сварка алюминия и его сплавов в домашних условиях инвертором
Алюминий обладает большим списком достоинств, не зря его массово используют в самолетостроении. Но есть у него один недостаток – он трудно сваривается. Поэтому сварка алюминия и его сплавов – это удел высококвалифицированных сварщиков.
Низкая свариваемость алюминия – в чем дело?
Низкий показатель свариваемости алюминиевых сплавов обуславливается целым рядом их качеств.
- Окисная пленка, которая покрывает алюминий и его сплавы. Температура ее плавления – 2044С, а температура плавления самого металла – 660С.
- Высокая текучесть расплавленного металла затрудняет контролировать сварочную ванну, для чего приходится устанавливать специальные подкладки теплоотводящего типа.
- При нагревании из алюминия начинает выходить водород, который после застывания металла оставляет в его теле поры и трещины.
- Большой показатель усадки. А это приводит к деформации сварочного шва в процессе его остывания.
- Теплопроводность алюминиевых сплавов выше, чем у стали, поэтому для их сварки применяется ток, который по силе выше, чем ток для сварки стальных конструкций. Разница где-то в два раза.
- Если говорить о сварке алюминия своими руками в домашней мастерской, то вероятнее всего чистый алюминий вам не попадется. Скорее всего, это будет сплав неизвестной марки (дюраль и другие), к которому при сваривании придется настроить сварочный режим и подобрать дополнительные материалы.
Способы сварки алюминия
Существует много способов сварки алюминиевых сплавов, где используются различные виды аппаратов и сварочных материалов. Основных же три:
- При помощи вольфрамового электрода с инертными газами.
- При помощи полуавтоматов в среде инертных газов.
- С помощью плавящихся электродов без газов.
Последний вариант можно назвать, как технология сварки алюминия без аргона.
Внимание! В процессе сварки алюминия или его сплавов важно разрушить оксидный слой, который расположен на поверхности металла.
Поэтому в данном процессе используют или переменный, или постоянный ток обратной полярности.

Как правильно варить алюминий
Все начинается с подготовки деталей, а точнее, соединяемых кромок. Основная цель – очистить их от загрязнений. Поэтому кромки алюминиевых заготовок сначала очищаются химическими составами, после высыхания производится обезжиривание, для этого можно использовать любой растворитель: ацетон, уайт-спирит, авиационный бензин и прочие жидкости.
Если планируется сваривать толстые алюминиевые заготовки (больше 4 мм), то их кромки необходимо разделать. Вариантов разделки несколько, к примеру, создания конусных кромок. И последняя операция в процессе подготовки – это очищение кромок от оксидной пленки. Для этого можно использовать напильник или крупнозернистую наждачную бумагу. Как видите, подготовка алюминия к сварке – процесс совсем простой.
Технология сварки алюминия штучными покрытыми электродами
Сварка алюминия электродом (покрытым) имеет свой код обозначения по режиму сварки – MMA. Ее используют для соединения металлов толщиною не менее 4 мм, и когда производится сборка неответственных конструкций. Данная технология является низкокачественной, потому что в процессе сварки алюминия и его сплавов внутри шва остаются поры, что снижает его прочность. Во время самого процесса происходит разбрызгивание металла, плохо отделяются шарики застывшего шлака, которые увеличивают коррозию.
Особенности сварки алюминия покрытыми электродами:
- Варить можно только постоянным током с обратной полярностью.
- Сила тока рассчитывается из соотношения: на 1 мм толщины заготовок используется ток силой 25-30 ампер.
- Для образования качественного шва необходимо кромки двух свариваемых деталей нагревать до 300С, если толщина заготовок имеет среднюю величину. И до 400С при толстых заготовках.
- Подогрев и медленное остывание – обязательное правило, которое необходимо соблюдать, чтобы получить шов высокого качества.

- Сварку алюминия нужно выполнять непрерывно в плане использования одного электрода. Все дело в том, что при обрыве электрической дуги на ванне и на электроде образуется шлаковая пленка, которая перекрывает прохождение электрического тока, то есть, это препятствие повторному розжигу дуги.
- После окончания процесса шов нужно очистить от шлака, который станет причиной образования зон коррозии.
- Чистить можно горячей водой с последующей обработкой металлической щеткой.

Как сварить алюминий вольфрамовыми электродами в инертном газе
Это самый распространенный вариант, и его используют тогда, когда к прочности алюминиевых конструкций предъявляется жесткое требование. Для этого используется присадочная проволока диаметром 1,6-4 мм и сам вольфрамовый электрод диаметром 1,6-5 мм. А также защитный газ: аргон или гелий.
Электропитание сварочного процесса производится от источника переменного тока. Все параметры технологической операции зависят именно от выбранного оборудования. То есть, сначала определяются режимы сварки, после чего подбираются диаметры электрода и проволоки, скорость подачи аргона, сила тока и так далее.
Есть и свои особенности сварки алюминия по этой технологии:
- Длина дуги не должна быть больше 2,5 мм.
- Угол между плоскостью сварки и вольфрамовым электродом должна быть в пределах 80°.
- Между проволокой и электродом угол должен быть прямым.
- Сначала по шву движется присадочная проволока, а вслед за ней горелка с электродом.
- Никаких поперечных движений, только продольные, что обеспечит ровность сварного шва.
- Проволока подается в зону сварки возвратно-поступательными движениями. Это позволит равномерно заполнить ванну.
- Алюминиевые заготовки нужно обязательно укладывать поверх листа железа, который в этом случае будет отводить тепло от зоны сварки.
- Аргоновый газовый поток начинает подаваться до начала сварочного процесса за 4-5 секунд, а при окончании сварки выключается после через 6-7 секунд.

Как варить алюминий полуавтоматами
Это идеальный вариант, где используется аппарат для сварки алюминия. Он импульсного действия. То есть, в зону сварки подается импульс высокого напряжения, который быстро разбивает оксидный слой. После чего напряжение падает до базового уровня. Но на сегодняшний день эти аппараты очень дороги. Поэтому сварщики стали приспосабливать под данную технологию полуавтоматы, в которых даже отсутствует режим сваривания алюминия и его сплавов.
По сути, технология сварки алюминия точно такая же, как и стали. Только вместо стальной проволоки используется алюминиевая. Есть и другие особенности.
- Алюминиевая проволока плавится в несколько раз быстрее стальной, поэтому необходимо увеличить скорость ее подачи в зону сваривания.
- При нагревании алюминиевая проволока расширяется больше, чем стальная, поэтому рекомендуется приобретать специальный наконечник, обозначаемый буквами «Al».
- Так как алюминиевая проволока мягче стальной, то в процессе подачи ее в зону сваривания могут образовываться петли и скрутки, поэтому рекомендуется использовать для ее подачи механизм с четырьмя роликами.
Сварка алюминия в домашних условиях инвертором
Сварка дюралюминия (алюминиевый сплав) или самого алюминия может проводиться инвертором. Для процесса необходимо правильно подобрать электрод и ток. Что касается электродов, то лучше использовать марки ОЗАНА, ОЗА или ОЗР. Установка (настройка) тока должна учитывать высокие плавящиеся свойства металла. Для чего нет необходимости выставлять ток большой величины.
Внимание! Перед началом сварочного процесса рекомендуется электроды прокалить, для чего используется специальная печь. Она так и называется – печь для прокалки электродов.
Сам процесс сварки ничем не отличается от сваривания стальных конструкций. И если перед вами стоит вопрос, можно ли варить алюминий в домашних условиях, то смело отвечайте, что можно.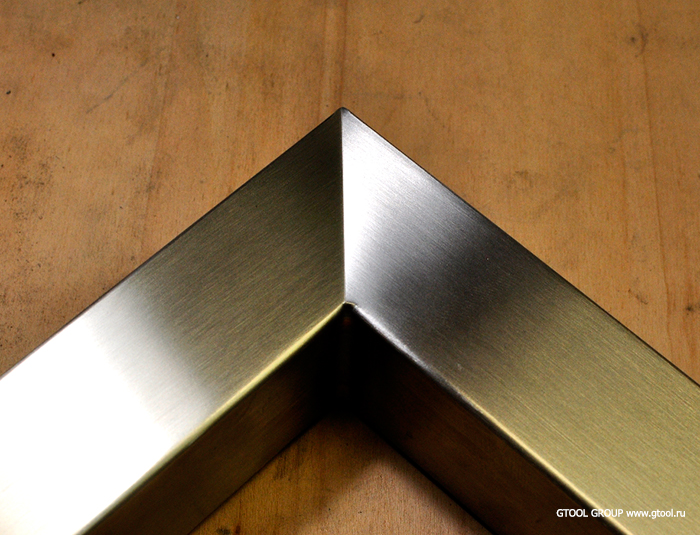
Сваривание алюминия при помощи флюсов
Флюсы для сварки алюминия используются давно. Они представлены широким модельным рядом, где есть материалы для разных алюминиевых сплавов. Основное их назначение – разрушение оксидной пленки. При нагреве нанесенный флюс растворяется и разрушает окисел, и тут же производится соединение двух элементов.
Производители предлагают флюсы, которые используются только в газовой сварке алюминия, или только в дуговой. В последнем случае используются графитовые электроды или угольные.
Заключение по теме
Как видите, заварить алюминиевые заготовки можно разными способами, в которых используется разное оборудование для сварки. Но во всех случаях нужно свариваемый металл тщательно подготовить, и обязательно проводится настройка аппарата для сварки. Посмотрите видеоурок – как сваривать алюминий. Кстати, видео уроки дают возможность воочию увидеть, что собой представляет сваренный металл в конечном виде.
Поделись с друзьями
0
0
0
0
Специфика сварки профилей
Алюминиевый профиль достаточно легко поддается различным видам обработки, в том числе и свариванию. Это возможно благодаря химико-эксплуатационным качествам металла алюминия, который, во-первых, имеет сравнительно низкую температуру плавления (657°C) при довольно высокой теплопроводности, в три раза превосходящей теплопроводность малоуглеродистой стали. Во-вторых, алюминий отличается значительным коэффициентом теплового расширения. В-третьих, данный металл очень хрупок в нагретом состоянии, однако, главным затруднением при сварке алюминия является легкая его окисляемость с образованием весьма тугоплавкого и механически прочного окисла Аl203, который плавится при температуре 2050°C, что превышает температуру кипения алюминия (°C).
Какие разновидности сварки используются для алюминия?
Наиболее распространена газовая ацетилено-кислородная сварка алюминия. Перед сваркой кромки металла должны быть тщательно очищены механическими средствами: пескоструйными аппаратами, стальными щетками, шабровкой или химическими способами: промывкой в водном растворе каустической соды или в бензине. После промывки раствором соды необходима длительная и тщательная промывка проточной водой для предотвращения появления коррозии.
Перед сваркой кромки металла должны быть тщательно очищены механическими средствами: пескоструйными аппаратами, стальными щетками, шабровкой или химическими способами: промывкой в водном растворе каустической соды или в бензине. После промывки раствором соды необходима длительная и тщательная промывка проточной водой для предотвращения появления коррозии.
Удовлетворительные результаты дает и контактная сварка алюминия. Стыковая контактная сварка алюминия обычно производится непрерывным оплавлением на машинах с электрическим приводом. Сварочный ток берется около 15000 A на 1 см2 свариваемого сечения. Величина оплавления составляет от 5 до 12 мм, а величина осадки от 1,5 до 5 мм в зависимости от величины сечения’, сварного шва. Время непрерывного оплавления колеблется от 30 до 70 периодов переменного тока. Ток выключается в начале осадки; продолжительность осадки — от 2 до 5 периодов тока.
Точечная сварка профиля
Хорошие результаты дает также точечная сварка аккумулированной энергией. В нашей промышленности применяется конденсаторная точечная сварка алюминия. Электроды для точечной сварки алюминия рекомендуется изготовлять из медных сплавов с высокой твердостью и высокой электропроводностью; удовлетворительные результаты дает сплав ЭВ.
Сварка алюминия
20.05.2013Особенности алюминия, влияющие на характер сварки
Свойства алюминия и его сплавов отличаются от свойств сталей, поэтому их сварка имеет ряд особенностей. Алюминий имеет высокую теплопроводность (примерно в 5 раз выше, чем у рядовых сталей), поэтому тепло от места сварки интенсивно отводится в свариваемые детали. Это диктует необходимость повышенного тепловложения по сравнению со сваркой сталей. Из-за этого же рекомендуется предварительный подогрев массивных алюминиевых деталей.
Это диктует необходимость повышенного тепловложения по сравнению со сваркой сталей. Из-за этого же рекомендуется предварительный подогрев массивных алюминиевых деталей.
Алюминий характеризуется низкой температурой плавления – около 640°C, то есть она значительно ниже температуры плавления стали (около 1500°С), причем прочность его при нагреве резко снижается. Кроме того, он не меняет цвет при нагреве (что характерно для большинства металлов) и вследствие этого не “подсказывает” сварщику, что нагрет почти до температуры плавления. Таким образом, из-за специфических свойств алюминия (высокая теплопроводность и низкая температура плавления в сочетании со значительным уменьшением прочности при нагреве) вероятность “прожога” или даже расплавления детали при сварке алюминия значительно выше, чем при сварке стали.
Алюминий имеет значительную литейную усадку (в 2 раза больше, чем у стали), поэтому при затвердевании металла сварочной ванны в нем развиваются значительные внутренние напряжения и деформации, ведущие к образованию так называемых “горячих трещин”.
В настоящее время из всех известных способов для сварки алюминия при ремонте автомобилей, чаще всего применяются два следующих: аргонодуговая и полуавтоматическая. Способ аргонодуговой сварки вольфрамовым электродом (в отличие от сварки сталей, ведущейся на постоянном токе) для сварки алюминия и его сплавов применяется процесс на переменном токе (для разрушения оксидной пленки). В последнее время наиболее популярны инверторные источники питания, с возможностью изменения частоты напряжения. Сварку тонкостенных алюминиевых деталей рекомендуется проводить на повышенной частоте, а заварку дефектов отливок – на пониженной.
Полуавтоматическая сварка алюминия и его сплавов более производительна, по сравнению с аргонодуговой. Она выполняется на постоянном токе с положительной полярностью на электроде либо капельным переносом в импульсном режиме. Сварка в импульсном режиме выполняется обычно инверторными источниками питания, например NN PULSEMIG 270. При этом источник постоянно выдает базовый ток (достаточный для поддерживания дуги, но слишком низкий для обеспечения отрыва капель расплавленного металла от электрода и переноса их к сварочной ванне) и кратковременно выдает в виде импульсов ток больших значений, обеспечивающий контролируемый перенос капель металла от расходуемого электрода к изделию. Импульсный режим имеет преимущества перед капельным переносом, так как позволяет вести сварку во всех пространственных положениях, из-за меньшего тепловложения облегчает сварку тонкостенных изделий и уменьшает разбрызгивание. Импульсные аппараты значительно дороже традиционных, основное своё применение нашли в промышленности, сборочных производственных конвейерах.
Сварка в импульсном режиме выполняется обычно инверторными источниками питания, например NN PULSEMIG 270. При этом источник постоянно выдает базовый ток (достаточный для поддерживания дуги, но слишком низкий для обеспечения отрыва капель расплавленного металла от электрода и переноса их к сварочной ванне) и кратковременно выдает в виде импульсов ток больших значений, обеспечивающий контролируемый перенос капель металла от расходуемого электрода к изделию. Импульсный режим имеет преимущества перед капельным переносом, так как позволяет вести сварку во всех пространственных положениях, из-за меньшего тепловложения облегчает сварку тонкостенных изделий и уменьшает разбрызгивание. Импульсные аппараты значительно дороже традиционных, основное своё применение нашли в промышленности, сборочных производственных конвейерах.
Полуавтоматическая сварка для ремонта алюминиевых автомобильных кузовов
Аппараты для контактно-точечной сварки не могут использоваться для соединения алюминиевых деталей, поскольку в этом случае потребуется ток в три раза большей силы. Если значительно увеличить продолжительность сварки, создать сварную точку все равно не удастся, поскольку тепло на границе контактируемых поверхностей будет слишком быстро рассеиваться в окружающую среду и подлежащий свариванию алюминий не будет плавиться.
Стандартные MIG/MAG-аппараты подходят для сварки алюминия весьма условно. Оптимального результата можно добиться, используя аппараты, которые снабжены специальной программой для сварки алюминия (ALU). В профессиональной линейке RedHotDot полуавтоматов HOTMIG 3/19/27 и 29 все аппараты оснащены программой сварки алюминия.
Подача проволоки |
Алюминиевая проволока значительно мягче стальной. В связи с этим рекомендуется применять четырехроликовое подающее устройство для того, чтобы прижимное усилие распределялось на каждую пару роликов. Ролики для подачи алюминиевой проволоки должны иметь U-образную канавку, чтобы защитить поверхность проволоки от повреждения. Применение приводных горелок со встроенной собственной катушкой Ø 100 мм, SpoolGun специально разработанных для мягкой алюминиевой проволоки небольшого сечения до Ø 0.8 мм, полностью исключает замятие и застревание проволоки в рукаве горелки. Сварочный полуавтомат должен иметь евроразъём и специальную розетку для подключения вилки дистанционного управления, как у аппаратов HOTMIG 19, HOTMIG27 и HOTMIG 29.
Ролики для подачи алюминиевой проволоки должны иметь U-образную канавку, чтобы защитить поверхность проволоки от повреждения. Применение приводных горелок со встроенной собственной катушкой Ø 100 мм, SpoolGun специально разработанных для мягкой алюминиевой проволоки небольшого сечения до Ø 0.8 мм, полностью исключает замятие и застревание проволоки в рукаве горелки. Сварочный полуавтомат должен иметь евроразъём и специальную розетку для подключения вилки дистанционного управления, как у аппаратов HOTMIG 19, HOTMIG27 и HOTMIG 29.
Для аппаратов, не оснащённых специальным разъёмом для SpoolGun, существуют готовые горелки для алюминия, в качестве направляющей применяется тефлоновая трубка для уменьшения трения проволоки и заменены контактные трубки.
При сварке деталей из алюминия горелку устанавливают под углом 10-20° к вертикали. Расстояние между соплом горелки и свариваемыми деталями должно быть 10-15 мм. При большем расстоянии необходимо увеличивать давление защитного газа для обеспечения защиты сварочной ванны. Расход защитного газа 12-24 л/мин.
Сварка «электрозаклепкой» через отверстие в верхнем листе
Сварить два алюминиевых листа можно двумя следующими способами. Первый из них предусматривает наличие отверстия только в верхнем листе, второй – в обоих листах. Если сварке подлежат три листа, также сверлят общее сквозное отверстие. Диаметр отверстий должен составлять 10 мм, в том числе и при удалении деформированной части кузова фрезерованием сварных точек.
Прежде чем приступить к сварке, нужно удалить лаковое покрытие в зоне сваривания. В отличие от стальных листов перед сваркой алюминия требуется устранить оксидную пленку, лучше всего – с помощью шлифовальной машинки или наждачной бумаги зернистостью P 80. Непосредственно перед сваркой зону сварки рекомендуется еще раз очистить от оксидной пленки, обработав щеткой из нержавеющей стали.
Края вокруг отверстий верхнего и нижнего листов для удаления оксидной пленки следует отшлифовать до металлического блеска (диаметр обработанных участков – 25 мм). Для лучшего прилегания листов следует отшлифовать и располагающиеся вокруг отверстий участки внутренних поверхностей: диаметр отшлифованных зон поверхности – около 15 мм.
Для лучшего прилегания листов следует отшлифовать и располагающиеся вокруг отверстий участки внутренних поверхностей: диаметр отшлифованных зон поверхности – около 15 мм.
Исходная точка сварки в среде защитного газа должна располагаться на расстоянии 10-15 мм от отверстий. Благодаря такому внешнему зажиганию дуги осуществляется прогрев зоны сварки и обеспечивается хорошее проникновение материала электрода в исходной точке.
Как только сварной шов достигнет края отверстия, при двухслойной сварке с отверстием только в верхнем листе необходимо сразу перейти к донышку, где выполняют сварной шов по всей окружности. На обратной стороне нижнего листа при хорошем качестве сварки должен выступать валик сварного шва, величина которого должна составлять 1/3 – 2/3 от толщины листа.
При сквозном отверстии через несколько листов также применяют внешнее зажигание дуги. Когда сваривают два листа, сварочную горелку по достижении края отверстия перемещают к месту смыкания листов внутри отверстия. Отверстие будет заполнено материалом электрода, если соответствующую окружность обойти сварочным швом полтора раза. Когда сваривают три листа, горелку направляют к тому месту в отверстии, где смыкаются нижний и средний листы. В этом случае, чтобы отверстие оказалось заполнено достаточным количеством материала, следует обойти окружность сварочным швом дважды.
Далее сошлифовывают выступающий с обратной стороны сварной шов и дополнительно обрабатывают обратную поверхность проволочной металлической щеткой. В заключение проваривают края отверстия с обратной стороны, располагая сварочную горелку перпендикулярно поверхности. При этом сварной шов также должен начинаться от внешней точки начала горения дуги.
Сварка алюминия инвертором – пошаговая инструкция
При сварке инвертором изделий из алюминия и его сплавов приходиться сталкиваться с рядом сложностей, вызванных его физико-химическими свойствами.
Изделия из алюминия и его сплавов имеют ряд существенных достоинств, что позволило найти им широкое применение как в различных отраслях промышленности, так и во всех сферах нашего быта. Но, к сожалению, этот металл не обладает высокой прочностью и нередко ломается, поэтому алюминиевые детали приходиться иногда ремонтировать. Если раньше такого рода ремонт был возможен только на производстве, то сегодня сварка алюминия инвертором стала вполне доступной даже для неспециалиста.
Но, к сожалению, этот металл не обладает высокой прочностью и нередко ломается, поэтому алюминиевые детали приходиться иногда ремонтировать. Если раньше такого рода ремонт был возможен только на производстве, то сегодня сварка алюминия инвертором стала вполне доступной даже для неспециалиста.
Можно ли варить алюминий инвертором
При сварке инвертором изделий из алюминия и его сплавов приходиться сталкиваться с рядом определенных сложностей, вызванных его физико-химическими свойствами, а именно:
- оксидная пленка на поверхности алюминиевых деталей, которая образована вполне естественным взаимодействием с атмосферным кислородом, имеет температуру плавления в 2000⁰ C, а сам алюминий плавится при температуре всего в 660⁰ C;
- тугоплавкую оксидную пленку с поверхности места сварки необходимо снимать путем механического удаления или химического воздействия, причем производить сварку металла после этого необходимо сразу во избежание повторного окисления;
- при больших перепадах температур во время электросварки прочностные качества алюминия значительно снижаются;
- от высокой температуры электродуги алюминий интенсивно расплавляется и начинает вытекать из зоны сварки;
- при нагревании во время проведения сварочных работ алюминий практически не изменяет свой цвет, отсюда производить контроль размеров сварного шва довольно затруднительно;
- низкое значение модуля упругости изделий из алюминия может стать причиной деформаций свариваемых конструкции, а при остывании — образования микротрещин в районе сварочной ванны.
Поэтому, зная все нюансы и соблюдая определенные условия, можно сварить алюминий инвертором даже в домашних условиях. Причем, если к инверторному сварочному аппарату не предъявляют особых требований, то к расходным материалам и методике проведения самих сварочных работ уделяют первостепенное значение. Отсюда и постараемся сформулировать ответы на вопрос: как правильно варить алюминий инвертором.
Правила сварки алюминия
При сварке алюминия необходимо соблюдать следующие требования:
- сварка изделий из алюминия и его сплавов возможна только под защитой инертных газов как аргон или смесь аргона с гелием, поэтому инверторный аппарат должен иметь специальное газобаллонное оборудование аргонодуговой сварки;
- лучше всего производить сварку при помощи неплавящихся вольфрамовых электродов, которые необходимо периодически очищать от накапливающихся окислов, в противном случае будет ухудшаться качество сварного шва;
- алюминиевые детали перед сваркой рекомендуется предварительно прогреть для уменьшения последствий температурных деформаций в районе сварного шва;
- алюминий, в основном, сваривают с помощью переменного электрического тока, причем значение силы сварочного тока устанавливают для работы с алюминием несколько больше, чем для сварки аналогичных стальных изделий;
- перед использованием присадочные алюминиевые электроды необходимо прогреть в муфельной печи.
Сварку алюминия можно производить практически всеми сварочными аппаратами инверторного типа с любой производительностью и степенью автоматизации рабочих процессов.
Расходные материалы для сварки алюминия
Для сварки различных изделий из алюминия и его сплавов с помощью неплавящихся вольфрамовых электродов на инверторных аппаратах типа TIG рекомендуется применять присадочную проволоку от 2 до 5 мм в диаметре с маркировкой АО, АК и АД с высоким содержанием присадок магниевых сплавов.
А также можно использовать специальные электроды по алюминию марок ОЗА, ОЗР и ОЗАНА российского производства или их более качественные импортные аналоги — ОК 96.20, ОК 96.40 и Kobatek-213, но только с несколько большей стоимостью. Фото
Для сварочных инверторных полуавтоматов выпускают специальную алюминиевую проволоку диаметром 0,8-1,0 мм, намотанную на стандартные катушки весом в 0,5 кг. Как правило, чаще всего используют сварочную проволоку, представляющую собой литой сплав алюминия с кремнием (Al-Si 5) марок ER 4043 и ER 5356, реже аналогичную проволоку, но сделанную из деформируемых с алюминиево-магниевых сплавов марок Св-АК 5 и Св-АМг 5. Фото
Фото
Главной составляющей цены метра шва при сварочных работах по алюминию является стоимость расходных материалов, а именно инертного газа аргона и специальных алюминиевых электродов.
Пошаговая инструкция по сварке
Если вы уяснили основные требования, как правильно варить алюминий инвертором, то можно приступать непосредственно к сварочным работам, при этом соблюдая следующую последовательность:
- Настраиваем сварочный инверторный аппарат и для этого:
- переводим тумблер AC/DC в режим переменного электрического тока AC;
- баланс полярности устанавливаем из положения 50/50, смещая его в отрицательную сторону при работе с чистым алюминием, а для различных сплавов используем положительную часть диапазона регулировки;
- устанавливаем сварочный ток исходя из толщины самого материала и диаметра электрода, так для двухмиллиметрового листа алюминия и 3 мм присадочной проволоки достаточно выставить силу сварочного тока в 60 ампер;
- настраиваем замедление процесса затухания электродуги для заварки кратера окончания сварочной ванны, которая также зависит от толщины заготовки и при 2 мм необходимо выставить время примерно в 3 секунды;
- устанавливаем время и интенсивность продувки инертным газом, необходимое для охлаждения сварочного шва.
- Подготавливаем алюминиевые детали для сварки путем:
- проведения механической очистки от оксидной пленки места будущей сварки с помощью металлической щетки или наждачной бумаги, доводя поверхность до идеального белого блеска;
- обезжиривания поверхности, обрабатывая ее химическими реагентами — различные растворители или специальной паяльной кислотой;
- обязательного прогревания заготовок непосредственно перед сваркой до температуры в 400⁰ C.
- После выполнения всех подготовительных работ приступаем к чистовой сварке, соблюдая при этом главное правило, которое требует производить сварку алюминия не торопясь, чтобы обеспечить возможность равномерного прогрева материала свариваемых деталей.
- Подачу присадочной проволоки или сварочного алюминиевого электрода необходимо осуществлять на начало сварочной ванны под углом в 15 градусов, используя легкие прикосновения так, чтобы сварочный шов получился равномерным и немного ребристым.

Не стоит приступать к выполнению чистовых сварочных работ без наличия должного опыта в сварке алюминиевых изделий. Сначала потренируйтесь и приобретите необходимые навыки и опыт. Для этого вы можете посмотреть видео, где наглядно показано как правильно сварить алюминий с помощью инвертора:
Если у вас есть свой особый опыт в этой теме, то поделитесь им в блоке комментариев.
Сварка алюминия аргоном. Ремонт и изготовление изделий г. Королёв
8-916-803-49-74
Изготовление металлоконструкций и мелкий ремонт
8-999-840-97-00
Контакты: М.о. г. Королёв, ул. Грабина, д. 8а тел. 8 (916) 803-49-74, 8 (999) 840-97-00.
ИП «Ратников Руслан Александрович», ОГРНИП 312 501 807 100 049, ИНН 501 810 178 164
Металлоконструкции под заказ.
Ремонт металлоизделий:
– сварка коробки КПП
– сварка трубок аргоном
– сварка топливного бака
– сварка металла аргоном
– сварка аргоном литых дисков
– сварка коллектора выпускного
– сварка аргоном черного металла
– сварка нержавеющей стали аргоном
– аргонная сварка радиаторов
– сварка двигателя аргоном
– сварка силумина аргоном
– сварка коробки передач
– сварка гбц аргоном
– аргонодуговая сварка трубопроводов
– сварка поддона аргоном
– сварка аргоном бака
– сварка аргоном блока двигателя
– аргонная сварка автомобиля
– ремонт металлических стульев сварка
– сварка дюралюминия аргоном
– сварка глушителя аргоном
– сварка клапаной крышки
– сварка велосипеда
– сварка детских колясок
– сварка алюминиевого блока
– сварка алюминиевого корпуса
– сварка алюминиевого профиля
– сварка алюминиевой лодки
– сварка алюминиевой рамы
– сварка алюминиевых каркасов
– сварка алюминиевых листов
– сварка алюминиевых уголков
Стоимость аргонной сварки вы можете узнать по тел. 8-916-803-49-74.
8-916-803-49-74.
Т.к. каждый заказ индивидуален.
Для более точного расчета отправляйте эскиз на почту:
[email protected]
Сварка алюминия аргоном, аргонная сварка цена
Сварка алюминия
Сварка нержавейки
Сварка стали
Сварка титана
Сварка латуни
Работаем по г. Королёв, Мытищи, Ивантеевка, Пушкино, Щёлково, Фрязино.
Вступайте в нашу группуСварка чугуна
Сварка
Вам требуется надежно и быстро провести сварку металлов трудно соединяющихся между собой? Или нужно полностью устранить трещину стальной или алюминиевой детали? Аргонная сварка в Саратове к вашим услугам! Высококлассные специалисты готовы профессионально выполнить любую сварочную работу аргоном (сварка полуавтоматом, дуговая сварка алюминия, стали).
Сварка алюминия аргоном или любого другого металла проводится у нас высококлассными специалистами использующими высокотехнологичное, надежное оборудование.
Оказываемая нами услуга – сварка аргоном, является универсальной для различных металлов. Аргонная сварка способна соединить между собой металлические элементы небольшого размера и достаточно крупные конструкции. Благодаря тому, что цена на эту услугу весьма демократична, детали получат вторую жизнь, а вы отлично сэкономите.
Технология процесса :
Особенности технологического процесса заключаются в том, что свариваемая поверхность находится в среде инертного газа аргона, который не позволяет кислороду соприкасаться с металлом. Сам аргон с металлом не взаимодействует, что позволяет выполнить сварной шов качественно, без дефектов.
Сам аргон с металлом не взаимодействует, что позволяет выполнить сварной шов качественно, без дефектов.
Применение:
Аргоновая сварка в Саратове производится, нашими специалистами, чаще всего, при изготовлении оригинальных деталей машин, механизмов, приборов и их узлов. Так же мы можем помочь с ремонтом автомобильных комплектующих и запчастей. Это может быть диск, решетка радиатора, корпус двигателя, коробка или даже кузов. Мы даем высокую гарантию выполненным заказам, потому что уверенны в наших мастерах.
Преимущества нашей работы:
⦁ Гарантируем точное соблюдение срока выполнения работы;
⦁ Надежное и качественное выполнение работ
⦁ Гарантия нашей работы – до 1 года;
⦁ Прозрачность ценовой политики – предоставляем фиксированную ставку за оказываемую работу, она не меняется. В том случае, если, появится экстренная необходимость в ее изменении, то это станет возможным только по предварительному согласованию с заказчиком.
Мы готовы работать по ценам удобным для заказчика. Достаточно указать желаемую цену в заявке и вам будут предоставлены услуги в соответствии с вашими возможностями.
Наша компания занимается сварочными работами уже многие годы. За время своего существования наша фирма оказала помощь многим клиентам. Детали нашего изготовления работают в разных уголках нашей страны. Мы продлили срок жизни многим автомобилям и другим металлическим конструкциям, а так же помогли сэкономить огромные средства нашим клиентам.
Наша компания славиться высококвалифицированными специалистами, знающими свое дело. Все мастера обладают большим опытом аргоновой сварки и способностью нестандартно мыслить. Они способны эффективно, надежно, быстро устранить любой дефект.
Нам под силу любые сварочные работы!
Коновалов Владислав Алексеевич (металлоконструкции, слесарь).
Сначала новыеСначала новыеСначала хорошиеСначала плохие
Игорь
Пять с плюсомВладислав отличный специалист, всё сделал как я просил, никаких вопросов)
Тимофей
Пять с плюсомИзготовил деталь из нержавейки на лазерном станке, точно по чертежу. Никто больше за эту работу не взялся.
Никто больше за эту работу не взялся.
Александр
Пять с плюсомИзготовление мебели из металла
Замечательный специалист. Заказ выполнен профессионально и быстро, с учетом всех моих пожеланий. Очень рекомендую.
Волянский Кирилл
Пять с плюсомМеталлообработка
Отличный специалист! Прям уверенные 5 звезд. Все что у нас было – это видео инструмента и задача “хотим вот так”. Владислав разобрался что это, для чего, смоделировал и собрал. Все отлично работает, однозначно будем обращаться постоянно.
Михаил Чернышов
Пять с плюсомИзготовление мебели из металла
Владислава рекомендую.
Заказ (металлическое подстолье) сделан быстро, по оговоренной цене, а главное – качественно.
Николай
Пять с плюсомПрофессионализм и особая ответственность за результат, именно эти качества характерны для Владислава. Также стоит отметить коммуникабельность, дружелюбие и умение вникать в те технические задачи, которые перед ним ставят. Если нужно качественно и быстро, то вам к Владиславу. Очень доволен результатом работы. Спасибо. Рекомендую как отличного специалиста в своём деле.
Алексей
Аргонная сварка
Владислав помог заварить алюминиевое шасси детской коляски. Договорились о встрече в удобное для обеих сторон время. Внешне работа выполнена на достойном уровне, сварной шов прокрашен в цвет основной рамы, так что не выделяется на фоне остального шасси. Первые выезды на коляске успешны, остальное покажет время. Владислав дал гарантию на свою работу, если шасси снова сломается в отремонтированном месте, то можно будет обратиться к нему бесплатно. Надеюсь, что это не потребуется. Специалиста рекомендую.
Никита
Пять с плюсомИзготовление мебели из металла
Владислав сварил сложное подстолье по общему описанию и покрасил. Сделал все качественно и достаточно быстро. Чертежей с моей стороны не было, поэтому было пару несостыковок, но все возникающие по ходу вопросы решались без проблем. Рекомендую, знаток своего дела.
Сделал все качественно и достаточно быстро. Чертежей с моей стороны не было, поэтому было пару несостыковок, но все возникающие по ходу вопросы решались без проблем. Рекомендую, знаток своего дела.
Артемий
Пять с плюсомИзготовление мебели из металла
Отзывчив, инициативен, мастеровит, Все текущие вопросы легко решили, подкорректировали ТЗ и добились результата. Очень удобно работать
Павел
Сварка
Приемлемая цена, сроки соблюдены. Работа выполнена отлично.
Каждый отзыв перед публикацией проходит проверку на неподдельность. Анонимные сообщения не рассматриваются. Тексты не редактируются и не фильтруются — все прошедшие проверку публикуются «как есть».
Помощь при сварке TIG – Алюминий: Сварка
Обновление: Кому это может помочь
Успех с этой установкой
Короткая чашка 3/32 из синего вольфрама № 5 с вылетом 6/32 – конус заземлен, затем плоский наконечник – затем скрученный так мяч на самом деле очень маленький.
Работа 138 ампер на педали и ~ 80 Гц, баланс переменного тока 33%.
увеличил поток аргона до 23 куб. Футов в минуту, указанного на моем манометре – я думаю, что манометр далек от того, но мой резервуар также почти пуст. С маленькой чашкой я получал очень грязные мазки от наполнителя – наполнитель только частично плавился, прежде чем ударился о лужу, и стекал при удалении.окисление, я думаю? Как бы то ни было, я просто продолжал увеличивать газ, пока он не начал вести себя хорошо и не заработал.
Наконец-то смог контролировать дугу. Теперь я могу отлично вымыть углы и приступить к работе. Предыдущие настройки были невозможны. Я думал, что сварка алюминия методом тигровой сварки никуда не годится, но это совсем не плохо, если у вас есть приличные настройки.
Еще раз спасибо всем, кто поддержал их совет!
———————————————— ————————————————– ————-
Нужна помощь с настройками сварочного аппарата / дугой.
Отработка внешних угловых соединений на алмазной пластине из лома 1/8 дюйма. Сварочный аппарат HTP alphatig, 100% аргон 17 куб. Футов в минуту, чашка номер 6, синий вольфрам 3/32. У меня проблемы с поддержанием устойчивости дуги – она любит взорваться как будто длина дуги слишком велика (представьте, что вы начинаете с плоской поверхности, а затем отводите дугу от детали, и она взрывается и разбрызгивается) и блуждает по всему месту.
Я начинаю держать дугу близко к материалу ~ 2 мм дуга начинается с одной стороны угла, когда я пытаюсь переместить дугу на другую сторону, она теряет свое дерьмо и начинает взорваться.Иногда я могу создать лужу и иногда это получается, но все равно в основном блуждает и просто создает большой беспорядок и, кажется, испаряет алюминий и загрязняет свой вольфрам, хотя я не окунул электрод. Я пробовал разные углы и настройки фонарика, но это все еще происходит, и я не могу понять, почему.
С настройками на станке он отлично проработает валик на плоской поверхности стыкового сварного шва / нахлеста и т. Д., Но на внешнем углу он просто взрывается.
Будем признательны за любые советы.
Помощь с алюминиевым внешним углом …
Я не могу говорить о его части, связанной с TIG, поскольку я в основном использую сварку OA, но когда у вас возникают проблемы с прикреплением алюминия …– Из какого сплава ваша коробка? Какой сплав является вашим присадочным материалом? Это имеет значение. Если ваш местный магазин продает вам лист 50xx, а вы используете наполнитель 1100, это, вероятно, не сработает. (В мире АО, если бы вы использовали сплав 50xx, вы бы хотели использовать кислотный флюс, чтобы преодолеть антикоррозийные материалы в сплаве.Я понятия не имею, что это значит для вас в мире TIG).
– В случае алюминия ваши детали должны КАСАТЬСЯ, иначе вы просто проделаете в нем дыру. Независимо от того, прикасайтесь ли вы к деталям за счет прихватывания одного угла и соединив их вместе на ходу, или нагреваете участки горелкой, чтобы края соприкасались перед прихваткой, алюминиевые кромки ДОЛЖНЫ соприкасаться при стыковой сварке.
– Отсутствие слияния может быть проблемой флюса (я не знаю, используете ли вы флюс во время сварки TIG, но мы делаем это с OA, и это помогает сохранять металлы в высшей степени чистыми и готовыми к соединению друг с другом.)
– Для OA я бы использовал наконечник немного тоньше материала, используя примерно в 2–3 раза больше материала конуса (МНОГО тепла), с пером примерно 1/2 конуса. Я бы использовал наполнитель от 1/2 до 1X толщины материала.
– вы МОЖЕТЕ рассмотреть другую конструкцию соединения для этого батарейного отсека (сделайте это фланцевым сварным швом, а не стыковым сварным швом), тогда вам не нужно беспокоиться о том, какой наполнитель использовать, поскольку фланец становится наполнителем.) Техника немного проще в освоении, чем стыковая сварка.
– Как только вы получите сварочную ванну, вам нужно БУГИ … существует гораздо более узкий температурный диапазон между ‘достаточно горячим, чтобы плавиться’ и ‘продуванием’ в алюминии, чем в стали … не говоря уже о том, что вы этого не делаете. иметь эту красивую оранжевую лужу, чтобы сказать: «Я готов!». Как только вы увидите, что поверхность изменилась и немного опустилась, вам нужно ее переместить.
– Еще одно замечание … подумайте о переходе на 91% изопропиловый спирт для очистки металла перед сваркой. Он так же эффективен, как ацетон, безвреден для вас, экологически безопасен и дешев в вашей местной аптеке.
– Не расстраивайтесь … стыковая сварка очень тонкого алюминия – один из самых сложных способов сварки. Подумайте об изменении дизайна суставов, чтобы вам было немного легче. Вы можете приваривать фланец (с фланцем на внешней стороне) или приваривать фланцевое соединение встык. Я даже экспериментировал со сваркой фланца с фланцем ВНУТРИ угла. Когда я закончу создавать свой большой рождественский подарок, я могу вернуться к этим экспериментам.
кэВ
Сварные соединения и не только: 10 этапов
Мы подготавливаем горячекатаный плоский пруток к сварке путем предварительного шлифования после чистовой обработки стана. Эта отделка защищает сталь от ржавчины при транспортировке с мельницы на ваше рабочее место, но если ее не удалить, у вас будет загрязненный сварной шов, который потенциально может сломаться.
Эта отделка защищает сталь от ржавчины при транспортировке с мельницы на ваше рабочее место, но если ее не удалить, у вас будет загрязненный сварной шов, который потенциально может сломаться.
Рекомендуется использовать угловую шлифовальную машину для снятия фаски с кромок стальной заготовки перед сваркой. Создавая две фаски на стыковых кромках, вы создаете крошечную впадину, в которой будет образовываться сварочная ванна. Выполнение этого для стыковых швов – хорошая идея для обеспечения хорошего проплавления.
Завершите первый прихваточный шов. Для этого поместите электрод, торчащий из пистолета, между бороздкой скошенной впадины, созданной с помощью угловой шлифовальной машины. Проволока не должна касаться основного материала. Нажмите на спусковой крючок на две секунды и завершите движение петли закрепки.
Повторите это действие, чередуя из стороны в сторону, чтобы тепло распределялось равномерно до тех пор, пока у вас не получатся прихватки, расположенные на расстоянии от 1 до 1,5 дюймов по всему пролету, который сваривается встык.
Проведите сварные валики по стыку, сначала соединив прихватки на внешних краях, а затем продвигайтесь к центру. Идеально проводить сварку снизу вверх, продвигая сварной шов кончиком пистолета, однако это не всегда удобно или хороший способ начать обучение. Вначале прекрасно выполнять сварку в любом удобном для вас направлении / положении.
После завершения сварки плоского стержня остается большая неровность, на которой в сварочную ванну был добавлен присадочный материал.Вы можете оставить это, если хотите, или вы можете отшлифовать его, в зависимости от того, для чего вы используете металл.
Если вы обнаружите зазоры в сварном шве, вы можете зашпаклевать зазоры, в которых сварной шов не прошел должным образом, и снова отшлифовать материал. Обычно это означает, что вам нужно больше мощности и больше проволоки для заполнения сварного шва.
Угловой зажим под углом 90 градусов Угловой зажим из алюминиевого сплава Угол L-образной формы Деревообработка Металл Сварка Крепежный инструмент –
| Цена: | 20 долларов.49 + Депозит без импортных сборов и $ 19,24 за доставку в Российскую Федерацию Подробности |
Купон | Купон на дополнительную скидку 5% применяется при оформлении заказа. ПодробностиИзвиняюсь. Вы не имеете права на этот купон. |
| Материал | Материал |
| Марка | Hztyyier |
| Вес предмета | 0. 21 Килограмм 21 Килограмм |
- Убедитесь, что это подходит введя номер вашей модели.
- ★ Функция: Эти позиционирующие угольники предназначены для надежной фиксации суставов под углом точно 90 градусов.
- ★ Простота использования: это полезный и практичный инструмент, простой в использовании, L-образный, который удобно держать в руке.
- ★ Материал ; Этот угловой зажим изготовлен из алюминиевого сплава с анодной обработкой, он прочен и устойчив к коррозии.
- ★ Применение: Подходит для сварочных работ по дереву, сварки металлов под прямым углом и т. Д.
- ★ Обеспечение качества: Все продукты строго проверяются перед отправкой, поэтому, пожалуйста, покупайте с уверенностью. Пожалуйста, свяжитесь с нами, если товар неисправен по производственным причинам.
Внутренний угол для сварки стержнем – Engineering Stack Exchange
Внутренний угол для сварки стержнем – Engineering Stack ExchangeСеть обмена стеков
Сеть Stack Exchange состоит из 176 сообществ вопросов и ответов, включая Stack Overflow, крупнейшее и пользующееся наибольшим доверием онлайн-сообщество, где разработчики могут учиться, делиться своими знаниями и строить свою карьеру.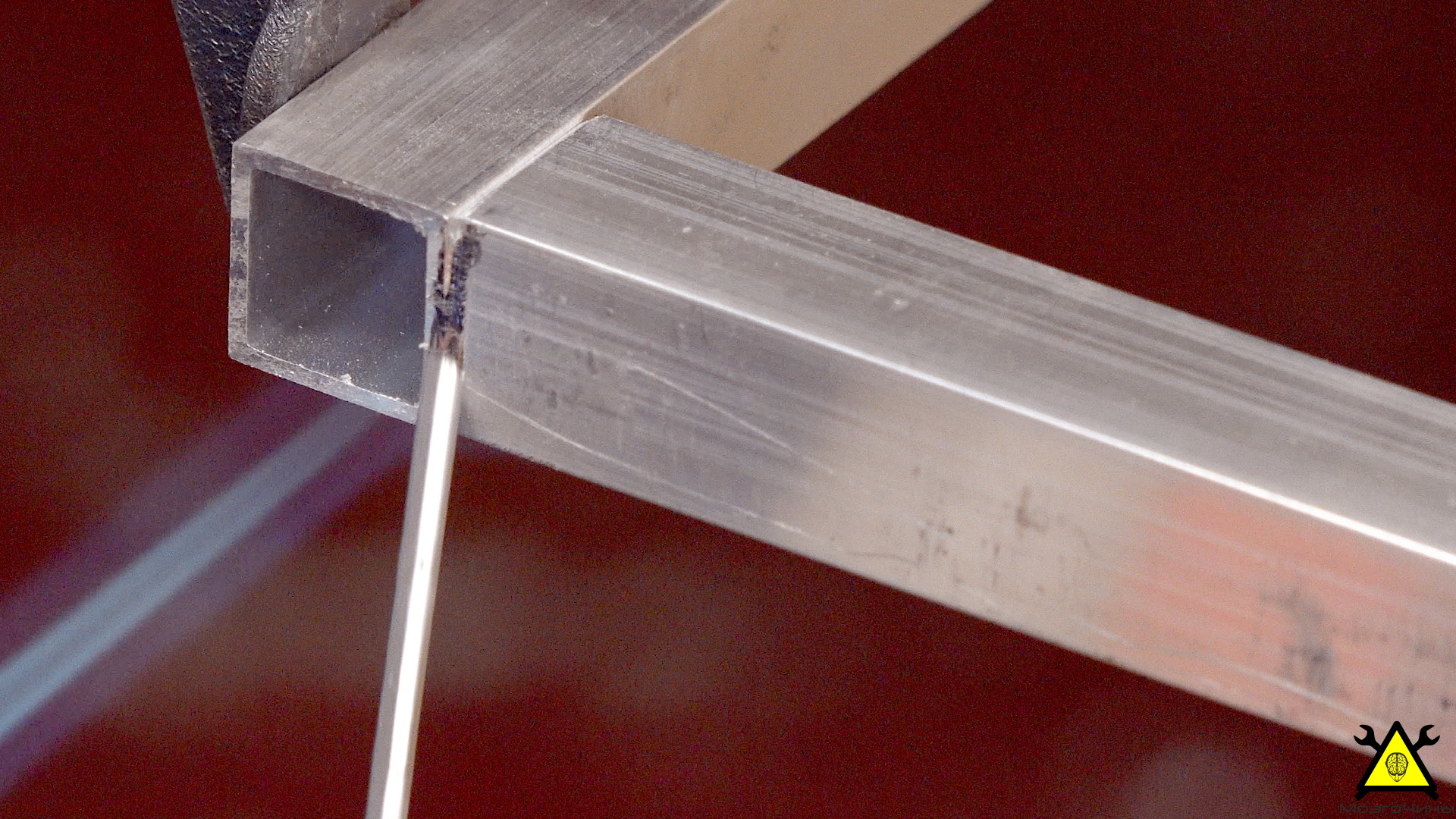
- 0
- +0
- Авторизоваться Зарегистрироваться
Engineering Stack Exchange – это сайт вопросов и ответов для профессионалов и студентов инженерных специальностей.Регистрация займет всего минуту.
Зарегистрируйтесь, чтобы присоединиться к этому сообществуКто угодно может задать вопрос
Кто угодно может ответить
Лучшие ответы голосуются и поднимаются наверх
Спросил
Просмотрено 2k раз
$ \ begingroup $ У меня проблемы со сваркой внутренних углов материала. Сварочный материал иногда откладывается с одной или двух сторон, но никогда не соединяет две части.
Сварочный материал иногда откладывается с одной или двух сторон, но никогда не соединяет две части.
Боковые / плоские швы работают нормально:
Но эти надоедливые внутренние углы нет:
Материал, который я использую, представляет собой квадратную стальную трубу 16×16 мм толщиной 1 мм. Параметры сварки: положительный электрод постоянного тока на 20 А, сварочный электрод из стали толщиной 1,6 мм.
Я что-то не так делаю? Есть какой-то трюк, который мне не хватает?
Васаби ♦11.5,377 золотых знаков2929 серебряных знаков5454 бронзовых знака
Создан 23 фев.
$ \ endgroup $ 4 $ \ begingroup $Трудно дать однозначный ответ на подобные вопросы о сварке, потому что существует очень много переменных, но вот несколько возможных вариантов, которые можно попробовать:
Техника
- Судя по фотографиям, вы не можете поддерживать дугу на внутренний угол.Вероятно, вам нужно уменьшить длину дуги (при использовании стержня / SMAW) или скорость подачи проволоки (при использовании MIG / GMAW) и / или увеличить ваше «тепло» (ток или напряжение в зависимости от типа источника питания, который вы используете.) Пока у вас не будет стабильной дуги, ничего остальное будет иметь большое значение.
- 20 ампер – очень низкий ток для сварки. Ваше беспокойство по поводу проплавления, очевидно, справедливо для такого тонкого материала, но есть способы, которые помогут. Один из вариантов – попробовать плести (или поперечные колебания) из стороны в сторону по мере продвижения вверх по сварному шву. Это дает теплу немного времени для распределения по каждой стороне, а также обеспечивает хорошее сплавление с обеих сторон. Для многих типов сварных швов этот метод не одобряется, но для этого типа соединения он подходит. Еще одно важное изменение техники, которое вы можете попробовать здесь, – это гораздо более быстрое перемещение по сварному шву. На фотографии бокового шва видно чрезмерное количество наплавленного металла шва. Хотя это не обязательно проблема, это означает, что вы нагреваетесь больше, чем нужно, что увеличивает риск прожога.Это также связано с отсутствием хорошего синтеза. При нагревании и ускорении скорее всего получится лучший сварной шов по всему стыку.
- Убедитесь, что если вы не плетете, ваш электрод проходит прямо по центру стыка. Если у вас проблемы со зрением, вам может понадобиться яркий свет или сварочный колпак с регулируемой шторкой.
- Расположите стык так, чтобы он был как можно лучше для хорошего сварного шва. Если вы выполняли сварку внутреннего угла в сфотографированной ориентации, сила тяжести перетянет сварочную ванну с вертикальной стены на горизонтальную.Если возможно, поверните сборку на 45 градусов так, чтобы обе трубы находились под одинаковым углом 45 градусов от земли. Таким образом, гравитация одинаково поможет обоим лицам. Ориентация стыка имеет такое большое значение, что в Америке сварщикам-строителям не разрешается выполнять сварку в более жесткой ориентации, чем они прошли квалификационный тест.
 Это дает теплу немного времени для распределения по каждой стороне, а также обеспечивает хорошее сплавление с обеих сторон. Для многих типов сварных швов этот метод не одобряется, но для этого типа соединения он подходит. Еще одно важное изменение техники, которое вы можете попробовать здесь, – это гораздо более быстрое перемещение по сварному шву. На фотографии бокового шва видно чрезмерное количество наплавленного металла шва. Хотя это не обязательно проблема, это означает, что вы нагреваетесь больше, чем нужно, что увеличивает риск прожога.Это также связано с отсутствием хорошего синтеза. При нагревании и ускорении скорее всего получится лучший сварной шов по всему стыку.
Это дает теплу немного времени для распределения по каждой стороне, а также обеспечивает хорошее сплавление с обеих сторон. Для многих типов сварных швов этот метод не одобряется, но для этого типа соединения он подходит. Еще одно важное изменение техники, которое вы можете попробовать здесь, – это гораздо более быстрое перемещение по сварному шву. На фотографии бокового шва видно чрезмерное количество наплавленного металла шва. Хотя это не обязательно проблема, это означает, что вы нагреваетесь больше, чем нужно, что увеличивает риск прожога.Это также связано с отсутствием хорошего синтеза. При нагревании и ускорении скорее всего получится лучший сварной шов по всему стыку.Совместная конструкция
- На таком трубном стыке подумайте, можете ли вы просто пропустить сварку более твердых поверхностей.Если вам не нужно, чтобы соединение было полностью герметичным, и вы можете сваривать другие поверхности достаточно прочно, вы сэкономите время и силы, пропустив более твердые сварные швы. Обычно внутренний угол считается более легкой гранью в Т-образном соединении, но если грани легче для вас, сделайте это.
- Если возможно добавить стальную основу внутри стыка, это позволит вам гореть намного сильнее, не беспокоясь о прожоге. Короткий кусок квадратного стержня или труба немного меньшего размера были бы хорошими кандидатами.
- Если бы вы могли добавить Т-образную косынку снаружи и приварить ее вместо этого, ваша сварочная ситуация была бы намного проще.
- Прихватывание дополнительного металла (обрезка трубы или пластины) в начале и в конце соединения дает вам возможность начать и остановить сварку, что поможет вам быстрее продвигаться по стыку. Они называются выступами для схода и отхода и обычно используются в конструкционных соединениях.
 Короткий кусок квадратного стержня или труба немного меньшего размера были бы хорошими кандидатами.
Короткий кусок квадратного стержня или труба немного меньшего размера были бы хорошими кандидатами.Оборудование
- Такие тонкие металлы легче всего сваривать методом TIG (GTAW).Если у вас есть доступ к оборудованию TIG, попробуйте сварку с этим и очень небольшим количеством присадочного металла.
- MIG будет следующим самым простым процессом. Я не могу точно сказать по фотографии, пытаетесь ли вы использовать MIG или придерживаться, но если он придерживается, вы можете попробовать переключиться на MIG. Избегайте использования самозащитных проводов (с флюсовым сердечником), поскольку они специально разработаны для более глубокого проникновения.
- Если вы используете MIG, перенос короткого замыкания обычно предпочтительнее для тонких металлов, поскольку он имеет ограниченное проникновение (и, следовательно, риск прожога.) 75% аргона 25% CO2 подойдет для этого.
- Если у вас есть доступ к аппарату MIG с импульсным распылением, он будет иметь настройки, ограничивающие степень проникновения, которая будет контролировать прожог.
ответ дан 27 марта ’19 в 4: 412019-03-27 04:41
Итан 484,4411313 серебряных знаков3939 бронзовых знаков
$ \ endgroup $ $ \ begingroup $ Практика. ..
..
Я не лучший сварщик, а тут парочка … Но я думаю, вам просто нужно немного больше практики и попытаться уменьшить дугу в нижней части стыка – может быть, вы просто “немного” слишком далеко, иногда всего лишь миллиметр …
Поднесите дугу ближе, и когда будет звучать, что вы собираетесь погасить, оставайтесь там … Также “толкание” дуги из стороны в сторону может помочь …
И я не могу припомнить, чтобы мой инструктор упоминал, что «птички чушь получше»… 🙂 Без обид.
Создан 23 фев.
Солнечный Майк10.7k11 золотых знаков1212 серебряных знаков2323 бронзовых знака
$ \ endgroup $ 1 $ \ begingroup $Все дело в углах, попробуйте основной сварной шов под углом примерно 45 градусов вниз по углу, затем сделайте сварной шов на нижней части металла, который наполовину перекрывает исходный сварной шов, затем сделайте сварной шов на верхней части металла, который также наполовину нахлестывает исходный шов, этот шов следует сваривать под углом около 30 градусов.Я не лучший сварщик, но меня так учили, и если вы умеете работать с углами, тогда все должно быть в порядке, также не работайте слишком быстро или слишком медленно и попробуйте заметить шаблоны, такие как почти рисование штрихов или C в вашем сварном шве. . РЕДАКТИРОВАТЬ: также свяжите то, что ваша сварка, например, сварите стяжки на каждом углу, а затем это просто случай заполнения зазора.
Создан 05 дек.
$ \ endgroup $Не тот ответ, который вы ищете? Посмотрите другие вопросы с метками сварка или задайте свой вопрос.
 Engineering Stack Exchange лучше всего работает с включенным JavaScript
Engineering Stack Exchange лучше всего работает с включенным JavaScriptВаша конфиденциальность
Нажимая «Принять все файлы cookie», вы соглашаетесь с тем, что Stack Exchange может хранить файлы cookie на вашем устройстве и раскрывать информацию в соответствии с нашей Политикой в отношении файлов cookie.
Принимать все файлы cookie Настроить параметры
Protocase Designer | Самый быстрый и простой способ спроектировать, оценить и изготовить индивидуальные корпуса для электроники.
Сварка швов
Protocase обеспечивает сварку швов как стандартный процесс. Шовная сварка полезна для непрерывного соединения двух или более кусков листового металла, чтобы они казались бесшовными. Для сварки швом детали надежно зажимаются и свариваются, а затем излишки металла удаляются шлифованием. Полученные непрерывно соединенные швы полезны для защиты от атмосферных воздействий, уменьшения утечки электромагнитных помех и для достижения бесшовного внешнего вида при желании.
Перенос холодного металла: революционная технология сварки
Protocase принял сварку CMT в качестве стандарта для шовной сварки.CMT – это недавно разработанная технология, которая намного превосходит традиционную сварку TIG и MIG для соединения тонкого листового металла. До CMT сварка тонкостенного листового металла всегда была больше видом искусства, чем искусственным производственным процессом. MIG и TIG создают чрезмерное количество тепла, которое может вызвать обратное плавление и коробление, часто разрушая детали и вызывая высокий уровень внутреннего брака. Это увеличило не только наши внутренние затраты, но и вероятность того, что вы опоздаете на работу. Напротив, CMT генерирует только одну десятую теплоты сварки MIG, а деформация и обратное плавление практически исключаются.Это устанавливает новые стандарты в сварке тонкостенных листов, особенно там, где существуют строгие требования к внешнему виду сварных швов. CMT дает вам:
Это увеличило не только наши внутренние затраты, но и вероятность того, что вы опоздаете на работу. Напротив, CMT генерирует только одну десятую теплоты сварки MIG, а деформация и обратное плавление практически исключаются.Это устанавливает новые стандарты в сварке тонкостенных листов, особенно там, где существуют строгие требования к внешнему виду сварных швов. CMT дает вам:
- Качественные сварные швы на всем металле, который у нас есть для изготовления. (Раньше мы не могли сваривать некоторые тонкие материалы.) Подробнее о металлах, которые мы храним, см. На наших страницах, посвященных холоднокатаной стали, гальваническому отжигу, нержавеющей стали, алюминию и меди. (медь обычно паяется)
- Снижение затрат за счет сокращения времени сварки и снижения количества брака.
- Большой выбор материалов для корпусов вашей конструкции. Все, что мы можем изготовить, теперь мы можем сваривать.
Как работает сварка CMT
Процесс CMT физически напоминает сварку MIG с подачей проволоки в том смысле, что сварочная проволока и защитный газ пропускаются через сварочную горелку, а электрическая дуга между сварочной проволокой и поверхностью сварки приводит к тому, что кончик сварочной проволоки становится жидким и применяется. к сварочной поверхности.Но CMT использует автоматическое включение и выключение нагревательной дуги для систематического нагрева и охлаждения сварочной проволоки, при этом проволока входит в контакт со сварочной ванной и выходит из нее много раз в секунду. Поскольку при сварке CMT используется пульсирующее действие, а не непрерывный поток энергии, при сварке CMT выделяется только одна десятая тепла, чем при сварке MIG. Уменьшение тепла – величайшее преимущество CMT, поэтому его называют «холодным» переносом металла.
Во время горения дуги присадочный металл перемещается в сторону сварочной ванны.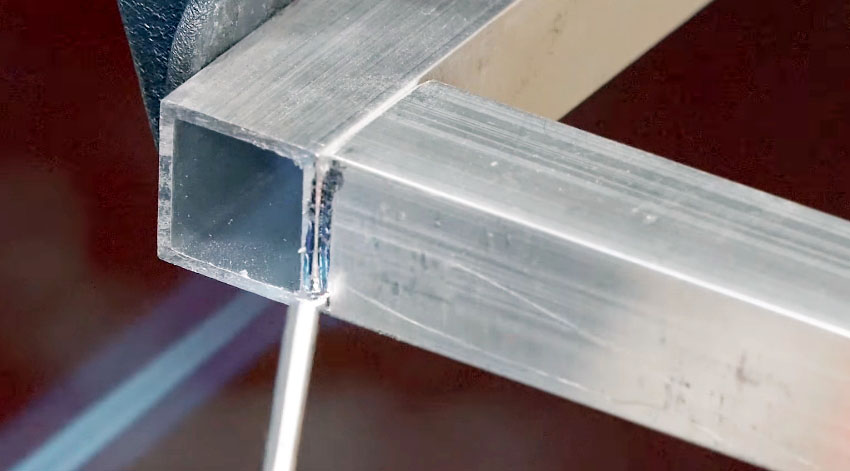 | Когда присадочный металл погружается в сварочную ванну, дуга гаснет. Сварочный ток снижен. | Движение провода назад способствует отделению капель во время короткого замыкания. Ток короткого замыкания остается небольшим. | Движение проволоки меняется на противоположное, и процесс начинается заново. |
Геометрия коробления и сварного шва при сварке швов CMT
Угловые швы (см. Диаграмму A) геометрически стабильны.Напряжениям от изменения температуры и затвердевания противодействуют опоры, предлагаемые обоими краями соединения. Большинство углов геометрии можно полностью сварить швом без коробления с помощью сварки CMT. Это верно для всего металла, который мы храним.
Т-образные соединения (см. Диаграмму B) Швы, соединяющие кромку детали с плоской поверхностью, склонны к короблению, поскольку отсутствует геометрическая опора для противодействия напряжениям от температуры и затвердевания основного металла.Таким образом, даже при сварке CMT, если сделать длинный шов поперек детали, возможно, что плоская поверхность больше не будет плоской после сварки. Особенно это касается нержавеющей стали и алюминия. Одно из решений, которое может работать в определенных ситуациях, – это соединение путем сварки нескольких коротких сегментов, а не непрерывный шов. Это может оставить достаточно немодифицированного основного металла, чтобы придать детали достаточную целостность для сохранения плоскостности. Если вам требуется геометрия Т-образного сварного шва, наш технический персонал может помочь вам с проектированием.
Другие геометрии сварных швов необходимо решать в индивидуальном порядке. Свяжитесь с нашим техническим персоналом.
Алюминий с Т-образными пазами и сварная сталь
Появилось новое требование к проекту, и вам нужно выяснить, как изготовить каркас. Однако вы не знаете, выбирать между алюминием с Т-образным пазом или сварной сталью, но что, если бы я сказал вам, что, используя экструдированный алюминий, вы можете сократить время и стоимость изготовления без ущерба для прочности или качества? Заинтригованы? Вот некоторые из преимуществ алюминия с Т-образным пазом перед сварной сталью.
Однако вы не знаете, выбирать между алюминием с Т-образным пазом или сварной сталью, но что, если бы я сказал вам, что, используя экструдированный алюминий, вы можете сократить время и стоимость изготовления без ущерба для прочности или качества? Заинтригованы? Вот некоторые из преимуществ алюминия с Т-образным пазом перед сварной сталью.
Рентабельность и сокращение времени изготовления
Алюминиевые профили дешевле, чем сварка стали. Хотя алюминий может стоить дороже в сырье, в целом накладные расходы меньше. В отличие от стали, которая, помимо затрат на материалы, связана с более высокими трудозатратами. Стальной каркас нужно будет сварить, затем просверлить отверстия и нарезать резьбу (для монтажа любых панелей или крепления дополнительных компонентов), а также очистить, подготовить, грунтовать и покрасить каркас.Достаточно много работы для простого каркаса. Алюминиевые профили имеют модульную конструкцию, и благодаря Т-образным пазам отпадает необходимость сверлить отверстия или нарезать резьбу для других деталей. Кроме того, вам не нужно красить его, потому что он уже имеет прозрачное анодированное защитное покрытие.
Гибкость
Алюминиевые профили могут сэкономить деньги, давая инженерам гибкость после завершения первоначального проектирования проекта. Что касается стали, вам необходимо убедиться, что вы максимально приближены к 100% точности, прежде чем приступить к резке, сверлению и сварке.Что касается алюминия, вам не нужно вдаваться в такие мелкие детали на столь раннем этапе проекта. Нужно добавить панель управления или электрическую скобу? Все, что вам нужно сделать, это установить несколько дополнительных поперечных балок. О точном местонахождении вы можете позаботиться позже. С модульной системой алюминиевых профилей Framing Tech вы можете прикреплять компоненты в любое время в любом месте.
Модульный
Вы только что закончили изготовление стальной рамы, и заказчик хочет внести изменения и добавить еще одну горизонтальную поперечину для установки дополнительного оборудования. Со сварной рамой вы достанете ножовку или резак / плазменный резак и испортите свою свежеокрашенную стальную раму. Это не только увеличивает стоимость, но и требует пройти весь утомительный процесс резки, повторной сварки, очистки и окраски новой детали в проект. Теперь давайте заменим это экструдированным алюминием с Т-образными пазами. Все детали поставляются предварительно вырезанными или полностью собранными, и все, что вам нужно сделать, это добавить к ним. Заказчик хочет изменить проект? Без проблем! Благодаря модульной конструкции алюминия с Т-образным пазом все, что вам нужно сделать, это заказать дополнительную деталь вместе с оборудованием, прикрепить ее, затянув несколько разъемов, и все готово.Более низкие затраты на рабочую силу и, следовательно, более низкие накладные расходы означают лучшую чистую прибыль, а также более быстрое завершение проекта.
Со сварной рамой вы достанете ножовку или резак / плазменный резак и испортите свою свежеокрашенную стальную раму. Это не только увеличивает стоимость, но и требует пройти весь утомительный процесс резки, повторной сварки, очистки и окраски новой детали в проект. Теперь давайте заменим это экструдированным алюминием с Т-образными пазами. Все детали поставляются предварительно вырезанными или полностью собранными, и все, что вам нужно сделать, это добавить к ним. Заказчик хочет изменить проект? Без проблем! Благодаря модульной конструкции алюминия с Т-образным пазом все, что вам нужно сделать, это заказать дополнительную деталь вместе с оборудованием, прикрепить ее, затянув несколько разъемов, и все готово.Более низкие затраты на рабочую силу и, следовательно, более низкие накладные расходы означают лучшую чистую прибыль, а также более быстрое завершение проекта.
Вопрос прочности при экструзии алюминия
Несмотря на то, что за последние несколько лет популярность алюминиевых экструзионных профилей выросла, инженеры, не работавшие с алюминиевыми профилями, сомневаются в их структурной целостности. Когда инженеры думают об алюминии, они думают, что это легкий, а затем, чаще всего, они слишком часто используют эти материалы, потому что им это кажется не совсем правильным.Но, вопреки этому мнению, экструдированный алюминий достаточно прочен, чтобы справиться с большинством производственных процессов и систем автоматизации. Конечно, как стальные, так и алюминиевые конструкции изгибаются, если по ним достаточно сильно ударить или они будут подвергаться чрезмерной нагрузке. Однако, поскольку алюминиевые профили с Т-образным пазом собираются с помощью ручных инструментов, вы можете просто вынуть поврежденный кусок и заменить его новым. В отличие от стали, поврежденную деталь нужно будет вырезать, а затем заново сварить, очистить и перекрасить новую деталь.Framing Tech может порекомендовать правильную серию профилей на основе требований к нагрузке (поддержке), используя наш многолетний опыт разработки приложений и расчеты нагрузки SolidWorks 2015.