что это такое, принцип работы, технологии
Содержание:
- Общее описание
- Классификация аргонодуговой сварки
- Особенности сварного шва при аргонодуговой сварке
- Различные технологии
- Оборудование для работы с аргоном
- Особенности сварочных работ в среде аргона
- Этапы проведения аргоновой сварки
- Инверторная сварка в аргоне
- Правильная аргоновая горелка
- Розжиг дуги при разных электродах
- Какие аппараты применяются для аргонодуговой сварки
- Преимущества и недостатки аргонодуговой сварки
- Интересное видео
Чтобы сварить детали из нержавеющей стали, меди, титана, алюминия, различных цветных металлов и сплавов обычные методы сварки не всегда подходят.
Общее описание
Перед тем как приступать к работе стоит рассмотреть, что такое аргонная сварка и для чего она проводится. Это технология гибридного типа, которая позволяет соединять конструкции из капризных и устойчивых металлических основ – от огромных труб до мелких деталей статуэток из бронзового металла.
Прежде чем понять, что это такое аргонно-дуговая сварка, стоит разобраться с физикой данного процесса. Для того чтобы соединить металлические поверхности их требуется предварительно прогреть. Нагревание обычно производится при помощи огня. Именно это способствует вступлению в реакцию кислорода, который находится в воздухе – происходит процесс окисления. Стоит учитывать, что цветные металлы, легированные стали окисляются намного быстрее, чем обычные металлы.
Окисление, которое проявляется во время сварочного процесса, вызывает ухудшение качества соединений. В связи с тем, что в составе швов появляются многочисленные пузырьки, они теряют свою прочность и быстро разрушается. А алюминиевый металл варить невозможно, при нагревании он горит и разрушается.
Технология аргонодуговой сварки основывается на использовании сварочной ванны, которая защищает от газов и примесей. Для этих целей часто применяются инертные газы, которые выполняют роль защитной оболочки. Помимо аргона к инертным газам относится гелий, который обладает такими же свойствами. Однако гелий намного дороже аргона, и он расходуется намного быстрее и больше.
Применение аргона позволяет сэкономить силы и финансовые вложения. Кроме этого этот газ может использоваться для всех цветных металлов, включая нержавейку, медь, алюминий. К главным свойствам аргона стоит отнести:
- Аргон значительно тяжелее воздуха, по этой причине он отлично вытесняет его из сварочной ванны, тем самым защищая зону плавления от ненужных газовых примесей;
- Аргон является инертным веществом, которое не способно вступать ни с какими элементами, включая свариваемые металлические поверхности;
- Не стоит забывать про важный нюанс аргонового газа.
 Во время применения тока с обратной полярностью аргон переходит в состояние электропроводной плазмы со всеми негативными последствиями.
Во время применения тока с обратной полярностью аргон переходит в состояние электропроводной плазмы со всеми негативными последствиями.
 Во время применения тока с обратной полярностью аргон переходит в состояние электропроводной плазмы со всеми негативными последствиями.
Во время применения тока с обратной полярностью аргон переходит в состояние электропроводной плазмы со всеми негативными последствиями.Классификация аргонодуговой сварки
Сварка аргоном цветных металлов может производиться несколько способами. Каждый из них обладает отличительными особенностями, от которых зависит качество и прочность сварного шва.
Выделяют следующие виды аргоновой сварки:
- Ручной способ – РАД сварка. Перед тем как приступать к РАД сварке, стоит рассмотреть, что это за процесс. Работа выполняется сварщиком, он производит перемещение горелки, подачу сварочной проволоки. Во время него применяются только вольфрамовые электроды;
- Механизированная или полуавтоматическая сварка металла аргоном. Во время этого процесса проволока подается при помощи машины, а горелку удерживает сварщик. К самому популярному примеру этого метода относится сварка нержавейки полуавтоматом. Механизированная аргоновая сварка дуговая при помощи плавящегося электрода также относится к этому методу. Сварочный процесс нержавейки полуавтоматом в среде углекислого газа – является еще одной узкоспециализированной технологией, которая также относится к этой группе;
- Автоматическая аргонодуговая сварка. Во время этого процесса автомат управляется дистанционно оператором и производит перемещение и подачу проволоки. В последнее время часто во время автоматических сварочных процессов применяются специальные устройства – роботы, которые не требуют участия человека. Данный метод пользуется популярностью на больших производствах.
 Сварочный процесс нержавейки полуавтоматом в среде углекислого газа – является еще одной узкоспециализированной технологией, которая также относится к этой группе;
Сварочный процесс нержавейки полуавтоматом в среде углекислого газа – является еще одной узкоспециализированной технологией, которая также относится к этой группе;Особенности сварного шва при аргонодуговой сварке
Рассматривая, что это такое аргонная сварка стоит обратить внимание на особенности сварного шва. Важно помнить о том, чем больше будет угол наклона между поверхностью основного металла и соединения, тем выше будет концентрация напряжения в области сварки. Если к сварному шву предъявляются высокие требования по равнопрочности, то после сварки требуется произвести стачивание шовного валика.
Техника сварки аргоном предполагает правильный подбор материала электрода и присадочной проволоки, также требуется выбрать необходимый режим сварки. Обязательно выбирается способ защиты металлического шва, который обеспечивается за счет меньшего количества примесей, а сама область шва при этом должна быть немного мягче основного металла.
Чтобы обеспечить высокую прочность и износостойкость, мягкая зона должна быть узкой. Это усложняет проведение сварочного процесса, но избавляет от необходимости усиления конструктивных элементов в области соединения.
Различные технологии
Помимо отечественной терминологии применяются зарубежные обозначения, которые помогают разделить сварку в среде аргона на несколько подвидов. Каждый из них обладает уникальными качествами, особенностями. Обычно они применяются для сваривания сталей с различными добавками, сплавов из алюминиевой основы.
Сварка в аргоновой среде разделяется на следующие подвиды:
- Сварка ММА. Процесс производится по ручной технологии в поле электрической дуги, образованном электродом с покрытием. При переменном токе данным способом можно варить углеродистую сталь. А если будет оказываться постоянным ток, то будет возможность производить сварку углеродистой и нержавеющей стали, а также алюминия и его сплавов;
- Сварочный процесс TIG. Он выполняется в ручном режиме в аргоне или в другом инертном газе при помощи вольфрамового электрода. При переменном токе так можно варить только алюминий и его сплавы. При постоянном – углеродистые и нержавеющие виды сталей;
- Сварка MIG. Это полуавтоматическое сваривание, которое производится при помощи плавящейся проволоки. Данная технология аргоновой сварки производится с использованием переменного тока. Свариванию подлежать оба типа металлов, а также алюминий со сплавами.
 Процесс производится по ручной технологии в поле электрической дуги, образованном электродом с покрытием. При переменном токе данным способом можно варить углеродистую сталь. А если будет оказываться постоянным ток, то будет возможность производить сварку углеродистой и нержавеющей стали, а также алюминия и его сплавов;
Процесс производится по ручной технологии в поле электрической дуги, образованном электродом с покрытием. При переменном токе данным способом можно варить углеродистую сталь. А если будет оказываться постоянным ток, то будет возможность производить сварку углеродистой и нержавеющей стали, а также алюминия и его сплавов;Оборудование для работы с аргоном
Чтобы получить прочные швы важно знать, что нужно для аргонной сварки. Для процесса требуется достаточно большой и широкий набор оборудования. В продаже часто встречаются универсальные аппараты, которые имеют все необходимые и важные элементы. Они стоят не слишком дорого.
Для процесса требуется достаточно большой и широкий набор оборудования. В продаже часто встречаются универсальные аппараты, которые имеют все необходимые и важные элементы. Они стоят не слишком дорого.
Все оборудование для аргоно-дуговой сварки разделяется на три группы:
- Специализированное. Оборудования предназначено для работ с заготовками одного типа;
- Специальное оборудование для аргонной сварки. Оно устанавливается на промышленный производствах, его применяют для заготовок с одинаковым типоразмером;
- Универсальное оборудование. Оно предназначено для всех видов работ в среде аргона, к примеру, для сварки нержавеющей стали полуавтоматом.
Помимо сварочного аппарата обязательно требуются другие важные элементы. Для сварки в аргоне требуется целый пакет оборудования. При этом не обязательно все покупать, некоторые элементы можно сделать самому.
Итак, рассмотрим, что нужно для аргоновой сварки:
- Специальная горелка с вольфрамовым расходником;
- Трансформатор основного и вспомогательного вида. В качестве основного обычно применяется аппарат для дугового способа с показателем напряжения до 70 В. Вспомогательный трансформатор требуется для электропитания коммутирующих устройств;
- Осциллятор. Устройство подключается параллельно к источнику питания. Он требуется для разжигания дуги во время работы с неплавящимся вольфрамовым расходником при помощи подачи высокочастотных импульсов. В результате этого наблюдается ионизация дугового промежутка. Если показатель обычной сетевой частоты насчитывает около 55 Гц, а напряжение 220 В, то после преобразования осциллятором частота и напряжения увеличиваются до 500 кГц и 6000 В;
- Контактор. Этот элемент требуется для подачи напряжения на горелку;
- Реле. Оно осуществляет включение и отключение контактора и осциллятора;
- Аргоновый баллон, который оборудован редуктором;
- Выпрямитель. Он требуется для получения постоянного тока с показателем напряжения 24 В;
- Амперметр. Этот компонент производит измерение силы тока;
- Таймер. Осуществляет контроль времени обдува аргоном;
- Электро-газовый клапан. Он требуется для подачи постоянного или переменного тока с показателями 24 и 220 В соответственно;
- Фильтр, который выполняет контролирование высоковольтных импульсов из осциллятора;
- Аккумулятор. Он требуется для последовательного подключения в электрическую цепь для стабилизации переменного тока.
 В качестве основного обычно применяется аппарат для дугового способа с показателем напряжения до 70 В. Вспомогательный трансформатор требуется для электропитания коммутирующих устройств;
В качестве основного обычно применяется аппарат для дугового способа с показателем напряжения до 70 В. Вспомогательный трансформатор требуется для электропитания коммутирующих устройств; Этот компонент производит измерение силы тока;
Этот компонент производит измерение силы тока;Если во время аргоновой сварки используются металлы с более толстыми краями, а также требуется повышение производительности, то дополнительно во время процесса сваривания могут применяться усовершенствованные элементы:
- Специальная горелка, которая позволяет применять сразу несколько вольфрамовых электродов. Это повышает качество и прочность сварного шва, который выполняется на высокой скорости;
- Специальное приспособление для нагревания присадочной проволоки;
- Пульсирующий ток для периодических пауз его поступления, во время которых металлическая основа кристаллизуется. Если движение дуги синхронизировать с импульсами тока, то плавка выходит высокоэффективных во всех положениях в пространстве.
 Если движение дуги синхронизировать с импульсами тока, то плавка выходит высокоэффективных во всех положениях в пространстве.
Если движение дуги синхронизировать с импульсами тока, то плавка выходит высокоэффективных во всех положениях в пространстве.Особенности сварочных работ в среде аргона
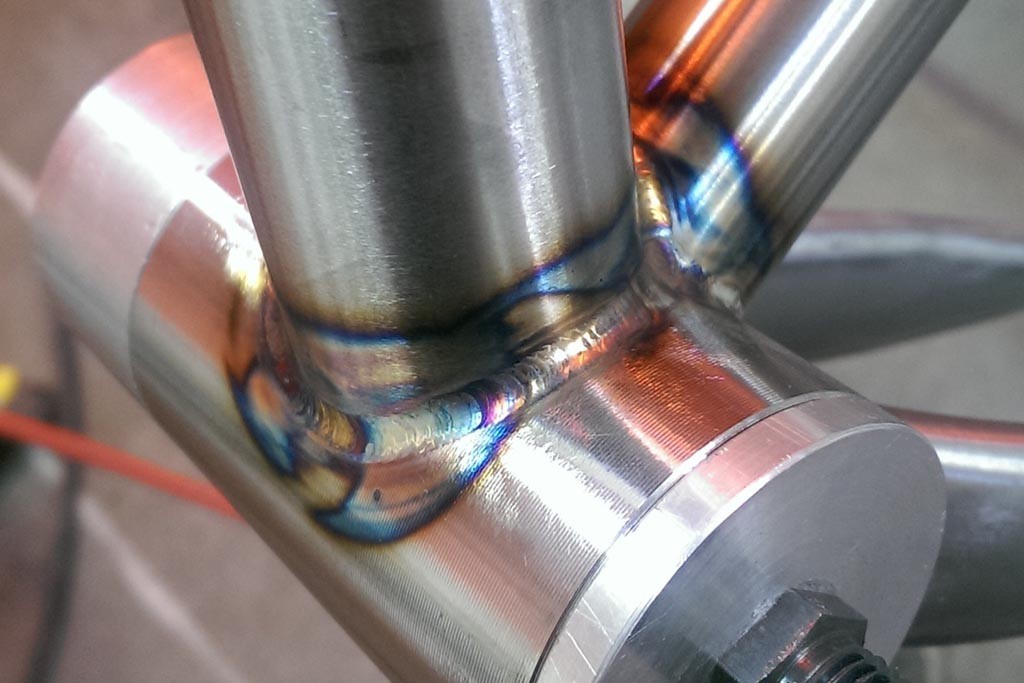
Принцип работы аргонодуговой сварки основан на соединении поверхностей рабочих металлов в среде защитного газа. В качестве рабочего элемента в данном процессе применяется горелка. В ее центральную часть вставляется электрод из вольфрамовой основы, его вылет должен быть в пределах 2-5 мм.
Фиксирование электрода внутри горелки осуществляется при помощи специального держателя. В него вставляется вольфрамовый стержень с любым требуемым диаметром. Для подачи защитного газа горелка оснащается соплом из керамической основы.
На фото ниже показан общий принцип работы аргоновой сварки.
Сварка под аргоном предполагает применять требуемую температуру, которую задает электрическая дуга. Формирование сварного шва выполняется при помощи присадочной проволоки, состав которой должен соответствовать составу обрабатываемой металлической поверхности.
Стоит изучить несколько правил принципа работы аргонно-дуговой сварки, от которых зависит прочность и качество сварного шва:
- Чем длиннее будет сварочная дуга, тем шире будет шов и меньше его глубина. Именно это снижает качество сварного соединения. По этой причине рекомендуется неплавящийся электрод держать как можно ближе к стыку свариваемых деталей;
- Чтобы сделать узкое и глубокое сварное соединение, важно чтобы электрод и горелка двигались в продольном направлении. Отклонение в сторону (поперечные движения) снижают качество сварного шва. По этой причине во время сварки требуется, чтобы сварщик был внимательным и аккуратным;
- Присадочная проволока и неплавящийся электрод должны находиться только в зоне сварочного процесса, они должны быть прикрытыми аргоном. Это предотвратит проникновение кислорода и азота внутрь сварочной зоны;
- Подача присадочной проволоки должна быть плавной и равномерной. При резкой подаче происходит сильное разбрызгивание металла. Правильная подача достаточно сложный процесс, который приходит с опытом;
- Стоит обратить внимание на важный показатель – проплавленность. В аргонной сварке он определяется самим сварочным соединением. Если он обладает округлой или выпуклой формой, то это может указывать на его низкое качество. Это означает, что проплавление поверхности было проведено недостаточно;
- Присадочная проволока подается перед горелкой с неплавящимся электродом. При этом ее подача должны выполняться под определенным углом. Данные показатели обеспечивают ровность сварного соединения и его небольшую глубину. Это позволяет полностью контролироваться сварочный процесс;
- Ни в коем случае не стоит начинать и заканчивать сварку с аргоном резко, это открывает доступ проникновения кислорода и азота в область сваривания. По этой причине необходимо начинать сварку после 15-20 секунд, как только будет начата подача в стык соединения двух металлов инертного газа. А заканчивать процесс (убирать присадочную проволоку) стоит до того момента, как будет выключена горелка. На этот процесс обычно отводится 7-20 секунд.
 Правильная подача достаточно сложный процесс, который приходит с опытом;
Правильная подача достаточно сложный процесс, который приходит с опытом; На этот процесс обычно отводится 7-20 секунд.
На этот процесс обычно отводится 7-20 секунд.Заканчивать сварочный процесс требуется снижением показателей силы тока при помощи реостата, который имеет в составе конструкции сварочного аппарата. Если будет сделано отведение горелки, то это может открыть доступ в область сваривания азота и кислорода.
Этапы проведения аргоновой сварки
Технология сварки аргоном должна проводиться правильно с учетом всех требуемых правил. Во время этого процесс обязательно должны использоваться неплавящиеся электроды.
Для проведения сварки обязательно требуется подготовить необходимые элементы:
- Источник питания;
- Горелка с вольфрамовым электродом;
- Газовый баллон с аргоном;
- Присадочная проволока.
Электрод устанавливается в держатель горелки, он должен выступать вперед на 2-5 мм. Диаметр данного компонента подбирается в зависимости от характера сварного шва, толщины соединяемых металлических деталей. Вокруг держателя электрода располагается сопло, которое осуществляет подачу электрода в область сварки при проведении работ.
Как варить аргонной сваркой? Сварочный процесс с поддувом выполняется в следующей последовательности:
- Очищение поверхности зоны сварки;
- Приведение горелки в рабочее положение – подача аргона для создания защитного слоя и розжиг дуги;
- Процесс выполнения сварного шва.
Каждый сварщик должен знать, как варить аргоновой сваркой, важные особенности данного процесса и последовательность всех действий. Перед тем как приступать к сварке стоит произвести тщательное очищение кромочной поверхности соединяемых деталей от загрязнений и оксидной пленки. Для этих целей может применяться механический и химический способ очистки, после которого производится обезжиривание поверхностей.
После этого оборудование приводится в рабочее состояние:
- Источник питания подключается к электрической сети;
- К детали, которая подлежит сварке, при помощи кнопок на горелке подается защитный газ. А сама деталь подключается к «массе»;
- При помощи высокочастотного импульса разжигается дуга. Она будет замыкать цепь между электродом и металлом сварного изделия;
- Газ должен подаваться заранее, примерно за 20 секунд перед подачей тока. Это требуется для обеспечения защитного слоя.
 Она будет замыкать цепь между электродом и металлом сварного изделия;
Она будет замыкать цепь между электродом и металлом сварного изделия;При проведении процесса ни в коем случае нельзя допускать касания вольфрамового электрода свариваемой поверхности. Он должен располагаться на минимальном расстоянии от нее (2 мм), это позволит создать малую сварочную дугу. В данной ситуации она сможет обеспечить максимальное проплавление металла по толщине.
Сразу же после разжигания дуги сварщик приступает к созданию шва в области, которая защищена аргоном. Что такое аргоновая сварка и как она производится? Рассмотрим весь процесс:
- При помощи горелки, которая располагается в правой руке, сварщик медленно ведет дугу строго по линии шва;
- Левой рукой специалист навстречу движению горелки подает присадочную проволоку в область сварки;
- Присадочная проволока должна постоянно находиться перед горелкой под небольшим углом от 150 до 300 по отношению к свариваемой поверхности;
- Электрод с горелкой должен образовывать угол в 900.

Во время выполнения ручных сварочных работ не стоит допускать резкую подачу присадочной проволоки. Это может привести к сильному разбрызгиванию металла и к образованию неровной линии сварного шва. После окончания сварочных работ подача аргона не должна прекращаться сразу, это предотвратит окисление еще не остывшего металла.
Инверторная сварка в аргоне
Что это инверторная аргоновая сварка? Этот метод считается самым востребованным видом аргонодуговой технологии. Его используют в промышленных и бытовых условиях. Во время этого процесс применяется инвертор для аргонодуговой сварки, это тип аппарата дуговой сварки, который преобразует ток из постоянного в переменный. Кроме этого оборудование обладает дополнительным преимуществом, которое состоит в адаптации к скачкам напряжения источника питания.
Инверторный сварочный аппарат обладает компактными размерами, он нетяжелый и выполнен из прочной основы. Он прекрасно подходит для проведения сварочных работ в любых условиях – дома и на производстве. Кроме этого он обладает легким управлением, с которым смогут справиться даже новички.
Кроме этого он обладает легким управлением, с которым смогут справиться даже новички.
Что можно варить инверторной аргоновой сваркой? Данная технология отлично подходит для сваривания нержавейки, меди, алюминия, цветных металлов. При помощи инвертора процесс выполняется достаточно легко, требуется только двигать горелкой вдоль шва. Если соблюдать все технологические требования, сварное соединение выходит узким и ровным.
Правильная аргоновая горелка
Главные задачи горелки состоят в подаче электроэнергии и создании газовой защиты. При проведении сварочного процесса важно выбрать правильную горелку, это также важно, как выбор правильных расходников. В аргонодуговой сварке применяется специальная горелка с неплавящимся вольфрамовым электродом – именно таким способом производится сваривание нержавеющей стали.
К главным техническим свойствам правильной горелки, в соответствии с которыми нужно ее выбирать, относят:
- Допустимые показатели сварочного тока или его мощность;
- Тип охлаждения горелки при сильных и слабых токах;
- Показатели длины кабеля;
- Наличие сопла из керамической основы и фиксатора вольфрамового электрода;
- Универсальность горелки – способность подключаться к разным сварочным аппаратам.

Принцип работы горелки в аргонной сварке состоит в следующем:
- Включается все сразу – подается газ на горелку, начинается активная циркуляция охлаждающей жидкости, а затем подключается сам сварочный аппарат;
- После того как образуется защитный слой из аргона производится поджигание дуги, осуществляется разогрев заготовок до температуры плавления, а присадочная проволока помещается в образовавшуюся рабочую ванну;
Размещение присадочной проволоки и электрода из вольфрамовой основы вдоль сварного соединения.
Розжиг дуги при разных электродах
Во время использования расплавленных электродов розжиг дуги происходит при соприкосновении электрода с изделием. Электродная проволока при касании металлического изделия начинает искрить и вокруг нее начинается активное испарение паров железа. Именно они оказывают влияние на степень ионизации аргона, они ее снижают, поэтому розжиг дуги происходит достаточно быстро и легко.
При применении неплавящихся электродов розжиг дуги таким способом будет невозможен. Дело в том, что чистый сварочный аргон обладает высоким показателем ионизации, и для розжига он требует более сильную искру. А при касании вольфрамового электрода поверхности металла ее не удается получить. Также во время ее касания происходит сильное загрязнение поверхности и ее оплавление.
Дело в том, что чистый сварочный аргон обладает высоким показателем ионизации, и для розжига он требует более сильную искру. А при касании вольфрамового электрода поверхности металла ее не удается получить. Также во время ее касания происходит сильное загрязнение поверхности и ее оплавление.
По этой причине для разжигания дуги при вольфрамовом электроде используется вспомогательный прибор, который называется осциллятором. При помощи него после включения устройства на электрод подается высоковольтное напряжение с высокой частотой импульсов, которые обеспечивают ионизацию промежутка между дугой и металлической поверхностью изделия с последующим розжигом дуги.
Обычно для создания сварного шва применяется аргонодуговая сварка с постоянным и переменным током. Если сварочный процесс выполняется в режиме переменного тока, то осциллятор выполняет роль стабилизатора, который подает импульсы в моменты замены полярности. Это обеспечивает стабильное горение сварочной дуги.
Во время сварки с применением постоянного тока на анодном и катодном конце величина выделяемого тепла может быть разной. При значении меньше 300 ампер до 70 % выделяемого тепла образуется на аноде и только 30 % на катоде.
При значении меньше 300 ампер до 70 % выделяемого тепла образуется на аноде и только 30 % на катоде.
Для обеспечения большого нагрева металла, которое приводит к его расплавлению и исключению перегрева электрода, используется прямая полярность. В этом случае самое сварное изделие является анодом, а электрод служит катодом.
А что варят аргоновой сваркой с такой схемой? Она отлично подходит для сваривания меди и ее сплавов, ее применяют для цветных металлов, исключением является алюминий и его сплавы. Для этого металла используется сварка с переменным током, которая позволяет эффективно удалить окисный поверхностный слой.
Какие аппараты применяются для аргонодуговой сварки
Чтобы понять, как работает аргонная сварка, стоит рассмотреть устройства, которые применяются при ее проведении. Оборудование может иметь разное управление и определенный принцип работы, от которого зависит скорость получения сварного шва, а также его качество.
При проведении аргонодуговой сварки могут применяться следующие аппараты:
- Сварочные трансформаторные устройства. Они работают на использовании переменного тока;
- Аппараты, выполняющие роль выпрямителей и генераторов. Они применяются для обеспечения выпрямленного (постоянного) тока при проведении сварочных работ;
- Универсальные устройства. Они предназначены для сварочных работ при постоянном и переменном токе.
 Они работают на использовании переменного тока;
Они работают на использовании переменного тока;Преимущества и недостатки аргонодуговой сварки
Рассматривая, что такое аргонодуговая сварка стоит изучить ее важные положительные и отрицательные особенности. Они оказывают влияние на проведение процесса, на свойства получаемого соединения, на его прочность и другие важные нюансы.
Среди преимуществ стоит выделить:
- Принцип аргонной сварки предполагает проведение нагрева с невысокой температурой. Именно это свойство позволяет в полной мере сохранить размеры и формы двух свариваемых изделий;
- Аргон для сварки является инертным газом, а именно он плотнее и тяжелее воздуха. Именно это обеспечивает максимальную защиту зоны сваривания;
- Тепловая мощность дуги обладает высокими показателями, именно это позволяет проводить процесс сварки за короткий промежуток времени;
- Аргонодуговая сварка обладает простой техникой проведения, которую смогут понять даже неопытные сварщики;
- Сварочный процесс позволяет соединить разные виды металлов, которые не получается состыковать при помощи других типов сварок.

Но не стоит забывать про некоторые недостатки аргонной сварки:
- В теории указывается, что сварка аргоном не должна проводиться при сильных сквозняках и ветре. Во время данных условиях происходит улетучивание часть аргонной защиты. Именно это снижает качество сварного шва. По этой причине весь процесс требуется проводить в закрытых помещениях с хорошей вентиляцией;
- Сварочное оборудование, которое применяется для сварочного процесса, обладает сложной конструкцией и тяжелым управлением. Это может усложнить проведение настройки режимов сварки;
- Если в процессе соединения потребуется высокоамперная дуга, то обязательно требуется продумать дополнительное охлаждение стыкуемых компонентов.
Что это такое аргонная сварка и для чего она нужна? Чтобы понять этот процесс и его главное назначение, стоит рассмотреть его главные особенности, характерные качества и нюансы. Данная техника может использовать для капризных и устойчивых металлов ,к примеру для сваривания меди, бронзы, алюминия и разных цветных металлов.
Проведение процесса простое и легкое, с ним сможет справиться даже начинающий сварщик. Но все же не стоит забывать про правила и главные особенности сварочных работ в аргоне.
Интересное видео
Аргонная сварка (аргонодуговая) – технология, ГОСТ, оборудование
- Преимущества и недостатки технологии
- Технологические особенности сварки
- Оборудование для сварки
- Особенности оборудования
- Самостоятельное выполнение сварочных работ
- Экономическая выгода от выполнения сварки своими силами
Аргонная сварка — это распространенная технология, которая чаще всего используется, когда необходимо выполнить соединение деталей из алюминия, а также его сплавов. Аргонодуговая сварка представляет собой оптимальную технологию при необходимости соединения алюминиевых деталей, так как данный газ эффективно защищает сварочную ванну, а также расплавленный присадочный материал от негативного воздействия кислорода, содержащегося в окружающем воздухе.
Процесс аргонной сварки
Преимущества и недостатки технологии
Как известно любому специалисту-сварщику, варить алюминий очень проблематично именно по причине того, что на поверхности данного металла при его контакте с кислородом формируется оксидная пленка, отличающаяся значительной температурой плавления. Аргонодуговая сварка как раз и дает возможность эффективно защищать поверхность соединяемых деталей, а также сварочной ванны от негативного воздействия кислорода. Аргон, благодаря своим характеристикам, полностью вытесняет кислород из зоны выполнения сварки, из-за чего данный процесс протекает максимально эффективно.
Сварочный шов, выполненный в защитной среде аргона
Сварка в среде аргона успешно используется не только при работе с деталями из алюминия, но и с изделиями из других металлов: чугуна, нержавеющей стали, титана, меди, серебра, золота и др. Основными причинами, по которым сварка по подобной технологии пользуется большой популярностью, являются следующие:
- высокое качество формируемых сварных соединений, в швах которых отсутствуют поры и посторонние примеси;
- при осуществлении такой сварки соединяемые детали нагреваются очень незначительно, что минимизирует риск их деформации;
- скорость аргонной сварки, благодаря высокой температуре сварочной дуги, достаточно высока, что делает данную технологию очень эффективной и экономичной;
- шов, получаемый при осуществлении аргонной сварки, отличается равномерной глубиной проплавления;
- по данной технологии можно эффективно выполнять сварку деталей из таких металлов, которые другими методами сварки не соединяются.
Аргонодуговая сварка дает возможность получать аккуратные и красивые сварные швы, что имеет большое значение во многих ситуациях.
Выполненное посредством аргонной сварки соединение фланца с трубой из нержавеющей стали
Из недостатков, которыми данная технология также обладает, можно выделить следующие:
- необходимость использования достаточно сложного оборудования и осуществления его точной настройки;
- для выполнения аргонной сварки от специалиста требуется наличие соответствующих навыков и опыта.
Технологические особенности сварки
Наиболее знакомым всем примером использования сварки, выполняемой в среде аргона, выступает реставрация автомобильных дисков, изготовленных из легких сплавов, выполненных на основе алюминия. В процессе такой реставрации на автомобильных дисках завариваются трещины, полученные ими в процессе жесткой эксплуатации. Выполнить такую процедуру при помощи других методов соединения металла практически невозможно, поэтому технология аргонодуговой сварки в данной ситуации является практически безальтернативной.
Ремонт легкосплавных автомобильных дисков с помощью аргонной сварки
Технология выполнения аргонной сварки предполагает использование неплавящегося электрода, который изготавливается из вольфрама. Данный металл, как известно, обладает уникальными характеристиками: температура его плавления составляет 3410 градусов, кипения — 5900 градусов, и даже пребывая в раскаленном состоянии, он сохраняет свою исключительную твердость. Что важно, при выполнении одного метра сварного шва расходуется всего несколько сотых долей грамма вольфрама.
Стойкость неплавящихся электродов, выполненных из вольфрама, становится еще выше, если легировать данный материал оксидами редкоземельных металлов: церия, лантана, иттрия, тория, циркония и др. Электрод из вольфрама располагается в центре керамического сопла, через которое в зону выполнения сварочных работ подается защитный газ.
Параметры востребованных вольфрамовых электродов зарубежного производства (нажмите для увеличения)
Принцип выполнения сварочных работ, предполагающих использование неплавящегося электрода и защитного газа, заключается в следующем.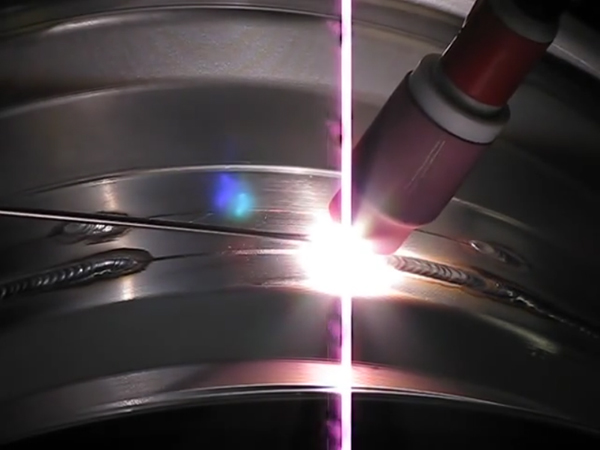
- К соединяемым деталям, как и при выполнении обычной дуговой сварки, подключается масса.
- Если выполняется ручная аргонодуговая сварка, то сварщик в правой руке удерживает горелку с неплавящимся электродом, а в левой — присадочный материал, из которого и формируется сварной шов.
- При нажатии кнопки на держателе между вольфрамовым электродом и поверхностью соединяемых деталей зажигается электрическая дуга, которая обеспечивает плавление кромок соединяемых деталей и присадочного материала. Такая дуга, по сути, является основным инструментом, используемым при выполнении аргонной сварки.
- В отличие от принципа выполнения обычной электросварки, соединение деталей из алюминия при помощи вольфрамового электрода и присадочного прутка не предполагает совершение последним поперечных движений, а только выполняемых в продольном направлении.
В качестве присадочного используется металл, по своему химическому составу максимально соответствующий составу материала, из которого изготовлены соединяемые детали.
 Основным назначением такого материала является заполнение зазора между соединяемыми деталями и, соответственно, формирование сварного шва.
Основным назначением такого материала является заполнение зазора между соединяемыми деталями и, соответственно, формирование сварного шва.Тепловая энергия, которая необходима для плавления кромок соединяемых деталей и присадочного материала, формируется при помощи электрической дуги, горящей между электродом и поверхностью соединяемых деталей. Зона сварки, в которую нельзя допускать поступления азота и кислорода из окружающего воздуха, защищается при помощи аргона, вытесняющего данные газы из рабочей области.
Такая сварка по принципу своей работы представляет собой гибрид электрической и дуговой сварки. От электрической эта сварка получила дугу, создающую тепловую энергию, а от газовой — принцип защиты зоны сварки, для которой используется инертный газ аргон.
Оборудование для сварки
Одними из важнейших элементов для выполнения аргонной сварки являются горелки, наиболее популярными моделями которых являются РГА. Требования к таким горелкам, выбираемым в соответствии с силой сварочного тока и диаметром используемых электродов, оговариваются в ГОСТ 5.917-71.
Требования к таким горелкам, выбираемым в соответствии с силой сварочного тока и диаметром используемых электродов, оговариваются в ГОСТ 5.917-71.
Габаритные размеры и технические параметры горелок должны соответствовать требованиям стандарта
Наиболее распространенными моделями горелок, выпускаемых в соответствии с требованиями данного ГОСТ, являются РГА-150 и РГА-400. Первые могут использоваться со сварочными токами со значением до 200А, у них естественное охлаждение, а диаметр электродов, с которыми они способны работать, находится в пределах 0,8–3 мм. Горелки второго типа, согласно требованиям ГОСТ, могут работать со сварочными токами до 500А, они отличаются водяным охлаждением, а электроды, использующиеся вместе с ними, имеют диаметр 4–6 мм. Требования данного ГОСТ также оговаривают параметры горелок, которые изготавливаются из керамических материалов.
Горелки, которые также называют соплами, могут иметь различную форму: цилиндрическую, коническую, профилированную. При выполнении аргонной сварки внутри помещений, где нет ветра, используют горелки конической и цилиндрической формы и небольшого диаметра. Если сварка выполняется на открытом воздухе, то применяют профилированное или цилиндрическое сопло, диаметр выходного отверстия у которого увеличен. Также имеется и удлиненный тип горелок, используемых в том случае, если аргонную сварку выполняют в труднодоступных местах.
При выполнении аргонной сварки внутри помещений, где нет ветра, используют горелки конической и цилиндрической формы и небольшого диаметра. Если сварка выполняется на открытом воздухе, то применяют профилированное или цилиндрическое сопло, диаметр выходного отверстия у которого увеличен. Также имеется и удлиненный тип горелок, используемых в том случае, если аргонную сварку выполняют в труднодоступных местах.
Сварка, осуществляемая в среде защитного газа аргона, может отличаться различным уровнем автоматизации технологического процесса. В зависимости от данного параметра, аргонную сварку подразделяют на следующие виды:
- ручная;
- механизированная;
- автоматизированная;
- роботизированная.
Естественно, что оборудование, используемое в каждом конкретном случае, а также стоимость выполнения технологических операций, будут отличаться.
Многофункциональный сварочный пост для промышленного использования
Для каждого из вышеперечисленных типов работ характерны свои особенности, которые заключаются в следующем.
- Ручная сварка в аргонной среде. При выполнении такой сварки перемещение горелки и подача сварочной проволоки осуществляются вручную. Электрическая дуга, за счет которой осуществляется плавление кромок соединяемых деталей и присадочной проволоки, создается при помощи неплавящегося вольфрамового электрода.
- Сварка механизированного типа, выполняемая в среде аргона. Технологический процесс данного типа предполагает, что горелкой сварщик управляет вручную, а присадочная проволока подается в зону сварки в механизированном режиме.
- При выполнении автоматизированной аргонной сварки как подача присадочной проволоки, так и движение горелки, осуществляются в автоматизированном режиме, а контроль за данными процессами осуществляет оператор.
- При использовании роботизированного оборудования участие в технологическом процессе человека сведено к минимуму. Все режимы выполнения аргонной сварки в данном случае контролирует автоматика.

Работа механизированной сварочной каретки
Особенности оборудования
Оборудование, при помощи которого выполняют сварку в среде защитного газа аргона, подразделяется на несколько основных категорий:
- оборудование специального типа;
- универсальное;
- специализированного назначения.
Наиболее востребованным как в производственных, так и в домашних условиях, является оборудование универсального типа, которое позволяет использовать всевозможные режимы аргонной сварки и качественно выполнять соединения деталей различного типа.
Самодельный сварочный стол
Так называемый сварочный пост, на котором осуществляют сварку в среде защитного газа при помощи неплавящегося электрода, должен быть оснащен следующим основным и вспомогательным оборудованием:
- источником постоянного или переменного тока;
- комплектом горелок, которые используются при работе с токами разного типа;
- специальным устройством, называемым осциллятор, которое обеспечивает быстрое зажигание сварочной дуги и ее поддержание в стабильном состоянии;
- оборудование, которое отвечает за управление сварочным процессом, а также за безопасность сварщика и защиту сварочного аппарата;
- устройства, обеспечивающие стабильность параметров сварочного тока.

В последнее время все чаще используются инновационные методики аргонной сварки. Такие методики, естественно, требуют использования дополнительного оборудования, позволяющего не только повысить эффективность выполнения процесса сварки, но и значительно улучшить качество формируемого соединения. Такие технологии, кроме того, дают возможность сваривать детали, отличающиеся значительной толщиной.
К одной из таких методик, которая в последнее время приобретает все большую популярность, относится сварка с использованием пульсирующего тока. В тот момент, когда импульс тока поступает в зону сварки, кромки соединяемых деталей и присадочный материал расплавляются, а в паузах между такими импульсами они кристаллизуются. Такие импульсы при помощи автоматизированной системы управления сварочным аппаратом синхронизируются с перемещением сварочной дуги, что и обеспечивает формирование качественного соединения. Кроме того, воздействие на соединяемые детали короткими импульсами сварочного тока исключает риск их перегрева и, как следствие, последующего коробления.
Кроме того, воздействие на соединяемые детали короткими импульсами сварочного тока исключает риск их перегрева и, как следствие, последующего коробления.
Среди современного оборудования, используемого для выполнения сварки в среде защитного газа, следует отметить модели, где реализована функция подогрева присадочной проволоки перед ее подачей в сварочную зону. Такая опция позволяет получать качественные и надежные сварные соединения.
Сварка с подачей «горячей» присадочной проволоки (TIG Hot-Wire)
На современном рынке также можно приобрести модели устройств, сварочные работы которыми выполняются при помощи нескольких неплавящихся электродов. Такое усовершенствование позволяет не только выполнять аргонную сварку с высокой скоростью, но и получать при этом качественные сварные соединения. Для того чтобы реализовать в оборудовании для аргонной сварки такие и многие другие опции, достаточно оснастить его дополнительными блоками и навесными приспособлениями.
Но, конечно, самым распространенным устройством, успешно используемым для выполнения сварочных работ в среде аргона, является инвертор. Такое универсальное устройство, которое может одинаково успешно применяться и в производственных условиях, и в быту, позволяет выполнять качественные сварные соединения даже сварщикам, не обладающим высокой квалификацией и большим опытом работы. Существенными плюсами использования таких устройств является и то, что они достаточно просты в освоении и не вызывают больших сложностей в эксплуатации и обслуживании.
Самостоятельное выполнение сварочных работ
Чтобы всегда иметь возможность выполнять аргонную сварку, кроме самого сварочного аппарата — инвертора или трансформаторного устройства, понадобятся:
- горелки, в которых будет устанавливаться вольфрамовый электрод;
- баллон, где будет находиться защитный газ;
- клапаны и редуктора, с помощью которых станет регулироваться подача защитного газа;
- защитные средства: специальная маска, перчатки и др.

Защитная маска сварщика с автоматическим светофильтром
Перед выполнением аргонной сварки поверхности соединяемых деталей следует тщательно очистить от загрязнений, масла, жировых пятен, оксидной пленки: в случае, когда варить необходимо детали из алюминия и сплавов на основе данного металла. Для совершения такой очистки используются органические растворители, а оксидную пленку удаляют при помощи металлической щетки или шлифовальной машинки.
Прежде чем зажечь сварочную дугу, необходимо включить подачу защитного газа, что выполняется за 7–10 секунд до начала процесса. Также после окончания сварки необходимо подождать несколько секунд (5–7) и только после этого выключить подачу газа.
Неплавящийся электрод при выполнении аргонной сварки располагается как можно ближе к поверхности соединяемых деталей, что обеспечивает высокую стабильность электрической дуги и качественный проплав кромок соединяемых деталей.
Как уже говорилось выше, поперечные движения присадочной проволокой не совершаются, она двигается только вдоль будущего сварного шва. Что важно, присадочную проволоку перемещают впереди горелки.
Что важно, присадочную проволоку перемещают впереди горелки.
Чтобы кратер сформированного сварного шва отличался высокой надежностью, его заваривают при пониженной силе тока, для чего используют реостат.
Регулятор сварочного тока
Выполняя аргонную сварку, крайне важно следить за тем, чтобы электрод и присадочная проволока не выходили за пределы зоны действия защитного газа. Если пренебречь этим требованием, то можно столкнуться с тем, что сварной шов будет выполнен некачественно.
Экономическая выгода от выполнения сварки своими силами
Услуги по выполнению аргонной сварки сегодня предоставляют многие компании и частные мастера. Стоимость таких услуг, которые трудно назвать дешевыми, зависит от объема и сложности предстоящих сварочных операций, используемого оборудования, квалификации специалиста.
Если потребность в выполнении аргонной сварки у вас постоянная, то можно серьезно сэкономить на стоимости профессиональных услуг, если приобрести соответствующее оборудование и выполнять сварку самостоятельно. О правильности подобного решения говорит и тот факт, что освоить азы аргонной сварки можно за достаточно короткий промежуток времени. Но, конечно, если потребность в выполнении такой сварки у вас возникает нечасто, то лучше воспользоваться услугами специалистов, которые имеют в своем распоряжении все необходимое для того, чтобы оперативно и качественно осуществить подобный технологический процесс.
О правильности подобного решения говорит и тот факт, что освоить азы аргонной сварки можно за достаточно короткий промежуток времени. Но, конечно, если потребность в выполнении такой сварки у вас возникает нечасто, то лучше воспользоваться услугами специалистов, которые имеют в своем распоряжении все необходимое для того, чтобы оперативно и качественно осуществить подобный технологический процесс.
И, напоследок, интересное видео о нюансах аргонодуговой сварки различных металлов и особенностях ее применения на практике.
Argon Welding Stok Fotoğraf, Resimler ve Görseller
Görsel
- Görsel
- Fotoğraf
- İllüstrasyon
- Vektörler
- Video
1.
 992 argon welding stok fotoğraf ve görselini inceleyin veya daha fazla stok fotoğraf ve görsel keşfetmek için йени бир арама başlatın.
992 argon welding stok fotoğraf ve görselini inceleyin veya daha fazla stok fotoğraf ve görsel keşfetmek için йени бир арама başlatın.Код:
En popüler
kaynak argon, ön plan metal üzerinde sonuç kaynağı – аргонная сварка stok fotoğraflar ve resimlerKaynak Argon, ön Plan Metal Metal üzerinde Sonuç Kaynağı
Аргрон -Арк Кайна -Иль -Иль -Маскин Кайнакларла Эркек – Аргорон Стиль -Стигон Стигона Стигона -Стигона Стигона -Стигона -Стигона -Стигона Стигона -Стигона -Стигона -Стигона -Стигона -Стигона -Стигона -Стигона -Стигона -Стигона -Стигона -Стигона -Стигона -Стигона -Стигона -Стигона -Стигона -Стигона -Стигона -Стигона -Стигона -Стигона -Стигона -Стигона Стигона. ve resimlerTIG сварка труб из полированной нержавеющей стали
çelik levha birleştirilen boru işlemi ark tarafından kaynak. gökkuşağı color.with kopya alanı – аргонная сварка stok fotograflar ve resimler Челик левха бирлештирилен бору ишлеми арк тарафындан кайнак. gökku
gökku
Kaynak hizmetleri düz çizgi simgeler. Silindir metal ürünler, чели
damalı kırmızı gömlekli genç adam kaynak bir demir atölyesinde bir maske ile gözlerini korumak için tarımsal kaynak kullanarak paslanmaz çelik boru kaynak. современный кайнак йёнтемлери. – аргонная сварка stok fotograflar ve resimlerDamalı kırmızı gömlekli genç adam kaynak bir demir atölyesinde…
kaynakçı kaynak paslanmaz çelik tank sanayi – argon welding stok fotoğraflar ve resimlerKaynakçı kaynak paslanmaz çelik tank sanayi
endüstriyel robotlar ara fabrikada otomotiv parça hareket vardır – argon welding stok fotoğraflar ve resimlerEndüstriyel robotlar ara fabrikada otomotiv parça hareket vardır
mekanik veya kaynakçı egzoz borusu kaynak tarafından bir araba egzoz sistemi sabitleme – аргонная сварка stok fotograflar ve resimler Mekanik veya kaynakçı egzoz borusu kaynak tarafından bir araba. ..
..
Набор иконок для металлообработки. Сварка, заточка, шлифовка, сверление,…
ince hat gaz silindir simgesi – аргонная сварка стоковые иллюстрацииince hat gaz silindir simgesi
аргонно-дуговая сварка сварщик на рабочем месте сваривает деталь – аргонная сварка stok fotoğraflar ve resimlerСварщик аргонно-дуговой сварки на рабочем месте сваривает деталь
Сварщик в лицевой маске сваривает аргонно-дуговой сваркой нержавеющей стали, промышленный рабочий на заводе сваривает стальную конструкцию, сварщик сваривает вольфрам в среде инертного газа. – argon welding stok fotoğraflar ve resimlerWelder in face mask welds with argon arc stainless steel welding,
kaynakçı kaynak paslanmaz çelik büyük boru – argon welding stok fotoğraflar ve resimlerKaynakçı kaynak paslanmaz çelik büyük boru
kaynakçı boru hattını kaynaklıyor. – аргонная сварка stok fotograflar ve resimler
– аргонная сварка stok fotograflar ve resimlerKaynakçı boru hattını kaynaklıyor.
kaynakçı gaz tungsten ark kaynak yöntemi (тестовая позиция: 6g veya h-l045) ile kaynakçı niteliği için boru kaynak olduğunu. – Аргорон Сток Фотографляр В.Е. РеймлерКайнакчи Газ вольвался Арк Кайнак Йонтема (тест Позисёну: 6G …
Кайнак Хизметлери Дюз -Симгелер. kaynakçı hizmetleri sanayi ince işareti – аргонная сварка стоковые иллюстрацииKaynak hizmetleri düz çizgi simgeler. Silindir metal ürünler, celi
Аппарат для аргоновой сварки крупным планом – аргонная сварка stok fotoğraflar ve resimlerАппарат для аргонной сварки крупным планом
çelik levha birleştirilen boru işlemi ark tarafından kaynak. gökkuşağı color.with копия alanı – аргонная сварка stok fotograflar ve resimlerÇelik levha birleştirilen boru islemi ark tarafından kaynak. gökku
argon makinesi ile kaynakçı sanayi işçisi kaynak – аргонная сварка stok fotograflar ve resimlerArgon makinesi ile kaynakçı sanayi işçisi kaynak
TIG сварка полированных труб из нержавеющей стали – аргонная сварка stok fotoğraflar ve resimlerTIG сварка полированных труб из нержавеющей стали сварочный аппарат
elektrikli ark kaynak makinesi kullanılarak metal kaynak celiği işleri – аргонная сварка stok fotograflar ve resimlerElektrikli ark kaynak makinesi kullanılarak metal kaynak celiği iş
elektrikli ark kaynak makinesi kullanılarak metal kaynak çeliği işleri – argon welding stok fotoğraflar ve resimlerElektrikli ark kaynak makinesi kullanılarak metal kaynak çeliği iş
damalı kırmızı gömlekli genç adam kaynak bir demir atölyesinde bir maske ile gözlerini korumak için tarımsal kaynak kullanarak paslanmaz çelik boru kaynak . современный кайнак йёнтемлери. – аргонная сварка stok fotograflar ve resimler
современный кайнак йёнтемлери. – аргонная сварка stok fotograflar ve resimlerDamalı kırmızı gömlekli genç adam kaynak bir demir atölyesinde…
i̇şçi ara araba fabrikasında otomotiv parça – аргонная сварка stok fotograflar ve resimlerİşçi ara araba fabrikasında otomotiv parça
Сварка обода колеса от алюминиевого автомобиля – аргонная сварка stok fotoğraflar ve resimlerСварка обода колеса от алюминиевого автомобиля
Сварка металла – аргонная сварка stok fotoğraflar ve resimlerMetal0 Strong Weld
Metal0 Strong Weld 3 полированной трубы из нержавеющей стали – аргонная сварка stok fotoğraflar ve resimler
TIG сварка полированной трубы из нержавеющей стали
карбондиокситли цилиндр. endüstri için sıkıştırılmış gaza sahip tanklar. sıvılaştırılmış oksijen uretimi. фабрика – аргонная сварка stok fotograflar ve resimlerКарбондиокситли Цилиндр. Endüstri için sıkıştırılmış gaza sahip…
сварочная дуга аргон рабочий мужчина отремонтированный металл сварка искры промышленное строительство резервуар из нержавеющей стали – аргонная сварка stok fotoğraflar ve resimler сварочная дуга аргон рабочий мужчина отремонтированный металл сварка искры. ..
..
Kadın TIG kaynakçı
işçi. – аргонная сварка stok fotograflar ve resimlerkadın tig kaynakçı – аргонная сварка stok fotograflar ve resimlerKadın TIG kaynakçı
kaynak hizmetleri düz glif simgeler. silindir metal ürünler, çelik, paslanmaz çelik lazer kesim, imalat, güvenlik ekipmanları. кайнакчи ичин санайи ишарети. katı siluet piksel mükemmel 64 x 64 – аргонная сварка стоковые иллюстрацииKaynak hizmetleri düz glif simgeler. Silindir metal ürünler, çelik
şantiyede çalışan işçi portresi – argon welding stok fotoğraflar ve resimlerŞantiyede çalışan işçi portresi
biyokimyasal endüstri için sıkıştırılmış konteyner tankında sıvı azot ve argonun önünde dururken fabrikadaki soğutma sıvı sistemini kontrol etmek için dijital tablet kullanan asyalı endüstriyel işçi – argon сварочные работы stok fotograflar ve resimlerBiyokimyasal endüstri için sıkıştırılmış konteyner tankında sıvı…
argon koruyucu gaz olarak metal yarı otomatik kaynak üretim işleminde kaynak sırasında kıvılcım – argon welding stok fotoğraflar ve resimlerargon koruyucu gaz olarak metal yarı otomatik kaynak üretim işlemi
male worker metal cutting spark on Стальная пластина дна резервуара со вспышкой режущего света крупным планом носить защитные перчатки и маску – аргонная сварка stok fotoğraflar ve resimler Рабочий-мужчина, режущий искру металла на стальной пластине дна резервуара с. ..
..
TIG сварка алюминиевой детали для легкового автомобиля kaynak kaynak takım robotları
kaynakçı kaynak paslanmaz çelik büyük boru – аргонная сварка stok fotograflar ve resimlerKaynakçı kaynak paslanmaz çelik büyük boru
mavi uniformalı işçasi işçasi – аргонная сварка stok fotograflar ve resimlerMavi üniformalı ishci iş parçasını kaynaklıyor.
endüstriyel fotoğraf – argon welding stok fotoğraflar ve resimlerEndüstriyel fotoğraf
takım robot fabrikasında otomotiv bölümü kaynak – argon welding stok fotoğraflar ve resimlerTakım robot fabrikasında Otomotiv bölümü kaynak
kadın tig kaynakçı – argon welding stok fotoğraflar ve resimlerKadın TIG kaynakçı
kaynakçı kaynak paslanmaz çelik tank sanayi – аргонная сварка stok fotograflar ve resimlerKaynakçı kaynak paslanmaz çelik tank sanayi
ark kaynak makinesi ile çalışan metal kaynakçı. – аргонная сварка stok fotograflar ve resimler
– аргонная сварка stok fotograflar ve resimlerArk kaynak makinesi ile çalışan metal kaynakçı.
elektrikli ark kaynak makinesi kullanılarak metal kaynak çeliği işleri – argon welding stok fotoğraflar ve resimlerElektrikli ark kaynak makinesi kullanılarak metal kaynak çeliği iş
robot ara otomotiv endüstriyel metal parça – argon welding stok fotoğraflar ve resimlerRobot ara otomotiv endüstriyel metal parça
argon -ark kaynağı ile yüz maskesi kaynak erkek – аргонная сварка stok fotoğraflar ve resimlerArgon-ark kaynağı ile yüz maskesi kaynak erkek
close-up argon welding machine – argon welding stok fotoğraflar ve resimlerClose-up argon welding machine
kadın tig kaynakçı – argon welding stok fotoğraflar ve resimlerKadın TIG kaynakçı
red acetylene cylinder для газовой резки металла на стройплощадке – аргонная сварка stok fotoğraflar ve resimlerКрасный ацетиленовый баллон для газовой резки металла на стройке…
аппарат для аргонной сварки крупным планом – аргонная сварка stok fotoğraflar ve resimlerАппарат для аргоновой сварки крупным планом
Регулятор аргона и углекислого газа – аргонная сваркаРегулятор аргона и углекислого газа
kaynak аргон – аргонная сваркаkaynak argon
мужчина в маске для сварки с аргонно-дуговая сварка – аргонная сварка stok fotoğraflar ve resimlerМужчина в лицевой маске швы с аргонно-дуговой сваркой
аргон ile paslanmaz çelik boruların kaynak. – аргонная сварка stok fotograflar ve resimler
– аргонная сварка stok fotograflar ve resimlerArgon ile paslanmaz çelik boruların kaynak.
kaynakçı çalışma – аргонная сварка stok fotograflar ve resimlerKaynakçı çalışma
/341.736 Аргонная сварка Стоковые фото, картинки и изображения
Tig сварщик приваривает колено к полированной трубе из нержавеющей сталиPREMIUM
Сварка нержавеющей стали аргонно-дуговой сваркой. сварка т.и.г. цветной сварочный шов. фото в высоком качествеPREMIUM
Работы аргонной сваркойPREMIUM
Сварка нержавеющих сталей аргонодуговой сваркой. сварка т.и.г. цветной сварочный шов. фото высокого качестваПРЕМИУМ
Сварка нержавеющих сталей аргонно-дуговой сваркой. сварка т.и.г. цветной сварочный шов. фото высокого качестваPREMIUM
Умелый слесарь работает с плазменным сварочным аппаратом на заводе в средствах защиты. производство металлоконструкций и техническое обслуживание конструкций с использованием концепции ручного труда. ai generativePREMIUM
Углекислотный баллон с редуктором промышленной газовой баллонной системы. PREMIUM
PREMIUM
Сварка нержавеющей стали аргонодуговой сваркой. сварка т.и.г. цветной сварочный шов. фото высокого качестваПРЕМИУМ
Сварка нержавеющей стали в процессе производства. ПРЕМИУМ
Сварщик в сталелитейной промышленности. Производство металлоконструкций и техническое обслуживание конструкций с помощью концепции ручного труда. ПРЕМИУМ
Сварщик по металлу, работающий с аппаратом для дуговой сварки для сварки стали на заводе с использованием защитного снаряжения. Производство металлоконструкций и обслуживание строительных конструкций по концепции ручного труда. ПРЕМИУМ
Сварка нержавеющих сталей аргонно-дуговой сваркой. сварка т.и.г. цветной сварочный шов. фото высокого качестваPREMIUM
Сварка металла Сталелитейные заводы с использованием аппарата электродуговой сварки для сварки стали на заводе. Производство металлоконструкций и техническое обслуживание строительства с помощью концепции ручного труда. ПРЕМИУМ
Сварщик, мастер, монтаж технической стали, сварщик промышленной стали на заводе, ПРЕМИУМ
Набор иконок сварки на белом фоне. векторная иллюстрацияПРЕМИУМ
векторная иллюстрацияПРЕМИУМ
Умелый рабочий-металлист, работающий с аппаратом плазменной сварки на заводе в защитном снаряжении. производство металлоконструкций и техническое обслуживание конструкций с использованием концепции ручного труда. ai generativePREMIUM
Двигатель механизма подачи проволоки сварочного аппарата MIG MAG, набор для сборки проволоки. Selective focusPREMIUM
Сварочный аппарат Tig для сварки алюминиевых деталей автомобиляPREMIUM
Сварщик сваривает автомобильную деталь на заводеPREMIUM
Сварка трубы из нержавеющей стали завершена в технологическом газе вольфрама дуговая сварка (gtaw)ПРЕМИУМ
Сварщик TIG сваривает алюминиевую часть автомобиляPREMIUM
Крупный план линии сварки в голубом фоне. концепция производства конструкции.PREMIUM
Сварка нержавеющих сталей аргонно-дуговой сваркой. сварка т.и.г. цветной сварочный шов. фото высокого качестваPREMIUM
Молодой парень-сварщик в красной клетчатой рубашке сваривает трубу из нержавеющей стали с помощью агрономической сварки, чтобы защитить глаза маской в железоделательной мастерской. современные методы сварки.PREMIUM
современные методы сварки.PREMIUM
Сварка нержавеющих сталей аргонно-дуговой сваркой. сварка т.и.г. цветной сварочный шов. фото в высоком качествеPREMIUM
Сварка нержавейки аргонно-дуговой сваркой. сварка тиг. цветной сварочный шов.ПРЕМИУМ
Сварщик аргонодуговой сварки гофры выхлопной системы легкового автомобиля. ацетилен-кислородная горелка или наконечник для сварки нагрев обжиг резка пайка пайка в промышленностиPREMIUM
Рабочий в каске с пламенем, сваривающий стальную часть мотоцикла с помощью аппарата для аргоновой сварки и перчаток в гаражеPREMIUM
Рабочий в каске с пламенем, сваривающий стальную часть мотоцикла с помощью аппарата для аргоновой сварки и перчаток в гаражеPREMIUM
Сварка нержавейки аргонно-дуговой сваркой. сварка т.и.г. цветной сварочный шов. фото высокого качестваPREMIUM
Сварщик Tig сваривает алюминиевую часть автомобиляPREMIUM
Набор иконок сварки, изолированных на черном. векторная иллюстрацияПРЕМИУМ
Сварной шов на вентиляционных трубах из нержавеющей стали. металлургическая промышленность. крупный план.PREMIUM
металлургическая промышленность. крупный план.PREMIUM
Сварной шов. сварка двух Y-образных профилей. завод сварочных работ.ПРЕМИУМ
Сварка нержавеющих сталей аргонно-дуговой сваркой. сварка т.и.г. цветной сварочный шов. фото высокого качестваPREMIUM
Контроль основных параметров сварки в среде защитного газа, осуществляемый с помощью искусственного интеллекта и использование интернета вещей для качественного изготовления продукцииPREMIUM
Сварной шов на вентиляционных трубах из нержавеющей стали. металлургическая промышленность. close-up.PREMIUM
Специалист по сварке приваривает трубу к радиатору небольшого автомобиля. PREMIUM
Сварочные услуги. сварочные услуги плоская иллюстрация, знак, символPREMIUM
Использование полуавтоматической аргоновой сварки в среде защитного газа полуавтоматический рабочий работает по сварке металлаPREMIUM
Рабочий в каске с пламенем, сваривающий стальную часть мотоцикла с помощью аргонового сварочного аппарата и перчаток в гаражеPREMIUM
Логотип Сварщик в маске, выполняющий аргонную сварку металла. дизайн логотипа аргонной сварки. изолированные на белом фоне. векторная иллюстрацияPREMIUM
дизайн логотипа аргонной сварки. изолированные на белом фоне. векторная иллюстрацияPREMIUM
Сварной шов на вентиляционных трубах из нержавеющей стали. металлургическая промышленность. крупный план.PREMIUM
Логотип Сварщик в маске, выполняющий аргонную сварку металла. дизайн логотипа аргонной сварки. изолированные на черном фоне. векторная иллюстрацияPREMIUM
Сварка нержавеющей стали аргонно-дуговой сваркой. сварка т.и.г. цветной сварочный шов. фото высокого качестваПРЕМИУМ
Сварной шов на вентиляционных трубах из нержавеющей стали. металлургическая промышленность. крупный план.PREMIUM
Крупный план прихваточного шва между трубой и фланцем.Подгонка трубопровода перед сваркой вольфрамовым электродом в среде инертного газа (tig).PREMIUM
Сварщик TIG сваривает алюминиевую часть автомобиляPREMIUM
Рабочий в каске с Сварка пламенем стальной части мотоцикла с помощью аппарата для аргонной сварки и перчаток в гаражеPREMIUM
Рабочий в каске с пламенем, сваривающий стальную часть мотоцикла с помощью аппарата для аргонной сварки и перчаток в гаражеPREMIUM
Сварка нержавеющих сталей аргонно-дуговой сваркой. сварка т.и.г. цветной сварочный шов. фото высокого качестваPREMIUM
сварка т.и.г. цветной сварочный шов. фото высокого качестваPREMIUM
Черный значок газового баллона с теньюPREMIUM
Сварщик TIG выполняет сварочный ремонт диска от автомобиляPREMIUM
Сварка нержавейки аргонодуговой сваркой. сварка т.и.г. цветной сварочный шов. фото высокого качестваPREMIUM
Работник металлургической промышленности, работающий на заводе, в защитной маске во время пандемии коронавируса или covid19.PREMIUM
Горелки для различных методов сваркиPREMIUM
Сварочный пистолет MIG/MAG, кожаные перчатки и сварочная маска на металлическом столеPREMIUM
Рабочий, сваривающий нержавеющую трубу с помощью горелки TIG. сварка вольфрамовым электродом в среде инертного газа.PREMIUM
Работа с аргонной сваркойPREMIUM
Рабочий в каске с пламенем, сваривающий стальную часть мотоцикла с помощью аппарата для аргоновой сварки и перчаток в гаражеPREMIUM
Сварка нержавейки аргонодуговой сваркой. сварка тиг. цветной сварочный шов. ПРЕМИУМ
ПРЕМИУМ
Сварка нержавеющих сталей аргонно-дуговой сваркой. сварка т.и.г. цветной сварочный шов. фото высокого качестваPREMIUM
Рабочий в каске с пламенем, сваривающий стальную часть мотоцикла с помощью аппарата для аргоновой сварки и перчатках в гаражеPREMIUM
Векторное изображение оборудования для аргонно-дуговой сварки: баллон и манометрыPREMIUM
Рабочий, сваривающий металл с искрой полуавтоматическая сварка в среде аргона с использованием сварочного аппарата PREMIUM
Значок сварочных работ. изометрическая иллюстрация сварочных работ векторная icon для webPREMIUM
Сварка нержавеющих сталей аргонно-дуговой сваркой. сварка т.и.г. цветной сварочный шов. фото высокого качестваPREMIUM
Рабочий в каске с пламенем, сваривающий стальную часть мотоцикла с помощью аппарата для аргоновой сварки и перчатках в гаражеPREMIUM
Рабочий в каске с пламенем, сваривающий стальную часть мотоцикла с помощью аппарата для аргоновой сварки и перчатках в гараже гаражPREMIUM
Мужчина в маске сваривает аргонно-дуговой сваркойPREMIUM
Рабочие металлургической промышленности, работающие на заводе, в защитной маске во время коронавируса или covid19пандемия. PREMIUM
Работник металлургической промышленности, работающий на заводе, в защитной маске во время пандемии коронавируса или covid19.PREMIUM
Рабочий металлургической промышленности, работающий на заводе, в защитной маске во время пандемии коронавируса или covid19.PREMIUM
Сварка нержавеющей стали с аргонодуговая сварка. сварка т.и.г. цветной сварочный шов. высокое качество фотоPREMIUM
Работа с аргонной сваркойPREMIUM
Сварка прецизионных деталей методом сварки mig, высокотехнологичная автоматическая сварка mig, прецизионная сварка деталейPREMIUM
Рабочий металлургической промышленности, работающий на заводе, в защитной маске во время пандемии коронавируса или covid19. ПРЕМИУМ
Рабочий в каске с пламенем, сваривающий стальную часть мотоцикла с помощью аппарата для аргонной сварки и перчаток в гараже. ПРЕМИУМ
Рабочий в каске с пламя сваривает стальную часть мотоцикла с помощью аппарата для аргоновой сварки и перчаток в гаражеPREMIUM
Девушка-работница в бронежилете и черном комбинезоне держит термическое копье. горячая женщина в искрах с пламенем. понятие феминизма. мужские инструменты в женских руках.ПРЕМИУМ
Держатель для вектора значка электродов. держатель для знака электродов. изолированный контур символ черная иллюстрацияPREMIUM
Газовый баллон для всех газовых смесей. значок кислородного баллона с подставкой. векторное изображение, изолированные на белом фоне. ПРЕМИУМ
Сварщик сварки трубопровода с вольфрамовым инертным газом сварки (tig). сварщик в средствах защиты с маской и термостойкими перчаткамиPREMIUM
Сварка нержавеющих сталей аргонно-дуговой сваркой. сварка тиг. цветной сварочный шов.ПРЕМИУМ
Баллоны с различными типами сжиженного газа. контейнер баллонный газ. кислород, гелий, азот, аргон, пропан, ацетилен и углекислый газ в упаковке разного цвета. векторная иллюстрацияPREMIUM
Сварочный наконечник для полуавтоматической сварки крупным планомPREMIUM
Рабочий в каске с пламенем, сваривающий стальную часть мотоцикла с помощью аппарата для аргоновой сварки и перчаток в гаражеPREMIUM
Сварочные услуги плоские иконки линии.