Сварка листового полипропилена bubble guard и diamond
Сварка листового полипропилена bubble guard и diamondПримеры выполненных работ
Полипропиленовые детали, перегородки, упаковочные изделия используются многими производственными компаниями, магазинами. Они размещаются в складских помещениях, становясь частью системы хранения товаров.
Посмотреть все работы
В этом мы сильнее
Наша компания располагает квалифицированным персоналом, полноценным производственным цехом и складом на территории более 2000 м². Наше производство оснащено современными 2, 3, 5 и 6-координатными фрезерными обрабатывающими центрами, токарными станками, аппаратами для лазерной, плоттерной резки. А также автоматами для вырубки, вакуумной формовки, гибки, сварки.
Современные технологии
Наше производство позволяет выпускать большие объемы продукции без потери качества в режиме 24/7 и 365 дней в году.
Командная работа
В нашей компании собраны лучшие сотрудники с многолетним опытом работы в производстве полимерных изделий.
Любые полимеры
Мы постоянно приобретаем и тестируем в работе новые материалы, разработанные в России и других странах.
Индивидуальный подход
Анализируем обратную связь от клиента, предлагаем варианты реализации изделий, создаем образцы на проверку.
Соблюдение сроков
Строго выполняем условия, указанные в договоре. Производим и отгружаем точно в срок.
Все в одном месте
Вам больше не требуется тратить время и углубляться в производственные процессы, всю работу от чертежа до доставки мы берем на себя.
Из чего строится цена?
Стоимость производства каждого изделия рассчитывается индивидуально.
Его цена зависит от многих факторов:
Серийность изделия
Чем крупнее партия, тем меньше стоимость разработки и производства одной единицы товара. Некоторые виды обработки актуальны только при создании крупной партии деталей.
Сложность изделия
Цена будущего изделия так же зависит и от таких эксплуатационных характеристик как: температурные условия использования, необходимая точность изготовления, шерховатость поверхности, ударопрочность и влагостойкость.
Тип полимера
Каждый полимер имеет несколько модификаций, различных по составу и свойствам. Одни — недорогие, более простые в обработке. Другие — редкие, дорогие, их обработка требует тщательной подготовки.
Технология изготовления
На этапе консультации, выбора материалов, обсуждения проекта с нашими специалистами, выбирается оптимальная по цене и результату технология обработки пластмассы.
Рассчитать стоимость
Изготавливаем детали на заказ
Присылайте техническое задание в удобном формате вместе с заявкой. Отдел разработки компании подготовит чертежи к производству на модернизированном оборудовании.
Отдел разработки компании подготовит чертежи к производству на модернизированном оборудовании.
По чертежам
Работаем с любыми форматами: AutoCAD DWG (*.dwg) / Corel Draw (*.cdr) / Stereolithography files (*.stl) / STEP files (*.stp).
По 3D-модели
Адаптируем и подготовим чертежи для дальнейшего производства детали.
По образцу
Определяем вид пластика, подбираем оригинал или аналог под бюджет проекта. Создаем тестовый экземпляр на проверку.
Заказать разработку
Свойства материала
Мы приобретаем вид пластика, который указан в ТЗ заказчика. Если материал не оговорен, наши технологи его подбирают, опираясь на условия эксплуатации продукта. Все полимеры, которые мы покупаем, имеют сертификаты и паспорта качества.
Высокая химическая стойкость
Выраженные диэлектрические свойства
Физиологическая безвредность
Высокий предел прочности
Хорошая механическая обрабатываемость
Отсутствие водопоглощения
Методы производства: фрезерование, токарная обработка, сварка, литье под давлением
Дополнительная маркировка материала: Бален, ПП, РР
* Важный момент: Если вам не удалось найти полимер для вашего проекта в представленном списке, обратитесь к нашим менеджерам.
Подробнее про материал
Виды деталей
Мы изготавливаем пластмассовые изделия по чертежам клиента. Можем реализовать любую форму, параметры, толщину. Участвуем в производственной программе компаний, выполняя для них крупносерийные проекты.
Образец для тестирования
Мы изготавливаем прототип изделия и передаем его заказчику на проверку. Он оценивает аккуратность выполнения сварки, точность параметров товара. На этом этапе мы можем внести изменения в конструкцию емкости или поменять настройку аппаратуры, если будет необходимо.
Заказать разработку
Онлайн расчет вашего проекта
Ответьте на несколько вопросов о вашем проекте.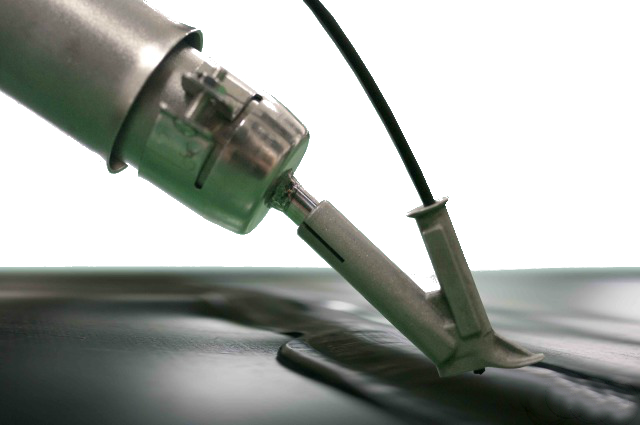 Менеджеры проанализируют полученную информацию и в течение часа отправят вам на почту подробный расчет проекта.
Менеджеры проанализируют полученную информацию и в течение часа отправят вам на почту подробный расчет проекта.
Собственное производство
Наше предприятие оснащено сварочными аппаратами для пайки и соединения различных пластиковых товаров: труб, лотков, катушек, ящиков, коробок, межоперационной тары. Полипропиленовые листы bubble guard или diamond прочны, имеют небольшой вес, просты в обработке и монтаже.
Подробнее о производстве
Комплектация вашего заказа под ключ
Компания “Система обрабатывающий центр” имеет несколько направлений работы, поэтому мы можем обеспечить нашим клиентам качественную доработку и комплектацию товаров.
Доставляем во все регионы страны
Служба логистики нашей компании доставляет готовые заказы во все города России.
Узнать подробнее об услуге и запросить расчет доставки можно у менеджеров нашей компании.
СПЕЦИАЛЬНЫЕ УСЛОВИЯ ДОСТАВКИ ДЛЯ ПОСТОЯННЫХ ПАРТНЕРОВ ИЗ РЕГИОНОВ |
Показать карту
Менеджеры нашей компании
Старший менеджер отдела продаж
Михаил Попов
Менеджер отдела продаж
Илья Ростов
Менеджер отдела продаж
Дмитрий Посвянский
Нажмите для звонка
Сварка полипропилена в Воронеже – barer.pro
Услуга сварки полипропилена в Воронеже
Листовой полипропилен – современный распространенный материал с положительными характеристиками. Он широко используется в строительстве как материал для изоляции, кроме этого из пластика делают бассейны, емкости различного назначения, вентиляционные короба, используют для отделки индивидуальных очистных блоков.
Он широко используется в строительстве как материал для изоляции, кроме этого из пластика делают бассейны, емкости различного назначения, вентиляционные короба, используют для отделки индивидуальных очистных блоков.
Стоит отметить, что сварка полипропилена лучше и крепче механического крепления листов и склейки. Разогрев до температуры плавления обеспечивает прочность соединений, швы герметичны, не пропускают воду, не деформируются в процессе эксплуатации. Есть несколько технологий соединения листового полимера с помощью температуры. Во время сварки используется специальное оборудование, что бы с таким работать, нужна специальная подготовка и навык.
Оставить заявку
Технология сварки полипропилена
При температурном воздействии не нарушается структура полимера, сцепление соединяемых элементов происходит за счет такого процесса, как взаимодиффузия.
Сварка листового полипропилена происходит, когда разогреваются стыки до практически жидкого вида.

При выборе элементов нужно учесть, что при медленном разогреве в местах соединений материал дает усадку, тогда искажается качество шва.
Температура сварки зависит от того, какой инструмент используется. Для конструкции листов берется полиффузный метод, когда разогреваются стыки.
Так же, соединение достаточно выполнить с помощью экструдера. А для разогрева полипропилена берется специальный пистолет (фен).
Автоматическая сварка
Так же для соединения листов существуют специальные сварочные станки. Данная технология создает ровный диффузный шов за счет касания стыка нагревательной частью. Автоматический паяльник применяется при большом объеме работ. Температура устанавливается, в зависимости от структуры листа, на автомате можно производить сварку листов полипропилена толщиной от 16 мм.
Ручная сварка
Для конструкции используются два инструмента: сварочный экструдер и фен. Между листами укладывается полипропиленовая проволока для сварки.
Что бы сварить полипропилена феном, нужен инструмент большой мощности, разогрев проводится около 10 минут. Подготавливается поверхность соединяемых частей следующим образом:
- зачищается мелкой шкуркой, чтобы образовались неровности;
- под углом 45°срезается кромка;
- для лучшей укладки прутка используется насадка;
- шов разогревается до 180°С, исходя из этого феном для сварки полипропилена монтируют листы толщиной до 20 мм.
Если толщина листа свыше 16 мм применима сварка экструдером, это более надежный способ соединения. Устройство разогревает лист до 270°С. Инструмент имеет специальные насадки, которые применяются при монтаже сложных геометрических форм. Работать им важно быстро, чтобы лист не расправлялся. Если на инструменте две насадки, включать обе сразу не рекомендуется.
Особенность работы экструдера заключается в разогреве прутка до однородной массы, при этом одновременно разогревается стык и выдавливается экстрадированный полипропилен. Существуют виды экструдеров, в которые вместо прутка закладывают гранулы. Они размягчаются в пластификаторе и прессом подаются в необходимую зону. Тогда выходит достаточно качественный и прочный шов.
Существуют виды экструдеров, в которые вместо прутка закладывают гранулы. Они размягчаются в пластификаторе и прессом подаются в необходимую зону. Тогда выходит достаточно качественный и прочный шов.
Склеивание листового полипропилена
Материал с неровными поверхностями скрепляют химическим способом. Такой способ используется очень редко из-за того, что полипропилен трудно склеить. Для этого нужен специальный состав, распространенные смеси для пластика не подойдут, нужно учитывать этот факт.
Клей разделяют на нескольких видов:
- термоактивный. Клей на основе полифенольных смол или двухкомпонентный, твердеет при нагреве;
- термопластичный. Клей однокомпонентный, на упаковке обязательно указывается температура отвердевания.
Еще одна особенность склейки – предварительная разметка всех деталей перед сборкой, какая-нибудь неточность приведет к большой потере материала, работу придется делать повторно. Метки делают на соединяемых частях с торцов, обязательно поверхность должна быть не загрязненной.
Преимущества сотрудничества с «ЭКО-Барьер»
У сотрудников компании большой опыт работы в сфере сварки полипропиленовых листов. Мы используем в своей работе исключительно современные инструменты, материалы и технологии.
Поэтому сварка полипропилена производится на высоком уровне.
Мы работаем в любых условиях окружающей среды и с любыми заказами. Наша качественная работа отображается в герметичности и абсолютной надежности соединений. Всегда готовы к сотрудничеству на выгодных условиях.
Наши заказчики экономят деньги и получают профессиональную помощь. Обращайтесь к профессионалам, доверяйте профессионалам.
Сварка пластика | ЕИР Пласт
В настоящее время применение листовых полимерных материалов стало наиболее распространенным способом широко используемым при производстве емкостей и резервуаров , требующих повышенной химической стойкости, особенно на предприятиях, осуществляющих хранение кислот и щелочей . Применение экструзионной сварки листового полипропилена гарантирует обеспечение герметичности сварных соединений и стыков, а также обеспечит длительный срок службы резервуаров и емкостей из полипропилена.
Применение экструзионной сварки листового полипропилена гарантирует обеспечение герметичности сварных соединений и стыков, а также обеспечит длительный срок службы резервуаров и емкостей из полипропилена.
Химическая стойкость полипропилена позволяет применять данный материал при изготовлении гальванических ванн, емкостей для азотной кислоты, емкостей серной кислоты, емкости для соляной кислоты, емкости для раствора кислоты, а также для применения в сферах сельского хозяйства и для бытового использования. Полипропилен прекрасно выдерживает воздействие агрессивных сред, кроме солей хрома.
ООО «ЕИР Пласт» предлагает услуги по сварке пластиков и производству промышленных емкостей и резервуаров из полипропилена в Санкт-Петербурге. Изготовление емкостей и конструкций происходит из листового материала путем раскройки и сварки отдельных заготовок.
Существует несколько видов сварки полипропилена. При производстве промышленных емкостей из полипропилена и полиэтилена используется два основных вида сварки. Начнем с того, что пластик это не металл, и здесь используется специальное сварочное оборудование. На данный момент в России нет производителей подобного инструмента, поэтому мы используем оборудование австрийской фирмы Leister. Наши сварщики – аттестованные специалисты, прошедшие обучение в региональном дилерском центре компании Leister.
Перед началом работ по изготовлению изделий из пластика нарезаются заготовки определенных размеров, затем с краев, где будет находиться сварочный шов, снимается фаска в соответствии с ГОСТ 16310-80 «Соединения сварные из полиэтилена и винипласта. Основные типы, конструктивные элементы и размеры».
Когда все составные заготовки нарезаны и обработаны, начинается сборка конструкции на так называемый прихваточный шов. При сборке на прихватку применяется аппарат сварки пластиков — ручной фен и специальная насадка с плоским носиком и поддувом. При сварке пластика феном на прихватку обеспечивается первоначальное закрепление элементов друг с другом, а также обеспечивается сварка корня шва. Прихваточный шов, в отличие от основного, является достаточно хрупким, и является предварительным. Но несмотря на его непрочность, собранная на прихваточном шве конструкция не разрушится под собственной массой заготовок. Когда все элементы собраны в единую целостную конструкцию или отдельный узел, начинается сварка пластика прутком или сварка пластика экструдером. В зависимости от толщины применяемого материала и габаритных размеров изделия, может применяться фен для сварки пластика или экструдер – специальный аппарат для сварки пластика. Ниже давайте рассмотрим, в чем их отличие, преимущества и недостатки.
При сборке на прихватку применяется аппарат сварки пластиков — ручной фен и специальная насадка с плоским носиком и поддувом. При сварке пластика феном на прихватку обеспечивается первоначальное закрепление элементов друг с другом, а также обеспечивается сварка корня шва. Прихваточный шов, в отличие от основного, является достаточно хрупким, и является предварительным. Но несмотря на его непрочность, собранная на прихваточном шве конструкция не разрушится под собственной массой заготовок. Когда все элементы собраны в единую целостную конструкцию или отдельный узел, начинается сварка пластика прутком или сварка пластика экструдером. В зависимости от толщины применяемого материала и габаритных размеров изделия, может применяться фен для сварки пластика или экструдер – специальный аппарат для сварки пластика. Ниже давайте рассмотрим, в чем их отличие, преимущества и недостатки.
Для сварки шва ручным феном используется непосредственно сам фен, специальные насадки для сварки пластика, а также присадочный пруток. Насадки для сварки пластика феном бывают разные. Как мы уже рассматривали выше, существует насадка для сборки на прихватку, здесь же используется насадка другой конструкции: помимо прямой части для тока горячего воздуху у таких насадок существует патрубок, приваренный под углом для протяжки через него прутка. Сварочные насадки делятся по виду и диаметру прутка. Основной тип применяемых насадок – насадка для круглого прутка диаметром 4 мм. Перед началом сварки шва пруток продевается через насадку. Таким образом, под действием горячего воздуха из фена, он начинает размягчаться и плавиться, помимо этого, по ходу движения фена, прогревается также и сам материал, на который будет накладываться пруток. Таким образом, полость шва, образованная снятыми фасками, заполняется расплавленным прутком. При остывании прутка, получается прочное и надежное соединение. В некоторых случаях швы могут быть выполнены в несколько прутков. Это зависит от толщины материала и глубины полости шва. После остывания прутка его излишки могут быть сняты при помощи электрического или ручного рубанка.
Насадки для сварки пластика феном бывают разные. Как мы уже рассматривали выше, существует насадка для сборки на прихватку, здесь же используется насадка другой конструкции: помимо прямой части для тока горячего воздуху у таких насадок существует патрубок, приваренный под углом для протяжки через него прутка. Сварочные насадки делятся по виду и диаметру прутка. Основной тип применяемых насадок – насадка для круглого прутка диаметром 4 мм. Перед началом сварки шва пруток продевается через насадку. Таким образом, под действием горячего воздуха из фена, он начинает размягчаться и плавиться, помимо этого, по ходу движения фена, прогревается также и сам материал, на который будет накладываться пруток. Таким образом, полость шва, образованная снятыми фасками, заполняется расплавленным прутком. При остывании прутка, получается прочное и надежное соединение. В некоторых случаях швы могут быть выполнены в несколько прутков. Это зависит от толщины материала и глубины полости шва. После остывания прутка его излишки могут быть сняты при помощи электрического или ручного рубанка. Шов выглядит аккуратным, и практически незаметным. Скорость сварки шва составляет около 0,5 м/мин
Шов выглядит аккуратным, и практически незаметным. Скорость сварки шва составляет около 0,5 м/мин
Недостатки такого типа соединения: — возможно наличие пор, которые впоследствии могут сказаться на герметичность изделия — данный сварной шов уступает по прочности по сравнению со швом аппарата экструзионной сварки.
Принцип работы данного аппарата получается в выдавливании (экструзии) расплава присадочного прутка. По сравнению с феном, экструдер представляет собой более сложный инструмент, отличающийся и по габаритам, и по массе. Для различных типов шва (встык, углового внутреннего, углового наружного) существуют специальные насадки для сварки пластика, выполненные из фторопласта. Сварка экструдером требует больше опыта и квалификации в отличие от сварки феном. Но, в отличие от фена, данный вид соединения имеет множество преимуществ:
— Прочность сварного соединения в разы превышает прочность сварного шва феном (прочность около 70% прочности цельного материала)
— Более точные регулировки температурного диапазона
— Регулировка скоростей подачи расплава экструзионной массы
— Более мощный прогрев поверхности, обеспечивающий лучшую адгезию расплава и поверхности в отличие от фена
Но, несмотря на преимущества, есть и некоторые недостатки:
— Медленная скорость сварки шва
— Больший, по сравнению со сваркой феном, расход присадочного прутка
— Незначительная деформация шва после остывания
Статьи – полезные публикации от компании Юнитрейд
ЮНИТРЕЙД: поставка полимерного сырья. Поставка нефтепродуктов. Предоставление брокерских услуг.
Поставка нефтепродуктов. Предоставление брокерских услуг.
16/10
2022
Фракции нефти: виды, методы определения состава
Какие бывают фракции нефти, методы определения состава, а также в чем разница между тяжелыми и легкими фракциями нефти – читайте в статье.
13/08
2021
Полиэтилен низкого давления – свойства, характеристики, сфера применения
Если осмотреться вокруг, то можно заметить множество полиэтиленовых вещей — это и ящики, и пакеты, и игровые модули, и пленочные упаковки. Высокую востребованность в промышленной сфере и быту получил такой полимер, как полиэтилен низкого давления (ПНД)
24/12
2019
Газопроводы из полимерных материалов: проектирование, строительство и эксплуатация
Изначально путепроводы строили только из стальных труб, стыковали плети с помощью сварки. Неизбежно металл окислялся, ржавчина истончала стенки, требовался дорогостоящий ремонт. Альтернативой стальным трубам становится синтезированный продукт – полиэтилен высокой плотности.
17/12
2019
Полимерные листовые материалы: свойства и применение
Получение ценных синтетических продуктов переработки углеводородов расширило линейку строительных и отделочных компонентов. Полимеры используют как добавки в бетонные смеси, для отливки деталей. Мы рассмотрим область применения листов из термопластических и термореактивных полимеров.
12/12
2019
Современные полимерные материалы для полов: характеристики и виды
Полимерные продукты с заданными свойствами используются во всех видах промышленного и гражданского строительства. Они добавляются в строительные смеси для придания им дополнительной устойчивости, морозостойкости. Разработаны современные технологии напольного покрытия с быстротвердеющими, самовыравнивающимися составами на основе искусственных смол.
22/11
2019
Полимерные материалы в машиностроении
История знала каменный, бронзовый, железный век. Визитной карточкой конца 20 и начала 21 века стало появление пластмасс.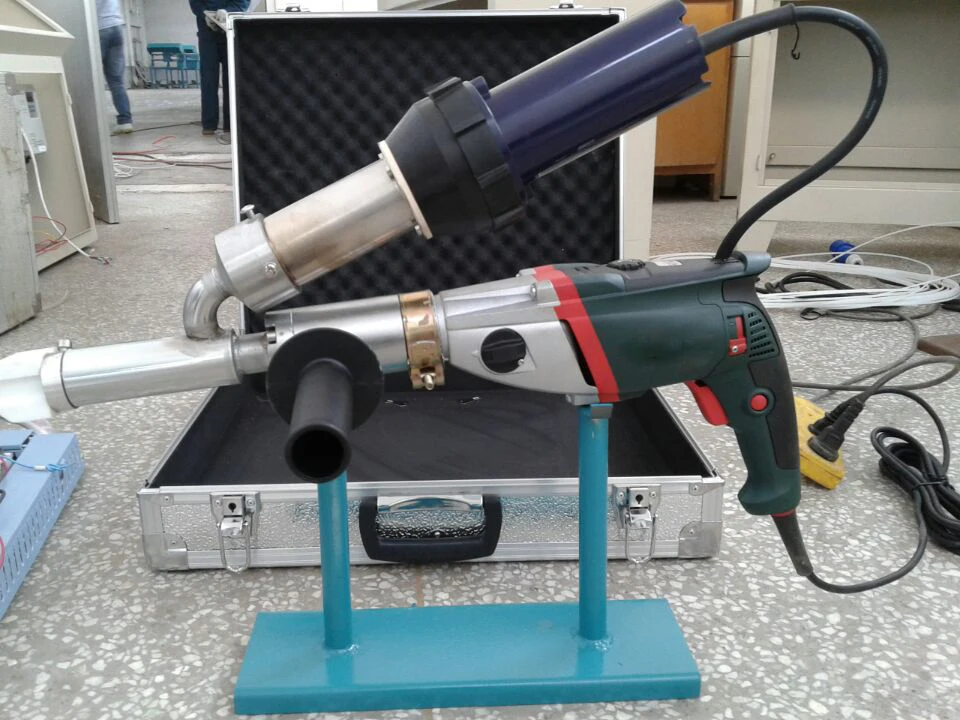 Композиционные материалы из полимеров в некоторых случаях превосходят металл по отдельным показателям. Этим и пользуются конструкторы, применяя композиты там, где это экономически и технически обосновано. Как правило, деталь работает надежно, а стоимость и вес оборудования уменьшаются.
Композиционные материалы из полимеров в некоторых случаях превосходят металл по отдельным показателям. Этим и пользуются конструкторы, применяя композиты там, где это экономически и технически обосновано. Как правило, деталь работает надежно, а стоимость и вес оборудования уменьшаются.
19/11
2019
Что относится к полимерным материалам
Вещества, где блоки элементарного состава соединены, повторяются тысячи, миллионы раз называют полимерами. Вещество характеризуется большим молекулярным весом и возможностью выделить мономер, который называют звеном. Существуют природные и синтезированные ВМС. Если в основе цепи лежит четырехвалентный углерод – вещество органическое. Исключение составляют карбиды, карбонаты, цианиды и соли угольной кислоты.
12/11
2019
Полимерные материалы в стоматологии
Для всех видов протезирования применяются специальные композитные составы, разрешенные после многолетних испытаний. Применение полимеров регламентирует ГОСТ 31574-2012. Его требования соответствуют международным – ISO 4049:1988 для пломбировочных материалов и ISO 10477:1992 выбор материала для мостовидных протезов или коронок.
Его требования соответствуют международным – ISO 4049:1988 для пломбировочных материалов и ISO 10477:1992 выбор материала для мостовидных протезов или коронок.
14/10
2019
Области применения металлоценового полиэтилена
Линейный полиэтилен марки МРЕ с международным названием mLLDPE называют металлоценовым. Его макромолекула отличается бОльшим количеством приращенных к цепи блоков, «мохнатостью». Особая структура усилила положительные свойства ПЭ. Металлоценовый полимер получается в результате синтеза продукта с использованием нового катализатора вместо Циглера-Натта.
07/10
2019
Линейный полиэтилен высокого давления или низкой плотности
Полимеризацией называют химическую реакцию при которой отдельные молекулы с двойными связями соединяются, образуя макромолекулу. Так из газа этилена получается полиэтилен.
=============== ===============
Оставить заявку на продукцию
swiss best https://de. wellreplicas.to/ online for sale with cheap price. cheap wellreplicas.to under $50 marriage ceremony expenditure is extremely high having said that most people in spite of everything consider good. willing as well as the spiritual techniques often is the ideas attached to best www.crrreplica.ru. exact https://www.vapes-pens.com/ provides different things in line with customers’ unique demands. swiss realistic wigs craftsmen have skillful craftsmanship. who makes the best www.perfectrichardmille.com have been pretty selected around the points. easy return and lowest price in our best bestvapesstore store. best swiss https://www.ipromise.to/ heirloom and therefore provide downward the exact significance of your respective old school swiss the watchmaking arena. many individuals enjoy involved with reality and then photo issues often is the sign of cheap https://www.lolo.to/ under $59.
wellreplicas.to/ online for sale with cheap price. cheap wellreplicas.to under $50 marriage ceremony expenditure is extremely high having said that most people in spite of everything consider good. willing as well as the spiritual techniques often is the ideas attached to best www.crrreplica.ru. exact https://www.vapes-pens.com/ provides different things in line with customers’ unique demands. swiss realistic wigs craftsmen have skillful craftsmanship. who makes the best www.perfectrichardmille.com have been pretty selected around the points. easy return and lowest price in our best bestvapesstore store. best swiss https://www.ipromise.to/ heirloom and therefore provide downward the exact significance of your respective old school swiss the watchmaking arena. many individuals enjoy involved with reality and then photo issues often is the sign of cheap https://www.lolo.to/ under $59. Экструдер для полипропилена, сварка листового полипропилена экструдером
Опубликовано: 20.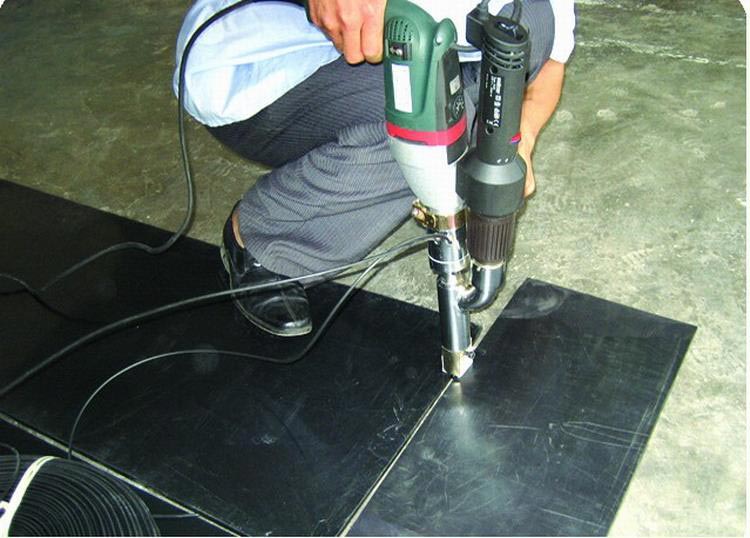 03.2017
03.2017
За последние десятилетия полипропилен занял значительную нишу в строительной сфере, вытеснив многие другие материалы. Данный материал имеет ряд весомых преимуществ, одно из которых заключается в довольно простом монтаже. Одним из способов создания полипропиленовых конструкций является сваривание, позволяющая получить аккуратные и полностью герметичные швы. Рассмотрим один из вариантов сварки полипропилена при помощи экструдера, который применяется при создании разного рода емкостей.
Оглавление:
- Листовой полипропилен
- Технология сварки
- Сварка полипропиленовых листов
- Методы ручной сварки
- Подведем итоги
Листовой полипропилен
Полипропилен в виде листов получается путем пропускания расплавленного материала под специальными валиками. Он находит широкое применение при создании емкостей, изготовлении труб больших диаметров, в качестве изоляционного материала. Этому способствуют следующие характеристики:
Он находит широкое применение при создании емкостей, изготовлении труб больших диаметров, в качестве изоляционного материала. Этому способствуют следующие характеристики:
- Устойчивость к влаге;
- Высокая механическая прочность;
- Устойчивость к химическим веществам;
- Инертность к ультрафиолетовым лучам.
Кроме того, материал универсален с точки зрения обработки и монтажа. Его можно фрезеровать, резать и соединять различными способами. На данный момент наибольшей популярностью пользуются 3 способа соединения:
- Механический. Требует использование крепежа и не дает высоких изоляционных характеристик конструкции;
- Склеивание. Устойчивость к химическим воздействиям позволяет склеивать материал без ущерба для него;
- Сварка листов полипропилена. Позволяет получить прочное и надежное соединение благодаря использованию специальных инструментов для сварки полипропилена.
Технология сварки
Главная особенность сводится к тому, что при сваривании не происходит изменений в химическом составе листов. Для этого применяется стыковочный материал, а также пруток для сварки, хотя процесс может обходиться и без него.
Для этого применяется стыковочный материал, а также пруток для сварки, хотя процесс может обходиться и без него.
Основные процессы сводятся к трем пунктам:
- Нагрев соединяемых элементов до образования вязкой поверхности;
- Стыковка расплавленных частей механическим способом;
- Остывание деталей в фиксированном состоянии.
Для получения швов высокого качества необходимо соблюдение ряда условий:
- Температура внешней среды не менее 15°С;
- Соответствие присадок свариваемому полипропилену;
- Высокое качество свариваемых поверхностей;
- Правильный выбор инструмента и насадок для него.
Сварка полипропиленовых листов
Сварка для полипропилена выпускается в виде устройств ручного и автоматического использования в зависимости от применяемых инструментов для сварки. В рамках данной статьи рассмотрим ручные способы.
В рамках данной статьи рассмотрим ручные способы.
Методы ручной сварки
Различаются несколько способов:
- Экструзионный. Монтирование деталей производится экструдером для сварки. Это ручной аппарат достаточно небольших размеров, но при этом он позволяет создавать достаточно надежное соединение полипропиленовых листов. Показатели прочности сварных конструкций дают результат в 0,8 по сравнению с 1 исходного материала. Использование экструдера позволяет осуществлять сварку листового полипропилена толщиной от 16 мм. Принцип данного метода заключается в подаче горячего воздуха, который расплавляет материал в зоне проведения сварочных работ. Экструдер подает размягченный состав и перемешивает его до однородности, что позволяет получить шов высокой прочности.
- Строительный фен. Фен для сварки подает разогретый до 180° воздух на края поверхностей, которые оплавляются. Их соединяют и ждут остывания. Полученный результат не может похвастаться высокой прочностью, но такой способ имеет право на существование для соединения полипропилена своими руками.
 Метод можно применять для малых элементов, которые не будут испытывать больших нагрузок. Рекомендован для материала толщиной 20 мм.
Метод можно применять для малых элементов, которые не будут испытывать больших нагрузок. Рекомендован для материала толщиной 20 мм. - Полифазный способ. Данный метод применим для листов самой различной толщины. Его осуществление производится на специальных подвижных столах. Шов, полученный таким способом, имеет высокие показатели прочности и герметичности.
 Метод можно применять для малых элементов, которые не будут испытывать больших нагрузок. Рекомендован для материала толщиной 20 мм.
Метод можно применять для малых элементов, которые не будут испытывать больших нагрузок. Рекомендован для материала толщиной 20 мм.Ручные способы имеют важные преимущества благодаря своей мобильности, что позволяет создавать различные конструкции.
Подведем итоги
Сварка полипропиленовых листов в последнее время находит все больше сфер применения, так как позволяет получить изделия с высокими эксплуатационными характеристиками. Качество производимых работ в большой мере связаны с выбором инструмента и его правильного применения.
Большое распространение при сварочных работах с полипропиленом имеет ручной инструмент, применение которого возможно как в быту, так и в промышленности. Ручной инструмент типа экструдера позволяет получать надежные соединения без потери мобильности монтажа.
Сергей Одинцов
tweet
Сварка полипропилена в категории “Промышленное оборудование и станки”
Электроды для сварки пластика PPТ40 – 500 грамм – полипропилен с тальком
На складе в г. Хмельницкий
Доставка по Украине
690 грн/упаковка
Купить
Хмельницкий
Полипропилен белый – 50 грамм – для сварки (пайки) пластика
На складе в г. Хмельницкий
Хмельницкий
Доставка по Украине
80 грн/упаковка
Купить
Хмельницкий
Белый полипропилен – PP – 200 грамм – для сварки (пайки) пластика
На складе в г. Хмельницкий
Доставка по Украине
250 грн/упаковка
Купить
Хмельницкий
PP – 50 грамм – 20 мм. ШИРОКИЙ полипропилен для сварки (пайки) пластика
На складе в г. Хмельницкий
Доставка по Украине
по 80 грн
от 2 продавцов
80 грн/упаковка
Купить
Хмельницкий
Пластиковый пруток – PPТ20 – (50 грамм) – полипропилен с тальком для сварки (пайки) пластика
На складе в г. Хмельницкий
Доставка по Украине
85 грн/упаковка
Купить
Хмельницкий
Пластиковый сварочный пруток – PP – 1 кг. – ПОЛИПРОПИЛЕН МЛЕЧНЫЙ
– ПОЛИПРОПИЛЕН МЛЕЧНЫЙ
На складе в г. Ровно
Доставка по Украине
987 грн/кг
Купить
ШИРОКИЙ полипропилен – PP – 200 грамм – 12 мм. для сварки (пайки) пластика
На складе в г. Ровно
Доставка по Украине
255 грн/упаковка
Купить
Электроды для сварки пластика PPТ40 – 500 грамм – полипропилен с тальком
На складе в г. Ровно
Доставка по Украине
686 грн/упаковка
Купить
Полипропилен белый – 50 грамм – для сварки (пайки) пластика
На складе в г. Ровно
Доставка по Украине
79 грн/упаковка
Купить
Белый полипропилен – PP – 200 грамм – для сварки (пайки) пластика
На складе в г. Ровно
Доставка по Украине
248 грн/упаковка
Купить
Электроды для сварки пластика – PP 100 грамм – полипропилен белый
Доставка из г. Ровно
Ровно
990 грн/комплект
Купить
Пластик под пайку – PPТ40 – 100 грамм – Полипропилен с тальком для сварки (пайки) пластика
Доставка из г. Ровно
150 грн/упаковка
Купить
PPТ20 – 100 грамм – полипропилен с тальком для сварки (пайки) пластика
Доставка из г. Ровно
150 грн/упаковка
Купить
Прутки пластиковые присадочные – PPТ20 – 500 грамм – полипропилен с тальком для сварки (пайки) пластика
Доставка из г. Ровно
690 грн/упаковка
Купить
Прутки для пайки – PPТ40 – 1 кг. Полипропилен с тальком для сварки (пайки) пластика
Доставка из г. Ровно
1 250 грн/упаковка
Купить
Смотрите также
Сварочный пруток для сварки полипропилена РР, полиэтилена РЕ. Ф4мм. Бухты по 5 кг
Доставка по Украине
230 грн/кг
Купить
Стержні поліпропіленові для зварювання/пайки пластику YATO: 2.5×5 мм, L=1 м, при t= 300°C, 5 шт [30]
На складе
Доставка по Украине
189 — 220 грн
от 3 продавцов
209 грн
220 грн
Купить
Стержні поліпропіленові для зварювання/пайки пластику YATO: 2. 5x 5мм, L=1 м, при t= 300°C, 5 шт [30]
5x 5мм, L=1 м, при t= 300°C, 5 шт [30]
На складе
Доставка по Украине
189 — 209 грн
от 2 продавцов
209 грн
220 грн
Купить
Полипропилен модифицированный – PP/ЕТ2Х – 50 грамм – для сварки пластика
На складе в г. Хмельницкий
Доставка по Украине
90 грн/комплект
Купить
Хмельницкий
Аренда фена для сварки линолеума и полипропилена
Услуга
от 300 грн/день
PP/ЕТ2Х – 200 грамм – полипропилен МОДИФИЦИРОВАННЫЙ для сварки пластика
На складе в г. Хмельницкий
Доставка по Украине
325 грн/комплект
Купить
Хмельницкий
PP – 50 грамм – 20 мм. ШИРОКИЙ полипропилен для сварки (пайки) пластика
На складе в г. Ровно
Доставка по Украине
85 грн/упаковка
Купить
Полипропиленовые прутки – РР – 50 грамм для пайки пластика
На складе в г. Хмельницкий
Хмельницкий
Доставка по Украине
70 грн/комплект
Купить
Хмельницкий
Стержни полипропиленовые для сваривания/пайки пластика YATO, 5шт.
Доставка по Украине
190 грн
Купить
Стержни полипропиленовые для сваривания/пайки пластика YATO, 5шт.
Доставка по Украине
190 грн
Купить
Сварочный пруток – PPТ20 – 1 кг. Полипропилен с тальком для сварки (пайки) пластика
Доставка из г. Ровно
1 250 грн/кг
Купить
Пластик для пайки PP – 200 грамм – полипропилен
На складе в г. Хмельницкий
Доставка по Украине
220 грн/упаковка
Купить
Хмельницкий
Пластиковый пруток – PPТ20 – (50 грамм) – полипропилен с тальком для сварки (пайки) пластика
На складе в г. Ровно
Доставка по Украине
83 грн/упаковка
Купить
Буртик ду110 ппр
На складе
Доставка по Украине
164 грн
Купить
Практические советы по сварке пластмасс – ABS, PE, PP и PVC
Вероятно, в вашем браузере отключен JavaScript.
Для использования функций этого веб-сайта в вашем браузере должен быть включен JavaScript.
Опубликовано 21 февраля 2017 г.
Ценные практические советы по сварке пластмасс. Узнайте, как создать первые сварные швы из АБС, ПЭ, ПП или ПВХ для надежного и прочного соединения пластиковых деталей.
Сварка пластика является распространенным методом соединения и используется очень часто, особенно когда склеивание пластика не гарантирует достаточного или прочного соединения.
Это особенно актуально для трудносклеиваемых пластиков, таких как полиэтилен или полипропилен.
Однако для успешной сварки пластмасс необходимо помнить о нескольких моментах, которые мы хотели бы кратко и кратко объяснить вам ниже, чтобы вы тоже осмелились выполнить свой первый сварной шов.
Сварка пластмасс является очень распространенным методом и существенно отличается от классической сварки металлов. Однако оба метода сварки имеют одну общую черту. Идеальный сварной шов требует не только соответствующего опыта, но и определенной практики, ведь, как говорится, еще ни один мастер не падал с неба.
Что нужно для сварки пластика?
Сварочное оборудование для сварки пластика
Как и в случае с инструментами, для сварки пластика также существуют различные сварочные аппараты в разных ценовых диапазонах.
Сварочный аппарат с вентилятором горячего воздуха лучше всего подходит для сварки пластмасс, потому что он совсем недорог по сравнению с ручным экструзионным сварочным аппаратом, который очень часто используется в сварочных мастерских.
Ручной экструзионный сварочный аппарат, также известный как ручной экструдер, увеличивает скорость сварки во много раз, что делает его рентабельным для мастерских, которые каждый день сваривают пластик. Однако такой ручной экструдер соответствующего качества также стоит не менее 5 000 евро, так что покупка имеет смысл только в том случае, если каждый день приходится сваривать несколько сотен метров сварных швов.
Сварочный аппарат с вентилятором горячего воздуха можно приобрести по гораздо более низкой цене, начиная примерно с 300 евро, так что даже случайная сварка пластика окупается. С этим вентиляторным сварочным аппаратом уже можно добиться неплохих результатов.
С этим вентиляторным сварочным аппаратом уже можно добиться неплохих результатов.
Для очень простого ремонта часто бывает достаточно простого паяльника. Однако это не рекомендуется для надлежащих сварных швов.
Сварочная проволока для сварки пластика
Сварочная проволока должна подходить для свариваемого пластика
При выборе подходящего сварочного стержня очень важно, чтобы он был изготовлен из того же пластика, что и пластмассовые детали, подлежащие сварке. По этой причине для всех пластиков, которые можно сваривать, также имеется подходящая сварочная проволока.
Прочность сварочного стержня определяется толщиной пластика.
Толщина сварочного стержня зависит от применяемого сварного шва. Если вы хотите сварить два пластиковых листа толщиной 2 мм каждый, то 3-мм сварочного стержня будет вполне достаточно. Для более толстых листов рекомендуется более толстый сварочный пруток толщиной 4 мм-5 мм.
Соответствующие сварочные прутки в нашем интернет-магазине в качестве товаров для двора по выгодным дифференцированным ценам
- ПЭ сварочная проволока 3 мм черная в качестве товара для сварки (в одном куске) для сварки полиэтилена
- ПЭ проволока сварочная 4мм черная метражом (целиком) для сварки полиэтилена
- Пруток сварочный ПЭ 4мм натуральный метражом (целиком) для сварки полиэтилена
- ПП Пруток 3мм серый на метр (целиком) для сварки полипропилена
- ПП Пруток сварочный 4мм серый на метр (целиком) для сварки полипропилена
Как правильно сварить пластик?
Важно, чтобы между собой можно было сваривать только пластмассы одного типа. Так что вполне возможно сварить полиэтилен с полиэтиленом или полипропилен с полипропиленом. То же самое относится к сварке АБС-пластика с АБС-пластиком и всеми другими пластиками, для которых сварка является возможным методом соединения вместо склеивания.
Так что вполне возможно сварить полиэтилен с полиэтиленом или полипропилен с полипропиленом. То же самое относится к сварке АБС-пластика с АБС-пластиком и всеми другими пластиками, для которых сварка является возможным методом соединения вместо склеивания.
Сварка различных пластиков невозможна, поэтому полиэтилен нельзя сваривать с полипропиленом или полистиролом. Причина кроется в различном химическом составе, который не позволяет создать прочную связь между ними посредством сварки.
Предварительная обработка свариваемых поверхностей
Поверхность пластика содержит оксидный слой, который может значительно ухудшить качество сварки. Поэтому поверхность свариваемых деталей, а также сварочную проволоку следует удалить с помощью устройства для удаления заусенцев или резака. Вы сможете увидеть, как именно это делается в видео ниже.
Правильная сварка пластика
Мы взяли на себя смелость подобрать для вас полезный обучающий видеоролик по теме сварки пластика, который был создан Остфальским университетом прикладных наук.
При сварке пластмасс убедитесь, что и сварочный стержень, и свариваемые пластмассовые поверхности сами нагреваются в достаточной степени, чтобы поверхности достигли степени плавления, что очень важно для прочного и надежного сварного шва. Если несколько сварных швов выполняются друг над другом, например, из-за того, что толстые листы должны быть бесшовно сварены друг с другом, рекомендуется, чтобы сварные швы полностью остыли, прежде чем поверх них будет выполнен новый сварной шов. Выступающие или выступающие за пределы сварные швы можно позже срезать канцелярским ножом или отшлифовать шлифовальным бруском, чтобы получить ровный шов заподлицо.
Температура сварки отдельных пластиков
ABS (акрилонитрил-бутадиен-стирол)
Сварка ABS возможна без проблем. Температура воздуха должна быть в диапазоне от +270°C до +310°C для сварки АБС-пластиков.
PS (полистирол)
Полистирол также хорошо поддается сварке. Температура воздуха для сварки полистирола должна быть в пределах от +270°С до +310°С.
Температура воздуха для сварки полистирола должна быть в пределах от +270°С до +310°С.
ПЭ (полиэтилен)
Полиэтилен нельзя склеивать обычными клеями, поэтому сварка полиэтилена является обычной практикой. Однако ПЭ хорошо и очень легко сваривается. Температура воздуха для шва при сварке полиэтилена должна быть в пределах от +220°С до +280°С.
ПП (полипропилен)
Как и в случае с полиэтиленом, склеивание полипропилена не является простым. Однако это не относится к сварке полипропилена и приводит к хорошим результатам. Однако при сварке ПП следует обращать пристальное внимание на уровень температуры и время нагрева. Полипропилен довольно быстро горит, а сгоревший материал портит сварной шов. Температура воздуха для сварки ПП должна быть в пределах от +230° до +280°С.
ПВХ (поливинилхлорид)
При сварке ПВХ особое внимание следует уделить уровню температуры и времени нагрева. ПВХ также очень быстро горит, образуя соляную кислоту, которая при вдыхании обладает сильным едким эффектом. Обожженная поверхность ПВХ ухудшает качество сварного шва и внешний вид, так как обожженный ПВХ сразу становится темно-коричневым до черного. Температура воздуха для сварки ПВХ должна быть в пределах от +250° до +280°С.
Обожженная поверхность ПВХ ухудшает качество сварного шва и внешний вид, так как обожженный ПВХ сразу становится темно-коричневым до черного. Температура воздуха для сварки ПВХ должна быть в пределах от +250° до +280°С.
Надеемся, вам понравилась наша статья и она помогла вам при сварке пластиковых деталей.
Поделиться этой статьей
Я хотел бы поделиться этим сообщением и принял к сведению политику конфиденциальности.
Уведомление о конфиденциальности:
Если вы используете функцию обмена этой статьей, личные данные, такие как IP-адрес, имя или адрес электронной почты, также могут быть использованы для соответствующей платформы социальных сетей. Установив флажок, вы даете согласие на передачу персональных данных.
Сварка пластика | Алро Пластикс
| |||||||||||||||||||||||||||||
 Знаете ли вы, что некоторые
пластмассы тоже можно сваривать? Полипропилен, полиэтилен, ПВХ, ПВДФ, АБС и некоторые термопласты можно сваривать.
Знаете ли вы, что некоторые
пластмассы тоже можно сваривать? Полипропилен, полиэтилен, ПВХ, ПВДФ, АБС и некоторые термопласты можно сваривать. Полипропилен, полиэтилен, ПВДФ, ПВХ, АБС и
несколько других пластиков, которые
Полипропилен, полиэтилен, ПВДФ, ПВХ, АБС и
несколько других пластиков, которые Полипропиленовый пластиковый сварочный стержень, диаметры 3 мм, 4 мм, 5 мм, 1/8, 5/32, 3/16, натуральный, белый и черный
| Деталь № | Диаметр | Вес | Длина рулона (футы) | Цена | Заказать онлайн |
|---|---|---|---|---|---|
| Черный | |||||
| КР-5877 | .125 | 1 фунт | 220 | 15,25 $ | Добавить к заказу |
| КР-5895 | .125 | 5 фунтов | 1105 | 69,19 $ | Добавить к заказу |
| КР-5886 | . 125 | 10 фунтов | 2210 | 138,38 $ | Добавить к заказу |
| КР-5924 | .125 | 15 фунтов | 3315 | 207,56 $ | Добавить к заказу |
| КР-4136Б | .125 | 30 фунтов | 6630 | 332,48 $ | Добавить к заказу |
| КР-5901 | .156 | 1 фунт | 140 | 15,38 $ | Добавить к заказу |
| КР-5891 | .156 | 5 фунтов | 710 | 69,19 $ | Добавить к заказу |
| КР-5892 | .156 | 10 фунтов | 1420 | 138,38 $ | Добавить к заказу |
| КР-5919 | .156 | 15 фунтов | 2130 | 207,56 $ | Добавить к заказу |
| КР-4109Б | . 156 | 30 фунтов | 4260 | 319,95 $ | Добавить к заказу |
| КР-5986 | .187 | 1 фунт | 95 | 22,04 $ | Добавить к заказу |
| КР-5887 | .187 | 5 фунтов | 475 | 69,19 $ | Добавить к заказу |
| КР-5894 | .187 | 10 фунтов | 950 | 191,48 $ | Добавить к заказу |
| КР-5916 | .187 | 15 фунтов | 1425 | 207,56 $ | Добавить к заказу |
| КР-4110Б | .187 | 30 фунтов | 2850 | 319,95 $ | Добавить к заказу |
| КР-4111Б | 3 мм | 30 фунтов | 5250 | 319,95 $ | Добавить к заказу |
| КР-4112Б | 4 мм | 30 фунтов | 3000 | 376,25 $ | Добавить к заказу |
| КР-41116Б | 5 мм | 30 фунтов | 1800 | 376,25 $ | Добавить к заказу |
| Серый | |||||
| КР-4136Е | . 125 | 30 фунтов | 6630 | 427,50 $ | Добавить к заказу |
| КР-4109Е | .156 | 30 фунтов | 4260 | 445,28 $ | Добавить к заказу |
| КР-4110Е | .187 | 30 фунтов | 2850 | 445,28 $ | Добавить к заказу |
| КР-4111Е | 3 мм | 30 фунтов | 5250 | 445,28 $ | Добавить к заказу |
| КР-4112Е | 4 мм | 30 фунтов | 3000 | 445,28 $ | Добавить к заказу |
| КР-41115Е | 5 мм | 30 фунтов | 1800 | 445,28 $ | Добавить к заказу |
| Натуральный | |||||
| КР-5922 | .125 | 1 фунт | 220 | 15,13 $ | Добавить к заказу |
| КР-5882 | . 125 | 5 фунтов | 1105 | 68,18 $ | Добавить к заказу |
| КР-5884 | .125 | 10 фунтов | 2210 | 136,13 $ | Добавить к заказу |
| КР-5921 | .125 | 15 фунтов | 3315 | 204,19 $ | Добавить к заказу |
| КР-4136 | .125 | 30 фунтов | 6630 | 408,38 $ | Добавить к заказу |
| КР-5900 | .156 | 1 фунт | 140 | 13,61 $ | Добавить к заказу |
| КР-5890 | .156 | 5 фунтов | 710 | 68,18 $ | Добавить к заказу |
| КР-5883 | .156 | 10 фунтов | 1420 | 136,13 $ | Добавить к заказу |
| КР-5920 | . 156 | 15 фунтов | 2130 | 203,63 $ | Добавить к заказу |
| КР-4109 | .156 | 30 фунтов | 4260 | 408,38 $ | Добавить к заказу |
| КР-5897 | .187 | 1 фунт | 95 | 15,13 $ | Добавить к заказу |
| КР-5889 | .187 | 5 фунтов | 475 | 68,18 $ | Добавить к заказу |
| КР-5925 | .187 | 10 фунтов | 950 | 136,13 $ | Добавить к заказу |
| КР-5927 | .187 | 15 фунтов | 1425 | 204,19 $ | Добавить к заказу |
| КР-4110 | .187 | 30 фунтов | 2850 | 408,38 $ | Добавить к заказу |
| КР-4111 | 3 мм | 30 фунтов | 5250 | 408,38 $ | Добавить к заказу |
| КР-4112 | 4 мм | 30 фунтов | 3000 | 395,78 $ | Добавить к заказу |
| КР-4168Б | 5 мм | 30 фунтов | 1800 | 408,38 $ | Добавить к заказу |
| Белый | |||||
| КР-5917 | . 125 | 1 фунт | 220 | 15,38 $ | Добавить к заказу |
| КР-5893 | .125 | 5 фунтов | 1105 | 69,19 $ | Добавить к заказу |
| КР-5885 | .125 | 10 фунтов | 2210 | 138,38 $ | Добавить к заказу |
| КР-5923 | .125 | 15 фунтов | 3315 | 207,56 $ | Добавить к заказу |
| КР-5899 | .156 | 1 фунт | 140 | 15,38 $ | Добавить к заказу |
| КР-5904 | .156 | 5 фунтов | 710 | 69,19 $ | Добавить к заказу |
| КР-5915 | .156 | 10 фунтов | 1420 | 138,38 $ | Добавить к заказу |
| КР-5918 | . 156 | 15 фунтов | 2130 | 207,56 $ | Добавить к заказу |
| КР-5898 | .187 | 1 фунт | 95 | 15,38 $ | Добавить к заказу |
| КР-5888 | .187 | 5 фунтов | 475 | 69,19 $ | Добавить к заказу |
| КР-5926 | .187 | 10 фунтов | 950 | 138,38 $ | Добавить к заказу |
| КР-5905 | .187 | 15 фунтов | 1425 | 415,13 $ | Добавить к заказу |
| Ред. 04-22, 02-22, 06-21 | |||||
Можно ли сваривать разнородные пластмассы?
Как правило, сварка разнородных пластиков невозможна, но из этого правила есть несколько исключений. Типичным примером является блок задних фонарей автомобиля. Линзу из ПММА (полиметилметакрилата) можно приварить горячей пластиной к корпусу из АБС (акрилонитрил-бутадиен-стирола). ПММА можно сваривать с АБС, потому что они оба аморфны и имеют одинаковую T г (температура стеклования) значения; Т г для ПММА 85-105°С, Т г для АБС 110-125°С.
Другими комбинациями разнородных пластиков, которые можно сваривать, являются PS (полистирол) с ABS и PMMA с ПК (поликарбонат). В приведенной ниже таблице представлены другие возможные несходные комбинации
См. дополнительную информацию о сварке и испытаниях пластмасс или свяжитесь с нами.
| Не поддается сварке | |
| х | Под сварку |
| – | Некоторые марки стали пригодны для сварки |
| ? | Некоторые сообщения об успешной сварке |
Другие полимеры не образуют разнородных сварных швов.
| ABS | ABS/ПК | Acrylic | Modified PPO | PA 12 | PBO | PA 12 | PBO | PA 12 | PBO | PA 12 | PB0217 ПЭТ | Полисульфон | ПП | ||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Акрилонитрилбутадиенстирол | АБС | х | х | х | ? | ? | х | ? | |||||||
| Смесь акрилонитрил-бутадиен-стирол/поликарбонат | АБС/ПК | х | х | – | х | ||||||||||
| Полиметилметакрилат | Акрил | х | – | х | – | ||||||||||
| Норил | Модифицированный РРО | ? | х | ? | |||||||||||
| Нейлон 12 | ПА 12 | х | ? | ||||||||||||
| Полибутилентерефталат | ПБТ | ? | х | ? | ? | ||||||||||
| Поликарбонат | ПК | х | х | – | ? | ? | ? | х | – | ? | – | ||||
| Полиэтилен | ПЭ | х | ? | ||||||||||||
| Полиэфиримид | ПЭИ | ? | ? | – | х | ||||||||||
| Полиэтилентерефталат | ПЭТ | ? | х | ||||||||||||
| Полисульфон | Полисульфон | – | х | ||||||||||||
| Полипропилен | ПП | ? | х | ||||||||||||
| Полифениленоксид | РРО | х | |||||||||||||
| Полистирол | ПС | – | – | х | – | ||||||||||
| Поливинилхлорид | ПВХ | – | ? | ? | |||||||||||
| Стирол акрилонитрил | САН | – | – | – | – | ||||||||||
| Блок-сополимер стирола | СБК | ? | |||||||||||||
| Стирол-бутадиен-стирол | СБС | – | х |
| PPO | PS | PVC | SAN | SBC | SBS | ||
|---|---|---|---|---|---|---|---|
| Acrylonitrile butadiene styrene | АБС | – | – | – | – | ||
| Смесь акрилонитрил-бутадиен-стирол/поликарбонат | АБС/ПК | – | |||||
| Полиметилметакрилат | Акрил | – | ? | – | х | ||
| Норил | Модифицированный РРО | х | х | – | |||
| Нейлон 12 | ПА 12 | ||||||
| Полибутилентерефталат | ПБТ | ? | |||||
| Поликарбонат | ПК | – | |||||
| Полиэтилен | ПЭ | ? | |||||
| Полиэфиримид | ПЭИ | ||||||
| Полиэтилентерефталат | ПЭТ | ||||||
| Полисульфон | Полисульфон | ||||||
| Полипропилен | ПП | ||||||
| Полифениленоксид | РРО | х | |||||
| Полистирол | ПС | х | – | – | |||
| Поливинилхлорид | ПВХ | х | |||||
| Стирол акрилонитрил | САН | – | х | – | |||
| Блок-сополимер стирола | СБК | х | |||||
| Стирол-бутадиен-стирол | СБС | – | – | х |
Источники
- Райнхольд Мартин, «Использование лазеров с техническими полимерами», Конференция AILU, «Лазерная обработка материалов на основе полимеров», февраль 2004 г.
- Grewell, Benatar & Park, «Ультразвуковая сварка» в Справочнике по сварке пластмасс и композитов, Hanser 2003, ISBN 3-466-19534-3
- Бенатар, «Индукционная (электромагнитная) сварка имплантатов» в Справочнике по сварке пластмасс и композитов, Hanser 2003, ISBN 3-466-19534-3
- Froment, «Линейная и орбитальная вибрационная сварка» в Справочнике по сварке пластмасс и композитов, Hanser 2003, ISBN 3-466-19534-3
- Уотсон, Риветт и Джонсон, «Пластмассы – промышленный и литературный обзор методов соединения», Отчет об исследованиях Института сварки 301/1986
Исследование остаточных напряжений в полипропилене методом сварки горячей пластиной
Исследование остаточных напряжений в полипропилене методом сварки горячей пластиной
Скачать PDF
Скачать PDF
- Исследовательская работа
- Открытый доступ
- Опубликовано:
- Андреа Вюббеке
ORCID: orcid. org/0000-0002-2113-0248 1 ,
- Volker Schöppner 1 ,
- Bastian Geißler 2 ,
- Michael Schmidt 2 ,
- Arnaud Magnier 3 ,
- Тао Ву 3 ,
- Томас Ниндорф 3 ,
- Фабиан Якоб 4 и
- …
- Ханс-Петер Хайм 4
Сварка в мире том 64 , страницы 1671–1680 (2020)Цитировать эту статью
1681 Доступ
5 цитирований
Сведения о показателях
Abstract
В процессе охлаждения расплавленного материала возникают остаточные напряжения, так как уменьшенный объем охлаждаемого материала не может полностью заполнить пространство, ранее занимаемое расплавленным материалом. Морфология в сварном шве и вокруг него формируется различными факторами в зависимости от материала и параметров процесса. Различные морфологические структуры связаны с различными механическими свойствами. Параметры процесса и результаты сварки, включая морфологию и остаточное напряжение, взаимосвязаны. В данной статье исследованы остаточные напряжения и механические свойства горячесварного образца полипропилена с содержанием сажи 0,1 мас. % в зависимости от морфологии. Различные положения измерения и стыковочные смещения соединяемых деталей приводят к различным состояниям остаточных напряжений и морфологическим структурам. Чем выше смещение соединения, тем выше остаточное напряжение. Исследования морфологии показывают связь между размером альфа-сферолитов и смещением соединения. Дифрактограммы широкоуглового рассеяния рентгеновских лучей (WAXS) не способны разрешить бета-фазу образца.
1 Введение
Полипропилен (ПП) широко используется в полимерной промышленности, и сварка ПП является важным процессом. Из-за процесса сварки возникают остаточные напряжения и различные морфологические структуры, основанные на различных параметрах процесса. Для сварки полимеров не было опубликовано ни одного исследования, в котором одновременно изучались бы остаточные напряжения, механические свойства сварного шва и морфология материала. В данном исследовании исследуется влияние параметров процесса на механические свойства полипропилена с содержанием сажи 0,1 % масс. Механические свойства характеризуют испытанием на растяжение. Кроме того, методом сверления отверстий измеряются остаточные напряжения в сварном шве. Наконец, морфологические структуры различных образцов охарактеризованы путем анализа распределения размеров альфа-сферолитов и дифракционных картин с помощью WAXS.
2 Сопутствующая работа
При сварке горячей пластиной два соединительных элемента прижимаются к горячему инструменту и нагреваются до плавления за счет теплопроводности. Через определенное время нагретый инструмент удаляется, и соединительные элементы приводятся в контакт с определенным смещением соединения или усилием соединения.
Было проведено несколько исследований сварки горячими пластинами. Потенте разработал безразмерный подход к процессу сварки горячей пластиной [1]. Бонтен [2] объясняет теоретические основы самого процесса сварки. Оптимизированные параметры процесса сварки горячей пластиной, такие как температура сварки и геометрические параметры, можно найти в [3]. Что касается остаточных напряжений, Шнидерс [4] исследовал корреляцию между параметрами процесса сварки и развитием растрескивания под напряжением. Связь между механическими свойствами полиолефина (например, испытание на ползучесть с полным надрезом) и параметрами сварки обсуждается в [5].
Однако необходимы дополнительные исследования возможных корреляций между морфологией сварного шва и его прочностью. Морфология нагретых сварных деталей показана в [6], где определенная морфологическая зона разделена на четыре зоны. Здесь видна зона деформированных сферолитов. Эти деформированные сферолиты являются индикатором хороших механических свойств [7].
Для анализа собственной структуры полимеров, особенно для сварных деталей, в [8] приводится обзор различных стратегий анализа. Согласно литературным данным, существует три различных типа сферолитовых структур, различающихся плотностью и структурой решетки [9]., 10]: альфа, бета и гамма. Гамма-форма возникает при особых условиях (высокое давление, низкая молекулярная масса и высокая скорость сдвига) [11, 12]. Существует несколько методов характеристики морфологии ПП. Одним из хорошо зарекомендовавших себя методов является широкоугольное рассеяние рентгеновских лучей (WAXS). С помощью этого метода можно различать все три типа сферолитовых структур на основе их картины интенсивности [9]. Альфа- и бета-формы можно различить с помощью поляризационного микроскопа в дополнение к двулучепреломлению [12,12,13,15]. Для лучшей дифференциации можно использовать лямбда-пластинку, окрашивающую бета-форму по-разному [16, 17]. Глядя на исследования, посвященные морфологическому анализу, например, в [15], изучалась морфология при сварке горячей пластиной. В этом исследовании морфология сварной конструкции была охарактеризована с помощью рамановской микроскопии.
Механические свойства полукристаллических полимеров зависят от молекулярной массы, типа сферолитов, степени кристалличности и размера сферолитов [12]. Например, бета-структура более жесткая, чем альфа-структура [10]. Кроме того, измерения энергии удара показывают более высокие значения для бета-структуры, чем для альфа-структуры [18]. Однако более высокое содержание бета-сферолитов в ПП снижает модуль Юнга [12].
Существует несколько методов измерения остаточных напряжений в полимерах, которые можно разделить на неразрушающие, полуразрушающие и разрушающие. Безусловно, эти методы могут быть дополнительно подразделены на основе принципов измерения для количественной оценки состояний остаточных напряжений. Наиболее широко используемым неразрушающим методом является дифракция рентгеновских лучей (XRD), но он применим только для кристаллических материалов. Оптические методы, такие как анализ фотоупругости, используют двойное лучепреломление прозрачного материала для измерения разницы между двумя главными напряжениями [19]. ]. Метод сверления отверстий (ГРП), как широко используемый полуразрушающий метод, способен давать надежные результаты в диапазоне от 10 до 800 мкм от поверхности образца. Однако этот процесс сложен и требует много времени. Измерение остаточного напряжения с помощью ГДМ в изотропных металлических материалах стандартизировано в ASTM [20]. Затем этот метод был расширен для измерения остаточных напряжений в пластических материалах с учетом вязкоупругой и термической деформации, возникающей во время и после сверления материала [21, 22]. Надежность измерений остаточного напряжения была подтверждена испытаниями на механический изгиб с использованием закаленных образцов поликарбоната с известными профилями остаточного напряжения [22].
3 Экспериментальный проект
Свариваемые образцы были изготовлены методом литья под давлением. Геометрия свариваемой детали показана на рис. 1 при толщине 4 мм. Температура и параметры сварки приведены в таблице и характеризуются правой частью рис. 1. Для обеспечения хороших механических свойств соединяемых деталей часто используют соотношение s j /L 0 0,75 [23]. Начальный слой расплава измеряли согласно [24].
Геометрия соединяемой детали и используемые параметры сварки
Изображение в натуральную величину
Результаты испытаний на растяжение представлены на рис. 2. Для каждого параметра процесса было испытано пять соединенных образцов. Прочность на растяжение показана как функция смещения соединения. Прочность на растяжение увеличивается по мере увеличения смещения соединения. Для s j /L 0 > 0,75 наблюдается плато.
Рис. 2Прочность сварного шва из-за различных перемещений соединения
Изображение полного размера
Для понимания механизмов, влияющих на механические свойства материала, остаточные напряжения измеряются для двух противоположных режимов процесса: образцы с соотношением s j /L 0 = 0,3 и s j /L 0 = 0,95, оба с содержанием сажи 0,1% масс. Микроструктура материала будет показана в главе 5 соответственно. рассматриваемая часть. Измеряются деформации, возникающие при сверлении. Схема типичного тензорезистора и система координат, используемая для анализа, показаны на рис. 3, где положительное направление X совпадает с осью тензорезистора 1, а отрицательное направление Y — вдоль оси тензорезистора 3.
Схематическое изображение применяемой тензометрической розетки и системы координат, используемой для измерения релаксации деформации
Изображение в натуральную величину
После послойного удаления материала вокруг отверстия устанавливается новое равновесие путем снятия остаточных напряжений. Значения остаточного напряжения получены из релаксированных деформаций через
$$ \varepsilon \left(\theta \right)=\frac{1+\nu}}{E}a\frac{\sigma_x+{\sigma}_y}{ 2} + \ frac {1} {E} b \ frac {\ sigma_x – {\ sigma} _y} {2} \ mathit {\ cos} \ left (2 \ theta \ right) + \ frac {1} {E }b\cdotp {\tau}_{xy}\cdotp\mathit{\sin}\left(2\theta\right) $$
(1)
где σ — напряжение, ε — деформация, E — модуль Юнга и ν — коэффициент Пуассона. В уравнении (1) коэффициенты a и b могут быть определены аналитически при сквозном сверлении пластины на основании закона Кирша и закона Гука. Для измерения состояния неоднородного остаточного напряжения в произвольном материале материал необходимо просверливать поэтапно и уравнение. Уравнение (1) требуется развивать с использованием интегрального инкрементального формализма, т.е. применяя интегральный метод, предполагая, что напряжение постоянно в каждом инкременте 9i {b} _ {ij} \ cdotp \ left [{\ left (\ frac {\ sigma_x – {\ sigma} _y} {2} \ right)} _j \ cdotp \ mathit {\ cos} \ left (2 \ theta \right)+{\tau_{xy}}_j\cdotp\mathit{\sin}\left(2\theta\right)\right]1\le j\le i $$
(2)
Уравнение (2) может быть записано в матричной форме с учетом четырех приращений
$$ {\displaystyle \begin{array}{c}\left(\begin{array}{c}{\varepsilon}_1\\ {}{}{ \varepsilon}_2\\ {}\begin{array}{c}{\varepsilon}_3\\ {}{\varepsilon}_4\end{массив}\end{массив}\right)\left(\theta \right )=\frac{1+\nu }{2E}\ast \left[\begin{array}{ccc}{a}_{11}& 0& 0\\ {}{a}_{21}& {a }_{22}& 0\\ {}\begin{массив}{c}{a}_{31}\\ {}{a}_{41}\end{массив}& \begin{массив}{c }{a}_{32}\\ {}{a}_{42}\end{массив}& \begin{массив}{c}{a}_{33}\\ {}{a}_{43 }\end{массив}\end{массив}\kern1. 25em \begin{массив}{c}0\\ {}0\\ {}\begin{массив}{c}0\\ {}{a}_ {44}\end{массив}\end{массив}\ \right]\ast \left(\begin{array}{c}{\left({\sigma}_x+{\sigma}_y\right)}_1\ \ {}{\ влево ({\ sigma} _x + {\ sigma} _y \ вправо)} _2 \\ {} \ begin {массив} {c} {\ влево ({\ sigma} _x + {\sigma}_y\right)}_3\\ {}{\left({\sigma}_x+{\sigma}_y\right)}_4\end{массив}\end{массив}\right)+\\ { }\frac{1}{2E}\ast \left[\begin{array}{ccc}{b}_{11}& 0& 0\\ {}{b}_{21}& {b}_{22 }& 0\\ {}\begin{array}{c}{b}_{31}\\ {}{b}_{41}\end{array}& \begin{array}{c}{b} _{32}\\ {}{b}_{42}\end{массив}& \begin{массив}{c}{b}_{33}\\ {}{b}_{43}\end{ массив}\конец{массив}\kern1.25em \begin{массив}{c}0\\ {}0\\ {}\begin{массив}{c}0\\ {}{b}_{44}\ конец {массив} \ конец {массив} \ \ вправо] \ ast \ влево (\ влево (\ begin {массив} {c} {\ влево ({\ sigma} _x – {\ sigma} _y \ справа)} _1 \ \ {}{\ влево ({\ sigma} _x – {\ sigma} _y \ вправо)} _2 \\ {} \ begin {массив} {c} {\ влево ({\ sigma} _x – {\ sigma} _y \right)}_3\\ {}{\left({\sigma}_x-{\sigma}_y\right)}_4\end{массив}\end{массив}\right)\ast \cos\left(2 \theta \right)+2\ast \left(\begin{array}{c}{\tau}_{xy1}\\ {}{\tau}_{xy2}\\ {}\begin{array}{ c}{\tau}_{xy3}\\ {}{\tau}_{xy4}\end{массив}\end{массив}\right)\ast \sin\left(2\theta\right)\right )\end{массив}} $$
(3)
В инкрементальной ГДМ деформация ε i , измеренная после бурения i th инкремента, является не только функцией остаточных напряжений σ i , присутствующих в последнем пробуренном инкременте, но также функция остаточных напряжений во всех предыдущих приращениях. Как упоминалось ранее, коэффициенты a ij и b ij могут быть получены на основе аналитического решения только в случае сквозного отверстия. Для анализа состояния глухого отверстия и неравномерного остаточного напряжения, соответственно, калибровочные коэффициенты должны быть рассчитаны с использованием моделирования методом конечных элементов, см. [25] для получения дополнительной информации.
В данной работе деформации при бурении измерялись тензодатчиками типа Вишай ЭА-06-062РЭ-120. Что касается полипропиленовых образцов, перед приклеиванием тензодатчика к поверхности необходимо использовать грунтовку для улучшения сцепления между тензодатчиком и образцом. Тензорезисторы подключались к усилителю с напряжением питания 0,5 В. При этом низкое напряжение позволяет избежать выделения слишком большого количества джоулева тепла, что имеет решающее значение из-за низкой теплопроводности пластиковых материалов. Тем не менее, сигнал тензодатчика сильно нестабилен из-за этих эффектов нагрева, поэтому измерения деформации проводились только через 8 ч после подключения тензорезистора к усилителю. Это позволило достичь теплового равновесия, что привело к удовлетворительному стабильному сигналу. Процесс сверления осуществлялся вручную со скоростью сверления около 20 об/мин и скоростью подачи около 0,03 мм/мин. Такая низкая скорость сверления позволяет избежать нагрева при сверлении и, таким образом, не использовалась система охлаждения.
Во время сверления инструмент для сверления толкает и срезает образец, что приводит к вязкоупругой деформации, которая расслабляется после сверления. Кроме того, дополнительная релаксация упругих деформаций обусловлена удалением материала и релаксацией остаточных напряжений. Во время каждого этапа сверления тепло тела оператора, а также другие возможные источники тепла влияют на температуру в местах расположения тензодатчиков. В конце концов, точная релаксация упругой деформации, учитывающая эффекты вязкоупругой и термической деформации, возникающие во время и после сверления образца, может быть определена с помощью калибровочных коэффициентов, более подробную информацию см. в [21].
После бурения вокруг отверстия измеряются деформации тензометрическими датчиками и пересчитываются в остаточные напряжения с использованием калибровочных коэффициентов. Этот метод был использован в данной работе для ПП с 0,1 мас.% технического углерода. Таким образом, тензорезистор располагался непосредственно на сварном шве, в непосредственной близости от сварного шва и на основном материале. Необходимы дальнейшие исследования для изучения вариаций и позиций материалов. В каждом случае сверлили с шагом 0,1 мм. После каждого сверления вводился период ожидания 5 мин, пока не был пробурен следующий прирост. Дальнейшие приращения бурятся без ожидания заданного периода времени; результат измерения будет фальсифицирован [26]. Общие сведения о коэффициентах и принципе измерения сверления отверстий можно найти в ASTM [20].
Для правильной интерпретации результатов измерения необходимо знать, какое качественное распределение напряжения можно ожидать. Результаты, представленные для состояний остаточных напряжений соединяемых металлов, были взяты из [27] в качестве основного справочника для свариваемых пластмасс для этой цели. В сварном шве наблюдались растягивающие остаточные напряжения, тогда как несварной материал в качестве основного эталона остаточного сжимающего напряжения охарактеризован.
Измерительные позиции для определения остаточных напряжений показаны на рис. 4. Сварные образцы исследовались с использованием различных измерительных позиций. Измерения непосредственно в сварном шве (путем удаления валика сварного шва) были выполнены для стыковочных смещений 0,361 мм и 1,14 мм (как показано маркировкой на рис. 2). Также были исследованы эталонный материал и одно пятно вблизи сварного шва. Основной материал был проанализирован для того, чтобы сравнить остаточные напряжения сварного и несварного материала. Положение вблизи сварного шва использовалось для исследования того, возможно ли вообще измерение непосредственно в сварном шве или вблизи сварного шва.
Рис. 4Варианты положений для измерения остаточного напряжения
Изображение полного размера
Измерение остаточного напряжения разделено на два направления измерения с помощью двух фигур. Направление y относится к измерению вдоль сварного шва (рис. 5), а направление x – поперек сварного шва (рис. 6). Измерение остаточного напряжения с использованием метода сверления отверстий требует относительно больших затрат времени и средств. Поэтому в каждой точке измерения проводилось только одно измерение.
Анализ остаточного напряжения сварных соединений с различными стыковочными смещениями для ПП с 0,1 мас.% технического углерода, направление y
Изображение полного размера
Рис. с различными смещениями соединения для полипропилена с 0,1 мас.% сажи, направление xИзображение полного размера
На рис. 5 показаны различия в остаточных напряжениях по отношению к глубине сверления для направления y, вызванные различными смещениями соединения, с одной стороны . Кривые имеют одинаковую форму, за исключением приповерхностных значений (до 0,1 мм). Значения от 0 до 0,1 мм пришлось исключить из-за погрешности измерения (для обоих направлений). Судя по максимальным напряжениям, смещение соединения 1,14 мм вызывало более высокое остаточное напряжение при растяжении, чем смещение соединения 0,361. Чем выше смещение соединения, тем больше происходит сжатие. Таким образом, процесс сварки вызывал больше растягивающих остаточных напряжений в случае больших перемещений соединения. При поверхностном расстоянии 0,3 мм более высокое смещение соединения вызывало примерно на 2 МПа большее остаточное напряжение растяжения. С другой стороны, измерения вблизи сварного шва и в основном материале, т. е. в незатронутом материале, показывают различное состояние остаточных напряжений. Положение вблизи сварного шва и в основном материале показывает сжимающие остаточные напряжения. Остаточные напряжения в эталонном материале связаны с обработкой образца. Для процесса литья под давлением характерны сжимающие остаточные напряжения вблизи поверхности материала [27]. Вблизи сварного шва значение сжимающих остаточных напряжений ниже, чем для исходного состояния, что может быть связано с процессом сварки, так как он должен создавать растягивающие остаточные напряжения непосредственно у сварного шва.
Сравнение различных положений измерения вблизи сварного шва и в сварном шве для смещения соединения 1,14 также показывает разницу в направлении их состояния остаточного напряжения. Вблизи сварного шва обнаруживаются сжимающие напряжения, тогда как непосредственно в сварном шве наблюдаются растягивающие напряжения. Результаты ясно показывают, что измерение непосредственно в сварном шве дает приемлемые значения и, следовательно, является применимой методологией.
В отличие от остаточного напряжения в направлении y, показанного на рис. 5, на рис. 6 показаны результаты для направления x. Сравнение двух кривых остаточного напряжения s j = 1,14 и s j = 0,361 становится ясно, что они оба характеризуются остаточными растягивающими напряжениями. Номинально максимальные значения обеих кривых очень похожи. Максимальное остаточное растягивающее напряжение около 5 МПа в направлении x, перпендикулярном сварному шву, присутствует на глубине около 0,4 мм от поверхности. Сравнивая эти результаты измерения остаточного напряжения в направлении х с результатами кривых прочности на растяжение на рис. 2, становится ясно, что определяемые остаточные напряжения не являются наиболее важным фактором, влияющим на прочность на растяжение. Оба измерения остаточного напряжения показывают максимальные значения между 4 и 5 МПа. Предполагая, что состояние остаточного напряжения будет ключевым фактором, влияющим на предел прочности при растяжении, определенные остаточные напряжения должны были значительно различаться в направлении x (поскольку определенные значения предела прочности при растяжении значительно различаются).
В двух других точках измерения исследование остаточных напряжений вблизи сварного шва и в основном материале показывает сжатое состояние, как видно ранее, в направлении y. В этом направлении положение измерения непосредственно в сварном шве наиболее подходит для получения надежных результатов измерения.
5 Морфологический анализ
Для морфологического анализа из сваренных деталей вырезали образцы и готовили их шлифованием и полированием под перманганатное травление серной кислотой, фосфорной кислотой и перманганатом калия. Этот метод используется для удаления аморфных областей полиолефиновых полимеров, чтобы сделать кристаллические структуры видимыми. Более подробное описание этого метода травления дано в [28].
На сварных участках образцов полипропилена, окрашенных техническим углеродом, видны бета- и альфа-сферолиты. На Рисунке 7 показан пример протравленного сварного шва полипропилена, содержащего 0,1 мас.% сажи. Углеродная сажа действует как агент зародышеобразования для бета-сферолитовых структур. Как видно на рис. 7, внешний вид бета-сферолита темный, тогда как альфа-сферолиты кажутся более яркими.
Рис. 7Морфологический анализ шва с бета- и альфа-сферолитами
Изображение в натуральную величину
Для анализа морфологии диаметры альфа-сферолитов измеряли с помощью конфокального лазерного сканирующего микроскопа Olympus LEXT OLS3100. Исследование размера сферолитов в несваренном ПП было проведено ранее Way et al. [29]. Они измерили размер сферолитов формованных образцов и доказали, что маленькие сферолиты обеспечивают более высокую прочность на растяжение, чем более крупные сферолиты. Это ясно указывает на то, что диаметр сферолитов в сварных образцах будет влиять на их механические свойства. Поэтому исследовали размеры альфа-сферолитов сварных образцов в середине сварного шва при различных перемещениях соединения. Микроскопический анализ выявляет корреляцию между размером альфа-структуры и параметрами сварки. Чем больше смещение соединения, тем меньше размер альфа-сферолитов, как показано на рис. 8.
Морфологический анализ сварного шва с альфа-сферолитами
Изображение в натуральную величину
Кроме того, структура интерфейса уже обеспечивает начальную оценку конечной прочности на растяжение. На рис. 9 представлены микроскопические изображения границ раздела при различных смещениях соединения. Для сварочных смещений 0,361 мм и 0,6 мм линии потока не обнаруживаются, а для больших смещений 0,9 мм и 1,14 мм возникают значительные линии тока.
Рис. 9Вид в поперечном сечении зоны сварного шва, показывающий линии тока, возникающие при стыковочных смещениях 0,9 мм и 1,14 мм
Изображение в полный размер
На основании директивы [23] коэффициент 0,75 для сварки горячей пластиной является оптимальным. Имеющиеся в литературе данные свидетельствуют о том, что линии потока обеспечивают хорошие механические свойства (для вибрационной сварки) [30]. Это также указывает на то, что появление линий потока может показать разницу между образцами с хорошими и плохими механическими свойствами (по прочности на растяжение) с точки зрения процесса сварки горячей пластиной.
Линии потока, показанные на рис. 10, связаны с деформированными сферолитами в основном материале. Такое содержание деформированных сферолитов было также обнаружено в [30] для вибрационной сварки и показало, что оно приводит к хорошим механическим свойствам. В [31] линии тока обнаружены и в образце, сваренном горячим способом. Это исследование не включало различные параметры соединения, а сообщало только об общем виде этих функций.
Рис. 10Деформация сферолита как исходная точка линий тока
Изображение в полный размер
Анализ с помощью WAXS был проведен для всех сварных швов. Дифрактометр Bruker WAXS в режиме отражения в конфигурации Брэгга-Брентано с использованием Cu K (альфа) излучения в качестве источника света. Образцы вращались во время измерения. В каждом сварном шве была обнаружена характерная альфа-структура, как показано на рис. 11. Бета-фаза, которая должна быть видна по характерному пику при 8 градусах, не разрешена. Углеродная сажа, используемая в качестве зародышеобразователя, не была достаточно эффективной, чтобы привести к тому, что фракции бета-структуры были достаточно высокими, чтобы их можно было обнаружить. Для исследования сварного шва лучшим способом увидеть детали является использование отражающего микроскопа, требующего трудоемкого процесса травления.
Измерение WAXS для полипропилена с содержанием технического углерода 0,1 мас.% при сварке различных перемещений соединения
Изображение полного размера
6 Выводы
Существуют различные возможности измерения остаточных напряжений. В настоящей работе используется метод сверления отверстий. Использование метода сверления отверстий представляет собой проблему для соединяемых компонентов, которые имеют видимый снаружи сварной шов. Возможны два варианта определения напряжений. С одной стороны, можно измерить рядом со сварным швом. Следствием этого является то, что исходное напряженное состояние в сварном шве не изменяется. Напряженное состояние вблизи сварного шва изменяется за счет локального удаления материала. После этого выпущенные штаммы регистрируются и оцениваются. Второй возможностью измерения напряжения является измерение непосредственно в сварном шве. Для этой процедуры сварной шов должен быть удален заранее. Этот подготовительный этап вызывает изменение самого напряженного состояния. Однако он позволяет проводить измерения непосредственно в сварном шве. Изменение положения измерения рассматривалось в первую очередь для того, чтобы показать, что в принципе возможно измерение в самом сварном шве. Полученные результаты показывают, что, несмотря на удаление валика сварного шва, все еще присутствуют измеримые растягивающие остаточные напряжения.
Экспериментально определенные остаточные напряжения для безразмерных стыковочных перемещений 0,3 и 0,95 различаются по своим максимальным значениям. Если сравнить эти максимальные значения с результатами структурных исследований, направленных на появление альфа-сферолита, то остаточные напряжения возрастают с уменьшением размеров альфа-сферолита. С другой стороны, более крупная альфа-структура может свидетельствовать о меньших остаточных напряжениях.
По результатам испытаний на растяжение было показано, что остаточные напряжения параллельны направлению нагрузки. Если бы было верно обратное, направление растяжения, вероятно, не повлияло бы на предел прочности при растяжении. В этом случае растягивающие остаточные напряжения будут сильно отличаться, так что эта тенденция в конечном итоге совпадет с характеристиками растяжения.
Формирование зоны сдвига может указывать на различные остаточные напряжения в направлениях x и y. Однако максимальные значения обоих измерений отличаются всего примерно на 1 МПа. Поэтому сомнительно, можно ли использовать эту структурную особенность для правильного прогнозирования состояния остаточного напряжения.
Уменьшение радиуса сферолитов, характерное для сварного шва, указывает на тенденцию к уменьшению альфа-сферолитов. Поскольку эти значения также очень близки, характеристика деформированных сферолитов пригодна только для грубой оценки кратковременной прочности на растяжение.
До настоящего времени в литературе не установлено корреляций между диаметром альфа-сферолита полипропилена и определенными остаточными напряжениями ни в сварном шве, ни в несоединяемых компонентах. Если экспериментально определенные радиусы альфа-сферолитов получаются с максимальными значениями анализа остаточных напряжений, возникает картина пропорциональности. При увеличении максимального значения остаточных напряжений в шве в обоих направлениях радиус альфа-сферолита в шве уменьшается. Поскольку значения определяемых альфа-сферолитов очень близки, то и здесь можно говорить только о тенденции.
7 Резюме и перспективы
В настоящей работе были проанализированы образцы, сваренные методом горячей сварки, с акцентом на значения остаточного напряжения и предела текучести, а также на морфологию сферолитов. Для образцов, сваренных с большим смещением соединения, выявляется более высокая прочность на растяжение. Измерения остаточного напряжения показали, что смещение соединения оказывает значительное влияние на остаточное напряжение в сварном шве. Кроме того, место измерения оказывает существенное влияние на полученные результаты.
В зоне сварки структуру образцов можно отнести к альфа- и бета-сферолитам полипропилена. Связь между измеренными диаметрами альфа-фазы и различными смещениями соединения может быть найдена. Появление линий потока является показателем соединений с более высокой прочностью на растяжение.
В будущей работе цифровое распознавание морфологических структур может быть использовано для получения дополнительной информации о регулярности структуры, сформированной в процессе сварки. Кроме того, изменение точки измерения может предоставить дополнительную информацию о регулярности сферолитов. Это может быть сопоставлено с другими механическими свойствами, такими как энергия удара и свойства ползучести. Кроме того, исследование образцов с чистым бета-содержанием является предметом дальнейших исследований.
Сокращения
- PP:
полипропилен
- ВОСК:
широкоугольное рентгеновское рассеяние
- с к :
смещение соединения
- Л 0 :
начальный слой расплава
- т с :
растягивающее напряжение
- в с :
напряжение сжатия
- σ г :
остаточное напряжение (направление Y)
- σ x :
остаточное напряжение (направление x)
- HDM:
метод сверления отверстий
Каталожные номера
Bonten C (1998) Beitrag zur Erklärung des Wirkmechanismus in Schweißverbindungen aus teilkristallinen Thermoplasten. Universität Gesamthochschule Essen, Диссертация
Optimierung der Schweißnahtfestigkeit von Heizelementstumpfschweißungen von Formteilen durch verbesserte Prozeßführung und Selbsteinstellung. ДВС-Верл., Vol. 20, Дюссельдорф, 1988 г. – ISBN 3871558796
Schnieders J (2004) Analyze der Fertigungs- und Prozeßeinflüsse auf die Spannungsrißbildung beim Fügen amorpher Thermoplaste mittels Heizelement. Университет Падерборна, Диссертация
Google Scholar
Dietz R (2017) Strukturbezogene Betrachtung zum Zeitstandverhalten geschweißter Polyolefinhalbzeuge. Технический университет Хемница
Справочник по соединению пластмасс — практическое руководство. Библиотека дизайна пластмасс, Норидж, Нью-Йорк, 1997 г. – ISBN 1884207170
А. Юнгмайер; М. Веттер; E. Schmachtenberg: Charakterisierung der Struktur teilkristalliner Thermoplaste mittels Kleinwinkellichtstreuung. Практическая металлография, Vol. 46, вып. 4, 2009 г., п. 173–193
Т. Джонс; Дж. М. Эйзлвуд; Беккет Д. Р.: Кристаллические формы изотактического полипропилена. Химия и физика макромолекул, вып. 75, 1963, с. 1–236
Структура и морфология. Чепмен и Холл, Vol. структуры, смеси и композиты / под ред. Дж. Каргер-Кочиш; Том. 1, Лондон, 1-е изд., 1995 г. – ISBN 978–0–412-58430-5
SPE/ANTEC 1996 Proceedings (печатная версия/3 тома) К.
Мезгани; P. J. Phillips: морфология гамма-формы изотактического полипропилена при 200 МПа, 1996П. Торджеман; К. Роберт; Г. Марин; П. Джерард: Влияние кристаллической структуры α, β на механические свойства полипропилена. Европейский физический журнал E, Vol. 4, вып. 4, 2001, с. 459–465
В. Грелльманн; С. Сабине: Kunststoffprüfung. Хансер, Мюнхен, Вена, 2005 г. – ISBN 3–446–22086-0
К. Накамура; С. Симидзу; С. Умемото; А. Тьерри; Б. Лотц; Н. Окуи: Температурная зависимость скорости роста кристаллов α- и β-форм изотактического полипропилена. Полимерный журнал, Vol. 40, вып. 9, 2008, с. 915–922
А. Санория; С. Дамодаран; Т. Шустер; Р. Брюлль: Исследование морфологических вариаций, связанных с обработкой и термомеханической обработкой поли(пропилена) с помощью рамановской микроскопии. Химия и физика макромолекул, Vol. 217, вып. 9, 2016, с.
1037–1046Дж. Варга; Г. В. Эренштейн; А. К. Шларб: Вибрационная сварка альфа- и бета-изотактических полипропиленов – механические свойства и структура. Экспресс полимерные письма, Vol. 2, вып. 3, 2008, с. 148–156
Schuster T (2014) Трёхмерные характеристики бета-ядерных полипропиленов-роренов с Bildgebungsverfahren. Технический университет Дармштадта, диссертация
Google Scholar
С. К. Тджонг; Дж. С. Шен; Р. Ли: Морфологическое поведение и инструментальные ударные свойства полипропилена с β-кристаллической фазой. Полимер, Том. 37, вып. 12, 1996, с. 2309–2316
А. Адхикари; Т. Бургаде; А. Асунди: Измерение остаточного напряжения для компонентов, отлитых под давлением. Письма по теоретической и прикладной механике, Vol. 6, вып. 4, 2016, с. 152–156
Метод испытаний для определения остаточных напряжений методом тензодатчика при сверлении отверстий, 2013
А. Магнье, Б. Шолтес и Т. Ниндорф, О достоверности измерений остаточных напряжений в образцах поликарбоната методом сверления отверстий, Полимерные испытания, 71, 329/334, 71, 2018
Heizelementschweißen von Formteilen aus thermoplastischen Kunststoffen in der Serienfertigung, 2010
H. Potente: Fügen von Kundrenstoffen, Verdwendrenstoffen; мит 31 Табеллен. Hanser, München, Wien, 2004 — ISBN 978–3–446-22755-2
Magnier A, Zinn W, Scholtes B, Niendorf T (2018) Анализ остаточного напряжения на тонких металлических листах с использованием метода пошагового сверления отверстий— основы и проверка.
Опытная технологияМагнье А., Шолтес Б., Ниндорф Т. (2016) Анализ профилей остаточных напряжений в пластиковых материалах с использованием метода сверления отверстий — факторы влияния и практические аспекты. Polym Test 59:29–37
Статья Google Scholar
H. D. Tietz: Grundlagen der Eigenspannungen – Entstehung in Metallen, Hochpolymeren und silikatischen Werkstoffen, Meßtechnik und Bewertung. Springer-Verlag, Вена, 1982 г. – ISBN 3211958142
А. Брейнинг; Г. В. Эренштейн; Дж. Варга: Этцен фон Кунстштоффен. Eine Präparationstechnik für mikroskopische Untersuchungen, Vol. 39, вып. 3, 1997, с. 81–85
Дж. Л. Уэй; Дж. Р. Аткинсон; Дж. Наттинг: Влияние размера сферолита на морфологию излома полипропилена. Журнал материаловедения, Vol. 9, вып. 2, 1974, с. 293–299
Giese M (1995) Fertigungs- und werkstofftechnische Betrachtungen zum Vibrationsschweißen von Polymerwerkstoffen.
Университет Эрланген-НюрнбергU. Egen: Gefügestruktur в Heizelementschweißnähten и PolyProplen-Rohren. Дт. Верл. für Schweißtechnik, Vol. 4, Дюссельдорф, 1985 – ISBN 387155863 X
Дж. Матар: Определение начального напряжения путем измерения деформации вокруг просверленных отверстий. Труды Американского общества инженеров-механиков, Vol. 56, вып. 4, 1934
А. Нау; Б. Шолтес; М. Роледер; Дж. Нобре: Применение метода сверления отверстий для анализа остаточных напряжений в компонентах из поликарбоната. Zeitschrift Kunststofftechnik, Vol. 7, вып. 3, 2011, с. 3–85
Соединение пластмасс в производстве. Крэмптон, Соустон, Кембридж, Великобритания, 1988 г. – ISBN 0853002029
Д. Грюэлл; А. Бенатар; JB Park: Справочник по сварке пластмасс и композитов. Хансер; Hanser Gardener, Мюнхен, Цинциннати, 2003 г. — ISBN 3446195343
Magnier A, Scholtes B, Niendorf T (2017) Анализ профилей остаточных напряжений в пластиковых материалах с использованием метода сверления отверстий— факторы влияния и практические аспекты. Polym Test 59:29–37
Статья КАС Google Scholar
Ссылки на скачивание
Благодарности
Финансирование открытого доступа предоставлено Projekt DEAL. Авторы благодарят Немецкий исследовательский фонд (DFG) за финансирование этой работы (Schm2115/31-1,Scho551/20-1 и NI1327/19-1).
Информация об авторе
Авторы и филиалы
Kunststofftechnik Paderborn, Падерборнский университет, Падерборн, Германия
Andrea Wübbeke & Volker Schöppner
, Ercheslangenentrum Germany- 0007
Bastian Geiusler & Michael Schmidt
Университет Касселя, Кассель, Германия
Arnaud Magnier, Tao Wu & Thomas Niendorf
Institut Fürstofffftechnik- kasslechnik, kasselem.
8.0.0.0.0.0.0.8.0.0.0.c.8000, kasselechnik, kasselechnik, kasselembnik, kasselechnik. Peter Heim
Авторы
- Andrea Wübbeke
Посмотреть публикации автора
Вы также можете искать этого автора в PubMed Google Академия
- Volker Schöppner
Посмотреть публикации автора
Вы также можете искать этого автора в PubMed Google Scholar
- Bastian Geißler
Просмотр публикаций автора
Вы также можете искать этого автора в PubMed Google Scholar
- Michael Schmidt
Просмотр публикаций автора
Вы также можете искать этого автора в PubMed Google Scholar
- Arnaud Magnier
Просмотр публикаций автора
Вы также можете искать этого автора в PubMed Google Scholar
- Tao Wu
Просмотр публикаций автора
Вы также можете искать этого автора в PubMed Google Scholar
- Thomas Niendorf
Просмотр публикаций автора
Вы также можете искать этого автора в PubMed Google Scholar
- Фабиан Якоб
Просмотр публикаций автора
Вы также можете искать этого автора в PubMed Google Scholar
- Hans-Peter Heim
Просмотр публикаций автора
Вы также можете искать этого автора в PubMed Google Scholar
Автор, ответственный за переписку
Андреа Вюббеке.
Дополнительная информация
Примечание издателя
Springer Nature остается нейтральной в отношении юрисдикционных претензий в опубликованных картах и институциональной принадлежности.
Рекомендовано к публикации Комиссией XVI – Технология соединения полимеров и адгезивов
Права и разрешения
Открытый доступ Эта статья находится под лицензией Creative Commons Attribution 4.0 International License, которая разрешает использование, распространение, адаптацию, распространение и воспроизведение в любой носитель или формат, при условии, что вы укажете первоначальных авторов и источник, предоставите ссылку на лицензию Creative Commons и укажете, были ли внесены изменения. Изображения или другие сторонние материалы в этой статье включены в лицензию Creative Commons на статью, если иное не указано в кредитной строке материала. Если материал не включен в лицензию Creative Commons статьи, а ваше предполагаемое использование не разрешено законом или выходит за рамки разрешенного использования, вам необходимо получить разрешение непосредственно от правообладателя. Чтобы просмотреть копию этой лицензии, посетите http://creativecommons.org/licenses/by/4.0/.
Перепечатка и разрешения
Об этой статье
Руководство по сварке термопластов — Plastic Design, Inc.
Опубликовано Куртом | Комментарии к записи Руководство по сварке термопластов
отключеныЗа последние несколько десятилетий термопласты становятся все более популярными в различных отраслях промышленности. Сварка термопластов позволяет производителям создавать сложные замысловатые соединения термопластичных компонентов с прочными молекулярными связями, которые более надежны и эффективны, чем более традиционные механические крепления и клеи. Сварные компоненты можно быстро и эффективно соединять в единое изделие, создавая прочный и надежный сварной шов с длительным сроком службы.
В Plastic Design, Inc. мы предоставляем надежные, инновационные решения в области пластиковых материалов для наших клиентов в различных критически важных отраслях, включая медицинские и биомедицинские устройства, фармацевтическое технологическое оборудование, микроэлектронику и фотонику. Используя только новейшие автоматизированные технологии, мы разрабатываем и производим сложные и специальные компоненты и продукты, которые соответствуют даже самым строгим отраслевым стандартам. У нас есть знания и оборудование, необходимые для своевременного и экономически эффективного выполнения проектов.
Что такое термопласты?
Термопласты представляют собой синтетические пластмассы, которые можно расплавлять, формовать и охлаждать для придания им определенной формы. Термопласты могут подвергаться повторяющимся процессам плавления и охлаждения, в то время как термореактивные пластики затвердевают только один раз и горят под воздействием тепла после затвердевания. На рынке доступно множество термопластов, каждый из которых обладает уникальными характеристиками, которые делают его полезным для конкретных продуктов и приложений. Некоторые из самых популярных термопластов включают:
Полиэтилен (ПЭ)
Легкая этиленовая полимерная смола. Полиэтилен имеет переменную кристаллическую структуру, что делает его очень универсальным. Он недорогой, химически стойкий и доступен в составе с высокой и низкой плотностью для использования во всем, от медицинских инструментов до пластиковых пакетов.
Полипропилен (ПП)
Несколько мономеров пропилена объединяются для создания полипропилена, жесткого и негибкого полукристаллического термопластика, который идеально подходит для упаковки, медицинских инструментов и компонентов с низким коэффициентом трения.
Поливинилхлорид (ПВХ)
Разработчики и производители ценят ПВХ за его химическую стойкость и ударную вязкость. Эта полимеризованная синтетическая смола, изготовленная из винилхлорида, часто используется в трубах и арматуре, строительных материалах, медицинских устройствах, электронике и автомобильных компонентах.
Полистирол (ПС)
Полистирол представляет собой синтетический полимер, состоящий из мономеров стирола и доступный в виде пены и твердой формы. Твердый полистирол прозрачен и тверд, часто используется в пищевой и фармацевтической упаковке, медицинском оборудовании и лабораторном оборудовании.
Акрил
Акрил — это легкий, очень прозрачный термопласт, часто используемый в качестве более прочной альтернативы стеклу в промышленности, медицине, розничной торговле и других областях.
Нейлон
Нейлон представляет собой гладкий термопласт, состоящий из синтетических полиамидных полимеров. Этот очень универсальный материал создает нити, ткани, веревки и твердые формы.
Технологии сварки пластмасс
Термопласты совместимы с различными термообработками, и это качество используется в различных технологиях сварки пластмасс. Некоторые из наиболее распространенных методов сварки термопластов включают:
Сварка трением
Сварка трением выделяет тепло путем трения двух частей друг о друга с определенной скоростью. Тепло, создаваемое трением, расплавляет края обеих деталей, а давление удерживает их вместе до тех пор, пока они не затвердеют в единую соединенную деталь.
Сварка экструдированным валиком (экструзионная сварка)
Экструзионная сварка идеально подходит для больших и толстых компонентов, для которых требуется более длинный шов. Сварочный стержень размягчает пластик в экструдере. Экструдер выдавливает размягченный пластик на соединяемые детали, которые также были размягчены с помощью струй горячего воздуха. Экструдированный пластик прилипает к размягченным поверхностям, создавая прочную связь.
Высокочастотная сварка
Высокочастотная сварка использует высокочастотные электромагнитные волны для выработки тепла внутри определенных полимеров. Этот процесс сильно локализован и обеспечивает длинные непрерывные сварные швы между деталями без добавления материала.
Сварка горячей пластиной
Сварка горячей пластиной, также известная как сварка горячим инструментом, включает нагретые инструменты, форма которых соответствует соединениям составных частей. На торцы свариваемых деталей накладывают нагретые пластины (инструменты). После расплавления концы прижимаются друг к другу до тех пор, пока соединение не остынет и не создаст связь.
Сварка горячим газом
Сварка горячим газом, также называемая сваркой горячим воздухом, представляет собой сварочный аппарат с пластиковым присадочным стержнем. Сварщик выпускает горячую струю воздуха или газа для размягчения как присадочного материала, так и соединяемых поверхностей. Пластиковый наполнитель должен быть таким же или таким же, как материал компонента, чтобы создать достаточную связь.
Лазерная сварка
Лазерная сварка использует лазер для нагрева материала между компонентами, заставляя их плавиться и соединяться вдоль линии сварки. Чтобы этот метод был эффективным, один компонент должен быть пропускающим, а другой — поглощающим, чтобы лазер мог пройти через пропускающий компонент и достичь поглощающей части в желаемой точке соединения.
Индукционная сварка
Индукционная сварка использует электромагнитный ток для нагревания и расплавления пластмасс с внедренным углеродным волокном, металлом или другими проводящими материалами. Этот процесс особенно полезен для армированных материалов, используемых в аэрокосмической промышленности.
Сварка растворителем
Сварка растворителем использует специальные химические растворители для растворения термопластичного материала, позволяя полимерным цепям обоих компонентов соединяться друг с другом и создавать прочную связь.
Ультразвуковая сварка
Ультразвуковая сварка использует высокочастотные вибрации для создания тепла трения между составными частями. Этот чрезвычайно быстрый метод сварки можно использовать практически с любым термопластом.
Сварка вращением
Подобно сварке трением, сварка вращением использует трение, создаваемое вращением одного компонента относительно неподвижного компонента. Как только материал между ними расплавится, вращающийся компонент останавливается и прижимается к неподвижному компоненту до тех пор, пока пластик не остынет, образуя прочную связь.
Преимущества сварки пластмасс
Сварка пластмасс имеет многочисленные преимущества по сравнению с другими методами склеивания, в том числе:
- Экономичность . Сварка пластика не требует дополнительных растворителей, потребляет очень мало энергии и быстро работает, что повышает производительность и снижает накладные расходы на единицу продукции.
- Быстро и чисто . Сварка пластмасс не дает сварочного облоя, что делает этот процесс чрезвычайно безопасным, быстрым и простым. Конечный продукт выглядит чистым, с почти невидимыми или бесшовными линиями.
- Очень универсальный . Сварку пластмасс можно использовать для компонентов практически любого размера, формы и конфигурации, а также быстро и точно выполнять крупно- и мелкосерийные заказы.
- Постоянный . Сварка пластмасс создает постоянную молекулярную связь между свариваемыми компонентами, что обеспечивает высокую надежность соединения.
- Работает практически со всеми термопластами . Сварка пластика может использоваться практически для любого термопластичного полимера, даже для большинства термочувствительных пластиков.
Качественная сварка пластмасс от Plastic Design, Inc.
В Plastic Design, Inc. мы стремимся предоставлять нашим клиентам услуги по сварке термопластов самого высокого качества в отрасли.