Пособия, самоучители по электросварке и газовой сварке. • Литература и журналистика
Модератор: Volkonskaya
Ответить
Новая тема
- Ответить с цитатой
Пособия, самоучители по электросварке и газовой сварке.
Niktulashev » Вт июн 01, 2010 3:48 am
Учебная, справочная литература по сварочным работам и сварочной аппаратуре для газовой и электрической сварки, иллюстрированные самоучители по газоэлектросварке, книги с чертежами и описанием самодельных инверторных и трансформаторных сварочных аппаратов.
«Трансформаторы для электродуговой сварки» Закс М., Каганский Б., Печенин. А.
Формат DJVU. 1,5 Мб.
«Трансформаторы для электрической контактной сварки» Рыськова З. А.
Формат DJVU. 3,8 Мб.
«Современные сварочные аппараты своими руками» Володин В. Я.
Формат DJVU. 7,5 Мб.
«Сварочный аппарат своими руками» Зубаль И.
Формат DJVU. 3 Мб.
«Сварочный инвертор теория и практика» Назаров В., Рыженко В.
«Сварочный инвертор – это просто. Книга 1» Негуляев В. Ю.
Формат PDF. 2,25 Мб.
«Сварочный инвертор – это просто. Книга 2» Негуляев В. Ю.
Формат PDF. 1,53 Мб.
«Сварочные работы» Чебан В.
Формат DJVU. 3 Мб.
«Основы сварочного дела» Геворкян В. Г.
Формат DJVU. 1,71 Мб.
«Справочник молодого электросварщика» Каракозов Э. С., Мустафаев Р. И.
Формат DJVU. 4,34 Мб.
«Сварочные работы. Сварка, резка, пайка, наплавка. Учебное пособие» Колганов Л. А.
Формат DJVU. 6,53 Мб.
«Сварка, резка, пайка металлов» Кортес А. Р.
Формат DJVU. 5,11 Мб.
«Контактная сварка» Кочергин К. А.
Формат DJVU. 2,15 Мб.
«Ручная дуговая сварка» Лупачев В. Г.
Формат PDF. 23,7 Мб.
«Ручная дуговая сварка» Малышев Б. Д., Мельник В. И., Гетия И. Г.
Формат DJVU. 3,98 Мб.
«Сварочные работы» Маслов В.
Формат PDF. 11,3 Мб.
«Справочник газосварщика и газорезчика» Никифоров Н. И.
Формат DJVU. 2,31 Мб.
«Электросварка» Фоминых В. П., Яковлев А. П.
Формат DJVU. 7,88 Мб.
«Сварка, резка и пайка металлов» Хренов К. К.
Формат DJVU. 6,14 Мб.
«Сварка сплавов на основе алюминия и тугоплавких высокоактивных металлов» Щипков М. Д.
Формат DJVU. 2,36 Мб.
«Ручная дуговая сварка неплавящимся электродом в защитных газах (TIG/WIG)» Юхин Н. А.
Формат PDF. 6,24 Мб.
“Механизированная дуговая сварка плавящимся электродом в защитных газах (MIG/MAG)” Юхин Н. А.
Формат PDF. 8,4 Мб.
“Ручная сварка при сооружении и ремонте трубопроводов пара и горячей воды” Юхин Н. А.
Формат PDF. 6,99 Мб.
“Сварочные работы. Практическое пособие для электрогазосварщика” Костенко Е. М.
Формат PDF. 5,04 Мб.
“Справочник электросварщика ручной сварки” Титов О. И.
Формат PDF. 9,85 Мб.
“Иллюстрированное пособие сварщика” Лосев В.
Формат DJVU. 5,17 Мб.
“Выбор сварочного электрода” Юхин Н. А.
Формат PDF. 9,03 Мб.
Последний раз редактировалось Niktulashev Вт сен 28, 2010 6:26 pm, всего редактировалось 1 раз.
- Niktulashev
- Новичок
- Сообщения: 15
- Зарегистрирован: Пт май 14, 2010 4:15 am
Вернуться к началу
- Ответить с цитатой
Пособия, самоучители по электросварке и газовой сварке.
Niktulashev » Вт сен 28, 2010 6:23 pm
Еще одна книга на тему самостоятельного изготовления сварочного инвертора, на этот раз из блока питания персонального компьютера.
“Делаем сварочный аппарат из компьютерного блока питания”
Формат PDF. 4,94 Мб.
- Niktulashev
- Новичок
- Сообщения: 15
- Зарегистрирован: Пт май 14, 2010 4:15 am
Вернуться к началу
- Ответить с цитатой
Пособия, самоучители по электросварке и газовой сварке.

Niktulashev » Вс апр 03, 2011 9:13 am
Книга описывающая возможные дефекты сварных соединений их обнаружение и устранение:
“Дефекты сварных швов и соединений” Юхин Н. А.
Формат PDF. 7,65 Мб.
Очень любопытная книга содержащая чертежи и схемы для самостоятельного изготовления газового аппарата для сварки и резки металлов:
“Самодельный электролизный сварочный аппарат”
Формат PDF. 21,9 Мб.
Книга о газосварке:
“Газосварщик” Юхин Н. А.
Формат DJVU. 1,28 Мб.
Справочник по свариванию сталей:
“Электродуговая сварка сталей. Справочник” Каховский Н. И. и другие авторы.
Книга о полупроводниковых выпрямителях для сварочных аппаратов постоянного тока:
“Сварочные выпрямители” Закс М. И.
Формат DJVU. 1,55 Мб.
- Niktulashev
- Новичок
- Сообщения: 15
- Зарегистрирован: Пт май 14, 2010 4:15 am
Вернуться к началу
Показать сообщения за: Все сообщения1 день7 дней2 недели1 месяц3 месяца6 месяцев1 год Поле сортировки АвторВремя размещенияЗаголовок по возрастаниюпо убыванию
Ответить
Новая тема
Вернуться в Учебная и научная литература
Перейти: Выберите форум——————Новости Новости Тестирование сообщенийКниги Драматургия Поэзия Проза Учебная и научная литератураНаши произведения Наши сказки Наши стихи Наша прозаТворчество Авторское право Дневники Записная книжка Написанное наспех Наболело Просто думаю. .. Только жизнь – и ничего больше Читательский дневник Литературные игры Литературные конкурсыСредства массовой информации Газеты и журналы Электронные СМИ и интересные сайтыБеседка Культура и искусство Литературные тусовки Поздравления Работа Разговоры за жизнь
.. Только жизнь – и ничего больше Читательский дневник Литературные игры Литературные конкурсыСредства массовой информации Газеты и журналы Электронные СМИ и интересные сайтыБеседка Культура и искусство Литературные тусовки Поздравления Работа Разговоры за жизньКто сейчас на конференции
Зарегистрированные пользователи: Bing [Bot]
Полуавтоматическая сварка (MIG)
Купить сварочный полуавтомат!
Принципиальная схема и особенности полуавтоматической сварки
Полуавтоматическая сварка отличается от ручной дуговой сварки тем, что механизируется подача электродной проволоки в сварочную зону, а остальные операции процесса сварки выполняются сварщиком вручную. Для этого современная промышленность выпускает целую серию сварочных полуавтоматов, при помощи которых выполняют дуговую сварку в среде защитных газов. Их разрабатывают с использованием унифицированных узлов, что позволяет с наименьшими затратами выполнить наладку на сварку требуемых изделий.
- для сварки сплошной стальной проволокой;
- для сварки сплошной алюминиевой проволокой;
- для сварки сплошной стальной и алюминиевой проволоками;
- для сварки сплошной стальной или алюминиевой порошковой проволоками.
Кроме того, полуавтоматы могут различаться по способу охлаждения горелки, регулировкой скорости подачи проволоки и методикой ее подачи и по конструктивным особенностям. При помощи этого универсального оборудования обеспечивается сварка практически всех труднодоступных мест с высоким качеством защиты сварочной ванны и дуги. Поэтому до 70% сварочных работ выполняется полуавтоматами. Различают полуавтоматы по маркировке. Первые две буквы в маркировке обозначают тип оборудования и способ сварки: «ПШ» – полуавтомат шланговый, «УД» – установка для дуговой сварки.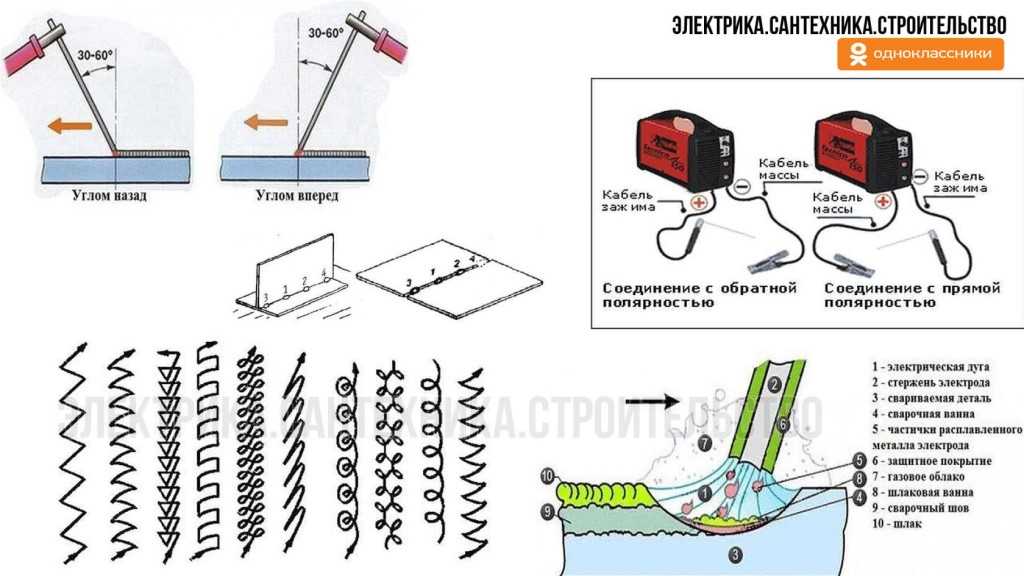
Принципиальная схема полуавтоматической установки представлена на рис. Как правило, в комплект установки входят: выпрямитель – источник питания сварочной дуги; подающее устройство, предназначенное для подачи электродной проволоки в зону сварки; газовый клапан, предназначенный для снижения давления защитного газа, находящегося в специальном баллоне.
Подающее устройство сварочной проволоки может быть толкающего, тянущего и универсального типа. Как правило, оно состоит из следующих основных узлов: электродвигателя, планетарной головки, блока управления, катушки с проволокой, электропневматического газового клапана.
Заслуживают внимания новые безредукторные конструкции подающих механизмов серии «Интермигмаг» с пульсирующей подачей проволоки, являющиеся модификацией известного механизма «Изаплан». Состоит такой механизм из планетарной головки, корпус которой закреплен на полом валу электродвигателя постоянного тока. Укрепленные на ползунах подающие ролики прижимаются к сварочной проволоке и обкатываются вокруг нее при вращении якоря двигателя. Так как оси роликов расположены под углом 30-40° к оси проволоки, это усилие разлагается на две составляющие – закручивающее и осевое. Осевое усилие обеспечивает подачу проволоки, закручивающее – ее движение по шлангу. Скорость подачи проволоки регулируется изменением частоты вращения ротора двигателя постоянного тока.
При помощи подающего устройства обеспечивается последовательность включения исполнительных органов сварочного полуавтомата, необходимая скорость подачи сварочной проволоки, выбор рабочего режима сварки и т.д. Стабилизация выходных параметров источника питания совместно со стабилизацией скорости подачи электродной проволоки позволяет получить сварные соединения высокого качества.
Горелка является одним из важных узлов сварочного полуавтомата. Она предназначена для направления в зону сварочной дуги электродной проволоки, защитного газа или флюса. С помощью горелки возбуждается сварочная дуга, осуществляется формирование и направление струи защитного газа. Конструкции сварочных горелок унифицированы в соответствии с технологическими требованиями. Рукоятка горелки должна быть прочной и удобной в работе, поэтому ее изготавливают в форме, позволяющей обхват рукой сварщика. Для управления сварочным процессом и защиты руки сварщика от ожогов на рукоятке устанавливается предохранительный щиток и пусковая кнопка. Самыми распространенными являются рукоятки круглой или овальной формы.
Токоведущая направляющая трубка соединяет токопровод с токосъемным наконечником. Конструкция трубки определяется сечением токоведущей части и необходимостью подвода защитного газа. По своему конструктивному исполнению направляющие трубки должны соответствовать требованиям гибкости и достаточной проводимости.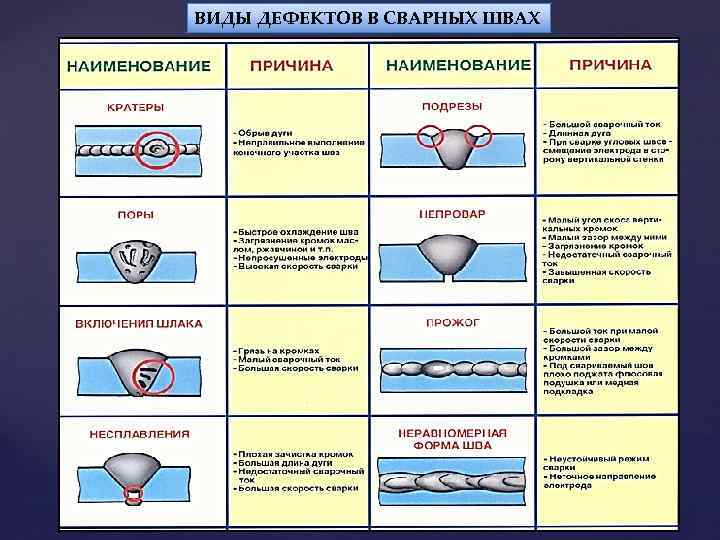 Поэтому токопроводы изготавливают из мягкого провода, заключенного в изоляционную оболочку, внутренний диаметр которой выбран таким образом, чтобы по нему можно было пропускать защитный газ или охлаждающую воду. Направляющие каналы токопровода служат для подачи электродной проволоки к сварочной горелке. Они представляют собой металлическую спираль, на которую надета стальная стягивающая оплетка и изоляционная трубка. Спираль может быть одно- или двухзаходной.
Поэтому токопроводы изготавливают из мягкого провода, заключенного в изоляционную оболочку, внутренний диаметр которой выбран таким образом, чтобы по нему можно было пропускать защитный газ или охлаждающую воду. Направляющие каналы токопровода служат для подачи электродной проволоки к сварочной горелке. Они представляют собой металлическую спираль, на которую надета стальная стягивающая оплетка и изоляционная трубка. Спираль может быть одно- или двухзаходной.
Наиболее ответственной частью горелки является ее сопло, представляющее собой токопроводящий наконечник. Эта деталь горелки работает в условиях высокой температуры и механического воздействия подающейся сварочной проволоки. Поэтому наконечник быстро изнашивается и требует замены. Для снижения изнашиваемости наконечника его хромируют, полируют или изготавливают из твердых составов на медно-вольфрамовой основе. При больших сварочных токах, достигающих более 315 А, применяют принудительное охлаждение наконечника.
Применяют два типа наконечников: с поджимным контактом и без поджимного контакта. Поджимной контакт применяется при сварке тонкими электродными проволоками диаметром 0,8-1,2 мм. Простейшей горелкой могут служить две медные трубки, вставленные друг в друга с зазором, по которому защитный газ подается в сопло. Для сварки в стесненных условиях используют сменные горелки различной длины. Технические характеристики унифицированных горелок типа ГДПГ для механизированной сварки плавящимся электродом приведены в табл.
Технические характеристики унифицированных горелок
| Тип горелки | Номинальный сварочный ток, А | ø электродной проволоки, мм | Длина рукава, | Габариты горелки, мм | Масса (без рукавов), |
| ДПГ-101-8УЗ | 160 | 0,8-1,2 | 2 | 254x60x113 | 0,45 |
| ГДПГ-101-9УЗ | 160 | 0,8-1,2 | 1 | ||
| ГДПГ-Ю1-10УЗ | 160 | 0,8-1,2 | 2 | ||
| ГДПГ-102-УЗ | 160 | 1,2-1,6 | 2 | 0,6 | |
| ГДПГ-301-6У4 | 315 | 1,2-1,4 | 3 | 266x50x125 | |
| ГДПГ-301-7У4 | 315 | 0,8-1,4 | 1 | ||
| ГДПГ-301-8У4 | 315 | 1,2-1,4 | 3 | ||
| ГДПГ-302-У4 | 315 | 1,6-2,0 | 2 | 0,7 | |
| ГДПГ-501-4У4 | 500 | 1,6-2,0 | 3 | 268x90x125 | |
| ГДПГ-603-У4 | 630 | 1,6-2,5 | 3 |
Горелки для ручной дуговой сварки неплавящимся электродом состоят из корпуса, сменной цанги, сменного наконечника, колпачка, вентиля, предназначенного для пуска, регулирования и подачи защитного газа, рукоятки, резинового рукава и газоподводящего кабеля. Горелка снабжена сменными цангами, позволяющими закреплять вольфрамовые электроды различных диаметров. Как правило, такие горелки имеют водяное охлаждение.
Горелка снабжена сменными цангами, позволяющими закреплять вольфрамовые электроды различных диаметров. Как правило, такие горелки имеют водяное охлаждение.
Кроме перечисленного оборудования в комплект сварочного поста входит осушитель, редуктор с манометрами или расходомерами для точной дозировки газа и отсекатель газа.
УНИВЕРСАЛЬНЫЕ ПОЛУАВТОМАТЫ
Универсальные полуавтоматы позволяют выполнить быструю переналадку без существенных трудовых и материальных затрат. К универсальным полуавтоматам относят прежде всего модель, применяемую для сварки в среде углекислого газа сплошной или порошковой проволокой. У всех полуавтоматов подача электродной проволоки осуществляется по пустотелому шлангу, поэтому они именуются шланговыми полуавтоматами.
Схематично полуавтомат для сварки в среде защитного газа состоит из следующих основных составные частей – сменная газовая горелка, подающий механизм, шланг подачи электродной проволоки, кассеты для хранения проволоки, газового шланга, блока управления, источника питания, провода цепи управления, газовой аппаратуры, кабеля.
Мы часто упоминаем о сварочной горелке. Вкратце объясним ее устройство. Для этого обратимся к рисунку. Горелка предназначена для подачи в зону горения электродной проволоки и защитного газа.
Рукоятка сварочной горелки должна быть прочной и удобной для работы. С этой целью ее изготавливают из литьевого изоляционного материала. На рукоятке размещены предохранительный щиток и пусковая кнопка. Наиболее ответственными элементами сварочной горелки являются сопло и наконечник, подводящий ток.
| 1. Сварочная проволока 2. Газовое сопло 3. Токоподводящий мундштук 4. Корпус горелки 5. Рукоять горелки 6. Механизм подачи проволоки 7. Атмосфера защитного газа 8. Сварочная дуга 9. Сварочная ванна |
Схема полуавтомата для сварки в защитных газах.
Сопло горелки – на нем из-за высокой температуры постоянно возникает налипание расплавленного металла. Чтобы устранить это, металлическое сопло хромируют или полируют. Есть и другой выход – сопло изготавливают из керамического материала. В случае, если сварочный ток достигает значения 315 А и выше, применяется дополнительное охлаждение сопла горелки. Периодичность смены горелки – через каждые полгода.
Чтобы устранить это, металлическое сопло хромируют или полируют. Есть и другой выход – сопло изготавливают из керамического материала. В случае, если сварочный ток достигает значения 315 А и выше, применяется дополнительное охлаждение сопла горелки. Периодичность смены горелки – через каждые полгода.
Наконечники для подачи тока изготавливаются из меди с гарантированным сроком работы – от 5 до 10 часов непрерывной работы. Если наконечник изготовлен из бронзы,-то срок его службы еще меньше. Изготавливаемые в последнее время медно-гра-фитовые наконечники имеют тоже малый срок службы, но лучше обеспечивают контакт и гарантируют хорошее скольжение, что важно при сварке алюминиевой проволокой. Только наконечник на медно-вольфрамовой основе обеспечивает более длительную работу без замены.
Проверка горелки перед сваркой
Режимы полуавтоматической сварки
Учебники по сварке MIG
для начинающих – Tooliom
Учебное пособие по сварке MIG для начинающих
Этот отрывок подходит для начинающих, чтобы узнать о сварке MIG, в том числе о том, что вам понадобится, как настроить и как выполнить качественную сварку.
Что такое Миг Сварка
Здесь мы говорим о сварке MIG, и она работает путем образования электрической дуги между металлическим проволочным электродом и деталями, которые вы свариваете, чтобы нагреть их до очень высокой температуры. Это плавит основной металл, позволяя ему соединиться. Проволока подается из горелки MIG с помощью электродвигателя и проталкивается в сварочную ванну для усиления сварного шва. Газ выходит из сопла, чтобы защитить расплавленный металл от загрязнения воздухом, и газ также важен для правильной работы дуги. Затем мы поговорим о наиболее распространенном процессе сварки MIG.
Вещи, которые вам понадобятся
Вам необходимо подготовить сварочный аппарат, сварочный шлем, хорошие толстые сварочные перчатки, сварочную куртку, сплошную сварочную проволоку (наиболее распространенный тип – ER 70s-6), баллон с защитным газом (обычно аргон 75 или 25 co2 или прямой co2), большие сварочные клещи, которыми можно резать провода, снимать сопла, контактные наконечники, а также удалять брызги из сопла.
Настроить пушку МИГ
Сначала установите горелку MIG, затем вставьте горелку MIG в машину и закрепите ее винтом. На большинстве машин вам нужно будет выбрать правильную полярность или подключить пистолет к положительному или отрицательному, подключив пистолет к положительной клемме, а рабочий зажим к отрицательной клемме.
Настройте приводной ролик
Для проволоки необходимо использовать канавки подходящего размера. Как правило, они имеют маркировку, показывающую размер, для которого они установлены, на боковой стороне рулона. Затем можно установить проволоку и подать ее в направляющую для проволоки через приводной ролик и во вторичную направляющую гильзы пистолета, зажать натяжитель, и проволока готова к подаче. Когда машина включена, вытащите поводок и нажмите на спусковой крючок. Когда проволока выйдет из конца, наденьте контактный наконечник, переустановите сопло и обрежьте проволоку.
Подключить защитный газ.
Приоткройте клапан баллона, откройте и быстро закройте его, чтобы не было грязи. Установите регулятор на баллон и машину, а затем увеличьте поток газа до 25–30 кубических футов в час, то есть от 13 до 15 литров в минуту.
Подсоедините рабочий зажим
Необходимо подключить к минусовой клемме.
Настройки на машинеНа большинстве аппаратов есть две общие настройки: напряжение и скорость подачи проволоки.
Под крышкой большинства аппаратов обычно имеется таблица с некоторыми настройками напряжения и скорости подачи проволоки в зависимости от размера проволоки и используемого газа, а рекомендуемые настройки обычно достаточно надежны.
Скорость подачи проволоки
Скорость подачи проволоки влияет на силу тока сварного шва или является основной переменной, определяющей количество тепла, поступающего в материал, а также количество добавляемых материалов. Таким образом, когда вам нужно больше тепла, вы можете увеличить скорость подачи проволоки.
Таким образом, когда вам нужно больше тепла, вы можете увеличить скорость подачи проволоки.
Напряжение
А напряжение влияет на процесс. И этот конкретный вариант процесса называется сваркой MIG с коротким замыканием. В этом процессе проволока выходит из пистолета, контактирует с вашей работой, а затем начинается дуга, которая прожигает проволоку, затем она гаснет, и проволока подается внутрь. Этот процесс повторяется много раз в секунду. Чтобы процесс происходил правильно, необходимо настроить напряжение.
Когда вы новичок, вы можете просто использовать рекомендуемые настройки на графиках. И после того, как вы приобретете небольшой опыт, вы можете провести эксперимент, просто меняя одну вещь за раз и повторяя сварные швы снова и снова, чтобы получить практическое представление о том, какие эффекты вызывает поворот каждой из ручек.
Техника сваркиStick
OutStick Out — контактный наконечник для работы на расстоянии. Расстояние обычно должно быть около полудюйма или чуть меньше для сварки MIG с коротким замыканием.
Расстояние обычно должно быть около полудюйма или чуть меньше для сварки MIG с коротким замыканием.
Угол пистолета
Угол пистолета состоит из двух компонентов: рабочего угла и угла перемещения. Рабочий угол – это направление, перпендикулярное направлению движения. На плоской пластине рабочий угол равен 90 градусов прямо в тарелке и вне ее. А когда вы привариваете тройник в углу, рабочий угол составляет 45 градусов внутри и снаружи угла. Угол движения — это направление движения, и обычно это угол от 10 до 15 градусов либо по углу сопротивления, либо по углу толкания.
Ваше движение
Ваше движение имеет два аспекта.
Первый аспект — это ваша скорость перемещения , это скорость, с которой вы перемещаетесь по стыку. Скорость перемещения может контролировать размер сварного шва. Когда вы едете медленно, вы можете получить большой шов, а когда вы едете быстрее, вы можете получить меньший. Но есть ограничения по скорости движения. Когда вы работаете с тонкими материалами, если вы двигаетесь слишком медленно, вы можете проделать в них небольшие отверстия, а когда вы работаете с более толстыми материалами, если вы двигаетесь слишком быстро, вы можете расплавить больше пространства, чем вы можете. чтобы заполнить и закончить утопленными пятнами, называемыми подрезом.
Но есть ограничения по скорости движения. Когда вы работаете с тонкими материалами, если вы двигаетесь слишком медленно, вы можете проделать в них небольшие отверстия, а когда вы работаете с более толстыми материалами, если вы двигаетесь слишком быстро, вы можете расплавить больше пространства, чем вы можете. чтобы заполнить и закончить утопленными пятнами, называемыми подрезом.
Другой аспект манипуляция . Манипуляции не являются ключом к успеху, но они могут быть полезны при вертикальных сварных швах, чтобы ваши сварные швы не слишком сильно загибались, а небольшие манипуляции могут быть полезны для того, чтобы двигаться вперед.
Наконец, давайте поговорим о положении тела . Чтобы сосредоточиться на своей технике сварки и поддерживать ее, лучше всего, если вы можете использовать другую руку для поддержки и либо скользить вперед, либо, если вы не можете, просто сложить руку вниз. Это все, что вам нужно сделать с самого начала, чтобы лечь. бисер.
бисер.
Самый важный урок сварки
Независимо от того, являетесь ли вы профессиональным сварщиком с обширным образованием, любителем сварки-самоучкой или промежуточным сварщиком, вы должны изучить и соблюдать все меры предосторожности при сварке. Если вы этого не сделаете, вы обрекаете себя на мир боли или чего похуже.
Чтобы проиллюстрировать темы моих статей, я иногда люблю рассказывать о чем-то сумасшедшем, глупом или неудачном, что случилось со мной. Поверьте мне, множество событий в моей жизни подпадало под все три категории! Поскольку эта статья посвящена безопасности, я решил рассказать историю, показывающую, как легко может произойти что-то неожиданное. В сварочном деле неожиданное может произойти за долю секунды.
Мир боли
Хорошо, мне было 15 лет, и у меня были водительские права, которые позволяли мне водить машину со взрослым. Моя семья жила в горах Ред-Ривер, штат Нью-Мексико, и мы шли по горной тропе. Идти было утомительно, зато мы были вознаграждены захватывающим дух видом, который буквально напоминал картину: внизу долина, со всех сторон горы, поля и река, текущая из-под снега на вершине горы. (За исключением картины вода не текла бы.)
Моя семья жила в горах Ред-Ривер, штат Нью-Мексико, и мы шли по горной тропе. Идти было утомительно, зато мы были вознаграждены захватывающим дух видом, который буквально напоминал картину: внизу долина, со всех сторон горы, поля и река, текущая из-под снега на вершине горы. (За исключением картины вода не текла бы.)
Все это было здорово, но никто из нас не ждал обратного спуска с горы. Папа бросил мне ключи от машины и сказал, что я могу вернуться и забрать остальную семью одна. Я схватил эти ключи и побежал как спринтер, чтобы не слышать, пока он не передумал. Я бежал мимо хижины в долине примерно в полумиле от машины, когда вдруг мои туфли оказались на уровне моих глаз.
Я изо всех сил врезался в чью-то веревку из металлической проволоки! Он буквально остановил меня на месте, поставил параллельно в воздухе, а затем уронил на землю. Мало того, что удар о проволоку задушил мою шею, из меня вышибло ветер, когда я упал на землю, и я попал в пресловутый мир боли.
Я помню, как слышал. ..
..
Папа: “Сынок, ты можешь говорить?”
Мама: “О БОЖЕ!”
Мой 11-летний брат: “Эй, Марти, у тебя есть ключи?”
В юности я на собственном горьком опыте узнал, как можно быть счастливым в одну секунду и причинять боль в следующую.
Обучение и переобучение
Неожиданное может случиться в сварочном деле очень легко. Хотя сварка может быть безопасной профессией, когда используются здравый смысл и хорошие методы безопасности, она может быть очень опасной, когда они игнорируются.
Я помню, как мне пришлось посмотреть фильм о несчастных случаях, прежде чем приступить к большому строительному делу. Вся съемочная группа смотрела фильм в течение целого дня брифингов по технике безопасности. Этот фильм заставил меня тут же бросить строительный бизнес. Он показал почти все возможные способы причинения вреда, и это поразило меня, потому что я дважды сильно пострадал. Тем не менее, фильм стал хорошим напоминанием о потенциальных опасностях и о том, как их избежать.
Иногда, когда я думаю обо всех вещах, которые могут пойти не так на уроках сварки в старшей школе, мне хочется остаться дома и не вставать с постели — просто на всякий случай. Однако даже пребывание в постели не всегда безопасно. Я только что прочитал в июльском номере Popular Mechanics , что около 400 человек каждый год либо душит, либо случайно задушит себя до смерти в своих чертовых кроватях!
Я пишу это не для того, чтобы вы захотели бросить сварку или спать. Я просто хочу, чтобы вы всегда помнили и соблюдали технику безопасности на каждой работе, будь то в магазине или в поле. Оставайтесь в зоне сварки, но вне зоны комфорта — той зоны, в которой вы забываете сосредоточиться на текущей работе.
Мои школьные болваны всегда ненавидят слышать, что мы собираемся потратить две недели на безопасность в начале нашего класса. Второкурсники напоминают мне, что они уже проходили технику безопасности на первом курсе. Затем я напоминаю им, чтобы они заткнули свои дырки и открыли уши, потому что информации о безопасности никогда не бывает слишком много.
Я признаю, что уроки безопасности могут быть скучными, поэтому я стараюсь сделать их как можно более живыми, с большим количеством перерывов и развлечений. Я показывал довольно кровавые записи, пока один студент не упал в обморок. Хотя я больше не показываю эти графические ленты, я думаю, что они эффективно показывают, что может произойти.
Что может пойти не так?
В магазине я видел, как у рабочих сломаны и отрезаны пальцы; поражение электрическим током; мгновенные ожоги; контактные ожоги; плохой вспышка огня; и взрыв.
В поле я наблюдал, как один товарищ упал с 15 этажа. (Он был женат две недели, и его жена ждала ребенка.) Другой друг упал с восьми этажей на той же строительной площадке. Двое других друзей погибли, когда упал башенный кран, на котором они находились.
Я видел, как упали два крана, один полностью задом наперед с 200-футовой стрелой и гуськом. Я дважды падал, и мне разбили руку. Однажды я наступил на балку, которая еще висела на кране, и пошла вниз, как качели. Каким-то образом я сделал в воздухе олимпийский штопор и зацепился за фланец другого луча. Товарищ-железщик снова поднял меня. Мы работали сверхурочно при 105-градусной жаре, и начальник решил, что на этот день нам пора идти домой.
Каким-то образом я сделал в воздухе олимпийский штопор и зацепился за фланец другого луча. Товарищ-железщик снова поднял меня. Мы работали сверхурочно при 105-градусной жаре, и начальник решил, что на этот день нам пора идти домой.
В другой раз я упал с балки третьего этажа только для того, чтобы приземлиться на строительные леса чуть ниже. Некоторые коннекторы видели, как я упал, и мчались, когда я снова забрался на балку. Я отряхнулся и сделал вид, что снова поднялся с земли. Я думал, что это было забавно; они не! Это лишь немногие из близких порезов и незначительных порезов, царапин, ожогов и травм, которые у меня были.
По иронии судьбы оба раза я сильно пострадал из-за того, что другой парень не был в безопасности! Вы должны не только использовать безопасные методы, вы также должны убедиться, что те, с кем вы работаете, делают то же самое.
Спросите любого, кто работал в мастерской или в поле какое-то время, и я уверен, что они смогут рассказать вам о некоторых несчастных случаях или случаях, когда им угрожала опасность. Моему ангелу-хранителю пришлось работать со мной сверхурочно, и хотя я терпел много боли, я чувствую, что я очень счастливый человек.
Моему ангелу-хранителю пришлось работать со мной сверхурочно, и хотя я терпел много боли, я чувствую, что я очень счастливый человек.
Сделайте безопасность своим приоритетом
Итак, что вы делаете, чтобы не получить травму на работе? В первую очередь это здравый смысл . Удивительно, как мало здравого смысла проявляют некоторые люди на работе. У многих рабочих есть старая вера в то, что со мной этого не случится. Я здесь, чтобы сказать вам, да, это может!
Обучение технике безопасности должно быть постоянным. Работодатели и работники должны сделать обучение технике безопасности своим приоритетом. Я видел, как за последние несколько лет безопасность как в цеху, так и в полевых условиях значительно улучшилась, но риски все еще существуют и всегда будут. Рабочие должны пройти надлежащее обучение, а рабочие места должны быть максимально безопасными. Ни одна работа или дедлайн не имеют такого значения, как здоровье одного сварщика.
Если вы работаете в отрасли, учитесь и будьте бдительны все время.