пошаговая инструкция. Технология и особенности сварки алюминия аргоном
В постоянно меняющихся условиях производства неизменно растет потребление изделий из металла. Нет ни одной сфер деятельности человека, где можно было бы обойтись без такой продукции. Одним из самых востребованных, наряду со сталью и чугуном, выступает алюминий.
Очень быстро из драгоценного, редчайшего металла он превратился в бытовой. Чтобы понять технологию ремонта или создание новых изделий из этого материала, следует подробно рассмотреть, как происходит сварка алюминия аргоном для начинающих. Пошаговая инструкция поможет производить подобные процессы даже в домашних условиях.
Свойства алюминия
Перед тем как приступать к сварке алюминия аргоном, пошаговая инструкция для начинающих которой будет рассмотрена далее, следует ознакомиться со свойствами этого материала.
Алюминий без примесей проводит ток в 4 раза лучше, чем сталь. Тепло этот материал проводит с показателем 2,2 Вт/(см∙К). У стали, например, он составляет 0,6 Вт/(см∙К). Это должно учитываться мастером, когда проводится сварка алюминия аргоном. Для начинающих пошаговая инструкция должна выполняться вплоть до мельчайших подробностей.
У стали, например, он составляет 0,6 Вт/(см∙К). Это должно учитываться мастером, когда проводится сварка алюминия аргоном. Для начинающих пошаговая инструкция должна выполняться вплоть до мельчайших подробностей.
Часто применяемыми сплавами являются AlMg5, AlMg4, 5Mn. Их теплопроводность также выше, чем у стали и равна около 1,3 Вт/(см∙К). Технология сварки алюминия аргоном из-за этих особенностей не допускает увеличение скорости проведения процесса. В противном случае уменьшится глубина провара. Быстрая кристаллизация сварочной ванны приводит к неполному газовыделению. Такая особенность сварки аргоном алюминия может стать причиной образования пор в шве. Поэтому требуется большая сила тока, чем для стали.
Способы сварки аргоном алюминия
Сварка аргоном алюминия, технология которой разрабатывалась с использованием разных материалов, бывает нескольких типов. Самыми распространенными из них являются: сварка с использованием вольфрамового электрода, которая происходит в инертной газовой среде; сварка с автоматизированным расходом проволоки для обработки алюминия аргоном; сварка без защитных газов при помощи плавящихся электродов.
Важным условием проведения процесса является пробитие окисной пленки, которая образуется на поверхности заготовки. Для этого сварку алюминия аргоном проводят при использовании переменного или постоянного обратного тока. Процесс нельзя выполнять на постоянном прямом токе. Окисная пленка при этом не поддастся разрушению, не произойдет катодное распыление.
Сварку также можно разделить по скорости ее выполнения на MIG и TIG (AC). В первом случае процесс выполняется в 3 раза быстрее, но качество шва гораздо выше при втором типе проведения работы.
Материалы
Сегодня применяется большое количество сплавов алюминия. У каждого есть свои физико-химические особенности. Присадочная проволока для сварки алюминия аргоном должна использоваться своевременно. Если упаковка уже открыта, хранить такие изделия долго нельзя. Окислившись, поверхность присадочной проволоки будет непригодной для сварки алюминия аргоном.
Перед проведением процесса поверхность очищается от посторонних загрязнений. Даже при недолгом пребывании на воздухе, алюминий покрывается пленкой из окиси Al2O3. Такой материал в процессе сварки требует обеспечения защитной среды из инертных газов. Для этого применяется аргон.
Даже при недолгом пребывании на воздухе, алюминий покрывается пленкой из окиси Al2O3. Такой материал в процессе сварки требует обеспечения защитной среды из инертных газов. Для этого применяется аргон.
Но лучше этот газ использовать в смеси с гелием. Это позволяет достигнуть большей температуры сварочной ванны. Это особенно важно для толстостенных заготовок. В некоторых случаях сварка алюминия производится полуавтоматом без использования аргона, а только гелия. Также использование смеси газов позволяет получить менее пористый шов.
Оборудование для процесса сварки
Сварка аргоном алюминия, технология которой будет рассмотрена далее, предполагает применение определенного оборудования. Для проведения процесса потребуется инвертор TIG AC, который будет служить источником переменного тока. Потребуется предусмотреть систему заземления в обязательном порядке. Также перед началом работы подготавливаются вольфрамовые электроды, присадочная проволока для совершения сварки алюминия аргоном.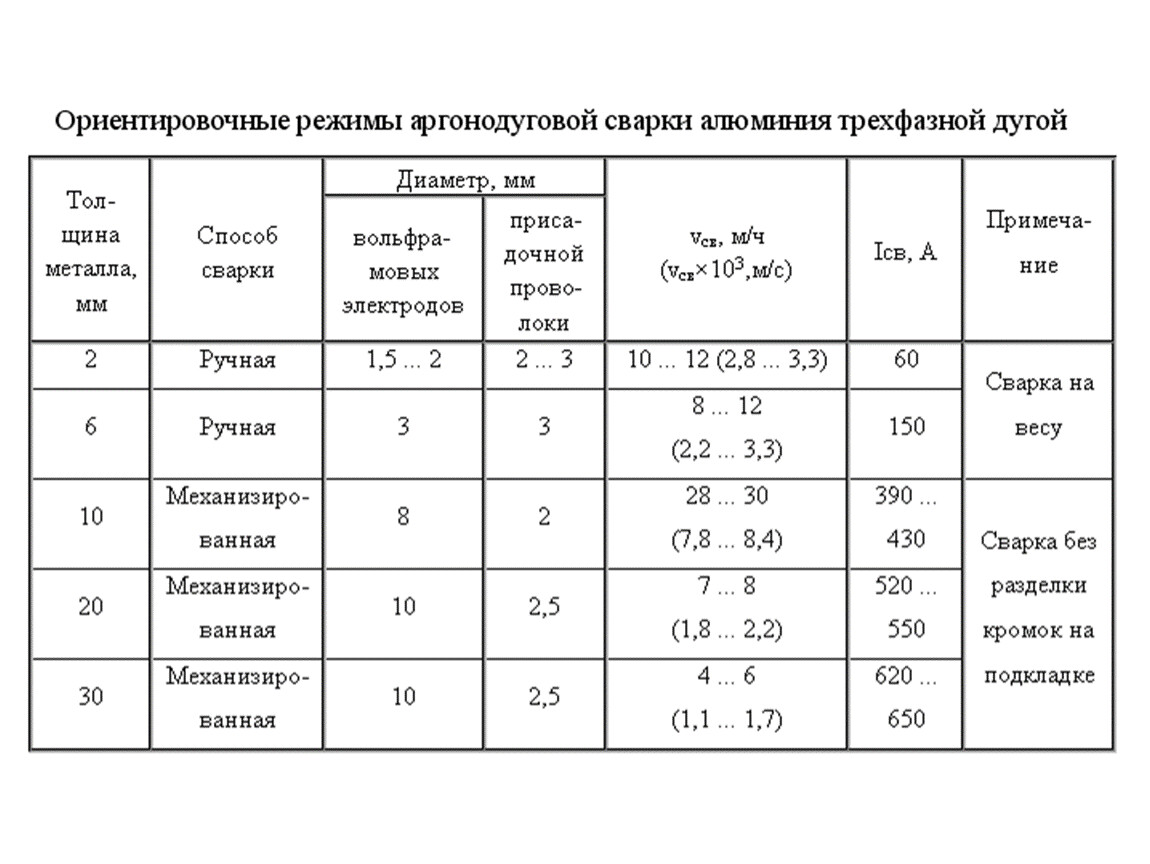
В процессе участвует горелка TIG и охладительный блок для нее, сопла, цанги с держателями и баллон с газом. Шланг для него должен быть надежным. Баллон должен быть оснащен редуктором понижения давления газа. Далее следует предусмотреть индивидуальную систему защиты. Это сварочный щиток и маска с затемненным стеклом, качественные краги. Профессионалы любят использовать педаль управления током. Для новичка это не особо важный элемент, ведь обращать внимание придется на другие вещи.
Преимущества сварки аргоном
Сварка алюминия аргоном переменным током имеет ряд особенностей. Они выгодно отличают этот процесс от других его разновидностей при условии правильного использования системы.
Аргон при сварке будет препятствовать окислению алюминия. Этот газ вытесняет кислород. Такой подход универсален. Практически все сплавы алюминия могут свариваться этим методом.
При этом будет наблюдаться стабильность дуги. Швы, полученные при использовании припоя из проволоки для сварки алюминия аргоном, получаются прочными при использовании качественного аппарата. Поэтому в условиях производства инверторы применяются только наивысшего качества.
Поэтому в условиях производства инверторы применяются только наивысшего качества.
В домашних условиях также следует применять только высококлассное оборудование. Это будет гарантировать прочность и долговечность готового изделия.
Тип тока
Присадочная проволока для сварки алюминия аргоном под воздействием электрической дуги расплавляется и создает шов. При этом специалисты рекомендуют использовать переменный ток. Это связано с технологией проведения процесса.
Сварка алюминия аргоном постоянным током полярности обратного типа позволит очистить оксидную пленку катодным способом, но при этом будет значительно увеличена температура сварки. Из-за этого даже прочные вольфрамовые электроды начнут разрушаться.
Постоянный ток прямой полярности просто не в состоянии разбить оксидную пленку, хоть дуга у него более стабильна. Поэтому только переключение полярности способно дать качественный результат работы.
Подготовительный этап работы
Припой для сварки алюминия аргоном ляжет равномернее, а шов получится прочнее, если поверхность материала хорошо подготовить перед началом работы.
Сначала алюминий потребуется обезжирить. Для этого применяется растворитель, например, ацетон или бензин. Затем механическим или химическим способом поверхность очищается от оксида алюминия. После материал должен просохнуть, если были использованы специальные средства.
Механически оксидную пленку можно очистить при помощи щетки с металлическими волокнами или наждачной бумаги. Этот способ применим в домашних условиях. На производстве же всегда отдается предпочтение химическим средствам очистки. Алюминиевая поверхность поддается травлению в растворе щелочи, промывается горячей и холодной водой, осветляется и окончательно просушивается.
Правила процесса
Сварка алюминия аргоном для начинающих, пошаговая инструкция которой позволит выполнить работу в домашних условиях, применяет электроды из тугоплавкого вольфрама.
В них очень часто находятся дополнительные примеси, позволяющие повысить прочность и качество итогового результата.
Главное правило, которого следует придерживаться в работе, заключается в расположении проволоки.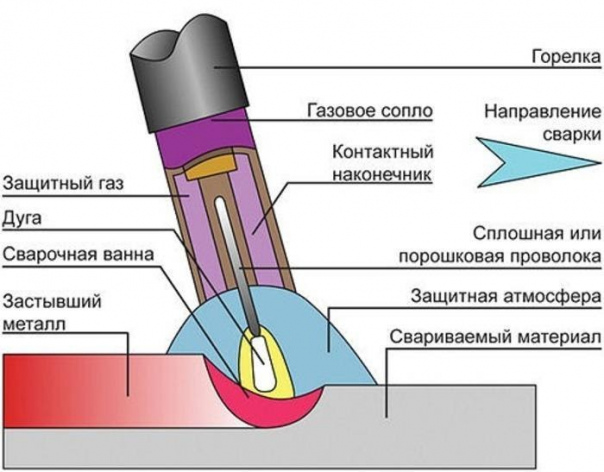 Она должна всегда находиться перед электродом. Перемещать ее можно исключительно вдоль шва.
Она должна всегда находиться перед электродом. Перемещать ее можно исключительно вдоль шва.
Саму сварку допускается производить в разных положениях в пространстве.
Однако самое лучшее качество обеспечивается при горизонтальном проведении процесса. Для сварки на потолке или на стенах применяют смесь аргона с гелием.
Чтобы управлять процессом и иметь возможность выполнять работу повышенной сложности, на аппарате регулируется частота переменного тока и баланс.
Рекомендации специалистов
Специалисты отмечают особенности сварки алюминия аргоном, которые должны учитывать начинающие мастера.
Электрод располагается максимально близко к свариваемой поверхности. Это будет способствовать образованию минимальной дуги. Проволоку следует подавать плавно, иначе резкие рывки приведут к разбрызгиванию материала.
Стабильность дуги обеспечивает вертикальное положение электрода. Скорость сварки должна быть большой. От этого показателя будет зависеть качество конечного результата. Чтобы шов получался ровным и прочным, перед проведением работы новичку следует потренироваться в мастерстве сварки.
Чтобы шов получался ровным и прочным, перед проведением работы новичку следует потренироваться в мастерстве сварки.
Инструкция проведения процесса
Аппарат для сварки алюминия аргоном первоначально подает на заготовку «массу». В левую руку мастер должен взять проволоку, а в правую – горелку. При нажатии кнопки на оборудовании включится ток и начнет подаваться газ. Между поверхностью заготовки и электродом возникнет дуга. Она будет плавить присадочную алюминиевую проволоку и край детали. При этом на поверхности начнет появляться сварочный шов.
Для опытного мастера этот процесс не составит большого труда. Для новичка важно будет немного потренироваться.
Этот процесс опробован годами работы большого числа специалистов. Он доказал свою состоятельность и долговечность конечного результата. Придерживаясь представленной инструкции, а также произведя несколько тренировочных нанесений припоя на пробную заготовку, даже начинающий сварщик сможет выполнить работу довольно качественно.
Расход материала
Расход аргона при сварке алюминия зависит от толщины присадочной проволоки, и возрастает соответственно ее диаметру. Расход газа задается при помощи поплавкового регулятора давления. Если диаметр проволоки равен 1 мм, то аргона потребуется 12-14 л/мин. При увеличении сечения припоя до 1,2 мм, расход составит 14-16 л/мин. Для алюминиевой проволоки диаметром 1,6 мм инертного газа потребуется 18-22 л/мин. После окончания процесса сварки аргон должен еще какое-то время поступать на поверхность заготовки. Это позволит защитить шов и охладить направляющие электрода.
Сварка полуавтоматом без аргона
Для проведения некоторых типов работ требуется применять более высокую температуру сварочной ванны. В таких случаях происходит сварка алюминия полуавтоматом без аргона. Для этого процесса применяется гелий. Этот газ обладает большей теплопроводностью, что является преимуществом при обработке толстостенных заготовок. Без аргона происходит более полное газовыделение, а шов получается практически без пор. Также подобная технология применяется при совершении сварки алюминия постоянным током. Такой способ более сложный, поэтому он используется гораздо реже. Применение чистого гелия повышает себестоимость проведения процесса. Для проведения сварки на стенах или потолке такой инертный газ просто незаменим. Он легче воздуха и аргона. При дороговизне гелия, он порой все-таки используется как домашними мастерами, так и опытными сварщиками. Ознакомившись с технологией проведения такого процесса, как сварка алюминия аргоном, для начинающих пошаговая инструкция поможет выполнить все действия правильно. Серьезно относясь к работе, изучив все нюансы и тонкости ее проведения, можно создать в домашних условиях швы высокого качества, которые прослужат длительное время. Это непростой процесс, но при ответственном подходе вполне выполнимый и интересный.
Также подобная технология применяется при совершении сварки алюминия постоянным током. Такой способ более сложный, поэтому он используется гораздо реже. Применение чистого гелия повышает себестоимость проведения процесса. Для проведения сварки на стенах или потолке такой инертный газ просто незаменим. Он легче воздуха и аргона. При дороговизне гелия, он порой все-таки используется как домашними мастерами, так и опытными сварщиками. Ознакомившись с технологией проведения такого процесса, как сварка алюминия аргоном, для начинающих пошаговая инструкция поможет выполнить все действия правильно. Серьезно относясь к работе, изучив все нюансы и тонкости ее проведения, можно создать в домашних условиях швы высокого качества, которые прослужат длительное время. Это непростой процесс, но при ответственном подходе вполне выполнимый и интересный.
Сварка алюминия полуавтоматом с газом (аргоном) и без
Содержание страницы
Устройства, в которых выступающая в качестве электрода проволока и защитный газ подаются в сварочный пистолет при нажатии на кнопку или курок, появились уже довольно давно.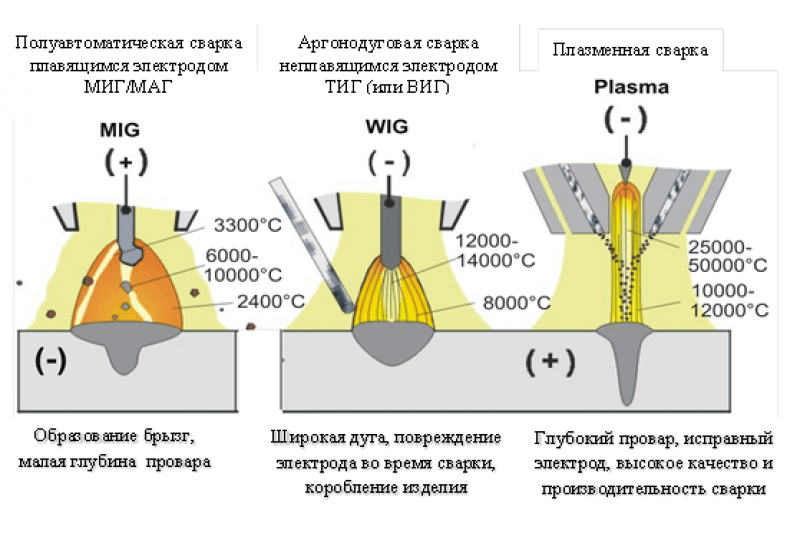 Их изначально высокая цена постепенно снизилась. Они появились не только в арсенале крупных предприятий, но и стали доступны людям, желающим приобрести подобное оборудование для собственных нужд. И все же, несмотря на значительное количество размещенных в сети статей и видео, условия, в которых протекает этот процесс, для многих остаются не слишком понятными.
Их изначально высокая цена постепенно снизилась. Они появились не только в арсенале крупных предприятий, но и стали доступны людям, желающим приобрести подобное оборудование для собственных нужд. И все же, несмотря на значительное количество размещенных в сети статей и видео, условия, в которых протекает этот процесс, для многих остаются не слишком понятными.
Развеем мифы
Попытаемся разъяснить интересующую многих тему. А чтобы не возникло недопонимания, постараемся, для начала, избавиться от домыслов и мифов, которые преследуют популярную технологию.
- Чистый алюминий практически никогда не употребляется в производстве, поскольку не обладает всеми необходимыми механическими свойствами. В большинстве случаев изготовителям приходится иметь дело со сплавами алюминия или, как минимум, металлом, насыщенным различными добавками.
- Чистый алюминий токсичен, но не способен нанести человеку вред при контакте, поскольку практически мгновенно покрывается оксидной пленкой.
 Таким образом, мы вступаем в контакт уже с оксидом алюминия и утверждение о том, что перед сваркой металла с его поверхности следует удалить окислы, теряет всякий смысл. На самом деле, поверхность свариваемых деталей должна быть очищена от загрязнений.
Таким образом, мы вступаем в контакт уже с оксидом алюминия и утверждение о том, что перед сваркой металла с его поверхности следует удалить окислы, теряет всякий смысл. На самом деле, поверхность свариваемых деталей должна быть очищена от загрязнений. - В атмосферных условиях сварка алюминия полуавтоматом без газа невозможна. Место, где накладывается шов, должно быть защищено от воздействия внешней среды. Даже в том случае, когда газ не подается вместе со сварочной проволокой, он возникает при сгорании используемого флюса, создавая, таким образом, необходимую защиту. Существуют электроды с покрытием, выделяющим при сгорании защитный газ, но в полуавтоматах они не используются.
- Миг-сварка – это не название технологии, а термин, появившийся в нашей стране благодаря появлению на рынке полуавтоматов марки MIG. На самом деле, сварка алюминия может производиться на оборудовании любой фирмы, благо, что в различных производителях сейчас уже нет недостатка. Главное, чтобы используемый аппарат был качественным и исправным. Можно ли изготовить сварочный полуавтомат самому? В принципе да, но будет ли он дешевле заводского, и соответствовать всем необходимым требованиям?
 Таким образом, мы вступаем в контакт уже с оксидом алюминия и утверждение о том, что перед сваркой металла с его поверхности следует удалить окислы, теряет всякий смысл. На самом деле, поверхность свариваемых деталей должна быть очищена от загрязнений.
Таким образом, мы вступаем в контакт уже с оксидом алюминия и утверждение о том, что перед сваркой металла с его поверхности следует удалить окислы, теряет всякий смысл. На самом деле, поверхность свариваемых деталей должна быть очищена от загрязнений. Можно ли изготовить сварочный полуавтомат самому? В принципе да, но будет ли он дешевле заводского, и соответствовать всем необходимым требованиям?
Можно ли изготовить сварочный полуавтомат самому? В принципе да, но будет ли он дешевле заводского, и соответствовать всем необходимым требованиям?Факты – упрямая вещь
Покончив с мифами, перейдем к реальным фактам, действительно оказывающим влияние на работу с перспективным, но не слишком послушным материалом.
- В состав флюсов для сварки алюминия, как правило, входят соли щелочных и щелочноземельных элементов и, в небольшом количестве, активизирующие химический процесс фтористые компоненты. Существует множество рецептов различного состава, подбираемых в зависимости от характеристик металла, с которым предстоит иметь дело. Так, для сварки получивших распространение алюминиево-марганцевых сплавов хорошо подходят флюсы АН-А1 и АН-А4. При их использовании соединительный шов получается ровным, однородным и не содержит посторонних включений.
- Даже при использовании защитного газа наилучшие результаты удается получить, обработав поверхность соединяемых деталей флюсом. Однако такая обработка занимает некоторое время и замедляет ход работ.
- В промышленных условиях для проведения работ лучше всего использовать оснащение, использующее принципы импульсной сварки. Именно с его помощью достигается оптимальный результат. Ввиду относительной сложности и дороговизны подобного оборудование, все более широкое распространение получают инверторные сварочные полуавтоматы. Не слишком уступая в качестве соединительного шва, они проще, и вполне могут быть использованы даже в домашних условиях.
- Особое внимание следует уделять качеству сварочной проволоки. Ее химический состав бывает различен, и должен подбираться с учетом химического состава, используемого для изготовления деталей алюминиевого сплава.
 Так, для сварки получивших распространение алюминиево-марганцевых сплавов хорошо подходят флюсы АН-А1 и АН-А4. При их использовании соединительный шов получается ровным, однородным и не содержит посторонних включений.
Так, для сварки получивших распространение алюминиево-марганцевых сплавов хорошо подходят флюсы АН-А1 и АН-А4. При их использовании соединительный шов получается ровным, однородным и не содержит посторонних включений.
Особые требования
Механические характеристики применяемой для сварки алюминия проволоки заставляют предъявлять определенные требования к конструкции полуавтоматов и их эксплуатации.
- Недопустимо, чтобы длина подающего шланга превышала три метра, а его защитная оплетка была склонна к скручиваниям или изломам. Важно, чтобы канал, по которому проходит проволока, был максимально ровным, без резких поворотов. Оптимально, если сам подающий канал изготовлен из тефлона.
- Механизм подачи должен протягивать проволоку без рывков, обеспечивая минимальное механическое воздействие на ее поверхность. Его компоненты следует своевременно осматривать на наличие повреждений и почаще смазывать, обеспечивая свободное вращение роликов.
- Наилучшие результаты удается получить на оборудовании, в конструкции которых предусмотрена возможность плавной и точной регулировки всех параметров. Важно все – сила тока, скорость, с которой подается проволока, количество поступающего газа. Поскольку воздействие внешней среды может сказаться на качестве сварного шва в процессе его формирования, прекращение подачи газа должна происходить не одновременно с выключением тока, а с задержкой порядка 5 – 7 секунд.
 Важно все – сила тока, скорость, с которой подается проволока, количество поступающего газа. Поскольку воздействие внешней среды может сказаться на качестве сварного шва в процессе его формирования, прекращение подачи газа должна происходить не одновременно с выключением тока, а с задержкой порядка 5 – 7 секунд.
Важно все – сила тока, скорость, с которой подается проволока, количество поступающего газа. Поскольку воздействие внешней среды может сказаться на качестве сварного шва в процессе его формирования, прекращение подачи газа должна происходить не одновременно с выключением тока, а с задержкой порядка 5 – 7 секунд.Сварка алюминия полуавтоматом требует от занимающегося ей специалиста определенных навыков и мастерства. И хотя посмотреть на видео, как работают профессионалы, не составляет проблемы, придерживаться их рекомендаций безоглядно не стоит. Такую информацию лучше всего использовать в качестве отправной точки, оттолкнувшись от которой можно поэкспериментировать и самому набраться опыта. Это важно, поскольку отличающиеся по составу и толщине материалы ведут себя по-разному, так же как и полуавтоматы, выпущенные различными производителями.
Достоинства и недостатки
Подводя итог, стоит заметить, что сварка алюминия полуавтоматом удобна, но все же не идеальна. Она имеет свои достоинства и недостатки.
Она имеет свои достоинства и недостатки.
При оценке преимуществ, несомненно, следует упомянуть следующие:
- Относительно низкую, по сравнению с другими технологиями, стоимость процесса. Благодаря этому он доступен как для больших предприятий, так и для частных специалистов.
- Универсальность оборудования. Оно может быть использовано для сварки различных материалов. Достаточно просто заменить подаваемые в сварочный пистолет газ и проволоку и произвести не слишком сложные регулировки.
- Доступность необходимых материалов. С ростом популярности технологии в проволоке, газе и флюсах не стало недостатка.
- Высокая скорость выполнения работ, подготовка к которым также не занимает много времени.
Что до недостатков, то к ним относятся:
- Обязательное использование защитного газа или флюсов. Без них качества соединения будет крайне низким
- Трудность подбора сварочной проволоки при отсутствии информации о составе материала, из которого изготовлены детали.
- Скорость протекания процесса требует от сварщика сноровки. Людям с плохой реакцией освоить сварку алюминия полуавтоматом бывает не под силу.

Вникать в особенности технологии можно очень долго, ведь на эту тему написано немало серьезных научных прудов. Но надеемся, что изложенной информации будет достаточно для того, чтобы на первом этапе оценить возможности процесса и принять решение о необходимости его использования.
Как сварить алюминий безгазовой сваркой MIG?
11 января 2023 г. 11 января 2023 г. | 15:40
Безгазовая сварка MIG — популярный метод сварки, которым пользуются многие сварщики. Это отличный способ начать заниматься сваркой для домашних мастеров, и этому относительно легко научиться. Но если вы собираетесь сваривать алюминий безгазовой сваркой MIG, вам необходимо знать некоторые важные моменты, прежде чем начать. Давайте рассмотрим этапы успешной безгазовой сварки MIG алюминия.
Выбор подходящего оборудования
Первый шаг — убедиться, что у вас есть подходящее оборудование для безгазовой сварки алюминия методом MIG. Вам понадобится специальный тип проволоки, разработанный специально для алюминия, а также соответствующий катушкодержатель или горелка. Вам также могут понадобиться специальные защитные газы, такие как чистый аргон или двуокись углерода (CO2). Эти газы помогут защитить металл от окисления в процессе сварки. Перед началом проекта убедитесь, что все ваше оборудование рассчитано на алюминий и находится в хорошем рабочем состоянии.
Подготовка рабочего пространства
При обустройстве рабочего места убедитесь, что на нем нет горючих материалов, таких как опилки или металлическая стружка. Кроме того, не забудьте надеть защитное снаряжение, такое как сварочный шлем, перчатки и огнеупорную куртку или комбинезон. Удалите грязь или мусор с поверхности металла перед началом сварки, чтобы они не мешали процессу. Вы также должны использовать чистую ткань, чтобы протереть обе стороны соединения, которое вы собираетесь сваривать, чтобы никакие загрязняющие вещества не попали в сварочную ванну, когда происходит плавление.
Сварочный процесс
Настройте сварочный аппарат в соответствии с инструкциями производителя и отрегулируйте его в соответствии с вашим текущим проектом. Если вы используете защитный газ CO2, соответствующим образом отрегулируйте скорость подачи проволоки и параметры напряжения. Не превышайте эти настройки, чтобы не повредить или не получить травму при использовании оборудования. Начните с того, что положите одну руку на каждую сторону стыка, а затем нажмите на курок сварочного аппарата, одновременно двигая обеими руками друг к другу по обеим сторонам стыка, пока они не сойдутся в центре; это обеспечивает равномерное распределение тепла по обеим сторонам сварочной ванны, что приведет к более прочному соединению между металлами после охлаждения после завершения сварки.
Вывод:
Сварка алюминия безгазовой сваркой MIG поначалу может показаться пугающей, но как только вы поймете, как это работает, с практикой и терпением со временем это станет проще! Прежде чем приступить к работе, убедитесь, что у вас есть все необходимое защитное снаряжение и качественное оборудование, и подготовьте подходящее рабочее место, чтобы во время вашего проекта ничего не пошло не так! Соблюдение этих советов обеспечит успех при выполнении любых работ по сварке алюминия методом MIG без газа! Удачи!
суровый джайн
Pipingmart — портал B2B, специализирующийся на металлических, промышленных и трубопроводных изделиях.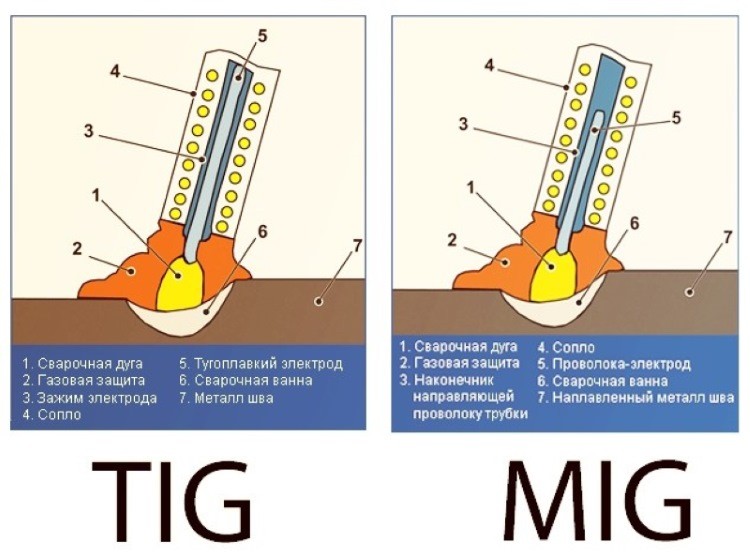 Кроме того, мы делимся последней информацией и информацией о материалах, продуктах и различных типах марок, чтобы помочь предприятиям, которые занимаются этим бизнесом.
Кроме того, мы делимся последней информацией и информацией о материалах, продуктах и различных типах марок, чтобы помочь предприятиям, которые занимаются этим бизнесом.
Можно ли сваривать алюминий с помощью сварочного аппарата MIG без газа? Подробное руководство
от Weldingmastery Team
Сварка алюминияявляется популярной практикой в различных отраслях промышленности, таких как автомобильная, аэрокосмическая и морская. Сварка MIG (металл в инертном газе), также известная как дуговая сварка металлическим электродом в газе (GMAW), представляет собой универсальный процесс сварки, который можно использовать для сварки алюминия.
Но можно ли сваривать алюминий сварочным аппаратом MIG без газа?
В этой статье мы рассмотрим ответ на этот вопрос и предоставим подробное руководство по сварке алюминия с помощью сварочного аппарата MIG.
Общие сведения о сварке МИГ
Сварка МИГ — это полуавтоматический процесс, который включает подачу непрерывного проволочного электрода через сварочный пистолет. Проволочный электрод плавится, и создается электрическая дуга, которая сплавляет основной металл и присадочный материал, образуя сварной шов.
Проволочный электрод плавится, и создается электрическая дуга, которая сплавляет основной металл и присадочный материал, образуя сварной шов.
Во время этого процесса используется инертный защитный газ для защиты расплавленной сварочной ванны от реакции с атмосферой, которая может вызвать дефекты сварки.
Сварка алюминия с помощью сварочных аппаратов MIG
Сварка MIG — отличный выбор для сварки алюминия благодаря скорости, эффективности и простоте использования. Однако сварка алюминия может быть сложной задачей из-за его высокой теплопроводности, низкой температуры плавления и образования оксидного слоя на его поверхности. Поэтому для получения прочного и чистого сварного шва требуется специальная установка и особые методы.
Использование защитного газа для сварки алюминия методом MIG
Основной причиной использования защитного газа, такого как 100% аргон или смесь аргона и гелия, является защита расплавленного алюминия от окружающего воздуха.
Присутствие кислорода и азота в воздухе может вызвать пористость, оксидные включения и другие дефекты, которые могут ослабить сварное соединение.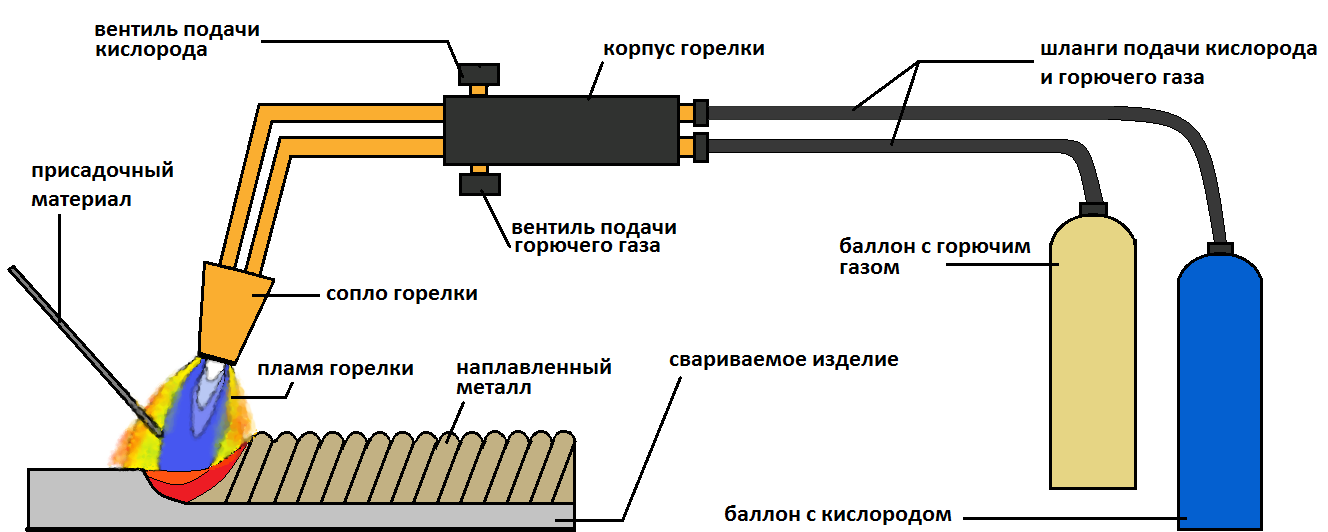 Следовательно, использование защитного газа необходимо для получения прочного и чистого сварного шва.
Следовательно, использование защитного газа необходимо для получения прочного и чистого сварного шва.
Сварка алюминия без газа: возможно ли это?
Сварка алюминия аппаратом MIG без газа не рекомендуется . Отсутствие защитного газа привело бы к высокопористому и загрязненному сварному шву, что значительно ухудшило бы прочность и целостность сварного соединения. Кроме того, попытка сварки алюминия без газа может привести к опасным ситуациям, таким как опасность пожара и токсичные пары.
Однако, если вам необходимо сваривать алюминий без использования газа, вам следует рассмотреть альтернативные способы сварки, такие как дуговая сварка вольфрамовым электродом в среде защитного газа (GTAW) или сварка TIG, при которой используется неплавящийся вольфрамовый электрод и которая может выполняться без защитного газа в определенные ситуации.
Часто задаваемые вопросы
В: Можно ли сваривать алюминий порошковой проволокой вместо газа?
A: Нет, сварка алюминия порошковой проволокой не рекомендуется. Порошковая проволока предназначена для сварки стали и может не обеспечивать достаточную защиту от окисления и загрязнения при сварке алюминия. Для сварки алюминия лучше всего использовать сплошную проволоку вместе с подходящим защитным газом.
Порошковая проволока предназначена для сварки стали и может не обеспечивать достаточную защиту от окисления и загрязнения при сварке алюминия. Для сварки алюминия лучше всего использовать сплошную проволоку вместе с подходящим защитным газом.
В: Какой тип защитного газа следует использовать для сварки MIG алюминия?
A: Чистый аргон или смесь аргона и гелия является наиболее распространенным защитным газом для MIG-сварки алюминия. Аргон обеспечивает превосходную стабильность дуги и минимальное разбрызгивание, а добавление гелия может улучшить тепловложение и проникновение, особенно для более толстых материалов.
В: Можно ли сваривать алюминий кислородно-ацетиленовым методом?
О: Да, алюминий можно сваривать кислородно-ацетиленовым процессом, также известным как газовая сварка. Этот метод включает использование горючего газа (ацетилена) и кислорода для создания пламени, которое используется для нагрева и соединения алюминиевых деталей. Однако он требует специальных навыков и, как правило, медленнее и менее точен, чем сварка MIG или TIG.
В: Могу ли я использовать один и тот же сварочный аппарат MIG для сварки алюминия и стали?
О: Да, вы можете использовать один и тот же сварочный аппарат MIG для сварки алюминия и стали, но вам нужно будет заменить проволоку и защитный газ. Для сварки алюминия вам понадобится проволока на основе алюминия и подходящий защитный газ, такой как чистый аргон или смесь аргона и гелия. Кроме того, вам может понадобиться установить тефлоновый или пластиковый вкладыш в сварочную горелку, чтобы предотвратить проблемы с подачей проволоки.
В: Как очистить алюминий перед сваркой MIG?
A: Надлежащая очистка необходима для получения прочного и чистого сварного шва. Удалите масло, грязь или жир с поверхности с помощью растворителя или обезжиривателя. Затем используйте щетку из нержавеющей стали, чтобы удалить оксидный слой и открыть чистый алюминий под ним. Не забудьте использовать щетку исключительно для алюминия, чтобы избежать перекрестного загрязнения.
Заключение
Сварка алюминия с помощью аппарата для сварки MIG без газа невозможна или не рекомендуется, так как отсутствие защитного газа может привести к ослаблению и загрязнению сварных швов.