Сварка алюминия инвертором с аргоном в домашних условиях
Алюминий относится к тем металлам, которые сложно поддаются свариванию. Во время этого процесса возникает множество проблем, которые мешают создать качественный шов, поэтому, необходимо использовать различные дополнительные средства, которые должны помочь решить данные проблемы. Сварка алюминия инвертором решает лишь часть данных проблем, так как здесь требуется еще обеспечивать дополнительную защиту сварочной ванны, которая подвергается ряду негативных факторов, ухудшающих качество шва.
Сварочный шов по алюминию
При сваривании алюминий образует не вязкую ванну расплавленного металла, а слишком текучую, словно она наполнена водой. Это требует опыта работы с такими вещами у мастера. Помимо этого возникают еще сложности с оксидной пленкой, усадкой металла, деформациями и трещинами. Сварка нержавейки во многом схожа с алюминием, поэтому для них применяются практически одни и те же инструменты. Благодаря частому использованию алюминия в промышленности, сварщикам нередко приходится иметь с ним дело, несмотря на плохую свариваемость. Таким образом, сварка алюминия инвертором входит в общую инфраструктуру работы с данным металлом.
Таким образом, сварка алюминия инвертором входит в общую инфраструктуру работы с данным металлом.
Преимущества
- Данный тип сварки имеет относительно небольшую себестоимость, в сравнение с другими, так как тут не используется газ;
- Инвертор является универсальным средством, которое может пригодиться и для других процедур по сварке;
- Простота использования такого способа;
- Доступность электродов и прочих дополнительных приспособлений;
- Для работы с инвертором не требуется большой опыт, так что с такими процедурами могут справиться даже новички;
- Операции по подготовке, а также последующей уборке рабочего места проходят достаточно быстро, так как не используется большое количество оборудования.
Недостатки
- Сварка алюминия инвертором является одним из самых ненадежных способов, поэтому, качество соединения может пострадать;
- В данном случае обязательно использовать дополнительный флюс, который бы обеспечивал защиту сварочной ванны от негативных факторов;
- Могут возникнуть трудности с подбором электродов, если неизвестен состав сплава, а также с их просушкой, так как во влажной обмазке скапливается жидкость, что приводит к попаданию водорода в алюминий;
- Сложность формирования шва благодаря высокой скорости электрической сварки.


Что представляет собой инвертор?
Перед тем, как варить алюминий инверторной сваркой, следует разобраться с самим устройством аппарата. Инвертор является современной разновидностью сварочного трансформатора, который используется для понижения напряжения, его преобразования под нужные рабочие параметры и передачи на рабочие элементы. Он является основным источником тока при сварке, а также может регулировать режимы проведения работ. В наше время существует масса разновидностей, как относительно слабых и компактных, так и весьма массивных, которые могут справиться с заготовками большой толщины.
Подбор инвертора
Сварка алюминия электродом инвертором требует точного соблюдения параметров, так как любое отклонение может привести к ухудшению состояния шва. Таким образом, при выборе агрегата для сварки следует обращать внимание на рабочий диапазон. При работе с тонкими листами алюминия нужно придерживаться пониженных деликатных режимов, так что инвертор должен мочь работать как на пониженных режимах, так и на высоких показателях тока. Электроды, с которым должен взаимодействовать инвертор должны быть диаметром, минимум, от 1,6 до 5 мм. В промышленных условиях этот показатель может быть шире.
При работе с тонкими листами алюминия нужно придерживаться пониженных деликатных режимов, так что инвертор должен мочь работать как на пониженных режимах, так и на высоких показателях тока. Электроды, с которым должен взаимодействовать инвертор должны быть диаметром, минимум, от 1,6 до 5 мм. В промышленных условиях этот показатель может быть шире.
Контактная сварка алюминия инвертором
Также стоит отметить, что на аппарате желательно иметь систему принудительного охлаждения, которая убережет технику от перегрева и быстрого износа. Для домашнего использования лучше всего подходит компактная техника, которая весит не более 4 кг.
«Важно!
Очень полезной функцией является автоматическое отключение, когда техника работает в тех режимах, которые ее могут испортить.»
Режимы работы
| Толщина детали, мм | Сила тока, А | Скорость сварки, м/час |
| 0,6 | 70 | 73 |
| 1,3 | 125 | 153 |
| 1,6 | 130 | 73 |
| 2,3 | 235 | 73 |
| 3 | 315 | 73 |
Влияние режима сварки на качество шва
Сварка алюминия инвертором предполагает точное передерживание заданных режимов, так как в ином случае возникает большая вероятность, что шов получится некачественным или испортится заготовка.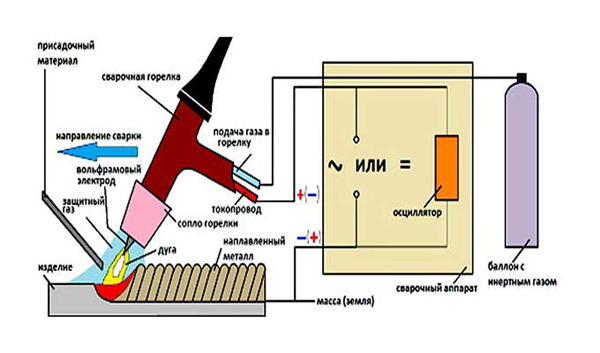 Если сила тока будет ниже требуемой, то электрод может постоянно прилипать или же не будет достаточной толщины приваривания. Благодаря этому ничего держаться крепко не будет и при механическом воздействии заготовка может повредиться в зане сваривания.
Если сила тока будет ниже требуемой, то электрод может постоянно прилипать или же не будет достаточной толщины приваривания. Благодаря этому ничего держаться крепко не будет и при механическом воздействии заготовка может повредиться в зане сваривания.
Шов сварки алюминия инвертором в домашних условиях
Если сила тока окажется выше, то появляется высокий риск пропалить дыру в свариваемых материалах. Это может полностью испортить деталь или же потребуется ремонт путем заваривания, что очень сложно, особенно, при работе с алюминием. Таким образом, даже когда происходит сварка алюминия в домашних условиях инвертором, следует четко придерживаться заданных параметров.
Необходимые материалы и инструменты
Возможна сварка алюминия с аргоном и без него, так что список используемых вещей может отличаться. В основном применяются такие виды техники и инструментов:
- Инвертор – как основной источник питания, создающий электрическую дугу. Модель аппарата зависит от требуемых работ, так как приходится сталкиваться с различными вариантами деталей.
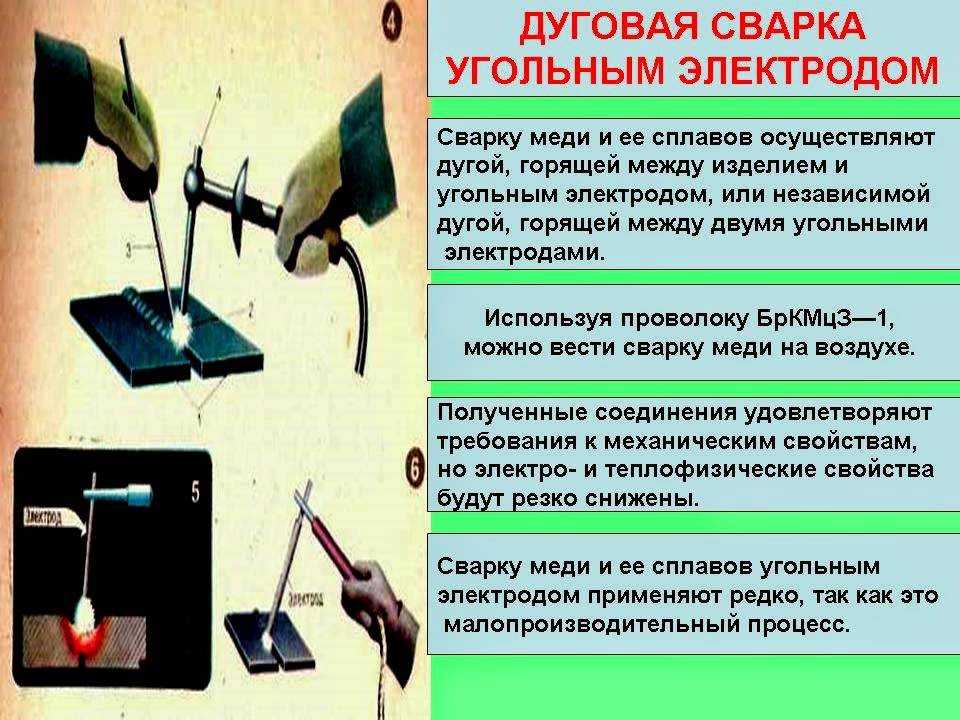
- Электроды – могут быть стандартные плавкие с обмазкой или неплавкие. Сварка алюминия инвертором без аргона проводится плавкими, так как обмазка создает защитную среду, которая ограждает сварочную ванну от негативных факторов. При аргонодуговой сварке используется неплавкий вольфрамовый или угольный электрод.
- Баллон с аргоном и шланги – дополнительные средства, которые помогают создать высокий уровень защиты за счет горения газа. Горелка может применяться как подогревающий инструмент для металла.

Подготовка алюминия к сварке
Перед тем, как будет происходить сварка алюминия инвертором постоянного тока, металл следует подготовить к применению. В первую очередь нужно зачистить место будущего соединения. При большой толщине заготовки можно применять щетку по металлу, в ином случае пойдет и наждачная бумага. После зачистки требуется обработка растворителем, которая поможет снять налет, обезжирить и растворить оксидную пленку, с которой нельзя бороться температурным воздействием. При большой толщине деталей, более 4 мм, необходима дополнительная разделка кромок, угол которых определяется все той же толщиной деталей.
При большой толщине деталей, более 4 мм, необходима дополнительная разделка кромок, угол которых определяется все той же толщиной деталей.
Зачистка алюминия для сварки инвертором
Инструкция
Если вам требуется сварка алюминиевого профиля, или других деталей, то следует придерживаться следующих шагов для соблюдения правильной технологии:
- Предварительная подготовка металла;
- Обработка краев флюсом;
- Настройка оборудования на нужный режим согласно толщине детали;
- Сам процесс сваривания, во время которого нужно быть предельно осторожным, чтобы сформировать валик шва, который слабо держится, из-за особенностей свойств материала;
- Дать остыть металлу и проверить качество сварки различными методами.
«Важно!
Из-за повышенной жидкотекучести следует проводить все операции только в нижнем положении.
 »
»Техника безопасности
Когда проходит контактная сварка алюминия, или любая другая ее разновидность, то очень важно соблюдать условия, которые гарантируют безопасность. В первую очередь нужно позаботиться о наличии сварочной маски и огнеупорной одежды. Далее убедиться в исправности заземления и корректной работоспособности самого оборудования. При работе с газом баллоны необходимо помещать на максимально удаленное расстояние от источника огня, которое должно составлять от 5 метров и выше.
Сварка алюминия в домашних условиях инвертором
Содержание страницы
- 1 Важные нюансы
- 2 Электроды для сварки алюминия
- 3 Инвертор для сварки
- 4 Как варить
На производстве или ремонтных сервисах алюминий и его сплавы соединяются аргоновой сваркой на переменном токе. Так легко устраняются трещины и создаются прочные швы. Но в бытовой среде наличие аргонового аппарата редкость. Если возникла необходимость выполнить шов на этом капризном металле, то сварка алюминия в домашних условиях инвертором — оптимальное решение проблемы. Что нужно учесть при такой работе? Какие выбрать электроды и настройки аппарата? Как правильно варить алюминий?
Что нужно учесть при такой работе? Какие выбрать электроды и настройки аппарата? Как правильно варить алюминий?
Важные нюансы
Не каждый сварщик, умеющий работать инвертором, сможет заварить трещину на алюминиевом изделии или соединить две части в одно целое. Это обусловлено специфичными характеристиками данного металла при высоких температурах. Чтобы успешно справляться с подобными задачами в домашних условиях, важно знать основные нюансы работы с алюминием, которые не возникают на низколегированных сталях.
Например, чтобы заварить алюминиевый бак, обязательно необходимо подкладывать подложку из неплавящегося материала под место горения дуги. Это требование связано с высокой текучестью жидкого металла. Свариваемый материал, если его стенка около 5 мм, быстро проплавляется, и сварочная ванна легко может вытечь наружу с обратной стороны изделия. Подложки могут быть из керамики или графита. Они поддерживают целостность нижней стороны материала, и предупреждают прожоги и вытекания жидкого металла.
Исходя из этих свойств алюминия, все швы желательно выполнять в нижнем положении. Даже если свариваемая конструкция большая, стоит ее перевернуть. Вертикальные швы чреваты стеканием расплавленного металла без формирования шва. Их можно выполнить только короткой дугой с прерывистым ведением.
Сварка алюминия инвертором осложнена гигроскопичностью материала. Он накапливает влагу из окружающего воздуха, а при нагреве начинает испарять ее. Сварочный процесс характеризуется частыми брызгами расплавленного алюминия ввиду попадания воды в зону ведения шва. Поэтому, приступая к работе в бытовых условиях, следует прогреть материал паяльной лампой или ацетиленовой горелкой до 160-190 градусов. Так можно удалить лишнюю влагу и обеспечить беспрепятственную сварку.
Отличительной чертой алюминия является оксидная пленка образующаяся на его поверхности при воздействии кислорода. Она осложняет процесс формирования сварочной ванны и наложение шва тем, что плавится при температуре 2000 градусов, а основной металл приобретает текучесть уже после 500 градусов. Чтобы избежать такого перепада и сразу получить сварочную ванну, требуется зачистка места поджига электрода от оксидной пленки. Последующее удаление оксида будет происходить под действием температуры и дополнительных элементов в обмазке электрода.
Чтобы избежать такого перепада и сразу получить сварочную ванну, требуется зачистка места поджига электрода от оксидной пленки. Последующее удаление оксида будет происходить под действием температуры и дополнительных элементов в обмазке электрода.
Электроды для сварки алюминия
Чтобы успешно сварить алюминиевые детали дома инвертором, важно правильно подобрать расходные материалы. Они выпускаются с составом стержня оптимально соответствующим основному металлу, и обеспечивающим сохранение антикоррозионных свойств. Из распространенных марок подойдут:
- ОЗА;
- ОЗА-1;
UTP 48;
- ОЗР;
- ОЗР-2;
- ОЗАНА;
- ОЗАНА-1.
Все эти расходные материалы обладают гигроскопичностью, поэтому перед выполнением сварки требуется их просушка при 200 градусах. Работу следует провести в течение суток после прокалки. Более длительный интервал требует повторной сушки. В домашних условиях это можно сделать в духовке или на печи для твердого топлива.
Большинство марок электродов для алюминия разработано под сварку в нижнем положении. Поэтому, если необходимо проложить вертикальный шов, необходимо внимательно изучить характеристики на упаковке. При прерывании сварки на кончике электрода будет образовываться белая капля. Это щелочь, которую добавляют в обмазку для разъедания оксида. Чтобы повторно разжечь дугу требуется сколоть белый налет, поскольку он является диэлектриком.
Инвертор для сварки
Инвертор для сварки алюминия можно использовать как самый дешевый, так и самый дорогой. Любая модель справится с этим заданием. Чаше всего устанавливается полярность, у которой «+» находится в руках сварщика, а «-» крепится на свариваемое изделие. Но могут быть и отличия, о которых тоже нужно читать на купленной пачке электродов.
В зависимости от толщины свариваемого материала устанавливаются следующие параметры:
| Толщина стенки, мм | Сила тока, А | Диаметр электрода, мм |
| 2 | 50-60 | 2. 5 5 |
| 3 — 4 | 80-90 | 3.2 |
| 5 — 6 | 90-140 | 4 |
Как варить
https://www.youtube.com/watch?v=Z8gsfb_1eNI
В домашних условиях процесс сваривания алюминия имеет несколько пошаговых действий:
- В случае толщины стенки более 5 мм следует выполнить разделку кромок. Болгаркой делается косой срез верхнего угла кромки каждой из свариваемых частей. Градус образованного скоса может варьировать от 45 до 60. Чем толще пластины, тем больше может быть градус скоса. Это позволит создать широкий шов, хорошо связывающий обе стороны.
- Для пластин от 5 мм и тоньше необходима подложка из неплавящегося материала (графит, керамика). Это предупредит протекание жидкого алюминия.
- Следующим шагом является прогрев изделия. Можно воспользоваться паяльной лампой. Если габариты свариваемых частей из алюминия малы, то подойдет и покупной баллончик с газом. Поскольку не у всех дома найдется аппарат для измерения температуры материалов, определять результат придется визуально. Когда на поверхности прогретого изделия отсутствуют капли влаги, то это означает готовность материала под сварку.
- Сразу требуется очистить зону начала соединения от оксидной пленки, поэтому под рукой должна находиться щетка по металлу.
- Теперь можно приступать к сварке. Накладываются прихватки для фиксации сторон. Шов ведется электродом, расположенным перпендикулярно изделию. Сохраняется короткая дуга для четкого воздействия на место соединения.
- После первого прохода следует отбить шлак и убедиться в качестве шва. Он будет таким же светлым, как и основной металл. Должны отсутствовать поры и непроваренные участки.
- Если изделие толстое необходимо выполнить второй проход. Здесь колебательные движения могут быть пошире. Так, можно хорошо заполнить место соединения и связать стороны.
 Когда на поверхности прогретого изделия отсутствуют капли влаги, то это означает готовность материала под сварку.
Когда на поверхности прогретого изделия отсутствуют капли влаги, то это означает готовность материала под сварку.Стоит отметить, что электроды плавятся очень быстро. Тем, кто привык работать инвертором на низколегированной стали нужно попрактиковаться на черновом изделии из алюминия, чтобы привыкнуть к сохранению короткой дуги.
Сварить алюминий инвертором дома не сложно. Приложенное видео подтверждает простоту манипуляций и качество результата. Но чтобы все получилось правильно, следует применять вышеизложенные советы и попрактиковаться.
Может ли ваш сварочный аппарат TIG сваривать алюминий?
Итан Бэйл
Значительное количество людей спрашивают о требованиях к сварочному аппарату для сварки алюминия TIG на постоянном токе.
Сварка алюминия методом ВИГ с положительным электродом постоянного тока (DCEP) или постоянным током (+)
Процедура и техника сварки алюминия постоянным током (+) TIG:
При сварке алюминия методом TIG с постоянным током (+) происходит следующее:
Смотрите также:
Сварка алюминия методом ВИГ с положительным электродом постоянного тока (DCEP) или постоянным током (+)
Можете ли вы сварить алюминий ВИГ без переменного тока и высокочастотной коробки? Да, вы действительно можете сваривать алюминий с помощью недорогого источника питания постоянного тока.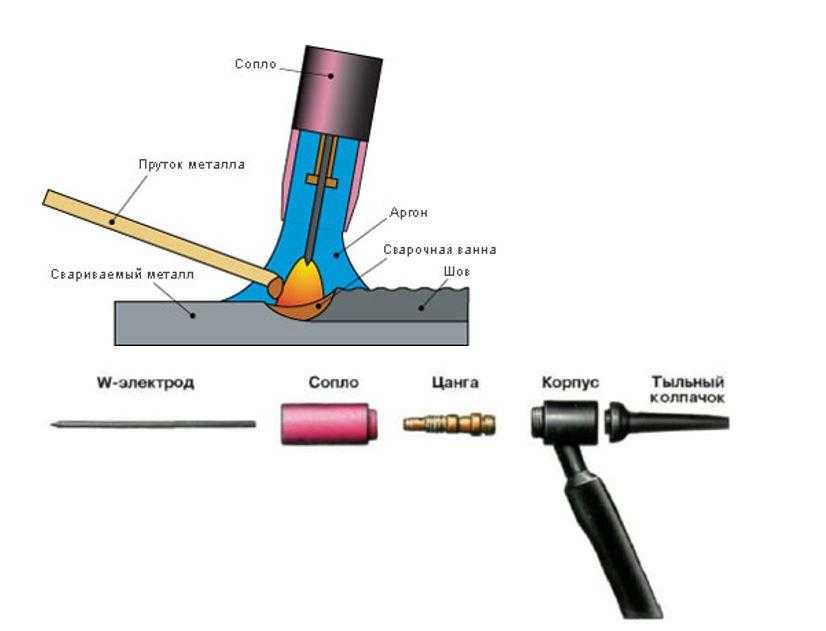 Это не облегчает задачу, и вы не сможете сваривать очень толстые материалы (обычно максимум 16 калибра), но вы можете получить высокопрочные, красиво выглядящие сварные швы на алюминии, используя технику DC(+).
Это не облегчает задачу, и вы не сможете сваривать очень толстые материалы (обычно максимум 16 калибра), но вы можете получить высокопрочные, красиво выглядящие сварные швы на алюминии, используя технику DC(+).
Сварка ВИГ алюминия DC(+) процедура и техника:
Для сварки алюминия ВИГ установите сварочный аппарат на постоянный ток+ (в некоторых случаях вам просто нужно поменять местами кабели).
- Поместите заостренный (до острия) 2%-ный торированный или цериированный вольфрам диаметром 1/8″ в горелку TIG
- Установите поток 100%-го аргона (не смесь) примерно на 15–20 кубических футов в час
- Начало с нуля и поддерживайте очень близкое расстояние дуги (максимум 1/16″ вольфрама до лужи)
- Будьте очень терпеливы, так как в вашей части накапливается жар.
При сварке алюминия методом TIG с постоянным током (+) произойдет следующее:
После того, как вы начнете с нуля и будете поддерживать дугу, острие вольфрама начнет сжиматься, а затем будет поддерживаться, после чего вы увидите оксиды алюминия.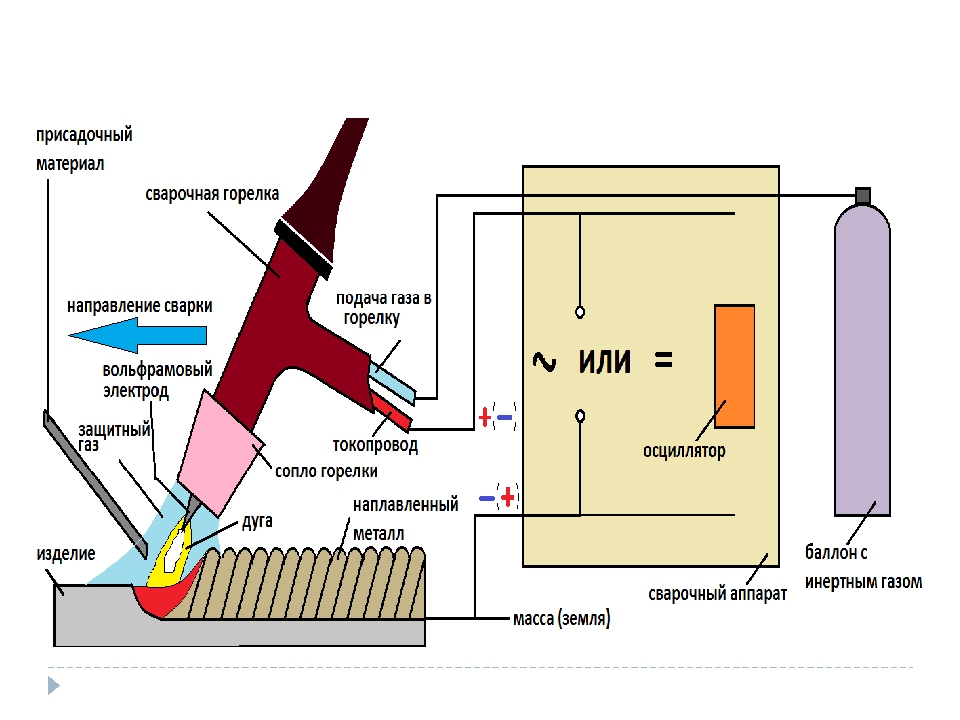 начинает рассеиваться, потому что вы получаете половину цикла очистки при сварке TIG с постоянным током +.
начинает рассеиваться, потому что вы получаете половину цикла очистки при сварке TIG с постоянным током +.
Сварочная ванна окончательно сформируется, и важно видеть ее и делать небольшие мазки присадочного материала, чтобы сохранить контроль. Используйте наполнитель диаметром не более 1/16″. Если вы загрязняете вольфрам, прикасаясь к луже, то перешлите вольфрам до точки.
Выполнение сварных швов TIG (или GTAW) на алюминии всегда является сложной задачей, но если у вас просто есть небольшой проект по сварке алюминия в доме, то это сработает для вас. Стоимость всей установки может быть ограничена менее чем 500 долларов. Он хорошо работает для материала толщиной от 0,020″ до 0,062″.
Если у вас возникли проблемы с образованием луж из-за того, что ваш сварочный аппарат не имеет достаточной мощности, простой и недорогой метод компенсации заключается в «предварительном нагреве с помощью электрического пистолета для удаления краски, поместите обдувочный пистолет на область, которую вы бы как сварить, и оставить его там на 5-10 минут. Удивительно, как предварительный нагрев помогает вам, когда вы свариваете алюминий, и не забывайте всегда использовать присадочный материал, чтобы избежать горячего короткого растрескивания.
Удивительно, как предварительный нагрев помогает вам, когда вы свариваете алюминий, и не забывайте всегда использовать присадочный материал, чтобы избежать горячего короткого растрескивания.
Повеселитесь.
См. также:
- Сварка ВИГ алюминия электродом постоянного тока с отрицательным знаком
250 AMP MIG Welder для продажи
AlleshoppingBildervideoSmapsNewsbücher
Sucoptionen
250 AMP MIG Welder-Amazon.com
WWW.AMAZON.com ›250-AMP-MIG-Welder› 250+… …
7777777777777777777777777777777777777777777777777777777777.9 YESWELDER MIG-250 PRO Алюминиевый сварочный аппарат MIG, 250Amp 220V, Газовый MIG Безгазовый сварочный аппарат с флюсовым сердечником MIG/Lift TIG/Stick Сварочный аппарат 3 в 1, совместим с шпульным пистолетом.250 Amp Mig Welder in Mig Welders для продажи – eBay
www.ebay.co.uk › … › Промышленные MIG Welders
Купите 250 Amp Mig Welders в Mig Welders и получите лучшие предложения по самой низкой цене цены на ебее! Большая экономия и бесплатная доставка / сбор многих предметов.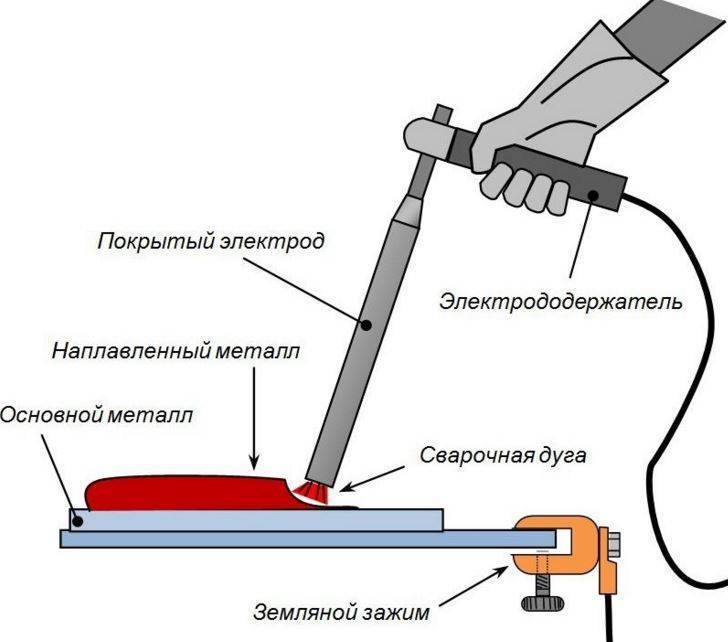
Mig Welder 250 купить на eBay eBay! Большая экономия и бесплатная доставка / сбор многих предметов.
Сварочный аппарат MIG 250 А – Alibaba.com
www.alibaba.com › … › Сварочное оборудование › Аппараты для дуговой сварки › Аппараты для сварки MIG
Bewertung 5,0
· 53,90 $ до 74,48 $
Купите сварочный аппарат MIG на 250 А самого высокого качества на Alibaba.com, предлагаемый ведущими отраслевыми брендами. Необходимое оборудование для сварки, 250 ампер…
Мощный и инновационный сварочный аппарат MIG 250 Amp для сварки
www.alibaba.com › … › Сварочное оборудование › Аппараты для дуговой сварки › Аппараты для сварки MIG
Bewertung 5,0
· 53,90$ до 74,48$
Купить сварочный аппарат миг сварщик 250 ампер оптом по доступной цене. Приобретите следующие сварочные аппараты для дуговой сварки у рекомендованных поставщиков на сайте Alibaba.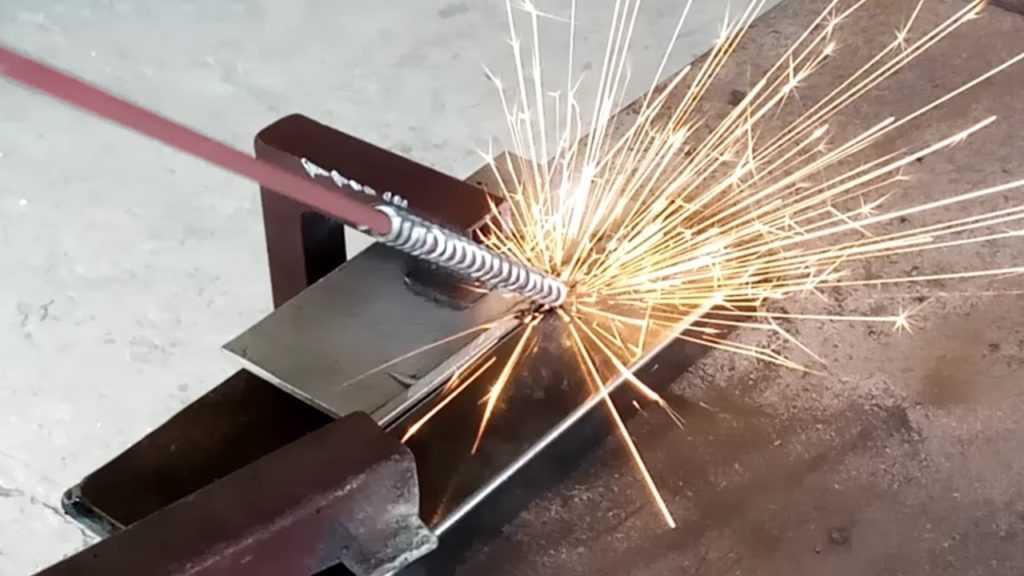 com.
com.
Ähnliche Fragen
Какую толщину можно сваривать при силе тока 250 ампер?
Какую толщину может сваривать сварочный аппарат MIG на 150 А?
Какой толщины можно сваривать с помощью Miller 255?
Для чего используется сварочный аппарат Miller 252?
Лучшие сварочные аппараты MIG на 250 А (в 2022 г.) – MakeMoneyWelding.com
makemoneywelding.com › … › MIG Welders
16.11.2022 · Лучшие обзоры сварочных аппаратов MIG 250 A · 1. YesWelder MIG-250 PRO · 2. Everlast Power MIG 275P · 3. Hobart IronMan 240 · 4. Lincoln Electric Power MIG 260.
R-Tech Промышленный инверторный сварочный аппарат R-Tech 250 Amp (240 В)
www.r-techwelding.co.uk › mig-welder-r-tech-pro-…
Bewertung 4 ,9
(230) · 649,00 £
Дополнительный пистолет для катушек облегчает сварку MIG алюминия, катушка с проволокой удерживается на горелке.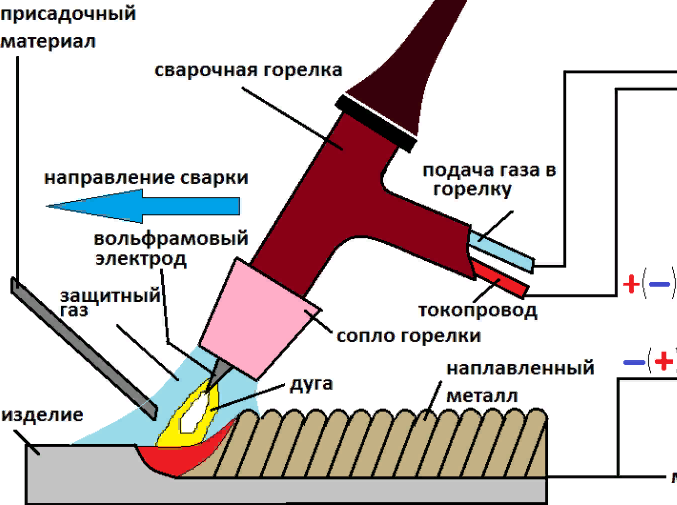 Подробности. PROMIG MIG Welder — это промышленный портативный инвертор MIG мощностью 250 А …
Подробности. PROMIG MIG Welder — это промышленный портативный инвертор MIG мощностью 250 А …
Светодиодный дисплей: да — показывает фактический сварочный ток
Диаметр проволоки: 0,6 мм, 0,8 мм, 1,0 мм
Размеры: 280 x 350 x 510 мм
Безгазовая проволока: да — простая смена полярности для безгазовой проволоки
IPOTOOLS MIG 250 – Инверторный сварочный аппарат MIG MAG
ipotools.eu › … › Сварочные аппараты MIG MAG
449,99 € Auf Lager
Общая цена: 449,99 € … Рабочий цикл MIG: 250A–35% / 160A–100% … С помощью этого сварочного аппарата MIG 250 вы можете оптимально сваривать тонкие и толстые материалы, такие как …
Сварочные аппараты MIG 240–320 Amp – Сварочные принадлежности TBWS
tbws.co.uk › Сварочные аппараты MIG
Многоцелевой отдельный сварочный инвертор Jasic MIG 250 Pro. Диапазон тока: 35 – 250 А; три фазы; Вес: 25 кг; БЕСПЛАТНАЯ ДОСТАВКА 48 ЧАСОВ. Цена по заявке …
MIG250 – Blackline 250 Amp MIG Welder от Rally Design
www.