Сварка алюминия полуавтоматом своими руками
Полуавтоматическая сварка алюминия— один из популярнейших методов сварки металлов, на поверхности которых образуется оксидная пленка. Существует множество других методов, но сварка алюминия полуавтоматом в среде защитного газа является самым эффективным и доступным для домашних умельцев.
Чтобы выполнить работу правильно, нужно знать не только технологию сварки, но и все особенности металла. Новичкам порой непросто сварить детали из алюминия, и они задаются множеством вопросов. В этой статье мы постараемся ответить на них, а также подскажем, что нужно для качественной сварки.
Содержание
Основные нюансы и сложности
Самое главное, что вам стоит знать перед сваркой алюминия — это наличие на поверхности металла стойкой оксидной пленки. От нее как раз все беды. Оксидная пленка обладает тугоплавкими свойствами. Для ее плавления необходима температура большая, чем для плавления самого алюминия. Именно по этой причине у всех новичков швы получаются неровными и хрупкими.
Также сварка алюминия полуавтоматом в среде защитного газа или с применением любого другого доступного сварочного аппарата усложняется тем, что у алюминия относительно невысокая температура плавления, при этом он хорошо проводит тепло. Именно при сварке алюминия легче всего ошибиться с настройками аппарата и деформировать металл из-за высокого значения тока.
Эта проблема решается правильным выбором режима сварки. А вот проблема оксидной пленки решается предварительной подготовкой металла. Для этого необходимо тщательно зачистить поверхность металла с помощью металлической щетки. А лучше взять для этой цели ручную шлифмашинку.
Также в магазинах можно найти специальные средства и флюсы, ухудшающие активные свойства пленки. Мы рекомендуем использовать оба способа сразу. Также рекомендуем перед сваркой немного подогреть детали в печи. Если печи нет, подойдет газовая горелка, но времени вы потратите в два раза больше.
Выбор полуавтомата для сварки алюминия
Сварка по алюминию возможна многими способами. Даже ручным, с использованием плавящихся электродов. Но это очень трудоемкий процесс, при этом качество шва будет неудовлетворительным. Мы рекомендуем использовать в своей работе импульсный сварочный аппарат. А именно, полуавтоматы для TIG сварки.
Даже ручным, с использованием плавящихся электродов. Но это очень трудоемкий процесс, при этом качество шва будет неудовлетворительным. Мы рекомендуем использовать в своей работе импульсный сварочный аппарат. А именно, полуавтоматы для TIG сварки.
Именно TIG сварка полуавтоматом позволяет выполнить работу быстро и качественно, если вам предстоит работа в домашних условиях. Вы можете купить для этих задач простенький инвертор (MIG), если шов не очень ответственный. Но если нужно выполнить работу качественно, то мы рекомендуем приобрести хороший аппарат, работающий в широком диапазоне сварочного тока.
Для сварки алюминиевой детали помимо полуавтомата вам понадобятся вольфрамовые электроды и защитный газ. Обычно в качестве газа используется аргон или углекислота, иногда смесь аргона и гелия.
В отдельных случаях при сварке полуавтоматом в среде углекислого газа (или любого другого инертного вещества) может использоваться только сварочное оборудование. Конечно, качество шва будет заметно хуже, но если вам нужно быстро что-то починить, то нет нужды перевозить тяжелый баллон с газом.
Для сварки полуавтоматом без газа вам понадобится специальная порошковая проволока. При плавлении она выделяет испарения, обладающие свойствами, схожими с защитным газом. А вообще сварка полуавтоматом без газа — это вполне экономичный способ выполнить сварку в труднодоступном месте.
Теперь перейдем к отдельным нюансам, связанным с выбором самого полуавтомата. Полуавтомат сварочный для работы с алюминием должен соответствовать некоторым важным критериям. Во-первых, диаметр отверстия шланга, из которого будет подаваться алюминиевая сварочная проволока, должен быть больше диаметра проволоки.
Сварочная проволока для полуавтомата находясь и двигаясь в шланге также может деформироваться от избыточной силы трения. Чтобы этого избежать убедитесь, что канал подачи проволоки покрыт тефлоном. Также сварочная проволока для полуавтомата должна подаваться механизмом, снабженным четырьмя роликами. Такой механизм не замнет и не деформирует проволоку в процессе работы.
Такой механизм не замнет и не деформирует проволоку в процессе работы.
Если для вас важнее качество шва, а не скорость работы, то выбирайте TIG сварку в аргоне. Если скорость важнее качества, то смело приобретайте инверторный сварочный аппарат для работы с алюминием. Такое оборудование стоит дешевле и порой вам действительно не стоит переплачивать за ненужные функции.
Настройка полуавтомата
Мало выбрать аппарат для сварки алюминия, нужно еще правильно его настроить. Как мы писали ранее, именно от правильной настройки во многом зависит исход вашей работы. Скорее всего, вы не сможете с первого раза подобрать правильные настройки, поскольку это дело опыта. Вы можете просмотреть десятки обучающих видео и прочесть статьи, но этого недостаточно. Нужен свой опыт.
Однако, мы попробуем упростить вам задачу первого знакомства со сварочным полуавтоматом и дадим несколько рекомендаций, которые всегда работают. Прежде всего, сварочный полуавтомат для сварки алюминия обладает своими функциями. В стандартном полуавтомате вы можете настроить силу тока, значение напряжения, скорость подачи проволоки и полярность.
В стандартном полуавтомате вы можете настроить силу тока, значение напряжения, скорость подачи проволоки и полярность.
Не существует каких-то определенных универсальных настроек, которыми вы сможете сварить любые детали. Здесь нужно отталкиваться от толщины. В качестве примера возьмем деталь из алюминия толщиной 2 миллиметра. Мы рекомендуем варить такой металл, установив напряжение не более 15 вольт, силу тока можно установить в пределах от 100 до 150А.
Скорость подачи проволоки устанавливайте исходя из скорости своей работы. Если вы новичок, то установите минимальную скорость на вашем сварочнике. Хоть сварка алюминия и должна производиться быстро. Полярность устанавливайте прямую (если варите с применением газа). Если работаете без газа, то устанавливайте, соответственно, обратную полярность.
Если у вас профессиональный или полупрофессиональный полуавтомат с возможность работы в четырехтактном режиме, то включите его. Это заметно улучшит качество шва.
Технология сварки
Технология сварки алюминия полуавтоматом— последнее, что вам нужно узнать для качественного результата. Вы разобрались в нюансах, выбрали сварочное оборудование и настроили его? Значит, пора приступать к работе.
Вы разобрались в нюансах, выбрали сварочное оборудование и настроили его? Значит, пора приступать к работе.
Как мы писали ранее, для начала нужно металл подготовить. Тщательно зачистите поверхность, комбинируя способы зачистки. Не должно быть очагов коррозии, следов грязи, пыли или масла. Обезжирьте поверхность металла с помощью растворителя.
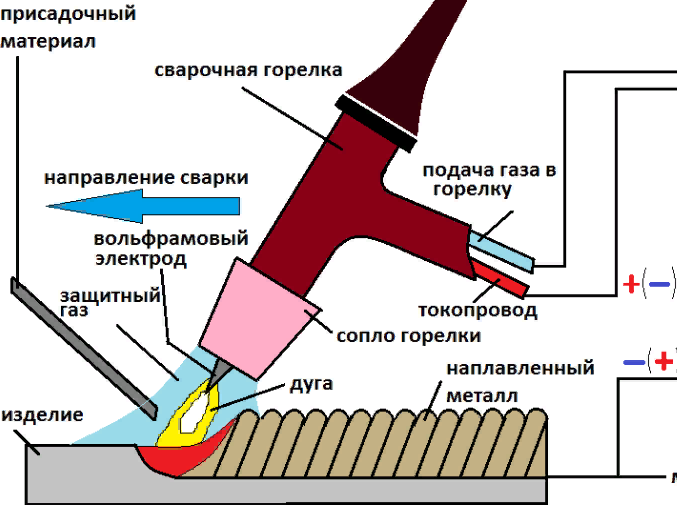
Убедитесь, что наконечник шланга подачи проволоки большего диаметра, чем сам присадочный материал. Загрузите проволоку в механизм подачи, подготовьте газ и включите сварочный аппарат. Ели пользуетесь методом TIG сварки, то подготовьте электроды.
Зажгите дугу. Следите, чтобы на протяжении всей сварки она горела стабильно. Расстояние между сварочной ванной и дугой должно быть не более 15 миллиметров. Также старайтесь следить за скоростью подачи проволоки. Если чувствуете в себе уверенность, то увеличьте скорость. Но не нужно ставить максимальное значение, поскольку металл не сможет как следует провариться.
Ведите дугу ровно, старайтесь формировать шов равномерно. После того, как работа будет окончена, плавно отведите дугу в сторону. Не нужно сразу прекращать подачу газа, подождите 10 секунд и только затем закройте вентиль на баллоне. Это защитит еще горячий шов от воздействия кислорода.
После того, как работа будет окончена, плавно отведите дугу в сторону. Не нужно сразу прекращать подачу газа, подождите 10 секунд и только затем закройте вентиль на баллоне. Это защитит еще горячий шов от воздействия кислорода.
Вместо заключения
Сварка проволокой в защитном газе и с применением полуавтомата — это не самый простой, но экономный и вполне выполнимый в домашних условиях метод. Конечно, нужно учесть множество нюансов. Это не контактная сварка, для которой не требуется ничего, кроме оборудования и самих деталей. Здесь необходимо четко соблюдать технологию сварки и постараться избежать ошибок.
Если вы начинающий сварщик, посмотрите дополнительные обучающие видео, чтобы лучше понять суть данного метода сварки алюминия. Ну а опытные сварщики могут поделиться своим опытом в комментариях к этой статье. Желаем удачи в работе!
Как вам статья?
Как сделать аппарат для сварки алюминия своими руками?
Аппарат для сварки алюминия является весьма необходимой вещью сегодня, поскольку область применения такого востребованного металла довольно широка в бытовом обиходе и часто применяется в сфере промышленности. Объясняется это тем, что алюминий обладает уникальнейшими свойствами, такими как легкость, высокая отражательная способность и теплопроводность, пластичность, эластичность, мягкость, прочность. Но благодаря своей структурной схожести с азотом, водородом, кислородом на его поверхности может возникать процесс окисления с выделением вредных газов, которые проникают в сам материал. Используя всеми привычную стандартную электродуговую сварку, можно так и не добиться желаемого результата. Поэтому во время данного процесса следует использовать иное устройство с применением специальной технологии, которая не навредит металлу.
Объясняется это тем, что алюминий обладает уникальнейшими свойствами, такими как легкость, высокая отражательная способность и теплопроводность, пластичность, эластичность, мягкость, прочность. Но благодаря своей структурной схожести с азотом, водородом, кислородом на его поверхности может возникать процесс окисления с выделением вредных газов, которые проникают в сам материал. Используя всеми привычную стандартную электродуговую сварку, можно так и не добиться желаемого результата. Поэтому во время данного процесса следует использовать иное устройство с применением специальной технологии, которая не навредит металлу.
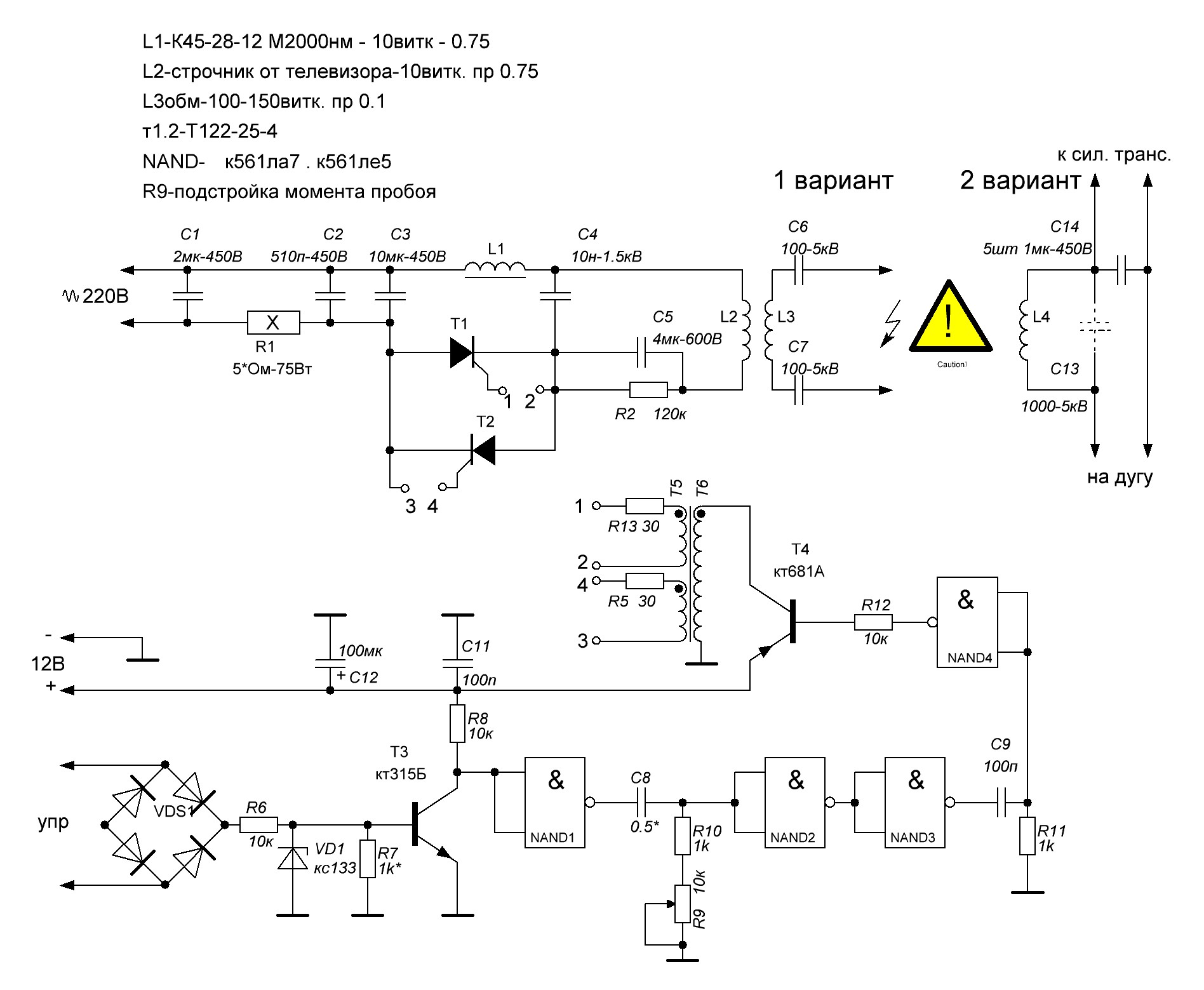
Схема сварочного аппарата.
Как сделать сварочный аппарат самостоятельно?
Идеальным является аппарат, который будет работать на аргоновой основе. Он представляет собой простейшее устройство для сварки электродом. При этом еще является балластом для регулировки силы подачи сварочного тока и осциллятором для зажигания дуги.Для изготовления данного аппарата своими руками потребуются некоторые составляющие, главной из которых является трансформатор. Новичкам в этом деле крайне желательно воспользоваться готовым трансформатором, поскольку при наматывании обмоток следует подбирать нужный материал в соответствии с рекомендациями. Дополнительно к обмотке необходимо будет изготовить выпрямитель, который во время работы будет постоянно подвергаться силе напряжения.
Новичкам в этом деле крайне желательно воспользоваться готовым трансформатором, поскольку при наматывании обмоток следует подбирать нужный материал в соответствии с рекомендациями. Дополнительно к обмотке необходимо будет изготовить выпрямитель, который во время работы будет постоянно подвергаться силе напряжения.
Читайте также:
Как применяется холодная сварка для металла высокотемпературная водостойкая.
Вернуться к оглавлению
Из чего стоит трансформатор?
В целом трансформатор будет состоять из таких частей, как:
Схема сварочного трансформатора.
- Корпус трансформатора. Перед его эксплуатацией необходимо убедиться, что корпус имеет заземление. Кабель заземления должен иметь сечение не меньше 0,25 см и быть присоединен к клемме, которая подает импульс к рабочей поверхности сварочного аппарата. Сам трансформатор во время работы необходимо установить на изолирующую поверхность. Лучше всего для этих целей подойдет подставка из дюралюминия (толщиной не больше 0,03 см) или текстолита.

- Зажим (цанга).
- Ручка, изготовленная из стального прута.
- Магнитопровод. Суть его работы первоначально заключается в создании для магнитного потока замкнутого пути, который будет обладать наименьшей силой магнитного сопротивления. Именно поэтому магнитопровод изготавливают из тех материалов, которые при переменных магнитных полях не теряют свойство магнитной проницательности. К таким материалам относят сплавы железа и никеля или же сплавы железа, никеля с кобальтом.
- Рукоятка.
- Рымболт.
- Шкала.
- Крышка трансформатора, изготовленная из чугуна или стали.
- Вертикальный винт.
- Ходовая гайка для вертикального винта.
- Обмотки. Проводятся в два этапа. Первичная обмотка трансформатора должна состоять из 250-600 витков. Вторичная – от 60 до 75 витков. Желательно делать ее из медной шины с сечением не меньше 0,35 см в диаметре. Обмотку следует выполнять только по изолированному стержню в одинаковом направлении. Каждый последующий шаг обмотки необходимо изолировать при помощи стеклоткани или подобного вида изолятора. Каждый вывод обмотки залуживают и маркируют. А на каждый конец сетевой части закрепляют кембрик.
- Выпрямитель. Его функция заключается в переработке переменного тока в постоянный.
- Электроды. Для аргонодуговой сварки рекомендуется использовать вольфрамовые электроды, поскольку вольфрам легко выдерживает постоянный ток прямой и обратной полярности или же переменный ток. Во время работы электрод необходимо подносить максимально близко к основе детали. С помощью этой технологии образовавшаяся дуга будет обладать малыми параметрами, что необходимо при сварке алюминия. Электрод должен выступать на 2-5 мм от корпуса горелки, а вокруг надевается керамическое сопло.
- Осциллятор. Его действие заключается в подаче высокочастотных и высоковольтных импульсов.
 Каждый вывод обмотки залуживают и маркируют. А на каждый конец сетевой части закрепляют кембрик.
Каждый вывод обмотки залуживают и маркируют. А на каждый конец сетевой части закрепляют кембрик.Схема сварки алюминия полуавтоматом.
Еще одной необходимой вещью является горелка. Подбирается зажим (цанга) диаметром 0,2 см. Далее к обратному направлению зажима следует прочно припаять медную трубку диаметром 0,6 см, которая будет отвечать за подачу газа (в данном случае аргона) и напряжение к электроду.
К другому концу горелки необходимо прикрепить изготовленную из керамики или же кварца трубку, длиной в 5 см и диаметром 0,8 см, которая будет выполнять рабочую функцию. Необходимо позаботиться о том, чтобы трубка сохранила подвижность и могла сниматься. Поскольку иногда необходимо будет перенаправлять проволоку. В середину трубки будет устанавливаться дугообразный электрод.
Трубка-держатель обязательно должна быть покрыта изолирующим материалом. Лучше всего для этого использовать стеклоткань. Ею нужно обернуть трубку в несколько прослоек, используя между ними герметики из силикона. После изоляции к трубке устанавливается выключатель.
Сама горелка подсоединяется к газовому баллону при помощи трубки (диаметром от 0,6 см до 0,8 см), и дополнительно подсоединяется два провода, один из которых проводится от клапана к выключателю на трубке-держателе, второй предназначен для напряжения в трансформаторе. Сама подача газа выполняется примерно за 20 секунд до начала процесса сварки.
Сама подача газа выполняется примерно за 20 секунд до начала процесса сварки.
Вернуться к оглавлению
Плюсы и минусы аргоновой технологии
Схема аргоновой сварки плавящимся электродом.
При использовании во время сварки алюминия аргонодуговой технологии можно выделить целый ряд преимуществ:
- Низкий уровень накаливания металла. Это дает возможность без повреждений первоначальных форм сваривать конструкции с любым уровнем сложности.
- Во время воздействия аргона на сварочный шов обеспечивается прочное соединение материалов.
- С помощью высокотемпературной дуги сварочную работу можно провести быстро.
На появление недостатков при использовании данной технологии может повлиять лишь неопытность человека, проводящего сварочную работу,и оборудование, то есть точность его настройки. Также стоимость самого аргона и электродов с вольфрамовым покрытием существенно бьет по карману.
Во время аргонодуговой сварки для качества выполненной работы следует использовать чистый вид аргона.

Но поскольку он является дорогим газом, можно прибегнуть к некоторым хитростям:
- Самостоятельно настроить параметры газовой струи.
- Если в сам сварочный аппарат установить электромагнитный клапан, можно регулировать количество подачи аргона во время сварки.
При аргонодуговой сварке можно применять гелий в соотношении 30% аргона к 70% гелия, используя постоянную силу тока.
Вернуться к оглавлению
О чем следует помнить во время работы с аргоном?
Химические свойства алюминия.
Работа с применением аргона во время сварки алюминия требует выполнения некоторых мер предосторожности:
- Каждый работник должен знать в совершенстве все принципы работы сварного аппарата, правила его эксплуатации, виды сварных швов и способы соединений, какими свойствами обладают используемые виды металлов и сплавов, как между собой взаимодействуют все детали конструкции.
- Необходимо обладать базовыми навыками оказания медицинской помощи при всех видах электротравм, термотравм и отравлении газами.
- В обязательном порядке следует пользоваться всеми средствами индивидуальной защиты во время сварки. Лицо, глаза, руки, ноги, туловище должны быть облачены в защитную спецодежду, которая поможет избежать не только электротравм, но и сохранит жизнь.
- Полное соблюдение всех норм пожарной безопасности, так как работы проводятся с использованием воспламеняющихся и взрывоопасных средств. Необходимо иметь исправный огнетушитель и уметь им воспользоваться в случае надобности.
- Необходимо обеспечить постоянную вентиляцию помещения, в котором проводятся сварочные работы с применением газа во избежание отравлений данным веществом.
- Все элементы электроцепи должны быть тщательным образом изолированы между собой.
- Неисправность хотя бы одного из механизмов сварочного аппарата не допускает его дальнейшей эксплуатации без устранения поломки.

Таким образом, можно убедиться в том, что сварочный аппарат для сварки алюминия можно вполне сделать своими руками, затратив при этом не так много времени и материалов.
Сложно или иначе? – Baker’s Gas & Welding Supplies, Inc.
перейти к содержаниюЭд Цижевски
Сегодняшний гостевой пост принадлежит Бену Роменеско из Miller Electric.
Что приходит на ум, когда вы видите что-то из алюминия, которое нужно отремонтировать? Ваша реакция связана с колебаниями: «О, это будет сложно исправить?» Алюминий имеет репутацию трудносвариваемого материала, но на самом деле он просто отличается от стали, свариваемой методом MIG.
Miller Electric Mfg. Co. предлагает алюминиевое решение для каждой машины в линейке Millermatic®, чтобы дать сварщику возможность легко и экономично строить или ремонтировать алюминиевые проекты. Если вы поймете разницу в технике и необходимом оборудовании, вам будет намного проще работать с алюминием.
Сварка алюминия с различными свойствами MIG Одним из преимуществ алюминия является то, что вам не нужно беспокоиться о ржавчине, верно? Ну, алюминий не ржавеет, но голый алюминий очень быстро образует слой оксида алюминия. Оксидный слой, наряду с высокой степенью теплопроводности, означает, что алюминию требуется больше энергии (чем стали) для образования расплавленной ванны и сварки.
Оксидный слой, наряду с высокой степенью теплопроводности, означает, что алюминию требуется больше энергии (чем стали) для образования расплавленной ванны и сварки.
Из-за высокой теплопроводности алюминия зона термического влияния намного больше, чем у стальных сварных швов, но это также означает, что лужу трудно контролировать. В отличие от одного очень распространенного сплава стальной проволоки, ER70S-6, для сварки алюминия можно выбрать один из двух распространенных сплавов. Алюминиевая проволока 4043 облегчает контроль над сварочной ванной, поскольку она содержит кремний, но, в свою очередь, прочность и коррозионная стойкость намного ниже, чем у проволоки 5356.
Для большинства проектов или ремонта подойдет сплав 4043. Алюминиевый сплав 5356 необходим для структурных или коррозионно-активных применений в промышленных условиях. Еще одно большое отличие состоит в том, что алюминий имеет примерно одну треть прочности колонны стали. Прочность колонны — это сила, которую может выдержать провод, прежде чем он изогнется и вызовет проблемы с подачей. Меньшая прочность алюминия означает, что для эффективной подачи алюминиевой сварочной проволоки необходим другой метод.
Меньшая прочность алюминия означает, что для эффективной подачи алюминиевой сварочной проволоки необходим другой метод.
Сварка алюминия требует настройки сварочного аппарата MIG иначе, чем для сварки стали. Большая разница заключается в способе подачи проволоки в сварной шов. Решением для борьбы с этой разницей в прочности колонн является катушка. Катушка содержит сварочную проволоку и механизм подачи внутри горелки. Это позволяет тянуть проволоку прямо с катушки через двигатель и прямо из конца горелки.
Miller предлагает различные варианты катушек. Для Millermatic 141, 180 и 211 прямое подключение Spoolmate 100 делает подключение катушки таким же простым, как подключение стандартного пистолета MIG. В некоторых промышленных системах используются более совершенные системы подачи проволоки, такие как двухтактные пистолеты, но эти приложения ориентированы на производственные приложения. Алюминий сваривается положительным электродом постоянного тока (DCEP), как и сталь или нержавеющая сталь.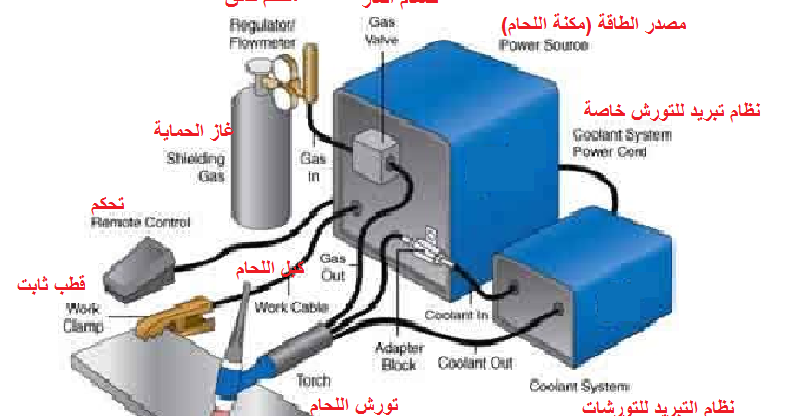 Тем не менее, сварка алюминия MI требует 100-процентного защитного газа аргона вместо CO 9 .0033 2 или смешанный газ CO 2 .
Тем не менее, сварка алюминия MI требует 100-процентного защитного газа аргона вместо CO 9 .0033 2 или смешанный газ CO 2 .
Не вдаваясь в подробности, скажу, что при сварке MIG существует несколько различных методов переноса проволоки в сварочную ванну. Обычно сварка MIG непроизводственной стали выполняется с переносом короткого замыкания. Это прекрасно работает со сталью, но при сварке алюминия к основному материалу не передается достаточно тепла, чтобы разрушить оксидный слой.
По этой причине алюминий лучше всего сваривать с использованием переноса распылением с более высокой энергией, метода переноса, при котором проволока фактически никогда не замыкается на материале. Распылительный перенос имеет достаточно тепла, чтобы разрушить оксидный слой и проникнуть в основной материал.
Важно отметить, что при правильном распылении брызги не разбрызгиваются, а звук больше похож на шипение. Выбор снаряжения имеет решающее значение в этом вопросе. Миллер рекомендует всегда использовать машину с входной мощностью 230 В, чтобы у вас было достаточно мощности для переноса распыления. Машины на 120 В, такие как Millermatic 140, будут сваривать алюминий для мелкого ремонта, но они не рекомендуются для изготовления, поскольку они не способны обеспечить перенос распылением. Millermatic 180 — отличный стартовый аппарат для сварки MIG алюминия начального уровня.
Машины на 120 В, такие как Millermatic 140, будут сваривать алюминий для мелкого ремонта, но они не рекомендуются для изготовления, поскольку они не способны обеспечить перенос распылением. Millermatic 180 — отличный стартовый аппарат для сварки MIG алюминия начального уровня.
Алюминий требует несколько иного метода, чем сварка стали. Прежде чем приступить к сварке алюминия, очистите поверхность сварки так же, как сталь, но обязательно используйте щетку из нержавеющей стали, предназначенную только для очистки алюминия, чтобы не загрязнить зону сварки.
Ваша скорость передвижения должна увеличиться по сравнению со сваркой стали. Из-за высокой теплопроводности сварка алюминия требует от вас быстрых действий, чтобы предотвратить прожог. Если ваша скорость движения слишком мала, лужа быстро разрастается и прожигает основной материал насквозь.
При сварке стали вы можете использовать технику толкания или перетаскивания. Алюминий требует, чтобы вы всегда использовали технику толчка. Угол подачи 10-15 o является оптимальным для адекватного газового охвата, как показано на рисунке справа. Постоянное расстояние от контактного наконечника до изделия важно для сварки MIG, но при сварке алюминия вам потребуется увеличить это расстояние до 1/2–3/4 дюйма, чтобы предотвратить расширение сварочной проволоки в контактном наконечнике под действием тепла сварки (это приводит к сжечь обратно).
Алюминий требует, чтобы вы всегда использовали технику толчка. Угол подачи 10-15 o является оптимальным для адекватного газового охвата, как показано на рисунке справа. Постоянное расстояние от контактного наконечника до изделия важно для сварки MIG, но при сварке алюминия вам потребуется увеличить это расстояние до 1/2–3/4 дюйма, чтобы предотвратить расширение сварочной проволоки в контактном наконечнике под действием тепла сварки (это приводит к сжечь обратно).
Подгонка деталей также имеет решающее значение при сварке алюминия. Сварочная ванна более жидкая, поэтому зазоры заполняются не так легко, как сталь.
Ниже вы найдете список распространенных проблем, которые могут возникнуть при сварке алюминия методом MIG, и способы их устранения.
Поиск и устранение неисправностей алюминияЗакопченные сварные швы
- Неправильная очистка материала
- Неправильный угол горелки (необходимо нажать)
- Отсутствие защитного газа (20-30 CFH 100% AR)
Прожечь
- Увеличить скорость движения
- Уменьшить параметры сварки
Вязкий (высокий) валик
- Недостижение переноса распыления: Обязательно используйте вход 230 В и увеличьте
напряжение
Слабые сварные швы (неполное сплавление)
- Неправильная очистка материала
- Слишком много подводимого тепла
- Увеличить скорость движения: Уменьшить параметры
Burn Back (штыревой контактный наконечник)
- Увеличить скорость подачи проволоки
- Уменьшить напряжение (но остаться в режиме распыления)
- Проверьте контактный наконечник на правильный размер
- Проверить натяжение втулки катушки в золотнике
- Проверить натяжение приводного ролика
Проволока MIG для птичьего гнезда
- Обязательно используйте шпулю
- Проверьте контактный наконечник на правильный размер и/или закупорку
- Убедитесь, что проволока находится в канавке приводного ролика
Посмотреть все >
Miller 220 против ESAB 205 — Печально известный синий против желтого
Печально известный Miller 220 против ESAB 205! Ознакомьтесь с некоторыми ключевыми функциями вместе с нами и дайте нам знать, что вы думаете.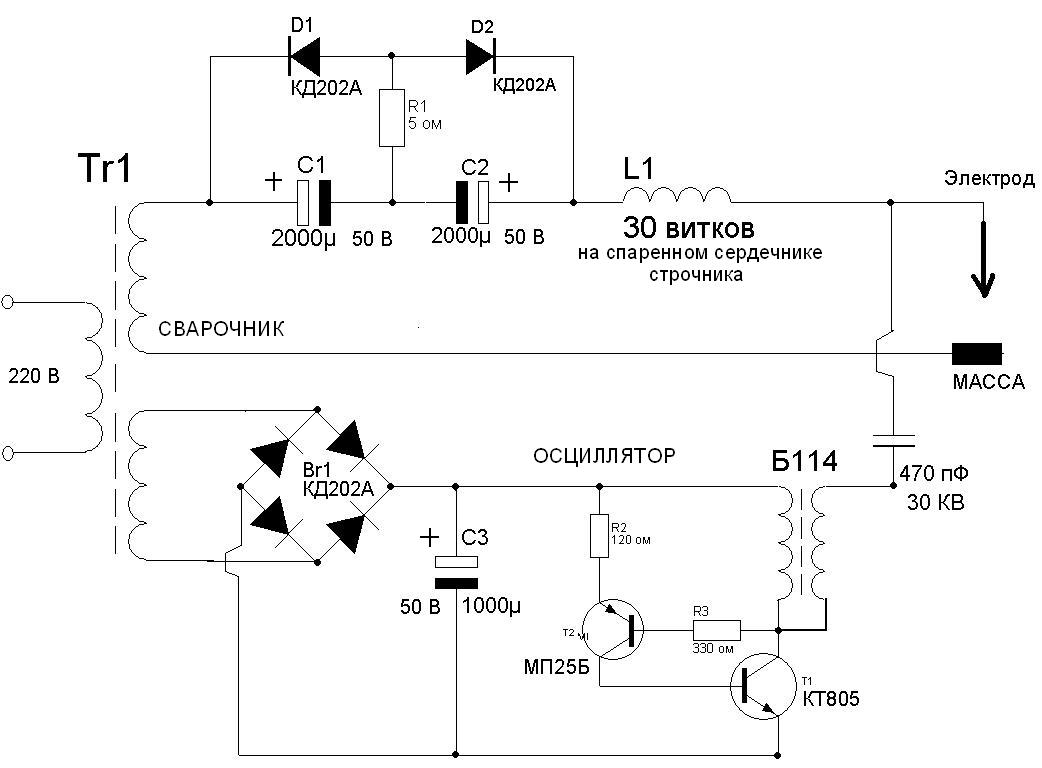
Подробнее
Руководство по выбору плазменного резака Hypertherm Powermax — Какой резак подходит именно вам?
При выборе плазменного резака необходимо учитывать множество факторов. Прочтите этот пост в блоге, чтобы узнать, какая плазменная система подойдет вам лучше всего.
Подробнее
Lincoln POWERMIG 211 и Miller Millermatic 211 — что выбрать?
Машины Lincoln POWERMIG 211 и Miller Millermatic 211 очень похожи. Нас часто спрашивают о различиях между ними. Прочтите этот пост, чтобы узнать о них все.
Подробнее
Как восстановить шов
Как лучше всего починить алюминиевую лодку?
В последние годы все большую популярность приобретают алюминиевые лодки. Технология сварки алюминиевых лодок позволяет получить прочную и прочную лодку, которая не треснет так легко, как стекловолокно. Кроме того, алюминий — это доступный и легкий материал, который идеально подходит для многих типов лодок, включая понтоны, плоты, каноэ, аэроглиссеры и многое другое.
При этом есть несколько проблем, связанных с алюминиевой лодкой. Обслуживание алюминиевой лодки отличается от обслуживания лодки из стеклопластика. Материал может подвергнуться коррозии, если за ним не ухаживать. Важно понимать, как обслуживать и ремонтировать алюминиевую лодку, если она у вас есть или вы думаете о ее приобретении.
В этом видео алюминиевая лодка с разошедшимся швом быстро и легко ремонтируется с помощью Super Alloy 5 и кислородно-ацетиленовой горелки.
Оксиацетилен, окси-МАПП-газ или окси-пропан необходимы для всех видов ремонта алюминиевых лодок, поскольку алюминий быстро рассеивает тепло . Порошковый флюс Super Alloy 5 сжижается при температуре 600 градусов, что указывает на то, что основной металл достиг надлежащей рабочей температуры для осаждения стержня. В дополнение к действию в качестве абсолютного температурного ориентира, флюс также удаляет поверхностные загрязнения, позволяя пользователю выполнять ремонт без предварительной очистки основного металла — метод, превосходящий методы MIG и TIG.
Процедура, показанная в этом видео, может быть использована для ремонта многих алюминиевых лодок: трещин, сколов, отверстий, заклепок и участков, истонченных камнями и гравием, и может использоваться на всех типах лодок: алюминиевых понтонных катерах, надувных лодках, каноэ, плоты, подпорки и литые алюминиевые подвесные моторы.
Как НЕЛЬЗЯ чинить алюминиевую лодку
Если вы похожи на большинство людей, то скорее предпочтете быть на воде, чем чинить лодку! При неправильном методе ремонта вы будете чинить его снова и снова, не говоря уже о том, чтобы вычерпывать воду каждый раз, когда ваша лодка дает течь. При правильном подходе ваша лодка будет как новая уже после одного ремонта!
При повреждении шва многие владельцы лодок обращаются к эпоксидной смоле. Эпоксидная смола — это эластичное вещество, которое подходит для мелкого временного ремонта. Однако, когда дело доходит до алюминиевых лодок, это определенно не долгосрочное решение. Он ненадежен, поэтому вы никогда не знаете, когда он выйдет из строя — вам просто нужно надеяться, что он не выйдет из строя, пока вы находитесь на воде.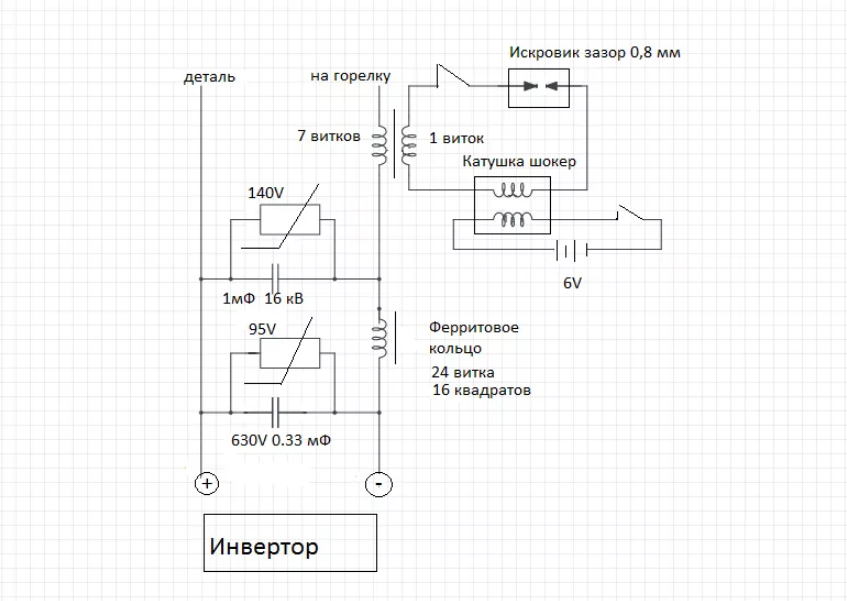 В любом случае, вам придется повторить процесс, когда эпоксидная смола в конце концов отслоится.
В любом случае, вам придется повторить процесс, когда эпоксидная смола в конце концов отслоится.
Сварка алюминиевых лодок: лучший метод капитального ремонта
Лучший способ заделать дыру или разорванный шов — использовать соединение металл-металл. Если вы не профессиональный сварщик, не беспокойтесь — сварку алюминиевых лодок вы можете выполнить самостоятельно с помощью такого продукта, как Super Alloy 5!
Super Alloy 5 — это постоянное решение с прочностью сцепления 30 000 фунтов на квадратный дюйм. Вам не нужно дорогостоящее сварочное оборудование или обширные знания. Это легко сделать, и это портативно. Вы можете держать фонарь и Super Alloy 5 в своем грузовике, чтобы у вас всегда было решение в случае чрезвычайной ситуации.
Как использовать Super Alloy 5
Вам понадобится кислородно-ацетиленовая горелка, порошковый флюс Super Alloy 5 и алюминиевый прут для пайки.
Всегда нагревайте окружающее пространство, чтобы холодный металл вокруг шва не отбирал все тепло из рабочей зоны.