описание процесса, урок сварки для начинающих, видео инструкция
Сварка – это надежный процесс соединения между собой двух металлических деталей. Опытные сварщики и домашние умельцы с ее помощью изготавливают различные емкости, печи для гаражей и бань, тепличные каркасы, металлические ворота и прочие необходимые в быту вещи. На первый взгляд кажется, что процесс сварки является простым, однако это далеко не так.Предварительно требуется много чему научиться и много что учесть. Поэтому, прежде чем браться за самостоятельное изготовление изделий при помощи сварки, рекомендуется изучить этот процесс, узнать все его тонкости, посмотреть видео урок. Начинающим сварщикам лучше всего начать обучение со сварки при помощи легкого в управлении инвертора.
Что представляет собой инверторный аппарат
Такое оборудование появилось сравнительно недавно, существенно облегчив работу большинству сварщиков. Применение нового способа сварки позволило значительно уменьшить габариты аппарата и вес его оснащения.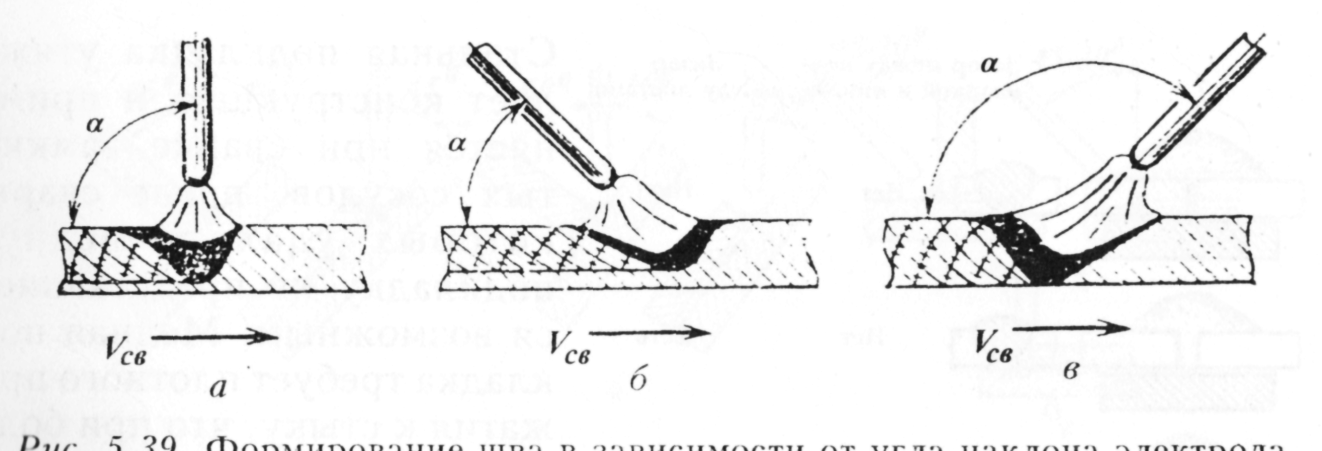 Начинающим сварщикам будет достаточно просто учиться соединять детали с помощью максимально удобного и очень экономичного инвертора.
Начинающим сварщикам будет достаточно просто учиться соединять детали с помощью максимально удобного и очень экономичного инвертора.Инверторный аппарат для сварки представляет собой небольшой ящик, вес которого зависит от его мощности и может составлять от 3 до 7 кг. Вся конструкция находится в механическом корпусе с вентиляционными отверстиями, который можно переносить при помощи ручки или ремня.
На панели устройства расположен тумблер или ручка для включения питания. Индикаторы перегрева и питания находятся на лицевой части корпуса. Здесь же есть два выхода для подключения рабочих кабелей – «плюс» и «минус». Один кабель аппарата заканчивается электродом, а второй зажимом-прищепкой. Их разъем подключения к электропитанию находится с торцевой стороны корпуса. Для выставления сварочного тока и напряжения аппарат оборудован специальными ручками.
Принцип работы инверторного устройства
Работает инвертор от обычной бытовой электрической сети с частотой в 50 Гц.
- Устройство имеет выпрямляющую схему, с помощью которой переменный ток преобразовывается в постоянный.
- После этого специальным фильтром происходит окончательное сглаживание.
- Инвертором называют электрический узел аппарата, в котором постоянный ток преобразовывается в переменный. Получаемая на выходе частота измеряется десятками килогерц. Иногда это значение может быть до 60 кГц В зависимости от модели используемого устройства).
- Полученный на выходе высокочастотный ток понижается до нужного напряжения, в результате чего сила тока достигает необходимого для сварки значения в 120-200 ампер.
Такое двойное преобразование нужно для того, чтобы для понижения напряжения высокочастотного тока можно было использовать небольшие по весу и объему трансформаторы. Так, например, для инвертора с силой тока в 160А требуется трансформатор в 250 грамм. Вес оборудования для работы по старой технологии составляет 18 килограмм.
Достоинства и недостатки сварочного инвертора
Наряду с небольшим весом, современный сварочный аппарат имеет еще достаточно много плюсов:
- С помощью схемы его управления можно реализовать множество функций, которые намного облегчат сварочный процесс.
 Это, например, предотвращение залипания электрода или облегчение розжига дуги.
Это, например, предотвращение залипания электрода или облегчение розжига дуги. - Инвертором можно выполнять аргонодуговую сварку, применив для этого электроды из вольфрама.
- Можно использовать для сварки различные электроды, что имеет большое значение при обработке цветного металла, чугуна или разных видов сплавов.
 Это, например, предотвращение залипания электрода или облегчение розжига дуги.
Это, например, предотвращение залипания электрода или облегчение розжига дуги.Для более объективного описания этого сварочного устройства стоит отметить его недостатки:
- существенный минус такого оборудования – его цена, которая в 2-3 раза выше обычных сварочных аппаратов;
- при частой и длительной эксплуатации инвертора его необходимо регулярно чистить, так как из-за полупроводниковых деталей он очень чувствителен к пыли;
- кабель устройства должен быть не более 2,5 метров длиной, что существенно сковывает движения сварщика;
- многие модели такого оборудования при пониженных температурах использовать не рекомендуется.
Сварка инвертором для начинающих – инструкция
Перед началом работ тем, кто будет соединять детали при помощи сварочного аппарата впервые, рекомендуется изучить сам процесс сварки, посмотрев для этого видео ролики. Разделить его можно на несколько этапов:
Разделить его можно на несколько этапов:
- На первом этапе происходит замыкание электрода и металла, о чем свидетельствует образование дуги.
- Создается высокая температура, под воздействием которой расплавляются обрабатываемые материалы.
- В результате плавления кромок металлических деталей и электрода происходит соединение заготовок и получается шов.
Во время сварочного процесса большую роль играет электрод, который используется для образования сварочной ванны без кислорода. Нанесенный на него порошок необходим для поддержания равномерного горения дуги.
До начала работ сварщик должен подготовить для себя защитную амуницию:
- грубую куртку;
- специальный защитный шлем;
- перчатки из грубой ткани.
Теперь нужно выбрать электрод и настроить сварочный ток. Для инверторных аппаратов электроды должны иметь диаметр в 2-5 мм. В зависимости от их толщины и толщины обрабатываемых деталей выставляется сварочный ток.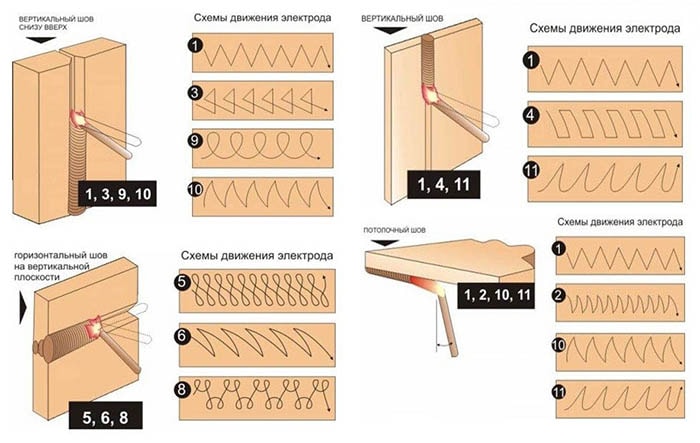 Каково должно быть его значение обычно указывается на корпусе инвертора.
Каково должно быть его значение обычно указывается на корпусе инвертора.
После того как все подготовлено, клемма массы подключается к свариваемой поверхности и начинается процесс сварки. Чтобы не происходило залипание электрода, во время сварочных работ его не рекомендуется подносить близко к металлической поверхности.
Пошаговая инструкция сварки инвертором для начинающих:
- Чтобы зажечь дугу, электрод к детали нужно поднести немного под углом, а для его активации несколько раз дотронуться до поверхности металла.
- После того как дуга появилась, электрод удерживается на некотором расстоянии (равном его диаметру) от изделия. Должен получиться сварочный шов.
- Накипь сверху шва необходимо убрать увесистым твердым инструментом, можно молотком.
То, что после процесса сварки должно получиться, можно посмотреть по видео ролику с уроком для начинающих сварщиков.
Дуговой промежуток
Опытные сварщики все работы выполняют уже практически не глядя, а вот начинающим во время этого процесса необходимо тщательно следить за дуговым промежутком. Поддержание его одинаковой величины во время сварки является важным моментом.
Поддержание его одинаковой величины во время сварки является важным моментом.
Если зазор будет большим , то дуга начнет скакать, а наплавляемый материал криво укладываться.
При маленьком зазоре основной металл не будет успевать прогреваться и шов получиться выпуклым.
При обеспечении зазора с оптимальным расстоянием будет хороший провар, и в результате получится ровный и нормальный шов. Также в процессе сварки не нужно забывать, что электрод плавится постепенно. Поэтому, если его не двигать, то расстояние между ним и металлом будет увеличиваться.
Урок для начинающих по формированию правильного шва
В процессе сварочных работ очень важно следить, чтобы шов был на уровне металла. Глубоко и интенсивно протекающая в материал дуга толкает ванну назад, в результате чего образуется шов. Если движения электродом будут слишком быстрыми, то шов получится дефективным.
Для образования идеального шва можно делать зигзагообразные и круговые движения.
- При движениях в разные стороны следует контролировать образование шва сначала с одного края детали, потом сверху ванны и затем с другого края изделия.
- При круговых движениях ванна распределяется по кругу и контролируется уровень шва.
Меняя направление, нужно знать, что ванна следует за теплом. Когда металла электрода недостаточно, формируется подрез. Чтобы не допустить его появления необходимо тщательно следить за ванной и контролировать наружные границы.
С помощью расположенной на конце электрода силой дуги можно манипулировать ванной. При наклоне электрода она будет не тянуться, а толкаться.
Чем вертикальнее будет расположение электрода, тем менее выпуклым будет шов, так как ванна будет хорошо проплавляться, вдавливаться вниз и распространяться вокруг.
Если электрод будет наклонен слишком сильно, то прикладываемая по направлению шва сила не даст управлять ванной.
При слегка наклоненном электроде шов всплывает, так как сила направляется назад.
Поэтому для того чтобы сдвинуть ванну назад или получить плоский шов, наклоны электрода должны быть под разным углом. Начинать следует с угла в 45 до 90 градусов. С помощью такого угла можно нормально выполнить сварку и получить плоский шов.
Тем, кто задумал обучиться сварочным работам, лучше всего заняться этим с помощью инвертора. Простой в использовании он идеально подойдет для начинающих сварщиков. Однако следует знать, что продаваться могут модели, которые подходят для любительской сварки, а также дорогостоящее оборудование для профессионалов, которое чаще всего используется в промышленности. Не стоит забывать и о том, что для сварочных работ обязательно нужны средства индивидуальной защиты. На дугу ни в коем случае нельзя смотреть без специальной маски.
Оцените статью: Поделитесь с друзьями!Сварка инвертором для начинающих. Инструкция по инверторной сварке.
Когда мы упоминаем слово «сварка», то сразу представляется сложный процесс со множеством нюансов, правил, непростой в использовании техники и оборудования, требований к уровню квалификации работника. Но так дела обстоят не всегда. Современность со всеми ее техническими нововведениями делает все, чтобы облегчить жизнь человека насколько это возможно. Она не обошла стороной и сварочный процесс. Оказывается, можно знать, как варить инверторной сваркой самостоятельно, не имея специальной квалификации и навыков использования сложной сварочной аппаратуры, и сварка инвертором для начинающих покажется не такой уж и сложной. Все, что вам понадобится, это приобрести инвертор для сварки и следовать правилам по тому, как научиться варить инверторной сваркой. Основы сварки инвертором для начинающих и уроки сварки инвертором для начинающих приведены ниже.
Содержание статьи
Что такое «инвертор»?Технология сварки инвертором подразумевает обязательное использование этого устройства для работы. По своей сущности инвертор представляет собой устройство, которое превращает переменный ток из нашей обычной розетки 220 В в постоянный, при этом изменяя частоту. Плюс еще и в том, что такое серьезное устройство очень экономно расходует вашу электроэнергию и заметно не изменяет показатель напряжения. Существует аппараты-инверторы, которые работают при напряжении 380 В. Сварка трёхмиллиметровым электродом будет возможна и при напряжении 170 В. Но это лучше проверить в инструкции по эксплуатации конкретного вида инвертора. Такое низкое напряжение обычно характерно для деревень, небольших поселков.
По своей сущности инвертор представляет собой устройство, которое превращает переменный ток из нашей обычной розетки 220 В в постоянный, при этом изменяя частоту. Плюс еще и в том, что такое серьезное устройство очень экономно расходует вашу электроэнергию и заметно не изменяет показатель напряжения. Существует аппараты-инверторы, которые работают при напряжении 380 В. Сварка трёхмиллиметровым электродом будет возможна и при напряжении 170 В. Но это лучше проверить в инструкции по эксплуатации конкретного вида инвертора. Такое низкое напряжение обычно характерно для деревень, небольших поселков.
Визуально аппарат представляет собой металлическую коробку, с индикаторами некоторых показателей: перегрева и питания, иногда есть решетки для лучшего охлаждения содержимого, с ремнем для удобной переноски и ручкой. Вес примерно 3-6 кг. На инверторе есть ручка, регулирующая сварочный ток, два отверстия для кабелей – плюс и минус. Один используется как прищепка для детали, второй – для держателя электрода. Рекомендуется приобретать инвертор с кабелями нужного размера. Иногда они оказываются слишком короткими. Также кабели должны быть максимально гибкими для удобства.
Рекомендуется приобретать инвертор с кабелями нужного размера. Иногда они оказываются слишком короткими. Также кабели должны быть максимально гибкими для удобства.
Как выбрать сварочный инвертор? Довольно просто. Цены на инверторы вполне демократичные. Но ценовой диапазон присутствует. Покупать самый дорогой – не лучший вариант для человека, только познающего азы сварки инвертором. Работать сварочным инвертором производителя Ресанта удобно и продуктивно.
Отвечая на вопросы как пользоваться сварочным инвертором, как правильно варить сварочным инвертором и как научиться варить сварочным инвертором прежде всего нужно сказать о следующем. Перед тем, как правильно варить инверторным сварочным оборудованием обязательно внимательно прочтите как варить сварочным инвертором конкретного производителя. Можно несколько раз. Принцип работы у инверторов один и тот же, но в остальных показателях множество различий, которые не изложишь ни в одном универсальном пособии по сварке.
Как сваривать детали? Основные приемы и секреты для начинающих.
Как варить сварочным инвертором знает любой сварщик. Инверторная сварка в своей основе имеет вполне себе классический принцип. Металл инвертором сваривается от высокой температуры электрической дуги. Чтобы между электродом и металлической деталью появилась дуга, их нужно подключить к разным полюсам. Выбор плюса или минуса для электрода и металла зависит от того, какой толщины деталь, подлежащая сварке. Существует разделение на прямую и обратную полярность или электрод-отрицательную и электрод-положительную. Последнее наименование разновидностей полярности более понятно. При прямой или электрод-отрицательной полярности сварочный электрод подключается к минусу, а свариваемая металлическая деталь – к плюсу. Если поменять их местами, будет обратная полярность или электрод-положительная.
Между этими двумя видами соединений существует разница. Сварочный электрод либо деталь для сварки будут нагреваться больше, если к ним присоединить положительный заряд. Это происходит потому, что электроды в дуге перемещаются от минуса к плюсу, что делает температуру плюса более высокой.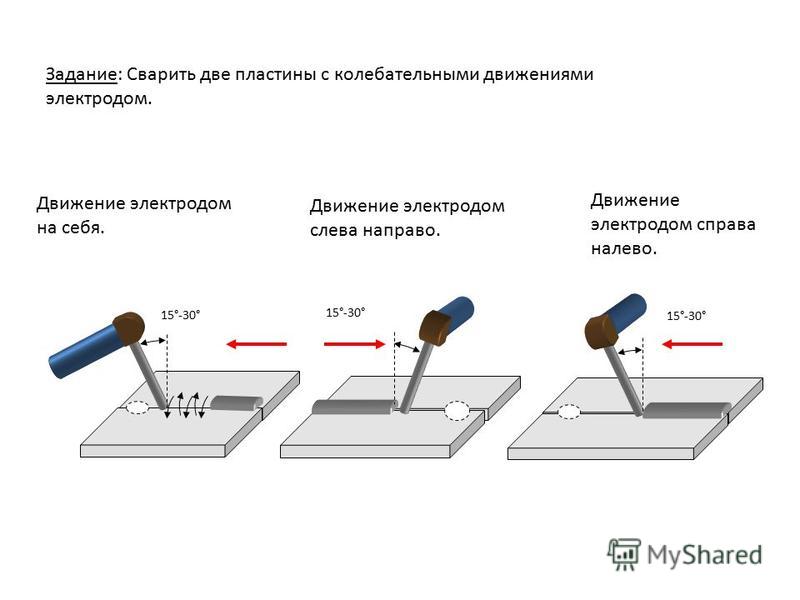 При сварке труб толще 3-х мм, целесообразней будет подключить к трубе положительный заряд. Трубы такой толщины нужно значительно «разогреть» для получения хорошего шва. Поэтому, присоединив плюс к трубе, металл лучше расплавится, шов будет качественным и прочным. Если труба из тонкого металла, то положительным зарядом ее можно «сжечь», приведя тем самым в негодность. Поэтому, лучше к ней подсоединить минус.
При сварке труб толще 3-х мм, целесообразней будет подключить к трубе положительный заряд. Трубы такой толщины нужно значительно «разогреть» для получения хорошего шва. Поэтому, присоединив плюс к трубе, металл лучше расплавится, шов будет качественным и прочным. Если труба из тонкого металла, то положительным зарядом ее можно «сжечь», приведя тем самым в негодность. Поэтому, лучше к ней подсоединить минус.
Сварочный шов представляет собой участок сварного соединения, образовавшийся в результате кристаллизации расплавленного металла. Сварочный электрод представляет собой металлический стержень, сердцевину, которая покрыта специальным покрытием, которое не дает кислороду попасть в область сварки (сварочную ванну). Стержень производится из токопроводящих металлов, чтобы электрический ток поступал непосредственно к свариваемой детали.
Процесс создания электрической дуги представляет собой соединение металлического стержня электрода с изделием.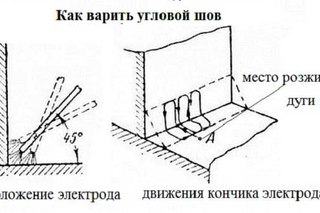 Специальное покрытие вокруг стержня электрода начинает гореть и плавится. При плавлении покрытия выделяются газы, которые окружают сварную ванну, защищая металл от кислорода в процессе сварки. Расплавленное покрытие следующим слоем защищает только что расплавленный металл от кислорода после сварки. Этот слой расплавленного покрытия называется шлаком.
Специальное покрытие вокруг стержня электрода начинает гореть и плавится. При плавлении покрытия выделяются газы, которые окружают сварную ванну, защищая металл от кислорода в процессе сварки. Расплавленное покрытие следующим слоем защищает только что расплавленный металл от кислорода после сварки. Этот слой расплавленного покрытия называется шлаком.
Сам процесс соединения металла имеет еще больше нюансов. Чтобы получить качественный шов, два свариваемых куска металла нужно нагреть до одинаковой температуры. Металл должен быть расплавлен на одинаковом расстоянии от края обоих изделий. Так как электрод плавящийся, при сварке его частицы «смещают» дугу ближе к шву, поэтому нужно постоянно приближать держатель поближе к изделию.
Чтобы шов получился шире, нужно «вырисовывать» им в процессе сварки различного рода рисунки: круги, зигзаги и прочие. Научится делать это с первого раза все равно будет непросто, хоть у сварочного инвертора и не «скачет» дуга.
Движения электрода при сварке инверторомС чего начать сварку металла инвертором?Как пользоваться сварочным инвертором? Сначала нужно позаботиться о безопасности.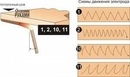 Для сварки нужно приобрести маску, закрытые ботинки и перчатки из толстой кожи, плотную одежду. Ваше обмундирование должно вас защищать от искр. Помимо средств индивидуальной защиты, нужно позаботиться о безопасности окружающих вас людей и предметов. Если вы собираетесь «варить» дома либо в иных местах, где могут появится люди без специальной защиты, следует их об этом предупредить. Если это все-таки произошло – немедленно прекратите сварку. Очистите пространство вокруг места сварки от лишних предметов, легковоспламеняющихся предметов и жидкостей, которые могут спровоцировать пожар или взрыв. Работу нужно выполнять на специальном настиле из дерева в целях исключения возможности поражения током. Обеспечьте наличие ведра с песком рядом с вами. Правильная работа со сварочным оборудованием равняется безопасной работе.
Для сварки нужно приобрести маску, закрытые ботинки и перчатки из толстой кожи, плотную одежду. Ваше обмундирование должно вас защищать от искр. Помимо средств индивидуальной защиты, нужно позаботиться о безопасности окружающих вас людей и предметов. Если вы собираетесь «варить» дома либо в иных местах, где могут появится люди без специальной защиты, следует их об этом предупредить. Если это все-таки произошло – немедленно прекратите сварку. Очистите пространство вокруг места сварки от лишних предметов, легковоспламеняющихся предметов и жидкостей, которые могут спровоцировать пожар или взрыв. Работу нужно выполнять на специальном настиле из дерева в целях исключения возможности поражения током. Обеспечьте наличие ведра с песком рядом с вами. Правильная работа со сварочным оборудованием равняется безопасной работе.
Металл, который вы собираетесь «варить», должен быть подготовлен. Его необходимо очистить от лишнего: ржавчины, краски. Кромки должны быть обработаны растворителем. На них не должно быть остатков жира или краски.
На них не должно быть остатков жира или краски.
Далее подключаем куда необходимо сварочные кабели, выбираем нужный электрод, выставляем величину тока. В таблице ниже указано как подобрать нужный электрод. Диаметр электрода зависит от толщины изделия, подлежащего сварке. Приведены рекомендуемые значения.
| Толщина металла, мм | 2 | 3 | 4-5 | 6-8 | 9-10 |
| Диаметр электрода, мм | 2 | 3 | 3-4 | 4 | 4-5 |
| Ток сварки, А | 50- 60 | 110- 120 | 110-120 (при d=3MM) 140-160 (при d=4MM) | 140- 160 | 140-160 (при d=4MM) 225-300 (при d=5MM) |
Не спешите! Торопясь сделать шов, вы, скорее всего, получите некачественное соединение.
В процессе сварки величину тока можно и нужно менять, если это требуется. Если вы видите, что при создании шва получаются не валики, а что-то типа размытых линий, то следует увеличить ток. Если же валики такие огромные, что становится сложно передвигать электрододержатель, показатель тока уменьшаем.
Если вы видите, что при создании шва получаются не валики, а что-то типа размытых линий, то следует увеличить ток. Если же валики такие огромные, что становится сложно передвигать электрододержатель, показатель тока уменьшаем.
Если вы используете не только что приобретенные электроды, а те, которые были на хранении некоторое время во влажных местах, то их необходимо высушить около двух-трех часов при температуре примерно 2000 градусов.
Разжечь дугу можно двумя способами:
-несколько раз ударить кончиком электрода об изделие;
-применить способ, аналогичный розжигу спички.
Чтобы наловчиться прокладывать шов, сначала можно отметить на металле предполагаемую линию. Отметьте так, чтобы вам было ее четко видно. Далее разжигаем дугу, и направляем ее к отметке до упора. Там начинает плавится металл и все это покрывается шлаком, как было сказано выше. Это и есть сварочная ванна, это ее нужно двигать, «вырисовывая» рисунки, как показано на рисунке выше.
Двигать сварочную ванну электродом нужно под определенным углом. Существует два отличия как сваривать детали: под углом вперед и под углом назад. Первый вид позволяет варить с меньшей теплотой, что отлично подходит для тонких металлов. Соответственно, второй вид сварки характерен для толстых металлов.
Существует два отличия как сваривать детали: под углом вперед и под углом назад. Первый вид позволяет варить с меньшей теплотой, что отлично подходит для тонких металлов. Соответственно, второй вид сварки характерен для толстых металлов.
Помимо всех вышеуказанных показателей следует соблюдать еще и оптимальную длину сварочной дуги. Это то расстояние от окончания электрода до детали. Есть короткая, средняя и длинная. Короткая – 1 мм, средняя – 2-3 мм, длинная – 5 и более мм, до полного отрыва и исчезновения дуги. Для новичка оптимальной длиной считается средняя дуга. При длинной дуге металл нагревается недостаточно потому что она «скачет», шов будет не качественным. При сварке короткой дугой появляются слишком выпуклые валики, прогрева возле них мало, это может повлечь появление подрезов (канавки вдоль шва). Это делает шов также некачественным.
Если шов получился с дефектами – не расстраивайтесь, еще можно его подправить. Для этого нужно удалить область некачественного шва и «сварить» еще раз. Либо «подлатать» эту область.
Сварка инвертором для начинающих тонкого металла характеризуется наличием основными видами: встык и внахлест. Для новичков проще варить внахлест, есть гарантия, что вы не приварите металл к столу. Сварка тонкого металла встык имеет множество сложностей и особенностей при использовании инвертора. Чаще для этого используют сварочные полуавтоматы, которые лично для себя обычно никто не приобретает. Пользоваться инверторным сварочным аппаратом начинающим обычно рискованно.
Итак, это основная информация, самоучитель и правила, которые нужно знать и соблюдать, если вы решили узнать, как варить металл сварочным инвертором. Сварка для начинающих, конечно, характеризуется начальными неудачами. Первоначально нужно будет научится совершать каждый этап работы несколько раз, чтобы довести его до надлежащего уровня. Придется тренироваться, использовать множество «пробных» электродов, кусков металла, научиться хорошо и с первого раза разжигать дугу. Но, согласитесь, это небольшая цена за возможность узнать, как научиться правильно варить сварочным инвертором самостоятельно с нуля и экономить на услугах специализированных компаний. Техника сварки инвертором довольно прозрачна и проста. Пройдя все пробные этапы и усвоив уроки по сварке инвертором для начинающих, вы самостоятельно сможете без лишних проблем производить сварку.
Техника сварки инвертором довольно прозрачна и проста. Пройдя все пробные этапы и усвоив уроки по сварке инвертором для начинающих, вы самостоятельно сможете без лишних проблем производить сварку.
Как правильно варить сварочным полуавтоматом
Сварка с помощью полуавтомата отличается от ручной дуговой сварки подачей электрода в сварочную зону. Все остальные операции выполняются сварщиком вручную. В качестве электрода используется специальная проволока.
Современной промышленностью выпускаются целые серии сварочных полуавтоматов. С их помощью выполняется дуговая сварка стали, алюминия и других металлов. В кузовных цехах с помощью сварочных полуавтоматов, оснащенных специальным соплом с боковым гнездом можно приваривать клепки к металлическим частям машин.
 com/embed/aDFeNxxTtYg” frameborder=”0″ allowfullscreen=”allowfullscreen”/>
com/embed/aDFeNxxTtYg” frameborder=”0″ allowfullscreen=”allowfullscreen”/>
Классификация сварочных полуавтоматов
Полуавтоматы классифицируются по типу проволоки, роду защиты сварного шва, характеру перемещения.
По типу проволоки
- Для соединения сплошной проволокой стальной.
- Для соединения сплошной проволокой алюминиевой.
- Универсальные (для соединения проволокой стальной и алюминиевой).
По роду защиты сварного шва
По характеру перемещения
- Стационарные. Используются в серийном и крупносерийном производстве
- Переносные
- Передвижные
Достоинства и недостатки полуавтоматической сварки
Достоинства
- Возможность сваривать детали из тонколистовой стали толщиной до 0,5 мм.
- Незначительная чувствительность к ржавчине и другим загрязнениям основного металла.
- Низкая стоимость по сравнению с другими видами сваривания.
- С помощью сварочных полуавтоматов можно выполнить пайку оцинкованных деталей проволокой из медного сплава, без повреждения цинкового покрытия.

Недостатки
- Если не используется защитный газ увеличивается разбрызгивание металла.
- Более интенсивное излучение открытой дуги.
Несмотря на эти недостатки, полуавтоматическая сварка активно применяется в автосервиса.
Чаще всего полуавтоматическая сварка применяется для сварки черной и нержавеющей стали, а такде алюминия. В качестве защитного газа используется аргон, углекислый газ, гелий и их смеси. Наиболее распространена сварка стали в углекислом газе и в инертном газе аргоне. Сварочный полуавтомат
В качестве источника питания используется постоянный обратный ток (на изделие подается минус).
Сварочный аппарат состоит из источника питания, горелки и механизма подачи проволоки. Сварочная горелка является рабочим органом полуавтомата. С ее помощью в зону сваривания подается сварочная проволока, флюс или защитный газ.
Существует три типа подающего механизма:
- тянущий;
- толкающий;
- универсальный (тянуще-толкающий).
Сварка полуавтоматом, выполняем работу своими руками
Прежде, чем приступить к работе, необходимо настроить аппарат:
- Подобрать силу сварочного тока в соответствии с толщиной свариваемого металла. В инструкции к полуавтомату имеется таблица соответствия этих двух величин. Полуавтомат плохо варит при низком сварочном токе.
- Согласно инструкции настроить необходимую скорость подачи сварочной проволоки. Скорость регулируется с помощью сменных шестерен, прилагаемых к аппарату.
- Настроить источник тока на необходимые параметры (силу тока и напряжение).
- Проверить правильность подбора режимов на пробном изделии. При необходимости провести их корректировку. Правильно настроенный аппарат выдаст устойчивую сварную дугу, необходимое количество флюса.
- Установить переключатель подачи проволоки в положение «Вперед».
- Наполнить воронку флюсом.
- Установить держатель таким образом, чтобы наконечник мундштука находился в сварочной зоне.
- Открыть заслонку флюсовой воронки, нажать кнопку «Пуск», одновременно чиркая по месту сварки. В результате загорится дуга и начнется сварочный процесс.

Как варить полуавтоматом алюминий
Начнем, пожалуй, с того, что полуавтомат ничего не варит. Он подает электродный материал и ток к основному металлу. Работу выполняет сварщик. Поэтому он должен владеть всеми тонкостями технологии сварки алюминия.
Полуавтоматическая дуговая сварка алюминия
- Алюминий варится алюминиевой проволокой. Она мягкая, может образовывать петли по причине залипания в токосъеме и сварочной горелке, поэтому надо использовать специальные токосъемы (Al или Am).
- Защитный газ аргон должен быть хорошего качества.
- Давление газа должно быть таким, чтобы ванна сварочная была надежно защищена, но в то же время не было подсоса воздуха из-за высокого разрежения, которое обычно возникает при прохождении газа с высокой скоростью.

Задача сварщика:
- Зачистить механическим способом детали, предназначенные для сварки.
- Удалить растворителем грязь.
- Выполнить опытный шов на образце основного металла.
- Но главной задачей сварщика является умение пробить окисную пленку на алюминии, правильно тянуть дугу и контролировать сварочную ванну. Иначе весь процесс придется начинать сначала.
Полуавтоматическая сварка в углекислом газе
Для полуавтоматической сварки в углекислом газе российские производители выпускают специальное оборудование.
Преимущества полуавтоматической сварки в углекислом газе для ремонта автомобилей:
- Узкая зона термического воздействия. Это дает возможность сваривать тонкие детали.
- Краска на детали выгорает узкой полосой, что влечет за собой уменьшение подготовительных и финишных работ.
- Очень высокая скорость расплавления проволоки. Благодаря этому повышается производительность в два-три раза.
- Отличное качество сварочного шва.
- Не требуется предварительной подгонки деталей, предназначенных для сварки.
- Отличное качество сварных дсоединений, имеющих разную толщину.
- Углекислый газ является самым доступным из всех защитных газов.
- Технология в углекислом газе быстро и легко осваивается.
Как варить полуавтоматом без газа
Безусловно, защитный газ позволяет качественно выполнить сварочные работы. Но, если вы занимаетесь сваркой нечасто, приобретать баллон невыгодно. В этом случае используется специальная сварочная проволока – флюсовая или порошковая.
Она состоит из стальной трубки, внутри которой находится флюс. В процессе сварочных работ он сгорает, образуя в зоне сварки облачко защитного газа.
Работа такой проволокой выполняется прямым током (на изделие подается плюс).
Как варить вертикальный шов.
Особенность выполнения вертикального шва заключается в следующем: тепло поднимается снизу вверх. Чтобы от него уйти, надо вести сварочный шов сверху вниз. При этом горелку следует наклонять немного вверх, чтобы тепло удерживало сварочную ванну. Двигаться надо достаточно быстро, чтобы опередить расплавленный металл. Проволоку необходимо удерживать на переднем краю ванны.
Приобретаем полуавтомат
Прежде чем идти в магазин вам необходимо подготовиться и проработать следующие вопросы:
- Выяснить характеристики вашей питающей сети.
- Определиться с целью приобретения оборудования.
- Изучить как можно больше информации по оборудованию.
- Выяснить, поставляются ли в ваш регион расходные материалы к этому аппарату.
- Изучить технологию сварки. Демонстрирующие как правильно варить полуавтоматом видео можно посмотреть в интернете. В сети также можно найти книги или статьи по технологии сварки полуавтоматами.
- Выяснить правила организации рабочего места и требования техники безопасности.
 В сети также можно найти книги или статьи по технологии сварки полуавтоматами.
В сети также можно найти книги или статьи по технологии сварки полуавтоматами.Как научиться варить сварочным инвертором с нуля: электросварка и ручная дуговая для новичков и чайников, основы и азы, правильно работаем с металлом и швами
Многих домашних мастеров интересует, как научиться варить сварочным инвертором с нуля. Особых секретов нет, если взять сварочный инвертор бытового или полупрофессионального класса, сделать это не так сложно. Понадобится лишь терпение, аккуратность и соблюдение рекомендаций опытных сварщиков.
Принцип работы
Сварочный инвертор для ручной сварки преобразует напряжение сети (220 или 380 в 50 Гц) в напряжение, подходящее для поддержания электродуги. Это преобразование проходит в три этапа:
- входное напряжение переменного тока выпрямляется,
- этот постоянный ток питает высокочастотный генератор, он создает переменный ток частотой 20-50 тыс. Гц.,
- трансформатор понижает напряжение до 70-90 вольт, ток во рабочей обмотке достигает 100-300А.
 Гц.,
Гц.,Тройное преобразование позволяет сократить габариты и вес устройства в несколько раз по сравнению с обычными сварочными трансформаторами. Кроме того, благодаря автоматической регулировке параметров электронной схемы прибор обеспечивает высокую стабильность тока и напряжения на выходе. На инвертор не влияют скачки напряжения в питающей сети, и сам он не вызывает таких скачков.
В полупрофессиональных и профессиональных моделях устанавливают также системы, облегчающие розжиг дуги и предотвращающие прилипание электрода.
Рабочий ток протекает по цепи, образованной:
- электродный и массовый кабели,
- электрод,
- электродуга в воздушном промежутке,
- заготовка.
Электродный провод подключается к держателю, массовый провод к зачищенному месту на детали.
Конструкция
Конструкция инвертора для сварки достаточно сложная, это объясняется его широкими возможностями и удобством эксплуатации. Аппарат состоит из:
Аппарат состоит из:
- корпус,
- панель управления с регулятором силы тока, индикаторами режимов и параметров,
- шасси,
- ручка для переноски, компактные модели снабжаются ремнем для переноски на плече,
- электронная схема инверторного преобразователя напряжения,
- вентилятор для охлаждения,
- сетевой кабель,
- сварочные провода.
Бытовые модели весом в 5-7 кг способны развивать сварочный ток до 120-150 А, их легко можно носить на плече. Такие устройства могут варить сталь толщиной до 4-5 мм.
Более мощные модели сварочных инверторов могут выдавать ток до 250 А, их уже переносят за ручку- вес составляет до 20 кг. Сварка для «чайников» лучше всего осваивается именно на инверторе.
Техника безопасностиЧтобы обучение работе сварочным инвертором не закончилось печально, нужно знать, как правильно и безопасно варить инверторной сваркой. Обязательно использовать защитные средства.
Место сварки должно соответствовать следующим требованиям:
- имеется изолирующий настил или диэлектрический коврик,
- установлены защитные металлические ширмы, предохраняющие от разлета расплавленных брызг, а также искр при сварке и зачистке,
- обеспечено качественное освещение,
- устроена вытяжная вентиляция для удаления сварочных газов,
Важно! Категорически недопустимо загромождать рабочую зону, в ней должны находиться только заготовка, оснастка, сварочный аппарат и сварщик. Нельзя также размещать легковоспламеняющиеся материалы в радиусе 5 м от места сварки.
Азы
Сварка инвертором для начинающих на инверторе осваивается существенно легче, чем на морально устаревшем трансформаторе или выпрямителе. Чтобы учиться варить, лучше взять отходы черного металла средней толщины- 2-5 мм, и на первых уроках освоить простые прямые швы в положении «сверху», встык и внахлест.
Когда простые приемы, как варить инвертором, будут освоены и начнут получаться с постоянным качеством, можно переходит к освоению более сложный уроков: 
Полярность
Прямая полярность подразумевает подключение электрода к разъему «-», а заготовки к «+». Электроны в этом случае движутся от электрода к заготовке. Разогрев металла получается более интенсивным, область расплава – узкая и глубока. Такое подключение используется при работе с заготовками большой толщины, а также для резки металла.
Обратная полярность означает, что «-» подсоединяется через зажим к заготовке, а «+» подключается к электроду. Электроны двигаются от детали к электроду, область расплавления становится мельче и шире. При этом снижается опасность прожигания тонколистовых заготовок
Скорость подачи электродов
Скорость движения электрода выбирается так, чтобы в рабочую зону поступало достаточное количество расплава для формирования шовного материала. Если перемещать электрод слишком быстро, металл не успеет прогреться, шов получится мелким, так называемый «непровар».
Если же скорость будет недостаточной, металл будет перегреваться, повысится расход сварочных материалов и возрастет риск прожога и деформации заготовки малой толщины.
Сила тока
Этот параметр выбирают в зависимости от толщины заготовки и электрода по таблице.
Более сильный ток повышает глубины проплавления металла, при этом электрод можно вести быстрее. При превышении оптимальных значений также возможен перегрев металла и прожог.
На практике точное значение подбирают, учитывая конфигурацию изделия и климатические условия.
Особую осторожность нужно соблюдать при розжиге: в этот момент легко прожечь лист.
На конце шва нельзя резко поднимать электрод – может образоваться кратер. Для того, чтобы тонкую деталь не повело при сварке, ее следует надежно зафиксировать в оснастке или прихватить через 10-15 сантиметров точечной сваркой.
Как образуется шов?
Электродуга расплавляет металл на кромках соединяемых заготовок. Область расплава называют сварочной ванной. Сверху в нее поступает расплавленный металл сердечника электрода. При ведении электрода вдоль шва электродуга и сварочная ванна движется вслед за ним, а там, откуда дуга ушла, металл остывает и кристаллизуется.
Область расплава называют сварочной ванной. Сверху в нее поступает расплавленный металл сердечника электрода. При ведении электрода вдоль шва электродуга и сварочная ванна движется вслед за ним, а там, откуда дуга ушла, металл остывает и кристаллизуется.
Предварительная подготовка
Как научиться хорошо варить сваркой Ресанта самому? Прежде всего нужно качественно подготовить рабочее место, материал и оборудование. От качества подготовки напрямую зависит прочность и долговечность шва. Необходимо работать электродами, подходящими по материалу и толщине к свариваемым заготовкам. Таблицы соответствия приводятся в руководствах по сварочному делу.
Средства защиты
Чтобы не пострадать во время электродуговой сварки, следует:
- использовать рабочую одежду из негорючей ткани,
- одежда должна полностью закрывать кожу,
- использовать силковые сварочные перчатки-краги,
- обувь из толстой кожи со усиленной подошвой и стальным подноском должна быть с высоким голенищем, брюки выпущены поверх обуви,
- обязательно использовать маску сварщика с автоматически затемняемым стеклом.

Рабочее место
Как выбрать электрод?
Какой диаметр и материал электрода выбрать, определяют, исходя из материала и толщины заготовки. Рекомендуемые значения приведены в инструкции к инвертору.
Обучение лучше начинать с заготовок из черного металла толщиной 3-5 мм. Электроды подойдут толщиной 2,5-4 мм.
Схема подключения инвертора, полярность
Инвертор подключается к электросети или к бензогенератору.
Полярность подключения выбирается исходя из толщины заготовки. Место крепления зажима массового провода к заготовке нужно обязательно зачистить и обезжирить.
Подготовка металла
Металл обычно покрыт окисным слоем, ржавчиной, остатками старой краски и другими загрязнениями. Чтобы сварить качественный шов, их необходимо удалить. Механические загрязнения удаляют с помощью зачистки металлической щеткой или абразивным диском.
Масложировые пятна удаляют путем обезжиривания протиркой ветошью, смоченной растворителем, таким, как бензин, уайт-спирит, ацетон. Это обязательное условие, без которого хороший шов не получить.
Как работать?
Несколько рекомендаций, как правильно сваривать металл инвертором для новичков, помогут освоить технологию. Силу тока для начала можно выставить, используя табличные значения. Теперь можно приступать непосредственно к сварке.
Розжиг дуги
Дуговая сварка для опытных и для начинающих начинается с розжига дуги. Дугу разжигают двумя способами:
- чиркая электродом по заготовке
- постукивая.

Для начинающих домашних мастеров рекомендуется зажигать дугу методом чиркания. Подводить электрод к заготовке нужно быстро, а отводить- медленно, на расстояние 2-3 мм.
Как вести электрод?
Чтобы тяжелый кабель не поворачивал держатель при ведении вдоль шва, мастера дают следующий совет: обернуть его вокруг рабочей руки и прижать к боку.
Вести держатель нужно равномерно, без рывков и остановок, на одном и том же расстоянии между кончиком электрода заготовкой. Нужно учитывать то, что по мере движения вдоль шва стержень выгорает и длина его уменьшается.
Как научиться сваривать металл ровно?
В зависимости от особенностей шва используется несколько техник, определяемых положений электрода относительно заготовки:
- углом вперед (30-40о) подходит для вертикальных и потолочных швов, неповоротных стыков труб,
- прямой угол (90о) удобен для труднодоступных мест и стыков профильного проката,
- углом назад (30-40о).
Сварочный шов для начинающих рекомендуется способ «углом назад».
Контроль дугового промежутка
Очень важен постоянный зазор между кончиком стержня и деталью. Правильно поддерживать его в пределах 2-3 мм. При увеличении зазора возрастает мощность дуги, теряется ее стабильность, расплав начинает разбрызгиваться.
При уменьшении зазора мощность дуги падает, возрастает риск непровара и залипания электрода.
Для начинающих лучше осваивать электросварку инвертором. Если нет опытного сварщика, который сможет научить всем основам и тонкостям сварного дела, освоить сварку можно и самостоятельно. Толстый самоучитель приобретать необязательно, вполне достаточно данных рекомендаций.
Загрузка…Основные правила сварки инвертором. Сварочные работы видео уроки — смотрим уроки сварки инвертором для начинающих сварщиков
Не секрет, что многие учились сварке самостоятельно. Таких людей действительно большое количество, и многие из них с высокой эффективностью могут использовать полученные в домашних условиях практические навыки. Тем не менее иногда лучше сначала набраться теоретических знаний, перед тем как переходить к делу. Давайте поговорим о том, что такое сварка для начинающих, чем она характеризуется, и почему новичкам лучше всего воспользоваться инвертером.
Вкратце о сварочных инверторах
Инвертор – электронный Достаточно точный, экономичный и простой в использовании. Основная нагрузка во время работы приходится на сварочную сеть. Преимущества инвертора, особенно для новичков, заключаются в том, что они имеют накопительные конденсаторы. Они необходимы для набора определенного количества электрозаряда, что обеспечивает бесперебойную работу. Многие наверняка замечали, что при работе со старыми сварочными аппаратами напряжение в сети начинает резко прыгать. В таких условиях может сгореть какой-либо бытовой прибор. Так вот, при такого недостатка нет. Кроме того, обеспечивается плавный пуск дуги, что необходимо для обеспечения качества шва.
Немного теории
При соединении металлических деталей протекает огромное количество процессов. Большинство из них скрыты от человеческих глаз, другие же являются явными. Так, сам процесс сварки можно условно разделить на несколько простых этапов. На первом образуется дуга, что свидетельствует о замыкании электрода и металла. На второй стадии создается высокая температура (до 7 тысяч градусов), что позволяет расплавить любой металл. В результате плавления электрода и кромок металлических изделий происходит соединение – получение На этом процесс заканчивается. Большую роль играет электрод. Он состоит из сплава, на поверхность которого нанесен порошковый состав. Порошок используется для поддержания равномерного горения дуги, а сам электрод необходим для образования сварочной ванны без кислорода.
Большинство из них скрыты от человеческих глаз, другие же являются явными. Так, сам процесс сварки можно условно разделить на несколько простых этапов. На первом образуется дуга, что свидетельствует о замыкании электрода и металла. На второй стадии создается высокая температура (до 7 тысяч градусов), что позволяет расплавить любой металл. В результате плавления электрода и кромок металлических изделий происходит соединение – получение На этом процесс заканчивается. Большую роль играет электрод. Он состоит из сплава, на поверхность которого нанесен порошковый состав. Порошок используется для поддержания равномерного горения дуги, а сам электрод необходим для образования сварочной ванны без кислорода.
для начинающих: пошаговая инструкция
Прежде чем приступить к выполнению работ, понадобится минимальная амуниция. Так, не рекомендуется выполнять работы без специального защитного шлема и грубых перчаток. Ну и помимо этого желательно иметь старенькую куртку из грубой хлопчатобумажной (например, джинсовой) ткани, которая не будет гореть от попадания искры.
Далее необходимо настроить сварочный ток и правильно выбрать электрод. Для инверторной сварки подходят изделия диаметром 2-5 мм. Сварочный ток устанавливается исходя из толщины обрабатываемой детали и материала. Во избежание залипания электрод к обрабатываемой поверхности подносится плавно. После этого можно подключать клемму массы к детали.
Процесс сварки начинается с поджига дуги. Электрод по отношению к поверхности подносится под небольшим углом. Для его активации необходимо несколько раз дотронуться до свариваемой поверхности. В процессе же работы электрод нужно держать на расстоянии его диаметра от поверхности. В принципе, сварка инвертором для начинающих достаточно проста. Сейчас пойдем дальше.
Контроль зазора
Большое значение во время выполнения сварочных работ имеет дуговой промежуток. Данный зазор – это расстояние между электродом и металлом, который образуется во время выполнения сварочных работ. Если расстояние будет недостаточным, то шов получится выпуклым, так как металл в месте соединения не успеет прогреться.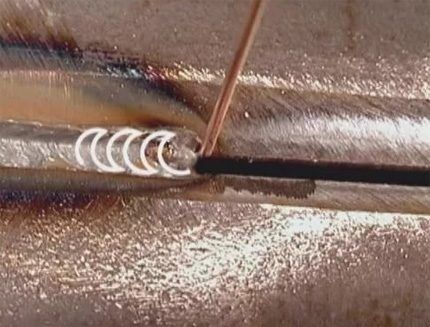 Если же зазор слишком большой, это приведет к нестабильной дуге, что, в свою очередь, чревато низким качеством шва. В частности, соединение получается кривым.
Если же зазор слишком большой, это приведет к нестабильной дуге, что, в свою очередь, чревато низким качеством шва. В частности, соединение получается кривым.
Для хорошего провара и качественного шва необходимо выбрать оптимальный зазор. Можно смело говорить о том, что научиться соблюдать постоянное правильное расстояние и является наиболее сложным навыком. Но если вы научитесь это делать, вскоре дуговая сварка для начинающих превратится в сварку для профессионалов. Не забывайте о том, что в процессе электрод постепенно плавится, следовательно, если его не двигать, то зазор будет увеличиваться. Следите за этим более внимательно, и все будет в порядке.
Формирование правильного шва
Хотелось бы отметить, что для начинающих подразумевает не только соблюдение необходимого зазора. Тут есть еще несколько важных требований, которые желательно соблюдать:
- скорость и электрода;
- сила тока;
- угол наклона электрода.
Изменяется при работе с различными материалами. Именно поэтому в одних случаях электрод ведут быстро, в других, наоборот, – медленно. При этом толщина соединяемого металла влияет на силу тока. Чем толще изделие, тем больше ток необходимо подавать на электрод. А от угла наклона электрода зависит толщина шва и провариваемость. Все это необходимо учитывать во время выполнения работ. В принципе, ручная сварка для начинающих несложных деталей под силу каждому. Опыт придет, только если постоянно практиковаться и тренироваться, создавая все более сложные швы.
Именно поэтому в одних случаях электрод ведут быстро, в других, наоборот, – медленно. При этом толщина соединяемого металла влияет на силу тока. Чем толще изделие, тем больше ток необходимо подавать на электрод. А от угла наклона электрода зависит толщина шва и провариваемость. Все это необходимо учитывать во время выполнения работ. В принципе, ручная сварка для начинающих несложных деталей под силу каждому. Опыт придет, только если постоянно практиковаться и тренироваться, создавая все более сложные швы.
О полярности при сварке
Необходимо понимать, что существует прямая и обратная полярность. Если мы имеем дело с первой, то ввод тепла в металлическое изделие повышается. Следовательно, образуется узкая, но довольно глубокая зона расплавления. Такая технология используется при точной обработке достаточно толстых листов.
Если же требуется создать качественный шов на тонком листе, то используется обратная полярность. Она характерна тем, что происходит пониженный ввод тепла в изделие, следовательно, шов получается широким, но при этом не слишком глубоким.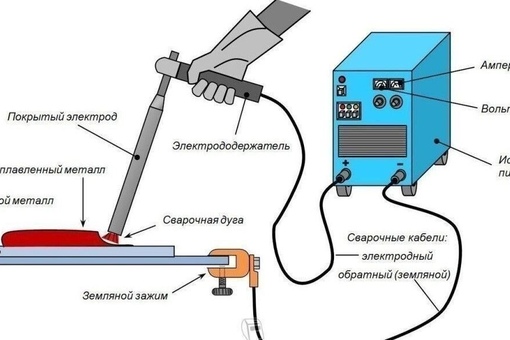 В настоящее время активно применяются обе технологии. Вполне возможно, что начинающему сварщику в начале пути не имеет смысла разбираться с полярностью, но после выполнения некоторых соединений данные знания придутся очень кстати.
В настоящее время активно применяются обе технологии. Вполне возможно, что начинающему сварщику в начале пути не имеет смысла разбираться с полярностью, но после выполнения некоторых соединений данные знания придутся очень кстати.
для начинающих: работа с тонкими листами
Как было отмечено немного выше, с тонкими металлическими изделиями необходимо работать при обратной полярности. Это обусловлено тем, что их довольно легко прожечь, что испортит заготовку. Обратная полярность устанавливается непосредственно на инверторе. При этом сила тока тоже снижается до нормальной. Электроды в таком случае подсоединяются «плюсом» к инвертору, а “минусом”, соответственно, к металлическому листу. Это позволит получать швы высокого качества и не прожечь лист. Тем не менее, если вы являетесь начинающим, то необходимо выбирать рабочее место так, чтобы шов вам был виден. В этом случае вы сможете контролировать процесс. Со временем вы будете выполнять работы на автомате, но это придет только с большим опытом.
Заключение
Вот мы и поговорили с вами о том, что такое и как выполняется сварка инвертором для начинающих. «Ресанта», к примеру, – это сварочное оборудование хорошего качества. При этом оно идеально подходит для начинающих. Обусловлено это исключительной простотой в использовании. В линейке есть модели, больше подходящие для любительской сварки, а есть дорогостоящие профессиональные инверторы. Последний вариант вряд ли подойдет новичку. Такое оборудование чаще используется в промышленности.
Конечно, если вы собираетесь работать сварщиком, то вам понадобится инвертор для профессионалов. Стоит он, конечно, немало, но позволяет выполнять сварочные работы с самыми различными материалами. Не забывайте о средствах личной защиты. Нельзя смотреть без специальных очков или маски на дугу. Во-первых, от этого сильно устают глаза, во-вторых, это негативно влияет на зрение. Именно поэтому маску необходимо использовать обязательно. В принципе, это все, что можно рассказать об инверторной сварке для новичков. Тут нет ничего сложного, но необходимо строго соблюдать технологию, и тогда шов будет прочным и качественным.
Тут нет ничего сложного, но необходимо строго соблюдать технологию, и тогда шов будет прочным и качественным.
Профессия: «Электросварщик ручной дуговой сварки»
Рабочий – сварщик
Электросварщик
Сварочные работы используются практически во всех отраслях промышленности. Сложно назвать какой-либо сегмент производства, где не требовался бы труд сварщика. В качестве профессии электросварка для начинающих предоставляет возможность получения перспективной работы. Сварщики работают на стройплощадках, создавая системы различных коммуникаций и конструкций, в промышленности, применяя свои навыки и опыт, в кораблестроении, машиностроении, энергетике, сельском хозяйстве, нефтеперерабатывающей промышленности.
В первую очередь сварщик в совершенстве должен владеть сварочным оборудованием. При этом от него, как специалиста, требуется доскональное знание принципов его действия, подготовки оборудования к работе и выявления возможных неисправностей. Сварщик должен владеть технологией проведения сварочных работ от подготовки соединяемых поверхностей до зачистки сварного шва.
Специалист, выполняющий сварочные работы, должен знать, как правильно сваривать электросваркой, определить оптимальный режим для сварки различных материалов, выставить значение тока. Сложность работы газоэлектросварщика также заключается в том, что в процессе проведения сварочных работ изменение режима сварки может отрицательно влиять на их качество, поэтому крайне важно с самого начала правильно определить скорость сварки. Квалифицированные сварщики выполняют ручную дуговую сварку, современную плазменную и могут создавать довольно сложные металлоконструкции и трубопроводы. Сварщик должен знать, как обращаться с разными видами металлов: сплавами, сталями, цветными металлами (в том числе с ограниченной свариваемостью).
Профессии сварщика обучают в колледжах, профессионально-технических училищах, курсах. Обучение проводится три года на базе девятых и два года на базе одиннадцатых классов.
Если же вы не собираетесь работать сварщиком, но хотите узнать, как научиться работать электросваркой, чтобы самому, при необходимости, уметь что-либо заварить, можете воспользоваться советами этой статьи, или литературой из серии «Электросварка самоучитель». Конечно при этом вы не станете сварщиком экстра класса, но этого ведь и не требуется. Главное – понять как правильно пользоваться электросваркой, изучить основы электросварки, научиться основным приемам работы.
Конечно при этом вы не станете сварщиком экстра класса, но этого ведь и не требуется. Главное – понять как правильно пользоваться электросваркой, изучить основы электросварки, научиться основным приемам работы.
Азы электросварки
Прежде всего, надо приобрести сварочный аппарат и электроды, которыми надо запастись в приличном количестве, так как в процессе обучения, их много придется испортить, прежде чем вы добьетесь первого положительного результата. Электроды для сварки своими руками выбирайте диаметром 3 мм. Для обучения в домашних условиях они самые подходящие, так как более тонкие подходят для очень тонкого металла, варить который могут только опытные сварщики, а более толстые сильно нагружают электросеть.
Электросварка своими руками
Ручная дуговая сварка для начинающих – нелегкое, но вполне осуществимое дело, хотя и требует большой усидчивости. Нужно только побольше практиковаться. А процесс обучения лучше проводить под присмотром профессионалов, которые могут помочь советом и исправить ошибки.
Чтобы понять, как правильно варить металл, воспользуйтесь каким-нибудь ненужным металлическим куском. Заранее поставьте рядом ведро воды. Ни в коем случае не выполняйте работу на деревянном верстаке. Соблюдайте осторожность, так как даже маленькие остатки уже использованного электрода могут вызвать пожар.
Надежно прикрепите зажим «заземления» к детали. Кабель должен быть хорошо изолирован и заправлен в держатель. После этого можете выставить значение мощности тока на сварочном аппарате. Оно должно соответствовать диаметру электрода.
Сварной шов разные пространственные положения
Пространственные положения сварного шва
Теперь можно попробовать зажечь дугу. Для этого установите электрод под углом около 60 градусов по отношению к заготовке. Очень медленно проведите по поверхности электродом. После появления искр прикоснитесь электродом к заготовке и приподнимите его так, чтобы зазор не превышал 5 миллиметров. Если все сделано правильно, то зажжется дуга. Такой зазор нужно поддерживать на протяжении всего времени работы. Учтите, что электрод будет выгорать. Перемещать его надо медленно. Если произойдёт залипание электрода, то качните им в сторону. Если дуга длиной 2 – 3 миллиметра не зажигается, то необходимо увеличить силу тока на сварочном аппарате. Старайтесь получить устойчивую дугу длиной 3 – 5 миллиметров между деталью и концом электрода.
Такой зазор нужно поддерживать на протяжении всего времени работы. Учтите, что электрод будет выгорать. Перемещать его надо медленно. Если произойдёт залипание электрода, то качните им в сторону. Если дуга длиной 2 – 3 миллиметра не зажигается, то необходимо увеличить силу тока на сварочном аппарате. Старайтесь получить устойчивую дугу длиной 3 – 5 миллиметров между деталью и концом электрода.
Если у вас все получилось с зажиганием и поддержанием дуги, то можете попробовать наплавить валик. Для этого надо зажечь дугу и плавно перемещать электрод по горизонтали, выполняя при этом колебательные движения (подробнее смотрите ниже). Расплавленный металл как бы «подгребайте» к центру дуги. В итоге должен получиться красивый шов, имеющий маленькие волны из наплавленного металла.
Технология ручной дуговой сварки
Для образования и удержания электрической дуги к свариваемому изделию и электроду от источника питания поступает сварочный ток (постоянный или переменный).
электросварка своими руками
Схема движения электрода
При подсоединении положительного полюса источника питания (анода) к изделию, производится ручная дуговая сварка прямой полярности. Если к изделию подключен отрицательный полюс, то выполняется сварка обратной полярности. Под действием дуги металлический стержень электрода (так называемый электродный металл), его покрытие и материал изделия (основной металл) расплавляются. Электродный металл, теперь представляющий собой отдельные капли, покрытые шлаком, поступает в сварочную ванну, в которой смешивается с основным металлом, при этом расплавленный шлак выходит на поверхность.
Если к изделию подключен отрицательный полюс, то выполняется сварка обратной полярности. Под действием дуги металлический стержень электрода (так называемый электродный металл), его покрытие и материал изделия (основной металл) расплавляются. Электродный металл, теперь представляющий собой отдельные капли, покрытые шлаком, поступает в сварочную ванну, в которой смешивается с основным металлом, при этом расплавленный шлак выходит на поверхность.
Величина сварочной ванны зависит от пространственного положения и режимов сварки, конструкции сварного соединения, скорости перемещения дуги на поверхности изделия, размеров и формы разделки соединяемых кромок и т. д. Она обычно колеблется в следующих пределах: ширина 8 – 15 мм, глубина до 6 мм, длина 10 – 30 мм.
Длиной дуги называется расстояние от одного активного пятна на поверхности сварочной ванны до другого на расплавленной поверхности электрода. При плавлении покрытия электрода над сварочной ванной и около дуги образуется газовая атмосфера, вытесняющая воздух из сварочной зоны сварки и предотвращающая его взаимодействие с расплавленным металлом. В ней также находятся пары легирующих элементов электродного и основного металлов.
В ней также находятся пары легирующих элементов электродного и основного металлов.
Покрывающий поверхность сварочной ванны и капель расплавленного электродного металла, шлак препятствует их взаимодействию с атмосферным воздухом и способствует очищению от примесей расплавленного металла.
При постепенном удалении дуги металл в сварочной ванне кристаллизуется, образуя шов, соединяющий свариваемые детали. На его поверхности образуется слой застывшего шлака.
Техника ручной дуговой сварки
Залогом качественной сварки является правильное поддержание и перемещение электрической дуги. При слишком длинной дуге происходит окисление и азотирование расплавленного металла, разбрызгивание его капель и создание пористой структуры шва.
Ровный, красивый и качественный шов получается только при правильном размере дуги и ее равномерном перемещении. Оно может происходить по трем основным направлениям.
как научиться работать электросваркой
Схема внахлест
Поступательное перемещение сварочной дуги происходит вдоль оси электрода. С помощью этого движения можно поддерживать необходимую длину дуги, зависящую от скорости плавления электрода. Его длина уменьшается по мере плавления одновременно с увеличением расстояния между ним и сварочной ванной. Чтобы этого не происходило, электрод надо перемещать вдоль оси, тем самым поддерживая постоянную длину дуги. При этом очень важно поддерживать синхронность укорочения электрода с его перемещением в сторону сварочной ванны.
С помощью этого движения можно поддерживать необходимую длину дуги, зависящую от скорости плавления электрода. Его длина уменьшается по мере плавления одновременно с увеличением расстояния между ним и сварочной ванной. Чтобы этого не происходило, электрод надо перемещать вдоль оси, тем самым поддерживая постоянную длину дуги. При этом очень важно поддерживать синхронность укорочения электрода с его перемещением в сторону сварочной ванны.
Как научиться варить электросваркой
Потолочный шов
Продольное перемещение электрода по оси свариваемого шва способствует формированию так называемого ниточного сварочного валика, толщина которого находится в зависимости от диаметра электрода и скорости его передвижения. Как правило, ширина ниточного сварочного валика 2 – 3 мм превышает диаметр электрода. Строго говоря, это уже и есть сварочный шов, только очень узкий. Чтобы создать прочное сварочное соединение одного этого шва будет недостаточно. Поэтому, при перемещении электрода вдоль направления оси сварочного шва необходимо выполнять еще одно движение, с направлением поперек сварочного шва.
как правильно варить металл
Тавровый шов с односторонней разделкой
Применение поперечного движения электрода позволяет получить требуемую ширину шва. Его выполняют колебательными возвратно-поступательными движениями. Ширина таких поперечных колебаний электрода для каждого конкретного случая определяется индивидуально, и сильно зависит от положения и размера шва, свойств свариваемых материалов, формы разделки и требований, которые предъявляются к сварному соединению. Как правило, ширина шва колеблется в пределах от 1,5 до 5,0 диаметров электрода.
пособие по электросварке
Сварка с опиранием электрода
В результате все три движения, накладываясь друг на друга, создают достаточно сложную траекторию движения электрода. На практике у каждого опытного мастера есть свои навыки выбора траектории перемещения электрода. Классические траектории движения электрода, выполняемые при ручной дуговой сварке, представлены ниже на рисунках. Но в любом случае, траектория перемещения дуги должна выбираться так, чтобы кромки соединяемых деталей проплавлялись, образуя необходимое количество наплавленного металла и заданную форму шва.
технология ручной дуговой сварки – сварные швы
Нижние многослойные швы
В процессе выполнения электродуговой сварки металлов электрод может выгорать почти полностью – остается только небольшой кусочек стержня в зажиме держателя. Если к этому моменту шов не удается закончить, то сварку следует временно прекратить. После замены электрода надо удалить шлак и снова возобновить сварку.
Техника сварки вертивальных швов
Схема движения электрода при выполнение вертикальных швов
Чтобы завершить оборванный шов, дугу зажигают на расстоянии 12 миллиметров от углубления, которое образовалось на конце шва и называется кратером. Для этого электрод возвращают к кратеру с целью образования сплава нового и старого электродов, а потом снова начинают его перемещать по первоначально выбранной траектории.
как правильно пользоваться электросваркой
Горизонтальный шов на вертикальной плоскости
Преимущества ручной дуговой сварки:
возможность выполнения работ в местах с ограниченным доступом;
возможность сварки различных видов сталей благодаря очень широкому выбору выпускаемых типов электродов;
возможность сравнительно быстрого перехода от одного соединяемого материала к другому;
возможность проведения сварки из любых пространственных положений;
простота и достаточно легкая транспортабельность сварочного оборудования.
К недостаткам электродуговой сварки металлов можно отнести:
вредные условия процесса выполнения сварки;
низкие производительность и КПД в сравнении с другими видами сварки;
зависимость качества соединений от квалификации сварщика.
Как сваривать металл: пошаговая инструкция
Самый распространенный способ сварки металла – это плавление. При таком способе металлические детали ставят друг к другу впритык, оставляя небольшой зазор. При помощи специального источника тепла кромки деталей расплавляют и соединяют.
Инструкция
1Если разогревали только детали, то на месте стыка деталей образуется шов, который состоит лишь из того металла, из которого изготовлены детали. Если же между деталями ввели дополнительный металл, то соединительный шов получается из основного и дополнительного металла. Чаще всего используется второй вариант. Сварка происходит при температуре от 2000 градусов. Сварку плавлением осуществляют электродуговым, газовым, электроннолучевым и электрошлаковым способом. Самые распространенные – электродуговая сварка и газовая сварка.
Самые распространенные – электродуговая сварка и газовая сварка.
2Тепло, используемое при электродуговой сварке, производится электрическим разрядом в газах. Температура при таком разряде достигает 30 000 градусов. Чтобы зажечь дугу используют напряжение, которое возникает в электроде и самой металлической детали. Сам электрод может участвовать в образовании шва (если в качестве электрода используется сварочная проволока), а может быть и неплавящимся (если электрод графитовый, угольный или вольфрамовый).
3Так как при такой сварке металл образует на поверхности соединения с азотом и кислородом, что может привести к снижению прочности соединения, электрод покрывают специальными веществами, и насыпают вокруг электрода флюс, расплавляясь, спец. вещества и флюс образуют газовую пелену, которая изолирует соединение от воздуха. Для этих же целей используют струю газа, которая подается через специальное сопло. Эти газы успешно изолируют плавящийся металл.
4Для газовой сварки используют тепло сгорающих в кислороде газов, чаще всего ацетилена, который дает температуру до 3200 градусов. Сваривать при помощи ацетиленовой горелки можно металлические детали толщиной до 6 мм.
Сваривать при помощи ацетиленовой горелки можно металлические детали толщиной до 6 мм.
Как научиться сваривать металл. Советы для начинающих.
Автор этой статьи – сварщик самоучка. Поэтому профессионалов прошу отнестись к данной статье весьма скептически. С другой стороны, тем, кто только начинает пробовать себя в электросварке, постараюсь показать, что ничего страшного в том, чтобы научиться дуговой сварке, нет. Не боги горшки обжигают. Лучший учитель – практика, практика и практика. Сварка – это соединение деталей путем расплавления материала самих соединяемых деталей. Как правило с добавлением дополнительного однородного материала.
Оборудование – сварочный трансформатор, вырямитель или инвертор. К счастью, сейчас в продаже их превеликое множество. Делать ли самому самодельный сварочный аппарат – решать каждому. На мой взгляд – не стоит. Научитесь варить – он в 99% случаев перестанет вас удовлетворять, вы все равно придете к необходимости купить нормальную технику. Советую купить его сразу. Надо сказать, что однажды научившись сваривать металл, вы сможете решать огромное количество проблем, возникающих у дачника в процессе освоения вверенного ему участка.
Советую купить его сразу. Надо сказать, что однажды научившись сваривать металл, вы сможете решать огромное количество проблем, возникающих у дачника в процессе освоения вверенного ему участка.
Какой сварочный аппарат покупать? Для начинающих лучше всего подойдет тот сварочный аппарат, что имеет плавную регулировку сварочного тока. Дело в том, что для зажигания и поддержания сварочной дуги большое значение имеет сила тока в электроде. А поскольку и электроды разных производителей разные (согласно допускам их ТУ) и влажность флюса на электроде может быть разной, и масса свариваемых деталей разная, и диаметр электродов разный, то лучше иметь возможность плавно подбирать сварочный ток для каждого случая сварки.
Что еще потребуется? Разумеется, защитная маска или щиток сварщика. При сварке электрическая дуга от души излучает жесткое ультрафиолетовое излучение в таком количестве, что любой солярий отдыхает. И если посмотреть на такую дугу подольше, то можно «наловить зайчиков». Научным языком – обжечь роговицу глаза. При этом глаз так начнет себя чувствовать, словно в него насыпали пригрошню песку. Страдания можно облегчить путем наложения холодного компресса или пасты из сырой картошки на глаза. Но пару дней вы проведете в горизонтальном положении точно.
Еще потребуется халат или куртка, брюки из плотного материала и такие же перчатки. Желательно из толстой кожи или брезентовые. Так как искры от электрической дуги брызжут во все стороны и тонкие х/б перчатки ими прожигаются насквозь. И не надейтесь варить «на вытянутой руке», чтоб искра не долетела… Обязательно долетит и попадет в такое место, что забудете, что варили. Да! Еще нужен молоток в 200-300 граммов с острым концом, что бы сбивать окалину со сварочного шва. Это необходимо, потому что шов покрыт шламом и не всегда видно, насколько надежно произведена сварка.
Лучше всего начинать учиться варить, на мой взгляд, с электрода диаметром 2,5 – 3 мм. Это самые ходовые электроды в “бытовых” условиях. Более тонкими электродами варят очень тонкий металл, и вообще, в этих случаях лучше использовать сварочные полуавтоматы с газовым обдувом места сварки. А электроды в 4-5 мм применяются довольно редко. Да и для сварки ими требуется мощная электросеть, которая не всегда доступна в дачных условиях.
Более тонкими электродами варят очень тонкий металл, и вообще, в этих случаях лучше использовать сварочные полуавтоматы с газовым обдувом места сварки. А электроды в 4-5 мм применяются довольно редко. Да и для сварки ими требуется мощная электросеть, которая не всегда доступна в дачных условиях.
Первые упражнения. Не стремитесь сразу сварить что-то «полезное». Вы только испортите заготовки. Потренируйтесь сначала на куске никчемного металла. Весьма кстати будет наличие поблизости ведра воды. Поскольку по незнанию вы можете попытаться начать варить и на деревянном верстаке… В радиусе одного метра не должно быть ничего горючего! Даже просто остаток использованного электрода может что-нибудь зажечь!
Зажим “массы” надежно прикрепите к детали, а в держатель электродов заправьте электрод. Установите на сварочном аппарате ток, соответствующий диаметру электрода. Учиться, кстати, лучше на совершенно новых электродах, чтобы понять суть процесса. Потому что старые электроды очень нестабильны и могут навсегда отбить охоту учиться сварке.
Зажигание дуги. Представьте, что электрод – это карандаш. Установите его под углом примерно 60-70 градусов по отношению к заготовке, то есть почти вертикально, но все же под углом. Со скоростью 5-10 см/сек проведите электродом по заготовке. Сноп искр и треск. Отлично! Теперь примерно под тем же углом прикоснитесь к заготовке и тут же приподнимите электрод так, чтобы зазор составил 3-5 мм. Дуга зажжется и будет гореть, расплавляя металл как заготовки, так и дуги. Старайтесь поддерживать этот зазор по мере выгорания электрода и одновременно перемещайте его по горизонтали. Если электрод прилипает, качните его из стороны в сторону, оторвите и снова зажгите дугу. Прилипание электрода или отсутствие дуги длиной менее 2-3 мм говорит о слабой силе тока. Немного увеличьте его. Добейтесь навыка получения устойчивой дуги при расстоянии 3-5 мм между концом электрода и деталью.
Не думайте, что вы научитесь варить “за один электрод”. Ну разве что вы прирожденный сварщик, доселе закапывавший свой талант. Тогда быстрее бросайте все и бегите устраиваться сварщиком – они в большой цене… Рассчитывайте на пару пачек электродов как минимум. Электроды стоят не очень дорого, считайте это платой за обучение.
Тогда быстрее бросайте все и бегите устраиваться сварщиком – они в большой цене… Рассчитывайте на пару пачек электродов как минимум. Электроды стоят не очень дорого, считайте это платой за обучение.
Итак, вы научились зажигать и устойчиво поддерживать дугу. Ну хотя бы 3-4 раза на один электрод, не более. Теперь попробуем наплавить валик. Для этого зажигаем дугу и начинаем плавно перемещать электрод по горизонтали (по шву сварки). При этом совершаем колебательные движения с амплитудой 2-3 мм, как бы «подгребая» расплавленный металл к кратеру дуги. Тогда и образуется тот самый красивый шов с легкими едва заметными волнами наплавленного металла. Сплошной и надежный.
Удаление шлака. Но тот самый шов как правило, покрыт слоем шлака, который образуется при сгорании флюса, которым покрыт электрод. Что бы убедиться в надежности шва, после его остывания постучите по нему молотком. Тогда шлак отлетит и откроется собственно шов электросварки, блестящий чистым металлом.
Вот после того, как вы научитесь делать валик длиной 2-3 см, можно приступать и к деловой сварке, варить какие то реальные детали и инструмент.
Купите сварочный аппарат или сварочный инвертор, потратьте несколько часов на самостоятельное обучение сварке и откройте для себя огромные возможности ее применения в дачном строительстве. Ремонт и изготовление новых садовых инструментов, монтаж различных конструкций, сварка деталей из металла и т.д и т.п. вам станут так же доступны, как рытье ямы при помощи лопаты.
Современные сварочные аппараты, инверторы, представляют небольшое устройство, доступное к переноске и облегчающее сваривание (по сравнению с прежними трансформаторами). Научиться варить инвертором значительно проще, чем трансформаторным устройством. Поэтому сварка больше не является прерогативой профессионалов, стала популярным занятием, доступным к овладению и применению на собственном участке. Рассмотрим, как научиться сваривать металл с использованием инвертора.
Устройство и принцип работы инверторного сварочного аппарата.
Устройство сварочного инвертора: как возникает дуга?
Инвертор представляет собой металлический ящик небольших размеров (до 0,5 метра), весом до 10 кг. Главная задача сварочного аппарата — производить ток заданных параметров. Для этого инвертор преобразует ток из сети (переменный 220 Вольт) в сварочный. Сварочный ток большинства бытовых аппаратов является постоянным.
Главная задача сварочного аппарата — производить ток заданных параметров. Для этого инвертор преобразует ток из сети (переменный 220 Вольт) в сварочный. Сварочный ток большинства бытовых аппаратов является постоянным.
Прямое и обратное подключение тока.
Каждый инвертор имеет две клеммы: катод (обозначается «-») и анод (обозначается «+»). В одну клемму вставляют электрод, а вторая соединяется со свариваемым металлом. После подачи электрического тока образуется общая электрическая цепь. При небольшом разрыве цепи (с расстоянием в несколько миллиметров) в месте разрыва происходит мгновенная ионизация воздуха и возникает сварочная дуга.
Основное выделение тепла происходит в дуге. Температура ее горения составляет 5000-7000 ºC. Это выше температуры плавления всех используемых металлов. При горении дуги кромки металлов и электрод расплавляются и перемешиваются. Шлак — более легкий материал, он всплывает на поверхность и защищает основной металл от окисления и насыщения азотом. После застывания образуется сварной шов.
После застывания образуется сварной шов.
Полярность тока и параметры сварки — что это такое?
Сварочный ток может двигаться от катода к аноду и, наоборот, от анода к катоду. Так образуется разная полярность тока. При движении тока от катода — прямая полярность. При обратном движении (от анода) — обратная. Для чего нужна прямая и обратная полярность?
Использование разной полярности связано с тем, что более высокая температура будет на той клемме, к которой поступает электрический ток. Если ток прямой полярности, более высокая температура образуется на аноде (то есть на свариваемой поверхности). Это наиболее распространенный вид сварки, с ним работают большинство начинающих сварщиков. Если ток обратной полярности, более высокая температура образуется на катоде (к нему подключен электрод). Такое требуется при работе с тонколистовым металлом и тех марок стали, которые нельзя перегревать (например, высоколегированных).
Диаметр электрода выбирается в зависимости от толщины свариваемых деталей.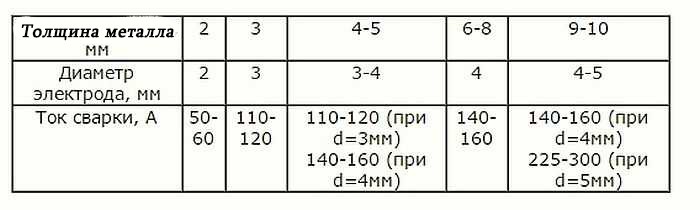 Размер электрода и сила электрического тока находятся в пропорциональной зависимости друг от друга: чем толще электрод, тем сильнее ток. Для ориентировочных расчетов принимают, что сила тока равна диаметру, умноженному на 3,5. То есть для электрода 3 мм сила тока составит: 3 * 3,5 = 105 А.
Размер электрода и сила электрического тока находятся в пропорциональной зависимости друг от друга: чем толще электрод, тем сильнее ток. Для ориентировочных расчетов принимают, что сила тока равна диаметру, умноженному на 3,5. То есть для электрода 3 мм сила тока составит: 3 * 3,5 = 105 А.
Поскольку на силу тока также влияет расположение шва (горизонтальное, вертикальное или потолочное), материал электрода, то начинающему сварщику проще пользоваться таблицей соответствия силы тока диаметру электрода и выбора диаметра по толщине свариваемых элементов (рис. 1 и 2 соответственно). Далее можно варить металл инвертором.
Преимущества инвертора перед трансформатором
Рисунок 1. Таблица соответствия толщины металла и диаметра электрода.
При обучении проще овладеть искусством сварки с помощью инвертора. Сваривать металл инвертором легче, потому что устройство обеспечивает постоянный ток сварки (независимо от колебаний напряжения в сети). Вследствие этого дуга горит устойчиво, металл разбрызгивается незначительно. Величина сварочного тока регулируется плавно.
Величина сварочного тока регулируется плавно.
Варить сварочным инвертором удобно для начинающих благодаря наличию дополнительных функций. Например, в инверторе может быть запроектирован «Горячий старт» (Hot-Start), он увеличивает сварочный ток в начале работы (чем облегчает розжиг дуги). Другая функция «Сильная дуга» (Arc-Force) включается в работу, когда сварщик слишком близко приближает электрод к металлу. В таком случае инвертор автоматически увеличивает ток, ускоряет плавление и не допускает залипания.
В случае залипания включается функция «Анти-залип» (Anti-Sticking). Она снижает ток и дает возможность оторвать электрод от металла и продолжить сварку. При работе инвертора расходуется относительно небольшое количество электричества. Например, для сваривания электродом диаметром 3 мм необходим ток напряжением 4 кВт (что соответствует работе двух электрочайников). Экономия электричества окупает относительно дорогую цену инвертора.
Меры безопасности при сварке
Рисунок 2. Диаметр электрода и сила тока.
Диаметр электрода и сила тока.
Перед началом работ пространство в радиусе нескольких метров освобождается от деревянных и других легковоспламеняющихся предметов. Это важно для начинающего сварщика. Сварочный электрод или его обломок имеют большую температуру, они способны поджечь оказавшиеся рядом доски, ящики, бумажный мусор. Обязательно надевается одежда, закрывающая все тело (длинные брюки, кофта с длинными рукавами). Это также важно для начинающего, поскольку в процессе разбрызгивания капли металла могут попасть на открытую кожу рук или ног. Обязательно надевается на лицо защитная маска с темным стеклом (светофильтром). Для солнечного света это стекло непроницаемо. Горение дуги через светофильтр будет видно.
Наблюдать за дугой без защитного стекла опасно, можно получить ожог глаз. Слабая степень ожога (один-два раза посмотрел на дугу) приводит к образованию светлых пятен перед глазами («нахватался зайчиков»). При средней степени ожога глаза болят и чешутся (возникает ощущения песка в глазах).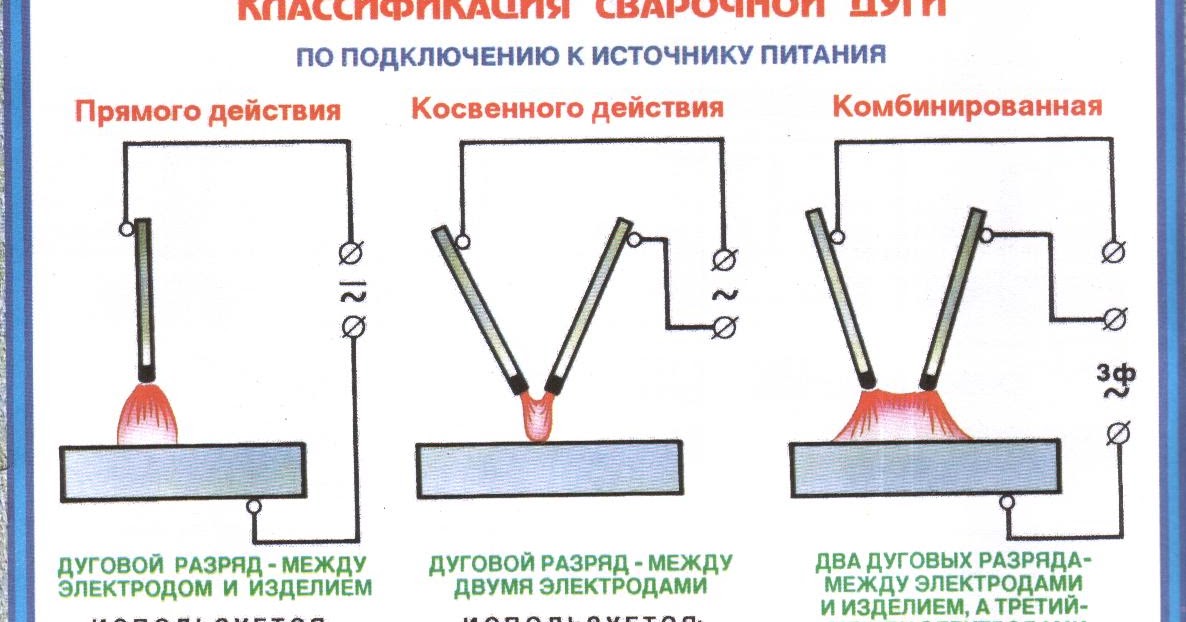 Сильная степень ожога приводит к частичной или полной потере зрения.
Сильная степень ожога приводит к частичной или полной потере зрения.
Как разжечь дугу?
Правила техники безопасности при сварке.
Для сваривания металлических поверхностей необходимо научиться зажигать дугу и поддерживать ее. Вначале необходимо подключить клеммы инвертора. Мы будем работать с током прямой полярности, поэтому в клемму катода (« — ») вставляем электрод. Для простоты работы возьмем электрод диаметром 3 мм. Сварка более толстым электродом сложнее, приводит к колебаниям длины дуги и нестабильному горению, требует большего профессионализма. Выставляем ток 100 А (для электрода 3 мм и горизонтального расположения свариваемых поверхностей). Берем в руки ручку клеммы с электродом, включаем инвертор (подаем ток) и надеваем защитный экран.
Сварка без защитного экрана запрещена во избежание потери зрения.
Ощущение некоторого неудобства не стоит здоровья глазного аппарата. Перед розжигом дуги конец электрода обстукивают о металл, чтобы удалить обмазку с его края. Это облегчает розжиг. Существуют и применяют два вида розжига:
Это облегчает розжиг. Существуют и применяют два вида розжига:
- Чирканье. Надо поднести электрод к поверхности металла и чиркнуть им (действие похоже на зажигание спички). Так разжигают новый электрод.
- Касание. Электрод подносят к металлу и слегка касаются его поверхности, после чего сразу отводят на расстояние нескольких миллиметров. Так разжигают электрод, когда сварка прервалась (произошло залипание или сварщик слишком удалил стержень от поверхности металла).
Процесс сварки: как поддержать дугу?
Важно соблюдать небольшое (3-5 мм) расстояние между металлом и электродом. Это расстояние называют длиной дуги. При его увеличении дуга перестает гореть.
Длина дуги ориентировочно равна диаметру электрода. То есть для устойчивого горения и ровного сварного шва при электроде 3 мм необходимо удерживать расстояние 3-5 мм от свариваемых поверхностей.
Если электрод слишком приблизился к поверхности металла, происходит короткое замыкание: электрод прилипает к металлу. Чтобы оторвать электрод от свариваемой поверхности, надо наклонить его в другую сторону или выключить инвертор. При прекращении подачи электричества электрод отлипает.
Угол наклона электрода может быть разным. Начинающему сварщику лучше придерживаться около 70º от поверхности металла (то есть с небольшим отклонением от вертикального положения).
Рисунок 3. Траектории движения электрода при дуговой сварке.
Для того чтобы варить качественно, необходимо научиться визуально (сквозь щиток светофильтра) оценивать размер сварной ванны. Ширина красноватой лужицы в светофильтре должна превышать толщину (диаметр) электрода в 2 раза.
На размер ванны влияет скорость перемещения электрода. Если он перемещается слишком медленно, образуется слишком много расплавленного металла и широкая сварная ванна, которая препятствует взаимодействию дуги со свариваемой основой, образуя непровары. Если дугу перемещать слишком быстро, возникнет недостаточное расплавление кромок и, как следствие, также непровар.
Первые шаги в сварке
Первые сварочные операции стоит пробовать выполнять на любой ненужной металлической поверхности. После розжига дуги надо вести электрод над металлом, стараясь получить ровный сварной след. Когда стало стабильно получаться воспламенять дугу, можно приступить к свариванию поверхностей. Их располагают встык друг к другу, получают дугу и проводят электродом вдоль линии соединения. При этом движения должны быть не прямолинейными (вдоль шва), а колебательными (то вправо, то влево). Типичный рисунок движения электрода при сварке приведен на рис. 3.
После охлаждения слой шлака снаружи сбивают молотком и оценивают качество соединения визуально. Хороший сварной шов должен быть одинаковой толщины, без видимых пустот и щелей.
После упражнений в течение одного-двух часов у большинства начинающих сварщиков стабильно получается разжигать дугу и поддерживать ее горение. Можно выполнить простые соединения металлических поверхностей. Когда научишься работать сварочным инвертором, сможешь выполнить самостоятельно разнообразные работы на приусадебном участке.
Самостоятельно научится владеть техникой получения сварочного шва достаточно несложно, а данный навык принесёт немало пользы. Хорошо изученный процесс позволит выполнять работы разного уровня сложности от сваривания двух материалов до изготовления мангала, скамеек, каркаса теплиц. Но перед реализацией задуманного необходимо изучить теорию, подобрать необходимое оборудование и материалы, просмотреть учебное видео и наконец-то приступать к практике.
Сварочный шов – самый простой, быстрый и надёжный способ соединения металлических деталей. Сварка используется не только в промышленности, но и доступна для начинающих мастеров. Начинать необходимо с простых приёмов и постепенно совершенствовать мастерство.
Подготовительный этап.
Прежде всего понадобится подобрать и приобрести необходимое для выполнения работ оборудование:
- сварочный аппарат
- электроды
- защитный щиток или так называемая маска сварщика
- рукавицы или защитные перчатки, костюм
Сварочные аппараты бывают нескольких типов: сварочный трансформатор, более сложный сварочный выпрямитель, наиболее подходящий сварочный инвертор.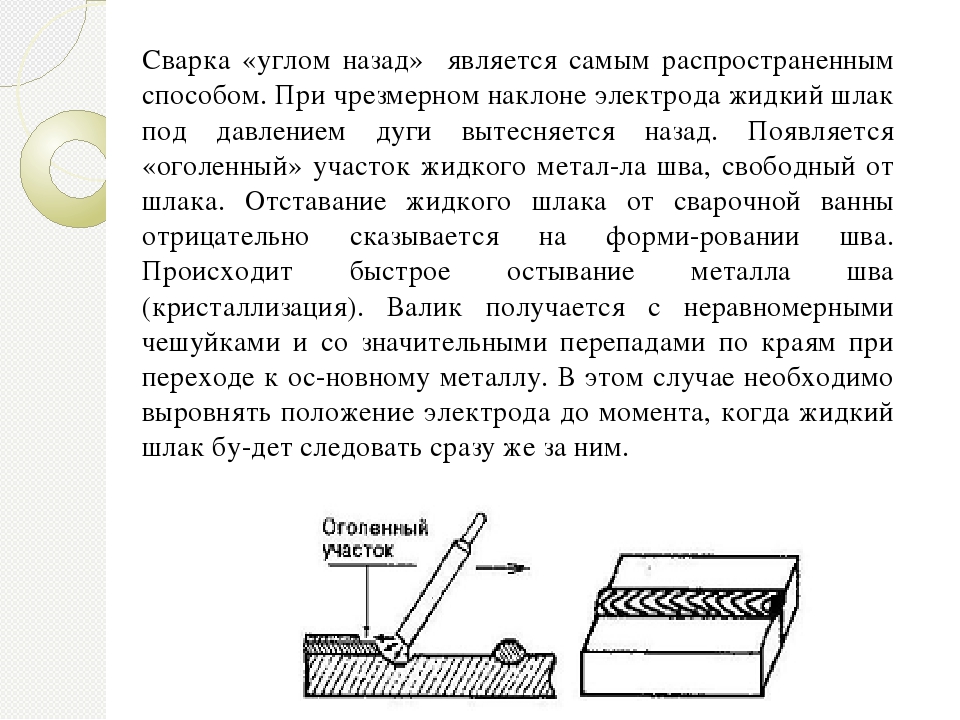 Сварочный инвертор – лучший вариант для начинающего. Легкий, что еще важно, компактный, имеет плавную, как говорят профессионалы, регулировку тока, лёгкое зажигание.
Сварочный инвертор – лучший вариант для начинающего. Легкий, что еще важно, компактный, имеет плавную, как говорят профессионалы, регулировку тока, лёгкое зажигание.
Электроды необходимы для подведения тока для сваривания ко шву и путём расплавления, благодаря высокой температуре, скрепляют детали. Профессионалы считают оптимальным для начинающих электроды- металлические стержни со специальной обмазкой диаметром 3 мм.
Защитный щиток бережет глаза сварщика от термальных ожогов, которые можно получить из-за воздействия яркого и опасного для зрения излучения, а лицо от раскаленных, разлетающихся в разные стороны брызг металла. Существует огромное количество технологий и разновидностей защитных щитков и масок, разобраться в них поможет профессиональный сайт http://svarochnyemaski.ru. Большой ассортимент данного ресурса поможет выбрать щитки любой сложности и ценовой категории.
Рукавицы выбирают из брезента, либо подойдут замшевые перчатки. ХБ и трикотажные не подойдут.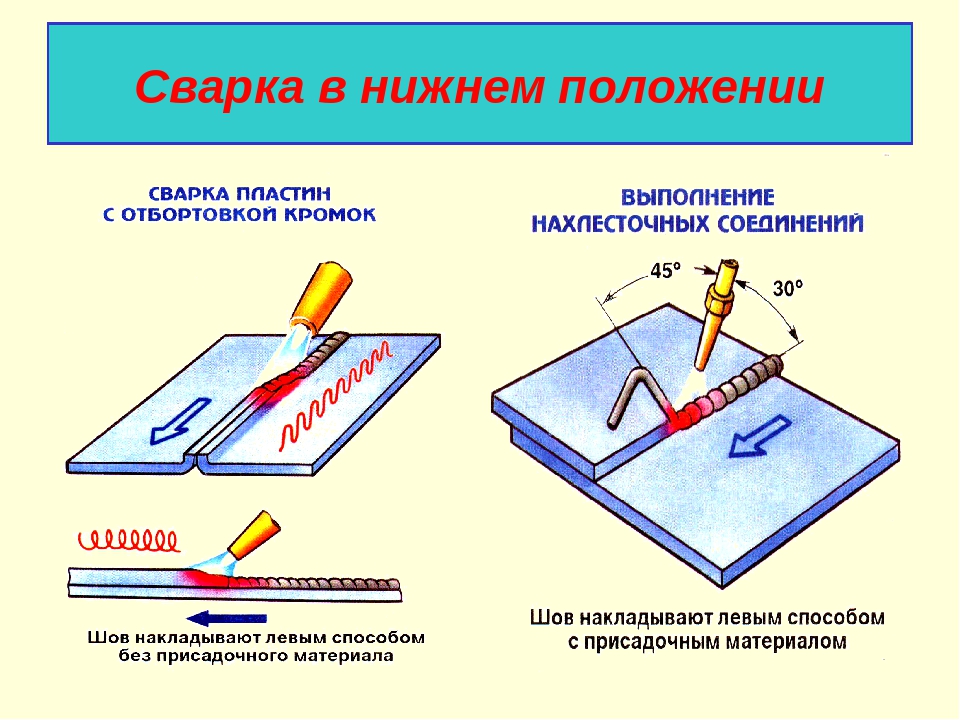
Как и во всём начинать необходимо с простого. Взять ненужный кусок металла, очистить его от ржавчины и загрязнений. Вставить электрод в держатель сварочного аппарата и выставить необходимый ток.
Зажечь дугу несильными постукиваниями по материалу и выдерживать расстояние до детали от 3 до 5 мм. Электрод вести плавно, без прерываний, при этом совершая колебания между свариваемыми деталями.
Отбить шлак от шва. Шов должен быть равномерным и без дефектов.
От постоянства зазора и его величины напрямую зависит качество шва. Получать первый опыт желательно под присмотром опытного сварщика, но и без него вполне можно получить положительный результат.
В повседневной жизни в собственном доме, на дачном участке или в гараже всегда найдется немало дел, требующих навыков сварщика. Этот навык особенно полезен при строительстве, которое производится собственными руками. В природе нет более надежного способа соединить две детали из металла, чем сварка. И обучиться этому мастерству вполне возможно самостоятельно и с пользой применять полученный навык. Сегодня разберемся, как научиться варить электросваркой и самостоятельно освоить азы этой специальности.
Сегодня разберемся, как научиться варить электросваркой и самостоятельно освоить азы этой специальности.
Чтобы понять, как правильно варить электросваркой, предварительно нужно ознакомиться с теорией сварочного процесса.
Соединение металлических деталей в монолит при помощи сварки является на сегодняшний день самым надежным и прочным методом. Это достигается благодаря получению высокой температуры. Подавляющая часть аппаратов для сварки применяет для расплавления металлов электрическую дугу: это так называемая электродуговая сварка металлов. В месте воздействия она нагревает металл до температуры его плавления и делает это на ограниченной территории.
Появление электрической дуги происходит благодаря току – постоянному или переменному. Первый характерен для инверторных сварочных агрегатов, второй – для трансформаторов. Рассмотрим их подробнее.
- Трансформатор значительно затрудняет сварочный процесс. Из-за переменного тока сварная дуга постоянно скачет, процесс сварки довольно шумный. Еще один значительный минус подобных аппаратов заключается в сильном воздействии на электрическую сеть, в результате которого возникают скачки напряжения;
- Инвертор проще и тише в работе, питается от 220В. Из-за постоянного тока электродуга легче контролируется и перемещается. Если есть необходимость научиться варить электросваркой, то урок № 1 лучше взять на инверторном аппарате.
 Еще один значительный минус подобных аппаратов заключается в сильном воздействии на электрическую сеть, в результате которого возникают скачки напряжения;
Еще один значительный минус подобных аппаратов заключается в сильном воздействии на электрическую сеть, в результате которого возникают скачки напряжения;Образование электрической дуги становится возможным при наличии двух элементов, которые проводят ток и имеют противоположные заряды. При сварке это металл и электрод. Начинающему сварщику рационально использовать традиционный электрод с центральным элементом из металла.
Чтобы понять, как правильно варить металл, необходимо четко понимать происходящие процессы:
- Электрическая дуга появляется в момент соприкосновения металлической детали и электрода;
- В месте образования дуги свариваемый металл расплавляется;
- Вместе с металлом подвергается плавке сам электрод, его расплавленные частицы перемещаются в сварную ванну;
- Защитное покрытие, которым покрыт стержень электрода, также горит и образует газовое облако. Оно оберегает ванну от воздействия кислорода. Это обеспечивает поддержание в месте сварки температуры плавления металла;
- Поддержанию температуры способствует и образуемый при сварке шлак. Необходимо контролировать, что шлак ограждает сварную ванну;
- Шов при сварке образуется в момент движения электрода и перемещения ванны;
- Когда металла после сварки остывает, на нем остается шлаковая корка. Ее отбивают при помощи молотка.
 Оно оберегает ванну от воздействия кислорода. Это обеспечивает поддержание в месте сварки температуры плавления металла;
Оно оберегает ванну от воздействия кислорода. Это обеспечивает поддержание в месте сварки температуры плавления металла;Это теория сварочных работ. Понять, как правильно сваривать металл без опыта невозможно, поэтому обратимся к практике.
Готовим инструменты
Перед тем, как варить электросваркой, необходимо подготовить все инструменты и обмундирование для защиты:
- Сварочный аппарат и электроды к нему. Рекомендуем запастись достаточным количеством электродов для практики. Пословица «первый блин комом» в области обучения сварочной профессии работает без исключений;
- Защита: маска для сварки, защитная одежда и перчатки из плотных материалов. Пренебрегать защитой во время сварочных работ нельзя. Это вопрос здоровья и безопасности!
- Подсобные инструменты – молоток и щетка по металлу – для удаления сварного шлака;
- Объект для тренировок – металлические элементы;
- Ведро с водой. В прямом смысле на всякий пожарный случай.
 Пренебрегать защитой во время сварочных работ нельзя. Это вопрос здоровья и безопасности!
Пренебрегать защитой во время сварочных работ нельзя. Это вопрос здоровья и безопасности!Выбор электродов производится в соответствии с толщиной свариваемого металла, а выставление тока зависит от электрода. 1 мм электрода берет около 30-40 А, важно не превышать данные значения, иначе дуга будет не варить, а резать металл.
Приступим к сварке
Итак, разберемся пошагово, как правильно варить сваркой металл. Вероятно, для получения приемлемого результата, придется повторить этот алгоритм не один раз. Но научившись, Вы быстро освоитесь в роли сварщика и сможете выполнять довольно сложные операции.
В первую очередь помещаем электрод в специальный держатель. Теперь нужно зажечь дугу. Электрод нужно держать под углом примерно 70° к поверхности, такое положение является оптимальным.
- Выставив угол между электродом и металлом, прочертите быструю линию, двигаясь около 10 см в секунду. При правильном положении появятся искры и треск – это верный признак.
- Оставив оптимальный угол наклона электрода, нужно им коснуться металла и тут же поднять электрод так, чтобы образовалась дорожка в 3-5 мм. Если все проделано верно, то дуга станет гореть и металл начнет плавиться.
- Нередки случаи, когда электрод прилипает к основе. В этом случае надо его слегка раскачать и оторвать, а далее опять разжечь дугу. Частое залипание электрода может говорить о чересчур малой силе тока. Попробуйте повысить ее и сравнить результаты.
- Как только зажигание дуги и ее удерживание в стабильном состоянии усвоены, можно приступить к наплавлению валика. Зажатая дуга плавно перемещается по сварному шву. При этом совершаются движения, которые как бы загребают расплавленный металл. Это достигается равномерными колебательными движениями с амплитудой около 2-3 мм. Чем размереннее движение, тем красивее получится заваренный шов. Кстати, равномерность шва свидетельствует о его высоком качестве и прочности.
 Кстати, равномерность шва свидетельствует о его высоком качестве и прочности.
Кстати, равномерность шва свидетельствует о его высоком качестве и прочности.На первом этапе лучше всего тренироваться на толстом куске металла и пытаться вывести дугой различные дорожки – от простых размеренных движений с небольшой амплитудой до более сложных и узорчатых швов. Эти навыки пригодятся в последующей работе и позволят хорошо прочувствовать, как варить и какой угол наклона электрода лучше выбирать.
После окончания сварки необходимо дождаться пока металл остынет. Сварной шов будет закрыт шлаков. Чтобы он отлетел достаточно постучать по детали молотком или пройтись щеткой по железу.
Некоторые моменты сварочной работы
Конечно, сварка не заключается в выписывании на куске металла замысловатых узоров. Все вышеописанное – это только подготовка и обучение этому довольно непростому ремеслу. Основное назначение сварки заключается в надежном скреплении металлических элементов и к нему необходимо стремиться в своем обучении.
Сварка металлических элементов имеет множество нюансов, знакомство и понимание которых придет с опытом. Но есть некоторые теоретические моменты, знать которые необходимо до практики:
Но есть некоторые теоретические моменты, знать которые необходимо до практики:
- Соединять две детали сразу сплошным и длинным швом неверно. В большинстве случаев это перекашивает металл, так как шов начинает стягивать элементы;
- Перед выполнением основного шва необходимо прихватить детали друг к другу. Для этого выполняются маленькие точечные швы на стыках двух деталей в шагом 8-25 см в зависимости от размеров скрепляемых элементов.
- Скрепляющие швы лучше исполнять с обеих сторон сварочной поверхности, так минимизируется возможное напряжение металла.
- После выполнения прихватов делается основной шов.
Подведем итоги
Сварочная работа требует особых знаний, навыков и специального оборудования. Обратим внимание, что это довольно сложный и опасный процесс, требующий строго соблюдения техники безопасности.
Навыки сварщика требуют определенного времени и практики. Нет ничего зазорного в тренировке на куске ненужного металла. Это позволяет набить руку и понять суть сварочного процесса.
Прежде чем приступить к сварке деталей, следует отточить владение сварочным аппаратом и умение наваривать швы на заготовках и затем перейти к более сложным элементам.
Пособия, самоучители по электросварке и газовой сварке. • Литература и журналистика
Учебная, справочная литература по сварочным работам и сварочной аппаратуре для газовой и электрической сварки, иллюстрированные самоучители по газоэлектросварке, книги с чертежами и описанием самодельных инверторных и трансформаторных сварочных аппаратов.«Трансформаторы для электродуговой сварки» Закс М., Каганский Б., Печенин. А.
Формат DJVU. 1,5 Мб.
«Трансформаторы для электрической контактной сварки» Рыськова З. А.
Формат DJVU. 3,8 Мб.
«Современные сварочные аппараты своими руками» Володин В. Я.
Формат DJVU. 7,5 Мб.
«Сварочный аппарат своими руками» Зубаль И.
Формат DJVU. 3 Мб.
«Сварочный инвертор теория и практика» Назаров В., Рыженко В.
Формат DJVU + PDF. 4,9 Мб.
«Сварочный инвертор – это просто. Книга 1» Негуляев В. Ю.
Формат PDF. 2,25 Мб.
«Сварочный инвертор – это просто. Книга 2» Негуляев В. Ю.
Формат PDF. 1,53 Мб.
«Сварочные работы» Чебан В.
Формат DJVU. 3 Мб.
«Основы сварочного дела» Геворкян В. Г.
Формат DJVU. 1,71 Мб.
«Справочник молодого электросварщика» Каракозов Э. С., Мустафаев Р. И.
Формат DJVU. 4,34 Мб.
«Сварочные работы. Сварка, резка, пайка, наплавка. Учебное пособие» Колганов Л. А.
Формат DJVU. 6,53 Мб.
«Сварка, резка, пайка металлов» Кортес А. Р.
Формат DJVU. 5,11 Мб.
«Контактная сварка» Кочергин К. А.
Формат DJVU. 2,15 Мб.
«Ручная дуговая сварка» Лупачев В. Г.
Формат PDF. 23,7 Мб.
«Ручная дуговая сварка» Малышев Б. Д., Мельник В. И., Гетия И. Г.
Формат DJVU. 3,98 Мб.
«Сварочные работы» Маслов В. И.
Формат PDF. 11,3 Мб.
«Справочник газосварщика и газорезчика» Никифоров Н. И.
Формат DJVU. 2,31 Мб.
«Электросварка» Фоминых В. П., Яковлев А. П.
П., Яковлев А. П.
Формат DJVU. 7,88 Мб.
«Сварка, резка и пайка металлов» Хренов К. К.
Формат DJVU. 6,14 Мб.
«Сварка сплавов на основе алюминия и тугоплавких высокоактивных металлов» Щипков М. Д.
Формат DJVU. 2,36 Мб.
«Ручная дуговая сварка неплавящимся электродом в защитных газах (TIG/WIG)» Юхин Н. А.
Формат PDF. 6,24 Мб.
“Механизированная дуговая сварка плавящимся электродом в защитных газах (MIG/MAG)” Юхин Н. А.
Формат PDF. 8,4 Мб.
“Ручная сварка при сооружении и ремонте трубопроводов пара и горячей воды” Юхин Н. А.
Формат PDF. 6,99 Мб.
“Сварочные работы. Практическое пособие для электрогазосварщика” Костенко Е. М.
Формат PDF. 5,04 Мб.
“Справочник электросварщика ручной сварки” Титов О. И.
Формат PDF. 9,85 Мб.
“Иллюстрированное пособие сварщика” Лосев В. А. Юхин Н. А.
Формат DJVU. 5,17 Мб.
“Выбор сварочного электрода” Юхин Н. А.
Формат PDF. 9,03 Мб.
Работа со сварочным аппаратом начинающих. Сварка инвертором для начинающих — пошаговая инструкция
В быту периодически возникает надобность в сварке предметов. Очень часто такая потребность появляется в частном секторе. При большом количестве работ можно обратиться к опытным сварщикам, а при мелких работах лучше применить инверторный сварочный аппарат.
Это наиболее простой, доступный и удобный тип сварки. Он доступен для работы каждому. Для этого необходимо знать принципы работы сварочного процесса.
Сварка инвертором стала прорывом в сфере сварочных аппаратов, т. к. устаревшие трансформаторы достаточно тяжелые и сложные в применении. Преимущество в том, что при инверторной сварке разбрызгивание происходит меньше, чем при сварке от трансформатора.
Инвертор – сварочный аппарат, позволяющий соединять листы из металла с помощью электрического разряда. Он имеет отличительную особенность: обладает малым весом и максимальными возможностями , благодаря которым ему доступны работы, ранее осуществляемые тяжелыми и сложными устройствами. Вес аппарата зависит от его мощности (от 3 до 7 кг).
Вес аппарата зависит от его мощности (от 3 до 7 кг).
Транспортировать можно с помощью ручки или ремня. Охлаждение осуществляется за счет вентиляционных отверстий в корпусе. Этот аппарат потребляет электроэнергию, которая устремляется только на работу дуги , а она осуществляет сам сварочный процесс.
Прибор малочувствителен к перепадам напряжения. При постоянных перепадах следует обратить внимание на требуемое напряжение, которое указано в паспорте инвертора.
На поверхность устройства выведены рукоятки и индикаторы управления :
- включается и выключается тумблером;
- величина напряжения и тока устанавливается ручками на передней панели;
- панель имеет индикаторы, информирующие о подаче питания и перегреве устройства;
- спереди на панели расположены выходы («+” и «-“).
Дополнительно в наборе имеются 2 кабеля . Один из них завершается держателем для электрода, а второй имеет зажим в виде прищепки для закрепления изделия. Подключается аппарат через разъем, который находится на задней панели устройства.
Подключается аппарат через разъем, который находится на задней панели устройства.
Принцип работы
Инвертор – электронное устройство, работающее от электросети. При включении в работу старых сварочных аппаратов происходит сильный и огромный толчок электроэнергии, в связи с чем возможно отключение света.
Инвертор же располагает аккумуляционными конденсаторами , накапливающими электроэнергию и обеспечивающими бесперебойную работу сети. Они мягко разжигают дугу инвертора.
Стоит обратить внимание на то, что потребление электроэнергии зависит от диаметра электродов. Чем он больше, тем больше потребление. В связи с этим, чтобы не сжечь бытовые приборы, необходимо перед работой с инвертором рассчитать максимально возможное количество электроэнергии, которое будет расходоваться аппаратом.
Стоит учесть, что для каждого диаметра электрода представлена минимальная сила тока , т. е. при попытке снизить силу тока шов не получится. При повышении же силы тока – получится, но электрод будет быстро сгорать.
Дуга исходит от соединения металлического участка электрода и свариваемого металла. Электрод и металл начинают плавиться под воздействием температуры дуги . Расплавленные части в ее месте образуют ванну. Расплавляется обмазка электрода, часть которой переходит в газообразное состояние и перекрывает ванну от кислорода. Другая часть обмазки (в жидком состоянии) защищает металл от воздуха во время сварки и в процессе охлаждения.
После сварки и охлаждения металла жидкая часть представляет собой шлак, покрывающий шов с внешней стороны. После остывания шлак удаляется постукиванием молотком.
Электрод в процессе сварки плавится. Чтобы дуга не гасла, нужно выдерживать ее длину , т. е. расстояние между металлом и электродом. Это можно сделать при вводе электрода в место сварки с одинаковой скоростью и ровно по стыку шва.
При короткой дуге (около 1 мм), металл греется на малую по ширине площадь, а шов выходит выпуклый. В точке соединения шва и металла может появиться такой дефект, как подрез (параллельная ямка возле шва). Он снижает прочность шва.
Он снижает прочность шва.
Длинная дуга нестабильна, плохо защищена от воздуха, почти не прогревает металл, и шов выходит неполной глубины. Нормальная величина дуги – от 2 до 3 мм . Постоянный зазор такой величины сформирует нормальный шов, с хорошим проваром.
Для работы со сваркой необходимы следующие защитные элементы:
Необходимо подготовить безопасное место для сварки :
- Свободное пространство, отсутствие всего лишнего.
- Хорошее освещение.
- Работа выполняется стоя на деревянном настиле, который защищает от поражения током.
После этого необходимо настроить сварочный ток (в зависимости от толщины металла и деталей) и выбрать электрод (2−5 мм). Обычно на корпусе прибора указана сила этого тока. Электроды необходимо выбирать, ориентируясь на марку материалов для сварки. Далее подключается клемма массы к свариваемой поверхности.
Для получения надежного и качественного соединения перед началом работы металл следует подготовить . Металлической щеткой удаляется ржавчина с кромок, которые нужно обработать растворителем (бензином, уайт-спиритом). Важно не допустить на кромках наличие жира и лакокрасочных материалов.
Новичкам лучше выполнять шов в виде валика на металлическом листе с большой толщиной. Лист необходимо положить горизонтально на стол. На нем мелом прочерчивается прямая линия для ориентира в работе, по которой будет прокладываться валик. Для начала сварки необходимо поджечь дугу. Сделать это можно 2-мя способами:
- чирканьем;
- постукиванием.
Можно зажечь и удержать дугу обоими способами. Далее идет сам процесс сварки, получается сварочный шов. Накипь металла сверху шва необходимо убрать постукиванием маленьким молоточком или твердым предметом. Умение управлять длиной дуги обеспечит отличный результат.
На красоту шва влияют:
- угол наклона электрода;
- схема поперечных и продольных передвижений;
- скорость движения электрода.

Как варить вертикальный шов
Сварка таких швов (наклонных и потолочных) – довольно сложный процесс. Это связано с тем, что даже расплавленный металл подвержен закону всемирного тяготения. Его все время тянет вниз, что и вызывает трудности. Начинающим сварщикам нужно будет потратить много времени, чтобы научиться этому.
Существует 3 технологии варки вертикального шва:
- Треугольник. Применяют при соединении деталей толщиной не больше 2 мм. Сварка происходит снизу вверх. Жидкий металл находится сверху застывающего. Он стекает вниз, тем самым закрывая шовный валик. Стекающий шлак не мешает, т. к. он движется по затвердевшей ванне, которая выходит под определенным углом. Внешне сварная ванна похожа на треугольник. В этом способе важно безошибочно двигать электрод для полного заполнения стыка.
- Елочка. Такой вид сварки подойдет для зазоров между заготовками, равными 2−3 мм. По кромке от глубины на себя необходимо электродом расплавить металл на всю толщину заготовки и, не останавливаясь, спустить электрод до зазора. После того как произойдет проплавка, сделать все это по другой кромке. Нужно продолжать от низа до верха сварочного шва. Так получается равномерное расположение расплавленного металла в пространстве зазора. Важно не допустить образования подрезов кромок и подтеков металла.
- Лестница. Такой способ применяется при большом зазоре между соединяемыми заготовками и малом притуплении кромок (или его отсутствии вообще). Сварка осуществляется зигзагообразно от одной кромки к другой снизу вверх. Электрод длительное время останавливается на кромках, а переход производится быстро. Валик будет иметь небольшое сечение.
 После того как произойдет проплавка, сделать все это по другой кромке. Нужно продолжать от низа до верха сварочного шва. Так получается равномерное расположение расплавленного металла в пространстве зазора. Важно не допустить образования подрезов кромок и подтеков металла.
После того как произойдет проплавка, сделать все это по другой кромке. Нужно продолжать от низа до верха сварочного шва. Так получается равномерное расположение расплавленного металла в пространстве зазора. Важно не допустить образования подрезов кромок и подтеков металла.Полярность при сварке
Расплавление металла в процессе сварки осуществляется под действием тепла дуги. Она образуется между металлом и электродом при их подключении к противоположным клеммам сварочного устройства.
Есть 2 варианта выполнения сварочных работ: прямой и обратной полярности .
- В первом случае электрод подключают к минусу, а металл – к плюсу. Осуществляется пониженное введение тепла в металл. Место расплавления узкое и глубокое.
- Во втором случае электрод подключается к плюсу, а металл – к минусу, происходит пониженное введение тепла в изделие. Место расплавления широкое, но не глубокое.
 Осуществляется пониженное введение тепла в металл. Место расплавления узкое и глубокое.
Осуществляется пониженное введение тепла в металл. Место расплавления узкое и глубокое.При выборе сварки необходимо учитывать, что элемент сети, подключенный к плюсу, нагревается больше. На прямой полярности варят толстый металл, а на обратной – тонкий.
Помимо того, что сваркой можно соединять детали, ею можно и разрезать их . Для этого необходимо увеличить силу тока и отрезать деталь или уголки. Только ровно это сделать не получится.
Применяя это руководство, можно постепенно улучшать свои навыки и в дальнейшем без проблем пользоваться инверторной сваркой. Главное в этом деле – практика.
Электросварка – это самый распространенный способ получения неразъемного соединения. Доступность и простота оборудования для проведения сварочных работ позволяют даже начинающим электросварщикам выполнять сборку несложных металлоконструкций самостоятельно.
Желающим узнать, как научиться сваривать детали, надо начинать с азов электросварки, происходящей при помощи электродов.
Перед началом любого обучения необходимо домашнего умельца. В первую очередь это касается сварочных аппаратов и электродов, а затем уже переходить к азам.
Для проведения разовых работ можно арендовать сварочный аппарат у специализированных компаний, но если работы предстоит много, лучшим решением будет покупка надежного, с достаточным уровнем мощности агрегата.
Можно выполнить сварку газом, но это более затратный способ. Для различных целей промышленностью выпускаются следующие виды оборудования:
- сварочный аппарат (трансформатор), предназначен для преобразования переменного токов в сварочный ток большой силы. Дешевые аппараты для сварки могут сильно перегреваться даже при небольших нагрузках, да и сварочный ток они выдают неравномерный с большими перепадами;
- выпрямители преобразуют переменный ток сети в постоянный. Это наиболее производительные аппараты, обладающие хорошими характеристиками, но стоят они на порядок дороже;
- современные инверторы способны преобразовывать переменный ток в постоянный, они отличаются высокими производительными характеристиками при небольших габаритах и весе. На сегодняшний день это самый доступный, надежный вид сварочного оборудования, многие сварщики пользуются ими. Это оптимальный вариант для начинающих, на котором можно отрабатывать азы работы с электродами.
Начинающим надо знать, что для электродуговой сварки применяют электроды. Информация об электродах относится к азам обучения. От качества электрода и подходящего по составу сердечника зависит успех сварки.
Изделие достаточно простое по конструкции. Это стальная проволока из различных материалов и сплавов, с нанесенной на нее специальной обмазкой (покрытием).
Покрытие предотвращает попадание в сварочную ванну нежелательных газов. Для бытового использования наиболее подходят электроды с толщиной сердечника 3 мм. производится электродами сечением 2 мм.
Организация рабочего места и надежная экипировка сварщика
При сварке электродами происходит сильное инфракрасное излучение. Для защиты глаз и кожи необходимо использовать специальную сварочную маску и защитную одежду из плотного материала .
Сварочную маску лучше покупать со стеклом хамелеоном, с возможностью регулировки степени затемнения стекла. На руки нужно одевать спилковые перчатки или варежки. Защитной одеждой надо пользоваться независимо от того, начинающий ты сварщик или специалист.
Место сварки нужно огораживать защитными экранами, для предохранения поражения глаз окружающих, особенно в домашних условиях. Сварочная обувь не должна быть подбита гвоздями.
В такой обуви сварщик будет постоянно пританцовывать даже при незначительной сырости воздуха. Перед сваркой обязательно убедитесь в надлежащем заземлении рабочего места.
Закончив подготовительные работы можно приступать к обучению сварочному делу и получению азов.
Последовательность действий
Пошаговая инструкция предусматривает выполнение нескольких видов работ. Сначала потребуется оснастить сварочный инвертор. От него отводят 2 кабеля. Один предназначен для подключения провода массы.
На другой, достаточной длины, подключают промышленный или самодельный держатель. Процесс обучения электросварке – дело достаточно сложное и требует большого времени.
Регулировка тока
Руководство по проведению сварочных работ включает сведения о настройках аппарата. Обязательной регулировке подлежит сварочный ток . Сначала не потребуется выставлять максимальное значение этой величины.
Все данные указываются в таблице на упаковке электродов. Выставлять надо меньшее значение и приступать к обучению.
С опытом, когда получится зажигать дугу и делать простейший шов, необходимо выставлять большее значение силы сварочного тока. Это позволит лучше прогреть металл и выполнить более качественный шов.
Сварочная дуга
Уроки сварки для начинающих невозможно представить без обучения зажиганию дуги. Сначала электрод будет постоянно липнуть к металлу. Рекомендуется 2 способа зажигания дуги:
- проведением кончиком электрода по поверхности деталей;
- зажигать дугу можно постукивая электродом. Иногда, при использовании электродов марки МР-5, сварщику приходится стучать часто и долго.
В первом случае не остается значительных следов на деталях, второй способ важен при большом слое обмазки на кончике электрода. Иногда приходится обтачивать концы электродов перед сваркой.
Научиться очень просто. Просто постукиваете, и при зажигании дуги главное не втыкать электрод в расплавленный металл и не относить его на большое расстояние. В первом случае дуга потухнет. Второй вариант приведет к образованию сильных брызг и нарушения валика шва.
Обучаться лучше на толстом металле. Только научившись зажигать дугу и поддерживать ее горение можно переходить к следующему этапу обучения.
Вырабатываем правильный угол наклона
Самое распространенное положение электрода – это промежуток наклона от 30 ° до 60 °. Очень редко возникает необходимость варить, держа сердечник под прямым углом. Выбирая наклон, надо следить за поведением шлака в сварочной ванночке.
Он должен надежно укрывать ее, но без растекания металла. Нельзя уходить сильно вперед ванны. Для начала поставьте держатель под прямым углом, и постепенно делая угол острее, добивайтесь нормального заполнения сварочной ванны шлаком.
От выработки нормального положения держателя электрода зависит качество сварки. Начинающий сварщик должен работать, укладывая швы только в нижнем положении, на толстом металле.
Освоив азы, можно постепенно переходить к горизонтальному и вертикальному шву. В зависимости от толщины деталей придется также регулировать угол. Со временем эта операция будет выполняться на автомате.
Движения держателем
Для необходимо удерживать кончик сердечника электрода на расстоянии не менее 2 мм и видеть сварочную ванну.
Проблема для начинающих заключается в необходимости выполнения сразу нескольких действий одновременно. Для лучшего наполнения валика стыка необходимо вести электрод несколькими способами.
Для сварки металла, толщина которого более 6 мм, лучше использовать движение треугольником. А менее этой толщины деталей лучше применять ломанную зигзагообразную линию сварки.
Сначала потребуются только эти способы ведения электрода. Обращайте внимание на постоянный размер колебательных движений. Возможно, сначала потребуется вести электрод просто по прямой линии, для получения навыков.
Не думайте, что у вас все получится с первой попытки. Это долгий процесс, поэтому надо запастить терпением, осваивая азы.
Основные правила стыковки деталей
После того, как освоены азы сварки, необходимо самостоятельно варить металлоконструкции, переходить к выполнению простейших операций по сборке и прихватке узлов в бытовых условиях. Как правило, домашний мастер не варит толстый металл, поэтому о разделка кромок не потребуется. Для начала можно потренироваться соединять профильную трубу. Для этого потребуется на концах деталей зарезать острые углы, для большей площади провара.
Детали вставляют в угловую струбцину и фиксируют поджимной планкой. Теперь необходимо предварительно прихватить с нескольких сторон. Для этого зажигают дугу и ставят небольшую точку.
Не требуется выдерживать большой катет, необходимо просто зафиксировать детали. После проверки диагоналей, выполняют прихватки со всех доступных сторон. Теперь снимают конструкцию и обваривают ее надежным и качественным швом.
Если хорошо усвоены уроки по углу наклона, укладке металла в расплавленную сварочную ванну, то операции по сборке металлоконструкций не вызовут затруднений даже для чайников в сварочном деле.
Изучив основы сварки и набравшись теоретических знаний, надо как можно чаще практиковаться, одевать сварочную экипировку, включать сварочный аппарат и долгое время оттачивать свое мастерство. Только практика позволит стать сварщиком высокого класса.
Сегодня в домашней мастерской все чаще появляются современные сварочные инверторы, при использовании которых можно положить качественный шов. Даже новичок сможет быстро обучиться азам того, как правильно варить сваркой.
В этой статье Вы сможете разобрать волнующие начинающего сварщика вопросы. Какие основы сварки нужно знать и что может понадобиться? А также понять значение силы тока в таком виде работ.
В домашних условиях используются два вида : трансформаторные и инверторные. В чем между ними разница и какие есть недостатки и преимущества в этих типах?
Трансформаторные
Исходя из названия, можно понять, что принцип работы таких аппаратов построен на трансформаторе. Электрический ток подается на прибор и в процессе работы повышается его сила. Сам сварочный агрегат не преобразовывает электричество и работает от переменного тока в сети.
Это усложняет обучение и сварочный процесс новичку. В сети напряжение постоянно скачет и, чтобы положить качественный шов, сварщику нужно контролировать свои движения и дугу в частности.
Но большим преимуществом таких аппаратов будет их неприхотливость и живучесть, а также их дешевизна.
Инверторы
Сварочный инвертор намного сложнее трансформатора. Он преобразовывает электрический ток с переменного на постоянный. И опять в переменный, повышая его частоту.
Обучение сварке лучше начать при наличии такого прибора, он более предпочтительный. Дополнительные функции (такие, как антиприлипание и горячий старт) позволяют быстро освоить поджигание дуги и ведение шва. При этом дополнение в виде синергического управления выравнивает электрический ток и сварщику не нужно постоянно контролировать расстояние электрода от свариваемой поверхности.
Сравнение преимуществ и недостатков трансформаторов и инверторов можно рассмотреть в таблице.
Исходя из таблицы, можно понять, что современные инверторы больше подходят для урока по теме сварка для начинающих.
Какие электроды использовать
Часто в самодельных трансформаторных агрегатах не хватает мощности для использования электродов выше третьего номера.
Что нужно знать новичку
Весь сварочный процесс можно провести по такому алгоритму:
- Подготовка поверхности свариваемых деталей.
- Подключение сварочного аппарата и массы.
- Поджигание дуги.
- Сварка.
Стоит знать, что существует три основных вида сварочных швов:
- Горизонтальный. Получается вследствие сваривания деталей в горизонтальном положении. Наиболее простой шов и с него стоит начинать обучение.
- Вертикальный. Детали располагаются вертикально.
- Потолочный. Самый сложный из вариантов и стоит тщательно потренироваться, прежде чем проводить такие сварочные работы.
Итак, как пользоваться сварочным аппаратом?
Подготовка
Две детали нужно хорошо очистить от загрязнения и ржавчины. Также нужно подогнать требуемый размер заранее.
Обязательно стоит уделить внимание одежде. Сварочные работы чреваты брызгами и искрами. Лучше всего – это огнеупорный костюм сварщика, но за неимением такового можно использовать плотную не синтетическую одежду и перчатки.
Обязательно наличие хорошей защитной маски, молотка для сбивания шлака, и защитных очков для глаз.
Подключение
Современные инверторы работают от бытовой сети. Для этого достаточно вставить вилку в розетку.
Кабель массы нужно закрепить к одной из свариваемых деталей. Место, где будет присоединен зажим, желательно зачистить от всякого загрязнения до металла.
Электрод нужно вставить оголенным концом в держатель. Обязательно на аппарате нужно выставить силу тока. Для варки третьим электродом оптимальный показатель в 70 Ампер. Но он может варьироваться. Слишком высокая сила тока будет резать металл, а низкая – не способствует образованию качественной дуги.
Поджигание
В сварочных работах поджигание дуги можно сделать двумя способами: чирканием по поверхности металла или обычным постукиванием.
При чиркании в месте начала сварочного шва концом электрода нужно провести несколько раз по принципу поджигания спички.
Постукиванием кончиком стучат в точке, где начнется сваривание.
Если дуга не зажигается, большая вероятность того, что кабель массы плохо подключен к детали. Также для быстрого поджигания можно плоскогубцами очистить кончик электрода от обмазки.
При постоянном прилипании нужно повысить силу тока, но без особого фанатизма.
Удобство электросварки в том, что шов можно положить в различных положениях: от себя, на себя, слева направо. Зависит от того, как удобно.
Но, если происходит сваривание вертикальных деталей, то шов обязательно ведут снизу вверх.
После поджигания дуги электрод ведут под углом в 30-60 градусов до поверхности. Расстояние зависит от сварочной ванны, образуемой при плавлении, обычно 2-3 миллиметра.
При движении электродом нужно контролировать несколько параметров:
- Постепенно вести шов выдерживая расстояние от свариваемой поверхности.
- Следить за сварочной ванной и ускорять или замедлять ведение шва.
- Двигать электрод нужно по непрямой траектории, а, например, в виде «елочки».
- Следить за направление сварочного шва.
Для лучшего ведения шва вначале лучше всего наметить место сварки мелом.
Когда процесс завершен, нужно сбить шлак и осмотреть место сварки на предмет зашлакованности шва или пропусков.
Какие могут быть ошибки
Чтобы понять, как правильно пользоваться сварочным аппаратом, нужно также знать основные ошибки, допускаемые при сваривании.
- Если образовался неровный шов, то движение электрода было слишком быстрым.
- В случае образования прожогов (дырок) в металле – была слишком медленная скорость ведения шва.
- Если шов получился плоским и неровным – был неправильно выдержан угол электрода к поверхности (в таком случае угол наклона составлял почти 90 градусов при оптимальных 30-60).
- Когда при сбивании шлака оказалось, что металл не проварен, то в таком случае был слишком маленький зазор между электродом и поверхностью. Такой дефект образовывается от «всплывания» шва.
- Как и в предыдущем варианте, при слишком большом зазоре детали также не проварятся и шов будет непрочным.
Указанное выше – это только основы. Их можно быстро освоить, особенно пользуясь для обучения инверторными аппаратами.
Они, имея функции выпрямления и контроля сварочного процесса, позволяют при минимальных навыках положить качественный шов.
Для сваривания тонкостенных деталей или профильных труб понадобится более тщательный подход к делу. Очень тонкие детали можно сваривать путем наложения стержня электрода, очищенного от обмазки, и варки прямо по нему. Но здесь нужен опыт, так как можно попросту расплавить металл по верху деталей и не обеспечить достаточное крепление.
Сварочные работы по алюминию или других цветных металлов и сплавов требуют использования специальных электродов. Как правило, такие работы проводят с использование защитной среды (аргон или углекислота). Сегодня можно приобрести универсальные сварочные аппараты с возможностью варки таких материалов.
Отдельно от обычных работ по сварке, применяются полуавтоматические агрегаты для работ с тонкостенными деталями. Здесь процесс соединения идет за счет плавления сплошной проволоки.
Также более сложными являются вертикальный и потолочный швы.
Для самостоятельного обучения можно воспользоваться видео и другими материалами. Лучше всего, чтобы уроки сварки дал опытный сварщик, который покажет разные виды швов.
Когда мы упоминаем слово «сварка», то сразу представляется сложный процесс со множеством нюансов, правил, непростой в использовании техники и оборудования, требований к уровню квалификации работника. Но так дела обстоят не всегда. Современность со всеми ее техническими нововведениями делает все, чтобы облегчить жизнь человека насколько это возможно. Она не обошла стороной и сварочный процесс. Оказывается, можно знать, как варить самостоятельно, не имея специальной квалификации и навыков использования сложной сварочной аппаратуры, и сварка инвертором для начинающих покажется не такой уж и сложной. Все, что вам понадобится, это приобрести инвертор для сварки и следовать правилам по тому, как научиться варить инверторной сваркой. Основы сварки инвертором для начинающих и уроки сварки инвертором для начинающих приведены ниже.
Технология сварки инвертором подразумевает обязательное использование этого устройства для работы. По своей сущности инвертор представляет собой устройство, которое превращает переменный ток из нашей обычной розетки 220 В в постоянный, при этом изменяя частоту. Плюс еще и в том, что такое серьезное устройство очень экономно расходует вашу электроэнергию и заметно не изменяет показатель напряжения. Существует аппараты-инверторы, которые работают при напряжении 380 В. Сварка трёхмиллиметровым электродом будет возможна и при напряжении 170 В. Но это лучше проверить в инструкции по эксплуатации конкретного вида инвертора. Такое низкое напряжение обычно характерно для деревень, небольших поселков.
Визуально аппарат представляет собой металлическую коробку, с индикаторами некоторых показателей: перегрева и питания, иногда есть решетки для лучшего охлаждения содержимого, с ремнем для удобной переноски и ручкой. Вес примерно 3-6 кг. На инверторе есть ручка, регулирующая сварочный ток, два отверстия для кабелей – плюс и минус. Один используется как прищепка для детали, второй – для держателя электрода. Рекомендуется приобретать инвертор с кабелями нужного размера. Иногда они оказываются слишком короткими. Также кабели должны быть максимально гибкими для удобства.
Как выбрать сварочный инвертор? Довольно просто. Цены на инверторы вполне демократичные. Но ценовой диапазон присутствует. Покупать самый дорогой – не лучший вариант для человека, только познающего азы . Работать сварочным инвертором производителя Ресанта удобно и продуктивно.
Отвечая на вопросы как пользоваться сварочным инвертором, как правильно варить сварочным инвертором и как научиться варить сварочным инвертором прежде всего нужно сказать о следующем. Перед тем, как правильно варить инверторным сварочным оборудованием обязательно внимательно прочтите как варить сварочным инвертором конкретного производителя. Можно несколько раз. Принцип работы у инверторов один и тот же, но в остальных показателях множество различий, которые не изложишь ни в одном универсальном пособии по сварке.
Как сваривать детали? Основные приемы и секреты для начинающих.Как варить сварочным инвертором знает любой сварщик. Инверторная сварка в своей основе имеет вполне себе классический принцип. Металл инвертором сваривается от высокой температуры электрической дуги. Чтобы между электродом и металлической деталью появилась дуга, их нужно подключить к разным полюсам. Выбор плюса или минуса для электрода и металла зависит от того, какой толщины деталь, подлежащая сварке. Существует разделение на прямую и обратную полярность или электрод-отрицательную и электрод-положительную. Последнее наименование разновидностей полярности более понятно. При прямой или электрод-отрицательной полярности сварочный электрод подключается к минусу, а свариваемая металлическая деталь – к плюсу. Если поменять их местами, будет обратная полярность или электрод-положительная.
Между этими двумя видами соединений существует разница. Сварочный электрод либо деталь для сварки будут нагреваться больше, если к ним присоединить положительный заряд. Это происходит потому, что электроды в дуге перемещаются от минуса к плюсу, что делает температуру плюса более высокой. При толще 3-х мм, целесообразней будет подключить к трубе положительный заряд. Трубы такой толщины нужно значительно «разогреть» для получения хорошего шва. Поэтому, присоединив плюс к трубе, металл лучше расплавится, шов будет качественным и прочным. Если труба из , то положительным зарядом ее можно «сжечь», приведя тем самым в негодность. Поэтому, лучше к ней подсоединить минус.
Что такое сварочный шов и как его сделать?Металл, который вы собираетесь «варить», должен быть . Его необходимо очистить от лишнего: ржавчины, краски. Кромки должны быть обработаны растворителем. На них не должно быть остатков жира или краски.
Далее подключаем куда необходимо сварочные кабели, выбираем нужный электрод, выставляем величину тока. В таблице ниже указано как подобрать нужный электрод. Диаметр электрода зависит от толщины изделия, подлежащего сварке. Приведены рекомендуемые значения.
Как пользоваться сварочным инвертором?Не спешите! Торопясь сделать шов, вы, скорее всего, получите некачественное соединение.
В процессе сварки величину тока можно и нужно менять, если это требуется. Если вы видите, что при создании шва получаются не валики, а что-то типа размытых линий, то следует увеличить ток. Если же валики такие огромные, что становится сложно передвигать электрододержатель, показатель тока уменьшаем.
Если вы используете не только что приобретенные электроды, а те, которые были на хранении некоторое время во влажных местах, то их необходимо высушить около двух-трех часов при температуре примерно 2000 градусов.
Разжечь дугу можно двумя способами:
Несколько раз ударить кончиком электрода об изделие;
Применить способ, аналогичный розжигу спички.
Итак, это основная информация, самоучитель и правила, которые нужно знать и соблюдать, если вы решили узнать, как варить металл сварочным инвертором. Сварка для начинающих, конечно, характеризуется начальными неудачами. Первоначально нужно будет научится совершать каждый этап работы несколько раз, чтобы довести его до надлежащего уровня. Придется тренироваться, использовать множество «пробных» электродов, кусков металла, научиться хорошо и с первого раза разжигать дугу. Но, согласитесь, это небольшая цена за возможность узнать, как научиться правильно варить сварочным инвертором самостоятельно с нуля и экономить на услугах специализированных компаний. Техника сварки инвертором довольно прозрачна и проста. Пройдя все пробные этапы и усвоив уроки по сварке инвертором для начинающих, вы самостоятельно сможете без лишних проблем производить сварку.
Почти каждый человек сталкивался с ситуацией, когда необходимо было заварить какую-нибудь металлическую деталь. Чаще всего это происходит при строительных работах. Отлично, если мужчина владеет этим процессом, но порой приходится обращаться к профессионалам своего дела. Но сварке можно научиться и самостоятельно. Новички обычно начинают с изучения швов. Сложные работы следует начинать лишь тогда, когда домашний мастер узнает, как правильно варить сваркой электродами.
Основные понятия
Сварка на сегодняшний день – самое надежное соединение металла, ведь при ней материалы сплавляются в одно целое. Процедура проходит под воздействием высоких температур. Большая часть сварочных аппаратов использует для работы электрическую дугу.
Принцип ее работы таков : она разогревает металл в определенной небольшой зоне до температуры плавления. Называется такая сварка электродуговой.
При образовании электрической дуги может использоваться как постоянный, так и переменный ток. При переменном применяются трансформаторы, при постоянном – инверторы.
Проще работа обстоит с инверторами, т. к. они работают от сети 220 В. Отличаются небольшими размерами и весом, порядка 4−8 кг. Почти не издают шума и не влияют на напряжение.
Гораздо труднее обстоит работа с трансформаторами, т. к. ток переменный, он оказывает влияние на скачки напряжения, чему обычно не очень рады соседи и бытовая техника. Аппарат при этом большой и тяжелый.
Таким образом становится очевидно, что для новичков больше подойдет сварочный инвертор .
Необходимые инструменты
Для сварочных работ необходим набор инструментов и спецзащиты. Это непосредственно сам сварочный аппарат, электроды, молоток и щетка. Диаметр электродов зависит от материала, над которым предстоит работать.
Не стоит забывать и о защите . Для защиты глаз обязательно необходима сварочная маска, также нужно надеть одежду из плотного материала и замшевые перчатки и прочную обувь. Еще пригодятся приборы, преобразующие переменный ток в постоянный – это выпрямитель, инвертор или трансформатор.
Технология работ
Чтобы возникла электрическая дуга, необходимы токопроводящие элементы: в этом случае это металл и электрод. При соприкосновении металла и электрода появляется электрическая дуга. В этом же месте сразу начинает плавиться металл, одновременно с ним плавится и электрод, который переносится в сварную ванну.
Также в процессе горит и защитная поверхность электрода, при этом частично испаряясь и выделяя определенное количество газов. Эти газы создают завесу и защищают металл от окисления. Также металл покрывается шлаком, который помогает металлу, поддерживая температуру.
Образование шва происходит при перемещении электрода, в чем и заключается весь секрет сварки. Еще необходимо следить за углом наклона и параметрами тока . После остывания металла на нем остается корка шлака, которая защищает металл от окисления. Шлак затем отбивают при помощи молотка.
Как научиться варить
В первое время проводить сварочные работы необходимо под надзором опытного сварщика, он покажет как научиться варить сваркой, даст совет и поможет в случае проблем. Можно попрактиковаться на куске металла.
Для начинающих сварщиков больше всего подойдет 3 мм электрод . Он стоит немного дороже, но с ним проще работать. Позже, как будет получен опыт, можно будет перейти к другим вариантам. Зафиксировать его можно в специальном держателе, который бывает пружинный и винтовой и крепится к одному из кабелей. После фиксирования электрода можно приступить к соединению кабелей.
На сварочном аппарате имеется два выхода : положительный и отрицательный. Также есть два кабеля, один из них заканчивается держателем, куда вставляется электрод, другой – специальным зажимом.
При обычных видах сварки подключают прямую полярность: минус идет на электрод, плюс на деталь. Но при некоторых работах используют обратную полярность.
Процесс электросварки
После приготовления всех деталей и приборов можно приступать к работе. Первым делом крепится кабель с зажимом. Затем нужно проверить другой кабель на изоляцию и надежное фиксирование электрода. Потом на сварочном аппарате выставляется мощность тока в зависимости от диаметра выбранного электрода.
Зажигается электрическая дуга. Чтобы это сделать, нужно слегка дотронуться электродом до металла , при этом должны брызнуть искры. После первого контакта электрод прикасается к металлу и приподнимается на высоту, равную 5 мм.
Высоты 5 мм нужно придерживаться на протяжении всей операции. По ходу процесса должен выгорать электрод и его нужно будет менять . Также он может периодически прилипать к металлу, в этом случае необходимо слегка качнуть им.
После зажигания дуги можно перейти к наплавлению валика. Делается это легкими колебательными движениями, плавно перемещая электрод. В результате операции должен получиться шов с небольшим наплавлением металла.
Движение электрода может протекать по трем направлениям :
- Поступательное.
- Поперечное.
- Продольное.
Во время работы можно накладывать один вариант на другой. Каждый мастер предпочитает работать по собственному направлению. Ведь основная задача состоит в надежном соединении металлов, а каким образом это происходит – не так важно.
Некоторые нюансы
Недостаточно просто водить электродом по металлу. Необходимо знать некоторые нюансы сварки и как правильно сварить определенный металл. Один из них заключается в том, что шов «тянет» деталь, из-за чего их может повести. И в итоге получится совсем не тот результат, что ожидал мастер. Чаще всего избежать этой проблемы можно, прихватив деталь в нескольких местах, примерно через каждые 10 см. Делается это с двух сторон, после чего начинается основная работа.
Как правильно выбрать ток
Помимо скрепления металла перед сваркой, нужно знать, какое значение тока выставлять в определенных ситуациях. Все зависит от толщины металла, над которым производится работа и диаметра электрода.
Но иногда может внезапно упасть напряжение, инвертор не сможет сам среагировать на эту ситуацию. В этом случае нужно просто замедлить передвижение электрода, добиваясь прогрева. Еще может помочь повторное проведение электродом по швам. Если и это не помогает, можно поставить электрод меньшего диаметра .
Сварка трубопровода
С помощью дуговой электрической сварки можно сделать горизонтальный шов, который проходит по окружности трубы и вертикальный, который проходит сбоку, А также верхний и нижний швы. Самым удобным вариантом является нижний шов.
Трубы из стали нужно проваривать встык, сваривая при этом все кромки по высоте стенок. Во время работы электрод нужно установить под углом 45 градусов – это делается для того, чтобы снизить наплывы внутри изделий. Ширина шва должна составлять 2−3 мм, высота – 6−8 мм. Если сварка идет внахлест, то здесь уже необходимая ширина 6−8 мм, а высота – 3 мм.
Непосредственно перед началом работ нужно провести подготовительные процедуры :
- Нужно очистить деталь.
- Если края трубы деформированы, то выровнять их или отрезать углошлифовальной машинкой, или по-простому болгаркой.
- Кромки, где будет проходить шов, необходимо зачистить до блеска.
После подготовки можно приступать к работе. Необходимо сваривать все стыки непрерывно, полностью проваривая . Стыки труб с шириной до 6 мм свариваются в 2 слоя, при ширине 6−12 мм в 3 слоя и при ширине стенок больше 19 мм в 4 слоя. Главная особенность заключается в постоянной очистке труб от шлака, т. е. после каждого выполненного слоя необходимо очищать его от шлака и только потом варить новый. Особую внимательность нужно проявлять при работе над первым швом, необходимо сплавить все притупления и кромки. Первый слой тщательно проверяют на наличие трещин, если они присутствуют, то необходимо их выплавить или вырубить и наварить заново.
Все последующие слои привариваются при медленном поворачивании трубы. Последний слой приваривают с ровным переходом на основной металл.
Ошибки начинающих сварщиков
Чтобы узнать, как правильно варить электросваркой, нужно рассмотреть основные ошибки, которые допускают новички :
Все вышеперечисленные ошибки – это только самые грубые. Есть еще много нюансов, разобраться в которых можно только с опытом.
При сварке тонкостенного металла или профиля необходим тщательный подход к работе . Тонкие детали можно сваривать, наложив очищенный электрод и варить прямо поверх него.
Разительно отличается сварка по цветным металлам, т. к. требует других электродов. Еще необходима специальная защитная среда. Сейчас можно купить универсальные аппараты, которые варят практически любые металлы.
Также существуют полуавтоматические аппараты для работы с тонкостенными металлами. Суть его заключается в наплавлении специальной проволоки.
Электросварка для начинающих – задача непростая. Но при достаточном желании его можно освоить. Нужно лишь следовать основным правилам и слушать советы более опытных мастеров. В итоге можно будет переходить к сложным задачам, оттачивая свое мастерство.
Ручная дуговая сварка металла (MMA, SMAW или ручная сварка)
Ручная дуговая сварка металлом была впервые изобретена в России в 1888 году. В ней использовался металлический стержень без покрытия, обеспечивающий защиту от газа. Разработка электродов с покрытием не происходила до начала 1900-х годов, когда в Швеции был изобретен процесс Кьельберга, а в Великобритании – квазидуговой метод. Следует отметить, что применение электродов с покрытием было медленным из-за их высокой стоимости. Однако было неизбежно, что по мере роста спроса на качественные сварные швы ручная металлическая дуга стала синонимом покрытых электродов.Когда между металлическим стержнем (электродом) и заготовкой возникает дуга, стержень и поверхность заготовки плавятся, образуя сварочную ванну из расплавленного металла. Одновременное плавление флюсового покрытия на стержне приводит к образованию газа и шлака, которые защищают сварочную ванну от окружающей атмосферы. Шлак затвердеет и остынет, и его необходимо удалить с валика сварного шва после завершения цикла сварки (или перед нанесением следующего прохода).
Процесс позволяет выполнять сварку только коротких отрезков перед тем, как новый электрод нужно будет вставить в держатель сварочного электрода.Проплавление шва невелико, а качество готового наплавленного слоя во многом зависит от квалификации сварщика.
Типы флюсов / электродов
Для зажигания дуги между электродом и основным металлом, таким как углеродистая сталь, и для получения сварного шва хорошего качества, сварщик должен убедиться, что его сварочные аппараты оснащены подходящими электродами. На стабильность дуги, глубину проникновения, скорость осаждения металла и возможность позиционирования сильно влияет химический состав флюсового покрытия на электроде.Электроды можно разделить на три основные группы:
Электроды из целлюлозы содержат большое количество целлюлозы в покрытии и характеризуются глубоко проникающей дугой и высокой скоростью выгорания, что обеспечивает высокую скорость сварки. Наплавленный металл может быть крупным, а удаление шлака жидким шлаком может быть затруднено. Эти электроды удобны в использовании в любом положении и известны тем, что используются в технике сварки «дымоход».
Характеристики:
- глубокое проникновение во все позиции
- пригоден для сварки снизу вверх
- относительно хорошие механические свойства
- Высокий уровень образования водорода – риск растрескивания в зоне термического влияния (HAZ)
Рутиловые электроды содержат большое количество оксида титана (рутила) в покрытии.Оксид титана способствует легкому зажиганию дуги, плавному срабатыванию дуги и малому разбрызгиванию. Эти электроды представляют собой электроды общего назначения с хорошими сварочными свойствами. Их можно использовать с источниками питания переменного и постоянного тока и во всех положениях. Электроды особенно подходят для сварки угловых швов в горизонтальном / вертикальном (H / V) положении.
Характеристики:
- умеренные механические свойства металла сварного шва, такие как прочность на разрыв
- Хороший профиль валика за счет вязкого шлака
- Возможна позиционная сварка жидким шлаком (содержащим фторид)
- шлак легко удаляемый
Основные электроды содержат большое количество карбоната кальция (известняк) и фторида кальция (плавиковый шпат) в покрытии.Это делает их шлаковое покрытие более текучим, чем рутиловое покрытие – оно также быстро замерзает, что способствует сварке в вертикальном и верхнем положении. Эти электроды используются для сварки изделий среднего и тяжелого сечения, где требуется более высокое качество сварного шва, хорошие механические свойства и устойчивость к растрескиванию (из-за высокой прочности).
Характеристики:
- Металл шва с низким содержанием водорода
- требует высоких сварочных токов / скоростей
- плохой профиль валика (выпуклый и грубый профиль поверхности)
- Удаление шлака затруднено
Электроды из металлического порошка содержат добавку металлического порошка к флюсовому покрытию для увеличения максимально допустимого уровня сварочного тока.Таким образом, для данного размера электрода скорость осаждения металла и эффективность (процент нанесенного металла) увеличиваются по сравнению с электродом, не содержащим порошка железа в покрытии. Шлак обычно легко удаляется. Электроды из железного порошка в основном используются в плоском и горизонтальном / вертикальном положениях, чтобы использовать преимущества более высокой скорости осаждения. Эффективность от 130 до 140% может быть достигнута для рутиловых и основных электродов без заметного ухудшения характеристик искрения, но дуга имеет тенденцию быть менее сильной, что снижает проникновение валика.
Источник питания
Электроды могут работать от источников питания переменного и постоянного тока. Не все электроды постоянного тока могут работать от источников переменного тока, однако электроды переменного тока могут использоваться как на переменном, так и на постоянном токе.
Сварочный ток
Уровень сварочного тока определяется размером электрода – нормальный рабочий диапазон и ток рекомендуются производителями. Типичные рабочие диапазоны для выбора размеров электродов показаны в таблице. Как показывает опыт, при выборе подходящего уровня тока для электрода требуется около 40 А на миллиметр (диаметр).Следовательно, предпочтительный уровень тока для электрода диаметром 4 мм будет 160 А, но приемлемый рабочий диапазон – от 140 до 180 А.
Что нового
Транзисторная (инверторная) технология теперь позволяет производить очень маленькие и сравнительно легкие источники питания. Эти источники питания находят все более широкое применение для сварки на стройплощадках, где их можно легко переносить с работы на работу. Поскольку они имеют электронное управление, доступны дополнительные устройства для сварки TIG и MIG, которые увеличивают гибкость.Электроды теперь доступны в герметичных контейнерах. Эти вакуумные упаковки устраняют необходимость в обжиге электродов непосредственно перед использованием. Однако, если контейнер был открыт или поврежден, необходимо повторно просушить электроды в соответствии с инструкциями производителя.
Обучение
Школа обучения TWI предлагает ознакомительный курс по сварке стержневыми электродами. Сюда входят теоретические и практические занятия, примерно 75% которых составляют демонстрационные и практические занятия; понимание сварочных процессов и фундаментальные базовые знания.Здоровье и безопасность, настройка оборудования, параметры процесса сварки, дефекты процесса и способы их устранения, сварочные материалы.
Для получения дополнительной информации щелкните здесь.
Запросы
Для получения дополнительной информации о сварке стержневыми электродами и технических запросов свяжитесь с нами.
лучших сварочных аппаратов (обзор и руководство по покупке) в 2020 г.
Преимущества аппарата для ручной сварки
- Доступность: аппараты для ручной сварки – это недорогой вариант.Они не требуют значительного обслуживания и относительно недорогое оборудование, чем другие сварочные аппараты, такие как сварочные аппараты TIG или MIG.
- Универсальность: Сварочные аппараты для стержневой сварки чрезвычайно универсальны. Всякий раз, когда вам нужно сварить различные типы материалов с помощью сварочного аппарата, все, что вам нужно сделать, это изменить тип используемого электрода. Сварочные аппараты могут использоваться как новичками, так и профессионалами для сварки алюминия, мягкой и нержавеющей стали, железа, меди и т. Д.
- Отсутствие защитного газа: Еще одно преимущество по сравнению со сварочными аппаратами других типов состоит в том, что сварочные аппараты штангой не требуют использования баллонов для защиты газа.Сварочные аппараты вырабатывают собственный защитный газ, обычно двуокись углерода, когда дуга сжигает покрытие.
Типы аппаратов для ручной сварки
AC
Машины для ручной сварки на переменном токе или сварочные аппараты на переменном токе встречаются реже и обычно используются только в качестве дополнительной опции для сварочных аппаратов на постоянном токе. Выход переменного тока может быть особенно полезен, если доступный источник питания имеет только выход переменного тока. Выход переменного тока также может быть полезен, если у вашего сварщика проблемы с дугой.
DC
Сварочные аппараты на постоянном токе или аппараты для ручной сварки на постоянном токе являются наиболее распространенным типом аппаратов для ручной сварки.Сварочные аппараты постоянного тока более гибкие, чем аппараты для сварки на переменном токе, и их можно использовать в различных проектах, включая проекты DIY и профессиональные сварочные работы. Сварочные аппараты постоянного тока – более безопасный выбор, они лучше подходят для сварки стали, уменьшают разбрызгивание и известны более стабильной дугой.
AC / DC
Сварочные аппараты AC / DC могут переключаться между выходом переменного и постоянного тока в зависимости от проекта, над которым вы работаете. Чаще всего будет использоваться выход постоянного тока, но если вы работаете в месте, где доступен только выход переменного тока, то сварочный аппарат можно легко переключить на выход переменного тока.
Ведущие бренды
DEKO
Deko со штаб-квартирой в Китае является авторитетным брендом инструментов и бытовой техники с клиентами по всему миру. Он известен тем, что производит высококачественные инструменты как для обычных потребителей, так и для профессионалов. Помимо сварочных аппаратов, Deko известна своими электроинструментами, ручными инструментами, такими как гайковерты, газонными и садовыми инструментами и многим другим.
ZENY
Основанная в 2014 году как производитель уличного оборудования, палаток и гамаков, Zeny превратилась в уважаемую компанию с широким ассортиментом высококачественной продукции.Помимо сварочных аппаратов, Zeny производит столы, кухонное оборудование, музыкальные инструменты, тренажеры, навесы для улицы и многое другое.
FORNEY
Основанная в 1932 году и представленная общественности в 1940-х годах, компания Forney превратилась в одного из самых известных производителей во всем мире. Компания имеет разветвленную сеть клиентов, насчитывающую около 20 000 розничных торговцев по всему миру. Помимо аппаратов для ручной сварки, Forney производит аппараты для сварки TIG, отрезные круги, аксессуары для аппаратов высокого давления, сварочные маски и многое другое.
Цены на сварочный аппарат
- Менее $ 125: Аппараты для ручной сварки в этом ценовом диапазоне обеспечивают отличное соотношение цены и качества. Хотя эти сварочные аппараты являются экономичными, обязательно приобретайте их у известного производителя, чтобы гарантировать высокое качество сварочного аппарата.
- 125–175 долл. США: Это наиболее распространенный диапазон цен для сварщиков стержневой сваркой. Сварочные аппараты этого ценового диапазона, как правило, отличаются высоким качеством, но обязательно прочтите обзоры и проведите исследование, прежде чем совершать покупку.
- 175 долл. США и выше: Аппараты для ручной сварки в этом ценовом диапазоне доступны по более высокой цене. Эти аппараты для ручной сварки обычно отличаются высочайшим качеством и включают несколько важных функций безопасности.
Основные характеристики
Сила тока / напряжение
Сила тока и напряжение являются важными факторами при выборе сварочного аппарата. Сила тока вашего сварочного аппарата будет определять, что вы можете, а что нет. Рекомендуется выбирать сварочный аппарат с силой тока на 20-50 ампер больше, чем рекомендовано для вашей работы.Что касается напряжения, большинство аппаратов для ручной сварки совместимы с входом 110/120 В или 220/240 В. Чем выше входная мощность, тем мощнее будет работать ваш сварочный аппарат.
Рабочий цикл
Другой важной характеристикой, которую следует учитывать, является рабочий цикл. Рабочий цикл сварщика представляет собой количество времени, в течение которого вы можете непрерывно сваривать, прежде чем вам нужно дать машине остыть. Полный рабочий цикл обычно составляет 10 минут. Чем дольше рабочий цикл, тем эффективнее сварочный аппарат может выполнять вашу работу.Если вы профессиональный сварщик или используете свое устройство в промышленности, потребуется более высокий рабочий цикл.
Безопасность
Функции безопасности – еще один важный фактор, который следует учитывать при покупке сварочного аппарата. Очень важно, чтобы ваш аппарат для ручной сварки не перегревался во время работы. Многие сварочные аппараты оснащены функциями безопасности, предотвращающими перегрузку, перенапряжение, пониженное напряжение, перегрузку по току, перегрев, защиту от прилипания и защиту от тепловой перегрузки.Помимо основных функций, таких как сварочные перчатки и сварочный шлем, в вашем безопасном ящике для инструментов должен быть сварщик.
Прочие соображения
- Материал: Тип материала, из которого вы будете сваривать, и тип материала, из которого изготовлен сварочный аппарат, являются важными факторами. Хотя некоторые сварочные аппараты продаются по более высокой цене, важно выбрать аппарат, который выдержит испытание временем. Сварочные аппараты могут быть изготовлены из различных тяжелых металлов, включая сталь, углеродистую сталь и стальные сплавы.
- Портативность: Мобильность: Общий вес и портативность вашего сварочного аппарата могут быть важными факторами, особенно если вы будете путешествовать со своим сварочным аппаратом или переносить его по месту работы. Большинство аппаратов для ручной сварки относительно портативны, и их может легко перенести один человек. Несмотря на свой легкий и компактный размер, аппараты для ручной сварки по-прежнему отличаются высоким качеством и могут использоваться для выполнения самых сложных работ.
- Гарантия: Продолжительность и тип гарантии являются важными факторами при выборе аппарата для ручной сварки.Большинство аппаратов для ручной сварки произведены известными производителями, которые следят за качеством своих аппаратов. Ищите ограниченную гарантию, прилагаемую к вашему сварочному аппарату. Ограниченная гарантия распространяется на любые производственные дефекты или проблемы с вашей машиной в течение как минимум многих лет.
Отзывы и рекомендации лучшего сварщика стержневой сваркой 2021
Наконечники
- Сварка палкой лучше всего подходит для стали с минимальным содержанием серы и кремния. Попробуйте использовать сталь с указанным ниже содержанием серы.035 процентов и содержание кремния менее 0,1 процента, чтобы предотвратить растрескивание при сварке.
- Обязательно тщательно очистите каждое соединение перед сваркой. Перед сваркой соединения удалите с металлических поверхностей ржавчину, масло, краску и жир. Если удалить эти загрязнения не удается, необходимо использовать электрод.
- Убедитесь, что вы используете электрод подходящего размера для того типа сварки, который вы будете выполнять. Для получения наилучших результатов старайтесь использовать электрод самого большого размера, сохраняя при этом качество сварного шва.
- Если дуги не совпадают, возможно, у вас мокрый электрод. Убедитесь, что вы всегда используете сухие электроды, чтобы избежать проблем со сварочной дугой.
- Если вы беспокоитесь об очистке, возможно, вы захотите снизить ток. Уменьшение силы тока поможет уменьшить брызги от сварного шва.
Лучший сварщик стержнем Часто задаваемые вопросы:
В: Является ли сварка электродом сильнее, чем MIG?
При сварке палкой скорость проплавления металла намного выше, чем при сварке MIG.Поддержание дуги на аппарате для ручной сварки потребует дополнительной подводимой силы тока для сварочного аппарата.
Q: Какой лучший сварочный аппарат на 110 В?
На рынке доступно большое количество отличных сварочных аппаратов 110В. Некоторые сварщики даже включают несколько напряжений. Прочтите наши обзоры и проведите надлежащее исследование, чтобы выбрать сварочный аппарат, который лучше всего подходит для ваших нужд.
Q: Какая сварка самая прочная?
В целом, сварка TIG является самой прочной и качественной по сравнению с другими видами сварки.В зависимости от сварочной работы может потребоваться сварка штучной сваркой или сварка MIG.
Наш лучший выбор
Наш лучший аппарат для сварки штангой – это аппарат для дуговой сварки DEKO Pro MMA 160A, в котором используется инверторная технология IGBT, что позволяет получить мощный аппарат для сварки штангой, способный сваривать сталь, нержавеющую сталь и даже чугун. Доступно несколько других отличных сварочных аппаратов, поэтому обязательно прочитайте все наши обзоры, чтобы определить, является ли другой вариант лучшим выбором для ваших сварочных нужд.
Заключительные мысли
Если вы хотите получить высококачественный сварочный аппарат, обратите внимание на аппарат для дуговой сварки DEKO Pro MMA 160A с несколькими уникальными режимами управления или аппарат для дуговой сварки Zeny с технологией Easy Start, которая позволяет легко поджечь дугу.
Учебное пособие по сварке MIG, методы и практика
Дуговая сварка существует уже давно, и сейчас существует ряд различные типы дуговой сварки. На этой странице обсуждаются плюсы, минусы и типичные характеристики этих различных типов сварщиков.
Преобразователи постоянного токаВ отличие от традиционных сварочных аппаратов, современные инверторные сварочные аппараты очень маленький, легкий и портативный.Даже самые дешевые, доступные от as всего 100 фунтов стерлингов работают хорошо, хотя более дорогие (до до 500 фунтов стерлингов) будет намного надежнее и обычно прослужит дольше. Плюсы:
Минусы:
Вердикт: Преобразователи постоянного тока– разумная покупка для тех, кто не знаком с дуговой сваркой. Четное самые дешевые, как правило, очень хорошо свариваются, это обратная сторона дешевых это те дешевые компоненты, которые не очень хорошо служат. | |
Преобразователи переменного / постоянного токаОбычно они предназначены для сварки TIG и не могут быть куплены для только дуговая сварка, но у них обычно есть настройки дуговой сварки. Плюсы:
Минусы:
Вердикт: Отлично подходит для дуговой сварки, но покупайте только один, если вам также нужна сварка TIG алюминий. | |
Сварочные аппараты для трансформаторов постоянного токаДуговые сварочные аппараты на базе трансформатора обычно очень тяжелые и ориентированы на при сварке TIG в мастерской, а не портативности. Плюсы:
Минусы:
Вердикт: Купите одну секонд-хенд, если вы хотите что-то долговечное и
место для хранения. | |
Сварочные аппараты переменного тока с масляным охлаждениемПлюсы:
Минусы:
Вердикт: Старое школьное оборудование, которое никогда не нужно заменять. Купи один из вторых рук, если вы олдскульный, но имейте в виду, что они больше навыков в использовании. | |
Сварочные аппараты переменного тока с воздушным охлаждениемЧасто называют коробками для жужжания.Ряд компаний сделали разумным качественные сварочные аппараты переменного тока с воздушным охлаждением. Технология теперь резерв магазинов DIY, продающих сварщиков людям, которые ничего не знают. Они наименее удобны из всех типов дуговой сварки. Плюсы:
Минусы :
Вердикт: В значительной степени это пустая трата денег. Они самые сложные использовать любой аппарат для дуговой сварки, поэтому большинство покупателей, сделавших это самостоятельно, решат, что они не нравится процесс и сдавайся.Рабочие циклы раздражающе низкие. Они подходят только для тех, кому нужен дуговой сварщик для очень периодическое использование и не хочет тратить деньги. |
Безопасность заземления и дуговой сварки
Какое отношение имеет заземление к безопасности дуговой сварки?
Заземление электрических цепей – это мера безопасности, которая задокументирована в различных нормах и стандартах. Типовая установка для дуговой сварки может состоять из нескольких электрических цепей.Применение и соблюдение надлежащих методов заземления в зоне сварки важно для обеспечения электробезопасности на рабочем месте. Сопутствующие процессы, такие как плазменная резка, также выиграют от надлежащего заземления. Обсуждаются важные вопросы заземления в типичной сварочной среде.
Заземление сварочного аппарата
Сварочные аппараты, в которых используется гибкий шнур и вилка, или те, которые постоянно подключены к системе электроснабжения, содержат заземляющий провод.Заземляющий провод соединяет металлический корпус сварочного аппарата с землей. Если бы мы могли проследить заземляющий провод обратно через систему распределения электроэнергии, мы бы обнаружили, что он подключен к земле, и обычно через металлический стержень, вбитый в землю.
Цель подключения корпуса оборудования к заземлению – обеспечить одинаковый потенциал металлического корпуса сварочного аппарата и заземления. Когда они имеют одинаковый потенциал, человек не испытает поражения электрическим током при прикосновении к двум точкам.Заземление корпуса также ограничивает напряжение на корпусе в случае выхода из строя изоляции внутри оборудования.
Допустимая токовая нагрузка заземляющего проводника согласована с устройством максимального тока системы электроснабжения. Согласование допустимой токовой нагрузки позволяет заземляющему проводнику оставаться неповрежденным даже в случае электрического повреждения сварочного аппарата.
Некоторые сварочные аппараты могут иметь конструкцию с двойной изоляцией. В этом случае подключение заземляющего провода не требуется.Этот тип сварочного аппарата использует дополнительную изоляцию для защиты пользователя от ударов. Наличие двойной изоляции обозначается символом «квадрат в рамке» на паспортной табличке.
Для небольших сварочных аппаратов, в которых используется вилка на конце шнура питания, подключение заземляющего провода выполняется автоматически, когда сварочный аппарат подключается к розетке.Штырь заземления вилки обеспечивает соединение внутри розетки. Не рекомендуется использовать адаптеры, которые эффективно удаляют заземляющий контакт вилки. Кроме того, не отрезайте и не вынимайте заземляющий штифт из вилки. Без подключения все преимущества безопасности заземляющего проводника теряются.
Тестеры цепей розеток легко проверит целостность заземляющего проводника.Тестеры розеточных цепей для цепей на 120 В можно приобрести в магазинах электроснабжения или хозяйственных магазинах; эти недорогие тестовые устройства подключаются к электрической розетке. Световые индикаторы показывают наличие цепи заземления в розетке, а также другие проверки цепи. Если тестовое устройство показывает отсутствие заземления или другие проблемы с цепью, вызовите квалифицированного электрика за помощью. Это простой тест, который следует проводить периодически. Проконсультируйтесь с квалифицированным электриком для проверки цепей с напряжением более 120 вольт.
Заготовка Заземление
Сварочная цепь состоит из всего проводящего материала, через который должен проходить сварочный ток. Сварочный ток протекает через клеммы сварочного аппарата, сварочные кабели, соединение деталей, пистолет, горелку, электрододержатель и деталь. Сварочная цепь не заземлена внутри сварочного аппарата, а изолирована от земли. Как заземлить сварочную цепь?
Согласно ANSI Z49.1, «Безопасность при сварке, резке и смежных процессах», заготовка или металлический стол, на который она опирается, должны быть заземлены. Мы должны подключить заготовку или рабочий стол к подходящему заземлению, например, к металлическому каркасу здания. Заземление должно быть независимым или отдельным от соединения сварочной цепи.
Заземление заготовки имеет те же преимущества, что и заземление корпуса сварочного аппарата.Когда деталь заземлена, она имеет такой же потенциал, как и другие заземленные объекты в этой области. В случае нарушения изоляции в аппарате для дуговой сварки или другом оборудовании напряжение между заготовкой и землей будет ограничено. Обратите внимание, что возможно получение незаземленной детали, но для этого требуется разрешение квалифицированного специалиста.
Соединение детали не является зажимом заземления
«Зажим заземления» и «провод заземления» – общие термины, используемые многими сварщиками.Заготовка соединяется со сварочным кабелем обычно с помощью подпружиненного зажима или винтового зажима. К сожалению, многие сварщики часто ошибочно называют соединение заготовки “заземляющим зажимом”, а кабель массы неправильно называют “заземляющим проводом”. Сварочный кабель не обеспечивает заземления к изделию. Заземление осуществляется отдельно от соединения с заготовкой.
Высокочастотное заземление
В некоторых сварочных аппаратах используются цепи запуска и стабилизации, содержащие высокочастотное напряжение.Это обычное явление для аппаратов для сварки вольфрамовым электродом в среде инертного газа (TIG). Высокочастотное напряжение может иметь частотные составляющие, которые простираются до мегагерцовой области. Напротив, сварочное напряжение может составлять всего 60 Гц.
Высокочастотные сигналы имеют тенденцию выходить за пределы зоны сварки. Эти сигналы могут создавать помехи для находящегося поблизости радио и телевидения или другого электрического оборудования. Один из способов минимизировать излучение высокочастотных сигналов – заземлить сварочную цепь.В руководстве по эксплуатации сварочного аппарата будут конкретные инструкции о том, как заземлить сварочную цепь и компоненты в окружающей среде, чтобы минимизировать радиационное воздействие.
Заземление переносных и устанавливаемых на транспортных средствах сварочных генераторов
Переносные и устанавливаемые на транспортных средствах генераторы дуговой сварки часто имеют возможность подачи вспомогательного питания напряжением 120 и 240 вольт. Эти генераторы используются в удаленных местах вдали от системы распределения электроэнергии. Удобное заземление обычно недоступно для подключения.Следует ли заземлить корпус генератора?
Правила заземления зависят от конкретного использования и конструкции вспомогательного генератора энергии. Большинство приложений попадают в одну из двух категорий, кратко описанных ниже:
1. При соблюдении всех этих требований заземлять корпус генератора не требуется:
- Генератор устанавливается на грузовик или прицеп
- Вспомогательная энергия берется из розеток на генераторе с помощью шнура и вилки
- Розетки имеют заземляющий штырь
- Рама генератора прикреплена или электрически соединена с рамой грузовика или прицепа
2.Если выполняется одно из этих условий, корпус генератора необходимо заземлить:
- Генератор подключен к проводке помещения. Например, для подачи электроэнергии в дом во время отключения электроэнергии.
- Вспомогательный источник питания жестко подключен к генератору без использования шнуров и вилок.
В приведенном выше резюме не входят подробности, и читателю рекомендуется ознакомиться со своими местными электротехническими нормами и ANSI / NFPA 70, «Национальными электротехническими правилами», чтобы узнать подробности.
Заземление удлинительного шнура
Удлинители следует периодически проверять на целостность заземления. Удлинители ведут тяжелую жизнь, лежа на земле; они находятся под ногами и подвержены повреждениям. Использование тестера цепей розетки подтвердит, что все соединения внутри шнура, вилки и розетки исправны.
Опасность поражения электрическим током в сварочной цепи
Использование надлежащего заземления в условиях сварки является хорошей практикой, но это не исключает возможности поражения электрическим током.Сварочный контур запитывается сварочным напряжением. Человек получит электрошок, если он станет электрическим путем в сварочной цепи. Необходимо принять меры для изоляции сварщика от сварочной цепи. Используйте сухие изоляционные перчатки и другие изоляционные средства. Также сохраняйте изоляцию на сварочных кабелях, держателях электродов, горелках и горелках для обеспечения защиты.
Точно так же можно предотвратить поражение электрическим током от системы электроснабжения. Правильный уход за электрооборудованием и удлинителями изолирует сварщика от источников электрического тока.
Источники информации
- Американское сварочное общество, ANSI Z49.1: 2005 «Безопасность при сварке, резке и смежных процессах».
- Национальная ассоциация противопожарной защиты, NFPA 70, «Национальный электротехнический кодекс», 2005 г.
- Американское общество сварщиков, Информационный бюллетень по безопасности и охране здоровья № 29, «Заземление переносных и установленных на транспортных средствах сварочных генераторов», июль 2004 г.
- Американское общество сварки, AWS A3.0-2001, «Стандартные термины и определения в области сварки».”
Аппарат для дуговой сварки Бесплатное руководство по покупке – IndustryBuying
Если вы ищете аппарат для дуговой сварки , скорее всего, вам нужно принять во внимание несколько вещей, прежде чем выбирать сварочный аппарат одной марки. Будь то профессионал или новичок, вам нужно потратить немного больше времени, чтобы определить, какой аппарат для дуговой сварки лучше всего подходит вашим требованиям. Industrybuying поможет вам сделать правильный выбор, предоставив объективную, информативную и практическую информацию.Расслабьтесь и читайте дальше, вы попали в нужное место. Обзор аппарата для дуговой сваркиСварка – это процесс, с помощью которого можно соединить два одинаковых металла и сплава путем плавления самого металла или нанесения присадочного материала через расходуемый электрод / стержень или проволоку. Этот процесс реализовал свой истинный потенциал еще в конце 19, -го, -го века, когда он был коммерчески использован для производственных работ в судостроении, автомобилестроении и сталелитейной промышленности.
Сварка обычно выполняется путем создания дуги между основным металлом и электродом, которая, в свою очередь, создает тепло и способствует осаждению материала либо из присадочных материалов (сварочные электроды, сварочные проволоки), либо из основного металла, создавая сварочную ванну между рабочие места, требующие присоединения; объясняя, почему это широко известно как дуговая сварка.
Для получения точного, высокотехнологичного, экономичного и надежного сварного шва; Операция сварки стала наиболее важной среди других процессов в промышленности, и для обеспечения высокого качества конечной продукции постоянно предпринимаются усилия по улучшению качества сварных швов. Все это делает подбор лучших сварочных аппаратов для правильной работы еще более ценным и может быть разницей между возможностью получения прибыли или потерями на работе.
Список бесплатных советов по покупке аппарата для дуговой сваркиК счастью или к сожалению, не существует сварочного процесса «, который подходит всем », и факторы, которые необходимо учитывать при изучении конкретного процесса и соответствующего сварочного аппарата: –
- Тип основного металла
- Толщина работы
- Положение при сварке
- Рабочий цикл / требуемое время
- Тип и технология источника питания
- Вид тока
Теперь я знаю, что довольно легко быть ошеломленным, но если вы продолжите читать, это определенно станет легче.
# 1) Процесс сваркиС развитием технологий сварочные процессы стали более специфичными и технологически продвинутыми, чем когда-либо, и вот таблица ниже, в которой перечислены процессы, подходящие для соединения различных основных металлов и сплавов.
# 2) Ручная сваркаДуговая сварка защищенного металла (SMAW) или сварка палкой, также называемая просто дуговой сваркой, является наиболее традиционным процессом, используемым для сварки. Он использует дугу, образованную между основным металлом и расходуемым электродом (в форме стержня), для нанесения присадочного материала на работу.Этот процесс также популярен благодаря своей экономичности и способности эффективно соединяться на ржавых и грязных работах, как в помещении, так и на открытом воздухе.
Сварка палкой, однако, сложна в освоении, использовании, и процесс также ограничен толщиной работы, которая обычно составляет от 1 мм до 25 мм. В Industrybuying у нас есть широкий ассортимент сварочных аппаратов для стержневой сварки, которые бывают переменного, постоянного или переменного-постоянного тока, и их выбор зависит от требуемого проникновения. Электроды обычно имеют положительный заряд, чтобы обеспечить большую концентрацию тепла и, следовательно, более высокое проплавление и скорость сварки, в качестве альтернативы более тонкие заготовки требуют меньшего проплавления и имеют отрицательно заряженные электроды.
Таким образом, сварочный аппарат переменного тока является предпочтительным выбором среди аппаратов для дуговой сварки, поскольку он сохраняет чередование полярности и помогает производить средний проплавление, в то время как электроды помогают как в создании дуги, так и в нанесении присадочного материала.
Выбор правильного источника питания с правильной силой тока – следующая важная вещь, о которой нужно позаботиться. Вот список наших сварщиков премиум-класса, созданных специально для вас. С появлением новейших технологий источники питания сегодня могут многое предложить.
Предполагаемое использование также влияет на принятие решения о том, должен ли источник питания быть однофазным, двухфазным или трехфазным в зависимости от их использования для индивидуальных или промышленных приложений. Выбор технологии источников питания немного сложен, поскольку как источник на основе трансформатора, так и источник на основе инвертора имеют свои плюсы и минусы.
# 3) Качество дугиГоворя о сварочных аппаратах , мы не можем игнорировать характеристики дуги и полученные сварные швы.Если вы один из тех, кто регулярно сваривает низкоуглеродистую сталь, вам не придется смотреть сквозь пальцы на трансформатор.
# 4) УниверсальностьТеперь вы можете купить инверторные сварочные аппараты, на которых вы можете регулировать практически любую электрическую переменную, какую только можно представить, с помощью программного обеспечения, чтобы обеспечить непревзойденную универсальность. В отличие от трансформаторных машин, инверторные машины легче и портативнее.
# 5) НадежностьЭто наиболее обсуждаемый аспект при сравнении двух источников питания, и, честно говоря, трансформаторы имеют небольшое преимущество, учитывая время, которое было у трансформаторной технологии для инноваций и усовершенствований, чтобы создать прочную и надежную машину.Тем не менее, инверторы – это то, что нужно, поскольку за последние годы разрыв между ними значительно сократился. Industrybuying предлагает эксклюзивный ассортимент водонепроницаемых инверторных сварочных аппаратов с гарантией на замену, теперь мы не думаем, что это может быть лучше этого.
Если вы любитель, опытный сварщик или любознательный клиент, у нас есть для вас подходящие продукты от таких брендов, как Esab, Miller, Lincon, Ador, Panasonic, Great, EWM, Ralliwolf, бюджетных аппаратов и многих других.Industrybuying предлагает вам аппараты для дуговой сварки, которые используют различные методы для качественной сварки, такие как на основе инвертора, на основе диодов, на основе IGBT, на основе трансформатора (с алюминиевой обмоткой), выпрямителя IGBT, технологии IGBT (M), инвертора на основе IGBT, MOSFET и сварки на основе тиристоров. машина.
Так что вперед и ознакомьтесь с широким ассортиментом аппаратов для дуговой сварки на сайте Industrybuying.com, и мы будем рады помочь вам принять это решение, и все, что вам нужно сделать, это связаться с вами.
Почему стоит покупать аппарат для дуговой сварки в Интернете на сайте Industrybuying.ком?Industrybuying.com – это ваш универсальный пункт назначения для любых требований, касающихся сварочного аппарата или любых других Сварочных инструментов или оборудования. Компания занимается подборкой товаров от ведущих производителей сварочного инструмента в Интернете. Будь то эксклюзивные скидки на 100% оригинальные продукты или беспроблемные покупки в Интернете Опыт Industrybuying гарантирует, что покупатели получат лучший опыт покупок в Интернете.
Вы можете найти все сварочные инструменты, такие как пламегасители, газовые адаптеры, принадлежности для газовой резки , газовый фильтр, давление газа, регулятор, газовый клапан, обратный клапан, TIG Rod , Сварочные принадлежности , сварочные электроды , Сварочный аппарат или Сварочная проволока по доступным ценам в Интернете на сайте Industrybuying.com. Для получения любой профессиональной помощи вы можете обратиться к нам по бесплатному телефону 1800-300-09551.
Объяснение сварочных стержней
Существует множество различных сварочных электродов и провода там. В этой области сварочные электроды обычно называют «сварочными. стержни “, поэтому я буду использовать этот термин здесь.
” Палка Сварка »также является предпочтительным термином для SMAW, аббревиатуры от Дуговая сварка защищенного металла.
Сварка палкой используется для быть сделано с помощью голого сварочного стержня.Это было очень сложно, и использовать его можно было только в плоском положении. Если вы когда-нибудь наклеивали на него стержень с флюсом, вы можете только представьте, сколько раз втыкали голые стержни! Если стержень подходит слишком близко к основного металла это уменьшит напряжение, что приведет к гашению дуги.
Нажмите здесь, чтобы просмотреть наши сварочные печи и узнать
о преимуществах правильного хранения!
Заедание сварочный стержень – это то место, где стержень вместо того, чтобы плавиться, как должен, прилипает к основной металл.Сила тока не хватает, чтобы расплавить его, но достаточно, чтобы он прилип. Один из способов ослабить его – немедленно оторвать стержень от основания. металл. Если это не сработает, вам придется разжать стержень, а затем сломать его.
КАЖДЫЙ прилепляет сварочные стержни, когда учится, и даже старые соли, такие как я, время от времени наклеивают. Я всегда думал это называли сваркой палкой, потому что электрод выглядел как палочка, но я читал на сайте Миллера однажды, что это называется сваркой штангой, потому что так много людей придерживайся при обучении.
Если дернуть “жало” (электрододержатель) достаточно быстро, вы можете отломить стержень от основного металла и повторно зажгите дугу. Но если он останется там слишком долго и станет слишком горячим, он легко палку снова, и ее следует положить и дать остыть.
Многие время от времени, когда он заедает, рывки или отрыв стержня могут вызвать поток, чтобы оторваться от конца. Из-за этого очень сложно нанести удар и снова дугу без прилипания. Приклеивание удочки – НЕКОТОРЫЕ разочарование.Я пробиваюсь сумку в моем магазине, чтобы студенты приобрели хорошую координацию глаз / рук, но это также способ выпустить пар, когда им нужно.
Один быстрое исправление – длинная дуга (удерживайте стержень над пластиной примерно на четверть дюйма) сварочный стержень и обожгите оголенный металл, пока он не достигнет флюса. . Это помогает повернуть машину до деформации 10 (другими словами, поднять ребенка) при горении это от. Если вы этого не сделаете, он почти всегда будет снова прилипать к голому стержню. что вы пытаетесь исправить.
Это одна из причин, по которой вы действительно нужно держать сварочные стержни, особенно стержни с низким содержанием водорода 7018, в стержне духовки. Если вы этого не сделаете, то помимо попадания влаги во флюс, что вызывает пористость, или червоточины; флюс может стать хрупким и отслоиться.
В в другой статье я расскажу о наиболее распространенных видах сварочных стержней, используемых в магазин и поле, а также объяснение некоторых из менее используемых.
Узнайте больше о стержневых электродах!
Страница не найдена | Департамент обучения и развития персонала
Страница не найдена
Добро пожаловать на новый веб-сайт Департамента обучения и развития персонала.Вы попали сюда, потому что информация, которую вы искали, имеет новое местоположение, больше недоступна или URL-адрес, который вы использовали, неверен. Используйте главное меню, чтобы найти то, что вы искали, используйте функцию поиска в верхней части страницы или просмотрите следующий обзор содержания нового веб-сайта, чтобы найти нужную информацию. Или вы можете перейти на нашу домашнюю страницу, чтобы узнать больше о том, что доступно.
Этот веб-сайт был запущен 15 декабря 2016 года с новым дизайном и реорганизацией контента, так что теперь он больше соответствует нашим клиентам и заинтересованным сторонам, а информацию легче находить.Кроме того, новый веб-сайт соответствует всем требованиям правительства штата, включая доступность, и удобен для мобильных устройств.
Мы будем рады вашим отзывам о новом веб-сайте. Пожалуйста, напишите нам по адресу [email protected].
1513913721
Что на сайте
Обучение
В этом разделе представлена информация о профессиональном образовании и обучении для учащихся, родителей и сотрудников, такая как выбор учебного курса и / или учебного заведения, ученичество и стажировка, курсы базовых и справедливых навыков, стоимость курсов и ПОО для учащихся средних школ программ.
Работа и навыки WA
Информация о вакансиях и навыках WA, включая подробную информацию о субсидируемых учебных курсах. В этом разделе доступен отраслевой квалификационный список Priority (PIQL).
Карьерный рост
В этом разделе вы найдете информацию и ссылки на ресурсы и инструменты, которые помогут вам в развитии вашей карьеры и планировании.
Развитие персонала
В этом разделе представлена информация о модели планирования и развития персонала в Западной Австралии, а также информация о рынке труда Западной Австралии.Список приоритетных занятий штата – SPOL – находится в этом разделе.
Онлайн-сервисы
Здесь мы предоставили ссылки на услуги, которые Департамент предлагает в Интернете.
О нас
В этом разделе содержится корпоративная информация Департамента, включая политики и инструкции. Контактная информация наших сервисных центров также доступна здесь.
Кабинет ученичества
Управление ученичества регистрирует и управляет контрактами на обучение и регулирует систему ученичества / стажировки в Западной Австралии.
1513820918
Провайдеры обучения, практики ПОО и школы
Вся информация, инструменты и ресурсы, относящиеся к программам ПОО, доставке и оценке, доступны через «стикер» на главной странице или значок в правом верхнем углу главного меню.
Это включает в себя нашу программу профессионального развития, навыки грамотности и счета, политику и руководящие принципы, SPOL, информацию о требованиях к отчетности, Реестр квалификаций классов A и B , справочники по номинальным часам и Поиск продуктов для обучения, учебный центр управление и ресурсы для контрактных поставщиков и реферальных агентов по участию.
1486449314
Последнее обновление страницы: 22 января 2021 г.
.