Аппарат для сварки ленточных пил G 10-40 Griggio (Италия)
Сварочные аппараты предназначены для контактной сварки в стык с последующим отжигом ленточных пил постоянным током.
В комплект поставки входят: аппарат для сварки и ножницы для обрезки концов ленточных пил.
| Техническая характеристика | |
Ширина свариваемых пил, мм |
10 – 40 |
Толщина свариваемых пил, мм |
0,4 – 1,5 |
Потребляемая мощность, кВт |
4,5 |
Габарит, мм |
450х400х300 |
Масса, кг |
49 |
Производитель: Griggio
Родина бренда: Италия
| Техническая характеристика | |
Ширина свариваемых пил, мм |
10 – 40 |
Толщина свариваемых пил, мм |
0,4 – 1,5 |
Потребляемая мощность, кВт |
4,5 |
Габарит, мм |
450х400х300 |
Масса, кг |
49 |
Отзывы об Аппарате для сварки ленточных пил G 10-40
Пока нет отзывов на данный товар.
Оставить свой отзыв
Ваш отзыв поможет другим людям сделать выбор. Спасибо, что делитесь опытом!
В отзывах запрещено:Использовать нецензурные выражения, оскорбления и угрозы;
Публиковать адреса, телефоны и ссылки содержащие прямую рекламу;
Писать отвлеченные от темы и бессмысленные комментарии.
Информация не касающаяся товара будет удалена.
Аппарат для сварки ленточных пил
Инструмент для ленточнопильных станков постоянно работает при воздействии растягивающих напряжений, отчего пилы часто разрываются. Несмотря на то, что инструментальные стали не очень охотно свариваются, единственным способом восстановления работоспособности лезвий считается всё же сварка пильного полотна. Для чего, естественно, потребуется аппарат для сварки ленточных пил.
Особенности сварки
При обрыве части ленточной пилы, необходимо подготовить лезвие к сварке. Оксидную плёнку тщательно удаляют с обеих поверхностей, поскольку такая плёнка мешает надёжной сварке, а иногда совсем прерывает процесс. После обезжиривания участок протирают влажной ветошью.
Оксидную плёнку тщательно удаляют с обеих поверхностей, поскольку такая плёнка мешает надёжной сварке, а иногда совсем прерывает процесс. После обезжиривания участок протирают влажной ветошью.
Следующей подготовительной стадией является шлифование торцов свариваемого пильного полотна. В домашних условиях для этих целей используют фрезер, а при надёжном закреплении кромок полотна на слесарном верстаке сгодится и обычная «болгарка» с мелкозернистым абразивным диском. Кромки затачивают под углом 45º, а затем прикладывают друг к другу, проверяя, чтобы между ними не было видимого зазора.
Бывает, что разорванное пильное полотно деформировано. Сварка ленточных пил по металлу со скрученным лезвием невозможна, поэтому придётся предварительно провести отпуск, режим которого подбирается соответственно марке стали. Для ленточных пил, которые изготовлены из быстрорежущих сталей, режим отпуска заключается в их нагреве до 300…400ºС, выдержке при этой температуре в течение 2…3 минут и последующем медленном охлаждении на спокойном воздухе. Ленточные пилы из углеродистых легированных сталей отпускают при более низкой температуре – 180…250ºС.
Ленточные пилы из углеродистых легированных сталей отпускают при более низкой температуре – 180…250ºС.
Сварка кромок может быть только стыковой.
Оборудование
Станки для сварки ленточных пил подразделяются на стационарные и мобильные. Последние представляют собой импульсные агрегаты использующие принцип сварочного инвертора. Стационарные станки для сварки ленточных пил работают от трёхфазной сети 380 В, и обладают повышенными технологическими возможностями.
Последовательность действия аппарата для стыковой сварки ленточных пил такова. Фиксация заготовки происходит в зажимном устройстве, которое имеет две стороны. Левая, неподвижная часть электрически изолирована. Правая – подвижная – соединяется с заземлителем. После зажима краёв разорванного пильного полотна обе части сближаются, и к ним прикладывается давление прижима. Источником давления могут быть:
- Механические передачи типа «винт-гайка» (для портативных аппаратов).

- Пружина (используется также в самодельных устройствах).
- Энергия сжатого воздуха.
- Гидравлика.

В большинстве конструкций используется пневматический прижим, что удобно, поскольку для охлаждения сварочного аппарата всё равно потребуется достаточно мощный вентилятор.
В процессе разогрева сжимаемые кромки лезвия плавятся. После этого давление должно поддерживаться ещё некоторое время, для того, чтобы удалить легкоплавкие примеси из сварного шва. При этом расход электроэнергии практически не снижается. Такой недостаток отсутствует в аппаратах для сварки ленточных пил, которые реализуют контактный флеш-метод сварки. При этом давление к заготовке прикладывается не всё время, а лишь в конечный момент процесса, когда ток (из-за больших зазоров) уже разогрел кромку лезвия до достаточно высокой температуры.
Модели и принципы их выбора
Машины для электросварки ленточных пил контактным способом подбирают по таким параметрам:
- Мощности (в том числе, и автоматического выключателя тока).
- Наличию предохранителя от перегрузки.
- Диапазону изменения усилия прижима и возможность его автоматического регулирования.
- Способу изменения RC-сопротивления: при малых диапазонах необходимо более тщательно следить за состоянием поверхности зажимных губок.
- Материалу зажимных губок (его твёрдости в горячем состоянии и наличию антикоррозионного покрытия).
- Присутствию встроенного пирометра, по которому оператор может судить о температуре нагрева торцов ленточной пилы.

Из мощных станков для контактной сварки стоит выделить машину модели ESAB ZFR 10 BT шведского производства. Она работает от источника постоянного тока и может сваривать пильные полотна шириной до 160 мм, при наибольшем усилии прижима 1200 кН, причём для сжатия используется гидравлический узел. Привод станка – автоматический, включая устройство для последующей шлифовки грата. Отжиг готового участка производится по программе, в зависимости от назначения ленточной пилы и марки стали, из которой она произведена.
Подобным оборудованием отечественного производства является станок модели АСП-1600. Его технические характеристики:
- Ширина свариваемого лезвия, мм – до 90.
- Мощность, кВА — 4…9.
- Питающее напряжение, В – 380.
- Производительность, циклов в час – до 10.
Из мобильных агрегатов аналогичного назначения отметим G10-60 от итальянской компании Griggio. Станок компактен, оснащён устройством автоматического регулирования усилия прижима, обладает следующими эксплуатационными параметрами:
- Ширина свариваемого лезвия, мм – до 60.
- Мощность, кВА — до 4,5.
- Питающее напряжение, В – 220.
- Производительность, циклов в час – до 15.
В комплект поставки входят ножницы для предварительной обрезки дефектных концов пил.
|
1. наибольшая наименьшая |
150 30 |
| 2. Толщина свариваемых пил, мм:
наибольшая наименьшая |
1,6 0,8 |
|
3. Диаметр шлифовального круга, мм. |
100 |
|
4. Толщина шлифовального круга, мм. |
50 |
|
5. Окружная скорость шлифовального круга, м/c. |
16 |
|
6. Габаритные размеры сварочного аппарата, мм, не более: длина/ширина/высота |
700/450/670 |
|
7. длина/ширина/высота |
935/350/250 |
|
8. Габаритные размеры приспособления для зачистки сварочного шва, мм, не более длина/ширина/высота |
650/260/380 |
|
9. Масса сварочного аппарата, кг. |
185 |
|
10. Масса ножниц, кг. |
50 |
|
11. Масса приспособления для зачистки сварочного шва, кг. |
40 |
|
12. Класс точности по ГОСТ 8 |
Н |
|
13. Норма обслуживания, чел. |
1 |
|
Характеристика электрооборудования |
|
|
14. |
Переменный трёхфазный |
|
15. Частота тока, Гц. |
50 |
|
16. Количество электродвигателей, шт. |
1 |
|
17. Электродвигатель привода шлифовального круга: мощность, кВт. синхронная частота вращения, об/мин. |
0,12 3000 |
|
18. Сварочный трансформатор: напряжение, В. мощность, кВА. |
380/3,3 19 |
 Ширина свариваемых пил, мм:
Ширина свариваемых пил, мм: Габаритные размеры ножниц, мм, не более:
Габаритные размеры ножниц, мм, не более: Род тока питающей сети
Род тока питающей сетиОборудование для сварки ленточных пил
Инструмент для ленточнопильных станков постоянно работает при воздействии растягивающих напряжений, отчего пилы часто разрываются. Несмотря на то, что инструментальные стали не очень охотно свариваются, единственным способом восстановления работоспособности лезвий считается всё же сварка пильного полотна. Для чего, естественно, потребуется аппарат для сварки ленточных пил.
Несмотря на то, что инструментальные стали не очень охотно свариваются, единственным способом восстановления работоспособности лезвий считается всё же сварка пильного полотна. Для чего, естественно, потребуется аппарат для сварки ленточных пил.
Особенности сварки
При обрыве части ленточной пилы, необходимо подготовить лезвие к сварке. Оксидную плёнку тщательно удаляют с обеих поверхностей, поскольку такая плёнка мешает надёжной сварке, а иногда совсем прерывает процесс. После обезжиривания участок протирают влажной ветошью.
Следующей подготовительной стадией является шлифование торцов свариваемого пильного полотна. В домашних условиях для этих целей используют фрезер, а при надёжном закреплении кромок полотна на слесарном верстаке сгодится и обычная «болгарка» с мелкозернистым абразивным диском. Кромки затачивают под углом 45 º , а затем прикладывают друг к другу, проверяя, чтобы между ними не было видимого зазора.
Бывает, что разорванное пильное полотно деформировано. Сварка ленточных пил по металлу со скрученным лезвием невозможна, поэтому придётся предварительно провести отпуск, режим которого подбирается соответственно марке стали. Для ленточных пил, которые изготовлены из быстрорежущих сталей, режим отпуска заключается в их нагреве до 300…400 º С, выдержке при этой температуре в течение 2…3 минут и последующем медленном охлаждении на спокойном воздухе. Ленточные пилы из углеродистых легированных сталей отпускают при более низкой температуре – 180…250 º С.
Сварка ленточных пил по металлу со скрученным лезвием невозможна, поэтому придётся предварительно провести отпуск, режим которого подбирается соответственно марке стали. Для ленточных пил, которые изготовлены из быстрорежущих сталей, режим отпуска заключается в их нагреве до 300…400 º С, выдержке при этой температуре в течение 2…3 минут и последующем медленном охлаждении на спокойном воздухе. Ленточные пилы из углеродистых легированных сталей отпускают при более низкой температуре – 180…250 º С.
Сварка кромок может быть только стыковой.
Оборудование
Станки для сварки ленточных пил подразделяются на стационарные и мобильные. Последние представляют собой импульсные агрегаты использующие принцип сварочного инвертора. Стационарные станки для сварки ленточных пил работают от трёхфазной сети 380 В, и обладают повышенными технологическими возможностями.
Последовательность действия аппарата для стыковой сварки ленточных пил такова. Фиксация заготовки происходит в зажимном устройстве, которое имеет две стороны. Левая, неподвижная часть электрически изолирована. Правая – подвижная – соединяется с заземлителем. После зажима краёв разорванного пильного полотна обе части сближаются, и к ним прикладывается давление прижима. Источником давления могут быть:
Левая, неподвижная часть электрически изолирована. Правая – подвижная – соединяется с заземлителем. После зажима краёв разорванного пильного полотна обе части сближаются, и к ним прикладывается давление прижима. Источником давления могут быть:
- Механические передачи типа «винт-гайка» (для портативных аппаратов).
- Пружина (используется также в самодельных устройствах).
- Энергия сжатого воздуха.
- Гидравлика.
В большинстве конструкций используется пневматический прижим, что удобно, поскольку для охлаждения сварочного аппарата всё равно потребуется достаточно мощный вентилятор.
В процессе разогрева сжимаемые кромки лезвия плавятся. После этого давление должно поддерживаться ещё некоторое время, для того, чтобы удалить легкоплавкие примеси из сварного шва. При этом расход электроэнергии практически не снижается. Такой недостаток отсутствует в аппаратах для сварки ленточных пил, которые реализуют контактный флеш-метод сварки. При этом давление к заготовке прикладывается не всё время, а лишь в конечный момент процесса, когда ток (из-за больших зазоров) уже разогрел кромку лезвия до достаточно высокой температуры.
Модели и принципы их выбора
Машины для электросварки ленточных пил контактным способом подбирают по таким параметрам:
- Мощности (в том числе, и автоматического выключателя тока).
- Наличию предохранителя от перегрузки.
- Диапазону изменения усилия прижима и возможность его автоматического регулирования.
- Способу изменения RC-сопротивления: при малых диапазонах необходимо более тщательно следить за состоянием поверхности зажимных губок.
- Материалу зажимных губок (его твёрдости в горячем состоянии и наличию антикоррозионного покрытия).
- Присутствию встроенного пирометра, по которому оператор может судить о температуре нагрева торцов ленточной пилы.
Из мощных станков для контактной сварки стоит выделить машину модели ESAB ZFR 10 BT шведского производства. Она работает от источника постоянного тока и может сваривать пильные полотна шириной до 160 мм, при наибольшем усилии прижима 1200 кН, причём для сжатия используется гидравлический узел. Привод станка – автоматический, включая устройство для последующей шлифовки грата. Отжиг готового участка производится по программе, в зависимости от назначения ленточной пилы и марки стали, из которой она произведена.
Привод станка – автоматический, включая устройство для последующей шлифовки грата. Отжиг готового участка производится по программе, в зависимости от назначения ленточной пилы и марки стали, из которой она произведена.
Подобным оборудованием отечественного производства является станок модели АСП-1600. Его технические характеристики:
- Ширина свариваемого лезвия, мм – до 90.
- Мощность, кВА — 4…9.
- Питающее напряжение, В – 380.
- Производительность, циклов в час – до 10.
Из мобильных агрегатов аналогичного назначения отметим G10-60 от итальянской компании Griggio. Станок компактен, оснащён устройством автоматического регулирования усилия прижима, обладает следующими эксплуатационными параметрами:
- Ширина свариваемого лезвия, мм – до 60.
- Мощность, кВА — до 4,5.
- Питающее напряжение, В – 220.
- Производительность, циклов в час – до 15.
В комплект поставки входят ножницы для предварительной обрезки дефектных концов пил.![]()
Ширина ленточных пил: 3 – 50; 10 – 60;
Толщина ленточных пил: 0,4 – 1,1; 0,4 – 1,1;
Потребляемая мощность: 4,5; 10; 20 кВт
Вес: 140 – 290 кг
Ширина ленточных пил: 10 – 200 мм
Толщина ленточных пил: 0,6 – 3,2 мм
Потребляемая мощность: 4,0 кВт
Ширина ленточных пил: 10 – 200 мм
Толщина ленточных пил: 0,6 – 3,2 мм
Потребляемая мощность: 0,37 кВт
Ширина ленточных пил: 3 – 50 мм
Толщина ленточных пил: 0,4 – 1,2 мм
Потребляемая мощность: 8,0 кВт
Ширина ленточных пил: 20 – 60 мм
Толщина ленточных пил: 0,5 – 1,2 мм
Потребляемая мощность: 8 кВт
Ширина ленточных пил: 10 – 40 мм
Толщина ленточных пил: 0,5 – 1,2 мм
Потребляемая мощность: 4,5 кВт
Trade-in
Наша компания предоставляет уникальную возможность приобрести новый четырехсторонний станок по системе Trade -in:
Восстановительные и ремонтные работы на режущем инструменте – пилах, ножах и пр. , производят как специализированные мастерские, так и отдельные цеха на деревообрабатывающем производстве. Именно для профессионалов своего дела наша компания предлагает приобрести по доступным ценам аппараты для сварки ленточных пил, произведенные в Германии, Турции и Италии.
, производят как специализированные мастерские, так и отдельные цеха на деревообрабатывающем производстве. Именно для профессионалов своего дела наша компания предлагает приобрести по доступным ценам аппараты для сварки ленточных пил, произведенные в Германии, Турции и Италии.
Основное количество моделей этого класса использует сварочный метод оплавления, который обеспечивает идеальное качество сварного шва за счет отсутствия нежелательных примесей. На протяжении всего срока эксплуатации аппараты для сварки ленточных пил показывают стабильное воспроизведение заданных параметров сварки и отжига.
Высокое качество выполнения всех работ на этих станках обеспечено не только конструктивно, но и путем применения новейших приспособлений, таких, как пружинная система осадки и гидравлическая система прижима.
Автоматизированные процессы сварки и отжига позволяют проводить цифровой контроль величины сварного тока. В каталоге оборудования, которое предлагает наша компания, лучшие аппараты для сварки ленточных пил имеют возможность работать с видовым многообразием этих инструментов по дереву и металлу, биметаллических ленточных пил и ножей. Отдельный станок для зачистки сварных швов на ленточных пилах обслуживает инструменты шириной 10-200 мм и толщиной 0,6-3,2 мм.
Отдельный станок для зачистки сварных швов на ленточных пилах обслуживает инструменты шириной 10-200 мм и толщиной 0,6-3,2 мм.
Специалисты нашей компании помогут подобрать сварочный аппарат нужной вам производительности и оказать необходимые сервисные услуги высокого уровня.
Ленточная пила представляет собой неразъемное замкнутое изделие, с частыми зубьями на одной из сторон. Проще говоря, это кольцо из гибкого металла, на одной стороне которого есть зубья. Ленточные пилы широко применяются при конструировании дерево- и металлообрабатывающих станков.
Если есть спрос на пилы подобного типа, значит необходима и их предварительная сварка. В этой статье мы подробно расскажем, как выполняется сварка ленточных пил своими руками.
Общая информация
На первый взгляд сварка и пайка ленточных пил по дереву или по металлу не кажется такой уж сложной задачей. Работа простая и незамысловатая. Это действительно так, но есть свои нюансы. Вы должны учитывать, что ленточная пила в процессе эксплуатации испытывает значительные нагрузки. Эти нагрузки постоянно растягивают и изгибают пилу. И если пила с успехом справляется, то сварное соединение может не выдержать этих нагрузок. И дело здесь только в качестве работ. Чтобы шов выдержал все нагрузки необходимо, чтобы он был таким же прочным, как и сама пила.
Эти нагрузки постоянно растягивают и изгибают пилу. И если пила с успехом справляется, то сварное соединение может не выдержать этих нагрузок. И дело здесь только в качестве работ. Чтобы шов выдержал все нагрузки необходимо, чтобы он был таким же прочным, как и сама пила.
Как добиться качественного соединения? Конечно, доверив сварку специальному аппарату. Чтобы добиться прочного неразъемного шва можно использовать технологию контактной стыковой сварки. Но при этом использовать специальный аппарат для сварки ленточных пил. Давайте поговорим об этом подробнее.
Применяемое оборудование
Существует отдельная группа сварочных аппаратов для работы с ленточными пилами. Они так и называются — станок для сварки ленточных пил. Все они отличаются лишь степенью автоматизации. Самые простые бюджетные модели имеют на борту ручную регулировку режима сварки и контроля формирования шва. А самые дорогие модели способны выполнять сварку в автоматическом режиме без оператора.
Мы расскажем вам про простейший аппарат для сварки ленточных пил по дереву или металлу. Он изображен на картинке ниже. Конструкция проста: 1 — корпус, 2 — сварочный трансформатор, 3 — зажимной механизм с электродами, 4 — кнопка запуска.
Он изображен на картинке ниже. Конструкция проста: 1 — корпус, 2 — сварочный трансформатор, 3 — зажимной механизм с электродами, 4 — кнопка запуска.
Этапы сварочных работ
Резка
Для начала полотно пилы необходимо разрезать на заданную длину. Для резки можно использовать разные инструменты. Мы рекомендуем гильотинные ножницы, поскольку они дают наиболее ровный срез. Сам срез должен располагаться на вершине зубьев. Не забывайте оставлять примерно по 1-2 миллиметра со стороны реза на осадку.
Чтобы добиться точного среза можно использовать методику, изображенную на картинке ниже. После такой резки концы пилы будут ровными и отлично состыкуются. А это напрямую влияет на качество сварного шва.
Зачистка
После резки концы пилы нужно зачистить. Это стандартная подготовка металла под сварку. Очистите металл от загрязнений и следов коррозии. Затем обезжирьте любым растворителем. Например, ацетоном. После чего зачистите кромки с помощью абразивного материала. Мы используем наждачную бумагу. Следите, чтобы на кромках не было заусенцев. В идеале они должны быть гладкими и ровными.
Мы используем наждачную бумагу. Следите, чтобы на кромках не было заусенцев. В идеале они должны быть гладкими и ровными.
Установка пилы в зажимы
Выше мы уже могли ознакомиться с компонентами, из которых состоит станок для сварки ленточных пил. Мы говорили, что там есть зажимной механизм. Именно в него необходимо установить полотно пилы. У зажима есть подвижная и неподвижная часть. Установите один конец полотна в подвижную, а второй конец в неподвижную. Между зажимами есть свободное пространство. Вам необходимо установить полотно так, чтобы его стыки были ровно посередине этого пространства. Естественно, стык должен быть ровным и точным.
Выбор режима сварки
Далее необходимо выбрать режим сварки. Если у вас простейший сварочный аппарат, то все параметры нужно настроить вручную. Режим сварки выбирается исходя из размеров пилы и ее сечения. Чем сечение больше, тем больше значение сварочного тока. Это общие рекомендации.
Обычно к сварочному аппарату прилагает инструкция, в которой прописаны все режимы сварки в зависимости от размера полотна пилы. Также обратите внимание на настройку скорости подачи импульсов тока. У бюджетных моделей ее нужно контролировать вручную, иначе металл нагреется слишком сильно. Рекомендуемое время подачи тока — 1-2 секунды. В аппаратах подороже этот параметр регулируется автоматически.
Также обратите внимание на настройку скорости подачи импульсов тока. У бюджетных моделей ее нужно контролировать вручную, иначе металл нагреется слишком сильно. Рекомендуемое время подачи тока — 1-2 секунды. В аппаратах подороже этот параметр регулируется автоматически.
Сварка
Сварка для ленточных пил начинается с включения станка. Станок для сварки ленточных пил запускают в зависимости от модели. Это может быть отдельная кнопка или специальная рукоятка. После запуска к концам пилы будет подведен сварочный ток, который расплавит металл в зоне будущего шва. К пиле ток подводится через зажимы. После нагрева стыка подвижный зажим нужно немного сместить, чтобы сформировался сварной валик. Шов готов!
Следите, чтобы поверхность электродов была чистой перед сваркой. Необязательно вычищать все электроды, достаточно лишь ту часть, которая контактирует с полотном пилы. Если проигнорировать это правило, соединение получится некачественным. Загрязнения будут нарушать сопротивление цепи.
Отжиг
Далее следует отжиг. Он необходим, потому что в результате сварки металл становится слишком твердым, из-за чего повышается его хрупкость. Отжиг помогает вернуть полотну его исходное состояние. После отжима металл снова становится пластичным, улучшаются его эксплуатационные характеристики.
Чтобы выполнить отжиг не нужно доставать полотно из зажима. Просто установите другой режим подачи тока. Главное — добиться температуры нагрева около 600 градусов. В дорогих аппаратах есть отдельная функция отжига. Но если у вас простая бюджетная модель, то необходимо выполнить несколько дополнительных действий.
Прежде всего, учтите, что помимо нагрева нужно и охлаждать металл. И желательно выполнять эти операции поочередно. Нажмите на кнопку подачи тока и удерживайте ее, пока на табло не высветится температура нагрева. Затем отпустите и дайте металлу остыть. Чтобы полотно остывало равномерно, можно периодически нажимать на кнопку снова, не давая металлу быстро охлаждаться. Время охлаждения занимает в среднем 5 минут.
Время охлаждения занимает в среднем 5 минут.
Если на вашем аппарате нет табло с индикацией температуры нагрева, то можно ориентироваться на цвет металла. Обычно полотно приобретает вишневый оттенок, когда достигается необходимая температура нагрева. Не допускайте нагрева металла до оранжевого или желтого цвета. Иногда необходимо выполнить отжиг дважды.
Повторная зачистка
Во время отжига на полотне могут образоваться видимые наплывы. Их нужно убрать, выполнив повторную зачистку. Теперь она нужна не для технических, а для эстетических целей. Заодно можно поправить впадины между зубьями, придав им правильную геометрическую форму. Повторную зачистку можно выполнить любым инструментом с абразивом. Обработайте металл так, чтобы соединения практически не было видно.
Контроль качества
Сварка ленточных пил своими руками окончена. Но при отсутствии опыта у вас наверняка будут видимые дефекты. Так что проведите визуальный контроль качества. Внимательно осмотрите шов и убедитесь, что нетдефектов. Самые распространенные дефекты — смещение кромок, выброс расплавленного металла на полотно и непровар. Кромки смещаются из-за недостаточной силы тока. Выброс расплавленного металла наоборот при слишком большой силе тока. А непровары образовываются из-за малого давления или маленькой силы тока.
Самые распространенные дефекты — смещение кромок, выброс расплавленного металла на полотно и непровар. Кромки смещаются из-за недостаточной силы тока. Выброс расплавленного металла наоборот при слишком большой силе тока. А непровары образовываются из-за малого давления или маленькой силы тока.
Также необходимо проверить, насколько качественно был выполнен отжиг. Для этого согните полотно пилы в окружность. Диаметр окружности должен быть около 25 сантиметров. Теперь обратите внимание, какова форма изгиба полотна. Если форма похожа на круг, то отжиг выполнен качественно. Если похожа на букву V, то некачественно. Также посмотрите на поведение шва. Не появляются ли там трещины? Если трещины образовались, значит отжиг был слишком кратковременным или охлаждение было слишком быстрым.
Вместо заключения
Сварка ленточных пил своими руками — это несложный процесс, пусть и состоящий из множества этапов. Чтобы добиться качественного соединения необходимо правильно использовать оборудование для сварки пил по дереву и металлу, а также соблюдать технологию сварки. При этом сварочный аппарат для ленточных пил необязательно должен быть дорогостоящим. Простой сварочник вполне справится с этой задачей, пусть и с меньшей производительностью. А вы когда-нибудь занимались сваркой ленточных пил? Расскажите об этом в комментариях ниже. Желаем удачи в работе!
При этом сварочный аппарат для ленточных пил необязательно должен быть дорогостоящим. Простой сварочник вполне справится с этой задачей, пусть и с меньшей производительностью. А вы когда-нибудь занимались сваркой ленточных пил? Расскажите об этом в комментариях ниже. Желаем удачи в работе!
“>
Типовая инструкция. Сварка ленточных пил на агрегате модели АСЛП-18
Сварка ленточных пил
на агрегате модели АСЛП-18
Типовая Инструкция
Инструкция является руководством по сварке ленточных столярных и делительных пил шириной полотна от 30 мм до 175 мм, толщиной полотна от 0,8 мм до 1,6 мм.
Инструкция разработана в соответствии с требованиями руководства по эксплуатации агрегата модели АСЛП-18.
1 Цель
Установление технологического процесса сварки ленточных пил.
2 Область распространения
2.1 Сварка ленточных пил на агрегате АСЛП-18.
2.2 Исполнители – сварщик группы БИХ.
3 Определения
3.1 Наплыв – натекшие частицы жидкого металла на недостаточно разогретую поверхность основного металла.
3.2 Осадка – длина ленточнопильного полотна, которая теряется при сварке.
4 Обозначения и сокращения
4.1 БИХ – бюро инструментального хозяйства.
4.2 * – размер для справок.
5 Общие положения
Заточку и сварку пил производить согласно сменному заданию, выдаваемому мастером БИХ и настоящей инструкции.
6 Требования по безопасности труда и пожарной безопасности
6.1 При работе на агрегате соблюдать требования по безопасности труда.
6.2 Агрегат и приспособления для зачистки сварного шва должны быть заземлены.
6.3 Не допускается наличие легковоспламеняющихся материалов вблизи агрегата. Соблюдать общие противопожарные правила.
7 Ответственность и полномочия
7. 1 Ответственность за выполнение положений данной инструкции несет работник группы БИХ, закрепленный за операцией сварки ленточных пил на агрегате АСЛП-18.
1 Ответственность за выполнение положений данной инструкции несет работник группы БИХ, закрепленный за операцией сварки ленточных пил на агрегате АСЛП-18.
7.2 Ответственным за соответствие пилы требованиям данной инструкции является начальник БИХ.
7.3 Разряд выполняемой работы – 4.
8 Описание рабочего процесса
8.1 Для подготовки заготовок полотна использовать следующее оборудование и инструмент:
? заточной станок ЗТ-64;
? молоток 3.542.000.14;
? зубило 3.541.20021;
? абразивный круг ПП 450?40?127 24А40СМ1-2К.
8.2 В качестве инструментального материала ленточной пилы при отрезке заготовок из алюминиевых и магниевых сплавов используются стали 60С2А, 65Г, У8, Р6М5, Р18. Сварке подвергается ленточнопильное полотно шириной 50 мм, толщиной 1,3 мм ГОСТ 6532.
8.3 Подготовка агрегата к работе.
8.3.1 Параметры сварки ленточнопильного полотна выбираются по таблице 1
Т а б л и ц а 1 – Параметры сварки ленточнопильного полотна
|
Ширина ленты, мм |
Усилие осадки по шкале, кг |
Ступень тока |
Ход осадки, мм |
Расстояние между прижимами, мм |
|
30 |
1 |
1 |
3 |
10 |
|
40 |
1 |
1 |
3 |
10 |
|
50 |
2 |
1 |
3 |
10 |
8. 3.2 Установить расстояние «а» между прижимами по таблице 1.
3.2 Установить расстояние «а» между прижимами по таблице 1.
Установленный на шкале винт 4 с накатанной головкой фиксирует шкалу на установленной величине.
8.3.3 Установить ход осадки выбранный по таблице 1. Установка отжига и хода осадки указываются одной стрелкой на общей шкале 3 градуированной в мм. Установить усилие осадки рукояткой 5. Рукоятка должна легко перемещаться на требуемое деление от1 до 12. После того, как пила подготовлена и вставлена в зажимы, перестановкой рукоятки 1 влево, в положение «сварка» начинается процесс сварки.
8.3.4 Выключение происходит автоматически. Тормоз 8 уменьшает обратный удар пусковой рукоятки 1 при сильном нажатии осадки.
8.3.5 На передней стороне станины находится ступенчатый переключатель 11 для регулировки сварочного тока трансформатора, который имеет нулевое положение и 7 ступеней включения, посредством которых осуществляется настройка на различные значения ширины и толщины ленты.
Типовая инструкция. Сварка ленточных пил на агрегате модели АСЛП-18
Рисунок 1 – Общий вид агрегата АСЛП-18
8.3.6 При сварке нескольких одинаковых лент переключатель 11 оставлять на одной установленной величине. Переключатель отжига 12 имеет 4 ступени включения и нулевое положение, которое является одновременно и положением сварки. Так как агрегат электрически сблокирован, невозможно одновременно включить сварочный ток и ток отжига.
8.3.7 Прижимы 9 расположены сверху на агрегате и обеспечивают надежный контакт, исключают коробление пил.
Зажим и освобождение ленты производить посредством эксцентрикового нажимного устройства рычагов 10.
Свариваемые концы ленты на участке от 60 до 70 мм от края среза должны быть чистыми с обеих сторон и зачищены до чистого металла на заточном станке с абразивным кругом, обрезаны ровно без заусенец под прямым углом так, чтобы после зажима касались друг друга встык по всей ширине без просвета. Поверхность среза не должна быть изогнута.
Поверхность среза не должна быть изогнута.
8.3.8 Обрезку заготовки полотна производить зубилом. Зачистку под сварной шов производить на заточном станке ЗТ-64 с абразивным кругом ПП 450?40?127 24А40СМ1-2К. При зачистке оставлять припуск на осадку согласно рисунку 2. Место сварки должно быть в середине между вершинами зубьев.
Типовая инструкция. Сварка ленточных пил на агрегате модели АСЛП-18
Рисунок 2
8.3.9 Зажать конец ленточной пилы прижимом 9 так, чтобы он выступал из прижима, а середина ленточной пилы была точно под серединой прижима. Переместить упор 6 плотно к спинке ленточной пилы и закрепить винтом 7. Выверку упоров производить с помощью ЛМП-400 ГОСТ 17435.
8.4 Порядок работы.
8.4.1 Установить переключатель отжига 12 в нулевое положение соответствующее сварке.
8.4.2 Рукояткой 1 установить стрелку 2 на шкале 3 на соответствующий ход осадки. Зажать концы ленточной пилы встык эксцентриковыми рычагами 10.
8.4.3 Повернуть рукоятку 1 до конца влево в положение «сварка» и выдержать в этом положении. При этом положении начинается процесс сварки, продолжающийся около одной секунды. Выключение сварки происходит автоматически.
8.4.4 После сварки немедленно включить переключатель отжига 12 в положение I-II при узких и тонких лентах, в положение III-IV-V при более широких и толстых лентах. После этого в течение 9-10 сек неоднократно переключать ручку переключателя 12 назад на нуль. При этом замедляется охлаждение места сварки, и оно лучше отжигается.
8.4.5 Освободить рычагами 10 прижимы 9 и поворачивая рукоятку 1 вправо развести прижимы до наибольшего расстояния. При этом стрелка 2 на шкале 3 должна установиться в положение «отжиг». Повторно зажать ленту рычагами 10 так, чтобы место сварки лежало точно по середине прижимов 9. Включить переключатель отжига 12 в положение II-III, чтобы место сварки дошло до равномерного темно-красного каления и выдержать от 1 до 5 минут, дать медленно остыть.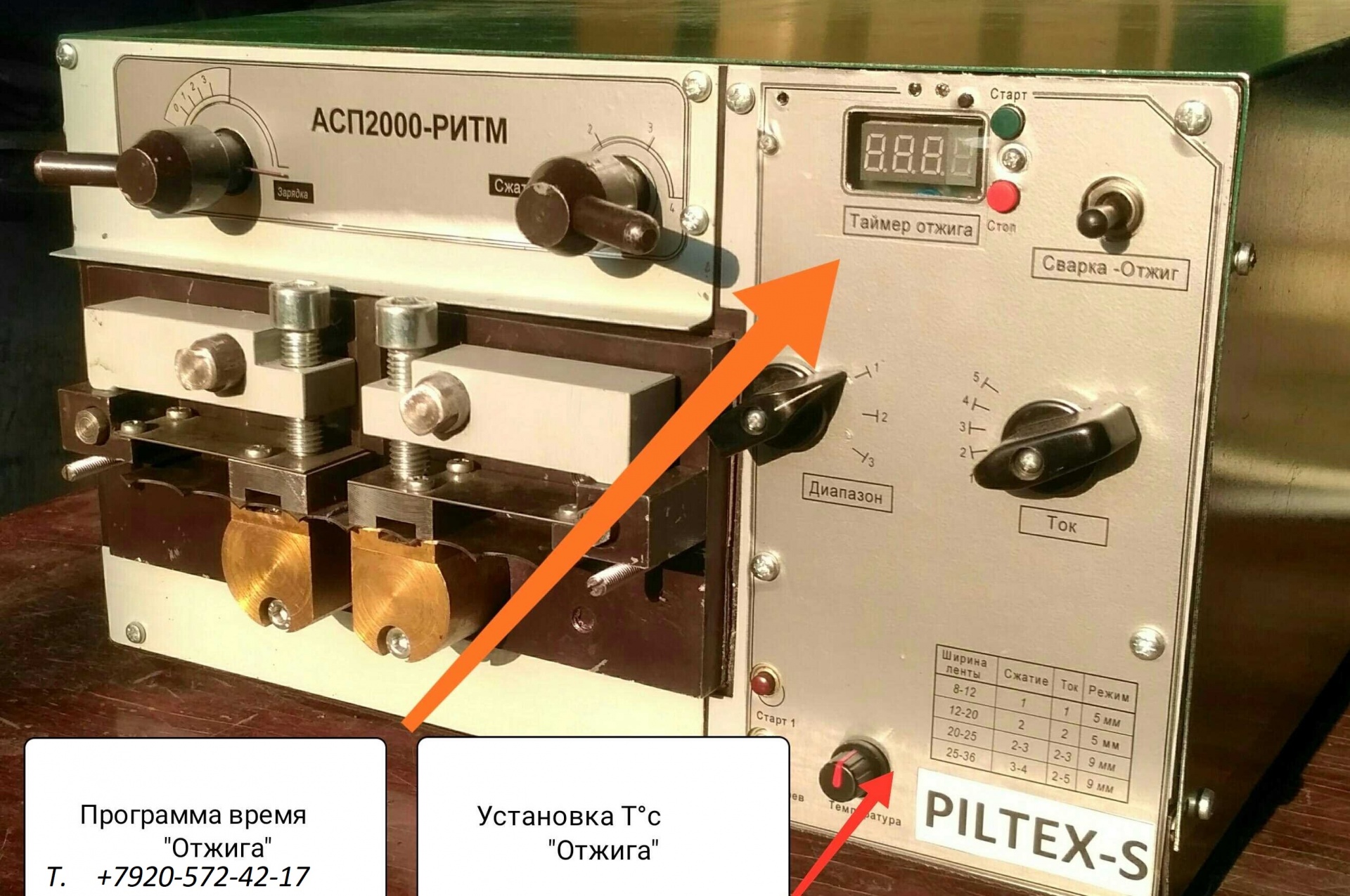 После охлаждения место сварки и скошенные промежутки между зубьями зачистить на заточном станке, остальные поверхности сварного стыка зачистить на заточном станке ШС7.
После охлаждения место сварки и скошенные промежутки между зубьями зачистить на заточном станке, остальные поверхности сварного стыка зачистить на заточном станке ШС7.
П р и м е ч а н и я
1 Ленточную пилу зачищать только вдоль шва;
2 Отжиг и сварка зависят от материала пил, поэтому режимы их могут несколько изменяться. Если при сварке получаются раковины или отгибание краев пилы друг от друга, то следует соответственно переключателем 11 уменьшить или увеличить на одно деление ступень тока, не меняя остальные исходные данные;
3 Агрегат содержать в чистоте, особое внимание обратить на чистоту прижимов. После каждой сварки протащить ветошь между прижимами и электродами (латунным основанием) для того, чтобы удалить разбрызганные при сварке наплывы. Периодически один раз в квартал прижимы должны сниматься и очищаться от посторонних материалов.
9 Критерии качества выполнения процесса
9.1 Режим сварки подбирать согласно таблице 1.
Порядок разработки и управления.
Обеспечение технологической точности оборудования. Порядок проведения работ.
Пожарная безопасность. Общие противопожарные правила.
Инструкция по охране труда при точечной, шовной и стыковой сварке металлов.
Приложение 1
Таблица регистрации изменений (текстовый документ)
|
Таблица регистрации изменений |
||||||||
|
Изм. |
Номера листов (страниц) |
Всего листов (страниц в док.) |
Номер док. |
Подп. |
Дата |
|||
|
изме- ненных |
заме- ненных |
новых |
аннули- рованных |
|||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Руководитель подразделения____________________________
(фамилия, подпись, )
Превосходный сварочный аппарат для ленточных пил
Повысьте производительность и эффективность своего сварочного бизнеса с помощью сенсационного сварочного аппарата для ленточных пил , доступного по привлекательным предложениям на Alibaba. com. Этот сварочный аппарат для полотна ленточной пилы оснащен революционными инновациями, которые делают сварку простой и приятной. Они включают в себя передовые материалы и дизайн, которые обеспечивают высокую производительность на протяжении их непревзойденно долгого срока службы.Сварочный аппарат для ленточной пилы потребляет мало электроэнергии при сохранении заданной производительности, независимо от того, используется ли он в личных целях или в коммерческих целях.
com. Этот сварочный аппарат для полотна ленточной пилы оснащен революционными инновациями, которые делают сварку простой и приятной. Они включают в себя передовые материалы и дизайн, которые обеспечивают высокую производительность на протяжении их непревзойденно долгого срока службы.Сварочный аппарат для ленточной пилы потребляет мало электроэнергии при сохранении заданной производительности, независимо от того, используется ли он в личных целях или в коммерческих целях.
Передовые изобретения, лежащие в основе сварочного аппарата для ленточной пилы Конструкции и стили делают их очень гибкими и применимыми для решения самых разных сварочных задач. Сварочный аппарат для полотна ленточной пилы не подвержен неблагоприятным воздействиям высоких температур или холода, что делает его пригодным и применимым в широком диапазоне погодных условий.У них есть широкий выбор, который учитывает множество факторов и предпочтения пользователей, поэтому покупатели могут быть уверены, что найдут наиболее подходящий сварочный аппарат для ленточной пилы для своих нужд.
Доступность этих сварочных аппаратов для ленточных пил на Alibaba.com вызывает недоумение, учитывая их неограниченную мощность и поразительную производительность. Эксплуатационные и эксплуатационные расходы аппарата для сварки полотна ленточной пилы также невероятно низкие благодаря легкодоступным запасным частям и простоте их ремонта.Они также просты в установке и использовании, поэтому вы не теряете продуктивность из-за технических деталей. Тем не менее, вы можете связаться с различными поставщиками и продавцами машины для сварки ленточной пилы на сайте, если вам потребуются дополнительные инструкции.
Поднимите свой сварочный бизнес на новый уровень с помощью привлекательного сварочного аппарата для полотна ленточной пилы на Alibaba.com. Вы также можете купить их для личного пользования у себя дома. Независимо от характера ваших целей, вы найдете наиболее подходящий сварочный аппарат для полотна ленточной пилы для их выполнения.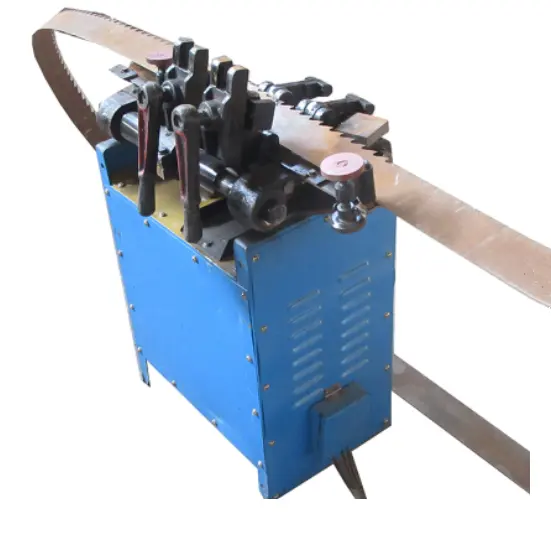 Воспользуйтесь скидками сегодня и убедитесь, что вы можете платить доступные цены за качественную продукцию.
Воспользуйтесь скидками сегодня и убедитесь, что вы можете платить доступные цены за качественную продукцию.
Электросварка 3 кВА BBW-325 Ленточная пила из углеродистой стали Сварочный аппарат для стыковой сварки BUTT WELDER (Ref No: 160211)
НОВАЯ ЭЛЕКТРОСВАРОЧНАЯ УГЛЕРОДНАЯ СТАЛЬНАЯ ЛЕНТОЧНАЯ ПИЛА, СВАРКА 3KVA
МОДЕЛЬ: BBW-325
СВАРОЧНОСТЬ – ШИРИНА ЛЕЗВИЯ: 3–25 мм, ТОЛЩИНА: 0,6–1,2 мм
Применения: Установка для стыковой сварки лезвий ленточной пилы из углеродистой стали предназначена для сварки ленточных пил из углеродистой стали.
Электросварная машина для стыковой сварки ленточной пилы из углеродистой стали 3KVA Модель: BBW-325
Свариваемость: полотна ленточной пилы из углеродистой стали – ширина: 3-25 мм, толщина: 0,6-1,2 мм
* Свариваемые материалы – углеродистая сталь.
Характеристики:
– Быстрая и простая сварка экономит время.
– Сварные швы высокого качества без перекоса.
– Без дополнительного припоя и флюса.
– Быстрая подготовка концов ленты.
– Прочная конструкция – долговечность и надежность.
– Прецизионное управление достигается за счет движения подвижных губок по износостойким прецизионным шариковым направляющим, которые уменьшают трение и обеспечивают максимальную точность сварки.
– Зажимное устройство, регулируемое на постоянное давление. Зажим осуществляется с помощью быстродействующих зажимов, а выравнивание происходит автоматически и идеально, что так важно в современных методах производства.
Сварочный процесс
– Соединяемые пильные полотна должны быть обрезаны прямо, под прямым углом и без заусенцев с помощью специальной режущей насадки (дополнительное оборудование).
– Сварочный ток, давление осадки и способ осадки устанавливаются в соответствии с шириной лезвия.
– Концы лезвий жестко зажаты в специальных быстродействующих зажимах, установленных на станке.
– При нажатии на рычаг сварки начинается процесс сварки.
– Два конца нагреваются до температуры штамповки за несколько секунд, а затем автоматически штампуются (осаживаются).
-Сварочный ток отключается автоматически.
– Зажим снят, сварка завершена.
Процесс отжига
– Рычаг переключателя способа осадки теперь повернут в положение отжига, и задание снова фиксируется с увеличенным расстоянием между губками, которое автоматически появляется при переводе рычага в положение отжига.
– При нажатии переключателя отжига, на котором предусмотрены два положения нагрева, выполняется отжиг задания для нормализации хрупкости сварной зоны.
– В зависимости от типа материала процесс отжига при необходимости следует повторить несколько раз.
Электросварная машина для стыковой сварки ленточной пилы из углеродистой стали 3KVA Модель: BBW-325
Свариваемость: полотна ленточной пилы из углеродистой стали – ширина: 3-25 мм, толщина: 0,6-1,2 мм
* Свариваемые материалы – углеродистая сталь.
* Требования к питанию: 220 В переменного тока, 50/60 Гц или 415 В переменного тока, 50/60 Гц (цена включает настройку в соответствии с требованиями перед отправкой)
** Стыковые сварочные аппараты мощностью до 30 кВА могут работать либо от 2 линий / фаз 220 В (+10% / – 10%) или 400 В (+10% / – 10%), 50/60 Гц
*** Стыковые сварочные аппараты мощностью более 30 кВА могут работать только на 2 линиях / фазах 400 В (+10% / – 10%) 50/60 Гц
* Режущее приспособление: В комплект входят специальные ножницы с приспособлением для установки на передней части машины.
** Шлифовальная насадка: монтируется наверху машины и необходима для снятия сварочной вспышки.
*** Доступна колесная тележка (опция).
**** Дополнительный комплект запчастей и расходных материалов может быть добавлен к поставке по запросу
Смотреть видео:
Другие доступные модели можно узнать по телефону.
Blade Welder 2.0 KVA на Grizzly.com
{{#if рейтинг}}{{#each stars}} {{#xif ‘this.index {{еще}} {{/ xif}} {{/каждый}}
{{/если}}{{title}}
{{shortDate creationDate}} {{#if imageKeys}} {{#each imageKeys}} {{/каждый}} {{/если}} {{#if комментарии. длина}} {{#each комментарии}}
{{#if isOfficial}}
длина}} {{#each комментарии}}
{{#if isOfficial}}{{автор}} {{shortDate creationDate}}
{{/если}} {{/каждый}} {{/если}} {{#if комментарии. длина}}
длина}}{{#each комментарии}}
{{автор}} {{shortDate creationDate}}
{{/каждый}} {{/если}}Устройство для стыковой сварки полотна для ленточной пилы
Будучи одной из ведущих компаний, мы предлагаем широкий ассортимент сварочных аппаратов для стыковой сварки .Эти сварочные аппараты доступны как в ручном, так и в пневматическом вариантах согласно требованиям клиентов. Они применимы при отжиге, резке и шлифовании железа, стали, меди и алюминия. Они потребляют меньше энергии и доступны на рынке по разумным ценам.
Они применимы при отжиге, резке и шлифовании железа, стали, меди и алюминия. Они потребляют меньше энергии и доступны на рынке по разумным ценам.
Характеристики:
- Оптимальное качество
- Длительный срок службы
- Высокая прочность
Тип :
Автоматический аппарат для стыковой сварки проволоки типа WBW, спроектированный как переносные модели с подвижной подставкой на подвижной тележке с пружинами нагруженные зажимные устройства и педаль отпускания.
Конструкция :
Основной корпус, в котором размещается сварочный трансформатор, неподвижные и подвижные плиты, изготовленные из легкого сплава.
Upset Travel :
Подвижный рабочий ход на двух параллельных направляющих точной конструкции и конструкции, обеспечивающий точный ход без трения и идеальное выравнивание сварного шва.
Давление срыва :
Обеспечивается прецизионной пружиной, действующей на подвижную плиту.
Хомуты :
Пружинные хомуты из медного сплава прецизионной быстродействующей конструкции обеспечивают жесткое заданное давление зажима.Каждый зажим освобождается отдельной ножной педалью.
Электроды :
Электроды из специального износостойкого медного сплава, снабженные прецизионными V-образными канавками для проволоки разного диаметра, позволяют быстро и точно выравнивать проволоку.
Регулировка сварочного тока:
Поворотный выключатель, установленный на боковых опорах, простая регулировка сварочного тока от 50% до 100% за 6 шагов.
Вариация начального зазора высадки :
Получается путем регулировки уровня, установленного на калиброванной пластине, установленной на подвижной плите.
Технические характеристики:
| Тип машины | WBW – 28 | WBW – 28 C | WBW – 14 | WBW – 256 | |
| Свариваемые материалы | Чугун | 902 Сталь и углеродистая стальМедь, латунь и алюминий | Медь, латунь и алюминий | ||
| Диапазон сварки, мм | 2-8 | 2-8 | 1-5 | 3-7 | |
Дополнительная информация:
- Код товара: ESSKAYWBW
- Минимальное количество заказа: 1 шт. ГОТОВЫЙ ЗАПАС
- Подробности упаковки: УПАКОВКА ДЛЯ КОРОБКИ
 ГОТОВЫЙ ЗАПАС
ГОТОВЫЙ ЗАПАСМожно ли сваривать полотно ленточной пилы методом TIG? – Мастер сварки
Ничто так не затрудняет ваш рабочий день в мастерской, как ленточная пила, но если у вас есть сварщик, вы можете поставить отметку «Кризис предотвращен» на проекте, не выполняя аварийный запуск.
Home Depot.
Так можно ли сваривать ленточные пилы TIG? Ответ – да, сварка TIG может быть хорошим вариантом для ремонта сломанного полотна ленточной пилы, если соблюдаются надлежащие процедуры ремонта полотна ленточной пилы.
Процесс ремонта полотна ленточной пилы с помощью горелки TIG необходимо тщательно отслеживать, иначе сварка может не пройти, и вам придется покупать себе новое полотно. Читайте дальше, чтобы узнать больше о том, как спасти сломанный, который у вас есть, с помощью TIG.
Сварка сломанного полотна ленточной пилы Из-за сильного давления и высокой температуры, которым должны подвергаться полотна ленточной пилы из-за характера своей работы, полотна ленточных пил нередко ломаются под нагрузкой или при выполнении особенно плотных пропилов.
В некоторых случаях лучший вариант – выбросить или переработать полотно ленточной пилы и заменить его, но если это чистый слом и лезвие не повреждено иным образом, его можно отремонтировать с помощью сварного шва, если сварка сделана. правильно.
Ленточные пилыпредставляют собой прецизионные инструменты с тонкой структурой материала, и поэтому единственный вариант сварки, действительно подходящий для их ремонта, – это горелка TIG.
Сварка горелкой TIGСварка с использованием горелки TIG – хороший вариант для ремонта полотен ленточной пилы, но при работе с горелкой TIG следует учитывать несколько моментов:
- Горелки TIG требуют практики: Сварка TIG позволяет слесарю достичь высокоточных результатов, но этими сварочными горелками труднее управлять, чем некоторыми другими видами сварки, поэтому вам нужна практика, чтобы правильно использовать инструмент.
Примечание. Сломанные полотна ленточной пилы являются хорошей формой практики сварки TIG, поскольку вам все равно придется заменить полотно, если вы его испортите. - Сварка TIG требует согласования: Сварка TIG требует удерживания горелки в одной руке и присадочного стержня в другой и одновременного их перемещения, что может быть затруднительно для неопытных слесарей. Вот почему вы должны практиковаться для получения эффективных сварных швов TIG.
- Использование защитного газа является ключевым моментом при сварке TIG: Использование защитного газа, такого как чистый аргон, предотвращает загрязнение сварного шва.Это особенно важно при ремонте полотна ленточной пилы, где долговечность конечного продукта является ключевым фактором (полотно не может иметь слабых мест и при этом оставаться эффективным, оно снова сломается под нагрузкой в том же месте).

Перед тем, как приступить к подготовке полотна ленточной пилы к ремонту, необходимо осмотреть полотно ленточной пилы на предмет его общего состояния. Обязательно обратите внимание на ржавчину или сломанные зубы. В некоторых случаях лучше не приваривать полотно и заменять его, если общее состояние полотна оставляет желать лучшего.
В некоторых случаях лучше не приваривать полотно и заменять его, если общее состояние полотна оставляет желать лучшего.
С другой стороны, если зубья лезвия целы и оно находится в хорошем состоянии, лезвие необходимо подготовить к сварке. Для этого нужно нанести обезжириватель и тщательно очистить все лезвие, затем пропитать каждый сломанный конец лезвия обезжиривающим средством и дать ему постоять не менее десяти минут, прежде чем удалить его влажной тканью из микрофибры.
После очистки лезвия убедитесь, что оно полностью высохло, прежде чем переходить к закреплению его для сварки.
Крепление полотна ленточной пилы Для сварки TIG сломанного полотна ленточной пилы его необходимо поместить в тиски или зажимное приспособление, чтобы как можно плотнее удерживать две сломанные части полотна. Чем дальше друг от друга расположены два куска основного металла, тем слабее будет последующий сварной шов, поэтому для полотна ленточной пилы их необходимо прижать друг к другу для получения максимально прочного сварного шва.
В тисках убедитесь, что полотна ленточной пилы полностью прямые.Это очень важно для гарантии того, что отремонтированное полотно останется правильным и не застрянет в ленточнопильном станке.
Как сварить TIG полотно ленточной пилыХорошим вариантом для сварки TIG полотна ленточной пилы является использование присадочных стержней из сплава нержавеющей стали 312. После того, как сломанные концы полотна ленточной пилы будут установлены на зажимном приспособлении стола, подключите горелку TIG вместе с защитным газом и с помощью присадочного стержня 312 сварите части полотна вместе. Вот несколько советов, как добиться гладкой сварки TIG на полотне ленточной пилы:
- Используйте импульсную сварку: Многие установки TIG поставляются с опцией импульсной сварки, и это может быть хорошим выбором для сварки полотна ленточной пилы, поскольку позволяет полотну оставаться более холодным во время сварки.Сильный нагрев может сделать эту часть полотна более слабой, чем остальные, поэтому уменьшение нагрева важно для хорошего конечного результата.
- Используйте постоянный ход: Один из ключевых аспектов хорошего владения горелкой TIG – обеспечение плавного и равномерного движения сварщика и присадочного стержня. Это требует практики, но в результате получается гораздо более точный и красивый сварной шов.
- Сдвиньте горелку TIG вперед и держите ее под правильным углом: Горелку TIG следует подталкивать вперед во время сварки, а не тянуть (что может вызвать неровный сварной шов), и ее следует держать под углом 10-15 градусов по вертикали. стол, на котором вы свариваете.

Важным этапом после сварки полотна ленточной пилы является то, что его также необходимо отжечь, чтобы повторно упрочнить металл и убедиться, что у него нет слабого места от термического воздействия в месте выполнения сварки.
Если полотно ленточной пилы не подверглось отжигу после сварки, оно обязательно сломается в какой-то момент в том же месте, где оно сломалось раньше – это лишь вопрос времени.
Для отжига металла его необходимо довести до уровня температуры рекристаллизации с помощью приложенной температуры, а затем медленно охладить.Обычно это делается с помощью пламенной горелки или печи. Изделие нагревают до вишнево-красного цвета, а затем дают остыть, обычно с уменьшением охлаждения за счет использования огнеупорного кирпича или закалки в масле.
Шлифовка сварного шваПосле того, как полотно ленточной пилы было сварено, область сварки необходимо полностью отшлифовать, прежде чем полотно можно будет снова использовать в обычном режиме. Это предотвратит застревание полотна в ленточнопильном станке.
Используйте шлифовальный станок для шлифования ленточной пилы с обеих сторон перед тем, как очистить его от металлической пыли.На этом этапе полотно ленточной пилы должно быть готово к повторной установке на станок.
Альтернативы TIG-сварке полотна ленточной пилы Помимо сварки TIG существует несколько других способов ремонта сломанного полотна ленточной пилы. Горелка TIG также может использоваться в сочетании с серебряным припоем для более низкотемпературного варианта с более пластичной связью, поскольку ленточные пилы должны быть гибкими.
Горелка TIG также может использоваться в сочетании с серебряным припоем для более низкотемпературного варианта с более пластичной связью, поскольку ленточные пилы должны быть гибкими.
Пониженный уровень нагрева при пайке также помогает защитить целостность полотна ленточной пилы, поскольку на него не поступает столько тепла.
Существуют также специальные сварочные аппараты для ленточных пил, которые можно использовать для ремонта ленточных пил с помощью оплавления.
Сварка TIG – хороший вариант для ленточных пил Сварочные горелкиTIG – это универсальный инструмент, который можно использовать для различных металлов, и они особенно хорошо подходят для сварки материалов с тонкой конструкцией. Это делает их надежным вариантом для ремонта полотен ленточных пил.
Как сваривать полотна для ленточных пил – 4 простых шага
При длительном использовании ленточной пилы происходит неизбежное.Лезвие пилы может быть повреждено или сломано из-за чрезмерного использования. В настоящее время вы можете подумать о замене его на новый. Но если вы знаете, как сваривать полотна ленточных пил, это поможет вам сэкономить значительную сумму денег.
В настоящее время вы можете подумать о замене его на новый. Но если вы знаете, как сваривать полотна ленточных пил, это поможет вам сэкономить значительную сумму денег.
Более того, для сварки полотна ленточной пилы не нужно быть профессионалом. Вместо этого вам нужно адекватно потратить некоторое время и внимательно следить за правильной сваркой полотна ленточной пилы.
Итак, приступим.
Советы по сварке полотен для ленточных пил (пошаговые инструкции)
Если вы хотите отремонтировать полотно ленточной пилы без особых проблем, рекомендуется выбрать сварные полотна ленточной пилы для правильного функционирования.К счастью, сварка полотна ленточной пилы – несложный процесс.
Вам понадобится:
- Сломанное полотно ленточной пилы
- Одинарные тиски
- Шлифовальный станок
- Сварочный аппарат One TIG
Шаги:
Шаг 1:
Вначале вам необходимо будет тщательно очистить полотно ленточной пилы. Когда вы работаете с ножом, на нем накапливается много пыли и мусора.Прежде чем приступить к ремонту лезвия, очень важно удалить с него пыль.
Когда вы работаете с ножом, на нем накапливается много пыли и мусора.Прежде чем приступить к ремонту лезвия, очень важно удалить с него пыль.
Самая частая причина повреждения полотна ленточной пилы – ржавчина на нем. Итак, проверьте наличие ржавчины и используйте жидкость для мытья посуды, чтобы удалить ржавчину с лезвия. Кроме того, если на лезвии слишком много ржавчины, вы не сможете его отремонтировать.
Шаг 2:
Следующим важным шагом при ремонте сломанного полотна ленточной пилы является надежная установка полотна на ровной поверхности. Это поможет вам легко шлифовать и сваривать лезвие.
Шаг 3:
После очистки лезвия протрите его чистой тканью, чтобы удалить ржавчину. Надевайте перчатки, чтобы избежать порезов лезвия во время чистки и протирания.
Пришло время заточить лезвие.
Шлифовка обеспечит плотную посадку лезвия после завершения сварки. Шлифовка увеличивает остроту и прочность лезвия. Используйте тиски, чтобы установить край под углом. Убедитесь, что оба защелкнутых конца лезвия перекрывают друг друга.
Убедитесь, что оба защелкнутых конца лезвия перекрывают друг друга.
Затем с помощью шлифовального станка отшлифуйте края полотна и поместите полотно ленточной пилы в тиски с перекрытием.
Шаг 4:
После шлифовки и установки лезвия можно приступать к сварке лезвия с помощью сварочного аппарата TIG. Чтобы сварить лезвие, включите сварочный аппарат и разогрейте его.
После этого коснитесь сварочного конца полотна и осторожно завершите сварку, чтобы правильно отремонтировать полотно ленточной пилы; Сварку нужно производить с обеих сторон лезвия, чтобы не осталась нетронутой ни одна слабая часть.
После того, как вы закончите сварку, с помощью напильника заточите зубья полотна ленточной пилы и поместите его в пилу для дальнейшего использования.
Почему следует сваривать полотно для ленточной пилы?
Теперь, когда вы знаете, как сваривать полотно ленточной пилы, вы можете задаться вопросом о необходимости процесса сварки. Честно говоря, когда полотно ленточной пилы ломается или повреждается, большинство людей предпочитают покупать новое.
Не будем говорить, что это плохая альтернатива. Но сварка лезвия может сэкономить вам огромные деньги.Кроме того, правильно сваренные полотна ленточной пилы прослужат достаточно, чтобы ваша тяжелая работа была достойной. Поэтому мы предлагаем вам заняться сваркой, а не покупать лезвие, когда оно впервые повреждено.
Заключение
Полотно ленточной пилы неизбежно будет повреждено, и когда это произойдет, вы можете задаться вопросом, что делать с поврежденным полотном. Что ж, я предлагаю вам знать, как сварить полотно ленточной пилы, чтобы вы могли быстро исправить недостатки.
Это доступный вариант, который также не требует много времени.
Также читают:
Как выбрать хорошую ленточную пилу по металлу?
Краткий обзор наших самых любимых ленточных пил.
О стыковой сварке оплавлением | Компания T. L. Fahringer
Наконечники для общего применения с полотнами ленточных пил
Томас Л. Фарингер
Фарингер
Было сказано, что контактная сварка зависит от силы тока, давления и времени. Как и в случае других форм контактной сварки, это справедливо и для стыковой сварки оплавлением полотен ленточных пил.Газы или покрытия не используются для защиты зоны сварного шва, как при газовой дуговой сварке металлическим электродом (GMAW) и газовой вольфрамовой дуговой сварке (GTAW), и во время сварки присадочный материал не добавляется. Скорее, концы лезвий или полос стыкуются вместе, нагреваются до расплавления, а затем с силой сдвигаются вместе, образуя сварное соединение. Это называется контактной стыковой сваркой, и существует два разных типа – стыковая сварка и стыковая сварка оплавлением.
Стыковая сварка
Все сварочные аппараты с лезвиями, использующие контактную сварку, имеют две стороны, в которые зажимается лезвие: фиксированная и электрически изолированная сторона, которая обычно является левой стороной, и подвижная и электрически заземленная сторона, которая обычно является правой стороной.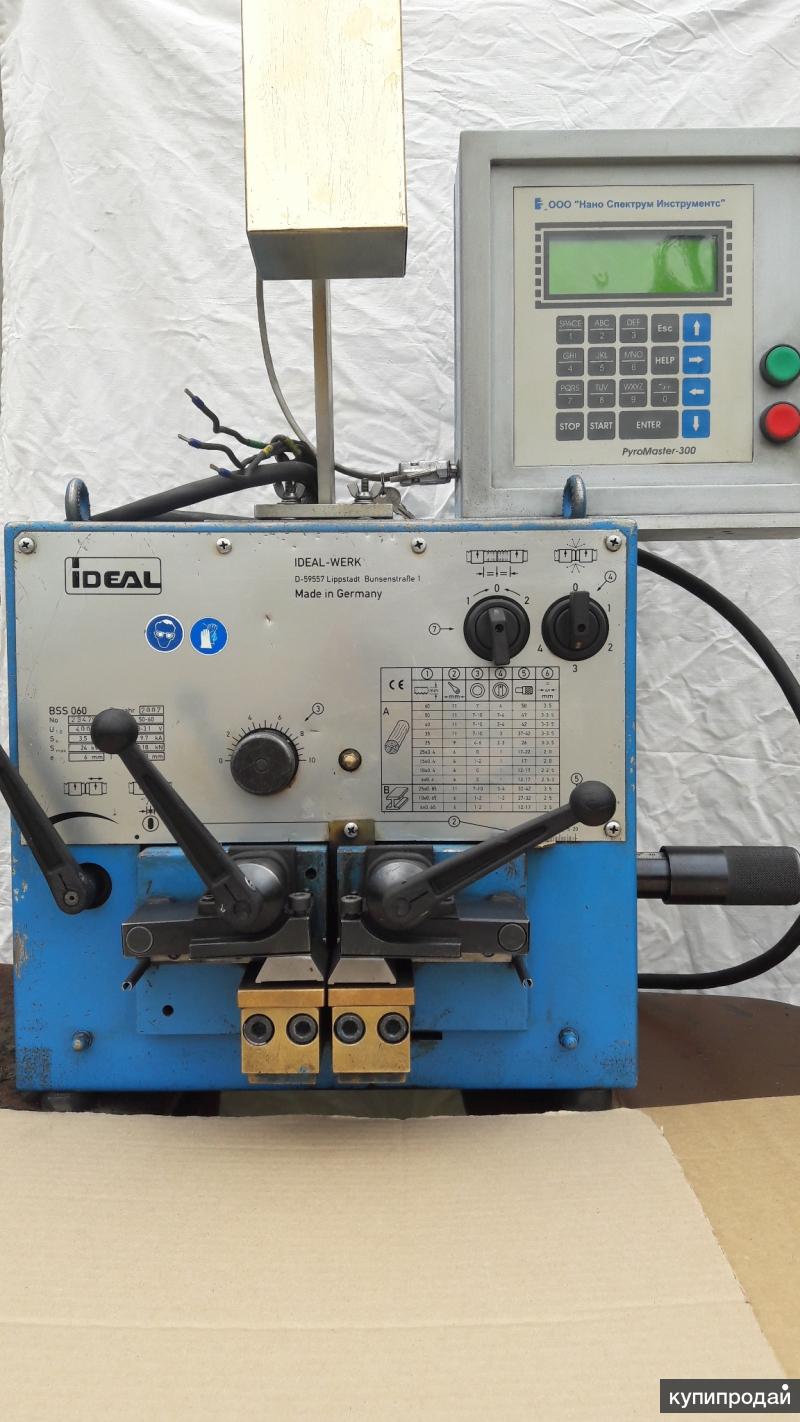 Как только концы лезвия стыкуются и прочно зажаты, немедленно прикладывается давление, которое может быть воздушным, пружинным или гидравлическим. Когда нажата кнопка пуска, ток начинает течь по концам лезвия, заставляя их нагреваться и расплавляться. Приложенное давление сжимает концы лезвий вместе, как только они становятся пластичными, а затем расплавляются, разрушая расплавленную область на каждом конце лезвия почти так же быстро, как и создается. Это улавливает загрязнения в сварном шве, делая сварной шов хрупким и слабым.Сварка оплавлением решает эту проблему, позволяя материалу оставаться в расплавленном состоянии в течение гораздо более длительного периода времени перед ковкой.
Как только концы лезвия стыкуются и прочно зажаты, немедленно прикладывается давление, которое может быть воздушным, пружинным или гидравлическим. Когда нажата кнопка пуска, ток начинает течь по концам лезвия, заставляя их нагреваться и расплавляться. Приложенное давление сжимает концы лезвий вместе, как только они становятся пластичными, а затем расплавляются, разрушая расплавленную область на каждом конце лезвия почти так же быстро, как и создается. Это улавливает загрязнения в сварном шве, делая сварной шов хрупким и слабым.Сварка оплавлением решает эту проблему, позволяя материалу оставаться в расплавленном состоянии в течение гораздо более длительного периода времени перед ковкой.
Сварка оплавлением
Не только процесс стыковой сварки оплавлением отличается от стыковой сварки, но и применяемое оборудование. Стыковая сварка оплавлением – не новый процесс. Этому автору принадлежит один из первых 20 аппаратов для сварки оплавлением, построенных Ryals and Stone в 1920-х годах. Это аппарат для сварки оплавлением, но у него нет кулачка с приводом от двигателя, и подвижную каретку необходимо выдвигать, толкая ее длинной штангой, установленной на шарнире.Управление этой машиной требовало большого мастерства и стальных нервов. Оператор не мог вздрогнуть, когда зажигалась дуга, и ему приходилось измерять скорость выгорания на концах лезвия, наблюдая, сколько металла уносится ветром, насколько желтыми или белыми (холодными или горячими) казались искры и громкость и регулярность дуги.
Это аппарат для сварки оплавлением, но у него нет кулачка с приводом от двигателя, и подвижную каретку необходимо выдвигать, толкая ее длинной штангой, установленной на шарнире.Управление этой машиной требовало большого мастерства и стальных нервов. Оператор не мог вздрогнуть, когда зажигалась дуга, и ему приходилось измерять скорость выгорания на концах лезвия, наблюдая, сколько металла уносится ветром, насколько желтыми или белыми (холодными или горячими) казались искры и громкость и регулярность дуги.
Добавление кулачка с приводом от двигателя к этим сварочным аппаратам устранило человеческий фактор, необходимый для работы с предыдущим оборудованием для стыковой сварки оплавлением. Управление скоростью продвижения правой каретки позволяло току течь с постоянной скоростью.Это создавало широкие области расплава на концах каждой лопасти, позволяя примесям плавать, тонуть или выдавливаться из сварного шва во время ковки. Без кулачка с электроприводом продвижение правой каретки с равной скоростью было почти невозможным, а мигание было совершенно нерегулярным. Поскольку прочность сварного шва зависит от непрерывного протекания тока, добавление кулачка с приводом от двигателя стало значительным изменением, которое значительно увеличило процент хороших сварных швов.
Поскольку прочность сварного шва зависит от непрерывного протекания тока, добавление кулачка с приводом от двигателя стало значительным изменением, которое значительно увеличило процент хороших сварных швов.
Приложение давления пружины – еще одно различие между оплавлением и стыковой сваркой.При стыковой сварке давление пружины прикладывается до начала протекания тока, разрушая расплавленные зоны по мере их образования. При сварке оплавлением давление пружины прикладывается в конце цикла сварки, после того как протекающий ток успел нагреть концы лезвия. Чистым эффектом этого дополнительного времени в расплавленном состоянии является металлургически прочный сварной шов, относительно свободный от вредных примесей. После изучения базовой динамики оплавления и объяснения того, почему во время сварки важно иметь широкие расплавленные области на концах лопаток, необходимо понять некоторые другие факторы, которые приводят к тому, что зоны расплава становятся слишком маленькими или слишком холодными. Большинство этих факторов контролируются оператором. Однако те, которые не контролируются оператором, являются одной из наиболее распространенных причин слабых и хрупких сварных швов.
Большинство этих факторов контролируются оператором. Однако те, которые не контролируются оператором, являются одной из наиболее распространенных причин слабых и хрупких сварных швов.
Несоответствующая проводка и предохранители
При нажатии кнопки начала сварки на аппарате для оплавления возникает мгновенный всплеск тока. Для устранения этого выброса необходимы соответствующие предохранители и проводка. Если номинальная сила тока автоматического выключателя или размер провода, идущего от этого выключателя к сварочному оборудованию, недостаточны, скачок тока может быть отключен и ограничен, что приведет к холодным сварным швам.Операторы станков должны проконсультироваться с руководством оператора или позвонить производителю, чтобы узнать правильные сечения проводов и номинальную силу тока автоматического выключателя для оборудования, которое они используют.
Автоматический выключатель слабого действия
Слабый автоматический выключатель – не частая причина плохих сварных швов, а когда это происходит, то часто остается незамеченным. Неисправный автоматический выключатель может лишить сварного шва протекания тока и вызвать плохие сварные швы. Этот отказ трудно обнаружить, потому что обычно используют вольтметр, чтобы определить, правильно ли работает автоматический выключатель.К сожалению, вольтметр не обнаружит прерыватель, который не может выдерживать требуемую нагрузку по току. Операторы должны проконсультироваться с производителем оборудования, чтобы определить характеристики тока своих машин. После этого квалифицированный электрик сможет определить, вызывает ли автоматический выключатель проблему с прохождением тока.
Неисправный автоматический выключатель может лишить сварного шва протекания тока и вызвать плохие сварные швы. Этот отказ трудно обнаружить, потому что обычно используют вольтметр, чтобы определить, правильно ли работает автоматический выключатель.К сожалению, вольтметр не обнаружит прерыватель, который не может выдерживать требуемую нагрузку по току. Операторы должны проконсультироваться с производителем оборудования, чтобы определить характеристики тока своих машин. После этого квалифицированный электрик сможет определить, вызывает ли автоматический выключатель проблему с прохождением тока.
Недостаточная мощность
Хотя это не частая причина плохих сварных швов, недостаточная входная мощность может существовать. Прежде чем можно будет эффективно использовать аппарат для оплавления, необходимо установить соответствующий источник питания, обеспечивающий бесперебойный ток и напряжение.Оператор должен проконсультироваться с руководством к машине или связаться с производителем, чтобы обсудить все аспекты этого требования. Недостаточная мощность может вызвать затруднения при перепрошивке. В этом случае оператор услышит начало мигающего цикла, остановку на долю секунды и затем повторный запуск. В этом случае первичная мощность (со стороны сети) может быть недостаточной.
Недостаточная мощность может вызвать затруднения при перепрошивке. В этом случае оператор услышит начало мигающего цикла, остановку на долю секунды и затем повторный запуск. В этом случае первичная мощность (со стороны сети) может быть недостаточной.
Страшные факторы риска
Во всех типах контактной сварки одним из самых больших – если не самым большим – врагом адекватного протекания тока является точка сопротивления этому потоку где-то в электрической цепи.В среднем сварочном аппарате может быть много точек сопротивления, каждая из которых называется R-фактором. Операторам и владельцам сварочных аппаратов важно найти и устранить как можно больше R-факторов. Допуск R-фактора ограничивает прохождение тока к концам лезвия. При значительном уменьшении силы тока всегда возникают холодные и хрупкие сварные швы.
Примерами R-фактора являются изъятые губки, грязные губки, плохое давление зажима, неплоские губки, изношенные или изъеденные контакты переключателя, а также ослабленные электрические соединения.
- Челюсти с ямками
- Поскольку станок используется регулярно, частички гидроизоляции, а также грязь и песок на полотне ленточной пилы создают отверстия в зажимных поверхностях, вызывая состояние, известное как точечная коррозия. Очевидно, что эти отверстия не проводят электрический ток и в конечном итоге будут накапливаться до такой степени, что повлияет на качество сварки. На этом этапе челюсти следует снять и переточить или просто заменить.
- Грязные челюсти
- Грязные челюсти так же опасны, как и ямки, потому что ток уменьшается, поскольку он пытается пройти через грязную поверхность.Челюсти следует периодически очищать, чтобы предотвратить накопление резистивного сопротивления и сохранить качество сварного шва.
- Неравномерное давление зажима
- Другой источник сопротивления току – плохое или неравномерное давление зажима. Ток легче всего протекает через области, где зажимное давление является наибольшим, и наименьшим, где зажимное давление уменьшается. Следовательно, если прижимное усилие неравномерно, сварной шов будет горячим в одной точке и холодным в другой, часто вызывая провалы на кромке зуба или на задней кромке шва.Важно периодически проверять, чтобы давление зажима было ровным и равномерным по всей площади зажимных поверхностей. Простая проверка – положить кусок копировальной бумаги лицевой стороной вниз на белый лист бумаги и вставить и зажать их в машине, как это делается для зажима лезвия. Осмотр бумаги выявит области самого сильного и самого слабого зажима. Любые различия следует устранять немедленно.
- Не плоские губки
- Зажимные поверхности должны быть плоскими и параллельными с допуском не более 0.001 дюйм. Неровность поверхности выше указанного значения приведет к неравномерному давлению зажима и плохим сварным швам. Челюсти никогда не следует шлифовать или шлифовать, их всегда следует отшлифовать, чтобы обеспечить необходимую плоскостность.
- Изношенные или изношенные контакты переключателя
- Изношенные или изъеденные контакты переключателя могут ограничить прохождение тока и вызвать холодную сварку. Регулярное обслуживание включает проверку всех контактов сварочного аппарата и их замену или ремонт по мере необходимости.
- Ослабленные электрические соединения
- Ослабленные электрические соединения препятствуют прохождению электрического тока и должны быть затянуты.По возможности следует выполнять пайку, чтобы обеспечить надежное электрическое соединение. Обжим разъемов на сплошном проводе – очень частая причина холодных сварных швов. Поскольку при использовании провод имеет тенденцию выпрямляться, эти соединения обычно со временем ослабляются. Одно сильно ослабленное соединение или несколько слегка ослабленных соединений в одиночку могут стать причиной слабых и хрупких сварных швов. Если машина производит рвущиеся сварные швы, ослабление электрических соединений может быть одним из факторов.
 Следовательно, если прижимное усилие неравномерно, сварной шов будет горячим в одной точке и холодным в другой, часто вызывая провалы на кромке зуба или на задней кромке шва.Важно периодически проверять, чтобы давление зажима было ровным и равномерным по всей площади зажимных поверхностей. Простая проверка – положить кусок копировальной бумаги лицевой стороной вниз на белый лист бумаги и вставить и зажать их в машине, как это делается для зажима лезвия. Осмотр бумаги выявит области самого сильного и самого слабого зажима. Любые различия следует устранять немедленно.
Следовательно, если прижимное усилие неравномерно, сварной шов будет горячим в одной точке и холодным в другой, часто вызывая провалы на кромке зуба или на задней кромке шва.Важно периодически проверять, чтобы давление зажима было ровным и равномерным по всей площади зажимных поверхностей. Простая проверка – положить кусок копировальной бумаги лицевой стороной вниз на белый лист бумаги и вставить и зажать их в машине, как это делается для зажима лезвия. Осмотр бумаги выявит области самого сильного и самого слабого зажима. Любые различия следует устранять немедленно. Регулярное обслуживание включает проверку всех контактов сварочного аппарата и их замену или ремонт по мере необходимости.
Регулярное обслуживание включает проверку всех контактов сварочного аппарата и их замену или ремонт по мере необходимости.Отжиг
После того, как сварной шов сделан, он находится в очень хрупком состоянии и должен быть повторно нагрет до низкой температуры, чтобы снять внутренние напряжения, вызванные процессом сварки. Методология отжига лезвий сильно различается от производителя к производителю лезвия. Некоторые производители лезвий рекомендуют отжечь ленту один раз, дать ей остыть и отжечь снова, в то время как другие считают, что в двойном отжиге нет необходимости. Некоторые рекомендуют оператору отжигать лезвие вначале очень горячим и медленно сводить его к нулю.Третьи предлагают поднимать температуру медленно, удерживать ее в течение определенного периода времени и постепенно снижать ее. Этот автор попытался составить типичную методологию отжига для всех компаний, которые посещал за эти годы. Лучший совет по отжигу большинства ленточных пил, представленных сегодня на рынке, – это довести отжиг до желаемой температуры или покраснения, выдержать его при этой температуре в течение определенного времени (обычно около 2-5 секунд), а затем выключите огонь и дайте лезвию остыть естественным образом.Фактическая температура, при которой происходит большая часть отжига, варьируется от лезвия к лезвию, но в среднем составляет примерно от 1050 до 1275 градусов по Фаренгейту.
Методология отжига лезвий сильно различается от производителя к производителю лезвия. Некоторые производители лезвий рекомендуют отжечь ленту один раз, дать ей остыть и отжечь снова, в то время как другие считают, что в двойном отжиге нет необходимости. Некоторые рекомендуют оператору отжигать лезвие вначале очень горячим и медленно сводить его к нулю.Третьи предлагают поднимать температуру медленно, удерживать ее в течение определенного периода времени и постепенно снижать ее. Этот автор попытался составить типичную методологию отжига для всех компаний, которые посещал за эти годы. Лучший совет по отжигу большинства ленточных пил, представленных сегодня на рынке, – это довести отжиг до желаемой температуры или покраснения, выдержать его при этой температуре в течение определенного времени (обычно около 2-5 секунд), а затем выключите огонь и дайте лезвию остыть естественным образом.Фактическая температура, при которой происходит большая часть отжига, варьируется от лезвия к лезвию, но в среднем составляет примерно от 1050 до 1275 градусов по Фаренгейту. Если сварочный аппарат не оборудован оптическим пирометром и датчиком температуры, оператор может медленно повышать температуру до тех пор, пока покраснение не станет только видимым, а затем начать снижать температуру до тех пор, пока оно не исчезнет. Производители полотен для ленточных пил могут предоставить рекомендуемые температуры и методы отжига для своих полотен.Некоторые из новых лезвий содержат большое количество кремния и могут потребовать более высоких температур во время отжига. Во время отжига оператор должен наблюдать, как рисунок отжига перемещается по лезвию. Тепло, выделяемое во время отжига, вызывает изменение цвета полосы на небольшом расстоянии с каждой стороны сварного шва. Ширина зоны термического влияния обычно немного меньше ширины губок во время отжига, и она должна быть параллельна зоне сварного шва от кромки зуба до задней кромки.Если он не параллелен сварному шву с обеих сторон сварного шва, существует проблема с прохождением тока, которую необходимо устранить.
Если сварочный аппарат не оборудован оптическим пирометром и датчиком температуры, оператор может медленно повышать температуру до тех пор, пока покраснение не станет только видимым, а затем начать снижать температуру до тех пор, пока оно не исчезнет. Производители полотен для ленточных пил могут предоставить рекомендуемые температуры и методы отжига для своих полотен.Некоторые из новых лезвий содержат большое количество кремния и могут потребовать более высоких температур во время отжига. Во время отжига оператор должен наблюдать, как рисунок отжига перемещается по лезвию. Тепло, выделяемое во время отжига, вызывает изменение цвета полосы на небольшом расстоянии с каждой стороны сварного шва. Ширина зоны термического влияния обычно немного меньше ширины губок во время отжига, и она должна быть параллельна зоне сварного шва от кромки зуба до задней кромки.Если он не параллелен сварному шву с обеих сторон сварного шва, существует проблема с прохождением тока, которую необходимо устранить.