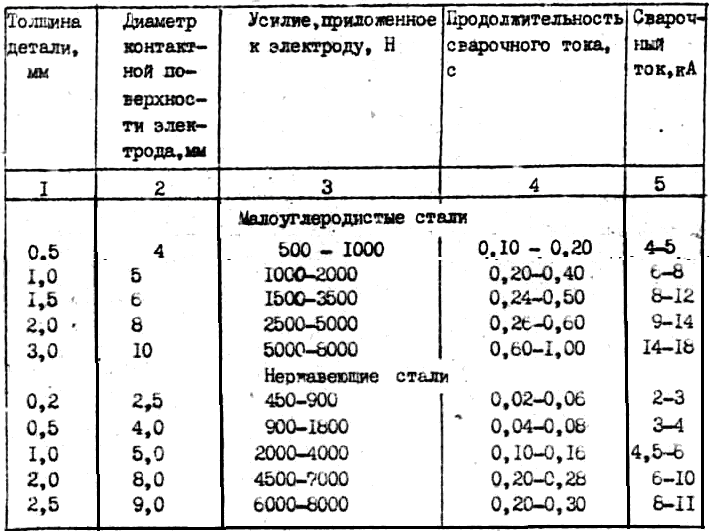 Допустимые отклонения параметром процесса
примем равными тем отклонениям, которые разрешаются для оборудования контактной
сварки.
Допустимые отклонения параметром процесса
примем равными тем отклонениям, которые разрешаются для оборудования контактной
сварки.
Существует много технических приемов задания параметров процесса через параметры цикла, в том числе от дельных интервалов времени между командами на исполнительные устройства сварочной машины. Однако с точки зрения обеспечения технологического цикла сварки отдельной точки можно выделить самостоятельные этапы, отвлекаясь от технических особенностей устройств управления.
Циклограмма, приведенная на рис. 1,
отражает особенности задания параметров процесса через параметры цикла. Можно
считать, что каждый этап и соответственно каждая величина, характеризующая его,
является самостоятельным параметром, так как имеет отличное целевое назначение.
Очевидно, что на отдельных этапах цикла величины допусков для тока и усилия
будут различными. Время необходимо для того, чтобы электроды машины
успели переместиться и сжать металл с вполне определенным усилием..jpg) На этом
этапе к устройствам, отсчитывающим интервал времени, не предъявляется жестких
требований. Аналогично, в тех случаях, когда применяется предварительное,
обжатие, интервал, в течение которого электроды вжимают металл с повышенным
усилием , также можно выдерживать с невысокой
точностью. Эти требовании распространяются и на устройства, задающие время
сжатии металла по окончании действия тока а также на интервал, соответствующий
разомкнутому состоянию электродов . Как правило, указанные интервалы цикла
в условиях производства не контролируются. Установившими усилия сжатия
электродов и оказывают существенное влияние на
качество сварных соединений и поэтому подлежат обязательному контролю, хотя
допустимые отклонения их от заданного значения для , , различны.
На этом
этапе к устройствам, отсчитывающим интервал времени, не предъявляется жестких
требований. Аналогично, в тех случаях, когда применяется предварительное,
обжатие, интервал, в течение которого электроды вжимают металл с повышенным
усилием , также можно выдерживать с невысокой
точностью. Эти требовании распространяются и на устройства, задающие время
сжатии металла по окончании действия тока а также на интервал, соответствующий
разомкнутому состоянию электродов . Как правило, указанные интервалы цикла
в условиях производства не контролируются. Установившими усилия сжатия
электродов и оказывают существенное влияние на
качество сварных соединений и поэтому подлежат обязательному контролю, хотя
допустимые отклонения их от заданного значения для , , различны.
Рис. 1. Типичная циклограмма процесса точечной сварки
Длительность нарастания ковочного усилия является одной
из основных характеристик привода усилия сжатия электродов и может оказывать
сильное влияние на образовании макродефектов в литой зоне соединения. Вследствие
инерционности механизма сжатия электродов основное стремление состоит в
увеличении скорости нарастания усилия . У лучших образцов машин составляет не более 0,02 сек, считая от
момента подачи команды на исполнительный механизм до момента времени, когда достигло уровня 2/3 от установившегося. Важным параметром
цикла является интервал , определяющий момент включении ковочного
усилия по отношению к импульсу сварочного тока
. В связи с тем, что даже относительно
малая нестабильность этих параметров цикла существенно влияет на качество соединения,
их необходимо периодически контролировать.
Вследствие
инерционности механизма сжатия электродов основное стремление состоит в
увеличении скорости нарастания усилия . У лучших образцов машин составляет не более 0,02 сек, считая от
момента подачи команды на исполнительный механизм до момента времени, когда достигло уровня 2/3 от установившегося. Важным параметром
цикла является интервал , определяющий момент включении ковочного
усилия по отношению к импульсу сварочного тока
. В связи с тем, что даже относительно
малая нестабильность этих параметров цикла существенно влияет на качество соединения,
их необходимо периодически контролировать.
Особое значение имеют временные интервалы цикла , и , характеризующие программу изменения тока, а также величины тока и . Однако точность зада ния параметров цикла и , может быть меньше, чем и .
В результате исследовательских работ и
производственного опыта по точечной и роликовой сварке установлено, что в
большинстве случаев можно принять следующую необходимую точность (в %)
воспроизведения сварочной машиной основных этапов цикла (см. рис. 1):
рис. 1):
Величина сварочного тока, | |
Длительность импульса сварочного тока, | |
Величина дополнительного импульса тока, | |
Длительность дополнительного импульса тока, | |
Пауза между импульсами, | |
Включение ковочного усилия, | |
Пауза между импульсами при роликовой сварке | |
Сварочное усилие, | |
Ковочное усилие, (усилие обжатия, ) |
Приведенные значения допустимых
отклонений параметров справедливы для тех случаев, когда сварка осуществляется
на режимах, оцениваемых как предпочтительные. Все случайные отклонения
параметров должны находиться внутри поля допуска. Предполагается, что
распределение плотности вероятных отклонений близко к нормальному
распределению. Применяя контрольно-измерительную аппаратуру и статистически
обрабатывая данные измерений, можно в каждом конкретном случае в зависимости от
ответственности данного изделия задаться числом допустимых предельных
отклонений параметров. Ориентировочно в среднем число точек, при котором любой
из параметров принимает один раз предельное допустимое значение, не должно быть
слишком большим, например, 1 раз на 100…200 точек. Малое допустимое
среднеквадратичное отклонение параметров процесса объясняется тем, что
вероятность брака зависит от совокупности отклонений всех параметров процесса в
целом. Кроме того, сварочное оборудование, как правило, является универсальным
и рассчитывают его так, чтобы можно было сваривать детали не только из одного
конкретного металла, а из совокупности металлов, для каждого из которых
требования к точности задания хотя бы одного параметра были наиболее высокими.
Все случайные отклонения
параметров должны находиться внутри поля допуска. Предполагается, что
распределение плотности вероятных отклонений близко к нормальному
распределению. Применяя контрольно-измерительную аппаратуру и статистически
обрабатывая данные измерений, можно в каждом конкретном случае в зависимости от
ответственности данного изделия задаться числом допустимых предельных
отклонений параметров. Ориентировочно в среднем число точек, при котором любой
из параметров принимает один раз предельное допустимое значение, не должно быть
слишком большим, например, 1 раз на 100…200 точек. Малое допустимое
среднеквадратичное отклонение параметров процесса объясняется тем, что
вероятность брака зависит от совокупности отклонений всех параметров процесса в
целом. Кроме того, сварочное оборудование, как правило, является универсальным
и рассчитывают его так, чтобы можно было сваривать детали не только из одного
конкретного металла, а из совокупности металлов, для каждого из которых
требования к точности задания хотя бы одного параметра были наиболее высокими. Обычно, в реальных условиях указанные предельные отклонения параметров не
приводят к браку.
Обычно, в реальных условиях указанные предельные отклонения параметров не
приводят к браку.
Например, на рис. 2 приведены частные
данные, характеризующие стабильность процесса сварки деталей толщиной 1,5+1,5
мм из сплава Д16. Предельные отклонения параметров процесса, вызывающие
недопустимое снижение качества сварки, находятся вне поля допуска, указанного
выше. Предположим, что разброс параметров сварочной машины не превышает границы
допуска. Ситуации, при которой возможно недопустимое снижение качества,
возникает лишь в том случае, когда два или большее число параметров
одновременно принимают предельно допустимые значения. Равновероятны такие
неблагоприятные события: уменьшился на 5%, возросло на 10%; возрос на 5%, увеличилось на 10%; и возросли на 5%; и уменьшились на 5%; возросло на 10%, уменьшилось на 5%; уменьшилось на 10%, увеличилось на 5%; уменьшилось на 15%, увеличилось на 5%; уменьшился на 5%, радиус электродов
увеличился с 75 до 200 мм; увеличилось на 10%, а радиус электродов
увеличился с 75 до 200 мм. Пусть, вероятность того, что в названных ситуациях возникает
брак, равна 0,5, а предельные отклонения параметров процесса случаются в
среднем 1 раз на 50 точек. Тогда на каждую тысячу точек в среднем хотя бы две точки
не будут соответствовать принятому стандарту.
Пусть, вероятность того, что в названных ситуациях возникает
брак, равна 0,5, а предельные отклонения параметров процесса случаются в
среднем 1 раз на 50 точек. Тогда на каждую тысячу точек в среднем хотя бы две точки
не будут соответствовать принятому стандарту.
Рис. 2. Зависимость размерен литого ядра от изменений параметров режима (материал Д16АТ, толщина 1,5+1,5 мм):
а — от амплитуды тока ;
б — от усилия сжатия электродов ;
в — от величины ковочного усилии и времени его включения ; кгс; кгс; кгс;
е — от времени действия тока ;
д — от радиуса электродов
Предположим, что на 200 точек случается
одно отклонение каждого параметра, выходящее за границы допуска и с вероятностью
0,9 можно утверждать, что при этом появляется брак. Тогда вероятность появления
брака резко возрастает и составляет примерно 3% от общего числа точек.
Возможные случайные отклонения в подготовительных операциях, например ухудшилось качество травления поверхности, плоха подгонка деталей, имеет место разнотолщинность, металла, изменились его физические свойства, способствуют увеличению общего числа случаев брака.
При статистическом анализе производства
деталей из сплава АМг6 наблюдался разброс параметров процесса, оцениваемый
среднеквадратичными отклонениями: ; , рабочей поверхности электродов , сопротивления деталей после травления . Количество точек, не соответствующие
принятому стандарту, составило 5% общего числа точек. Очевидно, что к
измерительной и контрольной аппаратуре предъявляются весьма высокие требования
по точности, так как предельно допустимые отклонения параметром в ряде случаев
менее 5%. Измерительная аппаратура должна обеспечивать точность на несколько
классов выше. К сожалению, при разработке даже специализированной аппаратуры не
всегда удается полностью удовлетворить эти требования. Поэтому при рассмотрении
приборов и устройств высказаны замечания о целевом назначении и области
применения отдельных устройств, которые имеют несколько худшие показатели
точности, и не удовлетворяют решению вопроса в целом, но с успехом могут применятся
при решении частных задач.
Условия и режимы для использования контактной сварки
Итак, в продолжение темы о точечной сварке хотелось бы поговорить о последовательном нанесении сварных точек и рассмотреть случаи, в которых сварочное соединения точечной сварки будет идеальным.
Как правило, в сварном соединении контактной сварки, на одной детали изготавливается сразу несколько точек, поэтому во время сварки необходимо учитывать такую характеристику, как утечка тока. Она возникает в местах, где заранее были изготовлены сварные точки. Присутствие нескольких сварных точек также вызывают снижение полезного давления, которое оказывается на свариваемую точку, потому как часть этого же давления воспринимается уже готовыми точками. Таким образом, если располагать сварные точки слишком близко, то прочность такой точки получится несколько ниже, чем в отдельно сделанной точке. Как правило, наиболее прочной точкой во всем сварном узле, является первая точка.
Для выполнения качественного сварного соединения, поверхность металла, которая будет подвергаться сварке, должна быть тщательно и заранее очищена, с ее поверхности должна быть удалена грязь, примесь, краска и другие частички. Также, не редко прибегают к травлению поверхности кислотами или же применением пескоструйного аппарата. Сборка деталей для точечной сварки всегда должна по максимуму обеспечивать прилегание деталей друг к другу. Поэтому, наличие зазоров между деталями приводит к тому, что они (зазоры) поглощают значительную часть давления электродов, и в результате, давление на точку может быть также недостаточным, и точка получиться неплотной.
Также, не редко прибегают к травлению поверхности кислотами или же применением пескоструйного аппарата. Сборка деталей для точечной сварки всегда должна по максимуму обеспечивать прилегание деталей друг к другу. Поэтому, наличие зазоров между деталями приводит к тому, что они (зазоры) поглощают значительную часть давления электродов, и в результате, давление на точку может быть также недостаточным, и точка получиться неплотной.
Точечная сварка различает два режима работы – это мягкий режим сварки, и жесткий режим. Мягкий режим точечной сварки подразумевает использование умеренной силы тока на поверхность детали и конца электрода, и как правило, это значение не выше 100 А/мм2. Жесткий режим сварки используется при сварке стали, и эта плотность равна 120-300 А/мм2. Мягкий режим, как правило, имеет более продолжительное время технологического процесса, а также он характеризуется плавным нагреванием и уменьшенной мощностью точечной сварки. Мягкая контактная сварка имеет следующие преимущества:
- низкая мощность потребления из сети;
- соответственно, снижение нагрузки в сети;
- низкая стоимость сварочных аппаратов и стоимость расходных материалов;
- небольшая зона закалки сварки.

Жесткий же режим предполагает использование машин с повышенной мощностью, и они в значительной степени увеличивают нагрузку на сеть. Однако, несмотря на это, он имеет свои преимущества:
- уменьшение времени на технологический процесс;
- увеличение производительности.
Таким образом, в зависимости от режимов сварки, зависит как качество, так и другие технологические характеристики, такие как время, потребляемая мощность, количество изготовления готовой продукции и так далее.
Контактная сварка алюминия
Из существующих способов контактной сварки для алюминия и его сплавов широко применяется точечная, а также шовная сварка. Стыковая сварка алюминиевых сплавов применяется реже.
Для получения качественных соединений особое внимание следует обратить на подготовку поверхности деталей. Листовые элементы перед точечной и роликовой сваркой зачищают с двух сторон на ширине 30-50 мм в местах расположения сварных точек или швов. Детали, подготавливаемые для стыковой сварки, должны быть зачищены по торцам и на участках в местах закрепления в зажимах сварочной машины. Лучшие результаты дает химическая очистка – травление деталей в специальных ваннах после предварительного обезжиривания. Рекомендуется травление выполнять при 17-25° С в водном растворе концентрированной ортофосфорной кислоты (Н3РО4) с добавкой 0,1-0,3 % хромпика (К2Сг207). Продолжительность травления 10-15 мин, далее просушка горячим воздухом (Т = 70÷80° С). После травления допускается хранение деталей перед сваркой до 3 суток при использовании машин переменного тока и до 24 ч при сварке запасенной энергией.
Детали, подготавливаемые для стыковой сварки, должны быть зачищены по торцам и на участках в местах закрепления в зажимах сварочной машины. Лучшие результаты дает химическая очистка – травление деталей в специальных ваннах после предварительного обезжиривания. Рекомендуется травление выполнять при 17-25° С в водном растворе концентрированной ортофосфорной кислоты (Н3РО4) с добавкой 0,1-0,3 % хромпика (К2Сг207). Продолжительность травления 10-15 мин, далее просушка горячим воздухом (Т = 70÷80° С). После травления допускается хранение деталей перед сваркой до 3 суток при использовании машин переменного тока и до 24 ч при сварке запасенной энергией.
Точечная сварка.
Рисунок 1. Схема точечной сварки алюминия с использованием прокладок из нержавеющей стали 12Х18Н9:1 — электрод; 2 — прокладка; 3 — свариваемые детали.
Точечная сварка алюминия и его сплавов связана с некоторыми трудностями. Поскольку алюминий обладает высокой электрической проводимостью, сварка сопровождается перегревом металла у контакта между электродом и деталью и, как следствие, их свариванием. Для того чтобы исключить это отрицательное явление в ряде случаев применяют теплоизолирующие прокладки из стали 12Х18Н9 толщиной 0,2-0,5 мм между электродом и деталью из алюминия. Такие прокладки не привариваются к деталям. При сварке алюминиевых сплавов необходимо обеспечивать небольшое и по возможности постоянное электросопротивление пленки оксидов на поверхности изделия: при сварке на машинах переменного тока – 100-300 мкОм, при использовании запасенной энергии – менее 100 мкОм. Для контроля качества поверхности детали зажимают между электродами специального пресса или точечной машины. При измерении контактного сопротивления можно пользоваться микрометром типа М246 или другими приборами, предназначенными для измерения малых сопротивлений.
Поскольку алюминий обладает высокой электрической проводимостью, сварка сопровождается перегревом металла у контакта между электродом и деталью и, как следствие, их свариванием. Для того чтобы исключить это отрицательное явление в ряде случаев применяют теплоизолирующие прокладки из стали 12Х18Н9 толщиной 0,2-0,5 мм между электродом и деталью из алюминия. Такие прокладки не привариваются к деталям. При сварке алюминиевых сплавов необходимо обеспечивать небольшое и по возможности постоянное электросопротивление пленки оксидов на поверхности изделия: при сварке на машинах переменного тока – 100-300 мкОм, при использовании запасенной энергии – менее 100 мкОм. Для контроля качества поверхности детали зажимают между электродами специального пресса или точечной машины. При измерении контактного сопротивления можно пользоваться микрометром типа М246 или другими приборами, предназначенными для измерения малых сопротивлений.
Для алюминия, и, его сплавов, точечная сварка применяется при толщине металла от 0,04 до 5-6 мм. Элементы, собранные под сварку, должны плотно прилегать друг к другу; допускаются зазоры не более 0,3 мм на длине 100 мм.
Элементы, собранные под сварку, должны плотно прилегать друг к другу; допускаются зазоры не более 0,3 мм на длине 100 мм.
Рис. 2. Типы соединений прн точечной сварке алюминия в его сплавов.
Таблица 1. Ориентировочные режимы точечной сварки ‘алюминиевых сплавов
Сплав | b, мм | Усилие на электрод, кН | I.св, А | t, c |
Технический алюминий | 0,5+0,5 | 2,45 | 15 | 0,08 |
1,5+1,5 | 2,84 | 22 | 0,1 | |
2,5+2,5 | 3,43 | 28 | 0,16 | |
4,8+4,8 | 4,12 | 42 | 0,30 | |
АМг-АМ | 0,5+0,5 | 1,28 | 22 | 0,04 |
1,0+1,0 | 2,45 | 30 | 0,06 | |
1,5+1,5 | 3,43 | 34 | 0,08 | |
2,0+2,0 | 4,91 | 38 | 0,10 | |
АМг6Т | 1,5+1,5 | 7,85 | 46 | 0,21 |
2,0+2,0 | 6,77 | 33,4 | 0,23 | |
3,0+3,0 | 6,87 | 41,5 | 0,22 | |
АМц-АМ | 1,0+1,0 | 4,91 | 43 | 0,13 |
2,0+2,0 | 6,13 | 42,5 | 0,23 | |
3,0+3,0 | 8,93 | 53 | 0,18 | |
Д16-АТ | 0,5+0,5 | 2,16 | 23 | 0,08 |
0,8+0,8 | 3,4 | 27 | 0,10 | |
1,0+1,0 | 4,41 | 28 | 0,12 | |
1,5+1,5 | 6,38 | 34 | 0,16 |
Точечная сварка алюминия и его сплавов требует применения сварочных токов весьма большой плотности – до 1000 А/мм2 и выше, что значительно превосходит плотность тока при сварке малоуглеродистой стали. Применяемые токи в 3-4 раза больше, чем при сварке стали. Рекомендуемое удельное давление 59-98 МПа. Диаметр ядра точки при сварке алюминия толщиной 2-3 мм составляет 8-11 мм. Так как в результате нагрева при точечной сварке алюминиевые сплавы разупрочняются, причем размеры зон разупрочнения зависят от времени сварки, сплавы такого типа сваривают при сравнительно коротких импульсах тока продолжительностью 0,08-0,3 сек (жесткие режимы). В зависимости от толщины металла применяют следующие радиусы сферы электродов:
Применяемые токи в 3-4 раза больше, чем при сварке стали. Рекомендуемое удельное давление 59-98 МПа. Диаметр ядра точки при сварке алюминия толщиной 2-3 мм составляет 8-11 мм. Так как в результате нагрева при точечной сварке алюминиевые сплавы разупрочняются, причем размеры зон разупрочнения зависят от времени сварки, сплавы такого типа сваривают при сравнительно коротких импульсах тока продолжительностью 0,08-0,3 сек (жесткие режимы). В зависимости от толщины металла применяют следующие радиусы сферы электродов:
Толщина металла, мм | 1 | 2 | ≥3 |
Радиус сферы электрода, мм | 75 | 100 | 150 |
При сварке легких сплавов обеспечивают минимальное выделение теплоты в контакте электрод – деталь и интенсивное охлаждение электрода. В связи c этим электрическая проводимость сплава для изготовления электродов должна быть не ниже 85-90 % проводимости меди.
В связи c этим электрическая проводимость сплава для изготовления электродов должна быть не ниже 85-90 % проводимости меди.
При точечной сварке высокопрочных алюминиевых сплавов, начиная с толщин 1,5-2 мм, лучшее уплотнение ядра и соответственно устранение склонности сварной точки к порам и трещинам достигаются при использовании графика переменного усилия с «ковочным» давлением Рк. Обычно принимают Рк = 1,5 + 3 Рсв, где Рсв – усилие, приложенное к электродам во время сварочного нагрева. Так, для сплава Д16-АТ при толщине листа 1,5 мм Рсв = 6500 Н, а Рк = 9810 ÷ 11800 Н. Для того чтобы избежать перегрева металла в контакте электрод – деталь, уменьшить износ электродов и улучшить качество поверхности деталей из алюминиевых сплавов, в ряде случаев (например, для ответственных деталей) применяют модулирование импульса сварочного тока с постепенными его нарастанием и спадом. Для точечной сварки металла малых толщин (0,02-0,5 мм) используют конденсаторную сварку на машинах типа ТКМ-4 мощностью 100 Вт и др.
Рисунок 3. Циклограмма одноимпульсной точечной сварки алюминиевых сплавов с «ковочным» давлением.
Рисунок 4. Циклограмма точечной сварки с постепенными нарастанием в спадом тока
При сварке алюминиевых сплавов точки, обладая высокой прочностью при работе на срез, относительно плохо сопротивляются разрыву.
Таблица 2. Среднее разрушающее усилие сварных точен на алюминиевых сплавах
Марка | b, мм | Диаметр ядра, мм | Разрушающее усилие, кН | |
на срез | на отрыв | |||
АМц-АМ | 2,0+2,0 | 8,5 | 5,2 | 3,8 |
3,0+3,0 | 11,0 | 7,2 | 6,0 | |
АМг5В | 2,0+2,0 | 8,0 | 5,4 | 2,5 |
2,5+2,5 | 9,0 | 6,1 | 2,7 | |
АМг6Т | 2,0+2,0 | 9,0 | 8. | 4,0 |
3,0+3,0 | 10,5 | 9,3 | 3,7 | |
Д16-АМ | 2,0+3,0 | 8,5 | 6,6 | 2,8 |
2,5+2,5 | 10,0 | 7,9 | 3,4 | |
Д16-АТ | 2,0+2,0 | 9,0 | 6,5 | 2,3 |
3,0+3,0 | 10,5 | 10,6 | 3,9 | |
 4
4
Рисунок 5. Основные типовые соединения при шовной сварке алюминия и его сплавов: а – внахлестку; б – бортовое.
Основные типовые соединения при шовной сварке алюминия и его сплавов: а – внахлестку; б – бортовое.
Шовная сварка успешно используется при изготовлении изделий из алюминиевых сплавов толщиной до 4 мм, требующих герметичности. Для легких сплавов на основе алюминия и магния такая сварка осуществляется двумя способами – прерывистым и шаговым. При первом способе свариваемые детали перемещаются относительно электродов машины непрерывно, а сварочный ток включается импульсами длительностью tи чередующимися с паузами tn. Прерывистое включение тока позволяет исключить перегрев поверхности свариваемых деталей и резко снижает износ электродов. Для алюминиевых сплавов . При втором способе, весьма эффективном для алюминиевых сплавов, включение сварочного тока и перемещение деталей чередуются: сварка осуществляется при неподвижных деталях, а их перемещение – при выключенном токе и постоянном давлении.
Основные типы соединений при шовной сварке алюминия такие же, как для стали и других металлов. Размер С принимается в зависимости от толщины сплава:
Размер С принимается в зависимости от толщины сплава:
b, мм | 1 | 1,5 | 2 |
С, мм | 14 | 17 | 20 |
Ширина рабочей части роликов равна 2-12 мм и увеличивается с ростом толщины свариваемого металла. Диаметр электрода составляет 150-200 мм. При толщине металла 0,5 мм применяют электроды меньшего диаметра – 40-50 мм. Для сварки легких сплавов используют ролики со сферической рабочей поверхностью. При шовной сварке алюминия и его сплавов необходимо обеспечить протекание значительного тока в сварочной цепи. Поэтому применяют роликовые машины большой мощности (250-350 кВА).
Таблица 3. Ориентировочные режимы прерывистой шовной сварки алюминиевых сплавов
b, мм | Ширина ролика, мм | Iсв, кА | t, с | Усилие сжатия, кН | Uсв. м/мин | Шаг точки, мм | |
действия тока | паузы | ||||||
0,6+0,6 | 2,8 | 26 | 0,04 | 0,08 | 2,6 | 0,7 | 1,4 |
1,0+1,0 | 3,6 | 32 | 0,06 | 0,1 | 3,3 | 0,75 | 2,0 |
1,5+1,5 | 4,8 | 38 | 0,06 | 0,18 | 4,2 | 0,65 | 2,5 |
2,0+2,0 | 6,6 | 41 | 0,08 | 0,24 | 4,8 | 0,5 | 2,5 |
Усилия сжатия электродов близки к усилиям для малоуглеродистой стали той же толщины. Скорость сварки ниже, чем для стали, и лежит в пределах 0,5-1,0 м/мин. Она уменьшается с увеличением толщины свариваемых деталей.
Скорость сварки ниже, чем для стали, и лежит в пределах 0,5-1,0 м/мин. Она уменьшается с увеличением толщины свариваемых деталей.
Существенное влияние на качество шва при шовной сварке так же, как и при точечной, оказывает состояние поверхности сплава.
Стыковая сварка.
Стыковая сварка алюминия и его сплавов возможна как сопротивлением, так и оплавлением. При сварке алюминия сопротивлением плотность тока примерно в два раза выше, чем при сварке малоуглеродистой стали (при одинаковой длительности процесса). Нагрев проводится с большими скоростями, превышающими скорости нагрева деталей из стали. Для алюминия потребляется значительно большая мощность, чем для стали. Так, при сварке сопротивлением стержней диаметром 8 мм для малоуглеродистой стали необходима мощность 5 кВА, для алюминия – 15 кВА.
Наиболее эффективна для алюминия и его сплавов стыковая сварка оплавлением, так как при данном процессе исключается окисление металла в стыке, опасность которого при сварке этого металла очень велика. Известны примеры сварки оплавлением изделий из алюминиевых сплавов на машинах мощностью более 500 кВА с усилием осадки выше 150 кН, а также сварки многочисленных простых сечений меньших размеров (стержни, трубы, полосы и др.). В строительстве стыковая сварка широко применяется для соединения различных сложных профилей, которые свариваются под различным углом друг к другу.
Известны примеры сварки оплавлением изделий из алюминиевых сплавов на машинах мощностью более 500 кВА с усилием осадки выше 150 кН, а также сварки многочисленных простых сечений меньших размеров (стержни, трубы, полосы и др.). В строительстве стыковая сварка широко применяется для соединения различных сложных профилей, которые свариваются под различным углом друг к другу.
Стыковая сварка ведется с большой скоростью непрерывного оплавления, достигающей 8 мм/с и более (при сварке стали она редко превышает 2-3 мм/с). Необходимы значительные скорости осадки (150 мм/с и выше), большие, чем при сварке малоуглеродистой стали. Давления при осадке для алюминиевых сплавов могут достигать 196,1-215,7 МПа. Поэтому для их сварки требуются машины относительно большей мощности с автоматическим управлением.
Таблица 4. Ориентировочные режимы стыковой сварки оплавлением алюминиевых сплавов.
Сплав | Толщина полосы, мм | Установочная длина, мм | Припуск на оплавление, мм | Длительность оплавления, с | Средняя скорость оплавления, мм/с | Припуск на осадку, мм | Скорость осадки, мм/с | Давление осадки, МПа | Удельная мощность, кВА/мм2 |
АМг6 | 5-8 | 45 | 22 | 7 | 8 | 6-8 | 150 | 157 | 0,17 |
Д16-АМ | 3-5 | 30 | 15 | 3 | 11 | 5-6 | 150 | 98 | 0,28 |
АК6 | 4-6 | 14 | 10 | 1,8 | 7 | 7-8,5 | 100-150 | 176-215 | 0,4 |
Рисунок 6. Схема стыковой сварки алюминиевых заготовок с принудительным формированием соединения.
Схема стыковой сварки алюминиевых заготовок с принудительным формированием соединения.
Для алюминиевых сплавов весьма эффективна стыковая сварка оплавлением со срезанием грата ножами и с принудительным формированием стыка. Эти способы обеспечивают благоприятную структуру соединения при повышенном давлении с устранением расслоения и рыхлости, наблюдаемых при обычных схемах осадки. При сварке термообработанных деталей большого сечения применяют подогрев (при повышенной установочной длине и плотности тока 5-7 А/мм2) до 200-300 °С в течение 30-40 с (подогрев не должен заметно влиять на разупрочнение сплава). Рекомендуются следующие параметры процесса сварки: перед подогревом торцы выравнивают предварительным оплавлением, а затем сдавливают при давлении 19,6-49,0 МПа. После подогрева оплавление возбуждают ступенчато, при скоростях оплавления 0,5-1 мм/с, далее при 3-5 мм/с и, наконец, при 10-25 мм/с; давление осадки 147,2-245,3 МПа. Эффективно также импульсное оплавление. Лучшие результаты получаются при сварке алюминиевых сплавов в защитной атмосфере инертных газов. Однако опыт показывает, что во многих случаях возможна сварка без защиты газами (особенно для малых сечений).
Механические свойства стыков из заданного сплава зависят от применяемых режимов сварки. Для обеспечения максимальной прочности давление должно быть согласовано со скоростью осадки: с увеличением давления скорость осадки уменьшают. Прочность стыков из алюминия в среднем составляет 68,7-88,3 МПа. На сплаве типа АМг6 можно получить сварные соединения, равнопрочные основному металлу при удовлетворительной их пластичности. На высокопрочных сплавах (например, Д16-АТ) прочность и пластичность стыков ниже, чем у основного металла. Термическая обработка (отжиг) оказывает существенное влияние на прочность и пластичность соединений из некоторых сплавов, например АК6.
Таблица 5. Механические свойства соединений пластин из алюминиевых сплавов, выполненных стыковой сваркой оплавлением
Сплав | b, мм | F, мм2 | σв, МПа | α, град | ||
Основной металл | Сварное соединение | Основной металл | Сварное соединение | |||
Д1-АМ | 4-8 | 200-2400 | 210 | 157-206 | 180 | 30-60 |
АМг6 | 2,5-6 | 200-4000 | 294-353 | 274-353 | 100-120 | 31-39 |
Д16-АТ | 4 | 200-1000 | 431-451 | 147-265 | 45-48 | <5 |
Проволоки из алюминия и его сплавов соединяют встык конденсаторной сваркой. Механические свойства сваренных стыков определяются для алюминиевой проволоки диаметром 2-3 мм 6-8 перегибами под углом 180°.
Таблица 6. Ориентировочные режимы стыковой конденсаторной варки алюминиевых проволок
Сплав | dпр | Lk, мкФ | Uk, В | Припуск на оплавление,мм | Усилие осадки, Н |
Технический алюминий | 2,8 | 250 | 1400 | 9 | 1569,6 |
3,5 | 550 | 1500 | 14 | 1666,8 | |
АЛ5 | 3,5 | 550 | 1200-1500 | 6 | 1079,1 |
Влияние параметров сварки на пиковую нагрузку и поглощение энергии точечной контактной сваркой низкоуглеродистой стали
Влияние переменных процесса (давление электрода, время выдержки, сварочный ток и время сварки) на характеристики точечной сварки сопротивлением низкоуглеродистой стали были исследованы в этой статье. Режим отказа, пиковая нагрузка и максимальная энергия, полученные при испытании на растяжение-сдвиг, были использованы для описания характеристик точечной сварки. Чрезмерное давление на электрод может значительно снизить как пиковую нагрузку, так и максимальную энергию.Время выдержки существенно не влияет на пиковую нагрузку и максимальную энергию исследуемого материала. Увеличение времени сварки и сварочного тока в некоторой степени увеличивает как пиковую нагрузку, так и максимальную энергию. Однако чрезмерное время сварки и сварочный ток не только не увеличивают размер сварных швов и максимальную нагрузку, но и снижают максимальную энергию.
1. Введение
На протяжении нескольких десятилетий контактная точечная сварка была доминирующим процессом соединения листового металла. Чтобы гарантировать и поддерживать структурную целостность готового компонента в широком диапазоне рабочих условий, например в аварийной ситуации, необходимо исключить малейшую возможность получения хотя бы одного или двух дефектных сварных швов в критическом компоненте.Эти требования в сочетании с неопределенностями в отношении качества сварных швов из-за сложности применения неразрушающих испытаний к точечным сварным швам ответственны за практику выполнения большего количества точечных сварных швов, чем фактически необходимо для поддержания структурной целостности. Современная машина имеет от 2000 до 5000 сварных точек. Примерно от 20% до 30% этих точечных сварных швов связано с неопределенностью качества точечной сварки [1]. Значительные затраты, связанные с сваркой со сваркой, создают значительную движущую силу для оптимизации этого процесса.
Таким образом, оценка качества точечной сварки является очень важным вопросом с точки зрения надежности автомобиля и повышения экономики производства автомобилей. Оценка качества точечной сварки требует изучения переменных процесса сварки и взаимосвязи характеристик сварки. Характеристики сварных швов обычно относятся к статической и динамической прочности. Испытание на растяжение и сдвиг является наиболее обычным испытанием для оценки механического поведения точечной сварки в статических условиях как из-за его простоты, так и из-за того, что многие сваренные точечной сваркой конструкции рассчитаны на то, чтобы выдерживать нагрузки сдвига и растяжения.На Рисунке 1 схематично показана типичная кривая нагрузка-смещение при испытании на растяжение-сдвиг для точечной сварки. Большинство исследователей использовали пиковую нагрузку (𝑃max), извлеченную из графика «нагрузка-смещение», для описания механического поведения точечной сварки. Однако, как отмечает Zhou et al. [2], максимальная энергия (𝑊max), соответствующая пиковой нагрузке, должна использоваться для более точного описания механического поведения точечной сварки. Max показывает способность точечной сварки поглощать энергию, и чем выше 𝑊max, тем выше надежность сварки в условиях удара, например, при авариях.
Целью статьи является оценка влияния параметров сварки (сварочный ток, время сварки, сила электрода, время выдержки) на пиковую нагрузку, поглощение энергии и режим отказа точечных сварных швов с низким углеродным сопротивлением при статическом растяжении. испытание на сдвиг.
2. Методика эксперимента
В данном исследовании использовалась низкоуглеродистая сталь без покрытия толщиной 0,8 мм, используемая в автомобильной промышленности. Химический состав стали Fe – 0,045C-0.032Si – 0,189 Mn. Сварные швы выполнялись с помощью точечной точечной сварки на переменном токе мощностью 120 кВА. Механические свойства основного металла приведены в таблице 1.
| |||||||||||||||
Контактная точечная сварка выполнялась с помощью машины для контактной точечной сварки на пьедестале переменного тока мощностью 120 кВА с управлением от ПЛК.Сварка проводилась с помощью электрода RWMA класса 2 с усеченным конусом под углом 45 градусов и торцевым диаметром 5 мм.
Для изучения влияния условий сварки на режим разрушения сварного шва использовалось несколько графиков сварки. В таблице 2 показаны переменные процесса, использованные в этом исследовании. Были зарегистрированы критические условия сварки, приводящие к выталкиванию. Для каждого режима сварки были подготовлены четыре образца, включая три образца для испытания на растяжение-сдвиг и один образец для металлографического исследования и измерения размера сварного шва.
| ||||||||||||||
| * 1 цикл = 50 Гц. | ||||||||||||||
Чтобы оценить механические характеристики и характер разрушения точечных сварных швов, было проведено испытание на растяжение и сдвиг. На рисунке 2 показаны размеры образца. Испытания на растяжение-сдвиг проводились при поперечной головке 10 мм / мин на универсальной испытательной машине Instron. Пиковая нагрузка (измеренная как точка пика на кривой «нагрузка-смещение») и энергия отказа (измеренная как площадь под кривой «нагрузка-смещение до пиковой нагрузки») были извлечены из кривой «нагрузка-смещение» (см. Рисунок 1).Точки данных для пиковой нагрузки и энергии отказа представляют собой средние значения измеренных значений для трех образцов. Режимы разрушения образцов, сваренных точечной сваркой, определяли путем исследования разрушенных образцов.
Образцы для металлографических исследований были подготовлены с использованием стандартной процедуры металлографии. Для выявления макроструктуры и микроструктуры образцов использовали травильный реагент 2% Nital. Микроструктуру различных зон изучали с помощью оптического микроскопа.Размеры сварных швов (зоны сплавления) измеряли для всех образцов на металлографических сечениях сварных швов.
3. Результаты и обсуждение
3.1. Структура точечного сварного шва и профиль твердости
Типичная макроструктура точечного сварного шва показана на рисунке 3. Как можно видеть, он состоит из трех зон: (i) сварной шов (расплавленный в процессе сварки и повторно затвердевший), (ii) термическое воздействие. зона (HAZ) (не плавится, но претерпела структурные изменения), (iii) основной металл.
Микроструктуры основного металла и сварных швов показаны на рисунке 4.Первый состоит из ферритной матрицы и некоторого количества рассеянного цементита, тогда как доминирующей микроструктурой последнего является мартенсит.
Типичный профиль твердости точечной сварки показан на рисунке 5. Как видно из этого рисунка, профиль твердости ядра сварного шва состоит из трех зон: ядра сварного шва, HAZ и основного металла. Твердость наггета сварного шва в два раза превышает значение основного металла из-за образования мартенсита в этой зоне. Твердость сварного шва почти постоянна, что показывает, что, хотя скорость охлаждения не постоянна по всему сварному шву, она достаточно быстра для создания относительно однородной микроструктуры в этой зоне.Изменение твердости в ЗТВ практически линейное. Сильный градиент микроструктуры в ЗТВ возникает из-за термического градиента цикла сварки, который, в свою очередь, вызывает большие изменения значений твердости.
Об образовании мартенсита в ядре сварного шва во время RSW для низкоуглеродистых сталей также сообщали другие исследователи [2]. Скорость охлаждения выше для процесса контактной точечной сварки по сравнению с другими процессами сварки плавлением, такими как дуговая сварка, электронно-лучевая сварка и лазерная сварка. Volger [3] сообщил, что скорость охлаждения RSW достигает 1000 Ks -1 за нулевое время выдержки.Увеличение времени выдержки увеличивает скорость охлаждения до более чем 10 000 Кс -1 из-за эффекта закалки медного электрода [4]. Такой высокой скорости охлаждения не наблюдается в других процессах сварки плавлением. Это связано с наличием медных электродов с водяным охлаждением и их закалочным эффектом, а также коротким циклом сварки.
3.2. Влияние параметров процесса на размер сварного стержня
Влияние давления электрода, времени выдержки, сварочного тока и времени сварки на размер зоны сплавления показано на рисунках 6–9.Размер зоны плавления является одним из наиболее важных факторов, определяющих механические свойства, которые определяются параметрами процесса. Действительно, размер сварного шва определяется подводимой теплотой и скоростью подводимой теплоты. Выделение тепла в месте соединения регулируется сварочным током, временем сварки, статическим (контактным) и динамическим электрическим сопротивлением. Статическое электрическое сопротивление в основном определяется давлением электрода и, в свою очередь, контролирует образование сварных швов [5].
Как видно на Рисунке 6, диаметр сварного шва уменьшается при увеличении силы электрода.Увеличение электродного усилия уменьшает толщину материала между двумя электродами и увеличивает площадь межфазного контакта листа (за счет изменения шероховатости поверхности). Электрическое сопротивление пропорционально длине проводника и обратно пропорционально его площади поперечного сечения. Следовательно, увеличение силы снижает электрическое сопротивление и, таким образом, уменьшает выделяемое тепло на границе раздела.
Как видно на Рисунке 7, диаметр сварного шва не изменяется со временем выдержки. Время выдержки электрода на затвердевающем металле шва не влияет на нагревательную часть теплового цикла и, таким образом, не влияет на выделяемое тепло и объем расплавленного металла.Действительно, увеличение времени сварки и сварочного тока увеличивает подвод тепла и, следовательно, размер сварного шва (рисунки 8 и 9). Конечно, на постоянное время увеличение сварочного тока сокращает время, необходимое для достижения температуры плавления, и, следовательно, увеличивает время выдержки при этой температуре (или более высоких температурах). Таким образом, больший объем материала может превысить температуру ликвидуса, что означает образование крупицы большего размера. Скорость изменения диаметра самородка от нуля до максимума при выталкивании неоднородна.Как видно на рисунках 8 и 9, угол наклона кривой диаметра стержня в зависимости от сварочного тока не является равномерным для = 9 циклов. Также кривая зависимости диаметра стержня от времени сварки неоднородна. В областях с высоким сварочным током и большим временем сварки происходит выталкивание (рис. 10)
Согласно Гулду [6], рост сварных швов в зависимости от сварочного тока и времени сварки происходит в четыре этапа: (i) стадия инкубации: не происходит плавления и не образуется самородок, (ii) стадия образования самородка и стадия быстрого роста самородка, (iii) стадия медленного роста самородка, (iv) выталкивание.
Действительно, на скорость роста ядер сварного шва влияют два явления: увеличение электрического сопротивления из-за повышения температуры металлов и уменьшение электрического сопротивления из-за образования и роста сварных швов. На ранних стадиях роста сварного шва, когда сварной шов небольшой, увеличение сопротивления из-за нагрева материала (из-за сварочного тока или времени сварки) преодолевает снижение сопротивления из-за роста сварного шва. Однако увеличение диаметра ядра сварного шва увеличивает эффект снижения сопротивления, вызванного ростом ядра сварного шва.Следовательно, скорость роста сварных швов снижается при дальнейшем увеличении сварочного тока или времени сварки.
3.3. Влияние режима отказа на характеристики сварного шва
Режим отказа является качественным критерием качества сварки. Как правило, точечные сварные швы выходят из строя в двух режимах: межфазной и отрывной. В режиме межфазного разрушения разрушение происходит из-за распространения трещины через сварной острие, в то время как в режиме отрыва разрушение происходит из-за полного или частичного выдергивания сварного шва из металлического листа.
Влияние режима отказа на 𝑃max и 𝑊max показано на рисунке 11. Как видно, режим отказа сильно влияет на пиковую нагрузку сварного шва и максимальную энергию. Максимальная энергия и максимальная нагрузка имеют меньшее значение для режима межфазного разрушения по сравнению с режимом отрыва. Типичные поверхности излома точечной сварки для режимов межфазного и разрывного разрушения показаны на рисунке 12. Как видно, пластическая деформация практически не наблюдается для режима межфазного разрушения, в то время как режим отрыва, сопровождающийся значительной пластической деформацией, обнаружен, что при низком сварочном токе и сварке время разрушение происходит в межфазном (сдвиговом) режиме.Увеличение сварочного тока и времени сварки увеличивает диаметр сварного шва и, таким образом, изменяет режим отказа на режим отрыва. Время выдержки не влияет на размер сварного шва и режим отказа. Повышение давления электрода приводит к чрезмерному уменьшению размера сварного шва и изменению режима отказа с вырывания на межфазный.
3.4. Влияние параметров процесса на пиковую нагрузку и поглощение энергии
Пиковая нагрузка (𝑃max) и максимальное поглощение энергии (𝑊max) точечных сварных швов зависит от их физических характеристик, особенно от размера сварных швов и прочности в месте разрушения [7].Пиковая точка на графике «нагрузка-смещение» при испытании на сдвиг и растяжение соответствует точке распространения трещины через острие сварного шва для межфазного режима и точке перегиба в месте разрушения для режима отрыва. Для межфазного режима, чем больше размер самородка, тем выше межфазное сопротивление сдвигу. Для режима вытягивания увеличение диаметра самородка увеличивает сопротивление самородка скручиванию и, следовательно, увеличивает требуемую силу для образования шейки в месте повреждения. В обоих случаях увеличение диаметра сварного шва увеличивает требуемую силу для отказа.Как видно на Рисунке 6, увеличение давления электрода уменьшает размер сварного шва и, следовательно, пиковую нагрузку точечной сварки и поглощение энергии. Увеличение времени выдержки существенно не влияет на пиковую нагрузку и поглощение энергии (Рисунок 7). Как видно на рисунках 13 и 14, увеличение сварочного тока и времени сварки увеличивает пиковую нагрузку точечной сварки в результате увеличения диаметра стержня. Как видно на рисунках 13 и 14, в области сильного тока при = 9 циклов и в области большого времени сварки при = 9 кА диаметр сварочного стержня и, следовательно, прочность сварного шва не зависят от параметров сварки.На рис. 15 показаны максимальные изменения энергии в зависимости от сварочного тока для двух периодов сварки. Как видно, для = 7 циклов максимальная энергия увеличивается с увеличением сварочного тока. В то время как для = 9 циклов увеличение сварочного тока увеличивает максимальную энергию до критической точки, после чего она снижается до даже ниже значений, соответствующих меньшему времени сварки (= 7 циклов). Максимальные изменения энергии в зависимости от времени сварки для двух постоянных токов показаны на рисунке 16. Когда происходит вытеснение, 𝑊max уменьшается, несмотря на постоянный диаметр сварного шва.
Высокое вдавливание электрода, связанное с выталкиванием, является основной причиной снижения энергии отказа при высоких сварочных токах и времени сварки. Углубление электрода влияет на место повреждения, и образцы, испытывающие выталкивание, разрушаются на краю сварного шва. Пластичность сварного шва для этих образцов меньше, чем ее значение для этих образцов, разрушающихся на основном металле из-за более высокой твердости кромки сварного шва. Следовательно, разрушение кромки сварного шва сопровождается меньшим поглощением энергии.Следовательно, максимальная энергия для тех сварных швов, которые демонстрируют выталкивание, меньше, чем у сварных швов без выталкивания с аналогичными или даже меньшими диаметрами сварных швов.
Таким образом, вопреки некоторым сообщениям о незначительном влиянии вытеснения на характеристики сварного шва, можно увидеть, что, хотя вытеснение не оказывает значительного влияния на прочность сварного шва, оно снижает энергию разрушения. Следовательно, если для описания механического поведения сварного шва используется просто max, негативный эффект вытеснения не может быть обнаружен. Однако в дополнение к геометрическим характеристикам сварного шва, таким как сварной шов, выталкивание также может значительно повлиять на характеристики точечной сварки сопротивлением.
4. Заключение
Из этого исследования можно сделать следующий вывод. (1) В дополнение к пиковой нагрузке следует учитывать максимальную энергию для более точного описания механического поведения и производительности точечных сварных швов. (2) Избыточное давление электрода может значительно снизить как пиковую нагрузку, так и максимальную энергию. (3) Время выдержки существенно не влияет на пиковую нагрузку и максимальную энергию для исследуемого материала. (4) Увеличение времени сварки и сварочного тока в некоторой степени увеличивает как пиковую нагрузку, так и максимальную энергию.Однако чрезмерное время сварки и сварочный ток не только не увеличивают размер сварных швов и не увеличивают пиковую нагрузку, но и снижают максимальную энергию. (5) Хотя вытеснение может не снизить нагрузочную способность точечной сварки, оно может снизить их способность к поглощению энергии. 𝑊max для образцов, подвергающихся выталкиванию, ниже по сравнению с образцами без вытеснения с идентичным или даже меньшим размером сварного шва.
| СТАНД. ФУНКЦИЯ | ОПЕРАЦИЯ | ДИАПАЗОН | ПРИЛОЖЕНИЕ |
|---|---|---|---|
| РЕЖИМЫ СВАРКИ | ТОЧКА, ШОВ, РОЛИКА | – | Управляет выбранным режимом сварки |
| СЧЕТЧИК | Считает сварные швы или готовые детали | 0–65 500 | Управление производством |
| КОНТАКТОР ДУГИ НАКОНЕЧНИКА | Замыкание обмоток трансформатора | – | Устраняет искрение на электродах |
| КЛАВИАТУРА KEYLOCK | Предотвращает изменение программы | – | Исключает несанкционированные изменения |
| ВТЯНИТЬ | Управляет соленоидом RETRACT | – | Устанавливает большое или маленькое отверстие электрода |
| ОЗУ БЛОКИРОВКИ КЛЮЧЕЙ FCTN. | Может работать с гидроцилиндрами с ключом | – | Замки втягивающей головки на сварочных аппаратах типа Sciaky |
| ДВОЙНОЙ НАГРЕВ | Два независимых графика сварки из 75 в памяти | – | Сварка двух комбинаций толщины за один проход |
| ВРЕМЯ ПРИЖИМА | Выдержать перед обжигом | 0-99 циклов | Пожар после замыкания электродов |
| СВАРКА | Основной жар сварного шва | 0-99 циклов 0-99 импульсов 0-99% нагрев 0-99 холодный цикл. | Основной нагрев для всех программ сварки |
| РАСПАД-СВАРКА | Понижение температуры после сварки | 0-99 циклов 0-99% нагрев | Контроль теплового растрескивания; Плавный переход между импульсами |
| ВРЕМЯ ЗАДЕРЖКИ | Выдержка после сварки | 0-99 циклов | Позволяет остыть самородку |
| РАСПИСАНИЕ ПАМЯТИ | Мгновенный вызов полных графиков сварки | 75 полных расписаний | Мгновенная установка для сварки обычных комбинаций металлов |
| ПРЕДВАРИТЕЛЬНЫЙ НАГРЕВ | Последовательность нагрева перед сваркой | 0-99 циклов 0-99 импульсов 0-99% нагрев 0-99 холодный цикл. | Контролирует нагрев при сварке тяжелых деталей |
| ПРЕДВАРИТЕЛЬНЫЙ НАГРЕВ | Динамическое снижение нагрева после предварительного нагрева | 0-99 циклов 0-99% нагрев | Контроль теплового растрескивания; Плавный переход между импульсами |
| ЗАКАЛКА И ТЕМПЕР | Охлаждение и повторный нагрев в конце последовательности сварки | 0-99 циклов 0-99 импульсов 0-99% нагрев 0-99 холодный цикл. | Снижает хрупкость высокоуглеродистых сталей |
| ПОВТОР | Автоматическое открытие и закрытие наконечников при закрытии включения | 0-99 циклов | Позволяет «автоматизировать» работу сварщика на длинных рядах повторяющихся швов. |
| ВОДИТЕЛЬ ЭКОНОМИИ ВОДЫ | Управляет соленоидом экономии воды | 1 минута | Отключает воду через 1 минуту после последней сварки |
| НАКОНЕЧНИК СИЛЫ | Рассчитать необходимое давление | 0-9,999 фунтов | Быстрая установка для WELD и FORGE |
| ПРЕКОМПРЕССИЯ, ПОСТКМПРЕССИЯ | Время высокого давления перед первым нагревом | 0-99 циклов ВКЛ 0-99 циклов задержка | Снижает поверхностное сопротивление в начале сварки для большей однородности. |
| ЗАДЕРЖКА КОВКИ | Задержка по времени высокого давления | 0-99 циклов | Уменьшает внутреннее растрескивание самородка |
Обзор листов для точечной сварки сопротивлением: процессы и виды отказов
[1] Я.С. Хван, М. Дж. Канг и Д. К. Ким, Снижение вытеснения при контактной точечной сварке за счет управления формой волны сварочного тока, в Procedure Engineering, 2011, т. 10. С. 2775–2781.
DOI: 10.1016 / j.proeng.2011.04.461
[2] А.М. Аль-Мухтар, К. Дус, Точечная свариваемость листа углеродистой стали, Adv. Матер. Sci. Англ., Т. 2013, с.1–6, (2013).
[3] А.Аль-Мухтар и К. Дус, Явление растрескивания в точечных сварных соединениях из аустенитной нержавеющей стали, Mater. Sci. Appl., Vol. 4, вып. Октябрь, с.656–662, (2013).
DOI: 10.4236 / msa.2013.410081
[4] Б.Ланг, Д.К. Сан, З.З. Сюань и X. Ф. Цинь, Горячее растрескивание магниевого сплава, сваренного контактной точечной сваркой, ISIJ International, vol. 48, вып. 1. с.77–82, (2008).
DOI: 10.2355 / isijinternational.48.77
[5] а.М. Перейра, Дж. М. Феррейра, а. Лоурейро, Дж. Д. М. Коста и П. Дж. Бартоло, Влияние параметров процесса на прочность контактных точечных сварных швов в алюминиевом сплаве 6082-T6, Mater. Des., Vol. 31, нет. 5, с.2454–2463, май (2010).
DOI: 10.1016 / j.matdes.2009.11.052
[6] В.Акофф, Р. Томпсон, Р. Гриффин и Б. Радхакришнан, Влияние термообработки на микроструктуру и микротвердость точечных сварных швов в Ti-26A1-11Nb, Mater. Sci. Англ. А, т. 152, нет. 1–2, с.304–309, май (1992).
DOI: 10.1016 / b978-1-85166-822-9.50050-9
[7] ЧАС.Айдын, А. Байрам, И. Дургун, Влияние послесварочной термообработки на механические свойства сварных соединений трением 2024-Т4 с перемешиванием, Матер. Des., Vol. 31, нет. 5. С. 2568–2577, (2010).
DOI: 10.1016 / j.matdes.2009.11.030
[8] Т.Ким, Ю. С. Ли, Дж. Ли и С. Х. Ри, Исследование неразрушающего контроля и оценки качества сварки при контактной точечной сварке, Key Eng. Матер., Т. 270–273, с.2338–2344, (2004).
DOI: 10.4028 / www.scientific.net / kem.270-273.2338
[9] Американское сварочное общество.(1985).
[10] T. A. Сварщик, Сварка алюминия Технология подачи проволоки Американский сварщик, который у нас есть, Качество, no.Апрель (2006 г.).
[11] ПК. Ван, К. В. Юинг, Анализ механики разрушения и сопротивления усталости точечно сварных соединений каретно-отрывного соединения, Усталостное разрушение.Англ. Матер. Struct., Т. 14, вып. 9, p.915–930, ноябрь (1991).
DOI: 10.1016 / 0142-1123 (92)
-j
[12] Т.Снег, Статьи – Как улучшить качество точечной сварки | Журнал Metalforming Magazine, 2014. [Онлайн]. Доступно: http: / www. Metalformingmagazine. Com / magazine / article. Asp, aid = 9505. [Дата обращения: 15 апреля 2016 г.].
[13] Я.О. Сантос, В. Чжан, В. М. Гонсалвес, Н. Бэй и П. а. Ф. Мартинс, Сварка нержавеющей стали, Int. J. Mach. Инструменты Manuf., Vol. 44, нет. 14, с.1431–1439, ноябрь (2004).
DOI: 10.1016 / j.ijmachtools.2004.06.010
[14] Т.Трийоно, Ю. Пурванинграм и И. Чамид, Критический диаметр самородка конструкции из тонких пластин с усиленной точечной сваркой, мод. Прил. Sci., Т. 7, вып. 7. С. 17–22, (2013).
DOI: 10.5539 / mas.v7n7p17
[15] W.Лю, С. Сунь, X. Сю, Ю. Цзо и Дж. Лин, Влияние диаметра самородка на механические свойства и характер разрушения метастабильной аустенитной нержавеющей стали, полученной контактной сваркой, // Mater. Des., Vol. 33, нет. 1. С. 292–299, январь (2012).
DOI: 10.1016 / j.matdes.2011.06.071
[16] Дж.Х. Сонг, Х. Г. Но, С. М. Акира, Х. С. Ю, Х. Й. Канг и С. М. Ян, Анализ эффективного размера самородка с помощью инфракрасной термографии при точечной сварке, Междунар. J. Automot. Technol., Т. 5, вып. 1, с.55–59, (2004).
[17] Дж.Б. Джордон, М. Ф. Хорстемейер, С. Р. Даневич, Х. Бадаринараян и Дж. Грантам, Определение усталостных характеристик и моделирование точечных сварных швов трением с перемешиванием в магниевом сплаве AZ31, Журнал инженерных материалов и технологий, вып. 132, нет. 4. с.041008, (2010).
DOI: 10.1115 / 1.4002330
[18] Дж.Б. Джордон, М. Ф. Хорстемейер, Дж. Грантам, Х. Бадаринараян, М. Стейт, А. Продактс, HA Limited, Ф. Хиллс, Ф. Стир и К. Рост, усталостная оценка точечных сварных швов трением с перемешиванием в листах из магниевого листа , Магн. Technol. 2010, с.267–271, (2010).
DOI: 10.1002 / 9781118859803.ch88
[19] П.К. Лин, З. М. Су, Р. Ю. Хе, З. Л. Лин, Виды отказов и оценки усталостной долговечности точечных сварных швов трением в образцах поперечного растяжения из алюминиевых листов 6061-Т6, Междунар. J. Усталость, т. 38, стр.25–35, (2012).
DOI: 10.1016 / j.ijfatigue.2011.11.003
[20] ЧАС.T. Kang, Прогнозирование усталости сварных точечных соединений с использованием эквивалентного структурного напряжения, Mater. Des., Vol. 28, вып. 3, с. 837–843, январь (2007).
DOI: 10.1016 / j.matdes.2005.11.001
[21] Л.Сяо, Л. Лю, Д. Л. Чен, С. Эсмаили и Ю. Чжоу, Усталостное поведение при контактной точечной сварке и дислокационные субструктуры при двух различных плавках магниевого сплава AZ31, Mater. Sci. Англ. А, т. 529, нет. 1, с.81–87, (2011).
DOI: 10.1016 / j.msea.2011.08.064
[22] Д.А. Ван и К. Х. Чен, Усталостная долговечность сварных точечных швов трением с перемешиванием в алюминиевых листах 6061-T6, J. Mater. Процесс. Technol., Т. 209, нет. 1, с.367–375, (2009).
DOI: 10.1016 / j.jmatprotec.2008.02.008
[23] С.Б. Бехравеш, Х. Джахед и С. Ламберт, Определение характеристик усталости и моделирование точечной сварки из магниевого сплава AZ31B, Int. J. Усталость, т. 64, с.1–13, (2014).
DOI: 10.1016 / j.ijfatigue.2014.01.026
[24] П.Лин, Дж. Пан и Т. Пан, Виды отказов и оценки усталостной долговечности точечных сварных швов трением в образцах, подвергающихся сдвигу внахлест из алюминиевых листов 6111-T4. Часть 1: Сварные швы, выполненные вогнутым инструментом, Int. J. Усталость, т. 30, нет. 1. С. 74–89, январь (2008).
DOI: 10.1016 / j.ijfatigue.2007.02.016
[25] В.X. Тран, Дж. Пэн и Т. Пэн, Усталостное поведение точечных сварных швов трением алюминия 5754-O и 6111-T4 в образцах, работающих на сдвиг внахлест, Int. J. Усталость, т. 30, нет. 12. С. 2175–2190, (2008).
DOI: 10.1016 / j.ijfatigue.2008.05.025
[26] ЧАС.Ли, Прогнозирование усталостной долговечности панельных конструкций с многоточечной сваркой с использованием эквивалентного коэффициента интенсивности напряжений, Международный журнал усталости, вып. 26, вып. 4. С. 403–412, (2004).
DOI: 10.1016 / j.ijfatigue.2003.07.001
[27] В.X. Тран, Дж. Пэн и Т. Пэн, Усталостное поведение точечных сварных швов трением в образцах разнородных алюминиевых листов при сдвиге и поперечном растяжении внахлестку, Междунар. J. Усталость, т. 32, нет. 7. С. 1022–1041, (2010).
DOI: 10.1016 / j.ijfatigue.2009.11.009
[28] М.Э. М. Эль-Сайед, Т. Ставярски и Р. Фрутигер, Усталостный анализ сварных точечных соединений при нагрузках переменной амплитуды, Eng. Фракт. Мех., Т. 55, нет. 3, с.363–369, (1996).
DOI: 10.1016 / 0013-7944 (95) 00235-9
[29] ИКС.Лонг, С. К. Ханна, Л. Ф. Аллард, Влияние усталостной нагрузки и остаточного напряжения на микроскопические механизмы деформации в точечном сварном соединении, Mater. Sci. Англ. А, т. 454–455, вып. 2007, стр.398–406, апрель (2007).
DOI: 10.1016 / j.msea.2006.11.062
[30] С.Лин, Дж. Пан, П. Вунг и Дж. Чианг, Модель роста усталостной трещины для точечных сварных швов в условиях циклического нагружения, Int. J. Усталость, т. 28, вып. 7, с.792–803, июл (2006).
DOI: 10.1016 / j.ijfatigue.2005.08.003
[31] W.Фрике, Усталостный анализ сварных соединений: состояние разработки, Мар. 16, нет. 3, с.185–200, май (2003).
[32] ЧАС.Ли и Н. Ким, Прогнозирование усталостной долговечности панельных конструкций с многоточечной сваркой с использованием эквивалентного коэффициента интенсивности напряжений, т. 26, вып. 4. 2004, с.403–412.
DOI: 10.1016 / j.ijfatigue.2003.07.001
[33] ЧАС.Т. Канг, П. Донг и Дж. К. Хонг, Анализ усталости точечных сварных швов с использованием метода структурных напряжений, нечувствительных к сетке, Int. J. Усталость, т. 29, нет. 8. С. 1546–1553, (2007).
DOI: 10.1016 / j.ijfatigue.2006.10.025
[34] Дж.Ф. Купер, Р. А. Смит, Измерение усталостных трещин в точечных сварных швах, Междунар. J. Усталость, т. 7, вып. 3, с.137–140, (1985).
[35] Р.W. Rathbun, D. K. Matlock, J. G. Speer, Усталостное поведение сваренных точечной сваркой высокопрочных листовых сталей, Weld. J., т. 82, нет. 8, стр. 207С – 218С, (2003 г.).
[36] Дж.М. Парк и Х. Т. Канг, Прогнозирование усталостной долговечности точечных сварных швов с использованием нейронных сетей обратного распространения, Mater. Des., Vol. 28, вып. 10. С. 2577–2584, (2007).
DOI: 10.1016 / j.matdes.2006.10.014
[37] Дж.С.-младший, Х. Ватанабе, Дж. Митчелл, Точечная свариваемость сталей Mn-Mo-Nb, VN и SAE 1008, Weld. J., стр.217–224, (1977).
[38] и Дж.С. Б. Дж. М. Сохилл-младший, Точечная сварка высокопрочных листовых сталей // Сварка. J., с. 1980, (1980).
[39] ИКС.Сан, Э. В. Стивенс и М. А. Халил, Влияние размера зоны плавления и режима разрушения на пиковую нагрузку и поглощение энергии точечными сварными швами из усовершенствованной высокопрочной стали в условиях нагружения сдвигом внахлест, Eng. Неудача. Анал., Т. 15, вып. 4, с.356–367, (2008).
DOI: 10.1016 / j.engfailanal.2007.01.018
[40] Дж.Х. Ким, Й. Чо и Я. Х. Джанг, Оценка свариваемости при односторонней точечной сварке сопротивлением, J. Manuf. Syst., Т. 32, нет. 3, с.505–512, (2013).
DOI: 10.1016 / j.jmsy.2013.04.007
[41] Д.К. Айдун и Р. В. Беннетт, Влияние переменных параметров контактной сварки на прочность сваренного точечной сваркой алюминиевого сплава 6061-T6 (1985).
[42] А.М. Аль-Мухтар, Эффективность точечной сварки и ее влияние на конструктивную прочность газогенератора и его производительность, Багдадский университет, (2002).
[43] Р.Прия, В. Субраманья Сарма и К. Прасад Рао, Влияние термообработки после сварки на микроструктуру и свойства растяжения разнородных сплавов AA 2219 и AA 6061, сваренных трением с перемешиванием, Trans. Индийский институт Met., Т. 62, нет. 1, с.11–19, (2009).
DOI: 10.1007 / s12666-009-0002-4
[44] Ю.Ч. Чен, Д. Бакавос, А. Голиния и П. Б. Прангнелл, Развитие HAZ и ускоренное естественное старение после сварки при ультразвуковой точечной сварке алюминиевого листа 6111-T4, Acta Mater., Vol. 60, нет. 6–7, с.2816–2828, (2012).
DOI: 10.1016 / j.actamat.2012.01.047
[45] С.Gesnouin, A. Hazarabedian, P. Bruzzoni, J. Ovejero-García, P. Bilmes и C. Llorente, Влияние термообработки после сварки на микроструктуру и водородопроницаемость сталей 13CrNiMo, Corros. Sci., Т. 46, нет. 7. С. 1633–1647, (2004).
DOI: 10.1016 / j.corsci.2003.10.006
[46] Ю.Ч. Чен, Х. Дж. Лю и Дж. К. Фенг, Влияние термообработки после сварки на механические свойства соединений, сваренных трением с перемешиванием 2219-O, J. Mater. Sci., Т. 41, нет. 1. С. 297–299, (2006).
DOI: 10.1007 / s10853-005-0640-9
[47] Ю.Ян, З. Ван, Х. Тан, Дж. Хонг, Ю. Цзян, Л. Цзян и Дж. Ли, Влияние кратковременной термообработки после сварки на эволюцию микроструктуры и точечную коррозию сваренного лазерным лучом дуплекса UNS S31803 нержавеющая сталь, Corros. Sci., Т. 65, с.472–480, (2012).
DOI: 10.1016 / j.corsci.2012.08.054
[48] Дж.Американские, ЖУРНАЛЫ АМЕРИКАНСКОЙ СВАРКИ, общ.
[49] Д. Кианерси, А.Mostafaei, A. A. Amadeh, Соединения точечной сварки сопротивлением листов аустенитной нержавеющей стали AISI 316L: фазовые превращения, механические свойства и характеристики микроструктуры, Mater. Des., Vol. 61, с.251–263, сентябрь (2014).
DOI: 10.1016 / j.matdes.2014.04.075
[50] К.Гуань, Х. Сю, Х. Сю и З. Ван, Влияние старения при 700 ° C на осаждение и ударную вязкость сварных швов аустенитной нержавеющей стали AISI 321 и AISI 347, Nucl. Англ. Des., Vol. 235, нет. 23, p.2485–2494, декабрь (2005).
DOI: 10.1016 / j.nucengdes.2005.06.006
[51] А.INTERNATIONAL, Сварка, пайка и пайка, vol. 6. ASM International, (1993).
[52] и Дж.W.M.J.M. Sawhill, JR.H. Watanable, точечная сварка сталей Mn Mo Cb, V-N и SAE 1008, (1977).
[53] С.Син Р., Янг С. М., Х. С. Ю, К. В. Ким и Х. Й. Канг, Анализ усталости многоточечной точечной сварки высокопрочной стали с помощью квазистатического испытания на растяжение-сдвиг, Key Eng. Матер., Т. 345–346, с.251–254, (2007).
DOI: 10.4028 / www.scientific.net / kem.345-346.251
[54] ЧАС.Tohmyoh, T. Imaizumi, H. Hayashi и M. Saka, Сварка Pt нанопроволок с помощью джоулева нагрева, Scr. Матер., Т. 57, нет. 10, p.953–956, (2007).
DOI: 10.1016 / j.scriptamat.2007.07.018
[55] С.Агаше и Х. Чжан, Выбор расписания на основе теплового баланса при контактной точечной сварке, Сварка. J., т. 1, вып. 2, с.179–183, (2003).
[56] Н.Кахраман, Влияние параметров сварки на прочность соединения листов титана, полученных контактной точечной сваркой, Матер. Des., Vol. 28, вып. 2, с. 420–427, январь (2007).
DOI: 10.1016 / j.matdes.2005.09.010
[57] С.Асланлар, а. Огур, У. Озсарак, Э. Ильхан и З. Демир, Влияние сварочного тока на механические свойства оцинкованных хромированных стальных листов при контактной точечной сварке сопротивлением, Mater. Des., Vol. 28, вып. 1, стр. 2–7, январь (2007).
DOI: 10.1016 / j.matdes.2005.06.022
[58] Д.Р. Андравс, Важность мониторинга параметров контактной сварки, т. 54, нет. Апрель, с. 1986, (1986).
[59] П.К. Рэй и Б. Б. Верма, Исследование замедления роста усталостной трещины, вызванной точечным нагревом, Fatigue Fract. Англ. Матер. Struct., Т. 28, вып. 7. С. 579–585, (2005).
DOI: 10.1111 / j.1460-2695.2005.00901.x
[60] Д.У. Сео, Й. Б. Чон и Дж. К. Лим, Влияние электрического сварочного тока на уменьшение разбрызгивания в процессе точечной сварки, Key Eng. Матер., Т. 261–263, с. 1623–1628, (2004).
DOI: 10.4028 / www.scientific.net / kem.261-263.1623
[61] С.Асланлар, Влияние времени сварки на механические свойства автомобильных листов при контактной точечной сварке сопротивлением, (2008).
DOI: 10.1016 / j.matdes.2007.09.004
[62] ИКС.Ван, Ю. Ван и П. Чжан, Моделирование влияния сварочного тока на точечную контактную сварку стали {DP600}, J. Mater. Процесс. Technol., Т. 214, нет. 11. С. 2723–2729, (2014).
[63] Ю.Дж. Чао, Режим разрушения точечных сварных швов: межфазная поверхность по сравнению с отрывом, Науки. Technol. Сварка. Присоединяйтесь., Т. 8, вып. 2, с.133–137, (2003).
[64] Э.Байрактар, Д. Каплан и М. Грумбах, Применение испытаний на ударное растяжение для точечной сварки листов, J. Mater. Процесс. Technol., Т. 153–154, с.80–86, ноябрь (2004).
DOI: 10.1016 / j.jmatprotec.2004.04.020
[65] А.W. Общество, Сварка. (1958).
[66] Росси Б. Э., Сварочная техника.(1985).
[67] Х. Мошайеди и И. Саттари-Фар, Численное и экспериментальное исследование роста размеров самородков при контактной точечной сварке аустенитных нержавеющих сталей, J.Матер. Процесс. Technol., Т. 212, нет. 2, с. 347–354, февраль (2012).
DOI: 10.1016 / j.jmatprotec.2011.09.004
[68] Д.Озюрек, Материалы и конструкция Влияние сварочного тока и атмосферы шва на способность точечной сварки сопротивлением аустенитной нержавеющей стали 304L, J. Mater., (2007).
DOI: 10.1016 / j.matdes.2007.03.008
[69] М.Пуранвари, А. Абеди, П. Мараши и М. Гударзи, Влияние вытеснения на пиковую нагрузку и поглощение энергии точечной сваркой сопротивлением низкоуглеродистой стали, Sci. Technol. Сварка. Присоединяйтесь., Т. 13, вып. 1, с. 39–43, январь (2008).
DOI: 10.1179 / 174329307×249342
[70] К.С. Гуань, X. Д. Сюй, Ю. Ю. Чжан, З. В. Ван, Трещины и фазы осадка в 321 сварном шве трубы дымовых газов из нержавеющей стали, Eng. Неудача. Анал., Т. 12, вып. 4, стр.623–633, август (2005).
DOI: 10.1016 / j.engfailanal.2004.05.008
[71] М.Пуранвари, Х. Р. Асгари, С. М. Мосавизадч, П. Х. Мараши и М. Гударзи, Влияние размера сварного шва на режим разрушения при перегрузке контактных точечных сварных швов. Technol. Сварка. Присоединяйтесь., Т. 12, вып. 3. С. 217–225, (2007).
DOI: 10.1179 / 174329307×164409
[72] ГРАММ.Mukhopadhyay, S. Bhattacharya, K. K. Ray, Оценка прочности листов, сваренных точечной сваркой, из сталей без промежуточных включений, J. Mater. Процесс. Technol., Т. 209, нет. 4, p.1995–2007, февраль (2009).
DOI: 10.1016 / j.jmatprotec.2008.04.065
[73] М.М. Рахман, Прогнозирование усталостной долговечности сварных точечных конструкций: метод анализа методом конечных элементов, Eur. J. Sci. Res., Vol. 22, нет. 3. С. 444–456, (2008).
[74] Дж.Б. Шамсул, М. М. Хисьям и Т. Мухибба, Исследование точечной сварки аустенитной нержавеющей стали типа 304, J. Appl. Sci., Т. 3, вып. 11. С. 1494–1499, (2007).
[75] А.Геан, С. а Вестгейт, Дж. К. Куча и Дж. К. Эрстром, Статическое и усталостное поведение сваренного точечной сваркой листа из алюминиевого сплава 51 82-0, Weld. Журнал – Нью-Йорк, т. 78, нет. Март, стр. 80–86 годы (1999).
[76] Дж.Сенкара и Х. Чжан, Трещины при точечной сварке алюминиевого сплава AA5754, Weld. Исследовательское приложение, № Июль, с.194–201, (2000).
[77] С.Э. Мирсалехи и А. Х. Кокаби, Оценка усталостной долговечности точечных сварных швов с использованием метода, основанного на распространении трещин, с учетом эффекта остаточных напряжений, Mater. Sci. Англ. А, т. 527, нет. 23, с.6359–6363, сентябрь (2010).
DOI: 10.1016 / j.msea.2010.06.070
[78] А.М. Аль-Мухтар, Х. Бирманн, С. Хенкель, П. Хюбнер и С. Хенкель, Сравнение коэффициента интенсивности напряжений несущих крестообразных сварных соединений различной геометрии, J. Mater. Англ. Perform., Т. 19, нет. 6. С. 802–809, (2010).
DOI: 10.1007 / s11665-009-9552-1
[79] Д.Озюрек, Влияние сварочного тока и атмосферы шва на способность точечной сварки сопротивлением аустенитной нержавеющей стали 304L, Mater. Des., Vol. 29, нет. 3, с. 597–603, январь (2008).
DOI: 10.1016 / j.matdes.2007.03.008
[80] ЧАС.Mohrbacher, Обратное направление металлургической инженерии в сторону устойчивого производства автомобилей с использованием высокопрочных сталей, легированных Nb и Mo, Adv. Manuf., Vol. 1, вып. 1, с.28–41, (2013).
DOI: 10.1007 / s40436-013-0002-9
[81] Cornell Fracture Group, FRANC2D, версия 3.2, 2010. [Онлайн]. Доступно: http: / www. cfg. Корнелл. edu / программное обеспечение / franc2d_casca. htm. [Доступ: 7 июля 2013 г.].
[82] и В.Пугачев И.Р., Демкин Н.Б. Размеры начального контакта при точечной сварке легких сплавов // Сварочное производство. Произ., № 4. С. 13–15, (1968).
[83] П.Мараши, М. Пуранвари, С. Амирабдоллахян, А. Абеди и М. Гударзи, Микроструктура и поведение разнородных точечных сварных швов сопротивлением между низкоуглеродистыми оцинкованными и аустенитными нержавеющими сталями, Mater. Sci. Англ. А, т. 480, нет. 1–2, с.175–180, (2008).
DOI: 10.1016 / j.msea.2007.07.007
[84] М.Камарадж, В. М. Радхакришнан, Рост высокотемпературных трещин в металле аустенитного шва, Eng. Фракт. Мех., Т. 33, нет. 5, с.801–811, январь (1989).
DOI: 10.1016 / 0013-7944 (89)
[85] В.Д. и А. М. Аль-Мухтар, Поведение статической прочности листа аустенитной нержавеющей стали, J. Eng. Сб., Т. Vol. 10, вып. № 2, (2004).
[86] Д.Ким, Д. Блейк, С. Дж. Рю и Б. С. Лим, Исследование повышения усталостной прочности стойких точечных сварных швов из алюминиевых сплавов с помощью холодной обработки, Mater. Sci. Форум, т. 539–543, с.3961–3966, (2007).
DOI: 10.4028 / www.scientific.net / msf.539-543.3961
[87] А.М. Аль-Мухтар, Х. Бирманн, П. Хюбнер и С. Хенкель, Определение некоторых параметров усталостной долговечности сварных соединений с использованием метода механики разрушения, J. Mater. Англ. Perform., Т. 19, нет. 9. С. 1225–1234, март (2010).
DOI: 10.1007 / s11665-010-9621-5
[88] Дж.А. Хан, Л. Сюй, Ю. -Дж. Чао, К. Броуч, Численное моделирование процесса контактной точечной сварки, Numer. Теплопередача. Часть A Заявление, т. 37, нет. 5. С. 425–446, (2000).
DOI: 10.1080 / 104077800274145
[89] П.Х. Торнтон, А. Р. Краузе и Р. Г. Дэвис, Точечная сварка алюминия, Weld. Журнал, в том числе сварка. Res. Приложение, т. 75, нет. 3, стр. 101с, (1996).
[90] Дж.Ф. Ланкастер, Металлургия сварки, пайки и пайки, Лондон, George Alden and Unwin LTD, 1970., стр.1970, (1970).
[91] и В.М. Р. М. Камарадж, Рост высокотемпературных трещин в аустенитном сварном шве, т. 33, нет. 5, с. 1989, (1989).
[92] А.М. Аль-Мухтар, Поведение статической прочности листа аустенитной нержавеющей стали, Журнал инженерного колледжа, Vol. 10, No. 2, июнь 2004 г., Багдадский университет, J. Eng. Сб., Т. 10, вып. 2, с. 2004, (2004).
[93] А.М. Аль-Мухтар, Исследование влияния толщины на расчет усталостной прочности, J. Fail. Анальный. Prev., P.23, (2013).
[94] С.Ма, Д. Л. Чен, С. Д. Боле, Г. Будро, А. Ли и Э. Биро, Микроструктура и характеристики разрушения сваренной точечной сваркой стали {DP600}, Mater. Sci. Англ. А, т. 485, нет. 1–2, с.334–346, (2008).
DOI: 10.1016 / j.msea.2007.08.010
Подходит ли лазерная сварка для вашей работы?
Для компаний, которые хотят повысить производительность и снизить затраты на сварку, лазерная сварка является одним из вариантов, который следует рассмотреть.Лазерная сварка более доступна и доступна по цене, чем когда-либо: скорость хода намного выше, чем при других сварочных процессах, и стабильность сварного шва в автоматизированных сварочных приложениях.
Повысьте производительность и сэкономьте деньги
Поиск способов повышения производительности и экономии средств – важные факторы в любом сварочном процессе. Компании часто обращают внимание на технологические достижения для достижения этих целей, но многие предприятия могут не учитывать лазерную сварку – возможно, считая ее слишком дорогой или сложной.
Развитие технологии лазерной сварки сделало ее более доступной и доступной, чем когда-либо. Этот процесс также предлагает значительные преимущества в производительности, которые могут обеспечить быструю окупаемость инвестиций. Он особенно хорошо подходит для сварки листового металла.
Подходит ли лазерная сварка для работы с листовым металлом? Учтите эти ключевые факторы и преимущества.
Преимущества лазерной сварки
Лазерная сварка обеспечивает скорость перемещения, которая в некоторых случаях может быть в пять-десять раз быстрее, чем сварка TIG, и в 3-5 раз быстрее, чем сварка MIG.Это также хорошая альтернатива контактной точечной сварке во многих областях.
Автоматическая сварка листового металла – один из примеров, когда переход на лазерную сварку может дать значительные преимущества в производительности. Поскольку процесс лазерной сварки обеспечивает высокую скорость перемещения и низкое тепловложение, он помогает предотвратить прожог на этом обычно тонком материале.
На рынке также есть предварительно спроектированные системы лазерной сварки, которые отличаются простотой установки, поэтому время простоя при настройке минимально.
Достижения в области лазерной сварки
Использование лазерной сварки в автоматизированных сварочных приложениях продолжает расти благодаря достижениям, сделавшим эту технологию более доступной и доступной.
При лазерной сварке для соединения металлических деталей используется лазер. Традиционно в мощных лазерах в качестве среды использовался углекислый газ, а длина волны составляла около 10 микрон. Лазер с такой длиной волны не может передаваться по оптоволоконному кабелю, что затрудняет автоматизацию процесса лазерной сварки.
Развитие технологий продвинуло отрасль в этом отношении. Развитие лазеров с длиной волны 1 микрон означает, что лазер может передаваться по оптоволоконному кабелю, что упрощает автоматизацию лазеров для сварки.
Кроме того, лазеры с длиной волны 1 микрон обычно питаются от диодов. Поскольку производители стали более искусными в производстве мощных диодов, для питания этих лазеров требуется меньше диодов. Это продолжает снижать стоимость мощности для систем лазерной сварки.
Получение преимуществ при работе с листовым металлом
Детали, которые традиционно будут свариваться TIG и которые требуют высококачественного внешнего вида, являются хорошими кандидатами для преобразования в процесс лазерной сварки. Эти факторы делают лазерную сварку особенно подходящей для обработки листового металла.
Листовой металл обычно очень тонкий и требует небольшого тепловложения при сварке. Он также часто используется в приложениях, требующих высокого эстетического качества или косметических результатов, таких как приборы, вывески или панели лифтов.Лазерная сварка может стать хорошим решением этих задач.
Кроме того, лазерная сварка иногда не требует использования присадочного металла или защитного газа. Это придает сварному шву очень низкий профиль, который не требует шлифовки после завершения сварки, что экономит время и деньги и помогает повысить производительность работы.
Например, обычным применением листового металла является производство электрических коробок. При сварке MIG обычно требуется шлифовка после сварки для удаления излишков усиления сварного шва на внешних углах.Переход на лазерную сварку сокращает время и деньги, затрачиваемые на очистку шва после сварки.
И, как упоминалось ранее, гораздо более высокие скорости перемещения при лазерной сварке по сравнению со сваркой TIG или MIG помогают компаниям повысить производительность и эффективность, что может положительно повлиять на чистую прибыль.
Проводимость и режим замочной скважины
В лазерной сварке есть два режима: кондукция и замочная скважина. Каждый тип имеет преимущества для определенных приложений, поэтому обязательно подумайте, какой из них лучше всего подходит для ваших нужд.
Сварочная система переключается между режимами кондукции и замочной скважины в зависимости от плотности энергии.
При более низкой плотности энергии лазер имеет большее пятно и меньшую мощность. Это режим проводимости. В этом режиме поверхность нагревается, и тепло передается через деталь за счет теплопроводности. Режим проводимости обычно имеет очень спокойную лужу, похожую на сварку TIG, и хорошо подходит для косметических сварных швов, которые должны быть точными, таких как внешние углы коробок или знаков.
По мере увеличения уровня мощности – скажем, 2-миллиметровое пятно сжимается до 0,6 миллиметра в диаметре – плотность энергии становится намного выше. Этот сварной шов с более глубоким проплавлением и большей плотностью энергии является режимом «замочной скважины».
Режим «замочная скважина» можно использовать для прожигания двух кусков материала, уложенных друг на друга, для получения сварного шва. Когда свет от лазера попадает на верхнюю поверхность, он испаряется и проникает через обе части и заполняет сварной шов так же быстро, как и лазер. Это делает лазерную сварку в режиме «каплевидный вырез» хорошей альтернативой в приложениях с уложенными друг на друга или перекрывающимися материалами, которые ранее требовали такого процесса, как контактная точечная сварка.Лазерная сварка в режиме «замочная скважина» намного более эффективна, чем точечная контактная сварка, при которой используются два электрода и требуется доступ к верхней и нижней сторонам свариваемого материала. Точечную сварку сопротивлением также сложнее автоматизировать.
Одна и та же система лазерной сварки может использоваться как для режима проводимости, так и для режима «замочная скважина». За счет увеличения мощности или уменьшения размера пятна от лазера это меняет режим с проводимости на режим «замочная скважина».
Рассмотреть предварительно спроектированные системы
Внедрение предварительно спроектированной системы лазерной сварки может дать много преимуществ.Готовые системы, доступные на рынке, предлагают простоту использования, быструю и легкую установку.
Некоторые предварительно спроектированные ячейки построены на единой платформе и могут быть доставлены в предварительно собранном виде, поэтому их можно использовать в сварочных операциях и быстро запускать, часто в тот же день. Это позволяет легко интегрировать ячейку для лазерной сварки в вашу работу, как и любую другую роботизированную сварочную систему.
Основное отличие предварительно спроектированной системы лазерной сварки от других предварительно спроектированных роботизированных систем состоит в том, что весь свет в зоне сварки для лазерной системы должен находиться внутри устройства по соображениям безопасности.Когда весь свет находится внутри сварочной камеры, система лазерной сварки получает рейтинг 1 класса, что означает, что для рабочих вне камеры не требуется дополнительная защита глаз. Это обеспечивает большую гибкость в выборе места размещения ячейки для лазерной сварки в цехе или на заводе.
Некоторые производители сварочных систем также предлагают испытательные лаборатории, где образцы деталей могут быть обработаны в системе лазерной сварки. Это поможет вам определить, подходит ли лазерная система для вашего применения.
Значительный рост производительности
Лазерная сварка – неизвестный или неизведанный вариант для многих производителей, использующих автоматические сварочные аппараты, но его так же легко реализовать, как и другие роботизированные сварочные системы. Высокая скорость перемещения и низкое тепловложение при лазерной сварке делают ее особенно подходящей для сварки листового металла, требующей точности и эстетического вида.
Для операций, которые сейчас используют MIG, TIG или контактную точечную сварку, переход на лазерную сварку может значительно повысить производительность – сэкономить время и деньги при одновременном выполнении высококачественных сварных швов.
Параметрическое исследование микроструктуры, характера разрушения и свойств низкого динамического сдвига при растяжении
Реферат
Точечная контактная сварка (RSW) двухфазных сталей (DP) является сложной задачей из-за образования хрупкой мартенситной структуры в зоне плавления (FZ) , что приводит к низкой энергоемкости соединения при высокоскоростном нагружении. В настоящем исследовании термическая обработка на месте после сварки (PWHT) проводилась с использованием схемы двойной импульсной сварки с целью улучшения механических характеристик точечной сварки сопротивлением стали DP590.Метод Тагучи использовался для оптимизации параметров PWHT на месте для получения максимальной пиковой нагрузки и энергии отказа. Эксперименты были разработаны на основе ортогональной матрицы (OA) L16. Механические характеристики оценивались с точки зрения пиковой нагрузки и энергии разрушения после проведения испытания на низкий динамический сдвиг при растяжении (TS). Микроструктурные характеристики были выполнены с использованием сканирующего электронного микроскопа (SEM). Результаты показывают, что улучшение пиковой нагрузки и энергии отказа на 17 и 86% соответственно было достигнуто при двухимпульсной сварке (DPW) в оптимальных условиях по сравнению с традиционной одноимпульсной сваркой (SPW).Улучшение механических характеристик стало результатом (i) увеличения FZ и (ii) улучшенной ударной вязкости сварного шва за счет отпуска мартенсита в FZ и докритической зоне термического влияния (SCHAZ). На эти факторы влияет подвод тепла, которое, в свою очередь, зависит от параметров PWHT на месте.
Ключевые слова: двухфазная сталь , контактная точечная сварка, термообработка на месте после сварки, испытание на сдвиг при растяжении, зона плавления, мартенсит, конструкция Тагучи
1. Введение
Двухфазные стали (DP) являются представителями передовой высокой -прочная сталь (AHSS) и широко используются в конструкции кузова транспортных средств из-за их большого потенциала для одновременного повышения топливной эффективности и сопротивления столкновению, предлагая при этом тонкие листы для снижения веса транспортного средства [1].Стали DP обладают высокой прочностью и отличной пластичностью. Помимо этого, высокая скорость деформационного упрочнения, непрерывная податливость и низкое отношение предела текучести к пределу прочности являются другими важными особенностями сталей DP. Комбинация этих превосходных механических свойств является синергетическим эффектом их уникальной микроструктуры, состоящей из мягкой ферритной матрицы, залитой твердыми мартенситными островками [2,3].
Компоненты кузова автомобиля изготовлены из тонких листовых деталей, соединенных точечной контактной сваркой.На современном автомобиле выполняется несколько тысяч точечных сварных швов [4]. В случае аварии безопасность пассажиров от травм во многом зависит от структурной целостности автомобиля, которая, в свою очередь, зависит от качества точечной сварки. Во время аварии точечная сварка действует как место возникновения складок и передает нагрузку на автомобильные сборки. Следовательно, для безопасной конструкции транспортных средств необходимо учитывать производительность и качество контактной точечной сварки [5,6].
Одной из ключевых характеристик качества, влияющих на механические характеристики точечной сварки, является режим разрушения.Как правило, точечная сварка выходит из строя в двух режимах: режиме разрыва (PF) и режиме межфазного разрушения (IF). Режим PF, при котором разрушение происходит из-за отрыва сварного шва от листов, проявляет наиболее удовлетворительные механические свойства. Напротив, режим IF (в котором трещина распространяется через FZ) вреден для аварийной устойчивости транспортного средства, и его следует избегать. Во время аварии режим PF может передавать высокий уровень силы и увеличивать рассеяние энергии деформации, вызывая, таким образом, серьезную пластическую деформацию в соседних компонентах [7,8].
Как правило, поведение при разрыве точечного сварного соединения определяется на основе процесса статического разрушения с использованием условий статической нагрузки посредством лабораторных испытаний, то есть испытания на отслаивание кузова, испытания на растяжение при сдвиге внахлест и испытания на поперечное растяжение. Однако в реальной аварийной ситуации поведение соединения может сильно отличаться от поведения статически нагруженного образца, испытанного в лаборатории. Во время аварии на конструкцию транспортного средства внезапно передается большая нагрузка, и чрезвычайно высокое напряжение концентрируется на границе раздела сварной крупицы и основного металла (BM).Следовательно, разрушение точечной сварки может произойти до выхода из строя BM [9]. Чтобы выполнить критический анализ ударопрочности элементов конструкции транспортного средства, необходимо понимать поведение разрушения точечной сварки при динамических нагрузках. Для этой цели используются быстрые испытания под нагрузкой, такие как испытание падающим грузом, испытание на ускоренный сдвиг и поперечное растяжение (CT) и испытание на модифицированный ударный маятник [10,11,12]. Chao et al. В работе [13] изучалась чувствительность к скорости деформации соединений, выполненных контактной точечной сваркой, в образцах на растяжение, сдвиг и поперечное растяжение при растягивающей нагрузке.Были записаны данные динамических и статических испытаний для широкого диапазона марок стали, включая обычную низкоуглеродистую сталь, высокопрочную низколегированную сталь (HSLA) и сталь DP с различной толщиной листа и размерами сварных швов. Они показали, что (а) образец TS демонстрирует более высокую чувствительность к скорости деформации и более жесткий, чем образец CT, (b) более высокая скорость удара приводит к более высокой скорости нагружения, (c) более высокая скорость удара дает более высокую нагрузку на разрушение и (d) более высокая скорость нагружения. может быть достигнута в образце TS. Берч и Алвес [14] также провели квазистатические и динамические испытания на сдвиг при растяжении листов, сваренных точечной сваркой.Результаты показали, что нагрузка на разрыв увеличивалась с увеличением скорости испытания, в то время как энергия разрушения зависела от режима разрушения в дополнение к скорости испытания. Song et al. [9] исследовали поведение динамического разрушения точечной сварки при комбинированной осевой и сдвигающей нагрузке с использованием специального приспособления для удержания образца LS. Применялись различные испытательные скорости (т.е. 1 × 10 -5 , 0,01, 0,1 и 1,2 м / с) и углы нагрузки (т.е. 0, 15, 30, 45, 60, 75 и 90 °). Было обнаружено, что пиковая нагрузка снижалась, когда угол нагружения был меньше 30 °, тогда как пиковая нагрузка увеличивалась в интервале от 45 до 90 ° условий.Более того, сообщалось о максимальном увеличении пиковой нагрузки на 13% при увеличении скорости испытания от самой низкой (квазистатической) до максимальной (динамической) скорости нагружения.
Хорошо известно, что термический эффект контактной точечной сварки разрушает тщательно разработанную многофазную микроструктуру современных высокопрочных сталей (AHSS), включая сталь DP. В результате высокой прокаливаемости из-за повышенного содержания легирующих элементов и высоких скоростей охлаждения (порядка 2000–4000 K с -1 ) сварного шва во время RSW формируется твердая мартенситная микроструктура в FZ и крупнозернистый нагрев. -зона поражения (CGHAZ) [15,16,17].Более того, разупрочнение происходит в SCHAZ из-за отпуска мартенсита, уже присутствующего в основном металле [18]. Из-за вышеуказанных фазовых превращений между FZ, HAZ и BM возникает значительное несоответствие свойств (прочности и ударной вязкости). Следовательно, механические свойства ухудшаются локально, что приводит к плохим характеристикам соединения. Хан и др. [11] изучали влияние микроструктуры сварного шва на пиковую нагрузку и поглощение энергии разрушения точечной сваркой обычной стали HSLA, стали 590R, DP600, DP980 и TRIP780 с использованием статических, промежуточных и динамических скоростей испытаний.Они заметили, что точечная сварка стали DP600 не удалась в режиме IF для всех трех скоростей испытания. Они сообщили, что низкая вязкость разрушения FZ и HAZ из-за образования мартенситной структуры, наряду с концентрацией напряжений на границе раздела, приводит к низким разрушающим нагрузкам при всех скоростях испытания.
Сообщалось, что микроструктура внутри точечной сварки может быть изменена термообработкой на месте после сварки с использованием схемы двойной импульсной сварки, и могут быть получены улучшенные механические свойства [15,16,17,19,20,21,22].В этом методе сварной шов образуется после первичного / первого импульсного тока из-за тепла, выделяемого на границе раздела лист / лист, которое, в свою очередь, плавит листы. Затем дается некоторое время для охлаждения, чтобы сварочный стержень затвердел. После этого сварную деталь повторно нагревают путем подачи второго импульсного тока в течение определенного времени с целью снижения твердости FZ в достаточной степени, а затем снова охлаждают. Помимо модификации микроструктуры, улучшенный диапазон свариваемости и увеличенный размер сварных швов могут быть достигнуты с помощью точечной контактной сварки с многоимпульсной схемой тока [23,24].Сообщалось, что правильное количество подводимого тепла является ключом к получению желаемой микроструктуры в сварном изделии, которой можно управлять, используя соответствующие параметры PWHT на месте, т. Е. Ток второй импульсной сварки, время второй импульсной сварки и время охлаждения (время между первым и вторым импульсами) [16]. Подвод тепла зависит от сварочного тока и времени сварки, а на рассеивание тепла (то есть скорость охлаждения) влияет время охлаждения во время RSW. В предыдущих исследованиях, посвященных двойному импульсному RSW, влияние тока и времени второго импульса на микроструктуру и механические свойства при статической нагрузке было изучено, в то время как влияние времени охлаждения изучено недостаточно.Однако сообщалось, что время охлаждения оказывает значительное влияние на микроструктуру сварного шва и механические свойства точечной сварки сопротивлением AHSS [25]. Следовательно, для получения наилучшего сочетания механических свойств требуется оптимизация всех трех параметров импульса PWHT на месте, включая сварочный ток, время сварки и время охлаждения.
В данной статье исследуется влияние параметров сварки на месте сварки, т. Е. Сварочного тока второго импульса, времени сварки второго импульса и времени охлаждения, на микроструктуру, механические свойства и виды отказов стали DP590 RSW.Механические свойства с точки зрения пиковой нагрузки и энергии разрушения были получены с использованием испытания на низкий динамический сдвиг при растяжении (TS) (скорость нагружения 500 мм / мин). Метод плана эксперимента Тагучи (DOE) используется для определения оптимальных уровней параметров для достижения максимальной пиковой нагрузки TS и энергии отказа. Кроме того, важные параметры процесса, влияющие на механические свойства сварных швов, были проанализированы с использованием метода дисперсионного анализа (ANOVA).
3. Результаты и обсуждение
3.1. Микроструктура и микротвердость SPW
показывает среднюю микротвердость и показывает оценку микроструктуры SPW. Как правило, точечная сварка сопротивлением имеет неоднородную микроструктуру в соответствии с термическим циклом сварки. Таким образом, сварной шов можно разделить на три области: BM, FZ и HAZ. Хорошо известно, что микроструктура RSW существенно влияет на микротвердость. Таким образом, изменение твердости сварного изделия объясняется развитием микроструктуры.a показывает общую макроструктуру SPW, указывающую, что размер FZ составляет 6,71 мм, что соответствует минимальному требованию к размеру сварного шва, основанному на D = √5t. б представлена микроструктура ОМ, состоящая из двух фаз – феррита и мартенсита, со средней твердостью ~ 205 HV. c показывает микроструктуру FZ, состоящую из крупных столбчатых зерен из-за направленного затвердевания жидкого металла по направлению к центральной линии сварного шва. Столбчатые зерна состоят в основном из реечного мартенсита (твердость ~ 410 HV). Образование мартенсита в FZ можно объяснить высокой скоростью охлаждения процесса RSW из-за наличия водоохлаждаемых медных электродов и высокой прокаливаемости BM (т.е.е., C.E = 1.19) [4]. В зависимости от размера зерна, температуры и распределения микротвердости микроструктура HAZ подразделяется на крупнозернистую зону термического влияния (CGHAZ), мелкозернистую зону термического влияния (FGHAZ) и подкритическую зону термического влияния (SCHAZ). Микроструктура CGHAZ состоит из крупных зерен мартенсита, как показано на d. Во время сварки максимальная температура в CGHAZ достигает значений, значительно превышающих Ac3 (область 100% аустенита). При охлаждении как высокая скорость охлаждения, так и богатый углеродом аустенит способствуют образованию крупнозернистого мартенсита внутри крупных предшествующих аустенитных зерен (PAG) (твердость ~ 420 HV).д показывает, что микроструктура FGHAZ состоит из мелких пакетов мартенсита (твердость ~ 440 HV). Во время сварки пиковые температуры в FGHAZ достигают немного выше Ac3, что способствует зарождению аустенита, в то время как короткое время нагрева и быстрое охлаждение ограничивают рост зерен. f показывает интерфейс между BM и HAZ. g показывает, что микроструктура SCHAZ состоит из феррита и слегка отпущенного мартенсита (твердость ~ 202 HV). Пиковая температура становится меньше температуры Ac1 с увеличением расстояния от границы плавления, что приводит к отпуску мартенситной фазы, присутствующей в BM [6].Однако существенного смягчения по ЩАЗу не наблюдалось. Это можно объяснить меньшим содержанием мартенсита в ОМ и меньшим тепловложением тока первого импульса.
Средняя микротвердость различных зон сварки СПС.
Эволюция микроструктуры SPW. ( a ) общая структура сварного шва, ( b ) основной металл (BM), ( c ) зона плавления (FZ), ( d ) крупнозернистая зона термического влияния (CGHAZ), ( e ) мелкозернистая зона термического влияния (FGHAZ), ( f ) граница раздела BM и HAZ ( г ) SCHAZ (примечание F – феррит, M – мартенсит, STM – мартенсит слабого отпуска).
показывает график нагрузки-смещения, полученный после испытания TS. Видно, что пиковая нагрузка и энергия отказа составили 23,2 кН и 56,7 Дж соответственно. также иллюстрирует режим отказа SPW после испытания TS, указывая режим IF (также подтверждается внезапным падением нагрузки на кривой нагрузка-смещение). Режим IF в SPW можно объяснить образованием хрупкой мартенситной микроструктуры в FZ и HAZ. Режим IF SPW подразумевает, что критерий минимального размера, основанный на правиле D = 5√t, не гарантирует PF.Таким образом, создается впечатление, что помимо толщины листа микроструктурные характеристики сварного шва влияют на режим разрушения.
График зависимости нагрузки от смещения SPW с указанием пиковой нагрузки (PL) и энергии отказа (FE).
3.2. Анализ отношения сигнал / шум для DPW
В общем, метод Тагучи использует отношение сигнал / шум (S / N) для оценки рабочих характеристик. Отношение сигнал / шум – это логарифмическая функция желаемых характеристик производительности, которая служит целевой функцией для оптимизации [28].Для оценки характеристик производительности используются три подхода: чем больше, тем лучше, чем меньше, тем лучше и номинально лучше. Для получения максимальной пиковой нагрузки и энергии отказа используется подход «чем больше, тем лучше» для расчета отношения сигнал / шум с использованием уравнения (1).
(SN) отношение = −10log (1n∑i = 1n1yi2)
(1)
где yi представляет собой значение отклика i-го эксперимента в ортогональном массиве, а n – количество экспериментов. Каждый тест повторялся один раз, и средние значения характеристик ответа (т.е., пиковая нагрузка и энергия отказа). Экспериментальные результаты характеристик отклика вместе с соответствующими отношениями сигнал / шум приведены в.
Таблица 5
Экспериментальные результаты характеристик отклика, то есть средней пиковой нагрузки и средней энергии отказа с соответствующими отношениями сигнал / шум.
| Номер образца | Отклик 1: Средняя пиковая нагрузка (кН) | Отношение сигнал / шум | Отклик 2: Средняя энергия отказа (Дж) | Отношение сигнал / шум | ||||||
|---|---|---|---|---|---|---|---|---|---|---|
| 1 | 24.63 | 27,83 | 68,35 | 36,70 | ||||||
| 2 | 24,64 | 27,83 | 74,23 | 37,41 | ||||||
| 3 | 37,41 | |||||||||
| 3 | 24,70 26 | 27,85 | 25,58 | 28,16 | 81,71 | 38,25 | ||||
| 5 | 24,67 | 27,84 | 77,57 | 37,79 | ||||||
| 6 | 25.11 | 28,00 | 81,20 | 38,19 | ||||||
| 7 | 26,00 | 28,30 | 87,51 | 38,84 | ||||||
| 8 | 26,55 | 28,48 | 91,76 3925 | 28,48 | 91,76 | |||||
| 91,76 | 24,81 | 27,89 | 81,14 | 38,19 | ||||||
| 10 | 25,50 | 28,13 | 87,90 | 38,88 | ||||||
| 11 | 26.74 | 28,54 | 98,59 | 39,88 | ||||||
| 12 | 27,00 | 28,63 | 100,38 | 40,03 | ||||||
| 13 | 25,83 | 28,24 | 28,24 | 26,76 | 28,55 | 99,52 | 39,96 | |||
| 15 | 27,06 | 28,65 | 102,53 | 40,22 | ||||||
| 16 | 27.14 | 28,67 | 105,46 | 40,46 |
В методе Тагучи кривые отклика используются для исследования влияния входных параметров на характеристики отклика. В настоящем исследовании наиболее благоприятные условия (оптимальные настройки) для параметров процесса с точки зрения средних характеристик отклика устанавливаются путем анализа кривых отклика. Более того, дисперсионный анализ (ANOVA) был выполнен с уровнем достоверности 95% для количественной оценки относительной значимости и процентного вклада факторов входного контроля в характеристики ответа [28].
3.2.1. Оптимальные параметры PWHT на месте для максимальной пиковой нагрузки
показывает, что оптимальными параметрами для максимальной пиковой нагрузки являются A4B4C1, то есть WC (7,5 кА), WT (560 мс) и CT (400 мс). Здесь следует отметить, что оптимальные условия для пиковой нагрузки совпадают с образцом 16. показывает ранжирование уровней, основанное на отношениях S / N трех параметров. Чем выше значение дельты параметра, тем выше ранг и тем более важным будет этот параметр. Согласно, максимальное значение дельты равно 0.61, что указывает на то, что сварочный ток оказывает большее влияние на пиковую нагрузку по сравнению со временем сварки и временем охлаждения. Результаты ANOVA представлены в. Согласно ANOVA, сварочный ток и время сварки оказывают значительное влияние на пиковую нагрузку. Более того, исходя из процентного соотношения, наиболее доминирующим параметром является сварочный ток, за которым следуют время сварки и время охлаждения.
График, представляющий основные эффекты для пиковой нагрузки.
Таблица 6
Ранжирование параметров для отношения сигнал / шум пиковой нагрузки.
| Уровень | A | B | C | ||||
|---|---|---|---|---|---|---|---|
| 1 | 27,92 | 27,95 | 28,26 | ||||
| 2 | 28,16 | 900,24 | 28,16 | 28,30 | 28,34 | 28,19 | |
| 4 | 28,53 | 28,48 | 28,21 | ||||
| Дельта | 0,61 | 0.53 | 0,07 | ||||
| Рейтинг | 1 | 2 | 3 |
Таблица 7
| Параметры / факторы | DF | Seq SS | Adj SS | F | P | Вклад (%) | |
|---|---|---|---|---|---|---|---|
| A | 3 | 0,78314 | 0,78314 | 0,261048 | 11,28 | 0,007 * | 49.34 |
| B | 3 | 0,65401 | 0,65401 | 0,218003 | 9,42 | 0,011 * | 41,2 |
| C | 3 | 0,004 0,01105 25 | 3 | 0,01105 5 | |||
| 0,01105 25 9088 0,920 | 0,7 | ||||||
| Остаточная ошибка | 6 | 0,13886 | 0,13886 | 0,023144 | 8,7 | ||
| Итого | 15 | 1.58707 | 100 | ||||
| R-Sq = 91,25%, R-Sq (прил.) = 78,13% | |||||||
3.2.2. Оптимальные параметры PWHT для максимальной энергии отказа
Для максимальной энергии отказа оптимальными уровнями параметров являются A4B4C2, то есть WC (7,5 кА), WT (560 мс) и CT (460 мс), как показано на рис. показывает ранжирование параметров для отношения сигнал / шум энергии отказа. Согласно наибольшему значению дельты 2,33, что указывает на то, что сварочный ток имеет большее влияние на энергию отказа по сравнению со временем сварки и временем охлаждения.представляет собой среднее значение отношения сигнал / шум всех экспериментальных значений энергии отказа, а q – количество параметров, которые существенно влияют на энергию отказа (два параметра, т. е. WC и WT). Согласно уравнению (2), прогнозируемое значение энергии отказа в A4B4C2 составляет ~ 106,07 (Дж).
График, представляющий основные эффекты энергии отказа.
Таблица 8
Ранжирование параметров для S / N энергии отказа.
| Уровень | A | B | C | |||
|---|---|---|---|---|---|---|
| 1 | 37.58 | 37,91 | 38,81 | |||
| 2 | 38,52 | 38,61 | 38,86 | |||
| 3 | 39,24 | 39,22 | 38,84 | 39,24 | 39,22 | 38,84 |
| 38,84 | ||||||
| 4 | 39,84 | |||||
| Delta | 2,33 | 1,58 | 0,13 | |||
| Рейтинг | 1 | 2 | 3 |
Таблица 9
ANOVA для энергии отказа.
| Параметры / факторы | DF | Seq SS | Adj MS | F | P | Вклад (%) |
|---|---|---|---|---|---|---|
| A | 3 | 11.94659 | 3 | 11.94659 | 0,000 * | 65,82 |
| B | 3 | 5,9487 | 1,98290 | 52,32 | 0,000 * | 32,72 |
| C | 3 | 0.0361 | 0,01202 | 0,32 | 0,813 | 0,19 |
| Остаточная ошибка | 6 | 0,2274 | 0,03790 | 1,25 | ||
| Итого | 15 | 18,1781 | 100 | |||
| R 2 = 98,75%, R 2 (прил.) = 96,87% | ||||||
3.3. Влияние параметров сварки на месте на механические свойства DPW
Обычно механические свойства точечной сварки описываются в терминах пиковой нагрузки и энергии разрушения.Три показателя качества влияют на пиковую нагрузку и энергию разрушения, включая прочность и пластичность в месте разрушения, которые, в свою очередь, зависят от микроструктуры FZ / HAZ, геометрических характеристик сварного шва (в основном размера FZ) и режима разрушения (зависит от обоих FZ). размер и сила места разрушения) [29]. Согласно результатам экспериментов (см.), DPW показывает более высокие значения пиковой нагрузки и энергии отказа по сравнению с SPW. На основе средних значений было обнаружено, что максимальное улучшение пиковой нагрузки на 17% и энергии отказа на 86% достигается в образце 16 по сравнению с SPW.Таким образом, улучшение механических свойств объясняется на основе трех вышеуказанных критериев качества.
3.3.1. Микроструктура и микротвердость
иллюстрирует влияние тепловложения на среднее распределение микротвердости всех сварных швов. Можно заметить, что микротвердость увеличивается с SCHAZ, FZ, CGHAZ и FGHAZ. Здесь следует отметить, что SPW демонстрирует самую высокую микротвердость во всех зонах сварного шва по сравнению со всеми образцами DPW. В DPW микротвердость субструктур FZ и HAZ зависит от микроструктурных фаз, на которые, в свою очередь, влияет тепловложение во время термического цикла RSW.Подвод тепла для DPW был рассчитан с использованием уравнения (3), описанного в разделе 3.3.2. Согласно данным, образец 16 испытал максимальное тепловложение во время термообработки на месте. Более того, согласно статистике DOE, образец 16 показал самые высокие значения пиковой нагрузки и энергии отказа. Поэтому для простоты изменение твердости в образце 16 объясняется развитием микроструктуры. показывает эволюцию микроструктуры различных зон сварного шва образца 16. Можно заметить, что микроструктура FZ (см. a) демонстрирует сломанные планки мартенсита внутри крупных столбчатых зерен, что приводит к снижению твердости (16.На 5% ниже ФЗ СПЗ). Более того, микроструктуры субструктур HAZ, то есть CGHAZ (см. B), FGHAZ (см. C) и SCHAZ (см. D), также демонстрируют сильно отпущенные мартенситные структуры, что указывает на морфологию сломанной реечки в пределах предшествующих зерен мартенсита, что приводит к твердости. сокращение на 20,4, 20,2 и 20,2%, соответственно, по сравнению с CGHAZ, FGHAZ и SCHAZ для SPW. Морфология сломанных реек в различных зонах точечной сварки образца 16 может быть объяснена частичным восстановлением реек мартенсита из-за высокого тепловложения в процессе быстрого отпуска.О частичном восстановлении мартенситных планок во время быстрого отпуска стали DP также сообщили Hernandez et al. [18,30]. Частичное восстановление во время быстрого отпуска является комбинированным эффектом (i) замедления границы реек из-за мелкого и плотного осаждения цементита на дислокациях и (ii) недостаточного времени для аннигиляции дислокаций путем полного восстановления [27,30,31]. Как упоминалось ранее, микроструктура и характеристики твердости различных зон RSW оказывают значительное влияние на поведение при разрушении.Поэтому подробное обсуждение влияния микротвердости на механизмы разрушения приведено в разделе 3.3.3.
Профиль средней твердости SPW и DPW.
Оценка микроструктуры DPW16 RSW. ( a ) FZ, ( b ) CGHAZ, ( c ) FGHAZ и ( d ) SCHAZ.
3.3.2. Увеличение размера ФЗ
ФЗ является одной из важнейших качественных характеристик, влияющих на механические характеристики точечного сварного соединения [8]. Макроструктура, показывающая размер ЗО образцов 1, 8, 12 и 16, показана на рис.Можно заметить, что размер FZ образцов, подвергнутых схеме DPW, больше по сравнению с SPW. По мере увеличения размера FZ площадь соединения между двумя листами увеличивается, что, в свою очередь, улучшает пиковую нагрузку и энергию разрушения сварных швов [8]. В соответствии с графиком основных эффектов (см. И) по мере увеличения сварочного тока и времени сварки второго импульса пиковая нагрузка и энергия отказа увеличиваются. Размер FZ зависит от количества тепла, выделяемого во время RSW. Физический принцип достижения тепловыделения в процессе RSW определяется уравнением нагрева Джоуля, приведенным ниже [32].
где Q – выделяемое тепло (Дж), I – приложенный ток (А), R – полное сопротивление (Ом), а t – время, в течение которого прикладывается ток (с). Уравнение (3) указывает, что количество выделяемого тепла увеличивается с увеличением тока и времени. Кроме того, ток вносит больший вклад в тепловыделение из-за его квадратного значения в уравнении (3). Сварочный стержень образуется после подачи первого импульсного тока по схеме SPW, что приводит к размеру FZ 6,71 мм. В схеме DPW сварная деталь повторно нагревалась с использованием различных комбинаций тока и времени второго импульса после обеспечения определенного времени охлаждения между двумя импульсами.Экспериментальное определение тепловложения в сварном изделии во время режима PWHT на месте затруднено из-за невидимых сварных соединений и короткого цикла сварки RSW. Taniguchi et al. [24] рассчитали коэффициент тепловложения (Q) импульса нагрева после сварки во время RSW, используя уравнение, приведенное ниже.
где Q – коэффициент подвода тепла, IS – ток второй импульсной сварки (кА), IF – ток первой импульсной сварки (кА), tS – время второй импульсной сварки (мс) и tF – время сварки первого импульса (мс). показывает коэффициент подвода тепла для всех графиков DPW, как определено в.Из этого видно, что значение Q увеличивается с увеличением IS и tS. Следовательно, изменение размера FZ может быть объяснено на основе тепловложения во время второго импульсного тока. показывает влияние тепловложения на размер FZ. Можно заметить, что размер FZ увеличивается с увеличением подводимого тепла. Более того, и показывают, что оптимальное время охлаждения для максимальной пиковой нагрузки и энергии отказа составляет 400 и 460 мс соответственно (то есть более низкие уровни времени охлаждения). Это указывает на то, что в конце охлаждения в сварном изделии сохраняется определенное количество тепла, которое дополняет общее количество подводимого тепла.Агаджани и др. [21] и Ли и др. [33] сообщили о подобных наблюдениях, что размер FZ увеличивается при использовании двойного импульса RSW.
Макроструктура, иллюстрирующая размер FZ. ( a ) образец 1, ( b ) образец 8, ( c ) образец 12 и ( d ) образец 16.
Коэффициент тепловложения DPW. (Перепечатано из [26] с разрешения Elsevier)
Влияние тепловложения на размер ЗО.
3.3.3. Режим отказа
Сообщалось, что точечные сварные швы, которые выходят из строя в режиме PF, обладают более высокой способностью выдерживать нагрузку и поглощать энергию разрушения по сравнению со сварными швами, которые выходят из строя в режиме IF [6,7].После проведения испытаний с низким динамическим TS для DPW наблюдались четыре различных режима отказа, как показано на рис. Механизм отказа в каждом случае режима отказа обсуждается следующим образом.
Типичные виды отказов, наблюдаемые после испытаний с низким динамическим TS. ( a ) режим межфазного разрушения (IF), ( b ) режим разрушения с отрывом (PF), ( c ) режим частичного разрушения поверхности раздела (PIF) и ( d ) частичный разрыв толщины – частичный разрыв (PTPP) режим.
Режим отказа интерфейса (IF).В этом режиме трещина распространяется через FZ, и нагрузка внезапно падает до нуля из-за быстрого продвижения трещины через осевую линию сварного шва.
Режим отказа от вытягивания (PF). В этом режиме выход из строя происходит из-за отрыва сварочного шва с обоих листов. Во время нагружения, когда имеется определенная величина вращения, растягивающие напряжения, образующиеся вокруг ядра, вызывают пластическую деформацию в направлении толщины листа. Наконец, образование шейки происходит в ЗТВ по мере увеличения силы натяжения, что приводит к полному разрыву и срезанию ОМ.
Режим частичного отказа интерфейса (PIF). В этом режиме трещина сначала распространяется в FZ, а затем перенаправляется по направлению толщины.
Частичная толщина – частичный вырыв (режим PTPP). В этом режиме наклонная трещина сначала распространяется в FZ, а затем трещина перенаправляется через толстый лист в направлении толщины, что приводит к удалению некоторой части стыковочного листа.
Сообщалось, что существует критический размер FZ, выше которого режим PF возникает во время загрузки TS [34,35].Критический размер FZ зависит от толщины листа и механических свойств BM / HAZ / FZ. При нагрузке TS для режима IF прочность FZ (которая зависит от твердости) важна для прогнозирования механической прочности сварного шва, а для режима PF прочность места разрушения (т. Е. SCHAZ или BM) определяет механические свойства точечной сварки [35]. Следовательно, при нагрузке TS разрушение точечной сварки представляет собой конкуренцию между сдвиговой пластической деформацией FZ и образованием шейки в месте разрушения.Образование шейки происходит в самой мягкой области сварного шва. показывает, что самая низкая твердость имеет место в ЩАЗе. Более того, усадочные пустоты / пористость в FZ влияют на режим разрушения [34,35]. Чтобы обеспечить режим PF при нагрузке TS, Pouranvari et al. Разработали простую аналитическую модель. [34] и приведен ниже.
где Dc – критический размер FZ, P – коэффициент пористости, рассчитанный с использованием уравнения (6), f – отношение прочности на сдвиг к пределу прочности при растяжении FZ и согласно критерию Tresca равно 0.5, t – толщина листа, а HFZ и HPFL – твердость зоны сплавления и твердость места разрушения на вырыв (т.е. SCHAZ) соответственно.
P = Atotal − AporosityAtotal
(6)
где Atotal – это общая площадь FZ, а Aporosity – это прогнозируемая площадь пористости в FZ ( P = 1, если пористость отсутствует). Согласно этой модели, точечные сварные швы с Dc Взаимосвязь между критической FZ, фактическим размером FZ и режимом отказа SPW и всех DPW. % PDF-1.6
%
1017 0 объект
>
эндобдж
1031 0 объект
> / Шрифт >>> / Поля [] >>
эндобдж
1044 0 объект
> поток
admintrueACROBATРуководство по дуговой сварке металлов Acrobat 11.0.0Чт, 04 июня, 15:21:22 EDT 20154228168.0c4200.pdf6394155.0Руководство по сваркеРазное. 1Sims, Porsche1056.02015-06-03T14: 12: 59.000-04: 00e471408ad39dc71502605a6376859a088ae72e66true2015-06-03T14: 12: 59.000-04: 002015-06-03T11: 36: 35.000-04: 00US Marketing Publishmisc.-1c4200 Arc.pdf Руководство по сварке GMAW Welding Guide
Влияние параметров сварки на свойства при растяжении и режимы разрушения стали DP1200, полученной контактной точечной сваркой
В данном исследовании были исследованы максимальная несущая способность при растяжении и режимах разрушения стали DP1200, полученной контактной сваркой методом контактной точечной сварки, а также сдвиговые свойства при растяжении. суставы были оценены.Было исследовано влияние различных параметров сварки на характеристики сдвига при растяжении, режимы разрушения, микроструктуру, микротвердость и разупрочнение в зоне термического влияния. Сварочные процессы выполнялись при давлении электрода от 2 до 6 бар, а также при сварочных токах 5 и 7 кА. Была оценена микроструктура материалов, полученных контактной точечной сваркой, и определены профили твердости. Результаты экспериментов показали, что сварочный ток и давление электрода существенно влияют на нагрузочно-смещающие характеристики сварных швов DP1200.При растягивающих сдвиговых нагрузках наблюдались три различных режима разрушения. Также было замечено, что вытеснение оказывает отрицательное влияние на свойства сдвига при растяжении.
Ссылки
1 CC Tasan, M. Diehl, D. Yan, M. Bechtold, F. Roters, L. Schemmann, C. Zheng, N. Peranio, D. Ponge, M. Koyama: Обзор двойного фазовые стали: достижения в области микроструктурно-ориентированной обработки и микромеханического проектирования, Annual Review of Materials Research 45 (2015), стр. 391-431 DOI: 10.1146 / annurev-matsci-070214-021103 Поиск в Google Scholar
2 М. Поуранвари: Критическая оценка 27: точечная сварка разнородным сопротивлением алюминия / стали: проблемы и возможности, Материаловедение и технологии 33 (2017), № 15, С. 1705-1712 DOI: 10.1080 / 02670836.2017.1334310 Поиск в Google Scholar
3 И. Севим: Недавно выявленные особенности поведения трещиностойкости сваренных точечной сваркой двухфазных стальных листов для автомобильных кузовов, Тестирование материалов 57 (2015), No. 11-12, стр.960-967 DOI: 10.3139 / 120.110798 Искать в Google Scholar
4 BK Zuidema: Преодоление разрыва в данных о конструкции, производстве и материалах: свойства материалов для оптимального проектирования и производства металлоемких кузовных конструкций легковых автомобилей, The Journal of The Minerals , Общество металлов и материалов 64 (2012), № 9, стр. 1039-1047 DOI: 10.1007 / s11837-012-0405-2 Поиск в Google Scholar
5 М. Элитас, Б. Демир: Оценка остаточного напряжения во время RSW листовой стали DP600, Материалы Испытания 62 (2020), No.9, pp. 1-3 DOI: 10.3139 / 120.111560 Поиск в Google Scholar
6 М. Поуранвари, SPH Marashi: Критический обзор точечной сварки автомобильных сталей: процесс, структура и свойства, Наука и технологии сварки и соединения 18 (2013 г.) ), No. 5, pp. 361-403 DOI: 10.1179 / 1362171813Y.0000000120 Искать в Google Scholar
7 NJ Den Uijl: Точечная сварка сопротивлением высокопрочных сталей, докторская диссертация, Делфтский технологический университет, Делфт, Нидерланды ( 2015) DOI: 10.4233 / uuid: ef6aa135-0ef3-42d5-b2a7-d270f36529ad Поиск в Google Scholar
8 Э. Джавахери, А. Питтнер, Б. Граф, М. Ретмайер: Характеристика механических свойств стали DP1000, сваренной сопротивлением при одноосном растяжении, Тестирование материалов 61 (2019), № 6, стр. 527-532 DOI: 10.3139 / 120.111349 Искать в Google Scholar
9 П. Мараши, М. Пуранвари, С. Амирабдоллахян, А. Абеди, М. Гударзи: Микроструктура и Поведение при разрыве неоднородных точечных сварных швов между низкоуглеродистыми оцинкованными и аустенитными нержавеющими сталями, Материаловедение и инженерия A 480 (2008), No.1-2, стр. 175-180 DOI: 10.1016 / j.msea.2007.07.007 Поиск в Google Scholar
10 М. Поуранвари, А. Абеди, П. Мараши, М. Гударзи: Влияние изгнания на пиковую нагрузку и поглощение энергии точечной сваркой сопротивлением низкоуглеродистой стали, Наука и технология сварки и соединения 13 (2008), № 1, стр. 39-43 DOI: 10.1179 / 174329307X249342 Поиск в Google Scholar
11 М. Поуранвари, SPH Marashi, Д. С. Сафанама: Переход к режиму отказа в точечной сварке сопротивлением AHSS. Часть II: Экспериментальное исследование и проверка модели, Материаловедение и инженерия: A 528 (2011), No.29-30, стр. 8344-8352 DOI: 10.1016 / j.msea.2011.08.016 Поиск в Google Scholar
12 Э. Айдын, Р. Эртан: Влияние шунтирования на параметры точечной контактной сварки DP600, Тестирование материалов 62 ( 2020), No. 1, pp. 97-103 DOI: 10.3139 / 120.111455 Поиск в Google Scholar
13 Х. Чжан, Дж. Сенкара: Сварка сопротивлением: основы и приложения, 2 nd Ed., CRC press, New Йорк, США (2011 г.) Поиск в Google Scholar
14 М. Мимер, Л. Е. Свенссон, Р. Йоханссон: Регулировка процесса для улучшения характеристик разрушения при контактной точечной сварке EHSS и UHSS, Сварка в мире 48 (2004), No.3-4, стр. 14-18 DOI: 10.1007 / BF03266421 Поиск в Google Scholar
15 М. Бузекри, С. Дансетт, Т. Дюпюи, А. Ленс, Б. Н. Оултит, В. Массардье, Д. Фабриг, Х. Клокер: Исследование типов отказов в точечной сварке сопротивлением высокопрочной стали, Сварка в мире 54 (2010), № 3-4, стр. 3-14 DOI: 10.1007 / BF03263485 Поиск в Google Scholar
16 X. Sun, EV Stephens, MA Khaleel: Влияние размера зоны плавления и режима разрушения на пиковую нагрузку и поглощение энергии точечных сварных швов из высокопрочной стали в условиях нагружения сдвигом внахлест, Engineering Failure Analysis 15 (2008), No.4, pp. 356-367 DOI: 10.1016 / j.engfailanal.2007.01.018 Поиск в Google Scholar
17 https://www.sae.org/publications/technical-papers/content/830126/, по состоянию на 27 июля 2020 г. Искать в Google Scholar
18 М. Мария, К. Ван, LG Hector Jr, X. Gayden: Силы растяжения-сдвига и режимы разрушения в образцах с одним и несколькими сварными швами двухфазных сталей, Journal of Manufacturing Science and Engineering 128 ( 2006), No. 1, pp. 287-298 DOI: 10.1115 / 1.2137751 Поиск в Google Scholar
19 M.Пуранвари, С. П. Х. Мараши: Переход режима отказа в контактных точечных сварных швах AHSS. Часть I. Управляющие факторы, материаловедение и инженерия A 528 (2011), № 29-30, стр. 8337-8343 DOI: 10.1016 / j.msea.2011.08.017 Искать в Google Scholar
20 S. Ao, H . Шан, Х. Цуй, З. Луо, Й.Дж. Чао, М. Ма: Влияние ширины образца на поведение разрушения при испытании на сдвиг контактной точечной сваркой, Сварка в мире 60 (2016), № 6, стр. 1095 -1107 DOI: 10.1007 / s40194-016-0384-y Искать в Google Scholar
21 M.Пуранвари, С. Собхани, Ф. Гударзи: Контактная точечная сварка мартенситной высокопрочной стали MS1200: взаимосвязь микроструктуры и свойств, Журнал производственных процессов 31 (2018), № 1, стр. 867-874 DOI: 10.1016 / j. jmapro.2018.01.009 Искать в Google Scholar
22 Х. Ли, Н. Ким, Т. С. Ли: Кривая разрушения при перегрузке и усталостное поведение образцов, сваренных точечной сваркой, Engineering Fracture Mechanics 72 (2005), No. 8, pp. 1203 -1221 DOI: 10.1016 / j.engfracmech.2004.07.013 Искать в Google Scholar
23 Z.Хан, Дж. Э. Индакочеа: Эффекты отталкивания при точечной сварке холоднокатаных листовых сталей, Journal of Materials Engineering and Performance 2 (1993), № 3, стр. 437-444 DOI: 10.1007 / BF02648832 Поиск в Google Scholar
24 M . Goodarzi, SPH Marashi, M. Pouranvari: Зависимость характеристик перегрузки от характеристик сварного шва для гальванизированной низкоуглеродистой стали, полученной контактной точечной сваркой, Journal of Materials Processing Technology 209 (2009), № 9, стр. 4379-4384 DOI: 10.1016 / j .jmatprotec.2008.11.017 Искать в Google Scholar
25 A.Альзахуги, М. Элитас, Б. Демир: RSW соединения усовершенствованной автомобильной листовой стали с использованием различных давлений электродов, Engineering, Technology & Applied Science Research 8 (2018), No. 5, pp. 3492-3495 DOI: 10.48084 / etasr. 2342 Искать в Google Scholar
26 С. Фукумото, К. Фудзивара, С. Тодзи, А. Ямамото: Мелкомасштабная контактная точечная сварка аустенитных нержавеющих сталей, Материаловедение и инженерия A 492 (2008), № 1-2 , pp. 243-249 DOI: 10.1016 / j.msea.2008.05.002 Искать в Google Scholar
27 D.Q. Sun, B. Lang, DX Sun, JB Li: Микроструктуры и механические свойства соединений из магниевого сплава, сваренных контактной точечной сваркой, Материаловедение и инженерия A 460 (2007), стр. 494-498 DOI: 10.1016 / j.msea.2007.01 .073 Искать в Google Scholar
28 М. Поуранвари, С.Ф. Мараши, С.М. Мусавизаде: Переход между режимами разрушения и механические свойства аналогичных и разнородных точечных сварных швов сопротивлением DP600 и низкоуглеродистых сталей, Наука и технология сварки и соединения 15 (2010) , Нет.7, pp. 625-631 DOI: 10.1179 / 136217110X12813393169534 Искать в Google Scholar
29 М. Поуранвари, С.Ф. Мараши, С.М. Мусавизаде: Точечная сварка разного сопротивления двухфазных сталей DP600 и низкоуглеродистых сталей AISI 1008: взаимосвязь между микроструктурой сварного шва и механическими свойствами properties, Производство чугуна и стали 38 (2011), No. 6, pp. 471-480 DOI: 10.1179 / 1743281211Y.0000000024 Искать в Google Scholar
30 М. Пуранвари, HR Асгари, С.М. Мосавизадч, PH Мараши, М.Гударци: Влияние размера сварного шва на режим разрушения контактной точечной сварки при перегрузке, Наука и технология сварки и соединения 12 (2007), № 3, стр. 217-225 DOI: 10.1179 / 174329307X164409 Поиск в Google Scholar
31 NJ Ден Уиджл, Х. Нишибата, С. Смит, Т. Окада, Т. Ван Дер Велдт, М. Учихара, К. Фукуи: Прогнозирование твердости после сварки высокопрочных сталей для автомобильной промышленности с использованием специального числа углеродного эквивалента, Сварка в мире 52 (2008), No 11-12, стр.18-29 DOI: 10.1007 / BF03266679 Поиск в Google Scholar
32 М. Элитас, Б. Демир: Влияние параметров сварки на свойства растяжения соединений RSW листовой стали DP1000, Engineering, Technology & Applied Science Research 8 (2018 ), No. 4, pp. 3116-3120 DOI: 10.48084 / etasr.2115 Искать в Google Scholar
33 BV Hernandez, ML Kuntz, MI Khan, Y. Zhou: Влияние микроструктуры и размера сварного шва на механическое поведение разнородных Точечная сварка сопротивлением AHSS, Наука и технология сварки и соединения 13 (2008), No.8, pp. 769-776 DOI: 10.1179 / 136217108X325470 Искать в Google Scholar
34 М.И. Хан, М.Л. Кунц, Я. Чжоу: Влияние микроструктуры сварного шва на статические и ударные характеристики соединений точечной сварки улучшенных высокопрочных сталей, Наука и технология сварки и соединения 13 (2008), № 3, стр. 294-304 DOI: 10.1179 / 174329308X271733 Искать в Google Scholar
35 В. Б. Эрнандес, С. К. Панда, М. Л. Кунц, Ю. Чжоу: Наноиндентирование и анализ микроструктуры Двухфазная сталь, сваренная сопротивлением точечной сваркой, Материалы Письма 64 (2010), No.2, pp. 207-210 DOI: 10.1016 / j.matlet.2009.10.040 Искать в Google Scholar
36 VHB Hernandez, SK Panda, Y. Okita, NY Zhou: Исследование разупрочнения зоны термического влияния при контактной точечной сварке двойных фазовая сталь методом наноиндентирования, Журнал материаловедения 45 (2010), № 6, стр. 1638-1647 DOI: 10.1007 / s10853-009-4141-0 Поиск в Google Scholar
37 Ф. Никусохбат, С. Хейрандиш, М. Гударзи, М. Поуранвари, С.Ф. Мараши: Микроструктура и поведение при разрушении двухфазной стали DP980, полученной контактной сваркой, материаловедение и технологии 26 (2010), №6, pp. 738-744 DOI: 10.1179 / 174328409X414995 Искать в Google Scholar
38 М. Ся, Э. Биро, З. Тянь, Ю. Н. Чжоу: Влияние тепловложения и мартенсита на размягчение HAZ при лазерной сварке двухфазных сталей , ISIJ International 48 (2008), No. 6, pp. 809-814 DOI: 10.2355 / isijinternational.48.809 Искать в Google Scholar
39 В. Б. Эрнандес, С. С. Наяк, Ю. Чжоу: отпуск мартенсита в двухфазных сталях и его влияние на размягчение, Металлургические операции и операции с материалами A 42 (2011), No.10, pp. 3115-3129 DOI: 10.1007 / s11661-011-0739-3 Искать в Google Scholar
40 SS Nayak, VB Hernandez, Y. Zhou: Влияние химии на неизотермический отпуск и разупрочнение двухфазных сталей, Металлургическая промышленность and Materials Transactions A 42 (2011), No. 11, pp. 3242-3248 DOI: 10.1007 / s11661-011-0868-8 Поиск в Google Scholar
41 S. Dancette, V. Massardier-Jourdan, D. Fabrègue, J. Merlin, T. Dupuy, M. Bouzekri: Микроструктуры ЗТВ и локальные механические свойства высокопрочных сталей контактной точечной сварки, ISIJ International 51 (2011), No.1, pp. 99-107 DOI: 10.2355 / isijinternational.51.99 Искать в Google Scholar
42 К. Кунисиге, Н. Ямаути, Т. Така, Н. Нагао: Размягчение в зоне термического влияния сварного шва двухфазного стального листа для автомобилей обод колеса, SAE Transactions 92 (1983), No. 2, pp. 1063-1067 DOI: 10.4271 / 830632 Поиск в Google Scholar
43 М. Учихара, К. Фукуи: Изготовленные на заказ заготовки из высокопрочных сталей – сравнение сварочных процессов , Сварка в мире 46 (2002), № 7-8, стр. 41-48 DOI: 10.1007 / BF03263389 Поиск в Google Scholar
44 V.Х. Балтазар Эрнандес: Влияние мартенситного отпуска на свойства разупрочнения HAZ и растяжения двухфазных сталей, сваренных контактной точечной сваркой, докторская диссертация, Университет Ватерлоо, Ватерлоо, Канада (2010) Поиск в Google Scholar
45 F.