Машины для сварки сетки. Станки контактной сварки. Оборудование для производства сварной сетки.
Контактная точечная сварка, ручная линия сварки сетки, многоэлектродные сварочные машины
В настоящий момент в нашей компании доступно любое оборудование для производства сварной сетки, а также вы можете заказать нестандартную машину с особенными характеристиками:
1. Автоматическая линия и полуавтоматическая многоточечная машина контактной сварки сеток из мерных прутков
Автоматическая контактная сварка — это сочетание надежного оборудования для производства сварной сетки в промышленных объемах, а также гарантия качества готовой продукции с минимальными потерями. Наши машины позволяют достичь этой цели за счет простоты организации производства и прогнозируемой экономической выгоды на основе разработанного и проверенного нами бизнес-плана для предпринимателей. НПО «Росстройтех» выпускает профессиональное сварочное оборудование, предназначенное для ИП, частного бизнеса и до крупных промышленных заводов с массовым производством.
2. Ручная сварочная линия сварки строительной и арматурной сетки
Ручная сварочная линия сварки строительной и арматурной сетки
Идеальный вариант для начала производства и самый выгодный станок! Вы сможете обеспечить себя сеткой и создать запасы готовой продукции на продажу, в зависимости от сезона и потребности в сетке с различным диаметром проволоки. В тех случаях, когда необходимо производить плоские и широкие сварные конструкции, ручная сварочная линия является экономичным и альтернативным вариантом машинам многоточечной сварки сеток. В отличие от трудоемкого труда сварщиков, наши линии обеспечивают высокую производительность при полном контроле над качеством конечного изделия.
3. Сравнительная характеристика полуавтоматической линии с мерных прутков и автоматической линии с бухт
Принять решение о выборе производственной линии вам поможет обзор об автоматических и полуавтоматических машинах многоточечной сварки. Обратите внимание на компактную модель автоматической сварочной линии WL Компакт, которая не требует первоначального крупного запаса проволоки.
Машина контактной точечной сварки от ДМС-Групп / dms-stanki.ru
Контактная точечная сварка как одна из разновидностей сварки давлением очень технологична, обладает высокой производительностью и не требует высокой квалификации персонала, поэтому она заняла в промышленности весьма значимую позицию. С помощью точечной сварки можно соединять листовые детали из алюминия, стали, титана и других металлов толщиной до 20 миллиметров.
Точечная сварка широко применяется для сварки арматуры, изделий из проволоки. Полученная продукция используется в машиностроении, автомобилестроении, самолетостроении, судостроении, строительстве, приборостроении, оборонном производстве и других областей промышленности. Также метод контактной сварки используется для прокладки нефтепроводов и газопроводов.
При точечной сварке металлов свариваемые детали привариваются друг к другу в одной или в нескольких точках. Прочность соединения зависит от структуры и размеров точки, которые, в свою очередь, определяются свойствами электродов, сварочного тока, времени протекания тока через детали, усилия сжатия и самих поверхностей соединяемых деталей.
Преимущества точечной сварки:
- Возможность сварки тонких и очень тонких деталей из металлов различной природы (в том числе и дорогостоящих или легкоплавких сплавов). Во многих случаях такая возможность бывает весьма полезной, а аппарат точечной сварки выступает незаменимой машиной.
- Хорошие прочностные характеристики сварочного соединения, а также хороший внешний вид соединений. Соединения, полученные контактной сваркой, не подвержены старению, структура металла в зоне сварки практически не меняется, за исключением некоторого увеличения размера зерен.

- Высокую производительность контактной точечной сварки. Существуют машины контактной точечной сварки, позволяющие выполнять до восьмисот сварочных точек в минуту.
- Возможность полной автоматизации процесса точечной сварки. Все большее распространение приобретают автоматизированные машины контактной сварки, сварочные роботы и т.д. Это позволяет существенно сократить затраты труда, снизить себестоимость оборудования и повысить продуктивность работы.
- Экономичность. Себестоимость сварных точек также достаточно низка – хотя аппарат точечной сварки стоит достаточно дорого, за счет экономичного расходования материалов, высокой производительности аппарата и длительного срока службы себестоимость этого бесспорно не заменимого оборудования получается низкой.
- Низкие требования к квалификации персонала – для того, чтобы использовать аппарат точечной контактной сварки, вовсе не обязательно быть высококвалифицированным специалистом.


Машины контактной точечной сварки можно приобрести по выгодной цене в компании ДМС-Групп.
| от до р. | |
| Производитель: | TECNA (Италия) TELWIN (Италия) Россия |
| Вылет электродов: | 500 мм 750 мм 1000 мм 1100 мм 1200 мм 1250 мм |
| Низкоуглеродистая сталь: | Всеот 0,3+0,3 до 3+3от 0,5+0,5 до 3+3от 0,5+0,5 до 3,5+3,5от 0,5+0,5 до 4+4от 0,5+0,5 до 4,5+4,5от 0,5+0,5 до 5+5от 0,5+0,5 до 6+6от 0,5+0,5 до 7+7от 0,5+0,5 до 8+8от 0,8+0,8 до 3+3от 0,8+0,8 до 5+5от 0,8+0,8 до 7+7 |
| Нержавеющая сталь: | от 0,3+0,3 до 1,2+1,2 от 0,5+0,5 до 1,5+1,5 от 0,5+0,5 до 4+4 от 0,5+0,5 до 5+5 от 0,8+0,8 до 4+4 от 1+1 до 3+3 от 2+2 до 4+4 |
| Титановые сплавы: | от 0,5+0,5 до 1,2+1,2 от 0,5+0,5 до 1,5+1,5 от 0,5+0,5 до 3+3 от 0,5+0,5 до 5+5 от 0,8+0,8 до 4+4 от 1+1 до 3+3 от 2+2 до 4+4 |
| Алюминиевые сплавы: | до 0,5+0,5 до 0,6+0,6 до 0,8+0,8 от 0,5+0,5 до 1+1 от 0,3+0,3 до 1,7+1,7 от 1+1 до 2+2 |
| Арматура класса А 1, В 1: | Всеот 1+1 до 8+8от 1+1 до 16+16от 2+2 до 12+12от 3+3 до 8+8от 4+4 до 10+10от 4+4 до 12+12от 4+4 до 14+14от 4+4 до 16+16от 4+4 до 22+22от 6+6 до 14+14от 6+6 до 25+25от 8+8 до 40+40 |
| Арматура класса А 2, ВЗ: | от 6+6 до 10+10 от 6+6 до 12+12 от 6+6 до 16+16 от 6+6 до 18+18 от 8+8 до 36+36 |
| Арматура класса А 3: | От 4+4 до 8+8 от 4+4 до 12+12 от 6+6 до 12+12 от 6+6 до 18+18 от 8+8 до 36+36 |
Найдено: 0
Показать Сбросить фильтрАртикул: 1928ЛМBosch
Добавить к сравнению
| Производитель | Россия |
|---|---|
| Вылет электродов | 500 мм |
| Низкоуглеродистая сталь | от 0,5+0,5 до 4,5+4,5 |
| Нержавеющая сталь | от 0,5+0,5 до 1,5+1,5 |
| Титановые сплавы | от 0,5+0,5 до 1,5+1,5 |
| Алюминиевые сплавы | до 0,5+0,5 |
| Арматура класса А 1, В 1 | от 4+4 до 14+14 |
| Арматура класса А 2, ВЗ | от 6+6 до 12+12 |
Наличие уточняйте
Артикул: 1928ЛМ-750
| Производитель | Россия |
|---|---|
| Вылет электродов | 750 мм |
| Низкоуглеродистая сталь | от 0,5+0,5 до 3,5+3,5 |
| Нержавеющая сталь | от 0,5+0,5 до 1,5+1,5 |
| Титановые сплавы | от 0,5+0,5 до 1,5+1,5 |
| Алюминиевые сплавы | до 0,5+0,5 |
| Арматура класса А 1, В 1 | от 4+4 до 14+14 |
| Арматура класса А 2, ВЗ | от 6+6 до 10+10 |
Наличие уточняйте
Артикул: 1928ЛМ-1000
Добавить к сравнению
| Производитель | Россия |
|---|---|
| Вылет электродов | 1000 мм |
| Низкоуглеродистая сталь | от 0,5+0,5 до 3,5+3,5 |
| Нержавеющая сталь | от 0,5+0,5 до 1,5+1,5 |
| Титановые сплавы | от 0,5+0,5 до 1,5+1,5 |
| Алюминиевые сплавы | до 0,5+0,5 |
| Арматура класса А 1, В 1 | от 4+4 до 14+14 |
| Арматура класса А 2, ВЗ | от 6+6 до 10+10 |
Станок контактной точечной сварки TECNA 4640
Стационарная машина TECNA производства компании TECNA (Италия) предназначена для двухсторонней контактной точечной сварки.
Основные параметры станка точечной сварки 4640:
- станок комплектуется ножным механическим приводом сжатия;
- электронный блок управления параметрами сварки с системой цифровой индикации;
- радиальное перемещение рабочего плеча, регулировка вылета рычагов;
- водяное охлаждение и возможность подключения в систему охлаждения;
- медно-хромовые электрододержатели, рассчитанные на длительный срок службы
Дополнительно к станку точечной сварки 4640 можно приобрести:
– Нижнее плечо уменьшенного размера (для сварки изделий диаметром от 100 мм, т.к. стандартное плечо предназначено для работы с трубами диаметром от 250 мм)
– Охладитель
– Электроды – прямые, s-образные, изогнутые – для разных режимов сварки
| Технические характеристики: | |
| Макс. выходная мощность, KVA | до 35 |
| Рабочая длина, мм | 230-550 |
| Тип привода | ножной |
| Охлаждение | водяное |
| Производительность | до 600 точек в час |
| Толщина сварки, мм | 3 + 3 (10 + 10 пруток) |
| Мощность, кВт | 16 |
| Вес, кгкгкг | 135 |
| Габариты, мммммммм | 330 х 800 х 1230 |
 org/PropertyValue”>
org/PropertyValue”> org/PropertyValue”>
org/PropertyValue”>Пока не было вопросов.
Что выбрать – клещи или стационарную машину точечной сварки?
Критерии выбора между двумя этими классами сварочных машин достаточно просты.
Выбор в пользу того или иного варианта сварочного оборудования зависит от производственных потребностей. Главными критериями использования ручных клещей или стационарной. .
.
Станки для работы с проволокой: правка, гибка, сварка
Машина контактной сварки – основа современного производства
Машины контактной сварки используются практически повсеместно: это и строительная отрасль, и автомобилестроение, и судостроение, и приборостроение, и многие другие производственные сферы. Оборудование контактной сварки различных типов (точечная, стыковая, шовная, рельефная, многоточечная) можно увидеть в цехах любого предприятия. Контактная сварка широко используется для образования сварных соединений трубопроводов, арматуры, профилей, рамок, сеток, корзин и прочих изделий.
В основе процесса лежит соединение металлических деталей под воздействием нагрева электрическим током и сжимающего усилия, под действием которых образуются крепкие молекулярные связи, что говорит в пользу применения метода контактной сварки, как одного из способов создания самых прочных неразъемных соединений. Этот факт и является определяющим при выборе метода соединения ответственных конструкций, к которым предъявляются высокие требования по прочности.
Также к преимуществам использования машин контактной сварки относятся:
- простота и надежность оборудования;
- универсальность;
- высокая производительность, особенно это касается машин точечной сварки;
- простое управление, возможность полной автоматизации процесса.
Помимо машин контактной точечной, стыковой и шовной сварки, наша компания предлагает узкоспециализированные сварочные машины, применяющиеся для выпуска конкретной продукции и позволяющие максимально сократить время на ее производство, а также станки многоточечной сварки для изготовления арматурных, дорожных, кладочных сеток и сеток в картах.
Правильно-отрезной станок – неотъемлемая часть строительной отрасли
Правильно-отрезные станки, как понятно из названия, служат для выпрямления и резки на куски требуемой длины проволоки и арматуры определенного диаметра. Машины этого типа имеют простую конструкцию, высокую производительность и невысокую стоимость. Правильно-отрезные автоматы на сегодняшний день применяются на большинстве предприятий, связанных со строительной отраслью, производящих железобетонные конструкции, сварные арматурные и дорожные сетки.
На первый взгляд необходимость в правильно-отрезных станках не видна, т.к. для производства тех же сварных сеток можно закупать уже нарезанную на прутки необходимой длины арматуру. С другой стороны, наличие правильно-отрезного станка позволит предприятию быть более гибким и выполнять любые заказы клиентов, например, изготовить сетку нестандартных размеров. Кроме того, закупка проволоки или арматуры в бухтах стоит намного дешевле, бухты также проще транспортировать.
Подводя итоги вышесказанному, очевидно, что правильно-отрезной станок станет хорошим вложением средств, и затраты на его приобретение быстро окупятся.
Производственные линии – готовые решения для начала бизнеса
Наша компания предлагает готовые производственные линии, представляющие собой целый комплекс оборудования для производства определенного вида продукции. Такие линии могут стать основой как малого, так и крупного бизнеса. Также мы предлагаем станки для производства сетки-рабица, просечно-вытяжной сетки и колючей проволоки, которые позволяют организовать выпуск соответствующей продукции и могут стать приносящим немалую прибыль приобретением.
МАШИНА КОНТАКТНОЙ СВАРКИ [стыковой, точечной]
Очень часто на крупных производствах установлены специальные [машины контактной сварки], работа которых основана на принципах самой обыкновенной сварки, но в данном случае рабочий процесс производится под определенным давлением.
Ручной универсальный прибор контактной сварки представляет собой достаточно мобильное устройство, которое используется, в том числе, и в условиях дома.
В свою очередь, машина для выполнения контактной сварки представляет собой достаточно громоздкий станок, который нашел широкое применение в самых разных сферах промышленности.
Данный агрегат используется для сварки своими руками арматуры, различных металлических деталей, а также многих других материалов из металла.
Данные машины выпускаются отдельно для шовной стыковой сварки и точечной. Несмотря на относительную схожесть агрегатов двух типов — стыковой и точечной сварки, между ними есть ряд существенных различий.
Основной принцип работы машины, предназначенной для контактной стыковой сварки арматуры и других металлических заготовок, заключается в выполнении шовной сварки под определенным давлением.
Выполнять сварочные соединения своими руками на сварочных машинах достаточно просто, притом, что ее производительность в несколько раз выше, чем у ручной контактной сварки.
Получаемое сварное соединение имеет аккуратный вид и обладает высоким качеством.
Основные понятия
Машины для сварки используются как для стыковой шовной сварки, так и для точечной по принципу споттер.
Рабочий процесс такой универсальной машины состоит в том, что за счет образуемого давления, непосредственно в месте крепления материалов образуется мост между кристаллическими решетками стыкуемых заготовок.
Существует несколько различных стыковых приемов, которые способны активировать образование данных мостов.
В первую очередь, их сформировать можно за счет ультразвукового воздействия, которое преобразуется в колебания механического типа, после чего производится сильное сжатие скрепляемых деталей.
Кроме этого, формирование такого моста можно добиться за счет трения поверхностей заготовок друг о друга и после того, как они хорошо разогреются с определенным усилием, их сдавливают между собой.
Объединить кристаллические решетки между заготовками можно и при помощи сдавливания, которое вызовет пластическую деформацию рабочих поверхностей.
Видео:
Образование моста происходит и при нагревании заготовок при помощи газовой горелки и последующим их сжатием между собой.
В машинах, предназначенных для контактной сварки, образование моста происходит путем разогрева рабочих зон электрическим током и последующим их сильным сдавливанием, так называемый метод споттер.
Все сварочные машины, которые предназначены для выполнения контактной сварки своими руками методом споттер, для разогрева поверхностей двух различных металлических заготовок используют электрический ток.

После того как детали нагреются до заданной температуры, происходит их опрессовка, вследствие которой и получается сварочный шов высокого качества исполнения.
Данный метод получения сварочного соединения под давлением достаточно широко востребован, так как позволяет выполнять работу с металлическими поверхностями самых разных видов.
Следует отметить и то, что управление процессом шовной сварки на специальной машине производится своими руками со специального пульта.
При этом оператор обязательно должен контролировать весь ход выполняемых работ. По производительности машины для контактной сварки в несколько раз превосходят ручные аппараты.
При этом они имеют более сложное устройство и большие габариты, что исключает их использование в условиях дома.
Разновидности машин
Для выполнения контактной сварки своими руками используются машины различных модификаций, а соответственно, и с разным функциональным набором.
Между тем, все они работают по одному и тому же принципу.
При выполнении шовной стыковой или точечной сварки изначально металлические заготовки разогреваются до необходимой температуры при помощи электрического тока.
Видео:
Так как при этом образуется достаточно высокое сопротивление, металлические поверхности раскаляются практически докрасна, после чего происходит их сильное сжатие.
В момент сжатия давлением в кристаллических решетках обоих металлических деталях образуется одновременно несколько мостов, которые способны эффективно удержать стыкуемые между собой заготовки.
Сварочные машины обладают достаточно высокими показателями по мощности, которые способны обеспечить их высокую производительность и качественный сварной шов в месте стыка металлических заготовок.
Существует несколько различных разновидностей приемов, которые используются в сварных машинах для получения качественного соединении.
Выбор того или иного приема зависит, главным образом, от формы и площади разогреваемой рабочей зоны.
Наиболее распространенным технологическим приемом, который используется в сварных машинах для сварки арматуры и других металлических заготовок, является точечный по методу споттер.
Машина контактной точечной сварки за один свой рабочий проход может формировать одновременно несколько точек, что только увеличивает качество шва.
Есть машины, способные формировать шов рельефного типа.
В этом случае соединение методом споттер производится в некоторых отдельных точках, которые на небольшом расстоянии возвышаются над общей металлической поверхностью.
Можно встретить машины для шовной сварки арматуры и других металлических заготовок методом споттер. В этом случае соединение образуется за счет наплыва друг на друга сразу нескольких точек.
Метод шовной сварки своими руками на сварочной машине напоминает точечный. Различие состоит в используемых для этого электродах, которые имеют форму доскообразных вальцов.
Кроме этого, достаточно часто используют сварочные машины для стыковой сварки методом споттер.
При использовании метода стыковой сварки рабочие плоскости металлических деталей образуют как бы единую точку в месте соединения.
За счет стыковой сварки соединение заготовок производится по всей рабочей площади.
Метод точечной сварки
Используемые машины для точечной сварки своими руками методом споттер могут быть нескольких различных типов, а именно: ручного, стационарного, а также специализированного или подвесного.
Выполнять соединение арматуры или металлических заготовок они могут либо за счет однократного контакта, либо за счет многоточия.
Видео:
Конечно, многоточечная машина контактной сварки имеет более высокий потенциал работы и отличается большим набором самых разных функций, однако и другие станки достаточно производительны.
Аппарат данного типа в обязательном порядке состоит из специального генератора тока, электродов стержневого типа, а также гидравлического привода, который обеспечивает необходимое усилие при соединении разогретых металлических поверхностей.
Многоэлектродная машина может выполнять одновременно несколько соединительных точек на поверхности арматуры и обеспечивать их оптимальное сжатие.
Следует отметить, что наибольшим спросом пользуется многоэлектродная контактная машина, которая способна сформировать одновременно несколько точек на поверхности арматуры или какого-либо другого металла.
При этом для того, чтобы шов получился по-настоящему качественным, необходимо, чтобы она могла генерировать высокую плотность тока.
Такие машины могут выпускаться только стационарного типа, при этом они имеют достаточно высокую производительность при образуемом высокоэффективном сварном соединении.
Станок для стационарной сварки
В некоторых случаях для соединения арматуры, а также многих других материалов из металла своими руками, используют контактные станки стыкового типа.
В этом случае есть определенные ограничения для осуществления стыковки металла, которые заключаются в ограничениях по площади скрепляемых поверхностей, которые не должны превышать двухсот квадратных миллиметров.
Такой аппарат выпускается только в стационарном исполнении и обязательно состоит из специальных фиксаторов, блока центрирования, а также генератора тока и гидравлического пресса, способного обеспечить необходимое прижимное усилие рабочих металлических поверхностей.
В аппаратах данного класса должен обязательно использоваться такой трансформатор, который сможет обеспечить огромную силу тока.
Управление станком этого класса осуществляется вручную при помощи специальной панели.
Видео:
Специальные контактные станки в наше время выпускаются в самых разных модификациях и способны обеспечить максимально эффективное соединение металлических поверхностей.
Данные устройства имеют преимущественно стационарное исполнение.
Их основной принцип действия заключается в сильном сжатии нагретых до заданной температуры металлических поверхностей самых разных видов.
Данные станки отличаются высокой производительностью и достаточно простым принципом управления, освоить который сможет каждый.
Сделать аппарат контактной сварки своими руками достаточно просто. Об этом вы сможете прочитать на нашем сайте.
Станок с ЧПУ для контактной сварки дверей
Автоматический ЧПУ станок для контактной сварки металлических дверей
Нижний электрод это платформа кондуктор для размещения заготовок, перемещаясь вдоль направления оси Y;
Верхние электроды левый и правый установлены на платформы, они двигаться вместе с осью X;
Каждая сварочная головка оснащена сварочным источником питания.
Платформа перемещается вместе с направлением оси Y в положение сварки согласно заданной программе положения.
Сварочные головки перемещаются с обеих сторон к середине и сваривают этот ряд. После сварки ряда перемещается в направлении оси Y в другой ряд.
После сварки ряда перемещается в направлении оси Y в другой ряд.
В то же время обе стороны платформы работают постоянно, пока не завершат сварку.
Машина выполнить загрузку, фиксацию, сварку заготовки за один раз;
Станок автоматически перемещает и сваривает в соответствии с заданным положением;
Электроды в положении 0 автоматически производят шлифование поверхности, что дает всегда качественную сварку и снижает время для ремонта и обслуживания электродов;
Это дает гарантии стабильности точки сварки, улучшает качество продукции и эффективность производства и снизить себестоимость продукции.
Станок автоматический и решает нестабильное качество и производственный дефект при ручной работе; Максимальный размер плоского стола – 2500 x1250 мм.
Комплектации:
- Силовая полупроводниковая аппаратура корпорации IXYS США с высокой точностью и длительным сроком службы.
- Сервомотор TECO Тайваня с удобным управлением, быстрым ответом и высокой точностью.
- Интегральная система Motorola США и PLC от Японии SIEMENS с быстрой реакцией и стабильной производительностью.
- Интеллектуальная система управления с сенсорным экраном Япония Panasonic, которая связана с автоматической системой сигнализации об ошибках. Четкий интерфейс, простота в эксплуатации и стабильная производительность.
- Инверторные трансформаторы средней частоты малые размеры, легкий вес, стабильные в работе. Использование листов из высококачественного медного сплава с хорошей электрической проводимостью. Меньше энергопотребления, более мощная и стабильная емкость.
- Интеллектуальная система управления микрокомпьютерной сваркой для контроля компенсации колебаний напряжения в сети в пределах ± 15%. Быстрая компенсация тока для обеспечения стабильного сварочного тока источника питания.
- Пневматические компоненты от SANWO в Корее для стола.
- Электрооборудования – Mitsubishi и Omron Японии с идеальным сроком службы и производительностью.
- Строго соблюдайте стандарт безопасности CE для проектирования машины.
- Гарантируем непрерывную работу 20 часов в день.


Входное напряжение | 380v, 3-х фазное |
Входная мощность | 100KVAx2 |
Входной ток | 150 A |
Выходное напряжение | DC5.5 V |
Макс. Ток сварки | 15000 Ax2 |
Настройка сварки | 101 Вид |
Настройки позиций сварки | 5000 Вид |
Размер сварочной платформы | 2500mm x 1250mm |
Сервомоторов ось X | 2 компл. |
Сервомотор ось Y | 2 компл. |
Скорость перемещения устройства | 800 mm/sec |
Мощность серводвигателя | 450 W |
Сварочный цилиндр | 2 х.(80x50mm) |
Сварные электроды | 2 компл. |
Плоский стол с нижним электродом | 1 |
Рабочий температурный режим | 10-50 С |

2. Состав машины
1) Рама машины: Усиленная стальная специальная конструкция обеспечивает прочность и стабильность работы станка.
2) Система источника питания:
Два комплекта преобразователей с инверторной сварочной трансформаторной установкой среднего напряжения 100 КВА. Вторичный ток – 15000А. Коэффициент полезного действия составляет 25%. Выходной сварочный ток составляет 15KA. Трехфазный источник питания, со специальным инверторным выпрямителем, преобразуется в напряжение переменного тока 1000 Гц, а затем передает на среднечастотный трансформатор. Ток выпрямляется для сварки постоянным током. Этот источник питания отличается от источника переменного тока от источников переменного тока общего типа, поскольку он может регулироваться быстро и точно. Настройка станка позволяет потреблять мощность от электросети намного ниже, чем у источников общего типа.
Вторичный ток – 15000А. Коэффициент полезного действия составляет 25%. Выходной сварочный ток составляет 15KA. Трехфазный источник питания, со специальным инверторным выпрямителем, преобразуется в напряжение переменного тока 1000 Гц, а затем передает на среднечастотный трансформатор. Ток выпрямляется для сварки постоянным током. Этот источник питания отличается от источника переменного тока от источников переменного тока общего типа, поскольку он может регулироваться быстро и точно. Настройка станка позволяет потреблять мощность от электросети намного ниже, чем у источников общего типа.
3. Основные преимущества сварки MF с инверторным источником повышенной частоты
К их преимуществам можно отнести миллисекундную регулировку времени сварочного тока, что позволяет получать импульсы, сопоставимые с продолжительностью времени конденсаторного разряда и менее для точного тепло вложения в образование сварного ядра при сварке малых толщин. При этом повышается качество соединений, уменьшается вероятность выплесков, минимизируются деформации свариваемых поверхностей, увеличивается ресурс стойкости электродов. Задачи, которые раньше решали при помощи конденсаторной сварки, теперь могут быть решены более экономичным способом с использовании машин серии MF.
Задачи, которые раньше решали при помощи конденсаторной сварки, теперь могут быть решены более экономичным способом с использовании машин серии MF.
- Ток вторичной сварочной обмотки – постоянный ток.
- Трехфазная сбалансированная нагрузка снижает энергопотребление. Коэффициент мощности близок к 1. Нет электрической индуктивности, поэтому нет необходимости регулировать коэффициент мощности.
- Нет искрения и загрязнения источника питания. Это своего рода экологически безопасный метод сварки.
- Уменьшите потребление энергии, экономия энергии. Сократите требования к кабелям и значительную стоимость обслуживания.
- Вес трансформатора значительно меньше. Он легкий и удобный. Вес и размер трансформатора MF все 30 % от веса трансформатора переменного тока. Подходит для роботизированной сварочной системы
- Увеличьте эффективность ввода тепла. Выход сварочного трансформатора представляет собой постоянное напряжение без нарушения индуктивности. Чистый DC не имеет дефекта нулевого прохода. Эффективность тепла резко возрастает.
- Интеллектуальное цифровое управление с полным закрытым контуром. Ток управления сваркой будет более точным. Точность регулировки и точность контроля в 20 раз выше, чем система переменного тока. Управление защищает инвертор и трансформатор.
- Цифровое управление может улучшить точность управления и точность измерений. Точность времени сварки – ms , которая может помочь вам контролировать время сварки в случайном порядке.
 Эффективность тепла резко возрастает.
Эффективность тепла резко возрастает.4. Система управления сваркой:
Простой, легкий и удобный рабочий интерфейс с цифровым управлением частотным инвертором. Уникальные характеристики автоматического обнаружения, компенсации, контроль отказа от работы при снижении сварочного тока, эффективно предотвращает явления «свободная сварка и холодной соединение» Система управления программируется и хранит 101 тип моделей сварки. Быстрая реакция и высокая точность управления гарантирует получение высококачественных сварочных точек.
5. Система сварочных электродов:
Станок оснащен двумя сварочными головками с электродами на правой и левой стороне. Электроды управляются пневматическими цилиндрами с ходом штока 50 мм, перемещения сварочных головок с помощью серводвигателей в двух направления по оси Х.
6. Система позиционирования (рабочая платформа):
Плоская рабочая платформа. Работает независимо и движется автоматически по направлению оси Y. Платформа с позиционирующим устройством хорошо фиксирует листовой металл, может гарантировать высокую точность сварки и удобную сборку и демонтаж.
7. Основная система управления:
Управление станком, ввод данных происходит через сенсорный экран Panasonic пр. Япония на английском языке. ПЛК управляет всем станком и отвечает за чтение, передачу и управление всеми видами обработки сигналов и координации, что гарантирует качественное выполнение продукции. Система управления может хранить в памяти 30 сварочных моделей и каждая модель хранит 5000 позиций сварки. Самодиагностика станка позволяет контролировать возникновение неисправностей.
Самодиагностика станка позволяет контролировать возникновение неисправностей.
Аппараты для контактной сварки: технология, модели, многоточечный
Аппараты контактной сварки применяются в тех случаях, когда сваривание металлических запчастей происходит при их нагревание посредством электрического тока дуги.
Таким образом, технологический процесс представляет собой экстремальный нагрев поверхности металла электродом.
Технология контактной сварки
Технология контактной сварки кроме воздействия на поверхность металла электрическим током, также подразумевает воздействие давления на сварные кромки.
В строительной индустрии контактную сварку применяют для сваривания крестообразных стыков в арматуре или железных каркасов под бетон.
Экономичность и целесообразность данного вида сварки подтвердило его применение при сварке трубопроводов.
Сварочные аппараты любого вида, инверторные или полуавтоматы – качественное оборудование, но рано или поздно наступает момент для его ремонта и удаления возникших неисправностей.
Сварочные работы под слоем флюса — качественный метод соединения двух металлов посредством электродуговой сварки. Подробнее об этом типе сварки читайте здесь.
 Читайте подробнее о ремонте сварок.
Читайте подробнее о ремонте сварок.Весь технологический процесс укладывается в следующие рамки: две заготовки стыкуются между собой, при этом не стоит переживать из-за оксидных пленок, они уберутся под воздействием температуры от электрической дуги.
После этого на место стыка заготовок начинают воздействовать электрической дугой от электрода, образуется сварная ванна, которая под взаимным давлением заготовок друг на друга образует сварной диаметральный шов.
Кроме того при использовании автоматической точечной сварки заготовка подается к сварным электродам на специальных прокатных вальцах, по типу конвейера.
Чаще всего все производство автоматизировано и требует от сварщика лишь контроля и наблюдения за правильным технологическим процессом.
Оборудование для контактной сварки
Технологически все оборудование для контактной сварки разделяют на машину и контактный сварочный аппарат.
Так же их подразделяют:
- по методу соединения металлов – притирка или оплавление;
- по механизму подачи сварочного электрода в автоматическом суппорте – винтовая подача, рычажная, карусельная;
- по устройству зажимов сварочных заготовок – винтовые, тисочные, прищепки;
- по видам монтажа машины подразделяют на стационарные и переносные.
Для облегчения сварочного процесса и повышения эффективности его результата, при сварке тугоплавких металлов используются различные присадки, в том числе и сварочная проволока. Как подобрать сварочную проволоку читайте на нашем сайте.
Узнать о сварке алюминия можно здесь.
Машины контактной точечной сварки оснащаются двумя электродами – катодом и анодом, относительно которых закрепляются сварные заготовки. Так же следует понимать, что время проваривания шва в каждой точке зависит от характеристик металла заготовки.
Как правило, наименьший период времени занимает приваривание в точках на цветных металлах.
Роликовая машина для контактной сварки предполагает соединение деталей непрерывным швом за счет пропускания тока через свариваемые детали.
После того, как заготовка подана в рабочую зону, где должен быть осуществлен прожиг срабатывает фотонная защита, то есть сварка работает только с тем участком, с которым необходимо, так как фотонные поля не пропускают электрическую дугу, не позволяя ей заискрить и испортить “чистую” зону заготовки.
Контактный сварочный аппарат
Контактные сварочные аппараты основаны несколько на другом принципе работы, аппараты оснащены конденсаторами, то которых при мгновенной разрядке передается на катод и принимается анодом.
В этот момент возникает широкополосная электрическая дуга большой мощности тока.
Аппараты контактной сварки подразделяют по следующему типу:
- по характеру их мобильности – на передвижные и стационарные;
- по степени универсализации – для работы с цветным металлом и тонким листовым металлом, ювелирной фольгой;
- многофункциональные сварочные станки с возможностью перестановки роликов;
- с одним рядом роликов и сдублированным;
- по способу обращения роликов — аппарат контактной точечной сварки с приводом на 1 ролик, на 2 ролика, с единственным верхним роликом, двигающимся по неподвижной консоли, опять же с одним роликом, а также перемещающейся нижней оправкой;
Контактная сварка – это метод часто используемый в промышленности для соединения однотипных деталей.
О ремонте сварочных аппаратов, в том числе контактных, читайте здесь.
 Что же из себя представляет контактная сварка читайте в публикации.
Что же из себя представляет контактная сварка читайте в публикации.Контактные сварочные аппараты широко применяются на полуавтоматических заводах по производству автомобилей и военной техники.
Контактная точечная сварка легко автоматизируется, так как точечная сварка относится к роду высокоточных сварочных работ большой четкости.
Многоточечная машина контактной сварки
Второе название такой машины – шовный станок контактной сварки, потому что взаимодействие заготовки и трех точечных электродов в конечном итоге дает единый шов, похожий по виду на ткацкий.
Такие машины применяют в том случае, когда требуется дополнительные наплавки на шов, например в технологических трубопроводах, которые работают под давление свыше 100 Атмосфер.
Многоточечные машины работают в двух технологических режимах:
- с прерывистой подачей тока, для того, чтобы прокладывать наплавки по коротким швам для кратковременных отключений электрической дуги;
- с непрерывной подачей тока для постоянства дуги, когда надо проложить единый шов относительно сварных поверхностей.

Сварочные аппараты для контактной сварки отличаются высоким КПД и надежностью.
Полуавтоматическая сварка в защитной газовой среде, широко применяется при кузовном ремонте на специализированных СТО, при строительно-монтажных работах и многих других областях производства. О полуавтоматической сварке читайте подробнее.
О применении метода точечной сварки для кузовов и мелких деталей читайте здесь.
Читайте также:
- Контактная сварка Контактная сварка – это метод часто используемый в промышленности для соединения однотипных деталей. Принцип работы контактной сварки – […]
- Газовая сварка Газовая сварка – соединение металлов путем образования сварочных ванн при нагревании поверхностей металлов пламенем высоких температур, которое […]
Что такое сварка сопротивлением: RWMA: American Welding Society
Что такое контактная сварка
Контактная сварка – это соединение металлов путем приложения давления и пропускания тока в течение некоторого времени через металлическую область, которую необходимо соединить. Ключевым преимуществом контактной сварки является то, что для создания соединения не требуются другие материалы, что делает этот процесс чрезвычайно экономичным.
Ключевым преимуществом контактной сварки является то, что для создания соединения не требуются другие материалы, что делает этот процесс чрезвычайно экономичным.
Существует несколько различных форм контактной сварки (например,грамм. точечная и шовная, выступающая, оплавленная и осажденная сварка), которые различаются в первую очередь типами и формой сварочных электродов, которые используются для приложения давления и проведения тока. Электроды, обычно изготавливаемые из сплавов на основе меди из-за превосходных проводящих свойств, охлаждаются водой, протекающей через полости внутри электрода и других проводящих инструментов машины для контактной сварки.
Аппараты для контактной сварки разработаны и изготовлены для широкого спектра автомобильных, аэрокосмических и промышленных применений.Благодаря автоматизации работа этих машин строго контролируется и воспроизводится, что позволяет производителям легко укомплектовать производство персоналом.
Типы приложений контактной сварки:Точечная сварка и шовная сварка
- Точечная сварка сопротивлением, как и все процессы контактной сварки, создает сварные швы с использованием тепла, выделяемого сопротивлением потоку сварочного тока между стыковочными поверхностями а также усилие, чтобы сдвинуть детали вместе, приложенное в течение определенного периода времени. При контактной точечной сварке геометрия поверхностей самих сварочных электродов используется для фокусировки сварочного тока в желаемом месте сварного шва, а также для приложения силы к заготовкам. После создания достаточного сопротивления материалы укладываются и соединяются, образуя сварной шов.
- Контактная сварка швом – это разновидность контактной точечной сварки, в которой используются электроды в форме колеса для подачи силы и сварочного тока к деталям. Разница в том, что при подаче сварочного тока заготовка катится между электродами в форме колеса.В зависимости от конкретного сварочного тока и настроек времени сварки, созданные сварные швы могут накладываться друг на друга, образуя полный сварной шов, или могут быть просто отдельными точечными сварными швами с определенными интервалами.
- Точечная сварка сопротивлением, как и все процессы контактной сварки, создает сварные швы с использованием тепла, выделяемого сопротивлением потоку сварочного тока между стыковочными поверхностями а также усилие, чтобы сдвинуть детали вместе, приложенное в течение определенного периода времени.
Проекционная сварка
- Как и другие процессы контактной сварки, проекционная сварка использует тепло, генерируемое сопротивлением потоку сварочного тока, а также силу, которая прижимает детали друг к другу в течение определенного периода времени. Проекционная сварка локализует сварные швы в заранее определенных точках с помощью выступов, выпуклостей или пересечений, которые фокусируют тепловыделение в точке контакта.Как только сварочный ток создает достаточное сопротивление в точке контакта, выступы схлопываются, образуя сварной шов.
- Сплошные выступы часто используются при приваривании крепежных элементов к деталям. При соединении листового или пластинчатого материала часто используются тиснения. Примером проекционной сварки с использованием материала «Пересечения» является сварка поперечной проволокой. В этом случае пересечение самих проводов локализует тепловыделение и, следовательно, сопротивление. Проволоки переходят одна в другую, образуя при этом сварной шов.
- Как и другие процессы контактной сварки, проекционная сварка использует тепло, генерируемое сопротивлением потоку сварочного тока, а также силу, которая прижимает детали друг к другу в течение определенного периода времени.
Сварка оплавлением
- Как и другие процессы контактной сварки, при сварке оплавлением используется тепло, генерируемое сопротивлением потоку сварочного тока, а также сила, которая прижимает детали друг к другу в течение определенного периода времени. Сварка оплавлением – это процесс контактной сварки, который создает сопротивление за счет действия оплавления. Это действие создается за счет очень высокой плотности тока в очень маленьких точках контакта между деталями. В заранее определенный момент после начала процесса прошивки к заготовке прикладывается сила, и они перемещаются вместе с контролируемой скоростью.Быстрая осадка, создаваемая этой силой, удаляет оксиды и примеси из сварного шва.
- Как и другие процессы контактной сварки, при сварке оплавлением используется тепло, генерируемое сопротивлением потоку сварочного тока, а также сила, которая прижимает детали друг к другу в течение определенного периода времени.
Сварка с осаждением
- Как и в других процессах сварки сопротивлением, при сварке с осаждением используется тепло, выделяемое сопротивлением потоку сварочного тока, а также сила, которая прижимает детали друг к другу в течение определенного периода времени. Подобно сварке оплавлением, при сварке с вылетом детали уже находятся в плотном контакте друг с другом, поэтому оплавление не происходит. Давление прикладывается до запуска тока и поддерживается до завершения процесса.
 При контактной точечной сварке геометрия поверхностей самих сварочных электродов используется для фокусировки сварочного тока в желаемом месте сварного шва, а также для приложения силы к заготовкам. После создания достаточного сопротивления материалы укладываются и соединяются, образуя сварной шов.
При контактной точечной сварке геометрия поверхностей самих сварочных электродов используется для фокусировки сварочного тока в желаемом месте сварного шва, а также для приложения силы к заготовкам. После создания достаточного сопротивления материалы укладываются и соединяются, образуя сварной шов. Проекционная сварка локализует сварные швы в заранее определенных точках с помощью выступов, выпуклостей или пересечений, которые фокусируют тепловыделение в точке контакта.Как только сварочный ток создает достаточное сопротивление в точке контакта, выступы схлопываются, образуя сварной шов.
Проекционная сварка локализует сварные швы в заранее определенных точках с помощью выступов, выпуклостей или пересечений, которые фокусируют тепловыделение в точке контакта.Как только сварочный ток создает достаточное сопротивление в точке контакта, выступы схлопываются, образуя сварной шов. Сварка оплавлением – это процесс контактной сварки, который создает сопротивление за счет действия оплавления. Это действие создается за счет очень высокой плотности тока в очень маленьких точках контакта между деталями. В заранее определенный момент после начала процесса прошивки к заготовке прикладывается сила, и они перемещаются вместе с контролируемой скоростью.Быстрая осадка, создаваемая этой силой, удаляет оксиды и примеси из сварного шва.
Сварка оплавлением – это процесс контактной сварки, который создает сопротивление за счет действия оплавления. Это действие создается за счет очень высокой плотности тока в очень маленьких точках контакта между деталями. В заранее определенный момент после начала процесса прошивки к заготовке прикладывается сила, и они перемещаются вместе с контролируемой скоростью.Быстрая осадка, создаваемая этой силой, удаляет оксиды и примеси из сварного шва. Источник: C1. 1M / C1.1: 2012 – Рекомендуемые методы сварки сопротивлением
1M / C1.1: 2012 – Рекомендуемые методы сварки сопротивлением
Сварщики сопротивления | Точечная, проекционная и шовная сварка [844-974-9353]
Weld Systems Integrators – это ваш полный поставщик оборудования для стандартной и нестандартной контактной сварки (RW), услуг поддержки и ремонта.
Weld Systems Integrators (WSI) – производитель машин для контактной сварки, предлагающий новое и модернизированное сварочное оборудование.Мы проектируем и производим как стандартные, так и нестандартные аппараты для точечной сварки, аппараты для проекционной сварки, аппараты для сварки коромысел, аппараты для прессовой сварки, аппараты для сварки конденсаторным разрядом (CD), пистолеты для точечной сварки, аппараты для настольной сварки, аппараты для сварки швов, аппараты для сварки дверных и дверных рам, аппараты для двухкоординатной сварки, поворотный стол. сварщики и сварщики с несколькими пистолетами. Кроме того, WSI является дистрибьютором сварочных материалов, запасных частей, инструментов и принадлежностей, а также вспомогательного оборудования для контактной сварки.
Стандартные и нестандартные установки для контактной точечной, проекционной и шовной сварки ДЛЯ ПРОДАЖИ в компании Weld Systems Integrators
Сварочные аппараты WSI доступны в стандартной и нестандартной конфигурации. СДЕЛАНО В США на нашем заводе в Уорренсвилл-Хайтс, штат Огайо, наши сварочные аппараты доступны с дополнительными источниками питания, включая однофазный переменный ток, трехфазный постоянный ток и MFDC, а также однофазный CD (разряд конденсатора). Кроме того, Weld Systems Integrators является основным дистрибьютором промышленных сварочных аппаратов и балансировочных станков TECNA. Мы храним, продаем, ремонтируем и поддерживаем наш инвентарь TECNA НА СКЛАДЕ. Посетите наш специальный веб-сайт TECNA по адресу TECNADirect.com.Свяжитесь с интеграторами систем сварки по телефону 844-974-9353, чтобы узнать цены на оборудование для контактной сварки или получить расценки.
Стандартные и нестандартные сварочные аппараты от компании Weld Systems Integrators.

Сварочные аппараты прессового типа
Для сварочных работ, в которых не требуются сверхмощные функции стандартного сварочного аппарата, но требуются такая же надежность при более низкой стоимости, EconoPress – ваше решение. Тонкий дизайн позволяет использовать в тесных местах, занимая значительно меньше площади в цехе.
Аппараты для точечной сварки с коромыслом
от Weld Systems Integrators, Inc. (WSI) предназначены для обеспечения производства контактной сварки по доступной цене.
Настольные сварочные аппараты
Настольные сварочные аппараты от Weld Systems Integrators – идеальное решение для контактной сварки небольших сборок.
Аппараты для сварки швов
Аппараты для продольной, продольной и круговой сварки швов от компании Weld Systems Integrators.
EconoPress
WSI Сварочные аппараты EconoPress предназначены для сварочных работ, которые не требуют сверхмощных функций стандартного сварочного аппарата, но при этом требуют такой же надежности при более низкой стоимости.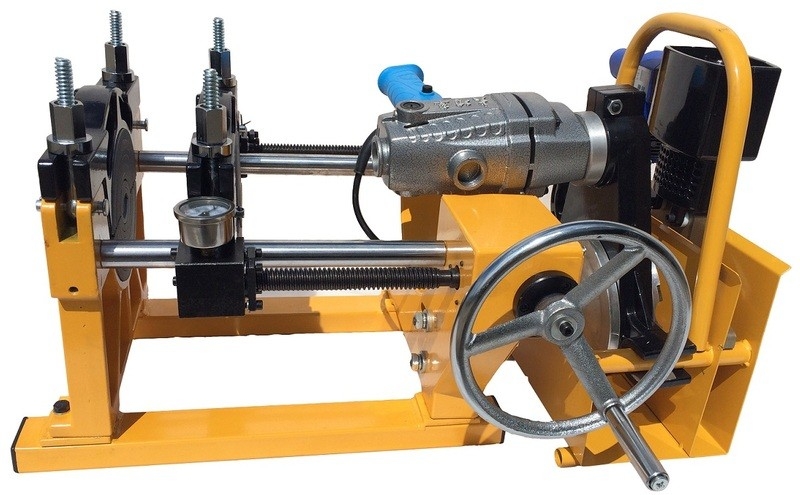
Сварочные пистолеты для точечной сварки
Weld Systems Integrators (WSI) предлагает широкий ассортимент пистолетов для точечной сварки от 15 кВА до 137 кВА. Мы предлагаем модели ножниц и c, доступные в стандартной и нестандартной конфигурации.
Сварочные аппараты с конденсаторным разрядом (иногда также называемые емкостным разрядом)
Пытаетесь найти решение сложной задачи соединения? Сварочные аппараты с конденсаторным разрядом от компании Weld Systems Integrators – ваше решение.
Сварщики дверей и сварочные аппараты дверных коробок
Weld Systems Integrators разрабатывают и производят стандартные и специальные сварочные аппараты сопротивлением для экономичного производства стальных дверей и рам.
Сварочные аппараты с несколькими пистолетами
Ячейки для контактной сварки с 2, 3, 4 и 6 горелками предназначены для выполнения нескольких сварных швов с минимальным вмешательством оператора.
Сварочные аппараты с поворотным столом и автоматика с поворотным столом
Подходит для широкого спектра сварочных работ. Автоматическая сварка поворотного стола WSI обеспечивает легкое выравнивание, упрощенное обслуживание и улучшает эргономику рабочего.
Автоматическая сварка поворотного стола WSI обеспечивает легкое выравнивание, упрощенное обслуживание и улучшает эргономику рабочего.
XY и XYZ
WSI разрабатывает и производит стандартные и нестандартные сервосварочные аппараты XY и XYZ как эффективное решение для многократной сварки одной детали.
Бывшее в употреблении / восстановленное сварочное оборудование
Услуги по ремонту и восстановлению бывшего в употреблении сварочного оборудования и сварочного оборудования компании WSI часто включают модернизацию технологий для повышения эффективности и производительности сварщиков.
Интеграторы систем контактной сварки
Сварочные аппараты Сопротивлением Роккеровские сварочные аппараты Шовные сварочные аппараты с ножным приводом Коромысла Запчасти и услуги Ремонт сварщиковЗапасные частиЭлектроды
|
| 1. Член: Связаться со стандартной компанией по сварке сопротивлением Телефон: 770.949.2479 Бесплатный звонок: 800.365.9943 Факс: 770.489.1826Запросить ценовое предложениеЗапросить информацию Нужен специально разработанный и изготовленный сварочный аппарат или система? Щелкните здесь, чтобы узнать цену в Интернете. Получите онлайн-предложение Пожалуйста, помогите нам держать вас, нашу клиентскую базу, в курсе наших продуктов, заполнив эту анкету.Когда вы ввели всю информацию, нажмите внизу кнопку «Зарегистрироваться для получения бюллетеня по стандартам». Посмотрите фотографии некоторых из множества сварочных аппаратов и сварочных систем, которые мы разработали. | |||||||||||||||||
 800.365.9943
800.365.9943  O. ВСТАВКА 268
O. ВСТАВКА 268 Обзор контактной сварки
5) Свойства материалов
Почти все свойства материалов изменяются с температурой, что увеличивает динамику процесса контактной сварки.Удельное сопротивление материала влияет на тепловыделение. Теплопроводность и теплоемкость влияют на теплопередачу. В таких металлах, как серебро и медь, с низким удельным сопротивлением и высокой теплопроводностью, даже при высоком сварочном токе выделяется мало тепла, а также он быстро отводится. Их довольно сложно сваривать контактной сваркой. С другой стороны, они могут быть хорошим материалом для электродов. При сварке разнородных металлов больше тепла будет выделяться в металле с более высоким удельным сопротивлением.Это следует учитывать при проектировании сварных деталей при сварке выступами и выборе формы электродов при точечной сварке. Твердость материала также влияет на сопротивление контакта. Более твердые металлы (с более высоким пределом текучести) приведут к более высокому контактному сопротивлению при том же сварочном усилии из-за того, что шероховатости поверхности труднее деформировать, что приведет к меньшей реальной площади контакта. Электродные материалы также используются для влияния на тепловой баланс при контактной сварке, особенно для соединения легких и цветных металлов.
Более твердые металлы (с более высоким пределом текучести) приведут к более высокому контактному сопротивлению при том же сварочном усилии из-за того, что шероховатости поверхности труднее деформировать, что приведет к меньшей реальной площади контакта. Электродные материалы также используются для влияния на тепловой баланс при контактной сварке, особенно для соединения легких и цветных металлов.
6) Покрытия поверхностей
Большинство покрытий поверхностей применяется для защиты от коррозии или в качестве основы для дальнейшей обработки поверхности. Эти поверхностные покрытия часто усложняют процесс сварки. В соответствии с отдельными типами покрытий поверхности необходимо регулировать специальные параметры процесса. Некоторые поверхностные покрытия вводятся для облегчения сварки сложных комбинаций материалов. Эти поверхностные покрытия специально подобраны для обеспечения теплового баланса на границе раздела сварных швов.Большая часть поверхностных покрытий будет выдавлена во время сварки, некоторые останутся на границе раздела сварного шва в виде припоя.
7) Геометрия и размеры
Геометрия и размеры электродов и деталей очень важны, так как они влияют на распределение плотности тока и, следовательно, на результаты контактной сварки. Геометрия электродов при точечной сварке контролирует плотность тока и получаемый размер сварочного шва. Для металлических листов разной толщины требуются разные сварочные токи и другие настройки параметров процесса.Конструкция локальной проекционной геометрии деталей имеет решающее значение при сварке выступами, которую следует учитывать вместе со свойствами материала, особенно при соединении разнородных металлов. В принципе, рельеф или выступ следует размещать на материале с более низким удельным сопротивлением, чтобы получить лучший тепловой баланс на границе раздела сварного шва.
Узнайте больше о проектировании сварных швов>
8) Характеристики сварочного аппарата
Электрические и механические характеристики сварочного аппарата существенно влияют на процессы контактной сварки.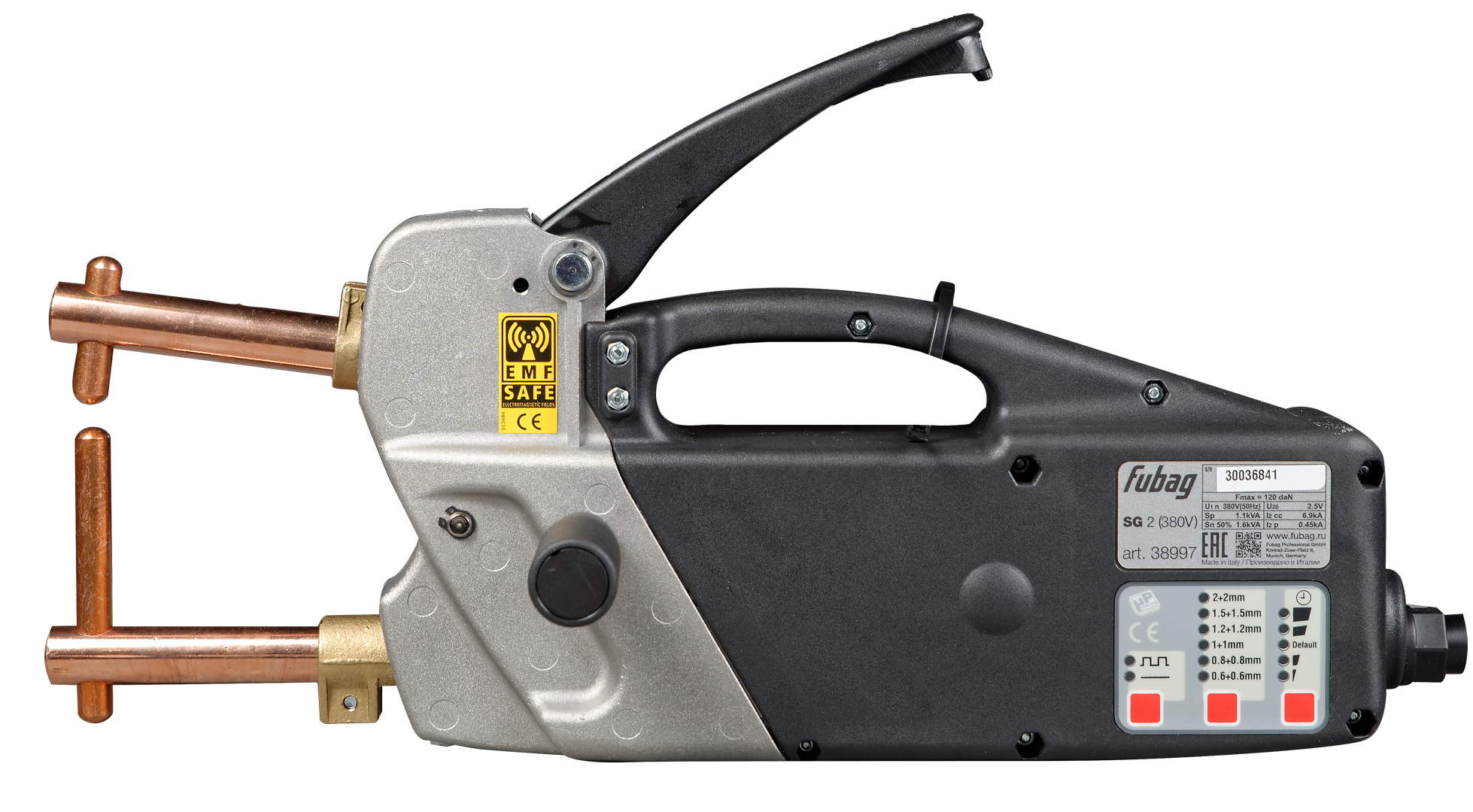 Электрические характеристики включают динамическое время реакции сварочного тока и магнитные / индуктивные потери из-за размера сварочного окна и количества магнитных материалов в горловине. Время нарастания сварочного аппарата может быть очень критичным при контактной сварке сопротивлением, так как общее время сварки часто бывает очень коротким. Магнитные потери при точечной сварке являются одним из важных факторов, которые необходимо учитывать при управлении технологическим процессом. Механические характеристики включают скорость и ускорение следящего за электродом, а также жесткость погрузочной рамы / рычагов.Если слежение за электродом слишком медленное, при сварке выступами легко может произойти выброс. На приведенном ниже рисунке показаны измеренные параметры процесса сварки выступом, которые включают динамические кривые сварочного тока, сварочного усилия и смещения электрода, где резкое движение соответствует схлопыванию выступа в заготовке.
Электрические характеристики включают динамическое время реакции сварочного тока и магнитные / индуктивные потери из-за размера сварочного окна и количества магнитных материалов в горловине. Время нарастания сварочного аппарата может быть очень критичным при контактной сварке сопротивлением, так как общее время сварки часто бывает очень коротким. Магнитные потери при точечной сварке являются одним из важных факторов, которые необходимо учитывать при управлении технологическим процессом. Механические характеристики включают скорость и ускорение следящего за электродом, а также жесткость погрузочной рамы / рычагов.Если слежение за электродом слишком медленное, при сварке выступами легко может произойти выброс. На приведенном ниже рисунке показаны измеренные параметры процесса сварки выступом, которые включают динамические кривые сварочного тока, сварочного усилия и смещения электрода, где резкое движение соответствует схлопыванию выступа в заготовке.
Контактная и точечная сварка – Midwest Engineered Systems
Контактная сварка – это процесс быстрого и эффективного соединения двух или более тонких листов металла. Этот процесс сварки также позволяет сваривать как похожие, так и разнородные материалы без использования защитных газов или флюсов. Midwest Engineered Systems может автоматизировать процессы контактной и точечной сварки практически в любой системе автоматизации. От небольших автономных систем до полностью роботизированной автоматизации – MWES проектирует каждую сварочную систему в соответствии с конкретными потребностями клиента.
Этот процесс сварки также позволяет сваривать как похожие, так и разнородные материалы без использования защитных газов или флюсов. Midwest Engineered Systems может автоматизировать процессы контактной и точечной сварки практически в любой системе автоматизации. От небольших автономных систем до полностью роботизированной автоматизации – MWES проектирует каждую сварочную систему в соответствии с конкретными потребностями клиента.
Контактная сварка находит широкое применение в металлообработке и обрабатывающей промышленности. Во всех процессах контактной сварки сильный ток пропускается через металлы, нагревая их и сплавляя их вместе в заданных точках.Эти точки сварки будут зависеть от конструкции сварочной детали и положения электродов, используемых в процессе сварки. Некоторые более распространенные типы контактной сварки включают точечную сварку, шовную сварку, стыковую сварку и сварку выступами.
Преимущества контактной сварки
Использование контактной сварки имеет ряд преимуществ. Среди них следующие:
Среди них следующие:
• Более чистая и менее загрязненная рабочая среда
• Это простой процесс, легко интегрируемый с автоматизацией и робототехникой и не требующий предварительной подготовки сварочных бригад.
• Низкая стоимость и возможность крупносерийного производства
• Подходит для сварки одинаковых и разнородных металлов
• Тепло сконцентрировано, а интервалы тепловложения короткие
• Обычно не требует растворителей или других материалов; также не нуждается в защитных газах
Точечная сварка
Точечная сварка – это наиболее часто используемый вид контактной сварки.Сварное соединение формируется путем прижатия электродов с заостренными концами в местах сварки, чтобы направить надлежащий ток и тепло в определенные места на свариваемых металлах. Точечную сварку можно легко автоматизировать, и она широко используется в автомобильной промышленности для производства деталей шасси автомобилей и других крупных компонентов. Точечная сварка также применяется при производстве мебели и других предметов домашнего обихода.
Точечная сварка также применяется при производстве мебели и других предметов домашнего обихода.
Преимущества точечной сварки
Контактная точечная сварка (RSW) имеет несколько преимуществ, которые следует отметить.К наиболее важным из них относятся следующие:
• Точечная сварка – это быстро, просто и широко применяется
• Отсутствие опасности от открытого огня.
• Для соединения не требуются присадочные металлы или флюсы.
• Автоматизированные роботы могут легко наращивать производство, выполняя от десятков до сотен точечных сварных швов за секунды, в зависимости от сварочных компонентов.
• Металлические листы можно сваривать одновременно
Контактная или точечная сварка?
Выбор между точечной сваркой и другим типом контактной сварки будет зависеть от конкретных требований и целей проекта в области сварки.Выбор других процессов контактной сварки может означать использование сложного оборудования, которое потребует от сотрудников технической подготовки и навыков для эффективной эксплуатации автоматических сварочных аппаратов, что приведет к увеличению эксплуатационных расходов. С другой стороны, при точечной сварке электроды должны иметь возможность соприкасаться с обеими сторонами металлических деталей, находящихся в процессе сварки. Слабый или небольшой сварной шов будет результатом, если сварочные электроды будут иметь слабые токи, не будут удерживать металлические детали с достаточной силой или будут недостаточно горячими для завершения сварки.
С другой стороны, при точечной сварке электроды должны иметь возможность соприкасаться с обеими сторонами металлических деталей, находящихся в процессе сварки. Слабый или небольшой сварной шов будет результатом, если сварочные электроды будут иметь слабые токи, не будут удерживать металлические детали с достаточной силой или будут недостаточно горячими для завершения сварки.
Хотя это лишь небольшая часть наших возможностей интеграции сварки, мы можем спроектировать любую систему в соответствии с вашими потребностями, от автоматизации процессов ручной сварки до модернизации существующих роботизированных систем. Свяжитесь с нами чтобы узнать больше.
Аппарат для контактной сварки: ноу-хау CEA
С момента своего основания CEA всегда уделяла особое внимание включению всего понемногу в свой бизнес, всегда стремясь предложить своим клиентам доступ к новейшим технологиям сварки и ноу-хау по их использованию! Это особенно актуально, когда речь идет о входе в мир контактной сварки, поэтому давайте посмотрим, какую информацию CEA может предложить по этому вопросу и какие аппараты для контактной сварки представлены на рынке.
CEA RESTECH – это подразделение CEA, которое занимается исключительно всем, что связано с контактной сваркой . Они официально начали свой путь в производство сопротивления в 1950 году, хотя история началась еще в 1936 году! CEA отличается от любой другой компании на рынке, так как может похвастаться довольно обширным ассортиментом аппаратов для контактной сварки и оборудования для промышленности и комплектов компонентов для интеграторов.Однако RESTECH не всегда в одиночку бросает вызов миру сварки, и часто партнеры с TECNOROBOT – предоставляют очень продвинутые решения для сложной автоматизации и роботизированных процедур . Эта комбинация предлагает что-то для всех и каждой задачи, а также предоставляет подробные советы и информацию, которые помогут даже самому начинающему пользователю.
Итак, теперь, когда у нас есть некоторая справочная информация, давайте углубимся в таинственный мир продуктов для контактной сварки, имеющихся на рынке.
Хотите протестировать нашу продукцию?Запросите БЕСПЛАТНУЮ ДЕМО! Точечная и проекционная сварка
Семейство точечной сварки не лишено выбора, так как вмещает большое количество машин с опорными коромыслами, которые доступны в механической или пневматической версиях, а также с оборудованием с вертикальным ходом поршня с пневматическим приводом. CEA имеет серию постаментов с вертикальным ходом и пневматическим приводом , которые подходят как для точечной, так и для выпуклой сварки с использованием различных инструментов, в комплекте с серией стендового типа.Наряду с этим оборудованием у нас есть пневматические подвесные горелки для точечной сварки со встроенным трансформатором . Глядя на ассортимент, который имеет CEA, мы видим, что они предлагают несколько инверторных аппаратов средней частоты, которые являются ответом на возросшие требования к качеству при контактной сварке.
Машины для стыковой сваркиВ эту линейку входят простые аппараты для стыковой сварки с ручным управлением , предназначенные для волочильного производства и разработанные для соединения стали, латуни, алюминия и т. Д. Аппараты для стыковой сварки арматуры также доступны для соединения арматурных стержней из бетона. Серийные пневматические аппараты для стыковой и / или контактной стыковой сварки дополняют модельный ряд , обеспечивая высокую производительность при соединении проволоки, труб и полых профилей . На рынке CEA есть несколько вариантов: от устройств для ручной стыковой сварки до устройств для автоматической стыковой сварки и устройств для стыковой сварки оплавлением. Каждый из этих вариантов предлагает различный выбор, который разработан для удовлетворения разнообразного спектра потребностей и задач .
Читайте также : «Важность технической помощи в послепродажном обслуживании CEA»
Сварочные аппаратыАппараты для шовной сварки имеют разнообразный ассортимент для решения множества различных задач. . Существуют машины с вращающимися сварочными дисками для сварки швов герметичного ламинирования. разделены на модели RT (поперечная сварка) и RL (продольная сварка). У этой группы машин выбор меньше, кроме трехфазных версий! Разнообразие конфигураций оборудования позволяет выполнять сварку герметичным швом баллонов, огнетушителей, радиаторов, резервуаров и аналогичных изделий с отличным качеством.
Многоосные роботизированные сварочные системыВ эту категорию входит роботизированное оборудование , которое может работать на большем количестве осей для контактной точечной или выступающей сварки деталей, размещенных на соответствующих зажимных приспособлениях, подходящих для повторяющихся небольших серий работ. Аппарат Voyager – это роботизированная система, которая попадает в эту группу. Поскольку основными характеристиками оборудования Voyager являются гибкость , производительность и простота программирования , неудивительно, что эти инструменты наиболее подходят для работы с мелкосерийными сетками и деталями из мягкой стали, нержавеющей стали и алюминия.
Оборудование под заказCEA разрабатывает и производит на собственном предприятии специальные машины, адаптированные к особым требованиям клиентов . Если вы ищете что-то конкретное, следует иметь в виду CEA, поскольку они могут производить машины, которые удовлетворят все ваши потребности.
Органы управления и компонентыШирокий ассортимент электронных блоков управления и комплектов компонентов, подходящих для всех интеграторов. , , производители специального оборудования и работы по модернизации. принадлежит CEA.Есть несколько вариантов управления и компонентов, которые поставляет CEA: электронные блоки управления переменного тока, электронные блоки управления MF, трансформаторы переменного тока и трансформаторы MF.
{{cta (‘c9819577-65d8-4853-80d0-e1a00c4511b7 ‘,’ justifycenter ’)}}
Аппарат для контактной сварки и принадлежности
ПРЕДОСТАВЛЯЕМ ВАМ ОБОРУДОВАНИЕ ДЛЯ ТОЧЕЧНОЙ СВАРКИ ПРЕВОСХОДНОГО СОПРОТИВЛЕНИЯ, АРЕНДУ, ЭЛЕКТРОДЫ И ПОДДЕРЖКУ ДЛЯ ВАШЕГО ПРОЕКТА ТОЧЕЧНОЙ СВАРКИ.
Advanced Integrated Technologies (AIT) – поставщик оборудования для контактной сварки и технической поддержки для точечных сварочных аппаратов и принадлежностей марки Nippon Avionics (Avio), а также аппаратов для точечной сварки Sunstone.Мы можем оценить образцы вашей продукции, предоставить бесплатные контрольные сварные швы и точно указать, какое оборудование лучше всего подходит для вашей области применения. Затем мы можем предоставить вам необходимое оборудование по экономичной цене и помочь с любыми техническими проблемами, с которыми вы столкнетесь при настройке сварочного процесса. Отправьте контактную форму или позвоните нам сегодня, чтобы запросить помощь в вашем следующем проекте.
Высокоточные аппараты для контактной сварки и электроды
Более низкие цены на оборудование и электроды, чем у других производителей
Более короткие сроки поставки электродов
Индивидуальные сварочные решения и беспрецедентная поддержка клиентов
Точечная сварка с противоположным зазором
Точечная сварка с параллельным зазором
| Сопротивление сварочной головки Иллюстрация | Иллюстрация сварочной головки для параллельной / последовательной сварки |
# twoj_fragment1-1
Противоположные головки# twoj_fragment1-2
Параллельные головки# twoj_fragment1-3
Монолитные головки# twoj_fragment1-4
Сварочные аппараты с ручным приводом# twoj_fragment1-5 2-х агрегаты
Держатели электродов# twoj_fragment1-7
Принадлежности# twoj_fragment1-9
Сварочные мониторы# twoj_fragment1-10 Цифровые датчики силы
# twoj_fragment1-11
Другие блоки# twoj_fragment1-12
В сварочном аппарате инверторного типа входной переменный ток выпрямляется в выходной постоянный ток.Благодаря высокой частоте и хорошему тепловому КПД этот тип сварочного аппарата подходит для прецизионной сварки электронных компонентов. Инверторный сварочный аппарат предлагает три режима управления: постоянное напряжение, постоянный ток или постоянная мощность. Функция обратной связи по напряжению позволяет сварщику приспосабливаться к изменениям состояния сварного шва в режиме реального времени, что приводит к стабильному качеству сварных швов. Высокоскоростная повторяющаяся сварка делает этот сварочный аппарат подходящим для автоматизированных систем.
В аппарате для линейной сварки постоянным током электрический ток напрямую регулируется транзистором.Это обеспечивает быструю скорость управления и контролируемую форму волны. Благодаря высокоскоростному линейному контроллеру этот сварочный аппарат подходит для сварки очень мелких деталей или очень тонкой проволоки. Сварочный аппарат для транзисторов предлагает три режима управления: постоянное напряжение, постоянный ток или постоянную мощность. Режимы управления делают возможными очень надежные и стабильные сварные швы.
Гибридный аккумуляторный аппарат для точечной сварки обладает быстродействующими характеристиками источника постоянного тока и функцией переключения полярности источника переменного тока.Полярность высокого тока переключается с высокой скоростью силовым транзистором. Этот тип сварочного аппарата очень хорошо подходит для сварки выводов аккумуляторных батарей, когда необходимо последовательно сваривать различные типы металлов.
В установке для сварки конденсаторным разрядом электрическая энергия накапливается в конденсаторе и разряжается сразу. Поскольку большой ток может быть разряжен сразу, этот тип используется для сварки материалов с высокой проводимостью, таких как алюминий и медь. Кроме того, из-за короткой продолжительности сварки минимизируется тепловое воздействие на окружающий материал, что делает его полезным для сварки небольших чувствительных компонентов.
В однофазном сварочном аппарате переменным током ток регулируется тиристером и работает при относительно низком пиковом токе. Этот тип сварочного тока меньше подвержен влиянию грязи или загрязнений на сварном шве. Поскольку время сварки можно регулировать в более широком диапазоне, этот тип сварочного аппарата подходит для толстых листов и медной проволоки.
| Характеристики | Противоположный тип |
| NA-121 | |
| Диапазон давления (Н) | 0.7–5 |
| Размер (мм) | 74x48x285 |
| Масса (кг) | 0,6 |
| Метод привода | мотор, воздушный, ручной |
| Характеристики | Противоположный тип |
| NA-122 | |
| Диапазон давления (Н) | 6–65 |
| Размер (мм) | 82x50x301 |
| Масса (кг) | 0.8 |
| Метод привода | мотор, воздушный, ручной |
| Характеристики | Противоположный тип |
| NA-123 | |
| Диапазон давления (Н) | 20–150 |
| Размер (мм) | 82x50x301 |
| Масса (кг) | 0.8 |
| Метод привода | мотор, воздушный, ручной |
| Характеристики | Противоположный тип |
| NA-124 | |
| Диапазон давления (Н) | 40–300 |
| Размер (мм) | 98x56x326 |
| Масса (кг) | 1.5 |
| Метод привода | воздух |
| Характеристики | Противоположный тип |
| NA-125 | |
| Диапазон давления (Н) | 100–600 |
| Размер (мм) | 212x204x75 |
| Масса (кг) | 21.5 |
| Метод привода | EH-F-02 Показано |
NA-131
| Тип с параллельным зазором | ||
| Характеристики | NA-131 | |
| Диапазон давления (Н) | 0.7–5 | |
| Размер (мм) | 76x51x299 | |
| Масса (кг) | 0,7 | |
| Метод привода | мотор, воздушный, ручной | |
NA-132
| Тип с параллельным зазором | ||
| Характеристики | NA-132 | |
| Диапазон давления (Н) | 5–65 | |
| Размер (мм) | 76x51x299 | |
| Масса (кг) | 0.7 | |
| Метод привода | мотор, воздушный, ручной | |
NA-142
| Серия Тип | |||
| Характеристики | NA-141 | NA-142 | |
| Диапазон давления (Н) | 0,5 – 5 | 5–65 | |
| Размер (мм) | 136x50x268 | 153x50x268 | |
| Масса (кг) | 1.3 | 1,6 | |
| Метод привода | мотор, воздушный, ручной | мотор, воздушный, ручной | |
NA-143
| Серия Тип | |||
| Характеристики | NA-143 | ||
| Диапазон давления (Н) | 40–150 | ||
| Размер (мм) | 175x62x302 | ||
| Масса (кг) | 2.7 | ||
| Метод привода | мотор, воздушный, ручной | ||
NA-60A
NA-60A – это сварочная головка общего назначения с широким спектром применения для многих видов электрических деталей, требующих точности и надежности, таких как переключатели, контакты реле, часы, компоненты камеры и другие различные механические детали.
Тип общего назначения
| Характеристики | NA-60A |
| Диапазон давления (Н) | 9.8-132,3 |
| Размер (мм) | 72x175x285 |
| Масса (кг) | 2,8 |
| Метод движения | стопа воздушная |
| Диаметр электрода (мм) | 6,4 / 3,2 |
| Глубина кармана | 98 мм |
| Ход электрода | 12 мм макс. |
NA-72
NA-72 подходит для сварки различных механических деталей или многопроволочных проволок, которым требуется более сильное электродное усилие.
Тип высокого давления| Характеристики | NA-72 |
| Диапазон давления (Н) | 98-588 |
| Размер (мм) | 107x240x615 |
| Масса (кг) | 19 |
| Метод движения | воздух |
| Диаметр электрода (мм) | 10 |
| Глубина кармана | 160 мм |
| Ход электрода | 30 мм макс. |
NA-43
NA-43 используется для автоматизированных машин из-за использования плавающей системы, которая редко вызывает смещение, а также стандартного пневмопривода.
Горизонтальное давление Тип
| Характеристики | NA-43 |
| Диапазон давления (Н) | 88,2-294 |
| Размер (мм) | 248x240x319 |
| Масса (кг) | 11 |
| Метод движения | воздух |
| Диаметр электрода (мм) | 6.4 |
| Глубина кармана | – |
| Ход электрода | 12 мм макс. |
Серия сварочных аппаратов с ручным управлением предназначена для сварки сложных объектов, которые нельзя сварить с помощью сварочной головки фиксированного типа, например, в зоне заклинивания. Отсутствие покачивания электродов из стороны в сторону. Работают с низким энергопотреблением благодаря компактным и легким размерам.
NA-54A
| Характеристики | NA-54A |
| Диапазон давления (Н) | 7,8–44,1 |
| Ход электрода | 10 мм макс. |
| Глубина кармана | 50 мм |
| Метод движения | Руководство |
| Применяемый электрод | Серия EL-125 |
| Размеры (мм) | 30x195x47 |
| Сварной кабель | 1500 мм |
NA-54LA
| Характеристики | NA-54LA |
| Диапазон давления (Н) | 7.8-44.1 |
| Ход электрода | – |
| Глубина кармана | – |
| Метод движения | Руководство |
| Применяемый электрод | EL-54L |
| Размеры (мм) | 30x195x47 |
| Сварной кабель | 1500 мм |
NA-57A
| Характеристики | NA-57A |
| Диапазон давления (Н) | 9.8-49 |
| Ход электрода | – |
| Глубина кармана | – |
| Метод движения | Руководство |
| Применяемый электрод | Специализированный для NA-57A |
| Размеры (мм) | 36 Φ xD207 мм |
| Сварной кабель | 1500 мм |
NA-58A
| Характеристики | NA-58A |
| Диапазон давления (Н) | Руководство |
| Ход электрода | 1 мм макс. |
| Глубина кармана | 75 мм |
| Метод движения | Руководство |
| Применяемый электрод | Специализированный для NA-58A |
| Размеры (мм) | 24x16x157 |
| Сварной кабель | 1100 мм |
- Оборудован функцией мягкой посадки и обучения.
- Рабочее положение может быть установлено по 4 точкам.
- Время сварки подтверждено светодиодом
NA-201
CNT-310
NA-201 + CNT-310
| Характеристики | NA-201 + CNT-310 |
| Размеры NA-201 (мм) | 50×82.5×320 |
| Размеры CNT-310 (мм) | 80x211x188 |
| Вес | NA-201: 2 кг; CNT-310: 2 кг |
| Метод привода | Импульсный двигатель |
| Ход | 50 мм Макс., 10 мкм м Шаг |
| Источник питания | 24 В постоянного тока ± 10% 2 А, дополнительно: адаптер переменного тока 100-240 В переменного тока |
Пневматический привод
NA-221,222
| Характеристики | NA-221 | NA-222 |
| Размеры (мм) | 78x63x280 | 86x85x289 |
| Вес | 1.3 кг | 2,2 кг |
| Метод привода | Воздух | Воздух |
| Ход | 50 мм макс. | 50 мм макс. |
| Контроль скорости | с регулятором скорости – ( Φ трубка 4 мм) | с регулятором скорости – ( Φ трубка 6 мм) |
| Давление воздуха | 0,05-0,6 МПа | 0.4-0,6 МПа |
Ручной привод
NA-231
| Характеристики | NA-231 |
| Размеры (мм) | Приводная часть: 51x79x192; Ножная педаль: 124x268x125 |
| Вес | Привод: 1 кг; Ножная педаль: 2,2 кг |
| Метод привода | Руководство с ножной педалью |
| Ход | 10 мм макс. |
| Регулировка высоты | 40 мм Диапазон |
Прямой тип
Тип переключения
| Принадлежность верхнего электрода | ||||
| Головка | Диаметр зажима электрода | Тип | Держатель / рог | Зажим |
| NA-121 | .0625 “/ 1,6 мм | Прямой | S121-16THD | – |
| Сдвиг | S121-16HORN | S121-CLMP | ||
| .125 “/ 3,2 мм | Прямой | S121-32THD | – | |
| Сдвиг | S121-32HORN | S121-CLMP | ||
| NA-122 | .125 дюймов / 3,2 мм | Прямой | S122-32THD | – |
| Сдвиг | S122-32HORN | S122-CLMP | ||
| .250 “/ 6,4 мм | Прямой | S122-64THD | – | |
| Сдвиг | S122-64HORN | S122-CLMP | ||
| NA-124 | .250 дюймов / 6,4 мм | Прямой | S124-64THD | – |
| 8 мм | Прямой | S124-80THD | – | |
| Дополнительный нижний электрод | ||||
| Головка | ; Диаметр зажима электрода | Тип | Держатель / рог | Основание держателя / зажим |
| NA-121 | .0625 “/ 1,6 мм | Прямой | S12X-16BHD | 12X-B-F |
| Сдвиг | S12X-16BHORN | 12X- BS | ||
| .125 “/ 3,2 мм | Прямой | S12X-32BHD | 12X-B-F | |
| Сдвиг | S12X-32BHORN | 12X-BS | ||
| NA-122 | .125 дюймов / 3,2 мм | Прямой | S12X-32BHD | 12X-B-F |
| Сдвиг | S12X-32BHORN | 12X-BS | ||
| .250 “/ 6,4 мм | Прямой | S12X-64BHD | 12X-B-F | |
| Сдвиг | S12X-64BHORN | 12X-BS | ||
| NA-124 | .250 дюймов / 6,4 мм | Прямой | S12X-64BHD | 124-B-F |
| 8 мм | Прямой | S12X-80BHD | 124-B-F | |
| Принадлежность нижнего держателя |
| Нижний держатель и основание нижнего держателя |
| S12X-16BHD и 12X-B-F |
Нижний электродный столик
143-БС
Этап
11X-BS
Ступень выравнивания
11X-BS-F
XYZ Этап
11X-BS-F-MM
База
НА-301, 302
Поддон
С-МП
Набор микроскопов
Микрокоп, монтажная подставка, светодиод и поддон
S302-MP, S-SMS, S-SMS-MS, S-SMS-LED
Сварной кабель
Кабель
Двухпозиционный индексатор поворотный
IND-2-R1
Высокая надежность для контроля качества
- Опции цифрового или графического дисплея
- Простая автоматизация в сочетании с системной головкой
- Easy QC с помощью расширенной функции связи (вывод измеренного значения m и результат мониторинга)
- Простая установка датчика силы
- Высокая точность для сварки перемещением
- Волновой анализ с помощью графического дисплея (высокая скорость дискретизации 2000 раз / сек)
- Измерьте и оцените по 2 условиям сварки
- Срабатывание по приложенной силе или настройке смещения
Монитор силы
QC-100
| Характеристики | QC-100 | |
| Диапазон измерения | 0-1000N | |
| Точность | ± 3% (от полной шкалы) | |
| Время выборки | 0.5 мс (2000 раз / сек) | |
| Сжатие, время удержания | 0–0,9 с | |
| Интерфейс | RS-232C, ввод / вывод, аналоговый выход | |
| Источник питания | DC24V ± 10% 2A | |
| Размер (мм) | 170x210x150 | |
| Вес | 3 кг | |
Монитор смещения
QC-200
| Характеристики | QC-200 | |
| Диапазон измерения | 0-7.5 мм Разрешение: 1 мкм м | |
| Точность | ± 1% (от полной шкалы) | |
| Время выборки | 0,5 мс (2000 раз / сек) | |
| Сжатие, время удержания | 0–0,9 с | |
| Интерфейс | RS-232C, ввод / вывод, аналоговый выход | |
| Источник питания | DC24V ± 10% 2A | |
| Размер (мм) | 170x210x150 | |
| Вес | 3.4 кг | |
| Характеристики | ТЖС-1Р | ТЖС-20Р | ТЖС-100Р | |
| Диапазон измерения (Н) | 0-10 | 0–196 | 0-980 | |
| Критическая нагрузка (Н) | 20 | 294 | 1470 | |
| Точность | ± 3% (от полной шкалы) | |||
Контроль сварочного тока
Сварочный монитор QC-440
Форма волны сварки
Тороидальная катушка
Пример настройки
| Характеристики | Технические характеристики |
| Тип | QC-440 |
| Форма волны | Тип одиночного переменного тока, тип конденсатора, тип инвертора, тип транзистора |
| Текущий | 0.50-45.0КА |
| Время | 0,5-99,5 цикла (шаг 0,5 цикла) 1-199 мс (режим конденсатора, шаг 1 мс) |
| Рабочий объем | Диапазон измерения -99,99-99,99 мм или -9,999-9,999 мм |
| Точность | Ток ± 2% (F.S) Время ± 0% |
| Пункты судебного решения | Сила тока: больше, меньше (3 цифры) Время: больше, меньше (Цикл: 2 цифры мс: 3 цифры) Смещение: сверху, снизу (4 цифры) * с функцией выхода сигнала GOOD или NG |
| Отображаемые элементы | Chanel, текущее значение (A / B), аналоговый вход |
| Количество условий мониторинга | 2 * 99 каналов |
| Емкость хранилища данных | 2000 выстрелов |
| Счетчик | 0-99999 |
| Интерфейс | Жалоба на RS-485 |
| Принтер | Функция интервальной печати / Функция печати из памяти |
| Тороидальная катушка | Чувствительность: x1 (опция), x10 (опция) |
| Потребляемая мощность | 80ВА |
| Источник питания | AC100-240V ± 10% 50/60 Гц |
| Размеры (мм) | 141x303x344 |
| Вес | 4.5 кг |
Компактный, легкий и удобный тип
- Компактный и легкий
- 3-х канальный блок питания
- Оборудован функцией удержания дисплея
- Функция простой настройки нуля
- Оснащен функцией оценки (высокие и низкие частоты)
FG-400 и серии TJ
| Характеристики | FG-400 |
| Дисплей | 4 цифры (0000-9999) N: ньютон |
| Установка нуля | Автоматическое регулирование переключением |
| Функция удержания | Выборка / пик |
| Интерфейс | RS-232C |
| Источник питания | (100–240 В перем. Тока) 1 Φ Используется от батареи типа AA, батареи типа Ni-H или специального адаптера переменного тока (100–240 В перем. Тока) |
| Размер (мм) | 77x140x27 |
| Вес | 300 г |
| Характеристики | ТДЖ-1А | TJ-20R или TJ-20A | TJ-100R или TJ-100A | TJ-500R или TJ-500A |
| Диапазон измерения (Н) | 0-10 | 0–196 | 0-980 | 0-4900 |
| Критическая нагрузка (Н) | 20 | 294 | 1470 | 7350 |
| Точность | ± 2% (от полной шкалы) | |||
Форма наконечника датчика
| Датчик давления | ||||
| Характеристики | ТЖС-1Р | ТЖС-20Р | ТЖС-100Р | |
| Диапазон измерения (Н) | 0-10 | 0–196 | 0-980 | |
| Критическая нагрузка (Н) | 20 | 294 | 1470 | |
| Точность | ± 3% (от полной шкалы) | |||
Ремонтная машина PWB
Устройство уплотнения
Сварочный аппарат для герметизации банок
.