Секреты рекордной сварки
16 июня 2016 в 14:46
Секреты рекордной сварки
В начале июня сварщики из монтажной организации «Сезам» досрочно завершили монтажную сварку ГЦТ на четвертом блоке Ростовской АЭС, побив прошлогодний рекорд коллег с Ленинградской АЭС. Как ставить рекорды, от чего зависит качество сварных соединений и при чем здесь войлочные подушки, выясняла «СР».
«Сварить главный циркуляционный трубопровод по силам специалистам, которые чувствуют металл и сварочную дугу. Это дано не каждому. Снимаем шляпу перед ростовскими сварщиками. Молодцы!» — ведущий инженер-технолог отдела главного сварщика «Петрозаводскмаша» Зинаида Боровикова не скупится на комплименты в адрес сварщиков-профессионалов. Она один из разработчиков технологического процесса изготовления гидроемкостей систем безопасности АЭС, парогенераторов, главных циркуляционных насосов, а также трубных узлов главных циркуляционных трубопроводов АЭС.
Свои трубы
Заготовка для ГЦТ — это труба длиной до 8,5 м, внешний диаметр — 0,99 м. К заготовке приваривают колено либо трубу поменьше, получаются трубные узлы, их больше двух десятков. На эту работу на заводе уходит год. Комплект трубных узлов для «Ростова-4» полностью отечественный. Раньше использовали импортные трубы с антикоррозионной наплавкой. Собственную технологию антикоррозионной наплавки «Петрозаводскмаш», филиал «АЭМ-технологий», разработал совместно с головной материаловедческой организацией «ЦНИИТмаш». Сначала наплавку делали вручную. Контроль выявлял много дефектов. Со временем технологию усовершенствовали. Ручные операции заменили автоматическими. Для этого предприятие приобрело установку, с помощью которой на кованые трубные заготовки наносится антикоррозионный слой методом электрошлаковой наплавки. «Качество заметно улучшилось, ускорился производственный процесс»,— отмечает Зинаида Боровикова. В 2014 году «Петрозаводскмаш» перешел к серийному выпуску наплавленных заготовок: по собственной технологии изготовил трубы для строящейся Ленинградской АЭС, Ростовской и Белорусской.
 Скоро Зинаида Боровикова приступит к разработке технологической документации для изготовления ГЦТ для новых блоков индийской АЭС «Куданкулам».
Скоро Зинаида Боровикова приступит к разработке технологической документации для изготовления ГЦТ для новых блоков индийской АЭС «Куданкулам».Рекорд побит
Первый всесоюзный рекорд по сварке главного циркуляционного трубопровода — 150 суток — был установлен в 1986 году на четвертом блоке Запорожской АЭС. Этот результат превзошли в 2010 году монтажники «Сезама» на четвертом блоке Калининской АЭС — 127 суток. А год назад сварщики из концерна «Титан-2» перехватили первенство, сварив ГЦТ первого блока строящейся Ленинградской АЭС за 113 суток при плане 140. Сварку ГЦТ «Ростова-4» начали 27 февраля и завершили 2 июня: за 96 суток заварили все 28 стыков. «Нам удалось справиться быстрее, но это не было самоцелью,— рассказывает директор волгодонского филиала «Сезама» Олег Шуляр.— Мы учли опыт работы на третьем ростовском блоке и усовершенствовали технологию и режим сварки». Сроки сократили за счет четкой организации технологического процесса и привлечения специалистов, участвовавших в сварке ГЦТ на других блоках.
Ручная сварка главного циркуляционного трубопровода — трудоемкий и ответственный процесс. Один стык трубопровода ВВЭР-1000 сваривают 15–17 дней.
Причем количество стыков на разных блоках разное. На четвертом ростовском — 28, а на втором было 32. Меньше стыков стало благодаря ПСР: укрупнение блоков главного циркуляционного трубопровода — один из проектов отраслевой производственной системы. «За счет предварительной сборки в промышленной зоне сокращено количество стыков, а значит, и сроки сварки»,— говорит Олег Шуляр.
Как они это делают
На заводе перлитную трубу изнутри покрывают антикоррозионной наплавкой, оставляя края нетронутыми — там будет проходить шов.
 На площадке трубы сваривают, затем дефектоскописты оценивают качество стыка. Термообработку стыков проводили практически параллельно сварке — число специалистов позволяло. После заваривания всех 28 стыков в термообработке находились всего три. После дефектоскописты снова обследовали стыки — радиография, ультразвуковая и капиллярная дефектоскопия. В завершение делается антикоррозионная наплавка на шовную зону. Для этого сварщик и контролер залезают в трубу. Один наплавляет, другой следит, чтобы не было нарушений технологии. Потом — снова осмотр, уже на отслоение.
На площадке трубы сваривают, затем дефектоскописты оценивают качество стыка. Термообработку стыков проводили практически параллельно сварке — число специалистов позволяло. После заваривания всех 28 стыков в термообработке находились всего три. После дефектоскописты снова обследовали стыки — радиография, ультразвуковая и капиллярная дефектоскопия. В завершение делается антикоррозионная наплавка на шовную зону. Для этого сварщик и контролер залезают в трубу. Один наплавляет, другой следит, чтобы не было нарушений технологии. Потом — снова осмотр, уже на отслоение.И индивидуальная войлочная подушка
Опытные сварщики всегда на вес золота. На монтажную сварку ГЦТ «Ростова-2» спецов шестого, самого высокого, разряда искали по всей стране.
 Набралось всего 26 человек. Ситуация выправилась: быть сварщиком и престижно, и заработать можно хорошо. В «Сезаме» даже устроили кастинг: предложили заварить нестандартные детали. Скорость роли не играла, главное — минимум дефектов, а лучше и вовсе без них. «Сварка ГЦТ — это не соревнование, кто быстрее,— говорит Дмитрий Чумаков.— Качество швов показывает квалификацию сварщика».
Набралось всего 26 человек. Ситуация выправилась: быть сварщиком и престижно, и заработать можно хорошо. В «Сезаме» даже устроили кастинг: предложили заварить нестандартные детали. Скорость роли не играла, главное — минимум дефектов, а лучше и вовсе без них. «Сварка ГЦТ — это не соревнование, кто быстрее,— говорит Дмитрий Чумаков.— Качество швов показывает квалификацию сварщика».В общем, из полусотни желающих отобрали 16. В основном это те, кто работал на других блоках Ростовской АЭС. Юрий Степанов — из передовой бригады, на счету которой больше всего стыков. Это его третий ГЦТ. Первым был трубопровод блока №4 Калининской АЭС, потом — блок №3 Ростовской. По словам сварщика, тяжело даются корпусные стыки: «Уж очень капризные первые восемь стыков. Металл плохо липнет к корпусной кромке. Возможно, из-за сложного состава. Но мне нравится укрощать эти стыки». На вопрос, как прийти к рекорду, Юрий Степанов отвечает, что, когда в коллективе взаимопонимание, ощущается поддержка руководства, рекорд приходит сам. В «Сезаме» говорят, что для сотрудников создаются комфортные условия, ведь от этого тоже зависит качество и скорость выполнения заданий.
В «Сезаме» говорят, что для сотрудников создаются комфортные условия, ведь от этого тоже зависит качество и скорость выполнения заданий.
ВЕДУЩИЙ ИНЖЕНЕР-
ТЕХНОЛОГ ОТДЕЛА
ГЛАВНОГО СВАРЩИКА
«ПЕТРОЗАВОДСКМАША»
ЗИНАИДА БОРОВИКОВА:
«СВАРИТЬ ГЦТ ПО СИ-
ЛАМ СПЕЦИАЛИСТАМ,
КОТОРЫЕ ЧУВСТВУЮТ
МЕТАЛЛ И СВАРОЧНУЮ
ДУГУ. ЭТО ДАНО НЕ КАЖ-
ДОМУ. МЫ СНИМАЕМ
ШЛЯПУ ПЕРЕД РОСТОВ-
СКИМИ СВАРЩИКАМИ.
МОЛОДЦЫ!»
Работали четыре бригады по сменам без выходных. «Самоотверженно,— так Дмитрий Чумаков характеризует 96 дней ударного труда.— Выложились на все сто.
 Боевой дух в рядах сварщиков да, поддерживал — где-то хвалил, где-то приходилось ругать. Всякое бывало. У одного нашего товарища жена заболела, всем коллективом деньги собирали на операцию. Народ подобрался дружный. С таким и работа спорится».
Есть интересная история?
Читайте также:
Боевой дух в рядах сварщиков да, поддерживал — где-то хвалил, где-то приходилось ругать. Всякое бывало. У одного нашего товарища жена заболела, всем коллективом деньги собирали на операцию. Народ подобрался дружный. С таким и работа спорится».
Есть интересная история?
Читайте также:Секреты сварки электродом | ММА сварка для начинающих
Секреты сварки электродом или что нужно знать новичкуСекреты сварки электродом или что нужно знать новичку
Сварка электродом — достаточно сложный технологический процесс. Но если нужно научиться варить для себя, то, начинать обучение, лучше всего на практике. Взяли электрод, вставили его в электрододержатель, и, попробовали варить. Сначала толстый металл, затем тонкий, поменяли положение сварки. Так приходит опыт.
Что же касается знаний, то их можно получить из книг или интернета.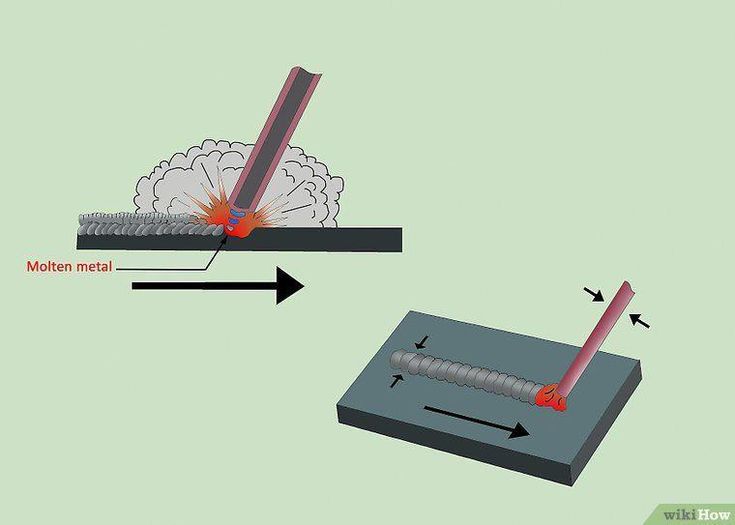 Сегодня с этим проблем абсолютно никаких нет, было бы желание учиться и познавать что-то новое. В этой статье mmasvarka.ru я хочу поделиться с читателем секретами сварки электродом. Надеюсь, статья станет полезной для многих, кто хочет научиться варить инвертором.
Сегодня с этим проблем абсолютно никаких нет, было бы желание учиться и познавать что-то новое. В этой статье mmasvarka.ru я хочу поделиться с читателем секретами сварки электродом. Надеюсь, статья станет полезной для многих, кто хочет научиться варить инвертором.
Секреты сварки электродом
Получить качественный шов можно, если усвоить несколько главных правил. При верно сварочном токе, очень важно выдерживать нужную длину дуги и правильно её перемещать. Сварочная дуга считается длиной, если её длина составляет более 5 мм. Длинной дугой можно запросто прожечь тонкий металл, поэтому это очень важно учитывать при сварке.
Также, когда сварочная дуга слишком длинная, происходит активное окисление и азотирование расплавленного металла. Сварочный шов образуется с большим количеством пор, получается «рыхлым», «слабым» и непрочным. Если же сварочная дуга будет слишком короткой, то можно получить так называемый непровар сварного шва.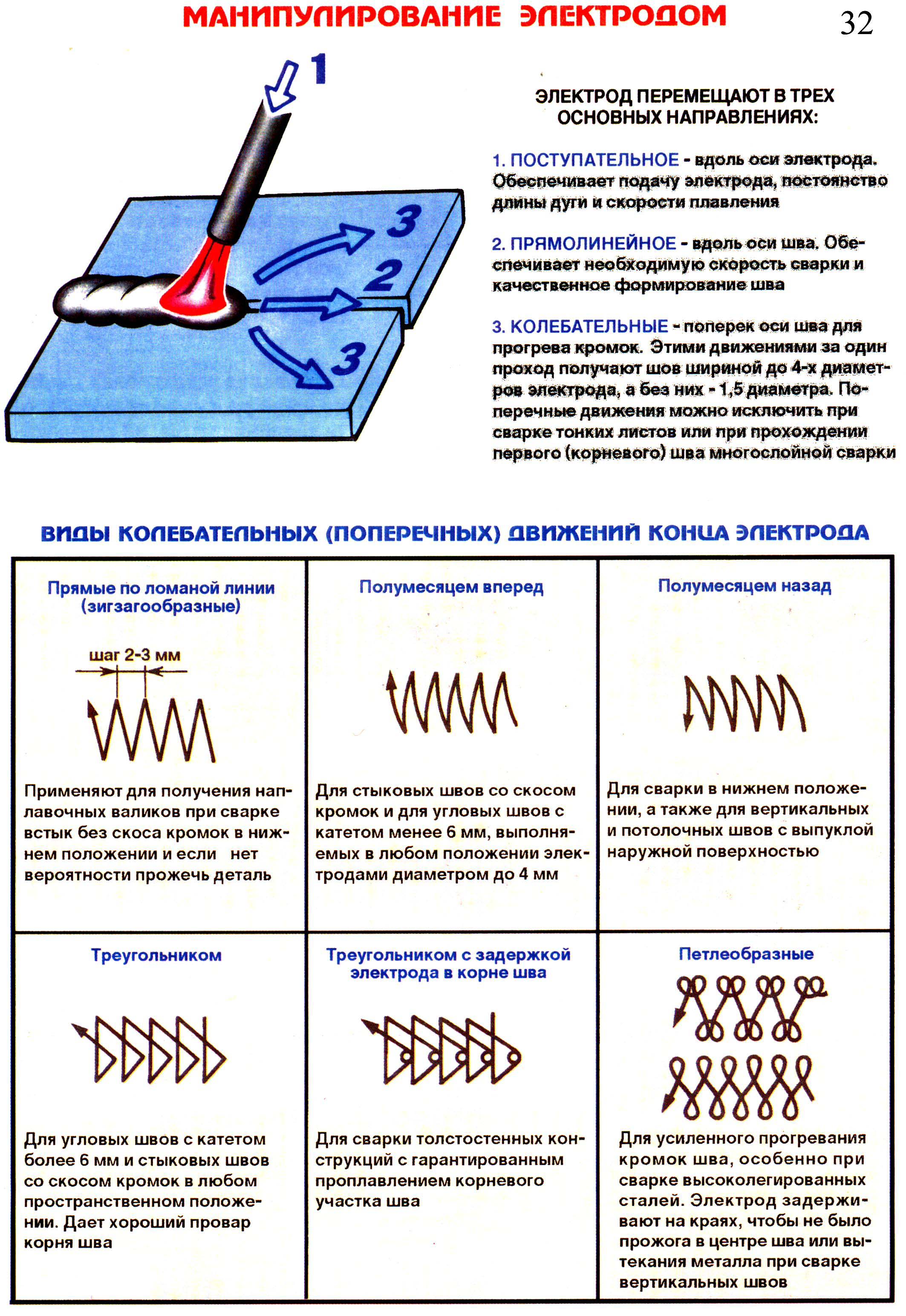 Вот почему очень важно правильно выдерживать нужную длину дуги при сварке инвертором.
Вот почему очень важно правильно выдерживать нужную длину дуги при сварке инвертором.
Способы сваривания электродом
Движение электродом должно осуществляться, таким образом, чтобы захватывать кромки свариваемых металлов. Существуют различные способы. С приходом небольшого опыта вы поймёте, что к чему, и у вас будет свой собственный, так сказать «любимый» вариант.
Но все же, помимо этого, мы рекомендуем придерживаться следующих методик, которые применяются в сварочном деле.
Нижнее стыковое соединение — сварка осуществляется электродами, толщина которых равна толщине свариваемого металла. Если толщина металла будет более 8 мм, то возникает необходимость в разделении кромок при сварке с углом разделки 30° за несколько проходов. Для этого, как правило, первый проход выполняется электродами, диаметром не более 4 мм.
Угловое соединение — такой способ сваривания электродом ещё часто называют «в лодочку», когда две заготовки размещаются под углом в 45°. Сварка в лодочку бывает симметричной и несимметричной. При сварке «несимметричной лодочкой», намного удобней варить в труднодоступных местах, когда угол наклона изделий составляет 30 и менее градусов.
Сварка в лодочку бывает симметричной и несимметричной. При сварке «несимметричной лодочкой», намного удобней варить в труднодоступных местах, когда угол наклона изделий составляет 30 и менее градусов.
Вертикальное соединение — один из самых сложных способов сваривания электродом. При сварке в вертикальном положении важно учитывать, что наплавленный металл, все время стремиться вниз, поэтому сварку осуществляют только короткой дугой.
Также, учитывая данный факт, важно подобрать правильное значение сварочного тока. Для сварки вертикальных швов сила тока должна быть уменьшена на 20%.
Сварка труб электродом
Отдельного внимания заслуживает сварка труб электродом. Считается, что если сварщик научился варить трубы, то он получил весь необходимый опыт и может называться «гуру».
Вот несколько секретов сварки труб, которые помогут вам быстрее освоить данный навык и стать успешным в сварочном деле:
- По возможности используйте сварку труб встык.
 Обязательно тщательно подготавливайте и выравнивайте кромки свариваемых изделий;
Обязательно тщательно подготавливайте и выравнивайте кромки свариваемых изделий; - Чтобы уменьшить наплыв металла внутри трубы, старайтесь варить трубы под небольшим углом, не более чем в 45°;
- Выдерживайте минимально возможную ширину и высоту сварочного шва. Высота должна быть в пределах 3 мм, а ширина 8 мм.
 Обязательно тщательно подготавливайте и выравнивайте кромки свариваемых изделий;
Обязательно тщательно подготавливайте и выравнивайте кромки свариваемых изделий;Ну и, конечно же, не отчаивайтесь, если что-то не получается с первого раза. Как говорится «терпение, и труд все перетрут», ну или переварят, на крайний случай!Еще статьи про сварку:
Секреты покупки сварочного аппарата – Справочник
Не всякую металлическую конструкцию можно отлить, наоборот,
большинство из них надо соединять из отдельных деталей. При
этом обязательно нужно обеспечить прочность соединения. Клеевое соединение будет
самым слабым на разрыв, клёпочное тоже не ахти, соединение хомутами ― это
вообще что-то временное. Резьбовое соединение вроде бы подходит по всем
параметрам, но, во-первых, не везде в местах соединения резьбу нарежешь,
во-вторых, все резьбы нужно было бы для облегчения сборки унифицировать. А это
нежелательно, ведь не будешь же на одинаковую резьбу брать большие и малые
детали. Вот и выходит, что почти монолитное соединение возможно только при
помощи сварки.
Резьбовое соединение вроде бы подходит по всем
параметрам, но, во-первых, не везде в местах соединения резьбу нарежешь,
во-вторых, все резьбы нужно было бы для облегчения сборки унифицировать. А это
нежелательно, ведь не будешь же на одинаковую резьбу брать большие и малые
детали. Вот и выходит, что почти монолитное соединение возможно только при
помощи сварки.
Хотя практически все современные сварочные аппараты для получения дуги используют электрическую энергию, но принципиальная электросхема у всех их разная. Поэтому отличаться они будут и стоимостью, и массой, и потребляемой мощностью, и качеством получаемого шва. Выделяются следующие сварочные аппараты:
- – трансформаторы;
- – выпрямители;
- – генераторы;
- – инверторы;
- – полуавтоматы.
Каждый из аппаратов имеет свои преимущества и своё
назначение. Главное, что воздействуют на металл они на атомарном уровне, то
есть благодаря сварке электроны свариваемых деталей смешиваются в сварочном шве, обеспечивая
монолитность соединения.
Сварочные трансформаторы
Несмотря на громоздкость, ничего сложного в этом сварочном аппарате нет. Имеется две обмотки: первичная, соединённая с сетью, и вторичная, соединённая с держателем электрода. Когда поступает ток, сердечник намагничивается, и магнитный поток образует во вторичной обмотке тоже переменный ток. Если там количество витков большое, то и напряжение будет большим, при малом, соответственно, меньшим.
Если обмотки сблизить расположенной на корпусе рукояткой (по часовой стрелке), уменьшится индуктивное сопротивление. Известно, что сила тока обратно пропорциональна сопротивлению. Значит, сила тока на держателе электрода вырастет. Регулировками добиваются напряжения в 50-60 V и нужной для данного электрода и объекта сварки силы тока.
Достоинства этого аппарата в доступной стоимости, простоте
устройства, 85%-ном КПД. К недостаткам стоит отнести нестабильность дуги,
сложности при регулировке и большой вес аппарата.
Сварочный выпрямитель
На входе у этого аппарата переменный ток поступает на трансформатор. Пройдя через трансформатор, он идёт на регулирующее устройство и выпрямительный блок. Пускорегулирующее устройство выполняет функцию защиты оборудования при пуске и создаёт нужные характеристики эксплуатации оборудования, выпрямительный блок с полупроводниковым вентилем преобразует переменный ток в постоянный.
То есть, электрическую дугу создаёт уже постоянный ток, что
даёт явное преимущество в качестве сварочного шва. Шов получается более ровным
и чистым, чем при сварке переменным током: дело в том что брызг разлетающегося
расплавленного металла почти нет, так как ток не меняет полярности и,
следовательно, направления. Помимо этого, сварочные выпрямители имеют очень высокий КПД. Значительным его
недостатком является неустойчивость к перегреву.
Сварочный генератор
Дорогой аппарат, причём с малым КПД (около 70%). Вдобавок конструкция его довольно сложна, и расход электричества не мал: на один килограмм расплава уходит 5 киловатт-часов электроэнергии. Из названия понятно, что электроэнергия генерируется из какого-то топлива. В данном случае это дизельное топливо или бензин. Так вот, возможность производить сварку из энергии, самим аппаратом выработанной, делает его незаменимым в полевых условиях при всех его недостатках. Есть модификации этого аппарата с разными подключениями обмоток, но эти электротехнические подробности можно опустить, так как они не всем понятны.
Более понятно то, что дизель-генераторы работают надежнее,
экономичнее и ровнее своих бензиновых собратьев, но покупка их обходится
дороже. Ещё один момент: раздельная покупка генератора и сварочного аппарата
может обойтись дешевле, но придётся угробить уйму времени на настройку и
отладку их совместной работы. Покупая станцию в сборе, можно быть уверенным,
что эти работы уже были произведены.
Покупая станцию в сборе, можно быть уверенным,
что эти работы уже были произведены.
Сварочный инвертор
Этот аппарат сделал сварку уделом не только избранных, теперь варить может каждый, кто не боится разлетающихся капель расплавленного металла. Но по порядку… Силовых трансформаторов в приборе нет, дизель-генераторов тоже. Масса аппарата потому на порядок ниже (около 10 кг), что, согласитесь, важно, так как делает сварочный аппарат компактным и мобильным.
Принцип работы таков: сетевой переменный ток, имея частоту
50 Гц, направляется на выпрямитель и фильтр. Полученный постоянный ток
транзисторами преобразуется опять в переменный, но с частотой уже до 50 кГц. На
трансформаторе напряжение понижается, соответственно, растёт ток (до 200 А), что
позволяет образовать сварочную дугу. Для
улучшения качества сварного шва в цепи инвертора до держака электрода должен
стоять ещё один выпрямитель. Трансформатор (понижающий) в инверторе всё-таки
есть, но весит он четверть килограмма, а не двадцать, как силовой в сварочном
трансформаторе. Это возможно лишь по той простой причине, что переменный ток
стал высокочастотным (частота выросла почти в тысячу раз).
Это возможно лишь по той простой причине, что переменный ток
стал высокочастотным (частота выросла почти в тысячу раз).
Благодаря транзисторам возможна почти идеальная регулировка силы тока и её поддержание во время сварки, что особенно важно начинающему. Есть в инверторе и другие полезные функции. К примеру, функция “горячий старт” означает подачу максимального тока при розжиге электрода, при коротком же замыкании ток сразу становится минимальным, благодаря чему электрод не залипает. Не следует понимать минимальный, как стремящийся к нулю: имеется в виду минимальный ток для поддержания дуги.
Есть ещё одно замечательное свойство у сварочного инвертора: так как все изменения с напряжением, частотой и силой тока происходят внутри аппарата, то при сварке он абсолютно не “садит” сеть, а это значит, что к вам не прибежит разгневанный сосед из-за того, что у него моргает свет.
Обратная сторона: инвертор чувствителен к пыли, перегрузкам
(при них происходит автоматическое выключение аппарата) и относительно дорог.
Сварочные полуавтоматы Источниками тока для них может служить хоть трансформаторы, хоть выпрямители, хоть инверторы. Основным отличием таких аппаратов является горелка, сквозь которую подаётся электрический ток и проволока, служащая электродом. Помимо источников питания, механизма подачи проволоки и горелки в этот сварочный комплект входят блок управления и баллон (либо с углекислым газом, либо с аргоном).
Проволока служит электродом, который непрерывно подаётся с
катушки. Благодаря этой непрерывности не тратится рабочее время на замену
электродов. Проволока используется стальная и алюминиевая. Стальная проволока
может быть омеднённой (это даже предпочтительней), нержавейкой и флюсовой. При применении
последней не нужны баллоны с газом. Держака для электродов, как такового, нет:
проволока подаётся электромотором через горелку. Роль газа в этой сварке
исключительно защитная. Защищается сварочный шов от воздействия газов из
воздуха.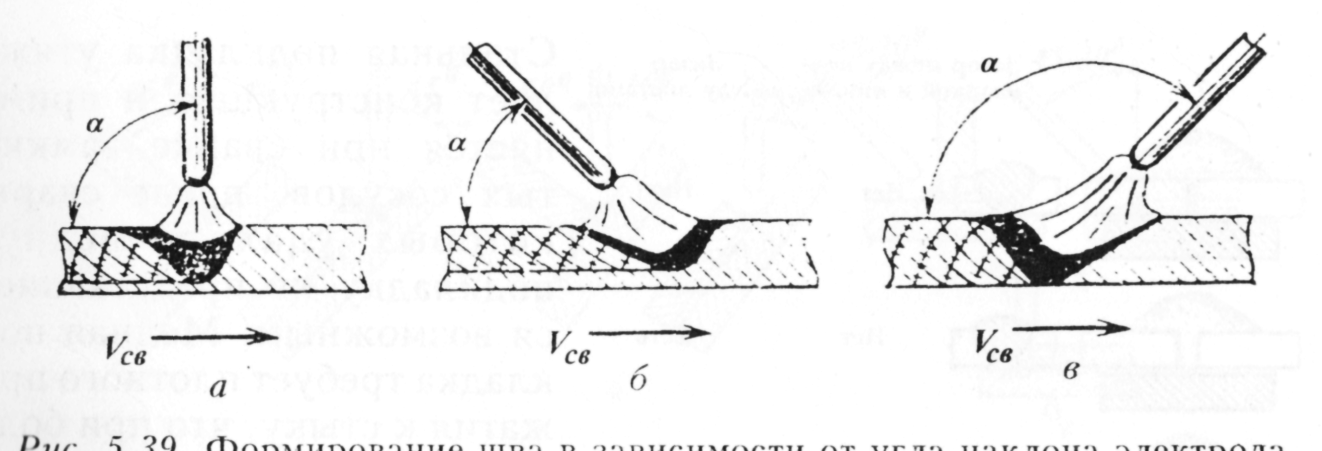
Таким образом, к горелке подведены: шланг подачи газа, подача проволоки, электропроводка и управляющая линия, позволяющая активировать, контролировать и сохранять режимы сварки. У некоторых полуавтоматов через горелку проходит ещё шланг с охлаждающей жидкостью.
Основным плюсом полуавтоматов будет длительная непрерывная сварка с качественным швом, основными недостатками ― громоздкость баппонов и дороговизна аргона, а также самого оборудования для сварки.
Оборудование для других видов сварки
Используется для сварочных работ и газовая сварка. Для неё нужна
открытая горелка, баллон с кислородом, установка для
получения ацетилена (в ней карбид кальция гасится водой, а в результате этой
реакции выделяется ацетилен), шланги к этой установке и к кислородному баллону.
Ацетилен сгорает в кислороде и нагревает металл и расплавляет присадочную
проволоку на участке сварки. Плюсом такой сварки можно считать то, что можно
сваривать тонкие куски металла (удаляя или приближая горелку), недостатками ―
вес, газовую струю с большим рассеиванием теплоты и цену получения ацетилена.
Контактная сварка, при которой куски металла прижимают один к одному, электричеством разогревают до предрасплавленного состояния и воздействуют дополнительным давлением.
Выбор аппарата для сварки
Здесь всё зависит от того, кто будет заниматься сваркой:
частник у себя на подворье и даче, или электросварщик какого-либо предприятия. Ведь если сварка
нужна в бытовых условиях, то лучше инвертора ничего придумать нельзя. Да, можно
и частнику купить более дешёвый сварочный трансформатор. Но тогда нет
универсальности в работе: можно, допустим, сварить грубую раму из уголков
чёрного металла, а уж сварить калитку с вставками из цветного металла никак не
получится.
Что касается выбора сварочного аппарата для нужд предприятия, то здесь всё решается конечными целями. Зная возможности каждого из аппаратов, учитывая виды и способы сварки (а их около двухсот), материал и требуемое качество, можно выбрать наиболее подходящее устройство. Тем более, что в этом случае так остро не стоит вопрос о цене (в сравнении с индивидуальной покупкой).
Еще про оборудование:
– Автокраны
– Бетономешалки
– Сравнительный анализ дрелей и перфораторов
– Сабельные пилы
– Фрезерные машины
– Отбойные молотки
– Асфальтоукладчики. Техника для асфальта
– Компрессоры. Типы и виды
– Станок по резке камня
загрузка…
Секреты сварочных работ, виды сварки. Статьи на строительном портале LinkStroy.ru
Для соединения деталей металлических конструкций традиционно используют метод сварки. Это процесс неразъемного соединения различных элементов из металла или металлоконструкций за счет установления между ними межатомных связей при нагреве, пластическом деформировании или при совместном действии этих процессов. Стоит заметить, что этот метод соединения применяется и для неметаллических материалов (например, керамики или пластмассы). Но в данной статье речь пойдет о сварке металлов.
Это процесс неразъемного соединения различных элементов из металла или металлоконструкций за счет установления между ними межатомных связей при нагреве, пластическом деформировании или при совместном действии этих процессов. Стоит заметить, что этот метод соединения применяется и для неметаллических материалов (например, керамики или пластмассы). Но в данной статье речь пойдет о сварке металлов.
Существует несколько видов сварки:
- Плазменная – это сжатая плазмотроном дуга очень высокой температуры, создается с помощью инертных газов.
- Лазерная – действует за счет сфокусированной и направленной на свариваемое изделие световой энергии.
- Электронно-лучевая – ее главный компонент электронный луч, создаваемый электронной пушкой, разогнанные в магнитном поле частицы ударяются о поверхность и нагревают металл.
- Электродуговая сварка осуществляется способом плавления металла, разогретого электрической дугой.
При помощи сварки соединяют чугун, сталь, цветные металлы (латунь, алюминий, медь, титан). Дуговая сварка может быть ручной, автоматической и полуавтоматической. Два последних вида используют на производстве, в строительстве, автомастерских, а в домашних условиях чаще прибегают к ручной сварке. Для выполнения сварочных работ необходим источник питания постоянного или переменного тока, сварочный аппарат, электроды, светофильтр, а также потребуется защитная спецодежда для сварщика.
Дуговая сварка может быть ручной, автоматической и полуавтоматической. Два последних вида используют на производстве, в строительстве, автомастерских, а в домашних условиях чаще прибегают к ручной сварке. Для выполнения сварочных работ необходим источник питания постоянного или переменного тока, сварочный аппарат, электроды, светофильтр, а также потребуется защитная спецодежда для сварщика.
В процессе воздействия дуги на металл он нагревается до жидкого состояния и смешивается с плавящимся электродом, при затвердении металла получается сварной шов. В зависимости от расположения свариваемой поверхности различают: потолочный, горизонтальный и вертикальный шов. На качестве сварки могут сказаться различные факторы – профессионализм сварщика, материалы и качество их подготовки, сила тока, сварочные материалы.
Чтобы шов получился качественным, необходимо выдерживать дугу определенной длины, иначе проплавление основного металла будет недостаточной глубины, а металл электрода разбрызгается. Сварку можно вести в любом направлении, но соблюдать угол наклона электрода к оси шва. Из-за большой силы тока появляются прожоги, наплывы, а из-за маленькой – незаваренные кратеры, поэтому ее нужно контролировать. Диаметр электрода выбирается исходя из толщины металла. Чтобы избежать вредного воздействия природных явлений (осадков, сквозняков, ветра), большую часть сварочных работ производят в помещении.
Сварку можно вести в любом направлении, но соблюдать угол наклона электрода к оси шва. Из-за большой силы тока появляются прожоги, наплывы, а из-за маленькой – незаваренные кратеры, поэтому ее нужно контролировать. Диаметр электрода выбирается исходя из толщины металла. Чтобы избежать вредного воздействия природных явлений (осадков, сквозняков, ветра), большую часть сварочных работ производят в помещении.
http://www.linkstroy.ru/
Секреты начинающему сварщику в электродуговой сварке
Array
(
[TAGS] =>
[~TAGS] =>
[ID] => 105139
[~ID] => 105139
[NAME] => Секреты начинающему сварщику в электродуговой сварке
[~NAME] => Секреты начинающему сварщику в электродуговой сварке
[IBLOCK_ID] => 1
[~IBLOCK_ID] => 1
[IBLOCK_SECTION_ID] => 115
[~IBLOCK_SECTION_ID] => 115
[DETAIL_TEXT] =>
Согласно рекомендациям, присутствующим в технике электродуговой сварки, большое внимание следует уделить началу сварочного процесса. Собственно, от того, насколько будет правильно начат сварочный процесс, и будет зависеть дальнейший результат всей сварки и качество сварочных соединений.
Естественно, наилучшим образом, свои первые шаги и получать первый опыт лучше всего от опытного специалиста, который в дальнейшем сможет проанализировать всю работу и вместе с тем дать советы касательно того, как изменить допущенные ошибки.
В первую очередь, когда выполняется не только электродуговая сварка, но и любая другая, детали, которые нуждаются в сварке, должны надежно закрепляться и находится в неподвижном состоянии. Также, следует предусмотреть все правила, касательно пожарной безопасности, подготовив возле рабочего места ведро с песком или водой (лучше, конечно с песком). По этим же причинам запрещается выполнять работы на деревянном основании или вблизи пожароопасных мест, которые не подготовлены должным образом.
Крепление, которое устанавливается «на массу», должно быть надежно закреплено, таким образом, чтобы во время сварки оно не отсоединилось, и вместе с тем не искрило. Проверьте чтобы все кабели, подключенные к сварочному аппарату были заизолированными и аккуратно заправлены в специальные держатели. Далее, в сварочном аппарате необходимо установить необходимое и правильное значение сварочного тока – оно должно соответствовать нескольким параметрам. Прежде всего, это:
 Собственно, от того, насколько будет правильно начат сварочный процесс, и будет зависеть дальнейший результат всей сварки и качество сварочных соединений.
Собственно, от того, насколько будет правильно начат сварочный процесс, и будет зависеть дальнейший результат всей сварки и качество сварочных соединений.
 Проверьте чтобы все кабели, подключенные к сварочному аппарату были заизолированными и аккуратно заправлены в специальные держатели. Далее, в сварочном аппарате необходимо установить необходимое и правильное значение сварочного тока – оно должно соответствовать нескольким параметрам. Прежде всего, это:
Проверьте чтобы все кабели, подключенные к сварочному аппарату были заизолированными и аккуратно заправлены в специальные держатели. Далее, в сварочном аппарате необходимо установить необходимое и правильное значение сварочного тока – оно должно соответствовать нескольким параметрам. Прежде всего, это:
- толщина металла, с которым необходимо работать;
- диаметр электрода также должен соответствовать электрическому току.
Подготовка к электродуговой сварке не этом завершена. Далее, можно приступать к началу сварочного процесса, который начинается из зажигания дуги. Чтобы сделать это, необходимо установить электрод под углом к сварочной заготовке, примерно в 60°, и постепенно подводить его к поверхности сварочного участка. При образовании заряда, который возникает в результате замыкания цепи, в месте контакта начинают сыпаться искры, после чего электрод окончательно прикасается к поверхности металла, и приподымается на высоту, приблизительно 5-6 мм.
В случае, когда данная череда действий выполнена, верно, дуга зажигается в нормальном режиме. Далее, пятимиллиметровый зазор следует держать на том же расстоянии, что и во время поджога дуги, на протяжении всего сварочного процесса. Если же все сделано правильно, сварочный электрод в процессе сварки будет постепенно выгорать, поэтому, чтобы поддерживать расстояние в 5 мм, необходимо постепенно приближать электрод к поверхности образующейся сварочной ванны. Если вдруг во время сварки, электрод начинает залипать, в таком случае его необходимо слегка качнуть в любую из сторон, а если дуга не будет зажигаться даже при контакте с металлом, необходимо либо проверить соединение на «массе», либо увеличить значение сварочного тока, либо зачистить поверхность на креплении массы, и в месте сварки в том числе.
Как только начинающему сварщику в процессе электродуговой сварки удается зажечь и получить стабильную дугу, ему необходимо переходить к операции наплавлению шва.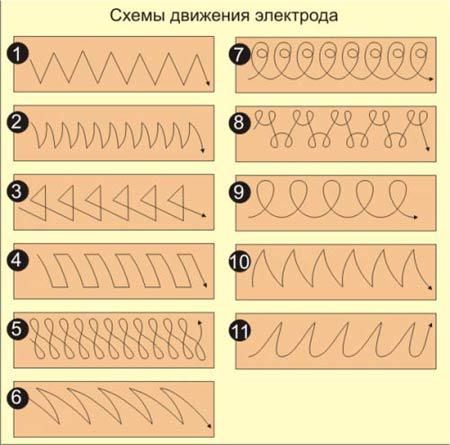 Для этого электрод плавно перемещается в горизонтальной поверхности, делая им небольшие и аккуратные колебательные движения. В процессе этого металл будет «подтягиваться» к центру сварочной дуги, в результате чего получается качественный шов, имеющий небольшие волны и образованный наплавленный металл.
Для этого электрод плавно перемещается в горизонтальной поверхности, делая им небольшие и аккуратные колебательные движения. В процессе этого металл будет «подтягиваться» к центру сварочной дуги, в результате чего получается качественный шов, имеющий небольшие волны и образованный наплавленный металл.
После сварки все контакты отсоединяются от заготовки, а с поверхности сварочного шва удаляется образовавшийся шлак. Это выполняется посредством легких ударов молотка и удалением с помощью металлической щетки.
Источник: vse-o-svarke.org
[~DETAIL_TEXT] =>
Согласно рекомендациям, присутствующим в технике электродуговой сварки, большое внимание следует уделить началу сварочного процесса. Собственно, от того, насколько будет правильно начат сварочный процесс, и будет зависеть дальнейший результат всей сварки и качество сварочных соединений.
Естественно, наилучшим образом, свои первые шаги и получать первый опыт лучше всего от опытного специалиста, который в дальнейшем сможет проанализировать всю работу и вместе с тем дать советы касательно того, как изменить допущенные ошибки.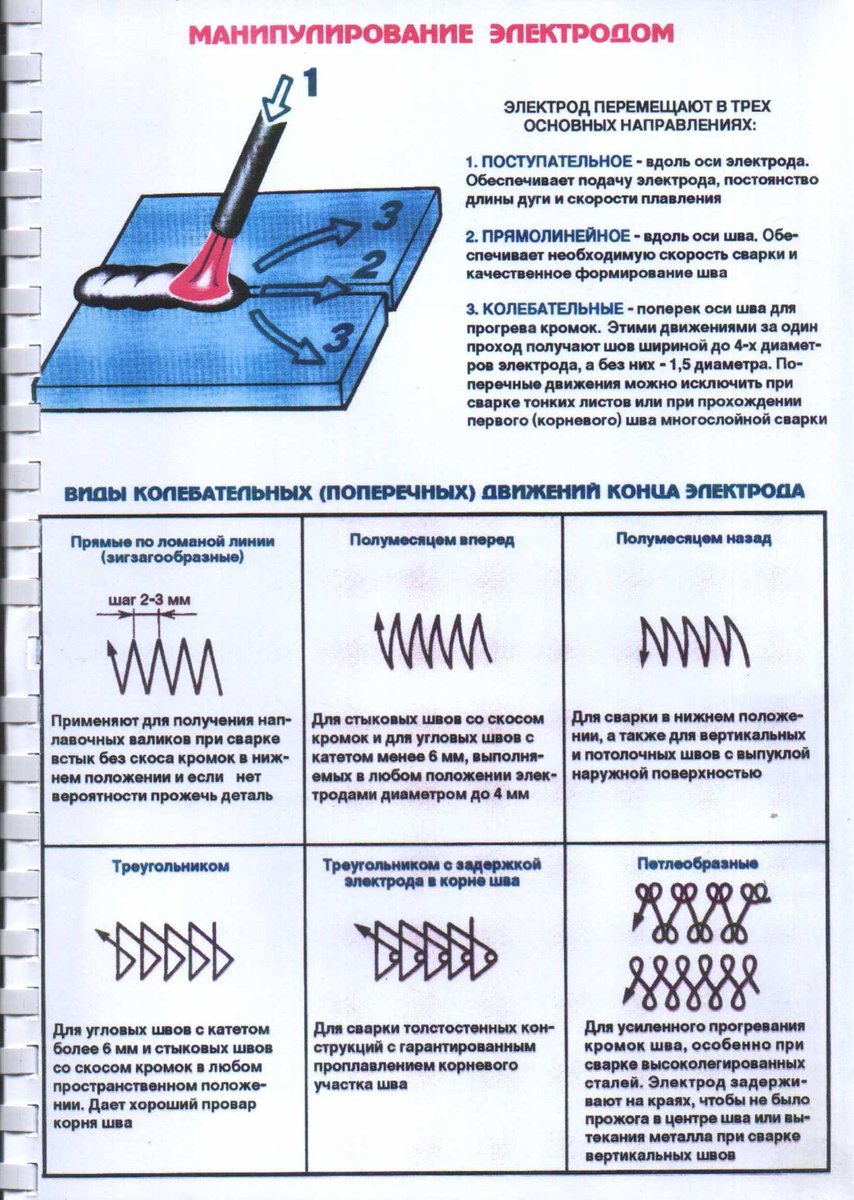
В первую очередь, когда выполняется не только электродуговая сварка, но и любая другая, детали, которые нуждаются в сварке, должны надежно закрепляться и находится в неподвижном состоянии. Также, следует предусмотреть все правила, касательно пожарной безопасности, подготовив возле рабочего места ведро с песком или водой (лучше, конечно с песком). По этим же причинам запрещается выполнять работы на деревянном основании или вблизи пожароопасных мест, которые не подготовлены должным образом.
Крепление, которое устанавливается «на массу», должно быть надежно закреплено, таким образом, чтобы во время сварки оно не отсоединилось, и вместе с тем не искрило. Проверьте чтобы все кабели, подключенные к сварочному аппарату были заизолированными и аккуратно заправлены в специальные держатели. Далее, в сварочном аппарате необходимо установить необходимое и правильное значение сварочного тока – оно должно соответствовать нескольким параметрам. Прежде всего, это:
- толщина металла, с которым необходимо работать;
- диаметр электрода также должен соответствовать электрическому току.
Подготовка к электродуговой сварке не этом завершена. Далее, можно приступать к началу сварочного процесса, который начинается из зажигания дуги. Чтобы сделать это, необходимо установить электрод под углом к сварочной заготовке, примерно в 60°, и постепенно подводить его к поверхности сварочного участка. При образовании заряда, который возникает в результате замыкания цепи, в месте контакта начинают сыпаться искры, после чего электрод окончательно прикасается к поверхности металла, и приподымается на высоту, приблизительно 5-6 мм.
В случае, когда данная череда действий выполнена, верно, дуга зажигается в нормальном режиме. Далее, пятимиллиметровый зазор следует держать на том же расстоянии, что и во время поджога дуги, на протяжении всего сварочного процесса. Если же все сделано правильно, сварочный электрод в процессе сварки будет постепенно выгорать, поэтому, чтобы поддерживать расстояние в 5 мм, необходимо постепенно приближать электрод к поверхности образующейся сварочной ванны. Если вдруг во время сварки, электрод начинает залипать, в таком случае его необходимо слегка качнуть в любую из сторон, а если дуга не будет зажигаться даже при контакте с металлом, необходимо либо проверить соединение на «массе», либо увеличить значение сварочного тока, либо зачистить поверхность на креплении массы, и в месте сварки в том числе.
Если вдруг во время сварки, электрод начинает залипать, в таком случае его необходимо слегка качнуть в любую из сторон, а если дуга не будет зажигаться даже при контакте с металлом, необходимо либо проверить соединение на «массе», либо увеличить значение сварочного тока, либо зачистить поверхность на креплении массы, и в месте сварки в том числе.
Как только начинающему сварщику в процессе электродуговой сварки удается зажечь и получить стабильную дугу, ему необходимо переходить к операции наплавлению шва. Для этого электрод плавно перемещается в горизонтальной поверхности, делая им небольшие и аккуратные колебательные движения. В процессе этого металл будет «подтягиваться» к центру сварочной дуги, в результате чего получается качественный шов, имеющий небольшие волны и образованный наплавленный металл.
После сварки все контакты отсоединяются от заготовки, а с поверхности сварочного шва удаляется образовавшийся шлак. Это выполняется посредством легких ударов молотка и удалением с помощью металлической щетки.
Источник: vse-o-svarke.org
[DETAIL_TEXT_TYPE] => html [~DETAIL_TEXT_TYPE] => html [PREVIEW_TEXT] => От того, насколько будет правильно начат сварочный процесс, будет зависеть дальнейший результат всей сварки и качество сварочных соединений… [~PREVIEW_TEXT] => От того, насколько будет правильно начат сварочный процесс, будет зависеть дальнейший результат всей сварки и качество сварочных соединений… [PREVIEW_TEXT_TYPE] => text [~PREVIEW_TEXT_TYPE] => text [DETAIL_PICTURE] => [~DETAIL_PICTURE] => [TIMESTAMP_X] => 28.11.2019 09:20:31 [~TIMESTAMP_X] => 28.11.2019 09:20:31 [ACTIVE_FROM] => 28.11.2019 [~ACTIVE_FROM] => 28.11.2019 [LIST_PAGE_URL] => /news/ [~LIST_PAGE_URL] => /news/ [DETAIL_PAGE_URL] => /news/115/105139/ [~DETAIL_PAGE_URL] => /news/115/105139/ [LANG_DIR] => / [~LANG_DIR] => / [CODE] => sekrety_nachinayushchemu_svarshchiku_v_elektrodugovoy_svarke [~CODE] => sekrety_nachinayushchemu_svarshchiku_v_elektrodugovoy_svarke [EXTERNAL_ID] => 105139 [~EXTERNAL_ID] => 105139 [IBLOCK_TYPE_ID] => news [~IBLOCK_TYPE_ID] => news [IBLOCK_CODE] => news [~IBLOCK_CODE] => news [IBLOCK_EXTERNAL_ID] => clothes_news_s1 [~IBLOCK_EXTERNAL_ID] => clothes_news_s1 [LID] => s1 [~LID] => s1 [NAV_RESULT] => [DISPLAY_ACTIVE_FROM] => 28.
 11.2019
[IPROPERTY_VALUES] => Array
(
[SECTION_META_TITLE] => Секреты начинающему сварщику в электродуговой сварке
[SECTION_META_KEYWORDS] => секреты начинающему сварщику в электродуговой сварке
[SECTION_META_DESCRIPTION] => От того, насколько будет правильно начат сварочный процесс, будет зависеть дальнейший результат всей сварки и качество сварочных соединений…
[SECTION_PAGE_TITLE] => Секреты начинающему сварщику в электродуговой сварке
[ELEMENT_META_TITLE] => Секреты начинающему сварщику в электродуговой сварке
[ELEMENT_META_KEYWORDS] => секреты начинающему сварщику в электродуговой сварке
[ELEMENT_META_DESCRIPTION] => От того, насколько будет правильно начат сварочный процесс, будет зависеть дальнейший результат всей сварки и качество сварочных соединений…
[ELEMENT_PAGE_TITLE] => Секреты начинающему сварщику в электродуговой сварке
[SECTION_PICTURE_FILE_ALT] => Секреты начинающему сварщику в электродуговой сварке
[SECTION_PICTURE_FILE_TITLE] => Секреты начинающему сварщику в электродуговой сварке
[SECTION_DETAIL_PICTURE_FILE_ALT] => Секреты начинающему сварщику в электродуговой сварке
[SECTION_DETAIL_PICTURE_FILE_TITLE] => Секреты начинающему сварщику в электродуговой сварке
[ELEMENT_PREVIEW_PICTURE_FILE_ALT] => Секреты начинающему сварщику в электродуговой сварке
[ELEMENT_PREVIEW_PICTURE_FILE_TITLE] => Секреты начинающему сварщику в электродуговой сварке
[ELEMENT_DETAIL_PICTURE_FILE_ALT] => Секреты начинающему сварщику в электродуговой сварке
[ELEMENT_DETAIL_PICTURE_FILE_TITLE] => Секреты начинающему сварщику в электродуговой сварке
) [FIELDS] => Array
(
[TAGS] =>
) [DISPLAY_PROPERTIES] => Array
(
) [IBLOCK] => Array
(
[ID] => 1
[~ID] => 1
[TIMESTAMP_X] => 15.
11.2019
[IPROPERTY_VALUES] => Array
(
[SECTION_META_TITLE] => Секреты начинающему сварщику в электродуговой сварке
[SECTION_META_KEYWORDS] => секреты начинающему сварщику в электродуговой сварке
[SECTION_META_DESCRIPTION] => От того, насколько будет правильно начат сварочный процесс, будет зависеть дальнейший результат всей сварки и качество сварочных соединений…
[SECTION_PAGE_TITLE] => Секреты начинающему сварщику в электродуговой сварке
[ELEMENT_META_TITLE] => Секреты начинающему сварщику в электродуговой сварке
[ELEMENT_META_KEYWORDS] => секреты начинающему сварщику в электродуговой сварке
[ELEMENT_META_DESCRIPTION] => От того, насколько будет правильно начат сварочный процесс, будет зависеть дальнейший результат всей сварки и качество сварочных соединений…
[ELEMENT_PAGE_TITLE] => Секреты начинающему сварщику в электродуговой сварке
[SECTION_PICTURE_FILE_ALT] => Секреты начинающему сварщику в электродуговой сварке
[SECTION_PICTURE_FILE_TITLE] => Секреты начинающему сварщику в электродуговой сварке
[SECTION_DETAIL_PICTURE_FILE_ALT] => Секреты начинающему сварщику в электродуговой сварке
[SECTION_DETAIL_PICTURE_FILE_TITLE] => Секреты начинающему сварщику в электродуговой сварке
[ELEMENT_PREVIEW_PICTURE_FILE_ALT] => Секреты начинающему сварщику в электродуговой сварке
[ELEMENT_PREVIEW_PICTURE_FILE_TITLE] => Секреты начинающему сварщику в электродуговой сварке
[ELEMENT_DETAIL_PICTURE_FILE_ALT] => Секреты начинающему сварщику в электродуговой сварке
[ELEMENT_DETAIL_PICTURE_FILE_TITLE] => Секреты начинающему сварщику в электродуговой сварке
) [FIELDS] => Array
(
[TAGS] =>
) [DISPLAY_PROPERTIES] => Array
(
) [IBLOCK] => Array
(
[ID] => 1
[~ID] => 1
[TIMESTAMP_X] => 15. 02.2016 17:09:48
[~TIMESTAMP_X] => 15.02.2016 17:09:48
[IBLOCK_TYPE_ID] => news
[~IBLOCK_TYPE_ID] => news
[LID] => s1
[~LID] => s1
[CODE] => news
[~CODE] => news
[NAME] => Пресс-центр
[~NAME] => Пресс-центр
[ACTIVE] => Y
[~ACTIVE] => Y
[SORT] => 500
[~SORT] => 500
[LIST_PAGE_URL] => /news/
[~LIST_PAGE_URL] => /news/
[DETAIL_PAGE_URL] => #SITE_DIR#/news/#SECTION_ID#/#ELEMENT_ID#/
[~DETAIL_PAGE_URL] => #SITE_DIR#/news/#SECTION_ID#/#ELEMENT_ID#/
[SECTION_PAGE_URL] => #SITE_DIR#/news/#SECTION_ID#/
[~SECTION_PAGE_URL] => #SITE_DIR#/news/#SECTION_ID#/
[PICTURE] =>
[~PICTURE] =>
[DESCRIPTION] =>
[~DESCRIPTION] =>
[DESCRIPTION_TYPE] => text
[~DESCRIPTION_TYPE] => text
[RSS_TTL] => 24
[~RSS_TTL] => 24
[RSS_ACTIVE] => Y
[~RSS_ACTIVE] => Y
[RSS_FILE_ACTIVE] => N
[~RSS_FILE_ACTIVE] => N
[RSS_FILE_LIMIT] => 0
[~RSS_FILE_LIMIT] => 0
[RSS_FILE_DAYS] => 0
[~RSS_FILE_DAYS] => 0
[RSS_YANDEX_ACTIVE] => N
[~RSS_YANDEX_ACTIVE] => N
[XML_ID] => clothes_news_s1
[~XML_ID] => clothes_news_s1
[TMP_ID] => bdc319b578d4e21260366365054decb9
[~TMP_ID] => bdc319b578d4e21260366365054decb9
[INDEX_ELEMENT] => Y
[~INDEX_ELEMENT] => Y
[INDEX_SECTION] => Y
[~INDEX_SECTION] => Y
[WORKFLOW] => N
[~WORKFLOW] => N
[BIZPROC] => N
[~BIZPROC] => N
[SECTION_CHOOSER] => L
[~SECTION_CHOOSER] => L
[LIST_MODE] =>
[~LIST_MODE] =>
[RIGHTS_MODE] => S
[~RIGHTS_MODE] => S
[SECTION_PROPERTY] => N
[~SECTION_PROPERTY] => N
[PROPERTY_INDEX] => N
[~PROPERTY_INDEX] => N
[VERSION] => 1
[~VERSION] => 1
[LAST_CONV_ELEMENT] => 0
[~LAST_CONV_ELEMENT] => 0
[SOCNET_GROUP_ID] =>
[~SOCNET_GROUP_ID] =>
[EDIT_FILE_BEFORE] =>
[~EDIT_FILE_BEFORE] =>
[EDIT_FILE_AFTER] =>
[~EDIT_FILE_AFTER] =>
[SECTIONS_NAME] => Разделы
[~SECTIONS_NAME] => Разделы
[SECTION_NAME] => Раздел
[~SECTION_NAME] => Раздел
[ELEMENTS_NAME] => Новости
[~ELEMENTS_NAME] => Новости
[ELEMENT_NAME] => Новость
[~ELEMENT_NAME] => Новость
[CANONICAL_PAGE_URL] =>
[~CANONICAL_PAGE_URL] =>
[EXTERNAL_ID] => clothes_news_s1
[~EXTERNAL_ID] => clothes_news_s1
[LANG_DIR] => /
[~LANG_DIR] => /
[SERVER_NAME] => www.
02.2016 17:09:48
[~TIMESTAMP_X] => 15.02.2016 17:09:48
[IBLOCK_TYPE_ID] => news
[~IBLOCK_TYPE_ID] => news
[LID] => s1
[~LID] => s1
[CODE] => news
[~CODE] => news
[NAME] => Пресс-центр
[~NAME] => Пресс-центр
[ACTIVE] => Y
[~ACTIVE] => Y
[SORT] => 500
[~SORT] => 500
[LIST_PAGE_URL] => /news/
[~LIST_PAGE_URL] => /news/
[DETAIL_PAGE_URL] => #SITE_DIR#/news/#SECTION_ID#/#ELEMENT_ID#/
[~DETAIL_PAGE_URL] => #SITE_DIR#/news/#SECTION_ID#/#ELEMENT_ID#/
[SECTION_PAGE_URL] => #SITE_DIR#/news/#SECTION_ID#/
[~SECTION_PAGE_URL] => #SITE_DIR#/news/#SECTION_ID#/
[PICTURE] =>
[~PICTURE] =>
[DESCRIPTION] =>
[~DESCRIPTION] =>
[DESCRIPTION_TYPE] => text
[~DESCRIPTION_TYPE] => text
[RSS_TTL] => 24
[~RSS_TTL] => 24
[RSS_ACTIVE] => Y
[~RSS_ACTIVE] => Y
[RSS_FILE_ACTIVE] => N
[~RSS_FILE_ACTIVE] => N
[RSS_FILE_LIMIT] => 0
[~RSS_FILE_LIMIT] => 0
[RSS_FILE_DAYS] => 0
[~RSS_FILE_DAYS] => 0
[RSS_YANDEX_ACTIVE] => N
[~RSS_YANDEX_ACTIVE] => N
[XML_ID] => clothes_news_s1
[~XML_ID] => clothes_news_s1
[TMP_ID] => bdc319b578d4e21260366365054decb9
[~TMP_ID] => bdc319b578d4e21260366365054decb9
[INDEX_ELEMENT] => Y
[~INDEX_ELEMENT] => Y
[INDEX_SECTION] => Y
[~INDEX_SECTION] => Y
[WORKFLOW] => N
[~WORKFLOW] => N
[BIZPROC] => N
[~BIZPROC] => N
[SECTION_CHOOSER] => L
[~SECTION_CHOOSER] => L
[LIST_MODE] =>
[~LIST_MODE] =>
[RIGHTS_MODE] => S
[~RIGHTS_MODE] => S
[SECTION_PROPERTY] => N
[~SECTION_PROPERTY] => N
[PROPERTY_INDEX] => N
[~PROPERTY_INDEX] => N
[VERSION] => 1
[~VERSION] => 1
[LAST_CONV_ELEMENT] => 0
[~LAST_CONV_ELEMENT] => 0
[SOCNET_GROUP_ID] =>
[~SOCNET_GROUP_ID] =>
[EDIT_FILE_BEFORE] =>
[~EDIT_FILE_BEFORE] =>
[EDIT_FILE_AFTER] =>
[~EDIT_FILE_AFTER] =>
[SECTIONS_NAME] => Разделы
[~SECTIONS_NAME] => Разделы
[SECTION_NAME] => Раздел
[~SECTION_NAME] => Раздел
[ELEMENTS_NAME] => Новости
[~ELEMENTS_NAME] => Новости
[ELEMENT_NAME] => Новость
[~ELEMENT_NAME] => Новость
[CANONICAL_PAGE_URL] =>
[~CANONICAL_PAGE_URL] =>
[EXTERNAL_ID] => clothes_news_s1
[~EXTERNAL_ID] => clothes_news_s1
[LANG_DIR] => /
[~LANG_DIR] => /
[SERVER_NAME] => www. alfa-industry.ru
[~SERVER_NAME] => www.alfa-industry.ru
) [SECTION] => Array
(
[PATH] => Array
(
[0] => Array
(
[ID] => 115
[~ID] => 115
[TIMESTAMP_X] => 2015-11-25 18:37:33
[~TIMESTAMP_X] => 2015-11-25 18:37:33
[MODIFIED_BY] => 2
[~MODIFIED_BY] => 2
[DATE_CREATE] => 2015-09-29 20:10:16
[~DATE_CREATE] => 2015-09-29 20:10:16
[CREATED_BY] => 1
[~CREATED_BY] => 1
[IBLOCK_ID] => 1
[~IBLOCK_ID] => 1
[IBLOCK_SECTION_ID] =>
[~IBLOCK_SECTION_ID] =>
[ACTIVE] => Y
[~ACTIVE] => Y
[GLOBAL_ACTIVE] => Y
[~GLOBAL_ACTIVE] => Y
[SORT] => 500
[~SORT] => 500
[NAME] => Технические статьи
[~NAME] => Технические статьи
[PICTURE] =>
[~PICTURE] =>
[LEFT_MARGIN] => 21
[~LEFT_MARGIN] => 21
[RIGHT_MARGIN] => 22
[~RIGHT_MARGIN] => 22
[DEPTH_LEVEL] => 1
[~DEPTH_LEVEL] => 1
[DESCRIPTION] =>
[~DESCRIPTION] =>
[DESCRIPTION_TYPE] => text
[~DESCRIPTION_TYPE] => text
[SEARCHABLE_CONTENT] => ТЕХНИЧЕСКИЕ СТАТЬИ [~SEARCHABLE_CONTENT] => ТЕХНИЧЕСКИЕ СТАТЬИ [CODE] =>
[~CODE] =>
[XML_ID] => 115
[~XML_ID] => 115
[TMP_ID] =>
[~TMP_ID] =>
[DETAIL_PICTURE] =>
[~DETAIL_PICTURE] =>
[SOCNET_GROUP_ID] =>
[~SOCNET_GROUP_ID] =>
[LIST_PAGE_URL] => /news/
[~LIST_PAGE_URL] => /news/
[SECTION_PAGE_URL] => /news/115/
[~SECTION_PAGE_URL] => /news/115/
[IBLOCK_TYPE_ID] => news
[~IBLOCK_TYPE_ID] => news
[IBLOCK_CODE] => news
[~IBLOCK_CODE] => news
[IBLOCK_EXTERNAL_ID] => clothes_news_s1
[~IBLOCK_EXTERNAL_ID] => clothes_news_s1
[EXTERNAL_ID] => 115
[~EXTERNAL_ID] => 115
[IPROPERTY_VALUES] => Array
(
[SECTION_META_TITLE] => Технические статьи
[SECTION_META_KEYWORDS] => технические статьи
[SECTION_META_DESCRIPTION] =>
[SECTION_PAGE_TITLE] => Технические статьи
[ELEMENT_META_TITLE] => Технические статьи
[ELEMENT_META_KEYWORDS] => технические статьи
[ELEMENT_META_DESCRIPTION] =>
[ELEMENT_PAGE_TITLE] => Технические статьи
[SECTION_PICTURE_FILE_ALT] => Технические статьи
[SECTION_PICTURE_FILE_TITLE] => Технические статьи
[SECTION_DETAIL_PICTURE_FILE_ALT] => Технические статьи
[SECTION_DETAIL_PICTURE_FILE_TITLE] => Технические статьи
[ELEMENT_PREVIEW_PICTURE_FILE_ALT] => Технические статьи
[ELEMENT_PREVIEW_PICTURE_FILE_TITLE] => Технические статьи
[ELEMENT_DETAIL_PICTURE_FILE_ALT] => Технические статьи
[ELEMENT_DETAIL_PICTURE_FILE_TITLE] => Технические статьи
) ) ) ) [SECTION_URL] => /news/115/
)
Секреты начинающему сварщику в электродуговой сварке
alfa-industry.ru
[~SERVER_NAME] => www.alfa-industry.ru
) [SECTION] => Array
(
[PATH] => Array
(
[0] => Array
(
[ID] => 115
[~ID] => 115
[TIMESTAMP_X] => 2015-11-25 18:37:33
[~TIMESTAMP_X] => 2015-11-25 18:37:33
[MODIFIED_BY] => 2
[~MODIFIED_BY] => 2
[DATE_CREATE] => 2015-09-29 20:10:16
[~DATE_CREATE] => 2015-09-29 20:10:16
[CREATED_BY] => 1
[~CREATED_BY] => 1
[IBLOCK_ID] => 1
[~IBLOCK_ID] => 1
[IBLOCK_SECTION_ID] =>
[~IBLOCK_SECTION_ID] =>
[ACTIVE] => Y
[~ACTIVE] => Y
[GLOBAL_ACTIVE] => Y
[~GLOBAL_ACTIVE] => Y
[SORT] => 500
[~SORT] => 500
[NAME] => Технические статьи
[~NAME] => Технические статьи
[PICTURE] =>
[~PICTURE] =>
[LEFT_MARGIN] => 21
[~LEFT_MARGIN] => 21
[RIGHT_MARGIN] => 22
[~RIGHT_MARGIN] => 22
[DEPTH_LEVEL] => 1
[~DEPTH_LEVEL] => 1
[DESCRIPTION] =>
[~DESCRIPTION] =>
[DESCRIPTION_TYPE] => text
[~DESCRIPTION_TYPE] => text
[SEARCHABLE_CONTENT] => ТЕХНИЧЕСКИЕ СТАТЬИ [~SEARCHABLE_CONTENT] => ТЕХНИЧЕСКИЕ СТАТЬИ [CODE] =>
[~CODE] =>
[XML_ID] => 115
[~XML_ID] => 115
[TMP_ID] =>
[~TMP_ID] =>
[DETAIL_PICTURE] =>
[~DETAIL_PICTURE] =>
[SOCNET_GROUP_ID] =>
[~SOCNET_GROUP_ID] =>
[LIST_PAGE_URL] => /news/
[~LIST_PAGE_URL] => /news/
[SECTION_PAGE_URL] => /news/115/
[~SECTION_PAGE_URL] => /news/115/
[IBLOCK_TYPE_ID] => news
[~IBLOCK_TYPE_ID] => news
[IBLOCK_CODE] => news
[~IBLOCK_CODE] => news
[IBLOCK_EXTERNAL_ID] => clothes_news_s1
[~IBLOCK_EXTERNAL_ID] => clothes_news_s1
[EXTERNAL_ID] => 115
[~EXTERNAL_ID] => 115
[IPROPERTY_VALUES] => Array
(
[SECTION_META_TITLE] => Технические статьи
[SECTION_META_KEYWORDS] => технические статьи
[SECTION_META_DESCRIPTION] =>
[SECTION_PAGE_TITLE] => Технические статьи
[ELEMENT_META_TITLE] => Технические статьи
[ELEMENT_META_KEYWORDS] => технические статьи
[ELEMENT_META_DESCRIPTION] =>
[ELEMENT_PAGE_TITLE] => Технические статьи
[SECTION_PICTURE_FILE_ALT] => Технические статьи
[SECTION_PICTURE_FILE_TITLE] => Технические статьи
[SECTION_DETAIL_PICTURE_FILE_ALT] => Технические статьи
[SECTION_DETAIL_PICTURE_FILE_TITLE] => Технические статьи
[ELEMENT_PREVIEW_PICTURE_FILE_ALT] => Технические статьи
[ELEMENT_PREVIEW_PICTURE_FILE_TITLE] => Технические статьи
[ELEMENT_DETAIL_PICTURE_FILE_ALT] => Технические статьи
[ELEMENT_DETAIL_PICTURE_FILE_TITLE] => Технические статьи
) ) ) ) [SECTION_URL] => /news/115/
)
Секреты начинающему сварщику в электродуговой сварке28. 11.2019
11.2019
Согласно рекомендациям, присутствующим в технике электродуговой сварки, большое внимание следует уделить началу сварочного процесса. Собственно, от того, насколько будет правильно начат сварочный процесс, и будет зависеть дальнейший результат всей сварки и качество сварочных соединений.
Естественно, наилучшим образом, свои первые шаги и получать первый опыт лучше всего от опытного специалиста, который в дальнейшем сможет проанализировать всю работу и вместе с тем дать советы касательно того, как изменить допущенные ошибки.
В первую очередь, когда выполняется не только электродуговая сварка, но и любая другая, детали, которые нуждаются в сварке, должны надежно закрепляться и находится в неподвижном состоянии. Также, следует предусмотреть все правила, касательно пожарной безопасности, подготовив возле рабочего места ведро с песком или водой (лучше, конечно с песком). По этим же причинам запрещается выполнять работы на деревянном основании или вблизи пожароопасных мест, которые не подготовлены должным образом.
Крепление, которое устанавливается «на массу», должно быть надежно закреплено, таким образом, чтобы во время сварки оно не отсоединилось, и вместе с тем не искрило. Проверьте чтобы все кабели, подключенные к сварочному аппарату были заизолированными и аккуратно заправлены в специальные держатели. Далее, в сварочном аппарате необходимо установить необходимое и правильное значение сварочного тока – оно должно соответствовать нескольким параметрам. Прежде всего, это:
- толщина металла, с которым необходимо работать;
- диаметр электрода также должен соответствовать электрическому току.
Подготовка к электродуговой сварке не этом завершена. Далее, можно приступать к началу сварочного процесса, который начинается из зажигания дуги. Чтобы сделать это, необходимо установить электрод под углом к сварочной заготовке, примерно в 60°, и постепенно подводить его к поверхности сварочного участка. При образовании заряда, который возникает в результате замыкания цепи, в месте контакта начинают сыпаться искры, после чего электрод окончательно прикасается к поверхности металла, и приподымается на высоту, приблизительно 5-6 мм.
В случае, когда данная череда действий выполнена, верно, дуга зажигается в нормальном режиме. Далее, пятимиллиметровый зазор следует держать на том же расстоянии, что и во время поджога дуги, на протяжении всего сварочного процесса. Если же все сделано правильно, сварочный электрод в процессе сварки будет постепенно выгорать, поэтому, чтобы поддерживать расстояние в 5 мм, необходимо постепенно приближать электрод к поверхности образующейся сварочной ванны. Если вдруг во время сварки, электрод начинает залипать, в таком случае его необходимо слегка качнуть в любую из сторон, а если дуга не будет зажигаться даже при контакте с металлом, необходимо либо проверить соединение на «массе», либо увеличить значение сварочного тока, либо зачистить поверхность на креплении массы, и в месте сварки в том числе.
Как только начинающему сварщику в процессе электродуговой сварки удается зажечь и получить стабильную дугу, ему необходимо переходить к операции наплавлению шва.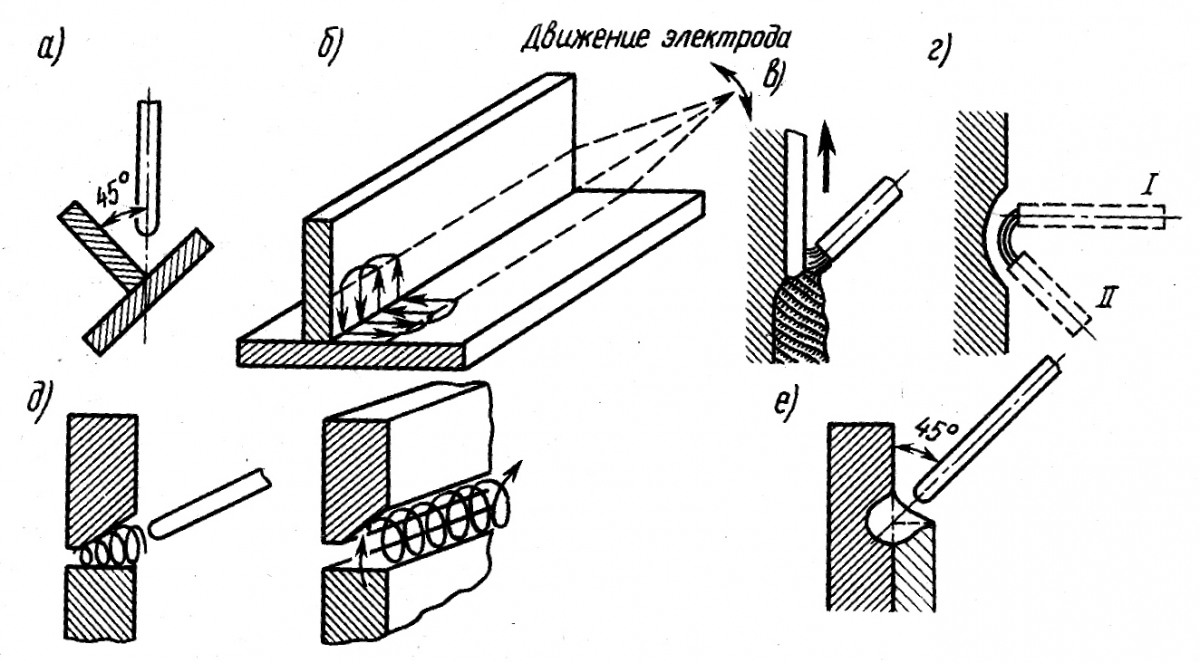 Для этого электрод плавно перемещается в горизонтальной поверхности, делая им небольшие и аккуратные колебательные движения. В процессе этого металл будет «подтягиваться» к центру сварочной дуги, в результате чего получается качественный шов, имеющий небольшие волны и образованный наплавленный металл.
Для этого электрод плавно перемещается в горизонтальной поверхности, делая им небольшие и аккуратные колебательные движения. В процессе этого металл будет «подтягиваться» к центру сварочной дуги, в результате чего получается качественный шов, имеющий небольшие волны и образованный наплавленный металл.
После сварки все контакты отсоединяются от заготовки, а с поверхности сварочного шва удаляется образовавшийся шлак. Это выполняется посредством легких ударов молотка и удалением с помощью металлической щетки.
Источник: vse-o-svarke.org
Просмотров: 198
| Главная » Сварка Рекомендуем приобрести: Сварочные столы и плиты TEMPUS – в наличии на складе!
|

 Важны точные знания. Длительность процедуры сварки не всегда сможет обеспечить ее высокое качество. Временами, это может оказать негативное влияние на саму структуру. Незаменимым сварочным оборудованием становится сварочный инвертор. Его используют на металлургических предприятиях и предприятиях машиностроения, потому что это обору
…
Читать дальше »
Важны точные знания. Длительность процедуры сварки не всегда сможет обеспечить ее высокое качество. Временами, это может оказать негативное влияние на саму структуру. Незаменимым сварочным оборудованием становится сварочный инвертор. Его используют на металлургических предприятиях и предприятиях машиностроения, потому что это обору
…
Читать дальше » Также стоит отметить относител
…
Читать дальше »
Также стоит отметить относител
…
Читать дальше » Читать дальше »
Читать дальше » Так, один из наиболее инновационных методов работы с металлом – это плазменная резка. Плазменный резак воздействует на мета
…
Читать дальше »
Так, один из наиболее инновационных методов работы с металлом – это плазменная резка. Плазменный резак воздействует на мета
…
Читать дальше »
 К активным газам относят углекислый газ и его смесь с
кислородом или аргоном, используют для защиты и обогащения металла.
К активным газам относят углекислый газ и его смесь с
кислородом или аргоном, используют для защиты и обогащения металла. Южнокорейский производитель Chung Song Industry Co. Ltd. представляет вашему вниманию автоматические сварочные тележки CS (KOrean WELDing carriages), предназначенные для сварки протяженных швов. На текущий момент они считаются наиболее популярным средством механизации на судостроительных верфях и стройплощадках Южной Кореи.
Южнокорейский производитель Chung Song Industry Co. Ltd. представляет вашему вниманию автоматические сварочные тележки CS (KOrean WELDing carriages), предназначенные для сварки протяженных швов. На текущий момент они считаются наиболее популярным средством механизации на судостроительных верфях и стройплощадках Южной Кореи. ..
Читать дальше »
..
Читать дальше »Простые правила сварщика
Сварочный инвертор — незаменимая вещь как в бытовых, так и в производственно-промышленных условиях. Легкие, энергосберегающие сварочные аппараты инверторного типа набирают всё большую и большую популярность. Чтобы пользоваться таким аппаратом с максимальным для себя КПД и получать желаемые результаты нужно знать некоторые хитрости. НСК Прокат решил поделиться секретами качественной сварки.
Самое важное правильно подобрать электрод. Сварочный электрод состоит из металлического стержня и электродного покрытия. Металлический стержень электрода должен быть схожим по химическому составу с металлом свариваемых деталей. Так же, чтобы шов получился аккуратным, нужно корректно подобрать диаметр электрода к толщине металла.
Ниже представлена табличка, которая поможет Вам при выборе электродов:
Толщина металла, мм | Диаметр электрода, мм |
2-3 | 1,6; 2,0 |
3-5 | 2,0; 2,5; 3,0; 3,2; 4,0 |
5-8 | 3,0; 3,2; 4,0; 5,0 |
Ещё одно значимое правило качественной сварки: правильный выбор сварочного тока.
Диаметр электрода, мм | Сварочный ток, А |
1,6 | 35-60 |
2,0 | 30-80 |
2,5 | 50-110 |
3,0 | 70-130 |
3,2 | 80-140 |
4,0 | 110-170 |
5,0 | 150-220 |
Сварочный ток выбирается в зависимости от диаметра электрода. А выбор диаметра электрода, как мы уже разобрались, во многом зависит от толщины свариваемого изделия. НСК Прокат рекомендует следующие соотношения:
А выбор диаметра электрода, как мы уже разобрались, во многом зависит от толщины свариваемого изделия. НСК Прокат рекомендует следующие соотношения:
При выборе источника тока в зависимости от применяемого электрода, можно использовать упрощенную формулу: 1 мм диаметра электрода умножить на 35-40 А сварочного тока. Например, диаметр выбранного электрода 2. Получается следующая формула: 2 х (35…40) = 70 – 80. Таким образом, источник тока должен иметь максимальный ток не менее 80 А.
Так же необходимо помнить, что для сварки вертикальных и потолочных швов силу тока уменьшают на 10 – 20 %. Соблюдая эти простые постулаты сварочного дела, Вы сможете легко работать и получать желаемые результаты. НСК Прокат надеется, что эта заметка помогла Вам разобраться в тонкостях работы со сварочными инверторами. Хорошей работы! Ждем Вас в НСК Прокат!
секретов сварки, идея сварки, секретная сварка
секреты сварки, идея сварки, секретная сварка “Сварка Секреты »
Никакая другая книга не помешает больше аварий
Вы когда-нибудь видели книгу, подскажет где НЕ сваривать? Это делает! «Секреты сварки» написала сварщик с 49-летним стажем. Объяснение удивительных фактов Проще говоря, с 75 фотографиями и 10 зарисовками.
Объяснение удивительных фактов Проще говоря, с 75 фотографиями и 10 зарисовками.
“Секреты сварки” объясняет почему сварной шов усаживается больше в месте остановки, чем в начале.Кроме того, фотографии пробных сварных швов, чтобы показать вам разницу между «бесплатно» расширение “и” ограниченное расширение “. Если вы верите, что напряжения, вызванные сваркой, не повредят заготовке, вы правы, кроме случаев, когда сварка выполняется в условиях ограниченного расширения!
- КАК ПЛОСИТЬ ИЗОБРАЖЕННУЮ СТАЛЬНУЮ РАМУ
Поместите искривленную угловую железную раму на ровной поверхности. Два угла будут выше остальных. На этих, поместите разводной ключ на плоскую ножку на расстоянии одного дюйма от внутреннего угла, и надавите на ручку.Когда нога слегка согнута, она отскакивает назад маленький. Это создает скручивающую силу на уголке, которая толкает вниз в верхнем углу. Угловая железная рама имеет шестнадцать мест, которые можно согнуть, чтобы сплющить. (подробнее плюс 7 картинок в книге!)
ПОТРАТИТЕ 1 ЧАС НА ЧТЕНИЕ «СЕКРЕТЫ СВАРКИ» И ВЫ УЗНАЕТЕ:

Отсутствие знаний – не защита в суде! Наверняка вы читали об исках, вызванных грудные имплантаты и асбест.Исследования доказали, что сварной шов неправильный место вызовет разрыв. Поломки вызывают несчастные случаи, которые могут привести к гибели людей! Если вы сварили что-то для кого-то, и оно сломалось, причинив ущерб, вы можно подать в суд! Вы можете потерять все, что у вас есть. Узнай о местах это НЕ должно быть сварено.
Узнай о местах это НЕ должно быть сварено.
ЗАКАЗАТЬ СЕКРЕТЫ СВАРКИ СЕГОДНЯ !!
ГАРАНТИЯ ВОЗВРАТА ДЕНЕГ
Отправьте свое имя, адрес и 39 долларов.95 + 3,85 доллара США за приоритетную почту за книгу на:
Найти широкий выбор доступной плазмы Резаки, Палка Сварщики, МИГ Сварщики и TIG Сварщики на Longevity-inc.com. Долговечность – ваш универсальный инструмент для решения всех ваших задач в области сварки
- Нажмите здесь для или по электронной почте rolshafer @ frontiernet.нетто
- Cherokee Industries
- 2714 Хадар Др.
- Ord, NE 68862
- Тел. 800-658-4443
- 308-728-3113
- Факс 319-856-0345
- Фед. Я БЫ. # 47-0715475
Запросы от дистрибьюторов Добро пожаловать
 800-658-4443
800-658-4443 назад на домашнюю страницу Cherokee
Сварочные секреты Хэла Уилсона
Книга секретов сварки Хэла Уилсона – это руководство по сварке для сварщика-самоучки, а также для более опытных сварщиков, которое может узнать больше по темам сварки.В этой книге есть несколько советов, которые помогут вам сделать работу лучше и безопаснее в местах, которые следует сваривать.
Секреты сварки Хэла УилсонаСодержание:
- Как удалить неисправную обойму подшипника или втулку из отверстия.
- Как восстановить изношенный вал
- Как спалить гайку с болта и сохранить резьбу на болте
- Как расширить гайку.
- Как усадить гайку.
- Камуфляж.
- Как удалить отколовшийся болт
- Цементная закалка.
- Как выровнять раму сваркой или упрочнением
- Как заставить деформированную стальную раму лежать ровно
- Как приварить проволочную сетку к стальной раме
- Как сделать ровный рез резаком
- Сварка над головой
- Сваривание толстых и тонких материалов
- Как сделать гладкую бусину
- Вертикальный сварной шов
- Как флюсовать свинец
- Выпуклость
- Как прожечь сварной шов и сохранить обе части
- Большой Джон
- Эффект выемки
- Как удалить обломанный кран
- Встроенные напряжения
- Кристаллы
- Как прожечь большой стальной вал
- Моя первая промышленная сварка
- Чугун, сваренный никелевыми электродами
- Выпрямление 6-дюймовой ленты
- Тележка на швеллере
- Как закалить долото
- Как заставить круг лежать ровно
- Как удалить застрявшую втулку из отверстия
- Как усадить стальной шкив
- Усиление внутри трубки или трубы
- Как исправить трещину в куске трубки
- Труба вставная под приварку
- Другой способ сварки трубы
- Наращивание внутри НКТ
- Другой способ сварки трубы
- Наращивание внутри НКТ
- Контрольные швы
- Летающие горки
- Американские горки
- Трещина в центре
- Испытание на ударную прочность
- Поперечная распорка
- Контрольные сварные швы низкоуглеродистой стали
- «Направление движения» и «отступление»
- Почему сварной шов сжимается больше в месте остановки, чем в начале
- Ограниченное расширение
- Исключение из правила
- Испытание Magnaflux на трещины
- Резервуар для воды
- Шаг назад
- Сломанная рама прицепа
- Подъемники пневмоподъемники
- Несварочные предметы
- Накладка на дугу с обивкой
- Крючки на пружине
- Сделать цилиндрическую пружину
- Ребро охлаждения
- Вал сломается на заплечике
- Как закалить мелкие детали
- Концы стержней
- Найдите диаметр пронумерованных крепежных винтов
- Куда повернуть фаркоп
- Тарелка в колесе
- Захват штанги
- Как найти размер дрели-ловушки без таблицы
- Нахождение половины смешанной обыкновенной дроби
- Твердомер простой
- Плавкость: легкость плавления
- Теплота плавления металлов
- Теплопроводность металлов
- Тепловое расширение
- Типичные черные металлы
- Применение стали по содержанию углерода
- Система классификации электродов AWS
- Темпер цвета
- Температуры плавления некоторых элементов
Подробности о книге:
Название книги: Секреты сварки
Автор (ы): Хэл Уилсон
Издатель: Flyco Machine Company
Издание: второе
Страниц: 63
Размер PDF: 16 Мб
Книга секретов сварки Скачать PDF
Вы можете скачать книгу «Секреты сварки» Хэла Уилсона в формате PDF по ссылкам, указанным ниже. Если ссылка не работает, сообщите нам об этом в разделе комментариев, мы с готовностью обновим ее.
Книга секретов сварки Хэла Уилсона
3 секрета успеха в СВАРОЧНОЙ ПРОМЫШЛЕННОСТИ
Бобби Пиз: Эй, есть три быстрых момента, которые компании и подрядчики ищут при приеме на работу. Должен быть такой уровень посещаемости, трудовая этика и способность наклоняться вперед и просто быть самостоятельным, чтобы сразу взяться за дело. Итак, KWI построил пакет вознаграждений, снова основанный на том, что ищут отрасль, компании и контракты.И это набор наград, и некоторые из них тоже были надеты. Первое, что вы, вероятно, могли бы заработать в KWI, если завершите наш 6-сертификационный пакет менее чем за 24 недели, – это сварочный кожух Outlaw Leather с ручной росписью. Мы называем это золотым капюшоном. И это наш способ вознаградить тяжелый труд.
Эшли Эпплгейт: Да, следующее, что мы собираемся сделать, это вознаградить тех студентов, которые завершили нашу программу, без опозданий и отсутствия на 100% идеальной посещаемости, и вы получите свой выбор сварки в дыму.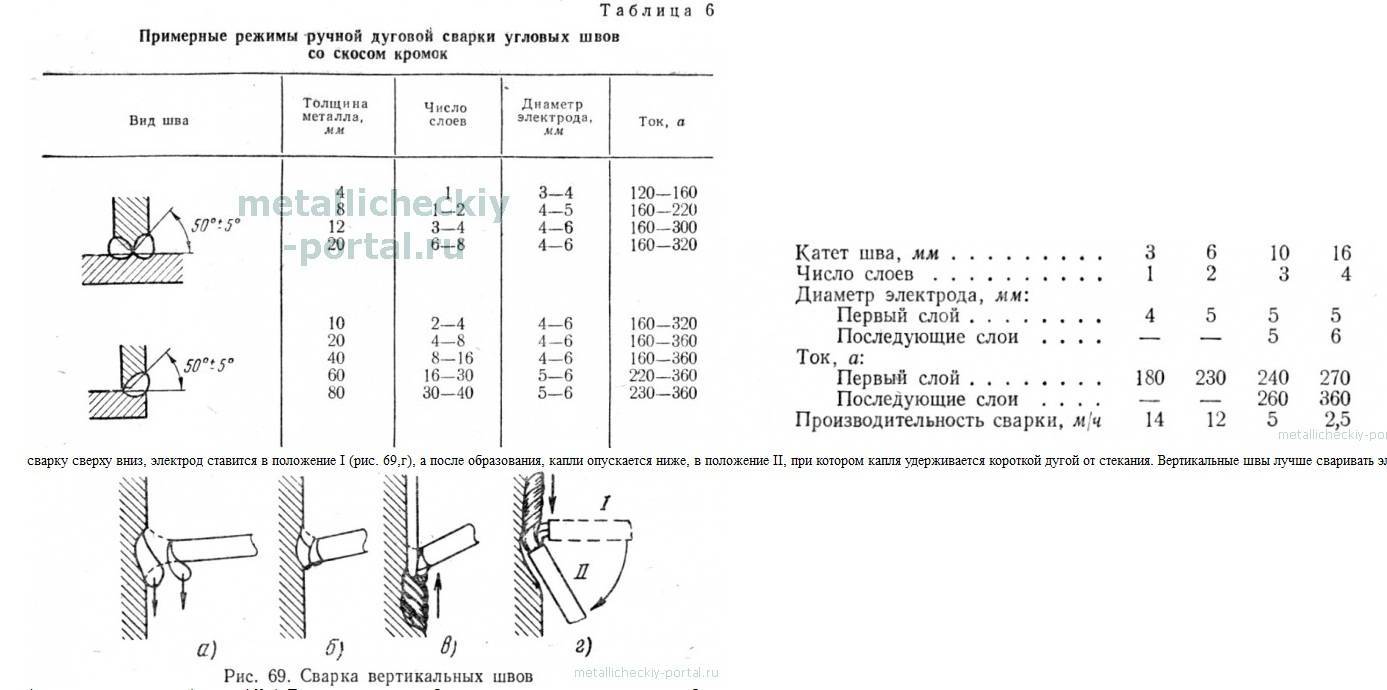 одежда.Может быть, вам захочется купить толстовку Thorax или Novas с кевларовым рукавом, сварочную рубашку Up In Smoke. Ага, а потом, наверное, посещаемость.
одежда.Может быть, вам захочется купить толстовку Thorax или Novas с кевларовым рукавом, сварочную рубашку Up In Smoke. Ага, а потом, наверное, посещаемость.
Бобби Пиз: Да, и идеальная посещаемость огромна. Я сказал это 100 раз, я бы взял сварщика C плюс с посещаемостью A плюс наоборот в любой день недели, потому что, если вы не приходите на работу, мне все равно, насколько хорошо вы здесь, вы здесь не для того, чтобы делать сварные швы. Безупречная посещаемость жизненно важна. Последнее, что мы называем, – это Тройная Корона.Вы знаете, что мы в Кентукки, поэтому вы выигрываете эти три дерби. Вы знаете, что здесь тройная корона. Если вы прошли программу, и вы стали золотыми, если вы попали на программу и у вас идеальная посещаемость, и вы носите одну из этих вещей Up In Smoke, и после того, как вы закончите обучение в течение трех месяцев, вы сообщите об этом в 30 дней проверенного опыта работы в школе, мы бесплатно вышлем вам этот Tig-Rig Heavy Hitters 250 AMP.
Эшли Эпплгейт: Верно.И вам не нужно работать на одной работе в течение 30 дней, вы можете работать два, двухнедельные перерывы в работе, но это проверено третьей стороной, а это очень много значит. Пакет вознаграждений, заранее сообщающий нашим студентам, что вы начинаете делать хорошую работу с самого начала, на вашем пути есть кое-что. Много вкусностей. Это тоже большая ценность.
Бобби Пиз: Да, я думаю, что все на столе стоит как минимум 150 баксов, а оттуда идите на север. Итак, все снова, и это призы, возвращаемые студентам.Так что да, мы вознаграждаем за упорный труд, и это здесь не из дешевых вещей. Это потрясающее снаряжение, соответствующее отраслевым стандартам, которое вы захотите взять с собой в поле.
Для получения дополнительной информации об этих удивительных продуктах:
Heavy Hitters Custom 2-компонентные комплекты для тигровых горелок предлагают лучшее из обоих миров, обеспечивая гибкость и более длительный срок службы.
300+ ампер? Без проблем!
Созданный с учетом высоких эксплуатационных качеств, вы можете дольше сваривать горячую сварку, не повреждая целостность сборки.Благодаря меньшему внутреннему сопротивлению благодаря нашему уникальному методу отделки соединений вы можете рассчитывать на то, что Heavy Hitters останутся прохладными, когда все остальное начнет нагреваться!
Благодаря модульной конструкции, если по какой-либо причине вы повредите свою установку, «ударив ее шлифовальным станком, переехав, загорелась», у вас будет возможность отремонтировать ее в полевых условиях и завершить свою работу.
Эта упаковка разработана и рассчитана на дольше, чем вы!
Если вы хотите сделать следующий шаг в своей карьере сварщика с превосходным продуктом, произведенным прямо здесь, в США, сразу же приобретите свой!
Купите сегодня!
The Up in Smoke Welding Модель флисового пуловера Thorax разработана специально для сварщиков.Флис Carbon X весом 14 унций сделан из идеального сочетания волокон, обеспечивающих прочность, тепло и комфорт.
Мы закупили экологически безопасную кожу у лидера мирового класса как в экологических инициативах, так и в дублении кожи. Качество этой кожи поможет сохранить свободу движений в холодные зимние дни. Кожа на капюшоне, верхней части туловища и на руках удобно размещена по бокам, чтобы защитить от ожогов и продлить срок службы одежды. Размещая кожу только там, где она вам нужна, она помогает уменьшить вес и громоздкость одежды, сохраняя при этом необходимую защиту.Рукава измененного дизайна дают больше места в области локтей для большей свободы движений. Рукава на 1/2 дюйма длиннее, чем у предыдущей модели. Капюшон и рукава на подкладке из твила Mount Vernon Mills для комфорта. Это делает капюшон и рукав более легкими и менее громоздкими. Кожа передней части груди была удлинена еще на дюйм для большей защиты. Тяжелые швы из кевлара и номекса, чтобы выдержать злоупотребления, которым подвергаются эти предметы одежды, а также четыре ряда швов на груди
Купите сегодня!
Сварочная рубашка Up In Smoke NOVUS предназначена для использования летом.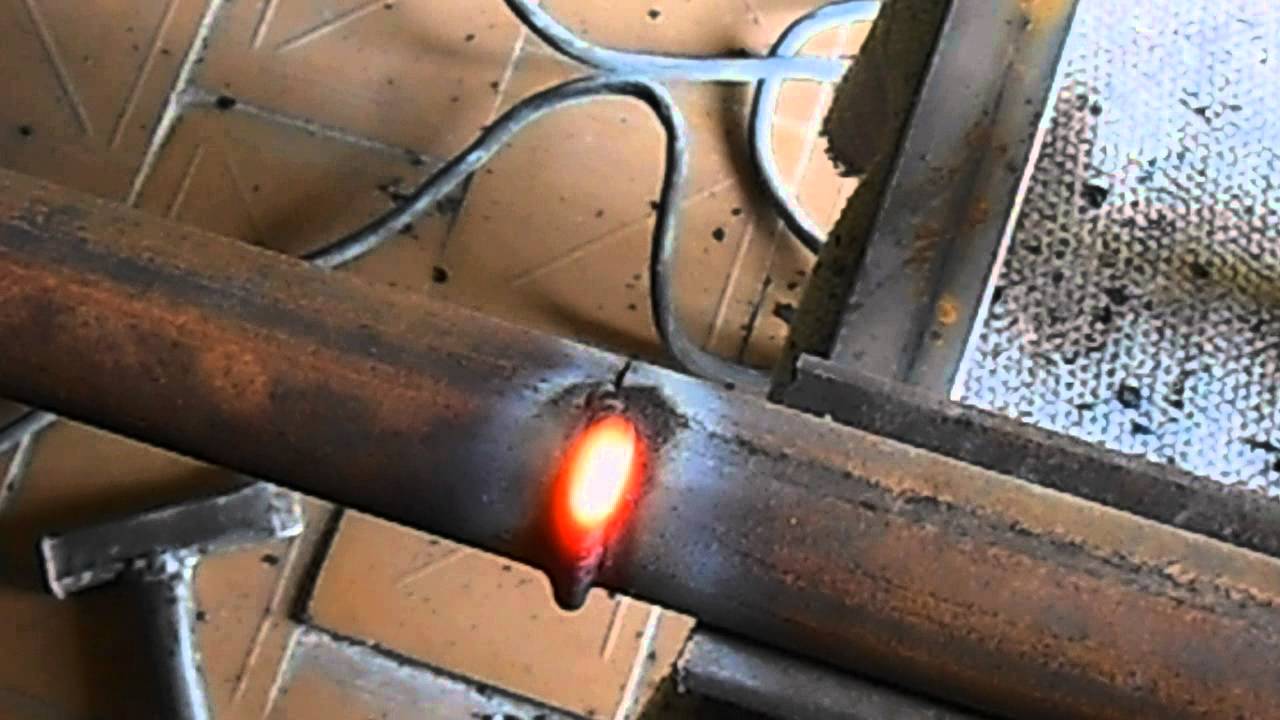 Рубашка изготовлена из легкого североамериканского твила Mount Vernon Mills FR, а в местах с высокой степенью износа используется Carbon X Repel. Эта модель – самая легкая одежда в нашей линейке продуктов. Рукава имеют естественный изгиб в локтях для облегчения движений. Материал Carbon X, размещенный на рукавах в стратегически важных местах, защищает от ожогов и продлевает срок службы одежды. Застегивается на кнопку. Рукава также на подкладке из твила Mount Vernon Mills для комфорта и дополнительной защиты рук.Carbon X Repel значительно легче кожи. Его меньший вес повышает комфорт и снижает нагрузку на мышцы, которые накапливаются в течение рабочей смены. Carbon X Repel удаляет расплавленный металл, некоторые химические вещества, легковоспламеняющиеся жидкости и другие расплавленные вещества, обеспечивая при этом исключительную защиту от сильной жары и прямого пламени. Искры и брызги просто скатываются с материала. Высокий воротник, два передних кармана и восемь кнопок YKK американского производства.
Рубашка изготовлена из легкого североамериканского твила Mount Vernon Mills FR, а в местах с высокой степенью износа используется Carbon X Repel. Эта модель – самая легкая одежда в нашей линейке продуктов. Рукава имеют естественный изгиб в локтях для облегчения движений. Материал Carbon X, размещенный на рукавах в стратегически важных местах, защищает от ожогов и продлевает срок службы одежды. Застегивается на кнопку. Рукава также на подкладке из твила Mount Vernon Mills для комфорта и дополнительной защиты рук.Carbon X Repel значительно легче кожи. Его меньший вес повышает комфорт и снижает нагрузку на мышцы, которые накапливаются в течение рабочей смены. Carbon X Repel удаляет расплавленный металл, некоторые химические вещества, легковоспламеняющиеся жидкости и другие расплавленные вещества, обеспечивая при этом исключительную защиту от сильной жары и прямого пламени. Искры и брызги просто скатываются с материала. Высокий воротник, два передних кармана и восемь кнопок YKK американского производства. Задняя часть рубашки удлинена для дополнительной защиты.
Задняя часть рубашки удлинена для дополнительной защиты.
Сверхпрочная канадская нить FR и кевлар используется для того, чтобы выдержать жестокое обращение с этой одеждой. Он изготовлен в Северной Америке и предназначен для сварки в более теплом климате.
Купите сегодня!
Кожаные капюшоны преступников Кожаные капюшоны преступников с золотыми руками нельзя купить; это нужно заработать. Однако мы продаем собственный капюшон KWI с логотипом на верхней части капюшона и на нагруднике, чтобы поддержать и раскрутить бренд, который вы любите. Кожаные капюшоны Outlaw – это бренд из стекловолокна с линзами оттенка 10.Это кожа французского теленка, расстояние от которой до заклепки составляет 6 1/2 дюймов. Ширина окна составляет 2 x 4 1/4, включая прозрачную крышку. Outlaw Leather делает все вручную.
Купите сегодня!
Чтобы посмотреть этот диалог в прямом эфире, щелкните ссылку ниже.
https://www.youtube.com/watch?v=-dx77TJWwKs
Секреты сварки PDF Книга Хэла Уилсона
Книга в формате PDF «Секреты сварки» Хэла Уилсона Название книги: Секреты сварки
Автор (ы): Хэл Уилсон
Издатель: Flyco Machine Company
Издание: второе
Страниц: 63
Размер PDF: 16 Мб
Содержание:
Как удалить неисправную обойму подшипника или втулку из отверстия.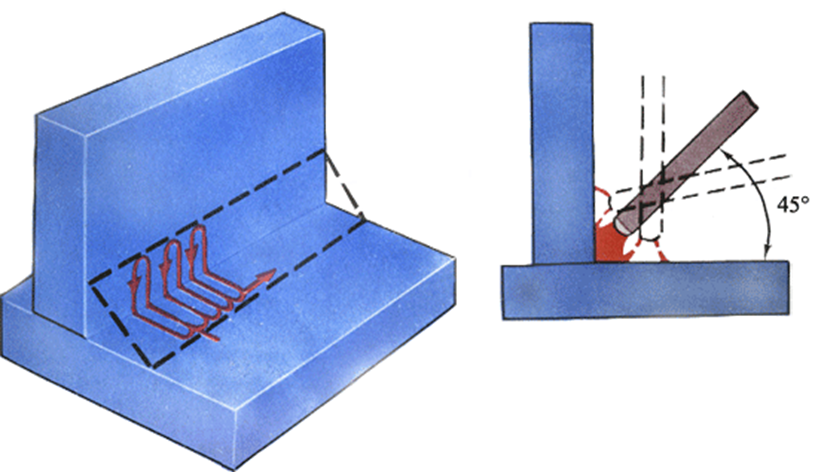
Как нарастить изношенный вал
Как сжечь гайку с болта и сохранить резьбу на болте
Как растянуть гайку.
Как усадить гайку.
Камуфляж.
Как удалить отломившийся болт
Цементное упрочнение.
Как выровнять раму с помощью сварки или упрочнения
Как сделать так, чтобы деформированная стальная рама лежала ровно
Как приварить проволочную сетку к стальной раме
Как сделать ровный рез резаком
Как выполнить сварку над головой
Как чтобы сварить толстую к тонкой
Как сделать гладкий шов
Вертикальный шов
Как залить флюсом
Выпуклость
Как прожечь сварной шов и сохранить обе части
Большой Джон
Эффект надреза
Как удалить сломанный метчик
Встроенные напряжения
Кристаллы
Как прожечь большой стальной вал
Мой первый промышленный сварной шов
Чугун, сваренный никелевыми электродами
Выпрямить полосу 6 дюймов
Клиновидные выступы на швеллерном чугуне
Как отпустить долото
Как заставить круг лежать ровно
Как сделать удалить застрявшую втулку из отверстия
Как усадить стальной шкив
Укрепить внутреннюю часть трубки или трубы
Как исправить трещину в куске трубки
Приварить вставленную трубу
Другой метод сварки трубы
Сборка вверх внутри трубы
Другой метод сварки трубы
Накапливание внутри трубы
Испытательные сварные швы
Летающие горки
Горки
Трещина в центре
Испытание на ударную прочность
Поперечная распорка
Испытательные сварные швы на низкоуглеродистой стали
«Направление движения» и «назад» -stepping »
Почему сварной шов сжимается больше в месте остановки, чем в месте начала
Ограниченное расширение
Исключение из правила
Испытание Magnaflux на трещины
Бак для воды
Шаг назад
Сломанная рама прицепа
Воздушные подъемники
-сварка
Накройте мягкую планку обивкой
Крючки или проушины на пружине
Сделайте спиральную пружину
Ребро охлаждения
Вал сломается в заплечике
Как закалить мелкие детали
Концы стержня
Найдите диаметр пронумерованных крепежных винтов
Куда повернуть талреп
Тарелка в колесе
Захват для выдувания стержня
Как найти размер дрели-ловушки без диаграммы
Нахождение половины смешанной общей фракции 90 112 Простой твердомер
Плавкость: легкость плавления
Теплота плавления металлов
Теплопроводность металлов
Тепловое расширение
Типичные черные металлы
Применение стали по содержанию углерода
Система классификации электродов AWS
Цвета закалки
Температуры плавления некоторых элементов
Секреты сварки: руководство по сварке для сварщика-самоучки, а также для более опытного сварщика PDF
Автор (ы): Хэл Уилсон
Издатель: Flyco Machine Company, Год: 1990
ISBN: 0970055404,9780970055408
Описание:
Секреты сварки. Никакая другая книга не предотвратит больше несчастных случаев. В нем указано, где не следует сваривать, и содержится 75 фотографий, 10 эскизов и обширные знания из 49-летнего опыта. В книге «Секреты сварки» объясняется, почему сварной шов сжимается больше в месте остановки, чем в начале. Фотографии испытательных сварных швов показывают разницу между «свободным расширением» и «ограниченным расширением». Он объясняет, как напряжения, вызванные сварным швом, выполненным при ограниченном расширении, могут повредить заготовку. «Секреты сварки» – это руководство по сварке для сварщиков-самоучок, а также для более опытных сварщиков.Это отличное учебное пособие, которое используется в США многими крупными производителями
Никакая другая книга не предотвратит больше несчастных случаев. В нем указано, где не следует сваривать, и содержится 75 фотографий, 10 эскизов и обширные знания из 49-летнего опыта. В книге «Секреты сварки» объясняется, почему сварной шов сжимается больше в месте остановки, чем в начале. Фотографии испытательных сварных швов показывают разницу между «свободным расширением» и «ограниченным расширением». Он объясняет, как напряжения, вызванные сварным швом, выполненным при ограниченном расширении, могут повредить заготовку. «Секреты сварки» – это руководство по сварке для сварщиков-самоучок, а также для более опытных сварщиков.Это отличное учебное пособие, которое используется в США многими крупными производителями
Сварочные секреты, второе издание Хэла Уилсона легко в формате PDF бесплатно.
Загрузить
Скачать
Скачать
Скачать
Купить у Amazon
Сопутствующие результаты: секреты дуговой сварки, секреты сварки mig, секреты сварки труб, секреты сварки, секреты сварки алюминиевой палочкой, секреты,
Подробнее POST On: Engineering Books
Сварочные секреты, 2-е издание, руководство Хэла Уилсона
Секреты сварки (2-е издание) – подробное потрясающее руководство для сварщиков-самоучек и опытных сварщиков. Автором справочника является Hal Wilson . Книга объясняет различные темы сварки с помощью изображений и помогает начинающим студентам стать хорошими сварщиками. Помимо этого, он также помогает сварщикам, работающим на рабочих местах.
Автором справочника является Hal Wilson . Книга объясняет различные темы сварки с помощью изображений и помогает начинающим студентам стать хорошими сварщиками. Помимо этого, он также помогает сварщикам, работающим на рабочих местах.
Ниже приводится все, что касается содержания справочника.
Содержание:
1. Как удалить из отверстия неисправную обойму подшипника или чашку?
2.Как восстановить изношенный вал?
3. Как прожечь гайку на А-образном болте и сохранить резьбу на болте?
4. Как растянуть гайку?
5. Как уменьшить гайку?
6. Камуфляж
7. Как удалить отломанный болт?
8. Укрепление гильзы
9. Как выровнять А-образную раму сваркой или упрочнением?
10. Как заставить деформированный стальной каркас лежать ровно?
11. Как приварить проволочную сетку к стальному каркасу?
12. Как сделать ровный рез резаком?
Как сделать ровный рез резаком?
13.Как сделать потолочную сварку?
14. Как сварить толстое к тонкому?
15. Как сделать гладкую бусину?
16. Вертикальный сварной шов
17. Как флюсовать свинец?
18. Выпуклость
19. Как прожечь сварной шов и сохранить обе детали?
20. Большой Джон
21. Эффект выемки
22. Как удалить сломанный метчик?
23. Встроенные напряжения
24. Кристаллы
25. Как прожечь большой стальной вал?
26.Моя первая коммерческая сварка
27. Чугун, сваренный никелевыми электродами
28. Выпрямление 6-дюймовой ленты
29. Подъемник на канале Утюг
30. Как закалить долото?
31. Как заставить круг лежать плоским?
32. Как удалить застрявшую втулку из отверстия?
33. Как уменьшить стальной шкив?
34. Усиление внутри трубки или трубы
35. Как отремонтировать трещину в трубке?
36. Труба со сварным швом
Труба со сварным швом
37.Другой способ сварки трубы
38. Наращивание внутри НКТ
39. Контрольные сварные швы
40. Летающие горки
41. Американские горки
42. Треснувший центр
43. Тест на ударную прочность
44. Поперечная распорка
45. Испытательные сварные швы низкоуглеродистой стали
46. «Направление движения» и «отступление назад»
47. Почему сварной шов сжимается больше в месте остановки, чем в месте начала
48. Ограниченное расширение
49.Исключение из правила
50. Испытание Magnaflux на трещины
51. Резервуар для воды
52. Шаг назад
53. Сломанная рама прицепа
54. Пневмоподъемники
55. Несварочные предметы
56. Накройте планку с мягкой подкладкой крючками для обивки или проушинами на пружине
57. Сделайте спиральную пружину
58. Ребро охлаждения
59. Вал сломается в плече
60. Как закалить мелкие детали?
Как закалить мелкие детали?
61. Концы стержней
62.Найдите диаметр пронумерованных крепежных винтов
63. Куда повернуть фаркоп
64. Тарелка в колесе
65. Захват штанги для выдувания
66. Как найти размер сверла для метчика без таблицы?
67. Нахождение половины смешанной обыкновенной дроби
68. Твердомер простой
69. Плавкость: легкость плавления
70. Тепло плавления металлов
71. Теплопроводность металлов
72. Тепловое расширение
73.Типичные черные металлы
74. Использование стали по содержанию углерода
75. Система классификации электродов AWS
76. Цвета темпера
77. Точки плавления некоторых элементов
Таким образом, Секреты сварки (2-е издание) – важная книга для повышения квалификации как для сварщиков-самоучок, так и для тех, кто имеет опыт.
Связанные с: Другие важные руководства по сварке
Нравится:
Нравится Загрузка. ..
..
Секретов сварки раскрыты – Soldagem
удовлетворительные результаты. п. Меркурий. Сварка или резка в помещении или в замкнутом пространстве металлов, покрытых ртутью. материалы, включая краску, должны выполняться с использованием местной вытяжной вентиляции или респираторов. На открытом воздухе такие операции будут проводиться с использованием средств защиты органов дыхания, одобренных Национальным институтом труда. Безопасность и здоровье, Горное управление США или другое утвержденное правительством агентство по тестированию.о. Чистящие составы. (1) Инструкции производителя. При использовании чистящих средств из-за их токсичности воспламеняемости, Стр. 10 из 30Глав. 2 Меры предосторожности при сварочных работах 15.10.2004 файл: // C: \ PDF \ Welding \ Ch3.htm Стр. 39 будут соблюдены соответствующие меры предосторожности, перечисленные в инструкциях производителя. (2) Обезжиривание. Обезжиривание или другие операции по очистке с использованием хлорированных углеводородов будут проводиться чтобы пары от этих операций не попадали в зону вокруг сварочных швов и не попадали в них.
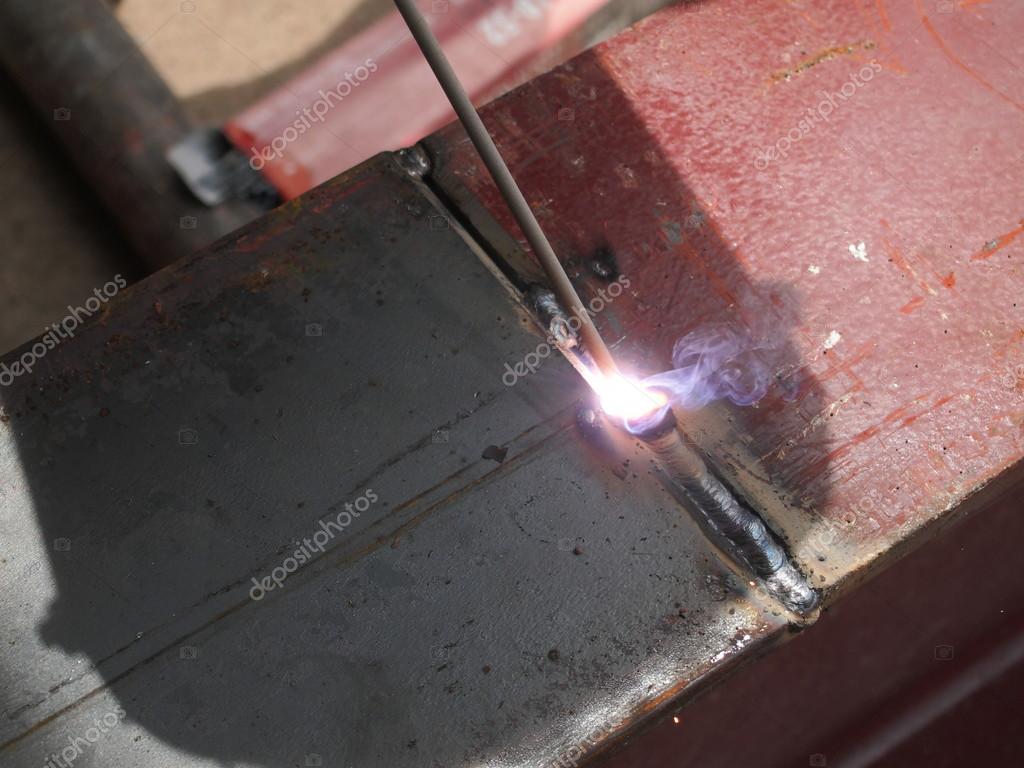 Перед началом работ тяжелое переносное оборудование, установленное на колесах, должно быть надежно закреплено.
заблокирован для предотвращения случайного движения.c. Если сварщик должен войти в ограниченное пространство через люк или другое отверстие, будут предусмотрены средства для
быстро убрав его в случае крайней необходимости. Когда для этой цели используются ремни безопасности и спасательные веревки, они будут
прикреплен к корпусу сварщика, чтобы его нельзя было зажать в небольшом выходном отверстии. Дежурный с заранее запланированным
Спасательная служба будет размещена снаружи, чтобы постоянно наблюдать за сварщиком и быть способной оказать помощь.
операции вступили в силу.
d. Когда дуговая сварка приостанавливается на какой-либо продолжительный период времени, например, во время обеда или на ночь, все электроды
будут извлечены из держателей, при этом держатели будут осторожно расположены, чтобы исключить случайный контакт.В
сварочные аппараты будут отключены от источника питания.
Перед началом работ тяжелое переносное оборудование, установленное на колесах, должно быть надежно закреплено.
заблокирован для предотвращения случайного движения.c. Если сварщик должен войти в ограниченное пространство через люк или другое отверстие, будут предусмотрены средства для
быстро убрав его в случае крайней необходимости. Когда для этой цели используются ремни безопасности и спасательные веревки, они будут
прикреплен к корпусу сварщика, чтобы его нельзя было зажать в небольшом выходном отверстии. Дежурный с заранее запланированным
Спасательная служба будет размещена снаружи, чтобы постоянно наблюдать за сварщиком и быть способной оказать помощь.
операции вступили в силу.
d. Когда дуговая сварка приостанавливается на какой-либо продолжительный период времени, например, во время обеда или на ночь, все электроды
будут извлечены из держателей, при этом держатели будут осторожно расположены, чтобы исключить случайный контакт.В
сварочные аппараты будут отключены от источника питания. е. Для того, чтобы исключить возможность утечки газа через негерметичность или неправильно закрытые клапаны при газовой сварке или
резки, клапаны подачи газа и кислорода будут закрыты, регуляторы разблокированы, газовые и кислородные линии будут удалены, и
клапаны на резаке закрываются, когда оборудование не будет использоваться в течение длительного периода времени. Там, где это возможно,
резак и шланг также будут удалены из замкнутого пространства.
f. После завершения сварочных работ сварщик нанесет маркировку на горячий металл или предоставит другие средства
предупреждение других работников.Раздел II. МЕРЫ ПРЕДОСТОРОЖНОСТИ ПРИ КИСЛОРОДНОЙ СВАРКЕ
2-6. ОБЩЕЕ
а. В дополнение к информации, указанной в разделе I этой главы, необходимо соблюдать следующие меры безопасности.
б. Ни в коем случае не экспериментируйте с горелками или регуляторами. Не используйте регуляторы кислорода с ацетиленовыми баллонами.
Не используйте смазочные материалы для регуляторов или резервуаров.
c. Всегда используйте подходящий наконечник или сопло и всегда используйте их с надлежащим давлением для конкретной работы.
е. Для того, чтобы исключить возможность утечки газа через негерметичность или неправильно закрытые клапаны при газовой сварке или
резки, клапаны подачи газа и кислорода будут закрыты, регуляторы разблокированы, газовые и кислородные линии будут удалены, и
клапаны на резаке закрываются, когда оборудование не будет использоваться в течение длительного периода времени. Там, где это возможно,
резак и шланг также будут удалены из замкнутого пространства.
f. После завершения сварочных работ сварщик нанесет маркировку на горячий металл или предоставит другие средства
предупреждение других работников.Раздел II. МЕРЫ ПРЕДОСТОРОЖНОСТИ ПРИ КИСЛОРОДНОЙ СВАРКЕ
2-6. ОБЩЕЕ
а. В дополнение к информации, указанной в разделе I этой главы, необходимо соблюдать следующие меры безопасности.
б. Ни в коем случае не экспериментируйте с горелками или регуляторами. Не используйте регуляторы кислорода с ацетиленовыми баллонами.
Не используйте смазочные материалы для регуляторов или резервуаров.
c. Всегда используйте подходящий наконечник или сопло и всегда используйте их с надлежащим давлением для конкретной работы. Эту информацию следует брать из рабочих листов или таблиц, поставляемых с оборудованием.d. Когда горелка не используется, убедитесь, что она не горит. Также отпустите регуляторы, удалите воздух из шлангов и плотно закройте
клапаны. Не вешайте резак со шлангом на клапаны регулятора или баллона.
е. Не зажигайте факел спичкой или раскаленным металлом, а также в ограниченном пространстве. Взрывоопасная смесь ацетилена и
кислород может привести к травмам или повреждению имущества при воспламенении. Используйте фрикционные зажигалки или стационарное запальное пламя.
Страница 11 из 30 Глава 2 Меры предосторожности при сварочных работах
15.10.2004 файл: // C: \ PDF \ Welding \ Ch3.htm
Стр. 40
f. При работе в замкнутом пространстве обеспечьте соответствующую вентиляцию для отвода взрывоопасных газов, которые могут быть
сгенерировано. Стандарты вентиляции см. В параграфе 2-4 «Охрана здоровья и вентиляция».
грамм. Сохраняйте свободное пространство между цилиндром и предметом, чтобы можно было легко и быстро добраться до клапанов цилиндра.
Эту информацию следует брать из рабочих листов или таблиц, поставляемых с оборудованием.d. Когда горелка не используется, убедитесь, что она не горит. Также отпустите регуляторы, удалите воздух из шлангов и плотно закройте
клапаны. Не вешайте резак со шлангом на клапаны регулятора или баллона.
е. Не зажигайте факел спичкой или раскаленным металлом, а также в ограниченном пространстве. Взрывоопасная смесь ацетилена и
кислород может привести к травмам или повреждению имущества при воспламенении. Используйте фрикционные зажигалки или стационарное запальное пламя.
Страница 11 из 30 Глава 2 Меры предосторожности при сварочных работах
15.10.2004 файл: // C: \ PDF \ Welding \ Ch3.htm
Стр. 40
f. При работе в замкнутом пространстве обеспечьте соответствующую вентиляцию для отвода взрывоопасных газов, которые могут быть
сгенерировано. Стандарты вентиляции см. В параграфе 2-4 «Охрана здоровья и вентиляция».
грамм. Сохраняйте свободное пространство между цилиндром и предметом, чтобы можно было легко и быстро добраться до клапанов цилиндра. час Используйте баллоны в полученном порядке. Храните полные и пустые баллоны отдельно и пометьте пустые баллоны знаком «MT».
я. Баллоны со сжатым газом, принадлежащие коммерческим компаниям, будут окрашены в корпоративные цвета.j. Никогда не используйте цилиндры для роликов, опор или других целей, кроме тех, для которых они предназначены.
k. Всегда надевайте защитную одежду, подходящую для сварки или газовой резки.
л. Следите за тем, чтобы рабочая зона была чистой и свободной от опасных материалов. При газовой резке искры могут перемещаться от 30 до 40 футов (от 9 до 12 футов).
м). Не допускайте попадания искр, образованных раструбом, на шланги, регуляторы или цилиндры.
м. Используйте кислород, ацетилен или другие горючие газы с соответствующими горелками и только по назначению.
п. Относитесь к регуляторам с уважением.Не поворачивайте ручку клапана с усилием.
о. Всегда используйте следующую последовательность и технику зажигания факела:
(1) Откройте вентиль баллона с ацетиленом.
(2) Откройте клапан ацетиленовой горелки на 1/4 оборота.
(3) Вверните рукоятку клапана регулятора ацетилена на рабочее давление.
(4) Закройте клапан ацетиленовой горелки (это приведет к продувке ацетиленовой линии).
(5) Медленно полностью откройте вентиль кислородного баллона.
(6) Откройте клапан кислородной горелки на 1/4 оборота.
(7) Заверните винт регулятора кислорода до рабочего давления.
(8) Выключите клапан кислородной горелки (это приведет к продувке кислородной линии).(9) Откройте клапан ацетиленовой горелки на 1/4 оборота и зажгите зажигалкой.
ПРИМЕЧАНИЕ
Используйте только фрикционную зажигалку или специально предусмотренное осветительное устройство.
(10) Откройте клапан кислородной горелки на 1/4 оборота.
(11) Установите нейтральное пламя.
п. Всегда используйте следующую последовательность и технику выключения резака:
(1) Сначала закройте клапан ацетиленовой горелки, затем кислородный клапан.
(2) Закройте вентиль баллона с ацетиленом, затем клапан баллона с кислородом.
(3) Откройте ацетиленовый и кислородный клапаны горелки, чтобы сбросить давление в регуляторе и шланге.(4) Отведите рукоятку регулирующего клапана регулятора до тех пор, пока не исчезнет натяжение пружины.
Страница 12 из 30 Глава 2 Меры предосторожности при сварочных работах
15.10.2004 файл: // C: \ PDF \ Welding \ Ch3.htm
Стр. 41
(5) Закройте вентили горелки.
q. При сварке или резке свинца, кадмия, хрома, марганца,
латунь, бронза, цинк или оцинкованная сталь.
р. Не выполняйте сварку или резку пламенем контейнеров, содержащих горючие вещества, без принятия специальных мер предосторожности.
с. Запрещается производить сварку или резку пламенем герметичных контейнеров или отсеков без вентиляционных отверстий и специальных приспособлений.
меры предосторожности.т. Не выполняйте сварку и резку в ограниченном пространстве без особых мер предосторожности.
2-7. АЦЕТИЛЕНОВЫЕ ЦИЛИНДРЫ
ОСТОРОЖНОСТЬ
Если баллоны с ацетиленом хранились или транспортировались горизонтально (на бок), подставьте баллоны.
вертикально (вертикально) за 45 минут до (перед) использованием.
а. Всегда обращайтесь к ацетилену по его полному названию, а не только по слову «газ». Ацетилен сильно отличается от городского или
печной газ. Ацетилен - это соединение углерода и водорода, образующееся при реакции воды и кальция.
карбид.б. Ацетиленовые баллоны необходимо обрабатывать.
час Используйте баллоны в полученном порядке. Храните полные и пустые баллоны отдельно и пометьте пустые баллоны знаком «MT».
я. Баллоны со сжатым газом, принадлежащие коммерческим компаниям, будут окрашены в корпоративные цвета.j. Никогда не используйте цилиндры для роликов, опор или других целей, кроме тех, для которых они предназначены.
k. Всегда надевайте защитную одежду, подходящую для сварки или газовой резки.
л. Следите за тем, чтобы рабочая зона была чистой и свободной от опасных материалов. При газовой резке искры могут перемещаться от 30 до 40 футов (от 9 до 12 футов).
м). Не допускайте попадания искр, образованных раструбом, на шланги, регуляторы или цилиндры.
м. Используйте кислород, ацетилен или другие горючие газы с соответствующими горелками и только по назначению.
п. Относитесь к регуляторам с уважением.Не поворачивайте ручку клапана с усилием.
о. Всегда используйте следующую последовательность и технику зажигания факела:
(1) Откройте вентиль баллона с ацетиленом.
(2) Откройте клапан ацетиленовой горелки на 1/4 оборота.
(3) Вверните рукоятку клапана регулятора ацетилена на рабочее давление.
(4) Закройте клапан ацетиленовой горелки (это приведет к продувке ацетиленовой линии).
(5) Медленно полностью откройте вентиль кислородного баллона.
(6) Откройте клапан кислородной горелки на 1/4 оборота.
(7) Заверните винт регулятора кислорода до рабочего давления.
(8) Выключите клапан кислородной горелки (это приведет к продувке кислородной линии).(9) Откройте клапан ацетиленовой горелки на 1/4 оборота и зажгите зажигалкой.
ПРИМЕЧАНИЕ
Используйте только фрикционную зажигалку или специально предусмотренное осветительное устройство.
(10) Откройте клапан кислородной горелки на 1/4 оборота.
(11) Установите нейтральное пламя.
п. Всегда используйте следующую последовательность и технику выключения резака:
(1) Сначала закройте клапан ацетиленовой горелки, затем кислородный клапан.
(2) Закройте вентиль баллона с ацетиленом, затем клапан баллона с кислородом.
(3) Откройте ацетиленовый и кислородный клапаны горелки, чтобы сбросить давление в регуляторе и шланге.(4) Отведите рукоятку регулирующего клапана регулятора до тех пор, пока не исчезнет натяжение пружины.
Страница 12 из 30 Глава 2 Меры предосторожности при сварочных работах
15.10.2004 файл: // C: \ PDF \ Welding \ Ch3.htm
Стр. 41
(5) Закройте вентили горелки.
q. При сварке или резке свинца, кадмия, хрома, марганца,
латунь, бронза, цинк или оцинкованная сталь.
р. Не выполняйте сварку или резку пламенем контейнеров, содержащих горючие вещества, без принятия специальных мер предосторожности.
с. Запрещается производить сварку или резку пламенем герметичных контейнеров или отсеков без вентиляционных отверстий и специальных приспособлений.
меры предосторожности.т. Не выполняйте сварку и резку в ограниченном пространстве без особых мер предосторожности.
2-7. АЦЕТИЛЕНОВЫЕ ЦИЛИНДРЫ
ОСТОРОЖНОСТЬ
Если баллоны с ацетиленом хранились или транспортировались горизонтально (на бок), подставьте баллоны.
вертикально (вертикально) за 45 минут до (перед) использованием.
а. Всегда обращайтесь к ацетилену по его полному названию, а не только по слову «газ». Ацетилен сильно отличается от городского или
печной газ. Ацетилен - это соединение углерода и водорода, образующееся при реакции воды и кальция.
карбид.б. Ацетиленовые баллоны необходимо обрабатывать. Советы по сварке штангой, которые серьезно улучшат вашу работу: наши лучшие 10
Если вы новичок в сварке, то знакомство со сваркой штангой поможет вам начать работу с правильного пути. Это наиболее распространенный вид дуговой сварки, который используется сегодня.
Несмотря на то, что это обычная сварка, для создания хорошего сварного шва необходимы определенные навыки. Новички могут обнаружить, что на освоение техник, необходимых для создания хороших суставов, требуется некоторое время.В конце концов, это больше, чем просто сварочная система.
Ниже вы найдете несколько приемов и советов по сварке штучной сваркой, которые помогут вам с самого начала улучшить свои шансы на получение отличного сварного шва. Вы также найдете информацию, которая поможет вам выявить проблемы и быстро их исправить.
Лучшие приемы и советы по сварке штангой
1. Всегда выбирайте «Нормальную» сталь
Сварка палкой лучше всего работает при использовании стали с минимальным содержанием серы и кремния.Вы обнаружите, что стали 1015 и 1025 лучше всего подходят для сварки штучной сваркой, поскольку в них содержание серы ниже 0,035%, а содержание кремния ниже 0,1%. Низколегированная сталь или сталь с высоким содержанием серы или кремния будут треснуть при сварке. Этим известны жесткие конструкции и тяжелые плиты.
Если вам необходимо сварить эти предметы с помощью сварочного аппарата, лучшим вариантом будет электрод с низким содержанием водорода и небольшим диаметром. Затем сваривайте с меньшей скоростью, чтобы сварочная лужа оставалась расплавленной.Это даст вам сварной шов с лучшей обработкой, даже если для его завершения потребуется дополнительное время.
2. Выберите правильное положение стыка и электрод
Расположение стыка имеет большое влияние на качество готового сварного шва. Если вы выполняете сварку листовой стали толщиной от 18 до 10, оптимальная скорость движения достигается при работе под углом спуска не менее 45 градусов. Старайтесь не превышать 75 градусов, чтобы сохранить качество сварного шва. Убедитесь, что вы не перевариваете и не делаете слишком большой сварной шов, так как это приведет к его прожиганию.
Плоское положение рекомендуется для металлов толщиной 3/16 дюйма и более. Это упростит управление процессом сварки штангой в ваших интересах. Для высокоуглеродистой стали или низколегированных листов они лучше всего подходят для горизонтального положения.
3. Используйте правильную геометрию соединения
Когда размеры соединения выбираются для сварочных чертежей, целью является поддержание сварных швов профессионального качества при одновременном повышении скорости сварки. Для создания правильной геометрии стыка ваша подгонка должна быть единообразной по всей площади.Любые скосы или зазоры необходимо контролировать по всему стыку, даже если стыки плотно зажаты. Любые изменения заставят вас снизить скорость сварки и увеличат вероятность прожога.
Чтобы валик получился хорошей формы, вам понадобится достаточный уровень. Без него электрод будет изо всех сил пытаться добраться до сустава, над которым вы работаете, что увеличивает риск растрескивания. Для полного проплавления требуется хорошее отверстие в корне, но не стоит делать слишком много отверстия, так как это приведет к потере металла сварного шва.Отверстие в корне также должно соответствовать диаметру электрода.
Ваша сила тока также должна быть правильной.
4. Будьте активны в отношении наращивания
При хорошей сварке штангой толщина нароста не должна превышать 1/16 дюйма. Ваши галтели должны иметь равные ножки и практически ровную поверхность борта. Когда у вас есть накопление, вы зря тратите время и материалы. Если, например, вы удвоите размер скругления, вам потребуется 4 раза (или более) сварной металл для завершения работы.Ваши расходы могут почти удвоиться из-за чрезмерной сварки, даже если ваш лишний налет составляет 1/8 дюйма или меньше.
5. Не забывайте очищать каждое соединение перед сваркой
Сварка палкой не является сваркой сердечника флюсом. Вы должны удалить лишнюю ржавчину, масло, краску, жир и окалину с металлических поверхностей, прежде чем пытаться сварить соединение. Если вы не можете удалить эти загрязнения, вы должны использовать электрод, предназначенный для их проникновения. Американское сварочное общество рекомендует для этого типа работ E6010 или E6011.
Если вы выполняете сварку в зоне с ржавчиной, влажностью или другими проблемами качества, убедитесь, что вы снизили скорость движения. Это даст пузырькам газа больше времени, чтобы выкипеть из сварочной ванны, прежде чем они замерзнут, что улучшит общее качество сварного шва.
6. Выберите правильный размер электрода
Для вертикальной или потолочной сварки электрод размером 3/16 дюйма – это самый большой практический размер, который вы можете использовать. В среде с низким содержанием водорода вы захотите перейти на электрод диаметром 5/32 дюйма.Размеры вашего сустава также могут ограничивать диаметр вашего электрода.
Однако, как правило, электрод большего размера будет сваривать при более высоком токе, а это означает, что ваши ставки депозита также будут выше. Для достижения наилучших результатов старайтесь использовать электрод самого большого размера, сохраняя при этом качество сварного шва.
7. Уменьшите ток, чтобы уменьшить разбрызгивание.
Брызги создают эстетические проблемы при сварке. Это не проблема, которая влияет на прочность сварного шва.Однако это увеличит ваши расходы на уборку. Один из самых простых способов уменьшить разбрызгивание – уменьшить ток. Убедитесь, что ваш ток находится в диапазоне, соответствующем размеру и типу электрода, который вы используете для сварки. Вы также захотите проверить правильность полярности.
Уменьшение длины дуги при сварке также снижает вероятность разбрызгивания. Если перед дугой течет расплавленный металл, попробуйте изменить угол наклона электрода. Вам нужно будет убедиться, что ваш электрод не влажный и что вы не позволяете дуге блуждать во время работы.
8. Поддерживайте приемлемый размер сварочной ванны
Еще одна распространенная проблема, с которой сталкиваются новички при обучении навариванию сварного шва, – это поднутрение. Хотя подрезы, как правило, являются проблемой эстетики, а не качеством, они могут привести к выходу сварного шва из строя, когда он подвергается напряжению. Вы можете уменьшить количество подрезов, сохранив размер сварочной ванны контролируемого размера. Избавьтесь от ткацких тенденций в своей работе. Также поможет снижение скорости движения и уменьшение силы тока.
При появлении трещин попробуйте сваривать электродом с низким содержанием водорода. Вы можете использовать сильный предварительный нагрев для более тяжелых пластин, а также для жестких стыков.
9. Используйте шкаф с подогревом для электродов
Если дуга кажется неустойчивой, шероховатой или постоянно блуждает, то, вероятно, у вас влажный электрод. Когда один электрод влажный, велика вероятность, что весь контейнер будет влажным. Попробуйте открыть новую емкость, чтобы проверить, есть ли у вас сухой электрод.
В зависимости от вашего климата вам может потребоваться приобретение портативного обогреваемого шкафа для электродов. Использование лампочки, как рекомендуют некоторые веб-сайты, не даст вам достаточно тепла для поддержания сухости. Если вы уже используете шкаф для хранения вещей, то установка постоянного обогревателя может оказаться немного дешевле, чем стоимость портативного обогревателя.
Если в вашем магазине хорошее внутреннее уплотнение, вам может быть полезно иметь в магазине осушитель воздуха.
Дома и предприятия, живущие во влажном климате, например на Тихоокеанском Северо-западе или в прибрежных поселках вдоль Ю.Южный Юг, больше всего затронуты этой проблемой.
10. Более высокие токи уменьшают проблемы отсутствия сплавления
Когда соединение в стыке получает надлежащее сплавление, обе стенки обеспечивают прочность для создания твердого валика. Когда происходит недостаточное сращение, сустав не может быть прочным. Каждый раз, когда вы испытываете недостаток плавления при сварке, вы должны устранить его, чтобы сварка прошла успешно.
Чтобы исправить проблему плохого сплавления, может оказаться полезным применение стрингера с бусинами вместе с более высоким током.Убедитесь, что ваши суставы чистые, края в хорошем состоянии и что вы используете электрод, предназначенный для устранения проблем с чистотой.
Некоторые проблемы со сваркой также возникают из-за проблем с подгонкой, поэтому попробуйте создать лучшую подгонку, а затем снова создать более прочный сварной шов.
Если у вас плохая сварка из-за неглубокого проникновения, убедитесь, что вы замедлили время в пути. Вы также можете попробовать более высокий ток, чтобы решить эту проблему. Меньшие электроды также лучше подходят для проникновения в более глубокие узкие канавки, влияющие на сустав в целом.
Используя эти различные приемы и советы, вы сможете решить многие проблемы, с которыми сталкиваются новички при изучении процесса сварки штангой.