|
Алюминий – материал легкий, относится к категории металлов, обладает хорошей теплопроводностью, что может несколько усложнить процесс сварки, а так же неплохой электропроводностью. Как известно, ни один процесс сварки не обходиться без детального анализа технических характеристик материала, с которым придется работать. На основании полученных данных уже должна строиться схема сварки, подбираться оборудование, а так же создаваться защитная среда.
Что же касается самой сварки, одно дело проводить ее в промышленных условиях, в специализированной мастерской со всеми необходимыми компонентами, заранее подготовленной защитной средой, и совсем другое – выполнить сварку алюминия в домашних условиях. Эта затея изначально кажется утопичной, ведь в домашних условиях отсутствует постоянный ток, необходимый для нормальной работы сварочного оборудования. В защитную среду лучше включать инертные газы, они будут частично блокировать реакции алюминия с кислородом, предотвращая нежелательные последствия, которые могут возникнуть в процессе проведения сварочных работ. Лучше всего использовать аргон или гелий, но можно и совмещать.
И все же, проводить такие эксперименты в домашних условиях – весьма не благодарная затея, все может обернуться очень плачевно, в конце концов, сварочные работы не предназначены для условий современной квартиры или дома и должны выполняться в отведенных для этого местах. Как бы там ни было, измениться ли Ваше решение или нет, не забывайте о своей безопасности, носите защитную маску, перчатки, они обезопасят Вас от возможных неприятных последствий. А так же, не приступайте к работе без соответствующей подготовки, если таковая отсутствует – доверьте работу более опытному товарищу или обратитесь за помощью к профессионалам, благо, таковых сейчас предостаточно.
|
||


Сварка алюминия электродом в домашних условиях инверторной сваркой
Сварка алюминия электродом в домашних условиях может проходить вполне на высоком уровне, как по качеству, так и по скорости. При этом, стоимость таких работ не будет слишком уж высокой, а соответственно сварить алюминиевые детали – это вполне реализуемая задача для всех у кого есть инверторный сварочный аппарат и хотя бы небольшой опыт работы с ним. Итак, о самой технологии работы.
При этом, стоимость таких работ не будет слишком уж высокой, а соответственно сварить алюминиевые детали – это вполне реализуемая задача для всех у кого есть инверторный сварочный аппарат и хотя бы небольшой опыт работы с ним. Итак, о самой технологии работы.
Логично, что электроды по алюминию для инверторной сварки будут специального назначения. И их важно правильно подобрать. Выбирая сварочные электроды для алюминия, нужно помнить одно простое правильно.
Толщина свариваемых деталей ограничена диаметром электрода.
Соответственно, померяв толщину металла на заготовках – вы получаете необходимый диаметр электродов, который нужно купить. Обычно популярные электроды в диапазоне диаметров 3 – 5 мм. Еще одну вещь важно помнить при покупке электродов.
Электроды по алюминию для дуговой сварки сгорают в 2-3 раза быстрее стальных, поэтому малыми диаметрами очень и очень сложно работать.


Но если уж ими придется воспользоваться – нужно купить их в 2 – 3 раза больше, чем на такую же длину швов вы покупали бы стальных электродов.
Существуют самые разнообразные марки электродов для сварки алюминия. Но мы не будем сейчас вдаваться в подробности относительно химических составов и т.д., так как статья ориентирована на практиков, поэтому сразу хотим отметить, что высокой популярностью пользуются электроды для сварки алюминия инвертором с наименованием Unitor ALUMIN-351N.
После того, как определились с выбором электродов, переходим непосредственно к работе.
Сварка алюминия электродом в домашних условиях, основные моменты
Для успешной сварки алюминия в домашних условиях важно убедиться что толщина металла не менее 2 миллиметров. Если меньше – тоже можно попробовать, но скорее всего без навыка и спец оборудования сделать правильный шов будет крайне сложно.
Сварка алюминия электродом в домашних условиях начинается с подготовки кромок свариваемых деталей. В тех местах, где планируется выполнить соединение, важно тщательно зачистить поверхности, полностью удалив всю грязь и жир. Не лишним будет протереть поверхности растворителем или обезжиривающим средством (не критично но есть легенда что это помогает).
В тех местах, где планируется выполнить соединение, важно тщательно зачистить поверхности, полностью удалив всю грязь и жир. Не лишним будет протереть поверхности растворителем или обезжиривающим средством (не критично но есть легенда что это помогает).
Если свариваемые детали имеют толщину больше 3мм – необходимо сделать V-образную канавку под углом 60 градусов в местах будущих швов. При этом воздушный зазор должен быть в пределах 1 – 3 мм. Сварка алюминия электродом деталей разной толщины требует того, чтоб более тонкий металл был плотно зафиксирован на детали с толстым металлом.
Определившись сварка алюминия каким электродом выполняется, подготовив детали, важно установить положительную полярность на вашем сварочном аппарате и переключится на постоянный ток. Это уж очень важный момент.
Сварка алюминия выполняется постоянным током положительной полярности
Положительная полярность (она же обратная) – это когда «+» на электрод, а «-» кидаем на «массу».

Непосредственно перед сваркой литых или крупных деталей, обязательно прогревайте заготовки до 300 градусов. В процессе сварки алюминия электродами инверторной сваркой, держите электрод под небольшим углом наклона или вертикально относительно заготовки. Конец электрода перемещайте по направлению шва.
Предпочтительное положение сварки – нижнее. Важно – сварочную дугу держите в коротких промежутках, не допуская перегрева и расплавления деталей. Сварка алюминия электродом выполняется максимально быстро. После обрыва дуги необходимо очистить поверхность металла от корки шлака и продолжать сварку. Каждым следующим валиком нужно перекрывать предыдущий приблизительно на 8 – 10 мм. По завершению сварки шов нужно очистить от шлаков и промыть водой.
В процессе сварки следите за прогревом заготовок, так как алюминий очень легко перегреть и испортить материал или детали.
Упомянутые электроды для сварки алюминия инвертором Unitor ALUMIN-351N важно хранить в защищенном от влаги месте.
В целом, как вы наверняка заметили – сварка алюминия электродом в домашних условиях вполне решаемая задача.
Овладение искусством сварки алюминия: практические навыки и советы
1. Пять советов по сварке алюминия1. Сварочная горелка для волочения проволоки лучше всего подходит для сварки алюминия. Если невозможно использовать этот тип сварочной горелки, попробуйте использовать самую короткую сварочную горелку, чтобы сохранить прямое положение. В качестве защитного газа следует использовать только аргон. При сварке алюминия (автомат для сварки труб) следует использовать только нажимной пистолет.
2. Если вы столкнулись с проблемой подачи проволоки, вы можете попробовать использовать токопроводящую головку, которая на один размер больше сварочной проволоки.
3. Чаще всего для сварки алюминия используется более мягкая стандартная сварочная проволока. Другим вариантом является более твердая (более легкая для подачи) сварочная проволока, которая в основном используется для сварочных операций, требующих более высокой твердости и прочности.
4. Перед сваркой необходимо удалить оксидный слой с поверхности алюминия с помощью специальной щетки из нержавеющей стали.
5. Заполните кратер в конце сварки, чтобы предотвратить появление трещин. Один из методов заключается в том, чтобы подержать сварочный пистолет в расплавленной ванне в течение нескольких секунд после сварки.
2. Меры предосторожности при сварке алюминиевых профилей 1. Сварка алюминия Сварочные характеристики: Алюминий и алюминиевые сплавы обладают высокой теплопроводностью, высокой теплоемкостью, большим коэффициентом линейного расширения, низкой температурой плавления , и низкая прочность при высоких температурах, что затрудняет их сварку.
Для обеспечения качественной сварки необходимо принять определенные меры.
Для очистки фитингов труб и сварочной проволоки поверхности в пределах 50 мм по обеим сторонам сварочной проволоки и разрыва следует очистить ацетоном, а поверхностную оксидную пленку следует очистить проволокой из нержавеющей стали, чтобы выявить металлический блеск.
Очищенный разрыв должен быть заварен в течение 2 часов, а очищенная сварочная проволока должна быть помещена в неиспользованный цилиндр и израсходована в течение 8 часов, в противном случае ее необходимо снова очистить.
В качестве вольфрамового стержня следует выбирать церий-вольфрамовый стержень, чистота аргона должна быть не менее 99,96%, а содержание воды не должно превышать 50 мг/м.
Температура окружающей среды не должна быть ниже 5°C, в противном случае перед сваркой ее необходимо предварительно нагреть до 100~200°C, а относительную влажность следует контролировать.
2. Необходимое оборудование Для эффективной сварки алюминия вам нужен сварщик с минимальной стоимостью 4000 долларов США и исключительными навыками сварки.
Практика имеет решающее значение для достижения успешных результатов сварки.
Необходимо инвестировать в дорогостоящие сварочные пистолеты, специально предназначенные для сварки алюминия.
3. Успешно сваренный алюминийРеальность такова, что при надлежащем обучении, использовании соответствующего сварочного оборудования и правильной настройке параметров даже компактный и небольшой сварочный аппарат MIG может временно выполнять сварку алюминия.
Сварочные аппараты MIG можно использовать для сварки различных материалов в домашних условиях, таких как грили для барбекю, навесы для хранения на открытом воздухе, доки и декоративные элементы.
Однако даже для энтузиастов домашней сварки, которые часто сваривают сталь, сварка алюминия может оказаться непростой задачей.
Это связано с тем, что алюминиевая проволока мягкая, что затрудняет подачу проволоки через сварочный аппарат.
Кроме того, диаметр проволоки и настройки сварочного аппарата, которые обычно используются для стали, могут не подходить для сварки алюминия.
Первым шагом в процессе является определение необходимого оборудования для достижения желаемого результата.
Важно отметить, что 115-вольтовый механизм подачи проволоки подходит для сварки материалов размером от 22 до 12, а при надлежащем предварительном нагреве возможна сварка материалов толщиной 1/8 дюйма. Однако следует соблюдать осторожность, поскольку максимальная температура предварительного нагрева ограничена 250 градусами по Фаренгейту.
С другой стороны, 230-вольтовая машина способна сваривать материалы размером от 22 до 3/16 дюйма, а при надлежащем предварительном нагреве диапазон может быть увеличен до 1/4 дюйма.
Если вы планируете сваривать листы разной толщины, рекомендуется использовать сварочный аппарат на 230 вольт.
Также стоит помнить, что если вы планируете регулярно заниматься обработкой алюминия, вам потребуется сверхмощный сварочный аппарат.
Компактные сварочные аппараты MIG на 115 и 230 вольт можно использовать для периодической сварки алюминия, но они не подходят для сложных и тяжелых проектов по сварке алюминия. В таких случаях целесообразно остановить свой выбор на сварочном оборудовании мощностью более 200 ампер.
После того как входное напряжение определено, при выборе сварочного аппарата необходимо учитывать еще один распространенный вопрос: выбрать модель с непрерывным регулированием напряжения или модель с катушкой с ответвлениями.
Модель непрерывного регулирования напряжения обеспечивает возможность плавной регулировки заданного напряжения в пределах предела напряжения машины, что обеспечивает большую адаптивность, более эффективную регулировку и точное управление.
Это облегчает настройку в процессе сварки.
2. Какой защитный газ?Защитный газ, необходимый для сварки MIG алюминия и стали, различается.
При сварке алюминия рекомендуется использовать 100% аргон в качестве защитного газа. С другой стороны, для сварки стали требуется либо смешанный газ, либо 100% углекислый газ.
С другой стороны, для сварки стали требуется либо смешанный газ, либо 100% углекислый газ.
Хорошей новостью является то, что нет необходимости в каком-либо специальном оборудовании, поскольку существующий регулятор (за исключением регулятора диоксида углерода) и газопровод можно использовать как для чистого, так и для смешанного газа.
3. Какая полярность установлена?Все виды сварки MIG, включая сварку алюминия, требуют использования положительного электрода, в то время как при сварке порошковой проволокой обычно используется отрицательный электрод.
Если вы планируете переключаться между процессами сварки на одном и том же аппарате, важно сначала определить требуемую полярность электрода. Это распространенная ошибка среди начинающих сварщиков.
4 . Вт тип шляпы электрода из алюминиевого сплава следует приобрести? Если вы попытаетесь использовать стальные электроды при сварке алюминия, результаты будут неудовлетворительными.
Вместо этого рекомендуется использовать присадочный металл из алюминиевого сплава 4043 с ограниченным диаметром 0,035 дюйма для компактной сварки MIG.
Хотя электрод из алюминиевого сплава 5336 может быть более доступным и более легким для подачи проволоки из-за его твердости, это не обязательно лучший вариант для получения хороших результатов сварки.
Несмотря на то, что алюминиевый сплав 4043 является мягким, он все же может обеспечить хорошие результаты подачи проволоки, если соблюдать соответствующие шаги.
Крайне важно избегать использования сварочной проволоки других диаметров. В частности, держитесь подальше от сварочной проволоки диаметром 0,030 дюйма (поскольку ее трудно подавать) и сварочной проволоки диаметром 3/64 дюйма (поскольку компактный и небольшой сварочный аппарат может не обеспечивать достаточного тока для надежного плавления сварочной проволоки такого диаметра).
5. Как настроить сварочный аппарат для сварки алюминия? Теперь, когда вы лучше понимаете типы и возможности/ограничения сварочных аппаратов, следующим важным шагом будет научиться правильно устанавливать параметры.
Вот несколько советов: приобретите набор инструментов для подачи алюминиевой проволоки.
Важно помнить, что подача проволоки имеет еще более важное значение при сварке алюминия, поэтому настоятельно рекомендуется приобрести набор специальных инструментов для подачи проволоки для алюминия, который обычно включает следующие элементы:
Неметаллический вкладыш – предназначен для минимизации подачи
A Трение проволоки 2 Приводной ролик с U-образными канавками – используется для предотвращения разрыва или деформации мягкой алюминиевой проволоки. Эти приводные ролики не оставляют царапин на алюминиевой проволоке, в отличие от роликов с V-образными канавками.
Если используются ролики с V-образными канавками, сварочная проволока может поцарапать направляющий канал, что приведет к блокировке и нарушению подачи проволоки.
Впускные и выпускные направляющие – предотвращают появление царапин на проволоке.
Контакт — контактная головка, используемая при сварке алюминия, имеет отверстие большего диаметра, так как алюминиевая проволока расширяется при нагревании больше, чем стальная. Специальная контактная головка для алюминиевого провода спроектирована так, чтобы быть достаточно маленькой, чтобы поддерживать электрический контакт, допуская это расширение.
Специальная контактная головка для алюминиевого провода спроектирована так, чтобы быть достаточно маленькой, чтобы поддерживать электрический контакт, допуская это расширение.
Загрузка сварочной проволоки в сварочный аппарат
Вот способ правильной загрузки алюминиевой проволоки (который также применим к стальной сварочной проволоке). Правильная загрузка имеет решающее значение для предотвращения сбоев при сварке.
Одной рукой крепко держите катушку сварочной проволоки, чтобы она не соскользнула.
После того, как вы сняли целлофановую упаковку, возьмитесь за свободный конец сварочной проволоки другой рукой и не отпускайте, пока не поместите его в приводной ролик.
Сварщики-новички часто совершают ошибку, не удерживая свободный конец, в результате чего весь пучок сварочной проволоки ослабляется и разлетается.
Если это произойдет, решение не найдено, и процесс сварки значительно пострадает, что потребует приобретения нового пучка сварочной проволоки.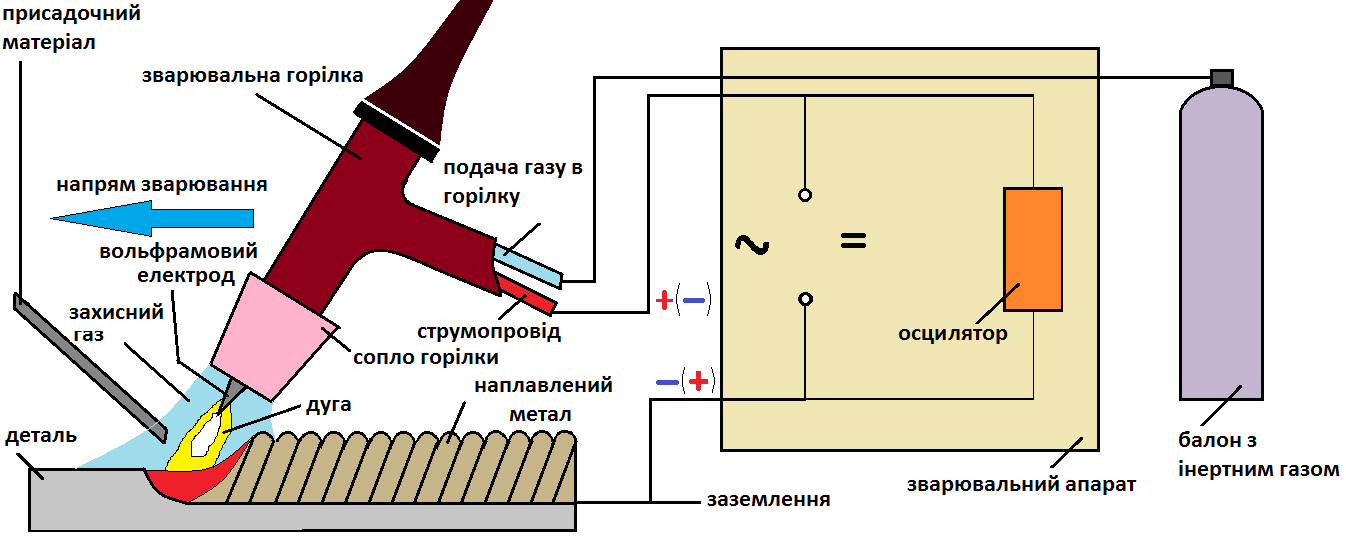
Настройка натяжения тормоза сварочной проволоки
Натяжение должно быть достаточным, чтобы сварочная проволока не ослаблялась, но не настолько, чтобы она волочила сварочную проволоку.
Для правильной настройки сначала отрегулируйте натяжение до минимума, а затем установите сварочную проволоку, пропустив ее через приводной ролик.
Если ролик сварочной проволоки движется, а другие части остаются неподвижными, это означает, что герметичность недостаточна.
Крайне важно соблюдать осторожность при работе, так как чрезмерная затяжка может оказать чрезмерное усилие на сварочную проволоку.
Кроме того, не паникуйте, если последние несколько витков сварочной проволоки не могут быть поданы, так как это часто происходит из-за того, что сварочная проволока слишком жесткая, чтобы ее можно было легко ослабить.
Настройка натяжения приводного ролика
Этот шаг считается одним из самых ответственных во всем процессе настройки.
Специалисты рекомендуют располагать проволочную головку под небольшим углом, примерно в 1 дюйме от поверхности изоляционного материала.
Затем установите натяжение ролика почти на минимум.
Включите выключатель сварочной горелки и наблюдайте за ее работой – сварочная проволока должна плавно скользить при соприкосновении с изоляционным материалом.
С этого момента регулируйте натяжение до тех пор, пока сварочная проволока не перестанет скользить.
Важно помнить, что чрезмерная затяжка может привести к разрыву сварочной проволоки.
Это происходит, когда сварочная проволока остается в сварочной горелке, в то время как приводной ролик продолжает вращаться, что приводит к обрыву сварочной проволоки после выхода из ролика или ее застреванию, что приводит к беспорядку сварочной проволоки, включая направляющую направляющую. , вкладыш сварочного пистолета и т. д.
Помните, что при настройке натяжения ролика в соответствии с приведенными выше инструкциями обязательно наденьте высококачественные сварочные перчатки, так как сварочная проволока, выходящая из сварочного пистолета, горячая.
Обеспечьте хорошее подключение к сети
Во-первых, сварочное приспособление должно быть надежно закреплено в месте, где сварочная заготовка не загрязнена и не покрыта краской.
Для подготовки заготовки используйте обезжиривающий растворитель для удаления жира. Перед началом процесса сварки убедитесь, что поверхность заготовки сухая.
Кроме того, не выполняйте сварку контейнеров рядом с легковоспламеняющимися материалами, такими как растворители или краски.
Шаг 2: очистите оксид на поверхности алюминия с помощью чистой проволочной щетки из нержавеющей стали.
Расположение очень важно
При сварке важно, чтобы кабель сварочной горелки оставался прямым, чтобы свести к минимуму любые помехи при подаче проволоки из мягкого алюминия.
Изгиб кабеля горелки может привести к запутыванию сварочной проволоки, что приведет к неэффективной подаче проволоки.
0 акцииРуководство по сварке алюминия: какой метод сварки лучше?
Поскольку это один из наиболее распространенных типов металла, вас может шокировать тот факт, что его не так-то просто сварить.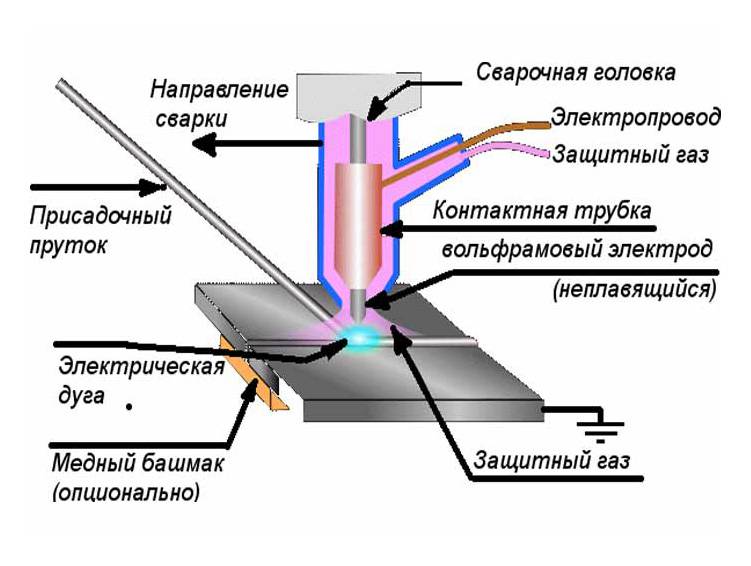 Алюминий — это более мягкий металл, который имеет меньшее окно, в которое его можно приварить, что затрудняет работу с ним. Из-за этого алюминий более подвержен выдуванию средним сварщиком и дает более слабые сварные швы. Так есть ли способ сварить этот металл?
Алюминий — это более мягкий металл, который имеет меньшее окно, в которое его можно приварить, что затрудняет работу с ним. Из-за этого алюминий более подвержен выдуванию средним сварщиком и дает более слабые сварные швы. Так есть ли способ сварить этот металл?
Сварка вольфрамовым электродом в среде инертного газа или газовая дуговая сварка вольфрамовым электродом — это самый безопасный и эффективный способ сварки алюминия. Можно сваривать с помощью сварочного аппарата MIG, но только в том случае, если лист алюминия необычно толстый, так как сварочный аппарат MIG предназначен для более толстых металлических листов.
Многие люди даже не знают, что можно сваривать алюминий. Поэтому мы составили краткое руководство, чтобы проинформировать вас о сварке алюминия — среди прочего, о свойствах металла, мерах предосторожности и процессах сварки.
Если вы ищете наиболее экономичный способ сварки алюминия, рассмотрите возможность поговорить с экспертом по сварке алюминия о возможных вариантах. Опытная компания по производству металлоконструкций может порекомендовать вам наилучший способ достижения необходимых вам результатов.
Опытная компания по производству металлоконструкций может порекомендовать вам наилучший способ достижения необходимых вам результатов.
Продолжайте читать, чтобы узнать больше о сварке MIG и TIG для алюминия!
Содержание
Можно ли сваривать алюминий?Да. Алюминий можно сваривать с помощью сварочного аппарата TIG, сварочного аппарата GTAW или сварочного аппарата MIG с малой мощностью. Чтобы безопасно сварить этот металл, не повредив его, требуются специализированные профессионалы в области сварки с соответствующим оборудованием.
Алюминий трудно поддается сварке из-за его природы — мягкого, высокочувствительного и изолирован прочным оксидным слоем. Эта трудность усугубляется тем фактом, что алюминий очень чувствителен к примесям в расплавленном состоянии, что может привести к получению слабых или пористых сварных швов.
Алюминий и родственные ему сплавы обладают сродством к кислороду. Чистый алюминий плавится при 1200°F (650°C), а защищающий его оксид плавится при 3700°F (2037°C).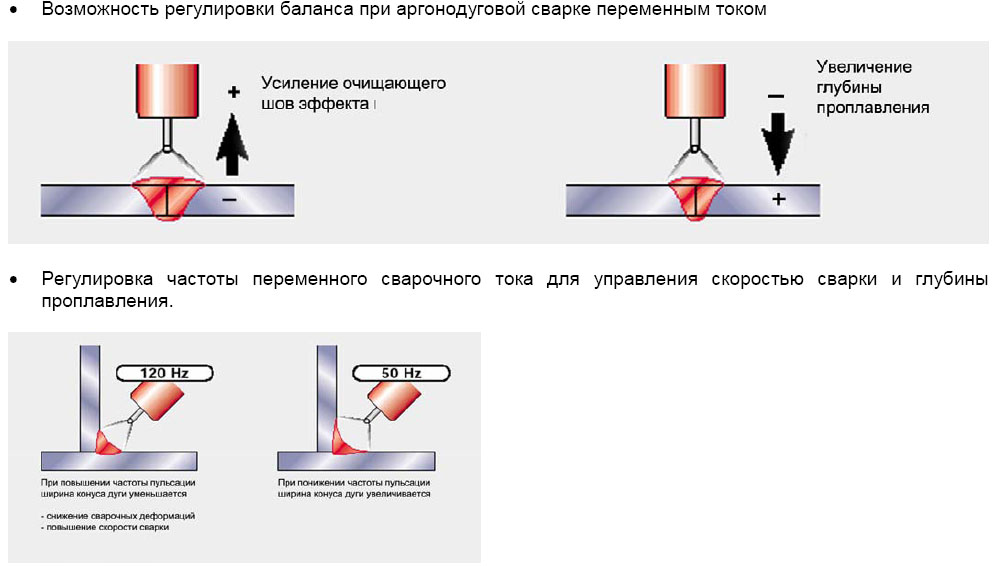 Поскольку температура плавления оксида намного выше, чем у самого алюминия, оксидный слой необходимо удалить перед сваркой.
Поскольку температура плавления оксида намного выше, чем у самого алюминия, оксидный слой необходимо удалить перед сваркой.
Благодаря более высокой теплопроводности и низкой температуре плавления алюминия у него меньше возможностей для обработки по сравнению с другими металлами, которые легко свариваются, например, с различными типами стали.
Сложно ли сваривать алюминий?Сварка алюминия затруднена, поскольку он имеет низкую температуру плавления и обладает высокой теплопроводностью. Это означает, что для плавления и потенциального повреждения металла требуется меньшее количество тепла и меньше времени. Вот почему только профессионалы должны пытаться сваривать алюминий.
Это также является причиной того, что алюминий трудно правильно гравировать лазером. Хотя его можно травить, а также резать лазером и сваривать, изготовление алюминия требует специального опыта для правильного выполнения.
Хотя алюминий — невероятно универсальный металл, который встречается в нашей жизни повсюду, работать с ним не так просто, как вы думаете, особенно когда речь идет о сварке. Алюминий невероятно легко перегреть с помощью среднего сварщика, и не следует пытаться делать это дома не только из-за вашей личной безопасности, но и из-за безопасности детали, над которой вы работаете.
Алюминий невероятно легко перегреть с помощью среднего сварщика, и не следует пытаться делать это дома не только из-за вашей личной безопасности, но и из-за безопасности детали, над которой вы работаете.
Сварка алюминия безопасна для обученных специалистов при условии, что лица, находящиеся вблизи сварочного процесса, носят средства индивидуальной защиты (СИЗ) и используют горелки для удаления дыма вместе с системами удаления дыма, чтобы уменьшить количество частиц, которые могут вдыхаться до 95%.
При дуговой сварке алюминия образуются газы и частицы, которые в данном контексте вместе называются сварочным дымом. При сварке этого металла образуется оксид алюминия в виде частиц размером от 10 до 400 нанометров. Размер этих частиц будет определять, насколько далеко они могут проникнуть в систему при вдыхании и могут ли они проникнуть в альвеолы легких и аккумулироваться.
Чрезмерное вдыхание оксида алюминия может привести к респираторным и легочным заболеваниям, обычно в форме бронхита. В процессе сварки также выделяется так называемый газообразный озон, который образуется, когда сварочная дуга испускает УФ-излучение. Хотя при сварке MIG и TIG образуется меньше дыма, при ней выделяется больше озона, чем при сварке MAG.
В процессе сварки также выделяется так называемый газообразный озон, который образуется, когда сварочная дуга испускает УФ-излучение. Хотя при сварке MIG и TIG образуется меньше дыма, при ней выделяется больше озона, чем при сварке MAG.
Сварщик TIG и GTAW может надежно сваривать алюминий; Сварщик MIG также может сваривать алюминий, но это гораздо менее надежно. Любой другой тип сварщика рискует повредить поверхность свариваемого алюминия, а брызги могут попасть на сварщика.
Сварка TIG, также известная как дуговая сварка вольфрамовым электродом (GTAW), включает вольфрамовый электрод, который пропускает ток через металлы, которые вы хотите соединить. С другой стороны, сварка MIG включает подачу металлической проволоки, соединенной с электродом, который сплавляет материалы вместе.
В процессе сварки горелки TIG и MIG создают электрическую дугу между материалом и электродом. Таким образом, металл расплавляется и позволяет присадочному материалу соединиться с ним. В настоящее время гораздо чаще можно увидеть сварку TIG для алюминия, чем сварку MIG.
Таким образом, металл расплавляется и позволяет присадочному материалу соединиться с ним. В настоящее время гораздо чаще можно увидеть сварку TIG для алюминия, чем сварку MIG.
Плазменная сварка постоянным током — это еще один тип сварочного аппарата, который может сваривать алюминий, и считается выгодным в связи с тем, что тепло может быть непосредственно введено в заготовку, но это очень сложный процесс.
Сварка MIG для алюминияСварка MIG — один из двух наиболее распространенных сегодня видов сварки, но он не идеален для алюминия. Сварочные аппараты MIG работают при высоких температурах и работают очень быстро, что делает их отличным инструментом для изготовления, но только не в том случае, если вы работаете с алюминием.
При этом сварочный аппарат MIG, модифицированный для медленной работы при низких температурах и предназначенный для алюминия, может использоваться в крайнем случае, когда недоступны сварочные аппараты TIG.
Преимущества сварки MIG для алюминияПреимущества сварки MIG включают:
- Меньше времени на сварку – сварка выполняется за меньшее время.
- Низкая стоимость – Не такая дорогая, как сварка TIG, а оборудование намного доступнее.
- Точность – Гораздо проще получить точное соединение по сравнению со сваркой TIG.
- Чистый процесс – Процесс чистый и поэтому не вредит окружающей среде.

Хотя сварка MIG невероятно распространена, она не является универсальным решением для сварки. К недостаткам сварки MIG относятся:
- Быстро остывает – Сварка MIG остывает намного быстрее, чем сварка другими сварщиками. Это может быть проблемой, если вы хотите исправить ошибки.
- Ориентация сварки . Из-за особенностей работы аппарата MIG практически невозможно сварить что-либо в перевернутом или вертикальном положении. Это затрудняет сварку более крупных конструкций, которые нельзя легко повернуть.
- Неподвижный – Сварщики MIG в основном неподвижны и используют защитный газ, которому может легко помешать ветер. По этой причине их можно найти только в мастерских по изготовлению металлов.
 По этой причине их можно найти только в мастерских по изготовлению металлов.
По этой причине их можно найти только в мастерских по изготовлению металлов.Из всех различных методов сварки, используемых сегодня, сварка ВИГ чаще всего используется для сварки алюминия. Поскольку сварщики TIG обычно работают на более низкой скорости при более низких температурах, это дает обученному специалисту по сварке время для работы с очень тонким металлом и уменьшения повреждения свариваемых поверхностей.
Преимущества сварки TIG для алюминияПреимущества сварки TIG для алюминия включают:
- Точность – Сварка TIG намного точнее и, как правило, более высокого качества, чем сварка MIG.
- Чистый процесс – Процесс чистый и поэтому не вредит окружающей среде.
- Присадочный материал не требуется – при сварке ВИГ не требуется присадочный материал.
- Улучшенный контроль – Позволяет ножному управлению соответствующим образом регулировать подачу тепла.
- Более низкое техническое обслуживание – Не расходует сварочный электрод, в отличие от сварки TIG. Кроме того, электроды не требуют особого ухода, кроме обычной очистки после каждого использования.

Сварка TIG подходит не для всех случаев. К недостаткам сварки TIG относятся:
- Чистота . Хотя сварка TIG является очень чистым процессом, для правильной работы она должна быть чистой. Грязные или смазанные материалы могут существенно повлиять на качество сварного шва.
- Дорогой – В среднем сварочные аппараты и компоненты TIG дороже, чем другие типы сварочных аппаратов.
- Скорость — Хотя у вас больше контроля со сварочным аппаратом TIG.
- Сложность – Сварку ВИГ выполнять сложнее, чем другие виды сварки, и для ее профессионального выполнения требуется гораздо больше практики.
Сварка MIG является более дешевым вариантом сварки алюминия, хотя качество и прочность соединения ниже. Сварка TIG медленнее и, следовательно, стоит дороже, но результаты сварки алюминия лучше.
Сварка TIG медленнее и, следовательно, стоит дороже, но результаты сварки алюминия лучше.
Сварка электродом обычно является самым дешевым способом сварки металла, но не рекомендуется для алюминия, так как при этом используется флюс. Это может привести к пористости конечного продукта и значительно снизить прочность металла.
Сварка стержнем, также известная как дуговая сварка защищенным металлом (SMAW), является одним из наиболее экономичных видов сварки, восходящим к концу 1880-х годов. Несмотря на то, что это распространено как среди новичков, так и среди энтузиастов из-за его доступности, использование процесса сварки алюминия, как известно, чрезвычайно грязно, что приводит к брызгам расплава.
При получении предложения по сварке алюминия от службы изготовления металлоконструкций ваш поставщик может объяснить каждый вариант сварки, а также его стоимость. Совет профессионала здесь имеет решающее значение, так как он может сообщить вам, какой тип сварки подойдет для вашего применения — самый дешевый вариант может не подходить для желаемых результатов.
Поскольку алюминий имеет более низкую температуру плавления, сварка MIG является самым простым способом сварки алюминия. Хотя можно использовать другие типы сварочных аппаратов, существует риск выдувания или повреждения алюминия в процессе сварки.
У каждого процесса сварки алюминия есть свои трудности, и для него нет простого пути. Однако с этими проблемами и трудностями можно справиться, если знать, как правильно проводить сварочные процессы.
В отличие от сварки TIG, сварка MIG не требует присадочных материалов во время сварки, что позволяет выполнять ее одной рукой. Кроме того, процесс позволяет регулировать интенсивность нагрева с помощью ножного управления. Сварка MIG также обеспечивает более плавное и простое движение сварщика по материалу, в отличие от сварки TIG, которая требует легкого и последовательного движения вперед и назад, когда сварщик движется по металлу.
Одним из основных факторов, значительно усложняющих сварку TIG, является тот факт, что в процессе сварки присадочный стержень и электрод на каждой из ваших рук никогда не должны соприкасаться, поскольку они движутся по материалу.
Подготовка к сварке также намного проще при сварке MIG. Оборудование, используемое для процесса, всегда требует постоянного тока (DC), в отличие от сварки TIG, которая может быть либо постоянным, либо переменным током в зависимости от используемых машин.
Нужно ли подготавливать алюминий перед сваркой?Да, перед сваркой любой кусок металла должен быть чистым. Грязь, жир и масла повлияют на качество сварного шва, и уважаемая производственная компания позаботится о том, чтобы они тщательно очистили любой кусок алюминия, прежде чем пытаться работать с ним.
Перед началом любого сварочного процесса растворители, такие как ацетон или слабые щелочные растворы, используются для удаления масла, пыли, грязи и жира с поверхности металла. Также важно удалить любые следы водяного пара на металле.
Также важно удалить любые следы водяного пара на металле.
Щетка из нержавеющей стали также используется для удаления оксидов с поверхности, но некоторые предпочитают использовать сильную щелочь или кислоту для достижения тех же результатов. Процесс очистки необходимо проводить как можно ближе ко времени сварки. Очень важно работать со сварщиками и производителями, которые используют обширный процесс очистки, чтобы гарантировать, что любая работа, которую они делают для вас, имеет высочайшее качество и прочность.
Похожие вопросы В чем разница между сваркой, пайкой и пайкой? При пайке используется инструмент, называемый паяльником, который использует медные наконечники для непосредственного нагрева шва между металлами, а пайка – это аналогичный процесс, который работает при гораздо более высоких температурах, превышающих 450°C. Для сравнения, сварка работает при более высокой температуре и нагревает присадочный материал, который действует как «клей» между металлическими поверхностями.
Вы можете соединить алюминий без сварки, хотя результаты будут не такими хорошими, как если бы вы сварили алюминий вместе. Вы можете использовать винты или заклепки для соединения кусков алюминия, если у вас нет доступа к сварщику. Тем не менее, сварка является наиболее рекомендуемым способом соединения алюминия.
Использование горелки для нагрева и соединения деталей из алюминия или пайка пайкой являются другими методами соединения алюминия, но действуют аналогично сварке.
В целом, сварка является оптимальным решением для соединения деталей из алюминия. Может быть трудно получить правильные углы, необходимые для прочного соединения алюминия, и клепка алюминия также сталкивается с аналогичными структурными проблемами. Сварка алюминия — лучший способ соединения алюминиевых деталей.
Кто может выполнять сварку алюминия? Несмотря на то, что алюминий можно сварить дома как любитель или сварщик-любитель, лучше доверить это профессионалам. Алюминий является особенно сложным металлом для сварки, потому что он очень мягкий и имеет относительно низкую температуру плавления, а для правильной сварки требуются годы обучения.
Алюминий является особенно сложным металлом для сварки, потому что он очень мягкий и имеет относительно низкую температуру плавления, а для правильной сварки требуются годы обучения.
Никогда не рекомендуется пытаться сваривать алюминий в домашних условиях, тем более что этот металл известен брызгами при сварке. Металл также особенно подвержен выдуванию или повреждению слишком сильными сварщиками, что может необратимо повредить вашу рабочую зону.
Вместо этого, чтобы получить качественные услуги по сварке алюминия, обратитесь в местную мастерскую по изготовлению металлоконструкций, например, в Kanyana Engineering.
Эксперт по сварке алюминия в Западной Австралии Компания Kanyana Engineering предоставляет услуги по сварке алюминия в Большом Перте. Благодаря современному сварочному оборудованию наши сертифицированные и сертифицированные сварщики предоставляют высококачественные услуги по сварке и изготовлению для широкого спектра отраслей промышленности.
Узнайте больше о наших специализированных сварочных проектах:
- The How Ridiculous Batcopter
- Проект государственной инфраструктуры Metronet
- Камеры-убежища RefugeMe
Мы предоставляем все возможности собственного производства, от проектирования до прототипирования и производства. Для специалистов по сварке Kanyana Engineering нет слишком больших или слишком маленьких задач — свяжитесь с нами сегодня, чтобы обсудить ваши требования.
Грэм Доу
Грэм Доу — управляющий директор и руководитель работ компании Kanyana Engineering. Имея многолетний опыт работы в сфере производства металлоконструкций, он посвятил себя тому, чтобы компания Kanyana оставалась в авангарде технологического роста отрасли. Глядя не только на сам процесс, но и на целостные, интегрированные решения CAD, CAM и MRP, Грэм считает, что австралийское производство занимает прочное место на мировой арене. В современной мастерской Kanyana Engineering в Мандуре, штат Вашингтон, Грэм обеспечивает исключительный уровень работы для коммерческих, промышленных и государственных клиентов.