Компания «СПЕКТР» — Официальный Дистрибьютор ESAB
Компания “СПЕКТР” –
Официальный Дистрибьютор ESAB
Официальный Дистрибьютор Abicor Binzel
Официальный Дистрибьютор Castolin Eutectic
Официальный Дистрибьютор Сварог
ООО “СПЕКТР” занимается поставками сварочных материалов и оборудования для сварки, резки и наплавки металла.
ЭСАБ — мировой лидер в области производства оборудования и расходных материалов для сварки и резки.
Компания “СПЕКТР” – Официальный Дистрибьютор Abicor Binzel
Предлагаемые нашей организацией материалы сертифицированы:
- Госстандартом России (ГОСТ Р)
- Национальной ассоциацией контроля и сварки (НАКС)
- НИИ «Мосты»
- НИИ «Краностроения»
- ВНИИ «Железнодорожного транспорта»
- РМРС «Российским морским регистром судоходства» (Морской регистр)
- Российским речным регистром судоходства (Речной регистр)
А также международными сертификатами:
- LR ( Lloyds Register of shipping) – Великобритания
- GL (Germanischer Lloyd)- Германия
- ABS (American Bureau of Shipping) – США
- NK (Nippon kaiji Kyokai) – Япония
- BV (Bureau Veritas) – Франция
- DB (Deutshe Bahn AG) – Германия
- DNV (Det Norske Veritas) – Норвегия
- CWB (Canadian Welding Bureau) – Канада
- KR-Корейский регистр судоходства
Если Вы не нашли интересующую Вас продукцию из представленного на сайте, мы в кратчайшие сроки закажем для Вас любую отсутствующую позицию.
ООО “СПЕКТР” осуществляет поставку сварочного оборудования и материалов во все регионы России со склада в Санкт-Петербурге.
Сайт регулярно обновляется, поэтому информация о товарах, услугах и ценах всегда достоверна и актуальна.
Мы уверенны, что в лице нашей организации Вы найдете долгосрочного партнера и надежного поставщика сварочных материалов.
С уважением,
Компания “СПЕКТР”
Компания «СПЕКТР» — Официальный Дистрибьютор ESAB
Компания “СПЕКТР” –
Официальный Дистрибьютор ESAB
Официальный Дистрибьютор Abicor Binzel
Официальный Дистрибьютор Castolin Eutectic
Официальный Дистрибьютор Сварог
ООО “СПЕКТР”

ЭСАБ — мировой лидер в области производства оборудования и расходных материалов для сварки и резки.
Компания “СПЕКТР” – Официальный Дистрибьютор Abicor Binzel
Предлагаемые нашей организацией материалы сертифицированы:
- Госстандартом России (ГОСТ Р)
- Национальной ассоциацией контроля и сварки (НАКС)
- НИИ «Мосты»
- НИИ «Краностроения»
- ВНИИ «Железнодорожного транспорта»
- РМРС «Российским морским регистром судоходства» (Морской регистр)
- Российским речным регистром судоходства (Речной регистр)
А также международными сертификатами:
- LR ( Lloyds Register of shipping) – Великобритания
- GL (Germanischer Lloyd)- Германия
- ABS (American Bureau of Shipping) – США
- NK (Nippon kaiji Kyokai) – Япония
- BV (Bureau Veritas) – Франция
- DB (Deutshe Bahn AG) – Германия
- DNV (Det Norske Veritas) – Норвегия
- CWB (Canadian Welding Bureau) – Канада
- KR-Корейский регистр судоходства
Если Вы не нашли интересующую Вас продукцию из представленного на сайте, мы в кратчайшие сроки закажем для Вас любую отсутствующую позицию. Более подробную информацию о технических характеристиках, стоимости и сроках доставки можно получить по телефону.
Более подробную информацию о технических характеристиках, стоимости и сроках доставки можно получить по телефону.
ООО “СПЕКТР” осуществляет поставку сварочного оборудования и материалов во все регионы России со склада в Санкт-Петербурге.
Мы уверенны, что в лице нашей организации Вы найдете долгосрочного партнера и надежного поставщика сварочных материалов.
С уважением,
Компания “СПЕКТР”
Спектр материалов для сварки
Неразъёмные соединения в результате высокотемпературного локального сплавления материалов (сварочные соединения) признаны одними из наиболее простых, эффективных и надёжных. Высокая оперативность работ по формированию качественного, устойчивого ко всем типам нагрузок соединения обеспечивает прочность стационарных конструкций и подвижных платформ. Металлы и сплавы благодаря совокупности своих свойств, широким возможностям модификации характеристик и доступности стаи основным материалом для подобного типа соединения. Разумеется, успешность и результативность операций находится в прямой зависимости от технического оснащения специалиста. Выбор оптимальных сочетаний позволяет с минимальными затратами и высокой продуктивностью обеспечивать эффективное и качественное соединение компонентов и конструкций.
Металлы и сплавы благодаря совокупности своих свойств, широким возможностям модификации характеристик и доступности стаи основным материалом для подобного типа соединения. Разумеется, успешность и результативность операций находится в прямой зависимости от технического оснащения специалиста. Выбор оптимальных сочетаний позволяет с минимальными затратами и высокой продуктивностью обеспечивать эффективное и качественное соединение компонентов и конструкций.
По функциональному назначению расходные материалы разделяются на две категории: сварочные электроды и флюсы. Основными параметрами первых выступают общее назначение, толщина внешнего покрытия и пространственные положения при работе. Использование легирующих элементов в покрытии электродов или в составе сварочных флюсов позволяет существенно улучшить характеристики швов, обеспечить их дополнительную защиту от различных факторов.
Свойства материалов для сварки
Покрытие электродов имеет большое значение для обеспечения чистоты и точности сварного шва. Однородность и качество покрытия имеет принципиальное значения для процесса. Температуры в месте соединения, наличие дополнительных легирующих элементов оказывает непосредственное влияние на выбор конкретной марки продукции. Существуют образцы с тонким и толстым покрытием. При небольшой толщине облегчается процесс возбуждения электродуги, а также её стабилизация в процессе работы.
Однородность и качество покрытия имеет принципиальное значения для процесса. Температуры в месте соединения, наличие дополнительных легирующих элементов оказывает непосредственное влияние на выбор конкретной марки продукции. Существуют образцы с тонким и толстым покрытием. При небольшой толщине облегчается процесс возбуждения электродуги, а также её стабилизация в процессе работы.
Под цветные металлы требуется проволока для полуавтоматов соответствующего соединяемым материалам состава.
Для более ответственных швов, способных выдерживать солидные механические нагрузки, применяется электроды с большей толщиной покрытия. Благодаря их параметрам обеспечивается защита места соединения от влияния кислорода и азота, также поддерживается состав расплава через введение легирующих присадок.
Флюсы по назначению и свойствам разделяются на категории для углеродистой и высоколегированной стали, а также для цветных металлов. Добавление такого материала обеспечивает блокировку и отделение лишних примесей, что положительно влияет на химический состав, механические свойства, проводимость и прочие характеристики соединяемых элементов и конструкций.
Главная – Спектр ЛТД
Общество с ограниченной ответственностью «Спектр ЛТД»
Образовательная деятельность по программам дополнительного профессионального образования (повышения квалификации и профессиональной переподготовки), подготовка высококвалифицированных и конкурентоспособных специалистов, способных обеспечивать функционирование и развитие профессиональных сфер деятельности на уровне передовых достижений.
Место нахождения: 185000, г.Петрозаводск, ул. Муезерская , д. 15А
Посмотреть на карте Петрозаводска Виджет карты использует JavaScript. Включите его в настройках вашего браузера.
Понедельник – Пятница: 9:00-18.00, суббота и воскресенье – выходные дни.
Контактные телефоны:
(8142)77-12-47
VIBER: +79637446494
8-921-727-87-57
E-mail: Этот адрес электронной почты защищен от спам-ботов. У вас должен быть включен JavaScript для просмотра.
У вас должен быть включен JavaScript для просмотра.
НАКС- 25 лет!
СРО НП «НАКС» зарегистрирована в государственном реестре саморегулируемых организаций и объединяет организации, занимающиеся оценкой соответствия в области сварочного производства.
На базе НАКС функционирует Технический комитет Росстандарта ТК 364 “Сварка и родственные процессы”, занимающийся разработкой национальных стандартов по сварке и их гармонизацией с международными. Мы рады приветствовать Вас на официальном сайте Общества с ограниченной ответственностью «Аттестационный центр сварщиков и специалистов сварочного производства «Спектр ЛТД»!
ООО «Спектр ЛТД» является аттестационным центром Системы Аттестации Сварочного производства Национального Агентства Контроля Сварки (НАКС) и оказывает услуги по аттестации сварщиков и специалистов сварочного производства, аттестации сварочных технологий, услуги по специальной подготовке перед аттестацией сварщиков и специалистов сварочного производства.
ООО «Спектр ЛТД» является центром по аттестации специалистов в области неразрушающего и разрушающего контроля, являясь центром НУЦ «Качество».
ООО «Спектр ЛТД» оказывает консультационные услуги.
ООО «Спектр ЛТД» проводит подготовку и аттестацию по ПБ и ОТ по рабочим специальностям, а также услуги по разработке стандартов организации, технологических карт.
Более подробная информация об оказываемых услугах приведена в разделе Услуги.
В области аттестации сварщиков и специалистов сварочного производства, и специалистов по контролю, аттестационный центр «Спектр ЛТД» работает с 2000 г. За это время нами накоплен богатый опыт, позволяющий профессионально и с высоким уровнем качества оказывать предлагаемые услуги.
Главная – Спектр ЛТД
Российское общество по неразрушающему контролю и технической диагностике при поддержке Федеральной службы по экологическому, технологическому и атомному надзору проводит конкурс
по 9 методам неразрушающего контроля: акустико-эмиссионному, вибродиагностическому, визуальному и измерительному, вихретоковому, магнитному, проникающими веществами (капиллярному), радиографическому, тепловому и ультразвуковому. Общее руководство и координацию осуществляют АО «НТЦ «Промышленная безопасность» и ООО «НУЦ «Качество».
Общее руководство и координацию осуществляют АО «НТЦ «Промышленная безопасность» и ООО «НУЦ «Качество».
Подробнее: XVII ВСЕРОССИЙСКИЙ КОНКУРС СПЕЦИАЛИСТОВ НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ
В 2020 году Форум « Территория NDT» по сложившейся традиции пройдет в состоятся 03-05 марта 2020 года в г. Москва, в ЦВК «Экспоцентр» на Красной Пресне
Международная выставка является самой представительной на территории СНГ в области испытаний материалов, методов и приборов НК и МС, а также инженерии в области диагностики. Уникальной особенностью форума является большое число технических презентаций нового оборудования и технологий, специализированных круглых столов и панельных дискуссий, проходящих параллельно с выставкой в течение трех дней.
Подробности на сайте https://www.ronktd.ru/
5 ноября 2019 года состоится V Всероссийский форум «Национальная система квалификаций России».
Ожидается, что в 2019 году в мероприятиях Форума примут участие до 2 тыс. представителей работодателей, федеральных и региональных государственных органов, образовательных и экспертных организаций, советов по профессиональным квалификациям и центров оценки квалификаций.
представителей работодателей, федеральных и региональных государственных органов, образовательных и экспертных организаций, советов по профессиональным квалификациям и центров оценки квалификаций.
Подробнее: V Всероссийский форум «Национальная система квалификаций России»
Съезд организаций, участвующих в деятельности Совета по профессиональным квалификациям в области сварки (СПКС) и Системы аттестации сварочного производства (САСв Ростехнадзора)
В рамках Съезда, с 26 июня по 03 июля 2019 года состоится Общее собрание членов СРО Ассоциация «НАКС», заседания Президиума СРО Ассоциация «НАКС», Президиума Общероссийской общественной организации «Российское Сварочное Профессиональное Сообщество» и консультационно-информационный семинар «Итоги и направления деятельности СПКС по формированию Национальной системы квалификаций России. Актуальные вопросы деятельности САСв Ростехнадзора».
Информационное письмо: открыть
28 – 31 мая 2019 года состоится XXIII Петербургская конференция “Ультразвуковая дефектоскопия металлов и перспективных материалов” УЗДМ-2019.
Петербургская конференция «Ультразвуковая дефектоскопия металлов и перспективных материалов» включает пленарные, секционные и стендовые доклады, презентации нового оборудования и дискуссии по актуальным направлениям теории, методологии и практики ультразвукового контроля
Подробная информация и регламент: открыть
Судостроительный комплекс «Звезда» проводит набор электрогазосварщиков
Судостроительный комплекс «Звезда» – стратегически важный для Дальневосточного региона и отечественной судостроительной промышленности проект, который реализуется по поручению Президента и Правительства Российской Федерации Консорциумом АО «Роснефтегаз», ПАО «НК «Роснефть» и АО «Газпромбанк». Начало строительству комплекса было положено в 2009 году. Торжественный запуск производства новой верфи состоялся 1 сентября 2016 года в присутствии Президента России Владимира Владимировича Путина. Крупнейший в стране судостроительный комплекс создаётся в бухте города Большой Камень Приморского края на базе Дальневосточного центра судостроения и судоремонта (ДЦСС) и Дальневосточного завода «Звезда».
Подробнее: Судостроительный комплекс «Звезда» проводит набор
Откройте для себя широкий спектр решений по автоматизации производства от компании KUKA.
История компании KUKA начинается в 1898 г. с Йоханна Йозефа Келлера и Якоба Кнаппиха в Аугсбурге. На сегодняшний день компания KUKA является одним из трёх ведущих поставщиков промышленных роботов для автомобильной промышленности на мировом и ведущим поставщиком на европейском рынке, а так же одним из ведущих поставщиков интеллектуальных решений в области автоматизации. KUKA имеет 25 дочерних компаний в Соединенных Штатах, Мексике, Бразилии, Японии, Китае, Корее, Тайване, Индии и почти всех европейских странах, главным образом это филиалы по продажам и обслуживанию. Название компании KUKA является сокращением от Keller und Knappich Augsburg, а также зарегистрированной торговой маркой промышленных роботов и других продуктов компании.
Производственные технологииПреимуществом для клиентов компании KUKA является многолетний опыт работы с многочисленными производственными технологиями, которые постоянно развиваются и совершенствуются.
Здесь представлено описание практически всех производственных технологий компании KUKA – от специальных технологий сварки, пайки и до других методов соединения.
Сварка в среде защитного газа
Сварка в среде защитного газа является разновидностью дуговой электросварки. К сварке в среде защитного газа относят, помимо прочего, дуговую сварку в защитных газах (MSG), включая сварку в атмосфере инертного (MIG) и активного газа (MAG). Данный способ сварки позволяет выполнять сварку металлических листов толщиной от 0,7 мм до 100 мм.
Сварка в среде защитного газа: технология
В процессе сварки в среде защитного газа (англ. — arc welding) используют электрическую дугу, стальную проволоку и защитный газ. Электрическая дуга образует источник тепла. Автоматически подаваемая проволока и деталь соединяются в расплавленном состоянии.
Для защиты расплавленного металла от окисления дополнительно используют определенные газы:
- При сварке в среде активного газа (MAG) используют активные защитные газы, например CO2 или смешанные газы с CO2 или O2.

- Сварка в среде инертного газа (MIG) выполняется с помощью инертных газов, например аргона, гелия или их смесей.

_____________________________________________________________________________________________________
Автогенная резка
Автогенная резка является способом термического разделения. Она подходит в первую очередь для нелегированной и низколегированной стали, а также для литой стали.
Автогенная резка: технология
Во время автогенной резки поверхность детали нагревается до температуры воспламенения. Затем подается кислород. Чистота кислорода должна составлять минимум 99,5 %. При этом происходит окисление заготовки. Кроме того, кислород выдувает расплавленный металл из шва. Возникает теплота горения. Она нагревает нижний слой до температуры воспламенения. Это процесс постоянно повторяется до разрезания детали. Автогенная резка имеет очень широкую область применения: ее можно встретить везде, где обрабатываются металлы с большой толщиной стенки.
Автоматическая автогенная резка
Автоматическая автогенная резка позволяет добиться высокой повторяемости результатов. Проверенная конструкция горелки и автоматическое устройство зажигания гарантируют отлаженное начало резки. Надежный контроль пламени и автоматическое выполнение прокола делают подготовительную обработку лишней. Везде, где требуется точная и эффективная резка стали различной толщины, может применяться автоматическая автогенная резка — технология, проверенная временем. При этом мы делаем упор на собственные технологии. Мы накопили большой опыт выполнения проектов с разными требованиями к материалам, толщине металла, формам шва и скорости резки.
Автогенная резка: преимущества
Выбор правильного способа резки основывается — как и в других технологиях — на нуждах и требованиях производства. Основные преимущества автогенной резки:
- Резка деталей большой толщины
- Низкие расходы на внедрение и содержание
_____________________________________________________________________________________________________
Гибридная лазерная сварка
Вы работаете с толстостенными деталями и хотите автоматизировать производство? Тогда идеальным выбором для вас будет гибридная лазерная сварка с помощью концевого исполнительного органа KUKA KS HybridTec.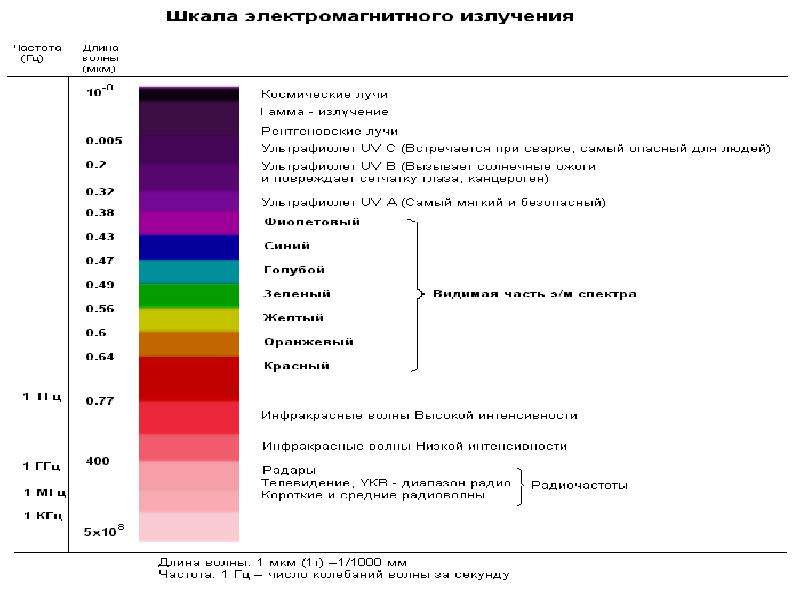 Инновационное исполнение обеспечивает оптимальную адаптацию к условиям производства, особенно благодаря высокой гибкости и встроенным датчикам.
Инновационное исполнение обеспечивает оптимальную адаптацию к условиям производства, особенно благодаря высокой гибкости и встроенным датчикам.
Гибридная лазерная сварка: преимущества
Благодаря объединению преимуществ двух технологий, гибридная сварка позволяет избежать недостатков, связанных с выполнением данных процессов по отдельности. Гибридная лазерная сварка обладает следующими преимуществами:
- Более высокая скорость сварки
- Высокое качество шва
- Стабильный процесс
- Минимальная деформация заготовки под воздействием тепла
_____________________________________________________________________________________________________
Дуговая сварка под флюсом
Сварка под флюсом (сокращенно UP) является одним из способов электродуговой сварки. Она используется для сварки металлических листов толщиной от 2 до 100 мм. Сварка под флюсом широко применяется в тяжелой промышленности.
Сварка под флюсом: технология
Сварка под флюсом очень эффективна и рентабельна при сварке толстых листов длинными швами. Сварка под флюсом имеет очень высокую производительность наплавки, поэтому она применяется прежде всего в судостроении, вагоностроении, а также при создании ветросиловых установок. При сварке под флюсом заготовки свариваются электрической дугой. Особенностью данного способа является применение крупнозернистого порошка, который подается автоматически во время сварки. Порошок расплавляется электрической дугой. Расплавленный шлак соединяется с расплавленным металлом и защищает его от губительного воздействия атмосферы.
Автоматическая сварка под флюсом
Мы имеем многолетний опыт организации сварки под флюсом на различных предприятиях, выпускающих железнодорожный транспорт, элементы для стальных конструкций, емкости, грузовые транспортные средства и многое другое. Мы подберем подходящий вариант, исходя из ваших требований: будь то однодуговая, двухдуговая сварка или сварка последовательными дугами.
Сварка под флюсом: преимущества
Сварка под флюсом, помимо высокой производительности наплавки, обладает следующими основными преимуществами:- Незначительное выделение газов
- Превосходная сварка по зазору
- Высокая скорость сварки
_____________________________________________________________________________________________________
Плазменная резка
В основе плазменной резки лежит процесс плавления. Данный метод термической резки прежде всего подходит для резки листового металла толщиной от одного до 100 мм.
Плазменная резка: технология
Плазменная резка относится к способам резки с расплавлением: концентрированная дуга локально расплавляет материал. Резка осуществляется путем перемещения машины. Плазмообразующий газ обеспечивает постоянное удаление расплавленного материала в области резки и разъединение заготовки.
Автоматическая плазменная резка
В компании KUKA автоматическая плазменная резка применяется на протяжении многих лет. Наряду с листами и профилями компания KUKA производит детали для автомобилей, строительной техники, емкостей, кораблей и стальных конструкций. Трехмерное измерение заготовок с помощью высокоточных датчиков позволяет автоматически определять положение и соблюдать допуски при резке.
Плазменная резка: преимущества
С помощью наших программ для автоматической резки мы быстро и точно выполним ваш заказ. Благодаря автоматическому созданию программ для плазменной резки, ваше производство получит дополнительные возможности обработки. Кроме того, вы сможете повысить рентабельность мелкосерийного и даже штучного производства.
_____________________________________________________________________________________________________
Плазменная сварка
Плазменную сварку можно рассматривать как дальнейшее развитие сварки WIG. Благодаря множеству преимуществ, в том числе экономических, этот процесс постепенно завоевывает популярность в автоматическом производстве.
Плазменная сварка: технология
Плазменная сварка является одним из способов контактной сварки.При плазменной сварке между вольфрамовым электродом и материалом образуется дуга. В отличие от сварки WIG, дуга сужается с помощью сопла с водяным охлаждением. Между электродом и соплом дополнительно подается плазмообразующий газ, в большинстве случаев — аргон. Газ защищает расплав от окисления и стабилизирует дугу.
Автоматическая плазменная сварка
Мы уже реализовали большое количество автоматических систем для автопроизводителей и их поставщиков: от простых узкоспециализированных установок до многофункциональных производственных систем. При этом все наши установки плазменной сварки отличает высокая стабильность работы.
Плазменная сварка: преимущества
Плазменная сварка является альтернативой лазерной сварке и обладает рядом дополнительных преимуществ:- Более высокая плотность энерговыделения
- Более высокая скорость сварки
- Меньшая деформация детали
- Лучшие свойства сварки по зазору
_____________________________________________________________________________________________________
Плазменно-порошковая наплавка
Плазменно-порошковая наплавка, также называется PTA (англ. — Plasma Transferred Arc), — это термический способ нанесения покрытий. Он используется в промышленности в основном для нанесения износостойких и устойчивых к коррозии защитных слоев.
— Plasma Transferred Arc), — это термический способ нанесения покрытий. Он используется в промышленности в основном для нанесения износостойких и устойчивых к коррозии защитных слоев.
Плазменно-порошковая наплавка: технология
Кроме того, плазменно-порошковая наплавка применяется при изготовлении инструментов для горной промышленности, бутылок, седел клапанов, а также для ремонта шнеков экструдеров или турбин самолета. Отличительной чертой сварки PTA является наличие двух независимых и отдельно регулируемых дуг.
При плазменно-порошковой наплавке между неплавящимся электродом из вольфрама и плазменным соплом горит дежурная дуга. Она придает ускорение плазмообразующему газу (в большинстве случаев используется аргон или гелий). Это приводит к поджигу основной дуги, которая горит между электродом и заготовкой. Заготовка расплавляется. Вместе с ней расплавляется подаваемый металлический порошок. Порошок служит для образования защитного слоя на заготовке.
Автоматизация плазменно-порошковой наплавки
Плазменно-порошковая наплавка — это способ нанесения покрытия, который хорошо подходит для автоматизации и имеет высокую степень повторяемости. По этой причине PTA идеально подходит для серийного производства деталей.
При этом возможны различные варианты автоматизации процесса. Например, роботов можно использовать как для управления горелкой (при обработке тяжелых деталей), так и для управления деталями (при обработке легких материалов).
Плазменно-порошковая наплавка: преимущества
Метод PTA повышает срок службы деталей, которые, например, подвержены сильному перепаду температур или ударным нагрузкам. Кроме того, данный способ обладает следующими преимуществами:
- малая зона термического влияния;
- высокое качество нанесения;
- слабое перемешивание с основным металлом.
_____________________________________________________________________________________________________
Лазерная наплавка
Лазерная наплавка с использованием порошков и проволоки в качестве присадки может применяться для восстановления, нанесения слоя для защиты от износа и коррозии, а также для создания 3D-деталей (аддитивное производство).
Лазерная наплавка: технология
При лазерной наплавке в качестве источника тепла используется лазер высокой мощности. При этом на поверхность посредством расплавления и одновременного нанесения наплавляется практически любой материал. В качестве присадочного материала может использоваться порошок, например, металлический порошок, или электродная проволока. При лазерной наплавке с использованием порошка лазер нагревает заготовку в большинстве случаев расфокусированно и расплавляет ее локально. Одновременно подается инертный газ, смешанный с мелким металлическим порошком. В месте нагрева металлический порошок расплавляется и сцепляется с поверхностью заготовки.
Лазерная наплавка: преимущества
- Восстановление вместо замены: Даже незначительные повреждения или обычный износ сложных и дорогостоящих деталей связаны с большими затратами – поврежденные детали зачастую требуют полной замены. Поэтому восстановление в данном случае является целесообразным. Идеальный метод восстановления – лазерная наплавка.
- Обрабатываемые поверхности: возможность использования многих материалов при лазерной наплавке делает возможной оптимальную подготовку поверхности к выполнению соответствующей функции, например, для защиты от износа и коррозии.
- Аддитивное производство деталей или функциональных элементов все шире используется в области промышленного производства. В области крупногабаритных деталей, например, элементов турбин, установка функциональных элементов посредством лазерной наплавки позволяет значительно снизить затраты на производство.
- Незначительный нагрев в зоне сварки: деформация не выходит за пределы узких допусков, а структура наплавляемого материала во многих случаях применения выполняет и превосходит требования, предъявляемые к оригинальным деталям.
 Идеальный метод восстановления – лазерная наплавка.
Идеальный метод восстановления – лазерная наплавка.Автоматизированная лазерная наплавка
KUKA предлагает индивидуальные решения и любую производственную технологию лазерной наплавки: от модульной робототехнической ячейки до автоматизированной установки, в том числе в сочетании с другими технологиями стыковки.
_____________________________________________________________________________________________________
Лазерная пайка
Лазерная пайка обеспечивает сплошное соединение материалов. Лазерный луч обладает очень высокой точностью фокусировки. Данный способ позволяет соединять мельчайшие детали и хрупкие электронные компоненты. Эта технология нашла широкое применение в автомобильной промышленности и электронике.
Лазерная пайка: технология
Лазерная пайка является бесконтактным способом соединения: лазерный луч нагревает припой. Припой в виде присадочной проволоки подается во время процесса пайки — при этом чаще всего речь идет о медной или цинковой проволоке. Припой расплавляется и заполняет зазор на стыке. Расплав соединяет обе детали.
Существует два варианта лазерной пайки:
- Высокотемпературная лазерная пайка с температурой плавления свыше 450 градусов Цельсия.
Эта технология основана на применении диодного лазера высокой мощности и используется преимущественно в автомобильной промышленности. - Низкотемпературная лазерная пайка с температурой плавления ниже 450 градусов Цельсия.
Эту технологию часто используют при производстве электронных компонентов.

Автоматическая лазерная пайка
Мы предлагаем на выбор нашим клиентам два варианта:
- Автоматизированные и регулируемые производственные системы
- Индивидуально настроенные производственные модули
Лазерная пайка: преимущества
Добейтесь лучших результатов с помощью лазерной пайки. Используйте ее преимущества:
- Регулировка температуры пайки
- Минимальная деформация детали
- Возможность соединения хрупких и плохо совместимых деталей
_____________________________________________________________________________________________________
Лазерная резка
Лазерная резка (англ. — laser cutting) является бесконтактным способом обработки. Она часто используется для резки листовых материалов.
— laser cutting) является бесконтактным способом обработки. Она часто используется для резки листовых материалов.
Лазерный луч, попадая на материал, расплавляет его. В зависимости от оснащения газовый поток выдувает расплав вниз из места резки. Результат — точный и ровный разрез.
Автоматическая лазерная резка
От отдельного роботизированного модуля и динамичных систем управления деталями под стационарной лазерной головкой до объединенных автоматических комплексов — мы разработаем оптимальное решение для вашего производства. Вам не придется ломать голову и над такими компонентами процесса, как генератор лазерного луча, оптика или роботы.
Лазерная резка: преимущества
Бесконтактный способ термического разделения обладает следующими преимуществами:
- чистые края на месте разреза;
- отсутствие деформации детали;
- быстрая скорость благодаря возможности резки в трех системах координат;
- оптимальный расход материала.

_____________________________________________________________________________________________________
Монтаж
Монтаж является центральной операцией промышленного производства. Мы собираем для вас необходимые компоненты и детали в системы или готовые изделия и стремимся к тому, чтобы ваше производство соответствовало требованиям Industrie 4.0.
Монтаж: технология
Монтаж — решающий этап промышленного производства. Причина тому — постоянное расширение ассортимента продукции, усложнение систем и сокращение циклов обновления. Кто хочет остаться конкурентоспособным в эпоху Industrie 4.0, должен быть быстрым и, прежде всего, гибким.
Автоматизированный монтаж
Ориентируясь на индивидуальную постановку задачи клиентом, эксперты из KUKA определяют необходимую степень автоматизации. Монтаж состоит из различных рабочих операций, например:
- перемещение инструментов и заготовок;
- смена отдельных монтажных операций;
- выполнение отдельных задач внутри производственного процесса;
- контроль качества.
Наряду с классическим монтажом мы предлагаем решения автоматизации для монтажных операций будущего. Наш мобильный робот KUKA flexFELLOW можно быстро переместить в необходимое место и сразу ввести в эксплуатацию. Сенсорные системы робота легкой конструкции LBR iiwa делают возможным сотрудничество человека и робота. Это взаимодействие ведет к созданию абсолютно нового подхода к применению чувствительных роботов для монтажа.
Монтаж: преимущества
Компания KUKA предлагает все, что требуется для создания высокопроизводительного и эффективного модуля роботизированной сборки: от интеллектуальных решений для автоматизации и периферийных компонентов — например, модульных захватов или транспортировочного оборудования — до виртуального ввода в эксплуатацию. Для наших клиентов это означает: выше гибкость, экономичность и рентабельность.
Контактная точечная сварка | ООО Наука и Техника
ООО “Наука и Техника” с 2006 года разрабатывает и серийно производит оборудование для контактной сварки.
Продукция, выпускаемая нами, имеет большой срок службы, обладает простотой и удобством эксплуатации, способна выполнять большой спектр задач. Благодаря простоте и понятности настроек, для работы на нашем оборудовании не требуется специальных знаний в области контактной сварки.
Наши специалисты грамотно проконсультируют Вас, ответят на любые вопросы, связанные с процессом контактной сварки
Благодаря собственному производству всех основных элементов наших машин, цены на нашу продукцию являются самыми низкими в стране, при этом качество ничем не уступает зарубежным аналогам. У нас всегда есть в наличии любые расходные материалы и, при необходимости, запасные части. Мы работаем с любыми транспортными компаниями, у нас имеется свой отдел логистики, поэтому мы можем обеспечить быструю доставку в любой регион России, а также страны СНГ.
Наши машины контактной сварки комплектуются как классическим пневматическим, так и электромагнитным приводом сжатия электродов. Оборудование имеет ряд преимуществ перед конкурентной продукцией:
Оборудование имеет ряд преимуществ перед конкурентной продукцией:
– встроенное автономное охлаждение, не требующее подключения внешнего охладителя;
– электромагнитный привод, не требующий подвода сжатого воздуха, и способный работать даже при отрицательной температуре окружающей среды;
– быстродействующая пневматическая аппаратура;
– широкий диапазон сварочных токов: 1,5 – 32 кА;
– сварочные трансформаторы пониженной потребляемой мощности по сравнению с аналогичной продукцией ;
– усилие сжатия от 50 до 1500 кг;
– относительно малый вес и габариты, в отличие от аналогичной продукции
Конструкции машин, а также все основные узлы в дальнейшем были защищены патентами РФ. Суть патентов:
1. Патент № 57179. Общая концепция: высокопроизводительная машина контактной сварки, для работы которой требуется только электрическая сеть, и ничего больше, что достигается применением электромагнитного привода и встроенной в корпус машины системы автономного жидкостного охлаждения.
2. Патент № 57178. Электромагнитный привод машины контактной сварки.
3. Патент № 56250. Хоботы и электроды со скрытой системой охлаждения, позволяющие решать широкий спектр задач по сварке разнообразных изделий.
4. Патент № 59885. Сварочный трансформатор с широким диапазоном токов.
Школа современной сварки Скенектади
С прошлой осени ветеран армии США Джереми Бейтс учился сварке.
«Мне просто нравится сваривать», – сказал Бейтс, который в последнее время жил в Техасе, а затем переехал в столичный регион. «Это действительно хорошо, такое ощущение, что ты действительно сделал что-то действительно сильное, красивое, и все это ты сделал сам».
Уроженец Клифтон-Парка Джастин Тиверж – одноклассник Бейтса по современной школе сварки Скенектади.
«Сначала это была небольшая уловка – большую часть времени я привык к тому, что вещи приходят ко мне естественно», – сказал Тиверж. «Это просто вызвало у меня интерес. Я чувствую, что могу сделать карьеру и зарабатывать приличные деньги ».
Компания Modern Welding, которая сейчас находится на Стейт-стрит, ведет свою историю в электрическом городе более 80 лет назад. Вице-президент Modern Welding Венди Доберт говорит, что в условиях растущей нехватки сварщиков в стране выпускникам сейчас легче, чем когда-либо, найти работу.В школе 80% трудоустройства.
Уроженец Клифтон-Парка, Джастин Тиверж находится в нескольких месяцах от окончания Школы современной сварки Скенектади. По данным Американского общества сварщиков, к 2024 году в стране будет нехватка более 400 000 сварщиков. Pic.twitter.com/HYNfXAvXQ1
– Мэтт Хантер (@MattHunterTV) 12 февраля 2020 г.
«Это очень полезно, – сказал Добер. «Я скажу вам, что нет лучшего удовлетворения, чем когда приходит выпускник и говорит:« Я получил это, я получил работу.’”
По данным Американского общества сварщиков, к 2024 году в стране будет нехватка более 400 000 сварщиков. Добер видит в этом тревожную тенденцию, которую они пытаются обратить вспять.
«Это определенно проблематично, потому что происходит то, что все задерживает; это задерживает строительство, задерживает новые предприятия », – сказала она.
В надежде восполнить пробел в навыках, Добер и некоторые из ее учеников говорят, что они надеются, что средние школы будут делать больше для ознакомления учащихся с преимуществами профессиональных училищ.
«Люди поймут, что профессиональные училища так же важны, как и университеты, и однажды они восполнят этот пробел», – сказал Бейтс.
Учитывая высокий спрос на навыки, которые они все еще оттачивают, Тиверж и Бейтс надеются, что после окончания учебы их ждут возможности карьерного роста.
«Гораздо более обнадеживает тот факт, что для этого существует рынок труда», – сказал Тиверж.
«Я просто хочу быть как можно лучше, и если кому-то нравится моя сварка, меня берут на работу», – сказал Бейтс.
ЛАТУНЬ ИЛИ ПИСТОЛЕТНАЯ СВАРКА .SPECTRUM 32 Вт, 10 кг, 2400 рупий / кг Amrutaa Enterprise
ЛАТУНЬ ИЛИ ПИСТОЛЕТНАЯ СВАРКА . SPECTRUM 32 Вт, 10 кг, 2400 рупий / кг Amrutaa Enterprise | ID: 23086503348
SPECTRUM 32 Вт, 10 кг, 2400 рупий / кг Amrutaa Enterprise | ID: 23086503348Спецификация продукта
| Марка | ЛАТУНЬ ИЛИ ПИСТОЛЕТНАЯ СВАРКА МЕТАЛЛА |
| Название / номер модели | СПЕКТР 32 Вт |
| Марка | Spectrum |
| Материал | Латунь |
| Упаковка | 10 кг |
| Вес | 10 кг |
| Применение / применение | ЛАТУНЬ ИЛИ ПИСТОЛЕТНАЯ СВАРКА МЕТАЛЛА |
| Гарантия | NA |
Описание продукта
ЛАТУНЬ ИЛИ ПИСТОЛЕТНАЯ СВАРКА МЕТАЛЛА. Продукт -SPECTRUM 32 W
Продукт -SPECTRUM 32 W Дополнительная информация
| Срок поставки | 2 дня после подтверждения заказа |
Заинтересовал этот товар? Получите последнюю цену у продавца
Связаться с продавцом
Изображение продукта
О компании
Год основания 2020
Юридический статус фирмы Единоличное владение (физическое лицо)
Характер бизнеса Дистрибьютор / торговый партнер
Количество сотрудников До 10 человек
Годовой оборот1-2 крор
IndiaMART Участник с сентября 2016 г.
GST29ACNPH0622G1ZR
Вернуться к началу 1 Есть потребность?
Получите лучшую цену
Есть потребность?
Получите лучшую цену
Точечная сварка графеновых транзисторов в атомном масштабе
Этот танец называется
динамическое масштабирование напряжения и частоты (DVFS) постоянно происходит в процессоре, называемом системой на кристалле (SoC), который управляет вашим телефоном и вашим ноутбуком, а также на серверах, которые их поддерживают. Все это делается для того, чтобы сбалансировать вычислительную производительность и энергопотребление, что особенно сложно для смартфонов. Цепи, которые управляют DVFS, стремятся обеспечить стабильные часы и стабильный уровень напряжения, несмотря на скачки тока, но они также являются одними из самых непростых в проектировании.
Все это делается для того, чтобы сбалансировать вычислительную производительность и энергопотребление, что особенно сложно для смартфонов. Цепи, которые управляют DVFS, стремятся обеспечить стабильные часы и стабильный уровень напряжения, несмотря на скачки тока, но они также являются одними из самых непростых в проектировании.
Это главным образом потому, что схемы генерации часов и регулирования напряжения являются аналоговыми, в отличие от почти всего остального на SoC вашего смартфона. Мы привыкли к почти ежегодному выпуску новых процессоров с существенно большей вычислительной мощностью благодаря достижениям в производстве полупроводников.«Перенос» цифровой конструкции из старого полупроводникового процесса в новый – это не пикник, это ничто по сравнению с попыткой перенести аналоговые схемы на новый процесс. Аналоговые компоненты, обеспечивающие DVFS, особенно схема, называемая стабилизатором напряжения с малым падением напряжения (LDO), не масштабируются, как цифровые схемы, и должны быть в основном перепроектированы с нуля с каждым новым поколением.
Если бы вместо этого мы могли строить LDO – и, возможно, другие аналоговые схемы – из цифровых компонентов, их было бы гораздо легче переносить, чем любую другую часть процессора, что значительно снизило бы затраты на разработку и освободило инженеров для решения других проблем, связанных с передовой конструкцией микросхем. есть в магазине.Более того, полученные цифровые LDO могут быть намного меньше, чем их аналоговые аналоги, и в некоторых отношениях работать лучше. Исследовательские группы в промышленности и академических кругах протестировали не менее дюжины проектов за последние несколько лет, и, несмотря на некоторые недостатки, коммерчески полезный цифровой LDO может скоро стать доступным.
Стабилизаторы напряжения с малым падением напряжения (LDO) позволяют нескольким ядрам процессора на одной шине входного напряжения (V IN ) работать при разных напряжениях в соответствии с их рабочими нагрузками.В этом случае Core 1 предъявляет самые высокие требования к производительности. Его головной переключатель, на самом деле группа транзисторов, соединенных параллельно, замкнут, минуя LDO и напрямую подключающий Core 1 к V IN , который получает питание от внешней ИС управления питанием. Однако ядра 2–4 имеют менее требовательные рабочие нагрузки. Их LDO используются для подачи на сердечники напряжения, позволяющего экономить электроэнергию.
Его головной переключатель, на самом деле группа транзисторов, соединенных параллельно, замкнут, минуя LDO и напрямую подключающий Core 1 к V IN , который получает питание от внешней ИС управления питанием. Однако ядра 2–4 имеют менее требовательные рабочие нагрузки. Их LDO используются для подачи на сердечники напряжения, позволяющего экономить электроэнергию.
Базовый аналоговый регулятор напряжения с малым падением напряжения [слева] управляет напряжением через контур обратной связи.Он пытается сделать выходное напряжение (V DD ) равным опорному напряжению, управляя током через силовой PFET. В базовой цифровой схеме [справа] независимые часы запускают компаратор [треугольник], который сравнивает опорное напряжение с V DD . Результат сообщает логике управления, сколько мощных полевых транзисторов нужно активировать.
ТИПИЧНАЯ СИСТЕМА НА ЧИПЕ для смартфона – чудо интеграции. На одной кремниевой пластине он объединяет несколько ядер ЦП, графический процессор, процессор цифровых сигналов, нейронный процессор, процессор сигналов изображения, а также модем и другие специализированные блоки логики.Естественно, повышение тактовой частоты, которая управляет этими логическими блоками, увеличивает скорость, с которой они выполняют свою работу. Но для работы на более высокой частоте им также необходимо более высокое напряжение. Без этого транзисторы не могут включаться или выключаться до следующего такта тактовой частоты процессора. Конечно, более высокая частота и напряжение происходит за счет энергопотребления. Таким образом, эти ядра и логические блоки динамически изменяют свою тактовую частоту и напряжение питания – часто в диапазоне от 0,95 до 0,45 В – в зависимости от баланса энергоэффективности и производительности, необходимого им для любой назначенной им рабочей нагрузки – съемки видео, воспроизведения музыки. файл, передача речи во время разговора и т. д.
На одной кремниевой пластине он объединяет несколько ядер ЦП, графический процессор, процессор цифровых сигналов, нейронный процессор, процессор сигналов изображения, а также модем и другие специализированные блоки логики.Естественно, повышение тактовой частоты, которая управляет этими логическими блоками, увеличивает скорость, с которой они выполняют свою работу. Но для работы на более высокой частоте им также необходимо более высокое напряжение. Без этого транзисторы не могут включаться или выключаться до следующего такта тактовой частоты процессора. Конечно, более высокая частота и напряжение происходит за счет энергопотребления. Таким образом, эти ядра и логические блоки динамически изменяют свою тактовую частоту и напряжение питания – часто в диапазоне от 0,95 до 0,45 В – в зависимости от баланса энергоэффективности и производительности, необходимого им для любой назначенной им рабочей нагрузки – съемки видео, воспроизведения музыки. файл, передача речи во время разговора и т. д.
Обычно внешняя ИС управления питанием генерирует несколько значений входного напряжения (V IN ) для SoC телефона. Эти напряжения передаются в области микросхемы SoC по широким межсоединениям, называемым рельсами. Но количество соединений между микросхемой управления питанием и SoC ограничено. Таким образом, несколько ядер на SoC должны использовать одну и ту же шину V IN .
Эти напряжения передаются в области микросхемы SoC по широким межсоединениям, называемым рельсами. Но количество соединений между микросхемой управления питанием и SoC ограничено. Таким образом, несколько ядер на SoC должны использовать одну и ту же шину V IN .
Но они не обязательно должны получать одинаковое напряжение благодаря стабилизаторам напряжения с малым падением напряжения.LDO вместе с выделенными тактовыми генераторами позволяют каждому ядру на общей шине работать при уникальном напряжении питания и тактовой частоте. Ядро, которому требуется самое высокое напряжение питания, определяет общее значение V IN . Микросхема управления питанием устанавливает V IN на это значение, и это ядро полностью обходит LDO через транзисторы, называемые головными переключателями.
Чтобы снизить энергопотребление до минимума, другие ядра могут работать при более низком напряжении питания. Программное обеспечение определяет, каким должно быть это напряжение, и аналоговые LDO-стабилизаторы довольно хорошо справляются с его обеспечением. Они компактны, дешевы в сборке и относительно просты в интеграции в микросхему, поскольку не требуют больших катушек индуктивности или конденсаторов.
Они компактны, дешевы в сборке и относительно просты в интеграции в микросхему, поскольку не требуют больших катушек индуктивности или конденсаторов.
Но эти LDO могут работать только в определенном диапазоне напряжений. На верхнем конце целевое напряжение должно быть ниже, чем разница между V IN и падением напряжения на самом LDO (одноименное «падение» напряжения). Например, если напряжение питания, которое было бы наиболее эффективным для ядра, составляет 0,85 В, но V IN равно 0.95 В, а падение напряжения LDO составляет 0,15 В, это ядро не может использовать LDO для достижения 0,85 В и вместо этого должно работать при 0,95 В, тратя немного энергии. Точно так же, если V IN уже был установлен ниже определенного предела напряжения, аналоговые компоненты LDO не будут работать должным образом, и схема не может быть задействована для дальнейшего снижения напряжения питания ядра.
Основным препятствием, ограничивающим до сих пор использование цифровых LDO, является медленная переходная характеристика.
Однако, если желаемое напряжение попадает в окно LDO, программное обеспечение включает схему и активирует опорное напряжение, равное целевому напряжению питания.
КАК LDO подает нужное напряжение? В базовой конструкции аналогового LDO-стабилизатора используется операционный усилитель, обратная связь и специализированный силовой p -канальный полевой транзистор (PFET). Последний представляет собой транзистор, который уменьшает свой ток с увеличением напряжения на затворе. Напряжение затвора этого силового полевого транзистора представляет собой аналоговый сигнал, поступающий от операционного усилителя, в диапазоне от 0 В до В, В . Операционный усилитель постоянно сравнивает выходное напряжение схемы – напряжение питания ядра или V DD – с заданным опорным напряжением.Если выходное напряжение LDO падает ниже опорного напряжения – как это было бы, когда новая активная логика внезапно потребовала больше тока – операционный усилитель снижает напряжение затвора силового PFET, увеличивая ток и поднимая V DD до значения опорного напряжения. И наоборот, если выходное напряжение превышает опорное напряжение – как это было бы, когда логика ядра менее активна – тогда операционный усилитель увеличивает напряжение затвора транзистора, чтобы уменьшить ток и снизить V DD .
И наоборот, если выходное напряжение превышает опорное напряжение – как это было бы, когда логика ядра менее активна – тогда операционный усилитель увеличивает напряжение затвора транзистора, чтобы уменьшить ток и снизить V DD .
Базовый Цифровой LDO , с другой стороны, состоит из компаратора напряжения, управляющей логики и ряда параллельных силовых полевых транзисторов.(LDO также имеет свою собственную схему синхронизации, отдельную от схем, используемых ядром процессора.) В цифровом LDO напряжения затвора на силовых полевых транзисторах являются двоичными значениями, а не аналоговыми, либо 0 В, либо V IN .
С каждым тактом тактового генератора компаратор измеряет, находится ли выходное напряжение ниже или выше целевого напряжения, обеспечиваемого опорным источником. Выход компаратора направляет логику управления при определении того, сколько силовых полевых транзисторов нужно активировать. Если выход LDO ниже целевого, логика управления активирует больше мощных полевых транзисторов.Их объединенный ток поддерживает напряжение питания ядра, и это значение возвращается на компаратор, чтобы поддерживать его на заданном уровне. Если он выходит за пределы допустимого диапазона, компаратор подает сигнал управляющей логике, чтобы отключить некоторые из PFET.
НИ АНАЛОГОВЫЙ , ни цифровой LDO, конечно, не идеальны. Ключевым преимуществом аналоговой конструкции является то, что она может быстро реагировать на переходные спады и выбросы напряжения питания, что особенно важно, когда эти события связаны с резкими изменениями.Эти переходные процессы возникают из-за того, что потребность ядра в токе может сильно увеличиваться или уменьшаться в течение наносекунд. В дополнение к быстрому отклику аналоговые LDO очень хорошо подавляют вариации V IN , которые могут исходить от других ядер на рельсах. И, наконец, когда текущие требования не сильно меняются, он жестко контролирует выход, не превышая и не занижая цель, что вызывает колебания в V DD .
Когда требования к току ядра внезапно меняются, это может привести к скачку или падению выходного напряжения LDO [вверху].Базовые конструкции цифровых LDO не справляются с этой задачей [внизу слева]. Однако схема, называемая адаптивной выборкой с пониженной динамической стабильностью [внизу справа], может уменьшить величину скачка напряжения. Это достигается за счет увеличения частоты дискретизации LDO, когда спад становится слишком большим, что позволяет схеме реагировать быстрее. Источник: S.B. Насир и др., Международная конференция по твердотельным схемам IEEE (ISSCC), февраль 2015 г., стр. 98–99.
Эти атрибуты сделали аналоговые LDO привлекательными не только для питания процессорных ядер, но и практически для любой схемы, требующей тихого, стабильного напряжения питания.Однако есть некоторые серьезные проблемы, которые ограничивают эффективность этих проектов. Первые аналоговые компоненты намного сложнее цифровой логики, что требует длительного времени на разработку для их реализации в узлах с передовыми технологиями. Во-вторых, они не работают должным образом, когда V IN низкий, ограничивая, насколько низкий V DD они могут передать ядру. И, наконец, падение напряжения у аналоговых LDO не так мало, как хотелось бы разработчикам.
Взяв эти последние моменты вместе, аналоговые LDO предлагают ограниченный диапазон напряжений, при котором они могут работать.Это означает, что есть упущенные возможности использовать LDO для энергосбережения – достаточно большие, чтобы заметно увеличить время автономной работы смартфона.
Цифровые LDO устраняют многие из этих недостатков: не имея сложных аналоговых компонентов, они позволяют дизайнерам использовать множество инструментов и других ресурсов для цифрового дизайна. Таким образом, уменьшение масштаба схемы для новой технологии процесса потребует гораздо меньше усилий. Цифровые LDO-стабилизаторы также будут работать в более широком диапазоне напряжений. На стороне низкого напряжения цифровые компоненты могут работать при значениях V IN , которые недоступны для аналоговых компонентов.А в более высоком диапазоне падение напряжения цифрового LDO будет меньше, что приведет к значительной экономии энергии ядра.
Но ничего бесплатного нет, и у цифрового LDO есть серьезные недостатки. Большинство из них возникает из-за того, что схема измеряет и изменяет свой выходной сигнал только в дискретные моменты времени, а не постоянно. Это означает, что схема имеет сравнительно медленную реакцию на падения и выбросы напряжения питания. Он также более чувствителен к изменениям V IN и имеет тенденцию создавать небольшие колебания выходного напряжения, которые могут ухудшить производительность ядра.
Из них основным препятствием, которое до сих пор ограничивало использование цифровых LDO, является их медленная переходная характеристика. Ядра испытывают провалы и выбросы, когда ток, который они потребляют, резко меняется в ответ на изменение рабочей нагрузки. Время реакции LDO на падение напряжения имеет решающее значение для ограничения того, насколько сильно падает напряжение и как долго это состояние длится. Обычные жилы добавляют запас прочности к напряжению питания, чтобы гарантировать правильную работу при падении напряжения. Большее ожидаемое падение означает, что маржа должна быть больше, что снижает преимущества энергоэффективности LDO.Таким образом, ускорение реакции цифрового LDO на спады и выбросы является основным направлением передовых исследований в этой области.
НЕКОТОРЫЕ ПОСЛЕДНИЕ ДОСТИЖЕНИЯ помог ускорить реакцию схемы на провалы и выбросы. Один из подходов использует тактовую частоту цифрового LDO в качестве ручки управления, чтобы заменить стабильность и энергоэффективность на время отклика.
Более низкая частота улучшает стабильность LDO просто потому, что выходной сигнал будет меняться не так часто. Это также снижает энергопотребление LDO, поскольку транзисторы, составляющие LDO, переключаются реже.Но это происходит за счет более медленной реакции ядра процессора на переходные текущие требования. Вы можете понять, почему это так, если учесть, что большая часть переходного события может произойти в течение одного тактового цикла, если частота слишком низкая.
И наоборот, высокая тактовая частота LDO уменьшает время отклика на переходный процесс, потому что компаратор производит выборку выходного сигнала достаточно часто, чтобы изменить выходной ток LDO на более ранней стадии переходного процесса. Однако такая постоянная выборка ухудшает стабильность выходного сигнала и потребляет больше энергии.
Суть этого подхода состоит в том, чтобы ввести тактовый генератор, частота которого адаптируется к ситуации, схема, называемая адаптивной частотой дискретизации с пониженной динамической стабильностью. Когда падение или выброс напряжения превышает определенный уровень, тактовая частота увеличивается для более быстрого уменьшения переходного эффекта. Затем он замедляется, чтобы потреблять меньше энергии и поддерживать стабильное выходное напряжение. Этот трюк достигается путем добавления пары дополнительных компараторов для определения условий перерегулирования и спада и запуска часов.При измерениях с тестовой микросхемы с использованием этого метода падение напряжения V DD уменьшилось с 210 до 90 милливольт – на 57 процентов меньше, чем у стандартной цифровой конструкции LDO. А время, необходимое для стабилизации напряжения, сократилось с 5,8 мкс до 1,1 микросекунды, т.е. улучшение на 81 процент.
Альтернативный подход к уменьшению времени отклика на переходные процессы – сделать цифровой LDO немного аналоговым. Конструкция включает отдельный контур с аналоговым управлением, который мгновенно реагирует на переходные процессы тока нагрузки.Контур с аналоговой поддержкой соединяет выходное напряжение LDO с параллельными PFET LDO через конденсатор, создавая контур обратной связи, который включается только при резком изменении выходного напряжения. Таким образом, когда выходное напряжение падает, оно снижает напряжение на активированных затворах PFET и мгновенно увеличивает ток в сердечнике, чтобы уменьшить величину спада. Было показано, что такой контур с аналоговым управлением снижает спад с 300 до 106 мВ, улучшение на 65 процентов, и выброс с 80 до 70 мВ (13 процентов).
Альтернативный способ заставить цифровые LDO быстрее реагировать на падения напряжения – это добавить аналоговую петлю обратной связи к силовой части PFET схемы [вверху]. При падении или выбросе выходного напряжения аналоговый контур подключается, чтобы поддержать его [внизу], уменьшая величину отклонения. Источник: М. Хуанг и др., IEEE Journal of Solid-State Circuits, январь 2018 г., стр. 20–34.
Конечно, у обоих этих методов есть свои недостатки.Во-первых, ни один из них не может сравниться со временем отклика сегодняшних аналоговых LDO. Кроме того, для метода адаптивной частоты дискретизации требуются два дополнительных компаратора, а также генерация и калибровка опорных напряжений для спада и выброса, поэтому схема знает, когда задействовать более высокую частоту. Контур с аналоговым управлением включает в себя несколько аналоговых компонентов, что сокращает время разработки полностью цифровой системы.
Развитие коммерческих процессоров SoC может помочь сделать цифровые LDO более успешными, даже если они не могут полностью соответствовать аналоговым характеристикам.Сегодня коммерческие процессоры SoC объединяют полностью цифровые адаптивные схемы, предназначенные для смягчения проблем с производительностью при возникновении провалов. Эти схемы, например, временно увеличивают период тактовой частоты ядра, чтобы предотвратить ошибки синхронизации. Такие методы смягчения могут снизить временные ограничения переходных процессов, позволяя использовать цифровые LDO и повышая эффективность процессора. Если это произойдет, мы можем ожидать более эффективных смартфонов и других компьютеров, при этом значительно упростив процесс их разработки.
светодио дный музыкальный спектр часы diy комплект 512 шт. Светодио дный smd сварочный комплект электронный diy уровень дисплей световой комплект распродажа
Способы доставки
Общее расчетное время, необходимое для получения вашего заказа, показано ниже:
- Вы оформили заказ
- (Время обработки)
- Отправляем Ваш заказ
- (время доставки)
- Доставка!
Общее расчетное время доставки
Общее время доставки рассчитывается с момента размещения заказа до момента его доставки вам.Общее время доставки делится на время обработки и время доставки.
Время обработки: Время, необходимое для подготовки ваших товаров к отправке с нашего склада. Это включает в себя подготовку ваших товаров, выполнение проверки качества и упаковку для отправки.
Время доставки: Время, в течение которого ваши товары могут добраться с нашего склада до места назначения.
Ниже приведены рекомендуемые способы доставки для вашей страны / региона:
Отправить по адресу: Корабль изЭтот склад не может быть доставлен к вам.
| Способ доставки | Срок доставки | Информация для отслеживания |
|---|
Примечание:
(1) Вышеупомянутое время доставки относится к расчетному времени в рабочих днях, которое займет отгрузка после отправки заказа.
(2) Рабочие дни не включают субботу / воскресенье и праздничные дни.
(3) Эти оценки основаны на нормальных обстоятельствах и не являются гарантией сроков доставки.
(4) Мы не несем ответственности за сбои или задержки в доставке в результате любых форс-мажорных обстоятельств, таких как стихийное бедствие, плохая погода, война, таможенные проблемы и любые другие события, находящиеся вне нашего прямого контроля.
(5) Ускоренная доставка не может быть использована для почтовых ящиков
Расчетные налоги: Может взиматься налог на товары и услуги (GST).
Способы оплаты
Мы поддерживаем следующие способы оплаты.Нажмите, чтобы получить дополнительную информацию, если вы не знаете, как платить.* В настоящее время мы предлагаем оплату наложенным платежом для Саудовской Аравии, Объединенных Арабских Эмиратов, Кувейта, Омана, Бахрейна, Катара, Таиланда, Сингапура, Малайзии, Филиппин, Индонезии, Вьетнама, Индии. Мы отправим вам код подтверждения на ваш мобильный телефон, чтобы проверить правильность ваших контактных данных. Убедитесь, что вы следуете всем инструкциям, содержащимся в сообщении.
* Оплата в рассрочку (кредитная карта) или Boleto Bancário доступна только для заказов с адресами доставки в Бразилии.
Автоматическая классификация дефектов процесса сварки TIG SS304 с использованием камеры видимого спектра и машинного обучения – Университет Бирмингема
TY – JOUR
T1 – Автоматическая классификация дефектов процесса сварки TIG SS304 с использованием камеры видимого спектра и машинного обучения
AU – Bacioiu, Daniel
AU – Melton, Geoff
AU – Papaelias, Mayorkinos
AU – Shaw, Rob
PY – 2019/10/1
Y1 – 2019/10/1
N2 – Сварка вольфрамовым инертным газом зависит Что касается надзора со стороны человека, то особое внимание уделяется визуальной оценке и выполняется в контролируемой среде, что делает его пригодным для автоматизации.В этом исследовании разрабатывается система для оценки качества сварки вольфрамовым электродом в среде инертного газа с возможностью ее применения в режиме реального времени. Система использует изображения в видимом спектре в сочетании с современным подходом к классификации изображений. Сварочные изображения представляют сварочную ванну в видимом спектре, сбалансированную с использованием технологии расширенного динамического диапазона для компенсации мощного света дуги. Исследование обучает модели на новом наборе данных по сварке вольфрамовым электродом в среде инертного газа с использованием новейших исследований в области машинного обучения, устанавливая корреляцию между характеристиками сварочной ванны и окружающей области и качеством сварного шва, аналогично оценке оператора.
AB – Сварка вольфрамовым электродом в среде инертного газа зависит от контроля человека, в ней делается упор на визуальную оценку, и она выполняется в контролируемой среде, что делает ее пригодной для автоматизации. В этом исследовании разрабатывается система для оценки качества сварки вольфрамовым электродом в среде инертного газа с возможностью ее применения в режиме реального времени. Система использует изображения в видимом спектре в сочетании с современным подходом к классификации изображений. Сварочные изображения представляют сварочную ванну в видимом спектре, сбалансированную с использованием технологии расширенного динамического диапазона для компенсации мощного света дуги.Исследование обучает модели на новом наборе данных по сварке вольфрамовым электродом в среде инертного газа с использованием новейших исследований в области машинного обучения, устанавливая корреляцию между характеристиками сварочной ванны и окружающей области и качеством сварного шва, аналогично оценке оператора.
KW – Контроль сварных швов
KW – Камера с расширенным динамическим диапазоном
KW – Машинное обучение
KW – Vision
KW – Автоматизация
U2 – 10.1016 / j.ndteint.2019.102139
DO – 10.1016 / j.ndteint.2019.102139
M3 – Артикул
VL – 107
JO – NDT & E International
JF – NDT & E International
SN – 0963-8695
M1 – 102139
Комплексный анализ опасности ультрафиолетового излучения, излучаемого при дуговой сварке чугуна – Такахаши – 2020 – Журнал по охране труда
1 ВВЕДЕНИЕ
Свет, излучаемый при дуговой сварке, содержит сильное ультрафиолетовое излучение (УФР).При отсутствии барьера это излучение излучается в окружающую среду, в результате чего чрезвычайно большое количество рабочих на рабочих местах, где выполняется дуговая сварка, подвергаются воздействию ультрафиолетового излучения. Сюда входят не только опытные профессионалы в области дуговой сварки, число которых в Японии оценивается примерно в 350 000 человек, но и сварщики, которые выполняют эту работу лишь от случая к случаю, а также смежные работники, занятые другими задачами.1 UVR состоит из электромагнитных волн с длинами волн от примерно 1-400 нм.2 Однако длину волны, отделяющую УФИ от видимого света, нельзя точно определить, потому что визуальные ощущения на длинах волн короче 400 нм отмечаются для очень ярких источников. Границы обязательно меняются в зависимости от области применения.3 Хотя УФИ не видно человеческому глазу, его физические свойства аналогичны свойствам видимого света. Международная комиссия по освещению разделила УФИ на три режима длины волны: УФ-А (длины волн в диапазоне 315–400 нм), УФ-В (280–315 нм) и УФ-С (100–280 нм).3 Что касается взаимодействия УФИ с человеческим глазом, УФ-С поглощается роговицей и не достигает внутренней части глаза. УФ-В и УФ-А поглощаются в основном роговицей и хрусталиком, и только следовые количества (<1%) достигают сетчатки. Часть УФ-спектра, состоящая из длин волн ниже примерно 190 нм, известна как вакуумное УФИ, потому что это излучение сильно поглощается молекулами кислорода и не передается через воздух. Таким образом, поскольку люди не подвергаются воздействию ультрафиолетового излучения в вакууме, за исключением очень редких случаев, это не считается опасностью.
Ультрафиолетовое излучение сильно взаимодействует с живыми организмами и, как известно, вызывает множество проблем.4, 5 Более того, поскольку УФИ сильно поглощается белками и водой, когда УФИ падает на живой организм, большая часть излучения поглощается поверхность. Таким образом, повреждение живых организмов из-за УФИ ограничивается областями поверхности. Хорошо известные примеры его острого воздействия на здоровье включают кератоконъюнктивит и эритему, тогда как отсроченные последствия для здоровья включают катаракту и рак кожи.На практике острые последствия для здоровья из-за ультрафиолетового излучения часто возникают на рабочих местах, где выполняется дуговая сварка.1, 6 Японское инженерное общество сварщиков провело исследование случаев УФ-кератоконъюнктивита среди рабочих на рабочих местах, связанных с дуговой сваркой, включая как тех, кто выполнял, так и не выполнял дуговую сварку. сварка.1 Результаты опроса показали, что 86% рабочих страдают УФ-кератоконъюнктивитом, тогда как 45% сообщили о продолжающихся обострениях с одним или несколькими рецидивами в месяц. Кроме того, в опросе, проведенном Эмметом и др. 6, 92% сварщиков получили один или несколько ожогов вспышкой (кератоконъюнктивит), а 40% страдали эритемой на шее.Более того, у большинства сварщиков дуговой сварки возникал УФ-кератоконъюнктивит, несмотря на то, что они носили защитные маски. Возможные причины этого включают (а) отказ надеть защитные маски перед зажиганием дуги, что приводит к воздействию УФИ, и (б) воздействие УФИ, когда соседние рабочие выполняют дуговую сварку на одном рабочем месте. Эти результаты демонстрируют необходимость введения защитных мер на рабочих местах, связанных с дуговой сваркой, для защиты рабочих от УФР. Это потребует количественного понимания опасности ультрафиолетового излучения, излучаемого при дуговой сварке.
Дуговая сварка, которая в основном применяется для низкоуглеродистой стали, также используется для сварки других металлов, таких как нержавеющая сталь и алюминиевые сплавы. Среди них чугун, который часто используется в деталях машин, производится в объеме более 3 миллионов тонн в год.7 Это почти столько же, сколько объем производства изделий из алюминиевых сплавов, производимых внутри страны.7 Чугун является основным Материал, используемый для литья, при котором расплавленный металл разливают в формы различной формы.Поскольку этот процесс относительно прост, он подходит для массового производства крупногабаритных изделий сложной формы. Поэтому изделия из чугуна используются в различных областях, в основном для деталей автомобилей и различных промышленных машин. Для соединения этих чугунных деталей и их ремонта применяется дуговая сварка.
Дуговая сварка включает в себя образование электрической дуги между металлическим электродом и основным материалом (свариваемым металлом), при этом выделяемое тепло плавит и связывает основной материал.Он широко и повсеместно используется как метод соединения металлических материалов. Среди различных видов дуговой сварки для дуговой сварки деталей из чугуна в основном используются газовая вольфрамовая сварка (GTAW), дуговая сварка в защитном металлическом корпусе (SMAW) и газовая дуговая сварка металлическим электродом (GMAW) 8-10
Газовая дуговая сварка вольфрамом – это сварочный процесс, в котором используются неплавящиеся вольфрамовые электроды. Здесь в ванну расплава вставляется присадочный стержень, а в качестве защитного газа используется инертный газ. Поскольку сварочный электрод не плавится, дуга стабильна и может применяться к большинству металлов.Кроме того, чистота сварного шва выше, чем при использовании других методов сварки.
Дуговая сварка защищенным металлом – это процесс сварки плавящимся электродом, в котором в качестве электрода используется покрытый электрод с покрывающим флюсом вокруг круглого металлического стержня диаметром 3,2-5,0 мм. Основными компонентами флюса для покрытия являются карбонат кальция и фторид кальция.11 Во время сварки они плавятся вместе с покрытым электродом с образованием защитного газа для защиты расплавленного металла и шлака для удаления примесей из расплавленного металла.Поскольку в этом процессе сварки используется относительно простой сварочный аппарат, его можно использовать в различных рабочих условиях как в помещении, так и на открытом воздухе.
Дуговая сварка металлическим электродом в газовой среде – это процесс сварки, при котором спиральные электроды (сварочная проволока) автоматически подаются на сварные швы при пропускании защитного газа для защиты сварных швов. Этот процесс сварки широко используется, поскольку сварочная проволока непрерывно подается к сварочной части, а различные металлические материалы можно сваривать с высокой эффективностью.
В нескольких предыдущих исследованиях измерялось УФИ, излучаемое при дуговой сварке низкоуглеродистой стали, алюминиевых сплавов и магниевых сплавов, и оценивалась опасность их острого воздействия на здоровье.5, 12-17 Исследования показали, что опасность УФИ, излучаемого при дуговой сварке зависит от различных условий, таких как условия сварки, процесс сварки и сварочные материалы. Дуговая сварка на реальных рабочих местах происходит в различных условиях сварки, и ситуации, в которых рабочие подвергаются действию УФ-излучения, также весьма разнообразны.Принимая во внимание эти практические реалии, важно исследовать опасности ультрафиолетовых лучей, возникающих при дуговой сварке чугуна в широком диапазоне условий, поскольку они до сих пор не исследованы.
Таким образом, мы измерили УФИ, излучаемое во время GTAW, SMAW и GMAW чугуна, часто используемого в промышленности, и количественно оценили их острую опасность для здоровья в соответствии с рекомендациями Американской конференции государственных промышленных гигиенистов (ACGIH ® ).18
2 МЕТОДА
2.1 Оценка опасности UVR
Согласно руководящим принципам ACGIH, 18 степень опасности УФИ излучения, которое включает в себя различные длины волн, такие как свет дуги, как причины острых последствий для здоровья, оценивается с помощью эффективного излучения. Эффективная освещенность определяется уравнением (1): (1)В этом уравнении E eff – эффективная энергетическая освещенность (в Вт / см 2 ), E λ – спектральная освещенность на длине волны λ (в Вт / (см 2 ·) нм)), S ( λ ) – относительная спектральная эффективность18 на длине волны λ , а Δ λ – ширина полосы длин волн (в нм).На рис. 1 показана относительная спектральная эффективность 18, которая указывает степень опасности на каждой длине волны и имеет максимум на длине волны 270 нм.
Относительная спектральная эффективность.18 Относительная спектральная эффективность указывает степень опасности на каждой длине волны и имеет максимум на длине волны 270 нм.Для измерения УФИ мы использовали измеритель опасного света X1 3 и головку детектора УФ-опасности XD-45-HUV (оба производства Gigahertz-Optik Inc.). Эти аппараты предназначены для измерения эффективной освещенности. Как показано на рисунке 2, относительная спектральная чувствительность детекторной головки хорошо согласуется с относительной спектральной эффективностью около 270 нм.19 Некоторое расхождение между относительной спектральной чувствительностью и относительной спектральной эффективностью видно в диапазоне от 310 до 320 нм; однако, поскольку относительная спектральная эффективность в этом режиме длин волн мала (0,015–0,0010), мы ожидаем, что влияние этого несоответствия будет небольшим, и полагаем, что они не вызывают затруднений на практике.Таким образом, мы пришли к выводу, что эта детекторная головка хорошо подходит для измерения эффективной освещенности. В реальных экспериментах измеренное значение, отображаемое прибором, представляет собой эффективное излучение (в Дж / м 2 ). Разделив это значение на время измерения, вы получите эффективную энергетическую освещенность. Измерительная аппаратура была откалибрована производителем и использовалась в течение годичного интервала действия этой калибровки.
Взаимосвязь между спектральной чувствительностью измерителя ультрафиолетового излучения и относительной спектральной эффективностью ACGIH.УФР, ультрафиолетовое излучение
На рис. 3 показана экспериментальная установка для измерения эффективной освещенности. Положение сварочной горелки и держателя было зафиксировано для создания дуги в одном и том же положении, а основной металл был прикреплен к подвижному столу, что позволяло прямое движение для обеспечения сварки. Расстояние между дугой и детекторной головкой было установлено на 500 мм, чтобы имитировать фактическое расстояние до сварщиков. Кроме того, головка детектора располагалась под углом 45 ° к поверхности основного металла и под углом 90 ° к направлению сварки.Время измерения было установлено на 20 секунд. Чтобы исключить время, необходимое для стабилизации дуги после начала сварки, и время, необходимое для ускорения подвижного стола до заданной скорости, измерения начинались только через 5 секунд после начала сварки. Измерение повторялось пять раз при каждом условии, и значения усреднялись. В этом исследовании во время измерения УФИ не использовалась местная вытяжная вентиляция, поскольку местная вытяжная вентиляция обычно не используется на сварочных рабочих местах, поскольку она может нарушить воздушный поток вокруг дуги, вызывая дефекты сварки.
Экспериментальная установка для измерения эффективной и спектральной энергетической освещенности (принципиальная схема)
Кроме того, следуя рекомендациям ACGIH, мы разделили 3 мДж / см 2 на наши измеренные значения эффективной освещенности, чтобы определить максимальное суточное время воздействия, допустимое при этой освещенности (уравнение [2]). (2)В этом уравнении t max – максимальное дневное время экспозиции (в секундах), а E eff – эффективная освещенность (в Вт / см 2 ).
2.2 Измерение спектральной энергетической освещенности
Когда в свете дуги присутствует ультрафиолетовое излучение различной длины волны, можно определить элемент, который влияет на эффективное излучение, путем измерения распределения интенсивности для каждой длины волны. В этом исследовании было измерено спектральное излучение УФ-излучения, чтобы изучить влияние компонентов, содержащихся в наполнителе, на опасность УФ-излучения. Светящиеся элементы были идентифицированы с использованием базы данных Национального института стандартов и технологий.20
В качестве измерительной аппаратуры использовался многоканальный спектрометр (HSU-100S, Asahi Spectra Co., Ltd.). Точность измерения длины волны прибора составляла ± 1,2 нм. Расстояние от дуги было установлено равным 2000 мм, а время измерения было автоматически установлено функцией автоматической настройки измерительного прибора. На рис. 3 представлена схема экспериментальной установки для измерения спектральной освещенности.
В качестве основного металла использовалась пластина из чугуна с шаровидным графитом FCD450-10, описанная в стандарте JIS21, с размерами 10 × 150 × 50 мм.В таблице 1 показан химический состав основного металла, использованного в данном исследовании.
Таблица 1. Химический состав основного металла и присадочных материалов| Материал | Элемент (мас.%) | ||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| С | Si | Mn | P | S | Ni | Cr | Пн | Cu | мг | Fe | |
| Основной металл | |||||||||||
| FCD 450-10 | 3.40 | 2,98 | 0,20 | 0,030 | 0,010 | – | – | – | – | 0.040 | Re. |
| Присадочный материал | |||||||||||
| NiFe-1a | ≤2,0 | ≤4,0 | ≤2,5 | ≤0.03 | ≤0,03 | 45-75 | – | – | ≤4,0 | – | Re. |
| ENi-Clb | ≤2,0 | ≤4,0 | ≤2,5 | – | ≤0,04 | ≥85 | – | – | ≤2.5 | – | ≤8,0 |
| ENiFe-Clb | ≤2,0 | ≤4,0 | ≤2,5 | – | ≤0.04 | 40-60 | – | – | ≤2,5 | – | Re. |
| E4916b | ≤0.15 | ≤0,75 | ≤ 1.60 | ≤0,035 | ≤0,035 | ≤ 0,30 | ≤0,20 | ≤0.30 | — | — | Re. |
| YGW12c | 0.02-0.15 | 0.50-1.00 | 1.25-2.00 | ≤0,030 | ≤0,030 | – | – | – | ≤0,50 | – | Re. |
| YS308c | ≤0,08 | ≤0,65 | ≤1,0–2,5 | ≤0,03 | ≤0,03 | 9.0-11,0 | 19,5-22,0 | ≤0,75 | ≤0,75 | – | Re. |
- Сокращения: GMAW – газовая дуговая сварка; GTAW, газовая дуговая сварка вольфрамом; Re., остаток; SMAW, дуговая сварка защищенным металлом.
- a GTAW.
- б SMAW.
- c GMAW.
2.3 Обзор сварки
В этом исследовании мы измерили УФИ, излучаемое во время трех типов дуговой сварки (GTAW, SMAW и GMAW), наиболее часто используемых для дуговой сварки чугуна.
Сварочный аппарат GTAW представлял собой цифровой инверторный аппарат для импульсной сварки TIG переменного / постоянного тока (DA300P, DAIHEN Corporation). Как показано на Рисунке 3, угол наклона сварочной горелки составлял 110 °. Использование прямой сварки спереди (при которой направление сварки совпадает с направлением угла наклона сварочной горелки (110 °)), сварка валиком на пластину (при которой основной металл плавится, а присадочный материал подается) был выполнен.
Присадочный стержень был из NiFe-1 с диаметром 2,6 мм, как указано в JIS.22. Присадочный стержень состоит из 45% -75% никеля (Ni) и примерно 25% -55% железа (Fe). Защитный газ – 100% аргон (Ar), скорость потока – 10 л / мин. В качестве электрода использовался вольфрамовый электрод (YWCe-2), как определено в JIS.23. Диаметр электрода составлял 1,6 или 2,4 мм, в зависимости от силы сварочного тока. Длина удлинения электрода составляла 3 мм, расстояние между основным металлом и острием электрода составляло 4 мм.Скорость сварки составляла 150 мм / мин.
Сварочным аппаратом SMAW был аппарат для дуговой сварки на переменном токе (YK-250AD2, Panasonic Corp). Как показано на Рисунке 3, угол наклона сварочного держателя был зафиксирован на 70 °. При сварке тыльной стороной в горизонтальном положении выполнялась сварка валиком на пластину (рис. 3). Подача только покрытых электродов производилась сварщиком вручную.
В качестве присадочных материалов использовались три типа покрытых электродов (ENi-CI, ENiFe-CI и E4916), как определено JIS.ENi-CI19 – это покрытый электрод, в основном состоящий из Ni, а ENiFe-CI19 в основном состоит из Ni (40% -60%) и Fe (40% -60%). E491624 – это электрод с низким содержанием водорода для низкоуглеродистой стали, в основном состоящий из Fe. Диаметр покрытых электродов составлял 3,2, 4,0 и 5,0 мм в зависимости от силы сварочного тока. Скорость сварки составляла 150 мм / мин.
Сварочный аппарат GMAW представляет собой цифровой импульсный сварочный аппарат инверторного типа MAG (DP350, DAIHEN Corporation).Наклон сварочной горелки был зафиксирован на 110 °. Используя прямую сварку в горизонтальном положении (направление сварки 110 °), была выполнена сварка валиком на пластину (рис. 3).
Присадочный материал состоял из двух типов сплошной проволоки (YGW12 и YS308) в соответствии с определением JIS. Основными компонентами YGW 1225 и YS 30826 являются Fe, но YS308 содержит около 10% Ni и около 20% хрома (Cr). Диаметр обеих проволок составлял 1,2 мм. Защитные газы: 100% CO 2 и 98% Ar + 2% O 2 .Комбинация проволоки и защитного газа представляла собой YGW12% -100% CO 2 и YS308% -98% Ar + 2% O 2 , а скорость потока защитных газов составляла 15-20 л / мин. Расстояние между основным металлом и концом контактной трубки составляло 17 мм, а вылет проволоки перед началом сварки – 12 мм. Сварочное напряжение соответствовало сварочному току, определенному производителем сварочного аппарата. Однако сварочное напряжение было точно отрегулировано с учетом стабильности дуги и внешнего вида валика.Скорость сварки составляла 300 мм / мин.
В таблице 1 показаны типы наполнителей, использованных в этом исследовании, и химические компоненты, указанные в JIS.
Сварочный ток был двух видов: 100 и 150 А при любых условиях. Как правило, при дуговой сварке чугуна растрескивание может происходить из-за образования очень твердой хрупкой структуры в зоне плавления основного металла и вокруг нее.27 Поэтому для дуговой сварки чугуна рекомендуется использовать более низкий сварочный ток. минимизировать плавление основного металла и сделать зону охрупчивания как можно более узкой.
3 РЕЗУЛЬТАТЫ
На рис. 4 показано эффективное УФ-излучение, излучаемое во время GTAW, SMAW и GMAW чугуна. Эффективная освещенность, измеренная в этом исследовании, находилась в диапазоне 0,045-2,2 мВт / см 2 на расстоянии 500 мм от сварочной дуги. Максимально допустимое время воздействия, соответствующее этим уровням, составляло 1,4-67 с / день.
Эффективная освещенность УФР при дуговой сварке чугуна.Полоса ошибок представляет собой стандартное отклонение. УФР, ультрафиолетовое излучение
Эффективная освещенность УФР, излучаемого при дуговой сварке чугуна, измеренная в условиях сварки в этом исследовании, а также в других исследованиях 12-17, все увеличивалась с увеличением сварочного тока. Кроме того, эффективная мощность УФ-излучения, излучаемого при дуговой сварке чугуна, различалась в зависимости от сварочных процессов и была выше в следующем порядке: GMAW> SMAW> GTAW.Было подтверждено, что на эффективное излучение УФИ излучения при SMAW и GMAW также влияют компоненты используемого наполнителя. Эффективная освещенность SMAW была максимальной при использовании E4916, за которым следовали ENi-CI и ENiFe-CI, но между последними двумя не было существенной разницы.
Эффективная освещенность GMAW была выше с YS308, чем с YGW12.
На рис. 5 показана спектральная освещенность УФИ излучения, излучаемого при сварке чугуна методом SMAW.Во всех условиях наблюдалось излучение компонента, содержащегося в сердечнике покрытого электрода. При использовании E4916 наблюдалась эмиссия Fe, а при использовании ENi-CI наблюдалась эмиссия Ni. Кроме того, при использовании ENiFe-CI наблюдалась эмиссия как Fe, так и Ni. Никаких явных выбросов из компонента флюса покрытия не наблюдалось ни при каких условиях.
Спектральная освещенность УФИ излучения при сварке чугуна с использованием различных сварочных стержней.Сварочный ток 150 А. SMAW, дуговая сварка в экранированном металле; УФР, ультрафиолетовое излучение
На рис. 6 показана спектральная мощность УФИ излучения чугуна во время GMAW. В обоих условиях наблюдалось излучение Fe, который является основным компонентом проволоки. При использовании YS308 наблюдалось излучение Ni и Cr, содержащихся в проволоке. Никаких явных выбросов из-за компонентов защитного газа, Ar и CO 2 , не наблюдалось ни при каких условиях.
Спектральная освещенность ультрафиолетового излучения, излучаемого методом GMAW чугуна с использованием различных сварочных проволок.Сварочный ток 150 А. GMAW, газовая дуговая сварка металлом; УФР, ультрафиолетовое излучение
4 ОБСУЖДЕНИЕ
Эффективная освещенность, наблюдаемая на расстоянии 500 мм от дуги, находилась в диапазоне 0,045–2,2 мВт / см 2 . При таком освещении допустимое ежедневное время воздействия составляет всего 1,4-67 секунд, что чрезвычайно мало по сравнению с совокупным временем воздействия в течение одного дня, что указывает на то, что прямое воздействие УФ-излучения, излучаемого во время дуговой сварки чугуна, довольно опасно. .Следовательно, если рабочие будут заниматься дуговой сваркой чугуна без соответствующих мер защиты, даже кратковременная сварка приведет к воздействию опасного количества ультрафиолетового излучения.
Считается, что рабочие часто подвергаются УФ-излучению при зажигании дуги. Как правило, рабочие носят защитные маски28, снабженные фильтрующими пластинами29, в качестве меры против воздействия ультрафиолетового излучения при сварке. Однако, поскольку эти фильтрующие пластины имеют низкие уровни пропускания видимого света, рабочим трудно увидеть целевую точку сварки до образования дуги, а это означает, что рабочие не могут надевать защитные маски до тех пор, пока не возникнет дуга.В результате считается, что рабочие подвергаются воздействию ультрафиолетового излучения, потому что они часто случайно зажигают дугу перед тем, как надеть защитные маски. Хотя воздействие при каждом зажигании дуги непродолжительное, совокупное воздействие является значительным, поскольку рабочие обычно зажигают дугу много раз в день. Следовательно, общее время воздействия может легко превысить допустимое дневное время воздействия, полученное в этом исследовании. Поэтому каждый рабочий всегда должен надевать защитную маску перед зажиганием дуги. В наши дни кратковременного воздействия УФ-излучения, возникающего при зажигании дуги, можно легко избежать, используя сварочные маски с автоматическим затемнением, которые становятся все более распространенными на рабочих местах.Такие сварочные маски с автоматическим затемнением оснащены фильтрами, которые могут изменять уровни пропускания, и датчиком, который определяет свет от дуги. Фильтр шлема темнеет при образовании дуги. Поэтому, в отличие от обычных лицевых щитков, автоматический темный сварочный шлем можно носить независимо от наличия или отсутствия дуги, а это означает, что при возникновении дуги можно избежать воздействия ультрафиолетового излучения.
Если предположить, что эффективная освещенность UVR уменьшается с расстоянием от дуги по закону обратных квадратов, то допустимое дневное время экспозиции на расстоянии 5 м от дуги попадает в диапазон 1400-6700 секунд.Таким образом, даже на расстоянии 5 м от дуги воздействие ультрафиолетового излучения опасно в случаях, когда излучаемое ультрафиолетовое излучение является интенсивным. Более того, даже в тех случаях, когда излучаемый УФИ слабый, продолжительное воздействие все еще опасно.
На рабочих местах, где выполняется дуговая сварка, другие рабочие часто выполняют работу, не связанную с дуговой сваркой, и считается, что такие рабочие также могут подвергаться воздействию ультрафиолетового излучения, излучаемого во время дуговой сварки. Поэтому при выполнении других работ на участках, где выполняется сварка, рабочие должны носить индивидуальные средства защиты глаз с оптическим излучением, соответствующие требованиям JIS, 29, а рабочие не должны подвергать кожу воздействию дуги.Кроме того, контролерам необходимо принять меры, такие как разделение места, где выполняется дуговая сварка, с помощью сварочной завесы, чтобы предотвратить воздействие УФР, излучаемого дугой, на ближайших рабочих.
Кроме того, как отмечалось в других исследованиях [12-17], эффективное излучение ультрафиолетового излучения, излучаемого во время GTAW, SMAW и GMAW чугуна, увеличивалось с увеличением сварочного тока. Таким образом, можно сказать, что сварочный ток является важным фактором, влияющим на опасность УФИ излучения при дуговой сварке чугуна, а также при дуговой сварке других металлических материалов.Следует также отметить, что эффективная освещенность UVR, излучаемого при дуговой сварке чугуна, различается в зависимости от процесса сварки, и ее значение оказалось выше в следующем порядке: GMAW> SMAW> GTAW.
Sliney et al12 измерили эффективную освещенность UVR, испускаемую GTAW, SMAW и GMAW мягкой стали, и обнаружили, что величина эффективного излучения, излучаемого каждым процессом сварки, увеличивается в следующем порядке: GMAW> SMAW> GTAW. Поскольку эта тенденция согласуется с результатами данного исследования, можно сделать вывод, что процесс сварки также является важным фактором, влияющим на опасность ультрафиолетового излучения, излучаемого во время дуговой сварки чугуна.
Причина, по которой эффективное излучение ультрафиолетового излучения, излучаемого каждым процессом сварки, различается, как полагают, связана с разницей в количестве паров металла, смешанных с столбом дуги.30 В случае GTAW источником подачи пара металла является просто расплавленной ванне основного металла, поскольку электрод, используемый в этом процессе сварки, не является расходуемым. Напротив, поскольку SMAW и GMAW являются процессами сварки с плавящимся электродом, не только ванна расплавленного основного металла, но также и присадочный материал электрода, который расплавился в столбе дуги, может быть источником подачи пара металла.Следовательно, поскольку количество паров металла, генерируемых при SMAW и GMAW, больше, чем количество паров, генерируемых при GTAW, считается, что эффективная освещенность UVR, испускаемого SMAW и GMAW, увеличилась.16,17
Считается, что разница между GMAW и SMAW (GMAW> SMAW) связана с разницей в плотности тока из-за диаметра присадочного материала. Диаметр сварочной проволоки, используемой в GMAW, составляет 1,2 мм. Кроме того, диаметр покрытого электрода, используемого в SMAW, составляет 3.2 и 5,0 мм, а плотность тока GMAW примерно в 10-20 раз больше, чем у SMAW. Поскольку плотность тока выше, теплота сопротивления, генерируемая в присадочном материале, увеличивается, и скорость плавления присадочного материала также увеличивается.31 Следовательно, считается вероятным, что эффективная освещенность GMAW становится выше, чем у SMAW, потому что больше металла пар существует в столбе дуги во время GMAW.
Эффективное излучение УФИ, испускаемого во время SMAW чугуна, было самым высоким при использовании E4916, и уровни были почти одинаковыми при использовании ENi-CI и ENiFe-CI.Считается, что разница в эффективной освещенности между электродами E4916 и покрытыми никелем (ENi-CI и ENiFe-CI) связана с разницей в температуре дуги, вызванной двумя компонентами флюса покрытия. Обычно флюс покрытия покрытых электродов Ni-типа снижает сварочное напряжение.32 По этой причине температура дуги снижается. Напротив, флюс покрытия E4916 имеет тенденцию концентрировать дугу, 11 что вызывает повышение температуры кончика покрытого электрода и температуры столба дуги, что приводит к тому, что в столб дуги попадает больше паров металла, что может привести к разница в эффективной освещенности.17
Спектральное распределение УФИ излучения, излучаемого SMAW, показывает излучение Fe и Ni, содержащихся в материале наполнителя (рис. 5). Это указывает на то, что компоненты, содержащиеся в наполнителе, влияют на эффективное излучение.
Сосредоточившись на спектральном распределении энергетической освещенности при использовании E4916, наблюдались множественные сильные световые излучения Fe в диапазоне длин волн 240–260 нм и 275 нм (рис. 5). Относительная спектральная эффективность18 была равна 0.30-0,65 и 0,96 на этих длинах волн (рисунок 1). С другой стороны, когда использовались ENi-CI и ENiFe-CI, чистое излучение Ni наблюдалось на длине волны приблизительно 280 нм. Однако, поскольку относительная спектральная эффективность на этой длине волны составляет 0,88, влияние Ni на эффективную освещенность было меньше, чем влияние Fe. Это могло быть причиной того, что эффективная освещенность E4916 была выше, чем у покрытых электродов Ni-типа. Кроме того, спектральное распределение энергетической освещенности с обоими типами покрытых электродов из никелевого сплава показало почти одинаковое распределение в диапазоне длин волн (около 240-300 нм), где относительная спектральная эффективность велика, что свидетельствует об отсутствии значительной разницы в эффективной энергетической освещенности электродов. два.
Эффективная освещенность UVR, испускаемого во время GMAW, была самой высокой в случае YS308. При использовании YS308 единственным люминесцентным элементом, наблюдаемым вблизи длины волны 270 мкм (где относительная спектральная эффективность наиболее высока), является Fe. В прошлом Накашима и др. 15, 16 измеряли эффективную освещенность УФ-излучением, излучаемым при дуговой сварке алюминиевых сплавов, и обнаружили, что эффективное излучение увеличивается, когда Mg (элемент сплава) содержится в основном металле и присадочном материале.Это связано с сильным излучением Mg, наблюдаемым на длинах волн около 280 нм. Напротив, когда в этом исследовании использовался YS308, излучение света от Ni и Cr, содержащихся в проволоке, наблюдалось в диапазоне длин волн 290-315 нм, но влияние на эффективную освещенность было небольшим. Следовательно, считается вероятным, что измеренная в этом исследовании эффективная освещенность УФИ, испускаемого GMAW, сильно зависела от Fe, который является основным элементом сварочной проволоки.
Разница в эффективной освещенности между YS308 и YGW12 считается результатом разницы в количестве паров Fe, попадающих в столб дуги.Считается, что разница в количестве паров Fe происходит из-за разницы в электрическом сопротивлении двух проводов. Электрическое сопротивление YS308 более чем в четыре раза выше, чем у YGW12.33. По мере увеличения тепла сопротивления, генерируемого в проволоке, увеличивается и степень плавления проволоки.31 Следовательно, возможно, что в проволоке присутствовало больше паров металла. дуговая колонна с YS308.
5 ЗАКЛЮЧЕНИЕ
Сильные УФ-излучения, возникающие при дуговой сварке чугуна, имеют следующие характеристики:
(а) Они более опасны при более высоких сварочных токах.(b) Величина опасности зависит от процесса сварки и увеличивается в следующем порядке: GMAW> SMAW> GTAW. (c) Уровень опасности зависит от используемого присадочного материала, и большая опасность возникает, когда E4916 используется в SMAW, а YS308 используется в GMAW. (d) Компоненты, содержащиеся в присадочном материале, влияют на опасность ультрафиолетового излучения, и степень влияния составляет Fe> Ni, Cr (e) Компоненты (Ni, Cr), содержащиеся в проволоке YS308, увеличивают электрическое сопротивление проволоки. , а опасность УФИ усиливается из-за увеличения количества паров металла, попадающих в столб дуги.
РАСКРЫТИЕ ИНФОРМАЦИИ
Утверждение протокола исследования : Нет данных. Информированное согласие : Нет данных. Регистрационный номер и регистрационный номер. исследования / испытания : N / A. Исследования на животных : н / д. Конфликт интересов : н / д.
ВКЛАД АВТОРА
TO, NF и HN придумали идеи; TO, HN и JT собрали данные; HN и JT проанализировали данные; NF, HN и JT координировали написание.
ССЫЛКИ
- 1 Японское общество сварщиков. Отчет об исследовании эффективности средств защиты глаз от оптического излучения: Shakouhogogu no seinouhyouka tou ni kansuru chousa kenkyu seika houkokusyo. Токио, Япония; 1980 (на японском языке).
- 2 Японский комитет по промышленным стандартам.JIS K 0212: Технические термины для аналитической химии (оптическая часть). Токио, Япония: Японская ассоциация стандартов; 2007 (на японском языке).
- 3 Международная комиссия по освещению. Международный словарь по освещению: Стандарт CIE S 017 / E: 2011. Вена, Австрия: Международная комиссия по освещению; 2011 г.
- 4 Управление глобальной и комплексной гигиены окружающей среды Всемирной организации здравоохранения.Воздействие ультрафиолетового излучения на здоровье и окружающую среду: Краткое изложение критериев гигиены окружающей среды 160, Ультрафиолетовое излучение. Женева, Швейцария: Всемирная организация здравоохранения; 1995 г.
- 5Sliney D, Wolbarsht M. Безопасность с лазерами и другими оптическими источниками. Нью-Йорк, штат Нью-Йорк: Plenum Press; 1980 г.
- 6Emmet EA, Buncher CR, Suskind RB, Rowe KW.Кожные и глазные заболевания у сварщиков дуговой сварки и лиц, подвергшихся сварочным работам. Дж. Оккуп Мед. . 1981; 23: 85-90.
- 7 Департамент исследований и статистики Секретариата министра. Ежегодник текущей производственной статистики: чугун и сталь, цветные металлы и готовые металлы. Токио, Япония: Министерство экономики, торговли и промышленности; 2016 (на японском языке).
- 8Фуджи Н., Такахаши Дж., Сузуки Х., Ясуда К.Сравнение прочностных характеристик сварных соединений чугун / низкоуглеродистая сталь при различных сварочных процессах. Q J Jpn Weld Soc . 2005; 23 (2): 302-310 (на японском языке).
- 9Фуджи Н., Хонда Х, Фукасе А., Ясуда К. Сравнение прочностных характеристик сварных соединений чугуна с шаровидным графитом при различных сварочных процессах. Q J Jpn Weld Soc . 2007; 25 (2): 261–267. (На японском языке).
- 10Тамура Х, Като Н.Современный прогресс в методах сварки чугуна. Тецу-то-Хагане . 1987; 73 (6): 596-608. (на японском языке).
- 11Курияма Р. Функции и характеристики флюса покрытия на покрытых электродах. Kobe Steel Eng Rep . 2018; 67 (1): 44-48 (на японском языке).
- 12Sliney D, Wolbarsht M. Безопасность с лазерами и другими оптическими источниками.Нью-Йорк, штат Нью-Йорк: Plenum Press; 1980 г.
- 13Окуно Т., Сайто Х., Ходжо М., Кохьяма Н. Оценка опасности ультрафиолетового излучения, испускаемого дуговой сваркой и другими процессами. Оккупация здоровья J . 2005; 28 (2): 65-71 (на японском языке).
- 14Накашима Х., Уцуномия А., Такахаши Дж., Фуджи Н., Окуно Т. Опасность ультрафиолетового излучения при дуговой сварке низкоуглеродистой стали в газовой среде. Дж. Здоровье . 2016; 58: 452-459.
- 15Накашима Х., Уцуномия А., Фуджи Н., Окуно Т. Исследование ультрафиолетового излучения, испускаемого при сварке MIG алюминиевых сплавов. Дж. Легкая сварка с металлом . 2014; 52: 290-298. (На японском языке).
- 16Накашима Х., Уцуномия А., Фудзи Н., Окуно Т. Опасность ультрафиолетового излучения при дуговой сварке алюминиевых сплавов газом вольфрамовым электродом. Инд Здоровье . 2016; 54: 149–156.
- 17Nakashima H, Fujii N, Okuno T., Enomoto M. Опасность ультрафиолетового излучения при сварке магниевых сплавов в инертном газе вольфрамом и металла в инертном газе. Дж. Легкая сварка с металлом . 2016; 54 (1): 17-23 (на японском языке).
- 18 Американская конференция государственных специалистов по промышленной гигиене.TLV 2018 ® и BEI ® . Цинциннати: Американская конференция государственных специалистов по промышленной гигиене; 2018.
- 19 Gigahertz-Optik: XD-45-HUV лист данных. [Онлайн]; https://www.gigahertz-optik.de/en-us/product/XD-45-HUV/getpdf. По состоянию на 20 января 2019 г.
- 20 Национальный институт стандартов и технологий: форма строк базы данных атомных спектров.[Онлайн]; 2018. https://physics.nist.gov/PhysRefData/ASD/lines_form.html. По состоянию на 22 марта 2019 г.
- 21 Японский комитет по промышленным стандартам. JIS G 5502: отливки из чугуна с шаровидным графитом. Токио, Япония: Японская ассоциация стандартов; 2001. (на японском языке).
- 22 Японский комитет по промышленным стандартам. JIS Z 3252: Покрытые электроды, сплошные проволоки, стержни и порошковые проволоки для чугуна.Токио, Япония: Японская ассоциация стандартов; 2012. (на японском языке).
- 23 Японский комитет по промышленным стандартам. JIS Z 3233: Вольфрамовые электроды для дуговой сварки в среде защитного газа, а также для плазменной резки и сварки. Токио, Япония: Японская ассоциация стандартов; 2001. (на японском языке).
- 24 Японский комитет по промышленным стандартам.JIS Z 3211: Покрытые электроды для низкоуглеродистой, высокопрочной и низкотемпературной стали. Токио, Япония: Японская ассоциация стандартов; 2008. (на японском языке).
- 25 Японский комитет по промышленным стандартам. JIS Z 3312: Сплошная проволока для сварки MAG и MIG низкоуглеродистой, высокопрочной и низкотемпературной стали. Токио, Япония: Японская ассоциация стандартов; 2009. (на японском языке).
- 26Комитет Дж.JIS Z 3321: Стержни, проволока и ленточные электроды из нержавеющей стали для сварки. Токио, Япония: Японская ассоциация стандартов; 2013. (на японском языке).
- 27Itomura S, Heshiki K, Matsuda F. Оценка склонности к растрескиванию чугуна с шаровидным графитом с помощью испытания имплантата; Исследование трещинообразования при сварке чугуна с шаровидным графитом (Отчет 1). Q J Jpn Weld Soc . 1985; 3 (4): 789-795 (на японском языке).
- 28 Японский комитет по промышленным стандартам.JIS T 8142: Средства индивидуальной защиты лица при сварке. Токио, Япония: Японская ассоциация стандартов; 2003. (на японском языке).
- 29 Японский комитет по промышленным стандартам. JIS T 8141: Индивидуальные средства защиты глаз от оптического излучения. Токио, Япония: Японская ассоциация стандартов; 2016. (на японском языке).
- 30Tsujimura Y, Tanaka M. Численное моделирование свойств источника тепла с поведением паров металла при сварке GMA. Q J Jpn Weld Soc . 2012; 30 (1): 68–76. (На японском языке).
- 31Хирата Ю. Физика сварки [III], скорость плавления и распределение температуры электродной проволоки. J Jpn Weld Soc . 1994; 63 (7): 484–488. (на японском языке).
- 32 Kobe Steel Welding Business. Yousetubou-kakuron. Кобе, Япония: предприятие по сварке стали в Кобе; 1964 г.(на японском).
- 33Йошитаке С., Накамура Х. Сварка нержавеющей стали. В: К. Мацуяма, изд. Yousetsu zensyo. Токио, Япония: Sanpo Publications, Inc.; 1979: 28-29. (На японском языке).
Свидетельство о выполнении: Сварочный сертификат (CC Вы можете работать с такими настройками или специальностями:
| На протяжении всего этого сертификата у вас будет возможность посещать занятия, чтобы узнать широкий спектр сварочных технологий:
| Узнайте больше о том, как финансовая помощь и стипендии могут помочь вам получить необходимое образование. |