Электросварка для начинающих: делаем первые шаги вместе
Как ни крути, на даче без сварочных работ не обойтись: то лаги у забора поправить, то калитку сварить, то водопровод отремонтировать. Не везде и не у всех в фаворе пластик (хотя пластиковые трубы тоже можно варить). Лично мне, чтобы приварить новые петли к старым воротам, пришлось вытаскивать себе в гости друга со сваркой. Посидели мы, конечно, хорошо, но такие мелкие работы все-таки лучше делать самому. С чего начать, если хочешь научиться сваривать металл?
Надоело звать знакомых, чтобы сделать элементарные работы
Начнем с выбора сварочного аппарата
Это было первое, о чем я задумался. Какой аппарат и какую маску купить для реализации моих задумок? А планы были грандиозные — давно хотел сварить мангал из старого бака, стол из металлического профиля и пару металлических табуреток. С этими мыслями заехал за какой-то ерундой в ОБИ и наткнулся на распродажу компактных сварочных аппаратов Wert. Аппарат в комплекте с маской «хамелеон» стоил чуть больше трех тысяч. Я планировал потратить тысячи две на маску и тысяч пять на сварочный аппарат. Поэтому купил комплект за такие деньги не раздумывая.
Я планировал потратить тысячи две на маску и тысяч пять на сварочный аппарат. Поэтому купил комплект за такие деньги не раздумывая.Итак, чтобы начать варить, мне понадобились:
- сварочный аппарат,
- маска,
- рабочие руковицы (желательно руковицы сварщика, они у меня уже были),
- электроды.
Аппаратик Wert очень компактный, в комплекте идет плечевой ремень. В описании было указано, что подойдут электроды до 4 мм в диаметре. Фото автора
Какие купить электроды?
Я перезвонил другу, который умел неплохо варить, и проконсультировался. Он посоветовал купить универсальные электроды с рутиловым покрытием марки АНО. Для начинающего сварщика они хороши тем, что легко зажигаются и ими можно варить в любом положении. При сварке этими электродами металл меньше разбрызгивается, шлак легко отходит, ими можно работать с плохо зачищенными поверхностями. Для бытовой сварки рекомендуются электроды толщиной 2-4 мм. Я собирался варить тонкий металл и купил пару пачек электродов толщиной 2,5 мм.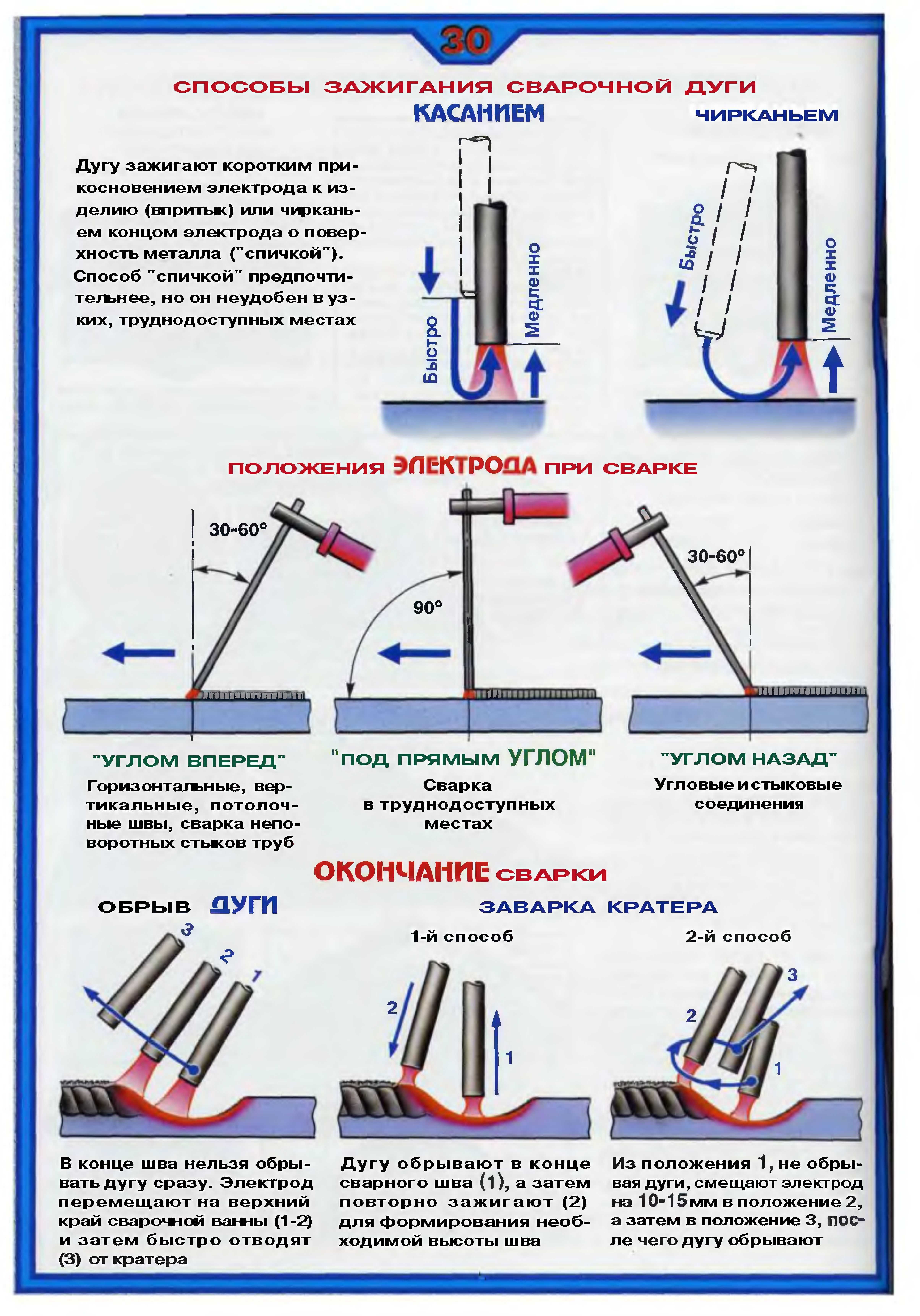
О технике безопасности
- Работать следует в защитной маске и сварочных рукавицах. Маску в процессе работ не снимать!
- Надевать негорючую одежду и обувь. Идеально подойдут брезентовая куртка и кирзовые сапоги.
- Сварочные работы рекомендуется проводить подальше от деревянных построек. Я варил мангал на улице в 10 метрах от дома.
Первый опыт сварки
Первое, что я сделал перед работой, — это сварочный стол. На него пошел обрезок старого мебельного щита, который давно жил на даче. Про него вообще можно отдельную историю написать. Щит установил на толстое полено перед домом, чтобы 10-метровый удлинитель дотягивался до сварочного аппарата. Заготовки фиксировал струбцинами.Подключил сварочный аппарат к розетке через 10-метровый удлинитель (2 кВт). Но я считаю, что лучше взять удлинитель короче и мощнее. Честно говоря, мне за ним было лень идти в сарай. Подключаем провод массы и держатель электрода к аппарату. Второй провод массы крепим к заготовке. Сзади аппарата находится выключатель. Нажимаем его и ждем пару минут, чтобы аппарат прогрелся.
Второй провод массы крепим к заготовке. Сзади аппарата находится выключатель. Нажимаем его и ждем пару минут, чтобы аппарат прогрелся.
Какой ток установить? Начинаем с того значения, которое указано на упаковке с электродами. Ручка регулировки тока находится на передней панели сварочного аппарата. Теперь можно зажечь дугу.
Возникает резонный вопрос: куда подключать «плюс» и «минус»? В принципе, варить можно при любом варианте. Но при подключении «плюса» к свариваемым деталям металл прогревается лучше. В моем случае, когда идет сварка тонкостенного профиля, к заготовке лучше подключить «минус», а на электрод — «плюс». Так вероятность прожечь заготовку будет меньше.
Первые заготовки из металлического профиля варил на таком сварочном столе. Понимания волшебного заклинания «держать ванну» не было пока никакого. Фото автора
Потренировался я явно мало, но руки уже чесались попробовать сварить что-нибудь нужное. Начал с табуретки из квадратной трубы 25 мм на 25 мм с толщиной стенки 1,5 мм.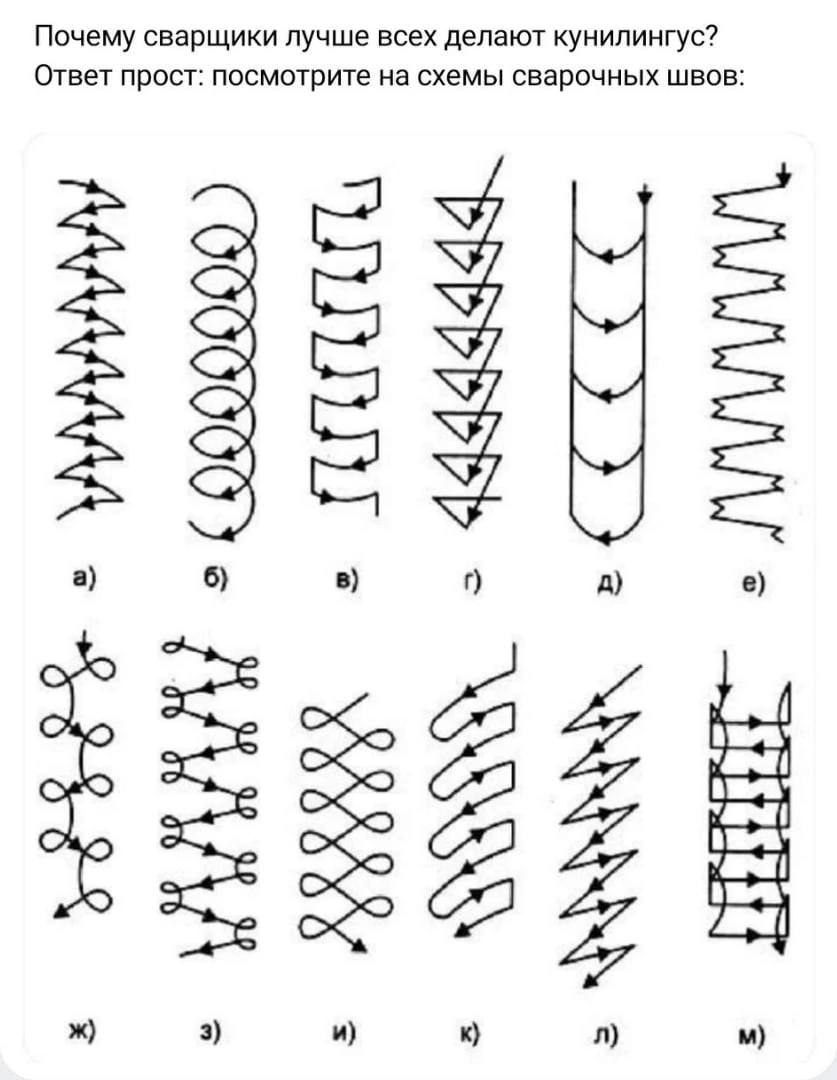 Немного поэкспериментировал с разными токами. На 80 А труба легко прожигалась. Пришлось научиться дырки заваривать. Уменьшил ток до 70 А — дырок стало меньше.
Немного поэкспериментировал с разными токами. На 80 А труба легко прожигалась. Пришлось научиться дырки заваривать. Уменьшил ток до 70 А — дырок стало меньше.
Аппаратик вроде как держал дугу. К сожалению, не замерял ток, который он выдавал. Фото автора
Порадовала маска хамелеон: стекло в ней темнеет, когда появляется искра. Я несколько лет назад пробовал варить в маске старого образца. В ней я вообще ничего не видел и забросил это дело.
Были некоторые сомнения, что аппарат выдает именно установленный ток. Но дуга зажигалась, и аппарат держал дугу. Сварив три табуретки, начал ощущать, что я приобретаю навык.
Табуретки с металлическим основанием. Сидение сделано из 18-миллиметровой фанеры. Фото автора
После трех табуреток замахнулся сварить мангал из старого баллона — тут особого искусства не понадобилось: надо было приварить ножки к баллону. Потом сварил еще пару табуреток.
Новый мангал из старого, ржавого баллона. Фото автора
Фото автора
Инструкция от профи
В процессе сварки я пытался следовать рекомендациям бывалого сварщика Ивана. На мой взгляд, они очень толковые.Как вставить электрод в держатель?
Если при сварке на столе вы зажимаете электрод в держатель под 90°, то он начинает плавиться. При коротком электроде ручка будет упираться в стол или в заготовку, и это вынудит вас поменять угол сварки.
На коротком электроде ручка начинает мешать удерживать угол. Фото с канала «100 ампер»
Этого можно избежать, зажав электрод в держатель под углом 45°.
Электрод зажат под углом 45° — ручка уже не мешает. Фото с канала «100 ампер»
Тут вы спокойно удерживаете электрод под нужным углом до конца, и ручка не будет вам мешать.
Как правильно варить?
Электрод нужно удерживать на минимальном расстоянии от заготовки. Свариваем углом назад (на себя), делая электродом движение змейкой.
Двигаем электрод змейкой, пытаемся удержать его на минимальном расстоянии. Фото с канала «100 ампер»
Фото с канала «100 ампер»
Немного задерживаем электрод в крайних точках, прогревая металл.
Схема движения электродом. Фото с канала «100 ампер»
Рекомендуемый угол наклона электрода — 65°. Наклон необходим, чтобы отгонять шлак. В принципе, можно варить и под углом 90°.
Электрод держим с наклоном 65°. Шов получается идеальным. Фото с канала «100 ампер»
Вести электрод на длинной дуге не рекомендуется, она должна быть минимальной. (Дуга — это расстояние между электродом и заготовками).
Стараемся удерживать минимальное расстояние. Фото с канала «100 ампер»
Идеально удерживать расстояние около миллиметра, но тут все, конечно, зависит от руки сварщика. Во процессе сварки расстояние, естественно, гуляет: то увеличивается, то уменьшается. Мастерство сварщика и заключается в том, чтобы стабильно удерживать электрод на минимальном расстоянии. Если увеличить расстояние, например, до 5 мм, дуга начнет обрываться, и шов будет неровный.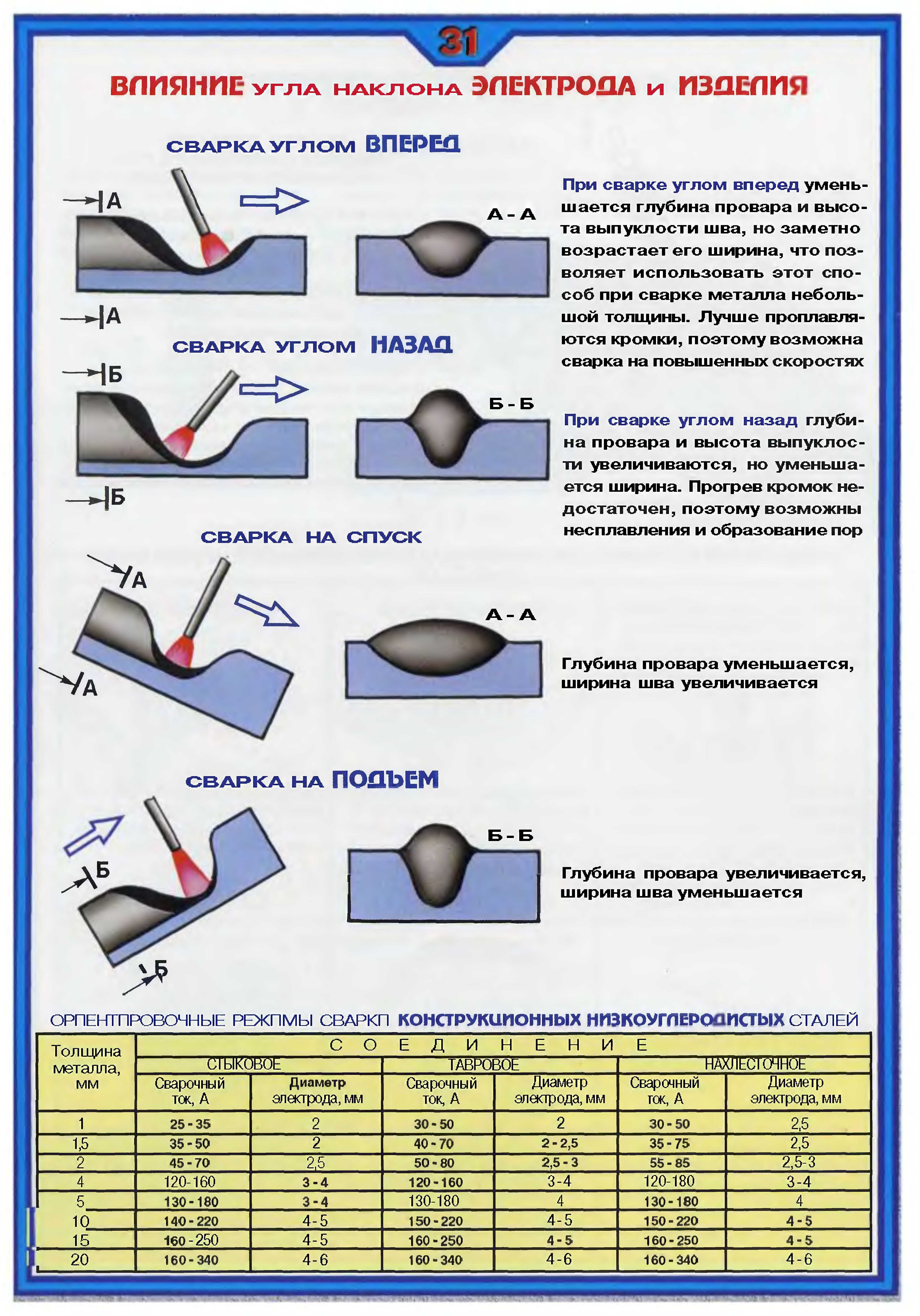
В принципе, можно вести электрод и углом вперед, но так еще сложнее удерживать минимальное расстояние.
Если сделать совсем острый угол — положить электрод на 30°, — то дуга будет греть металл на меньшую глубину, и большая часть тепла уйдет на сам шов.
При остром угле наклона электрода металл проваривается на меньшую глубину. Фото с канала «100 ампер»
Вариант сварки с острым углом очень пригодится вам при сварке тонкостенных деталей (например, из профильной трубы с толщиной стенки 1,5 мм).
Свариваем тонкостенную трубу. Фото с канала «100 ампер»
При сварке с острым углом вероятность прожечь трубу значительно меньше. Электрод тройка — ток 65 ампер.
Результат налицо. Фото с канала «100 ампер»
Собственно, на этом хитрости заканчиваются, все остальное — дело практики. Чтобы сделать такой шов, мне еще долго надо тренироваться. Но свои задумки я реализовал — и мангал из старого баллона сварил, и новый стол для кухни, и табуретки уже год в эксплуатации. Поэтому смело говорю, что сварить профильную трубу уже могу!
Поэтому смело говорю, что сварить профильную трубу уже могу!
А по эксплуатации аппарата Wert есть претензия — на второй сезон у него отвалился зажим массы. Почитал отзывы — и выяснил, что у каждого второго пользователя этот дефект был. Что ж, не так обидно.
Ручная дуговая сварка
Контакты
Россия, г. Петропавловск-Камчатский, проспект Победы, 2/5 Телефон: +7 (4152) 49-34-33 E-mail: [email protected]
г. Елизово ул. Магистральная 8а к1. р-он Кольца Телефон: +7 (4152) 33-73-83 E-mail: [email protected] WhatsApp +79098904703
Сервисный Центр 8(9638) 315-063 E-mail: [email protected]
| Дуговая сварка металла в защитной среде (ММА). Эта статья – небольшой теоретический урок сварки для начинающих. Дуговая сварка металла — наиболее общий и универсальный метод соединения металла. Технология дуговой сварки: электрический ток от сварочного источника образует дугу между основным металлом и расходуемым электродом. На электроде горит обмазка, которая выделяет газ, защищающий область от контакта с кислородом воздуха. Окружающий газ перегрет и плавит металл, при этом металл с электрода переносится в сварочную ванну. Когда вы будете учится сварке или что-то чинить, первым шагом будет научится хорошо вести сварочный шов. Перед тем, как начнем жечь электроды, мы узнаем об применяемом оборудовании. Задача сварочного аппарата , независимо от его размера или формы, проста: обеспечить большой регулируемый ток, идущий к электроду. Сварочный аппарат ручной 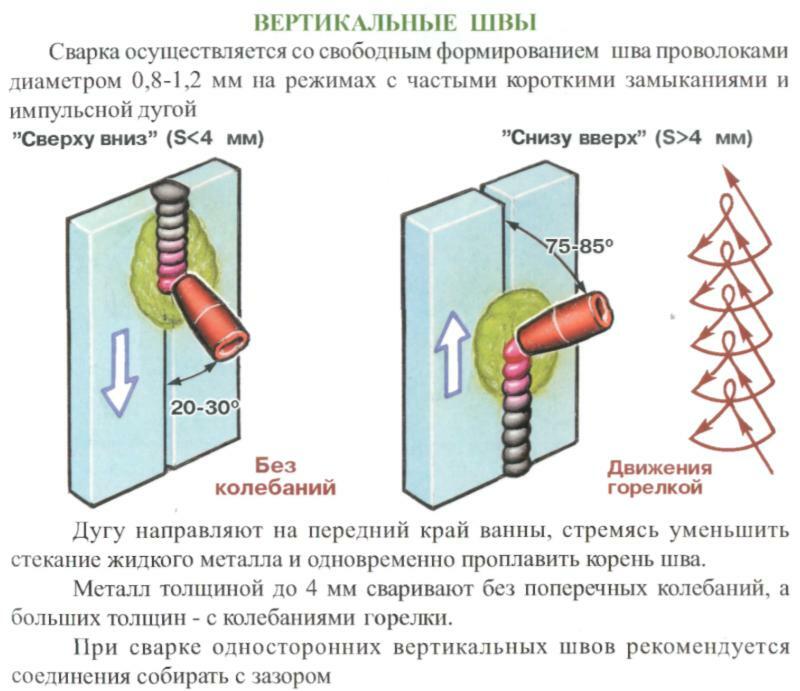 Сварка прямой и обратной полярности. Если вы используете переменный ток, то и электроды должны использовать для переменки. Профессиональные сварщики используют постоянный ток. Сварка постоянным током дает поток электронов одного направления. На сварочном инверторе есть возможность выбрать полярность. Полярность при сварке определяет направление движения потока электронов. И зависит от того, как подключены провода к положительной и отрицательной клемме. Обратная полярность при сварке: плюс на электроде, минус на клемме «земля». Известно, что ток идет от отрицательного к положительному контакту, поэтому электроны движутся от металла на электрод. Это приводит к сильному нагреву конца электрода. Для обычной сварки используется плюс на электроде, минус на клемме. Прямая полярность при сварке: минус на электроде, плюс на клемме «земля». Ток идет от электрода к металлу, электрод холодный, а металл горячий. Комплектация сварочника. Запомните! Разные аппараты сваривают по-разному! Поэтому при обучении используйте один аппарат, насколько это возможно. Также важны изолированные медные провода. Они бывают разных размеров (сечения). На конце основного провода ставится быстросъемный зажим, к нему присоединяется 3 или 4 метровый провод определенного сечения с электрододержателем, он может быть разным: небольшим на 200А или более крупным на 300 А или даже на 500А (используются для толстых электродов и больших токов). Для обычного (домашнего) применения 200А удобнее. Есть разные виды держателей: один как пасатижи, а есть Светофильтры. Яркость дуги очень высокая, поэтому вам нужен защитный светофильтр, для того, чтобы видеть расплавленную ванну и для того, чтобы защитить глаза от ожога. Начинаем сваривать! Электроды сварочные покрыты флюсом, он делает возможным весь процесс сварки. Сгорая, флюс создает защитный газ и очищает ванну, вытесняя кислород воздуха, удерживая его от соединения с расплавленным металлом, не давая образоваться порам, а так же стабилизирует дугу и поддерживает чистоту расплавленного металла. Сварка — это практика шаг за шагом, это не трудно. Сначала обратите внимание, чтобы все было готово для сварки. В любой момент сварки вам должно быть удобно! Электрод сгорает не сразу, поэтому расслабьтесь, возьмите держак обеими руками и обопритесь о стол настолько устойчиво, как это возможно. Когда все готово, начинайте процесс дуговой сварки, опустите щиток сварщика или настройте зажим маски, чтобы по кивку головы она опускалась. Зажигать дугу надо, как зажигают спичку: чиркайте электродом по металлу и ведите конец на начало шва. При чиркании начнет плавится флюс электрода, который очищает ванну. Чтобы избежать следов, чиркайте в направлении, куда будете варить. После чирканья электродом возник поджиг дуги, конец электрода должен находится в 3-х мм от поверхности, это создает зазор для дуги, оттуда идет яркий свет. Когда свариваете, не надо смотреть на свет, смотрите дальше дымящихся искр, фокусируйтесь на расплавленной ванне за электродом. Удобнее брать держак так, чтобы его рычаг был под большим пальцем. Чтобы извлечь электрод, возьмите его левой рукой, нажмите рычаг и достаньте электрод. Если электрод залипает, то скорее всего флюс на кончике поврежден. Чиркните, чтобы сжечь конец электрода до того, как начнет заполняться сварочная ванна. Когда дуга загорелась, начинайте формировать ванну, здесь нужно некоторое время, чтобы прогреть основной металл. По времени это занимает 2-3 маленьких оборота электродом вокруг сварочной ванны. Далее во время сварки основной металл прогревается и ванна расходится. Сначала ванна маленькая, сделайте так, чтобы ванна была достаточно широкой и не меняла форму. Контроль дугового промежутка. Во время сварки держите электрод над металлом  Все время вам надо удерживать постоянный зазор между концом электрода и основным металлом. Все время вам надо удерживать постоянный зазор между концом электрода и основным металлом.
Чем лучше вы управляете длиной дуги, тем лучше вы будете варить! Когда дуга проходит через зазор, она плавит основной металл и формирует сварочную ванну. Так же она переносит металл с электрода в ванну. Формирование шва. Дефекты сварных швов. Это шов электродом, который быстро двигали. Линия ванны находится ниже поверхности основного металла. Интенсивная дуга этого электрода проникая глубоко в основной металл, отталкивает ванну назад и формирует шов. Когда вы движете ванну поперек, заполняющий металл с электрода движется позади, а если металла вокруг недостаточно, вы оставляете подрезы. Подрез- это пустое место, канавка на краю шва, ниже уровня металла.
Бывают ситуации, когда надо варить плоский шов, а бывает, когда нужно оттолкнуть ванну назад, поэтому используются разные углы наклона электрода электрода. В начале мы начинаем с угла между 45 и 90 градусами. Он удобнее, сварочная ванна хорошо видна, нормально варится. Электроды. Диаметр электрода определяется диаметром стержня. В основных сварочных таблицах приводится диаметр электрода, толщина металла и величина тока для максимальной производительности, часто не учитывая возможности сварщика или специфику ситуации. Можно применять электрод меньшего диаметра для лучшего контроля, но сварка займет больше времени. Точные установки тока могут отличаться и зависят от толщины металла, положения сварщика и его квалификации. Управление процессом сварки. Задача сварочного процесса – прогреть основной металл до расплавления, формируя сварочную ванну. Если ток мал, то основной металл будет не прогрет и сварочная ванна будет «бежать» за электродом. Если тока много, то основной металл будет слишком горячий, дуга будет проникать вглубь и будет отталкивать металл назад. Когда ток нормальный, ванна растекается и внешние края тонкие, мы можем расширять ванну, можем двигать ее движением электрода и контролировать сварочный процесс. В зависимости от сварочной ситуации установки тока могут меняться.
|

 Это используется в специальных электродах для скоростной сварки листового металла.
Это используется в специальных электродах для скоростной сварки листового металла. Они бывают разных номеров. Меньше цифра — светлее фильтр маски сварщика. Люди по-разному чувствительны к свету. Светофильтр сварщика должен защищать глаза, но вы должны ясно видеть сварочную ванну. Если вы используете толстые электроды и большие токи, вы должны применять светофильтры с большим номером. Светофильтры для масок достаточно хрупкие. Чтобы защитить их от искр или царапин используйте защитные пластиковые стекла спереди и сзади. При сборке маски используйте уплотнитель и клипсу. После установки фильтра посмотрите на свет, проверьте, что нет зазоров. Когда начнете варить, проверьте снова, и если есть засветка, вы гарантированно получите ожог сетчатки (зайчик). Заменяйте сварочные защитные стекла, когда они грязные или поцарапались. Чистота стекла очень важна для четкого видения сварочной ванны.
Они бывают разных номеров. Меньше цифра — светлее фильтр маски сварщика. Люди по-разному чувствительны к свету. Светофильтр сварщика должен защищать глаза, но вы должны ясно видеть сварочную ванну. Если вы используете толстые электроды и большие токи, вы должны применять светофильтры с большим номером. Светофильтры для масок достаточно хрупкие. Чтобы защитить их от искр или царапин используйте защитные пластиковые стекла спереди и сзади. При сборке маски используйте уплотнитель и клипсу. После установки фильтра посмотрите на свет, проверьте, что нет зазоров. Когда начнете варить, проверьте снова, и если есть засветка, вы гарантированно получите ожог сетчатки (зайчик). Заменяйте сварочные защитные стекла, когда они грязные или поцарапались. Чистота стекла очень важна для четкого видения сварочной ванны.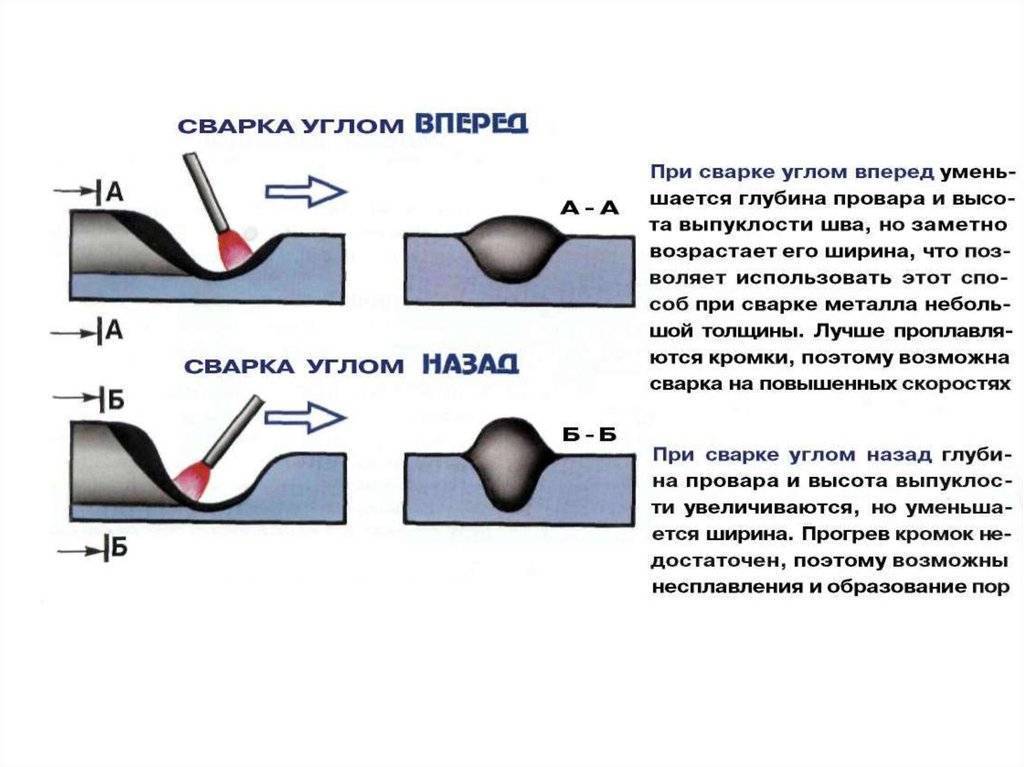

 Когда свариваете, смотрите по сторонам шва, он должен быть на уровне металла.Формирование шва обычно происходит круговыми или зигзагообразными движениями. При круговых движениях, двигаясь вбок, смотрите справа от сварочной ванны, потом наверх границы ванны и шлака, а потом на другую сторону и просто распределяйте ванну по кругу, такова
Когда свариваете, смотрите по сторонам шва, он должен быть на уровне металла.Формирование шва обычно происходит круговыми или зигзагообразными движениями. При круговых движениях, двигаясь вбок, смотрите справа от сварочной ванны, потом наверх границы ванны и шлака, а потом на другую сторону и просто распределяйте ванну по кругу, такова  Наклоняя электрод, мы как бы толкаем ванну, а не тянем. В целом, чем вертикальнее мы держим электрод, тем менее выпуклым будет шов. И наоборот, чем более мы его наклоним, тем выпуклее будет шов.
Наклоняя электрод, мы как бы толкаем ванну, а не тянем. В целом, чем вертикальнее мы держим электрод, тем менее выпуклым будет шов. И наоборот, чем более мы его наклоним, тем выпуклее будет шов.
 Толстый металл рассеивает тепло, поэтому нужен больший ток. Тонкий металл расплавится быстро, поэтому надо меньше тока. Точные установки тока зависят от поведения ванны. Начнем с установок рекомендованных производителем и не бойтесь увеличить или уменьшить ток.Сварка покрытым электродом зависит от температуры основного металла, поэтому мы не можем говорить о токе без учета скорости сварки. Двигаем электрод быстрее, меньше тепла поступает в основной металл, поэтому он холоднее. Если двигаемся медленнее, тепла поступает больше и основной металл будет горячее. Если двигать электрод слишком быстро, металл не будет прогрет, шов будет наверху, без проплавления. Если двигаться медленно, то металл слишком сильно прогревается, ванна расплывается и становится трудноуправляемой, когда скорость перемещения соответствует току, ванна растекается, но остается управляемой. Края тонкие и шов одинаковый толщины.
Толстый металл рассеивает тепло, поэтому нужен больший ток. Тонкий металл расплавится быстро, поэтому надо меньше тока. Точные установки тока зависят от поведения ванны. Начнем с установок рекомендованных производителем и не бойтесь увеличить или уменьшить ток.Сварка покрытым электродом зависит от температуры основного металла, поэтому мы не можем говорить о токе без учета скорости сварки. Двигаем электрод быстрее, меньше тепла поступает в основной металл, поэтому он холоднее. Если двигаемся медленнее, тепла поступает больше и основной металл будет горячее. Если двигать электрод слишком быстро, металл не будет прогрет, шов будет наверху, без проплавления. Если двигаться медленно, то металл слишком сильно прогревается, ванна расплывается и становится трудноуправляемой, когда скорость перемещения соответствует току, ванна растекается, но остается управляемой. Края тонкие и шов одинаковый толщины.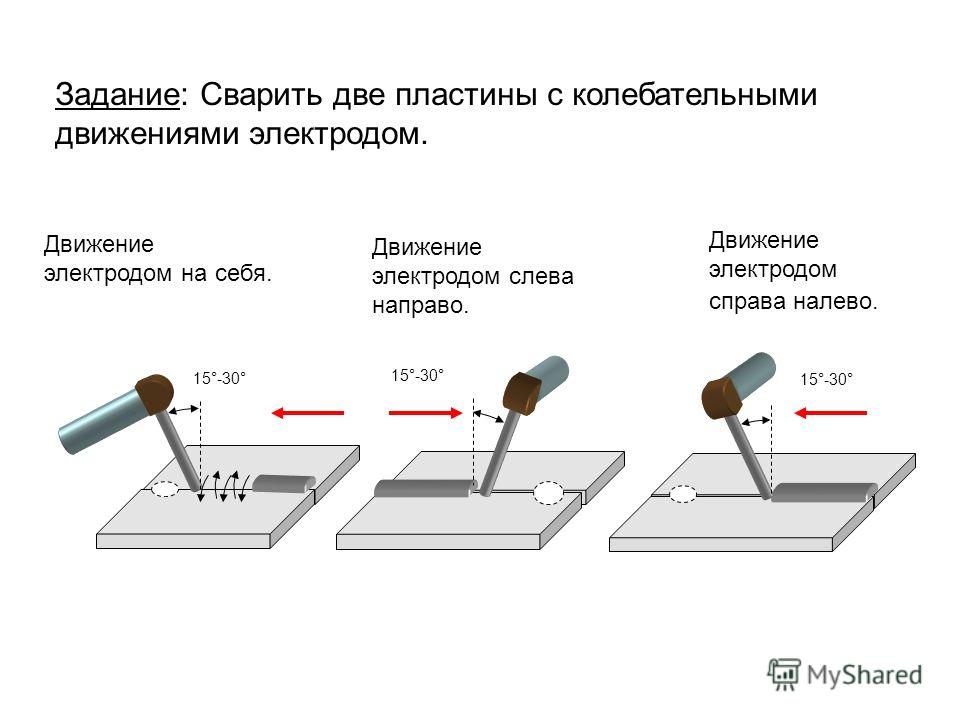 Больший ток обеспечивает лучшее проплавление и более гладкий шов в итоге, но в этом случае труднее контролировать ванну.
Больший ток обеспечивает лучшее проплавление и более гладкий шов в итоге, но в этом случае труднее контролировать ванну.Можно ли сваривать алюминий MIG? Red-D-Arc Welderentals
28 ноября, 22 15:03 · Оставить комментарий · Peter Germanese
Когда они учатся сварке, большинство людей используют обрезки мягкой стали. С мягкой сталью легко работать, она относительно постоянна и очень прощает ошибки новичка. Это также довольно распространено в дикой природе и будет частой мишенью для сварки, поэтому полезно сразу же изучить практические аспекты.
Алюминий — это совсем другая история. Он проявляется в строительстве, автомобилестроении и многом другом.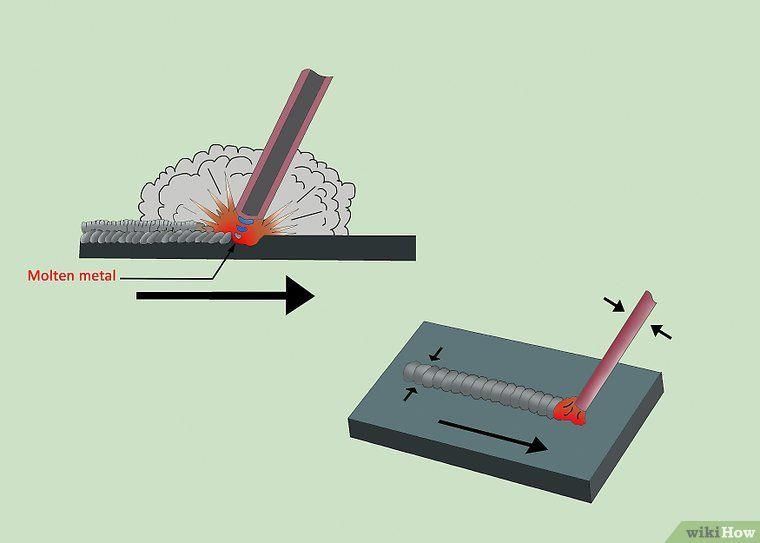 Алюминий используется повсеместно, потому что он устойчив к коррозии, относительно прочен для своего веса и исключительно легок. Он также довольно хорошо образует сплавы с другими металлами, обычно привнося множество свойств, которые могут быть полезны в конкретных целях.
Алюминий используется повсеместно, потому что он устойчив к коррозии, относительно прочен для своего веса и исключительно легок. Он также довольно хорошо образует сплавы с другими металлами, обычно привнося множество свойств, которые могут быть полезны в конкретных целях.
Проблема в том, что многие преимущества алюминия также объясняют сложность его сварки. Сварка алюминия сопряжена с несколькими уникальными проблемами, в том числе:
- Несмотря на свои качества, для правильной сварки алюминия требуется больше тепла, чем для мягкой стали.
- Сварочная ванна для алюминия сильно отличается от стали, поэтому ваши визуальные подсказки будут другими.
- На удивление легко прожечь алюминий и пролить сварочную ванну сквозь материал, особенно если он тонкий.
- Для правильной сварки различных сплавов требуются разные типы присадок, и выбор подходящего приполнителя может быть затруднен.
Сварка алюминия часто считается сложной, но это не обязательно так сложно, как другое. Если вы привыкли работать с мягкой сталью, вам нужно избавиться от своих привычек и отключить свой ментальный автопилот, чтобы правильно сваривать алюминий.
Если вы привыкли работать с мягкой сталью, вам нужно избавиться от своих привычек и отключить свой ментальный автопилот, чтобы правильно сваривать алюминий.
Можно ли сваривать алюминий MIG?
Сварку MIG можно использовать для алюминия, да. Большинство профессионалов рекомендуют сварку TIG, если это возможно, но MIG вполне приемлем (хотя и немного сложнее), чтобы получить правильный результат.
В зависимости от того, кого вы спросите, MIG может быть лучше для более тонких металлических листов, или TIG может быть предпочтительным методом.
Это решение во многом зависит от предпочтений и уровня комфорта сварщика; если вы новичок, TIG может быть лучшей альтернативой, если у вас есть оборудование.
Ключом является тип алюминия, который вы свариваете, и тип вашего сварочного аппарата. Алюминий — это общий термин, который относится ко многим видам сплавов, о которых мы поговорим чуть позже. Если это сплав, совместимый со сваркой MIG, вы можете сваривать его с помощью горелки MIG.
Какое оборудование необходимо для сварки алюминия методом MIG?
Если вы планируете сварку алюминия методом MIG, перед началом работы необходимо настроить оборудование и параметры инструмента. В противном случае вы рискуете, что металл не отреагирует так, как вы ожидаете, и весь проект может провалиться по-разному.
Что тебе нужно?
1. Инструменты для очистки
Одной из важнейших частей сварки алюминия является обеспечение чистоты поверхности, с которой вы работаете. Этот шаг необходим лишь иногда для определенных проектов сварки и металлов, но он обязателен для алюминия.
Почему?
Оксиды алюминия гораздо более термостойкие, чем старый добрый алюминий или алюминиевые сплавы. Если на вашей рабочей поверхности есть какие-либо оксиды, тепло вашего сварочного аппарата расплавит алюминий, но не оксиды. Алюминий плавится при температуре около 1200 градусов, в то время как оксиды не плавятся до колоссальных 3700 градусов! Эти оксиды будут погружаться в сварочную ванну и создавать включения, карманы и слабые места в сварном шве.
Очистка также важна при сварке алюминия, поскольку оксидное покрытие на алюминии может затруднить его прилипание. Возможно, вам придется использовать проволочную щетку или наждачную бумагу с проволочным колесом для достижения наилучших результатов.
После удаления грязи, коррозии и покрытий необходимо очистить обе части, которые вы хотите соединить, с помощью растворителя или мыльной воды.
Крайне важно не только очистить поверхность перед сваркой, но и правильно ее очистить. Например, стальная щетка может загрязнить поверхность так же быстро, как если бы вы оставили ее грязной. Рекомендуется использовать алюминиевую щетку, и вы должны быть осторожны с более мягким алюминием, чтобы убедиться, что вы не путаетесь с включениями, а не смахиваете их.
2. Присадочные стержни из соответствующего сплава
Выбор правильного присадочного стержня может оказаться сложной задачей. Неправильный сплав может привести к тому, что ваш сварной шов будет подвержен растрескиванию или разрыву, станет слабее, чем должно быть, или по каким-то иным причинам непригоден для работы.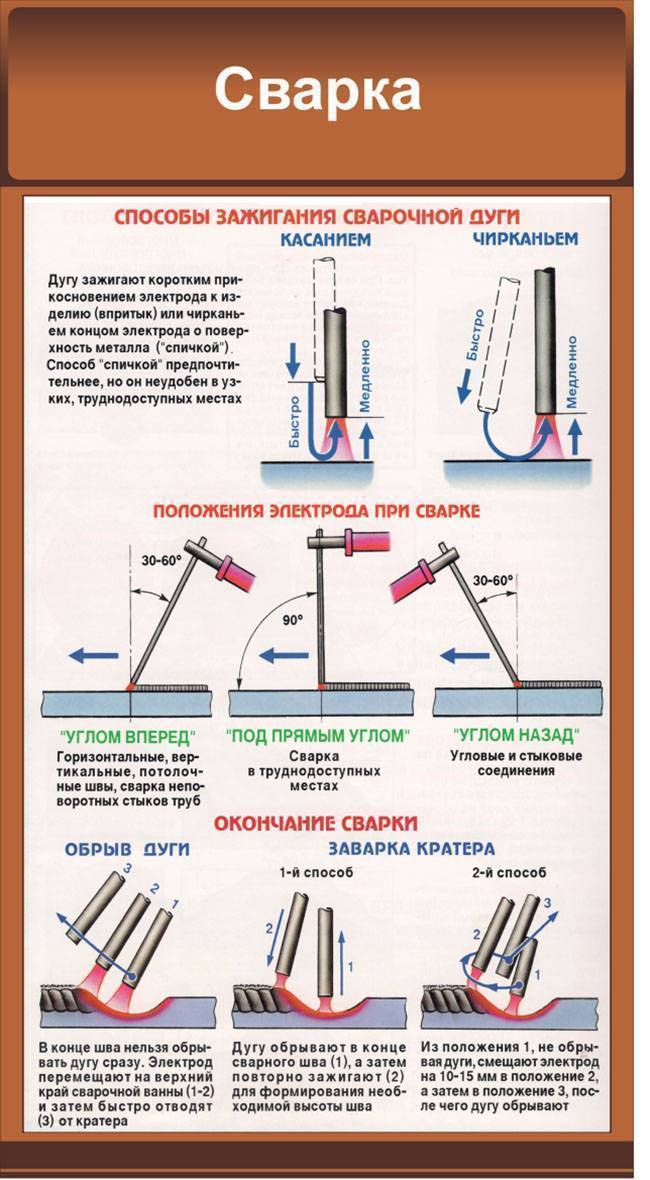
Выбор подходящего наполнителя из сплава зависит от ответов на несколько вопросов:
- Каково основное обозначение материалов?
- Должен ли ваш сварной шов выдерживать длительные высокие температуры?
- Будет ли сварка анодирована после завершения?
- Есть ли у вашего сварного шва особые требования к гибкости, прочности или ударной вязкости?
- Потребуется ли термообработка?
Эти вопросы и таблица, подобная этой, помогут вам решить, какой наполнитель лучше всего подходит для вашей работы.
Тем не менее, это руководство для начинающих. Это означает, что вы, скорее всего, изучаете практические материалы по сварке или учитесь непосредственно у наставника с более конкретными практическими советами. У всех, кто обучает сварке, есть свое представление о том, что важнее всего, поэтому при необходимости обязательно спрашивайте у них подробности.
Чтобы еще больше сузить круг вопросов, присадочные стержни 4043 и 5356 обычно применяются для подавляющего большинства операций по сварке алюминия.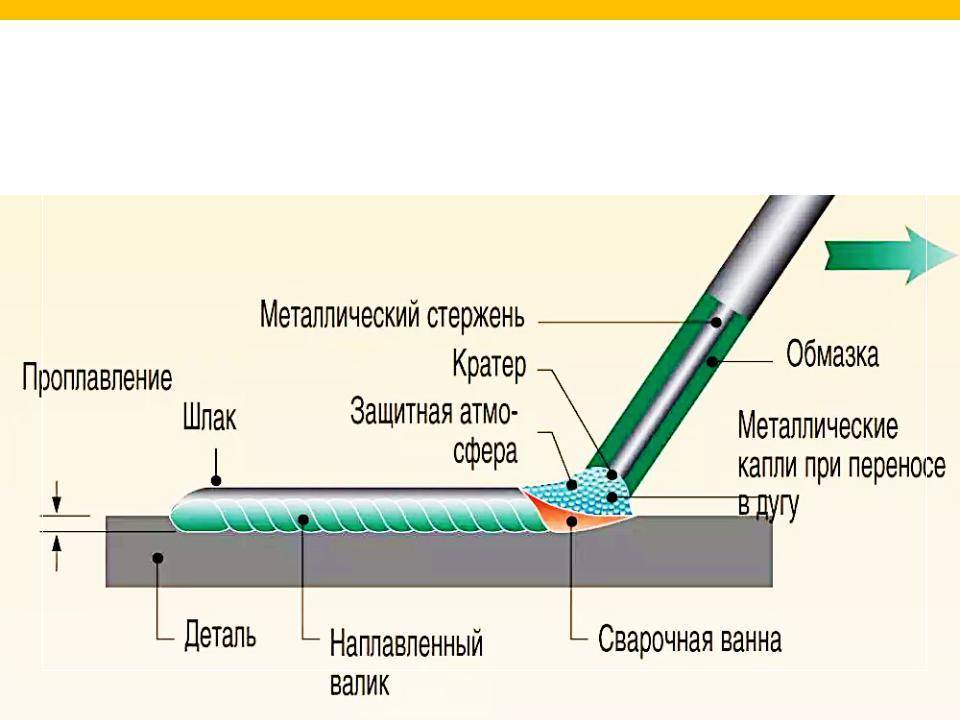 Это не идеально — в некоторых ситуациях потребуются другие удилища, — но наличие этих двух под рукой покроет многие из ваших основ.
Это не идеально — в некоторых ситуациях потребуются другие удилища, — но наличие этих двух под рукой покроет многие из ваших основ.
Если вас интересуют обозначения наполнительных стержней, вот краткое изложение. Вкратце:
- 1XXX близок к чистому алюминию.
- 2XXX – это медный сплав, который в основном используется для термической обработки сварных швов.
- 4XXX – это кремниевый сплав, чрезвычайно распространенный в различных формах.
- 5XXX – магниевый наполнитель, который обычно используется для высокопрочных сварных швов.
Каждый из них имеет множество плюсов и минусов, поэтому выбор подходящего наполнителя имеет решающее значение во многих областях применения.
3. Правильный газ
Выбор правильного газа также важен для сварки алюминия. Ваш выбор защитного газа будет основным фактором качества получаемого соединения.
Для подавляющего большинства проектов предпочтительным выбором является аргон. 100% чистый аргон является хорошим защитным газом из-за его потенциала ионизации и способности поддерживать чистоту сварного шва.
Альтернативой, используемой многими профессиональными сварщиками, является смесь аргона и гелия. Гелий обладает более значительным потенциалом ионизации и теплопроводностью, что позволяет делать более широкие и глубокие сварные швы. Если вы новичок, более широкий и глубокий алюминиевый сварной шов с большей вероятностью прогорит, поэтому придерживайтесь аргона, пока не освоитесь. Гелий лучше всего добавлять в смесь для более крупных и толстых кусков алюминия, где требуется глубина сварного шва и проплавление.
Важная информация здесь заключается в том, что использование CO2 в вашей газовой смеси не будет работать, поэтому многие попытки сварки алюминия MIG терпят неудачу.
4. Какие настройки лучше всего подходят для сварки MIG алюминия?
Правильная настройка оборудования для сварки MIG также важна.
Во-первых, правильно установите расход газа. Вам нужен достаточный поток газа, чтобы правильно защитить сварной шов. Поскольку вы будете двигаться достаточно быстро, скорость потока около 20-30 кубических футов в час является общим рабочим диапазоном.
Во-вторых, напряжение вашего сварочного пистолета должно быть соответствующим образом настроено. Обычно идеальным является напряжение около 21-24 В. Вы также должны убедиться, что ваша горелка MIG настроена на полярность DCEP (положительный электрод постоянного тока) для правильного процесса.
Наконец, сварку алюминия лучше всего выполнять с помощью сварки распылением. При этой процедуре ваша дуга постоянна, и крошечные капли расплавленного наполнителя распыляются из вашего пистолета вдоль дуги на поверхность сварного шва.
Еще одна распространенная проблема, с которой сталкиваются новички, — дешевый сварочный пистолет, который заедает, а не плавно подает присадочную проволоку. Вашему пистолету нужна высокая скорость подачи наполнителя, чтобы этот процесс работал правильно. Настройки подачи проволоки также могут различаться в зависимости от толщины используемой проволоки.
5. Какая техника подходит для сварки алюминия методом MIG?
Сварка алюминия представляет собой высокотемпературный процесс. Алюминий плавится быстро, но он очень теплопроводен, поэтому тепло так же легко рассеивается. Эта характеристика означает, что он чувствителен к изменениям в движении, и если вы двигаетесь в неправильном направлении, ваш сварной шов не будет работать.
Алюминий плавится быстро, но он очень теплопроводен, поэтому тепло так же легко рассеивается. Эта характеристика означает, что он чувствителен к изменениям в движении, и если вы двигаетесь в неправильном направлении, ваш сварной шов не будет работать.
Правильная сварка алюминия требует трех вещей.
- Во-первых, вам нужна высокая скорость передвижения. Это требование связано с вовлеченным теплом; если вы будете задерживаться слишком медленно во время движения, вы слишком сильно нагреете свои материалы и рискуете прогореть. Этот сценарий распространен среди новичков, пытающихся сваривать алюминий. Требуемая скорость движения намного выше, чем со сталью, и она будет неудобно быстрой, пока вы к ней не привыкнете.
- Второе требование – использование техники удара справа. Когда техника удара слева отклоняет пистолет от направления движения, это не способствует хорошему прикрытию защитным газом, когда вы двигаетесь так быстро, как вам нужно. Это означает, что обычный воздух будет попадать в сварочную ванну и загрязнять ее.
 Техника удара справа, при которой вы наклоняете оружие на 15 градусов по направлению движения, обеспечивает надлежащую защиту.
Техника удара справа, при которой вы наклоняете оружие на 15 градусов по направлению движения, обеспечивает надлежащую защиту. - В-третьих, вы хотите использовать простые схемы переплетения при сварке и избегать сложных рисунков. Использование зигзага, петли или других схем сварки — это метод, используемый для стали, чтобы расширить сварной шов и позволить теплу задерживаться немного дольше, чтобы увеличить глубину.
 Техника удара справа, при которой вы наклоняете оружие на 15 градусов по направлению движения, обеспечивает надлежащую защиту.
Техника удара справа, при которой вы наклоняете оружие на 15 градусов по направлению движения, обеспечивает надлежащую защиту.Оба плохо подходят для сварки алюминия и резко увеличивают риск прожога.
В тех случаях, когда вы свариваете более толстые куски алюминия или вам нужен угловой сварной шов большего размера, несколько прямых проходов лучше, чем пытаться сделать более широкое плетение.
Плохой сварной шов: что пошло не так?
Если вы опробовали несколько сварных швов алюминия с использованием процесса MIG и получили смешанные результаты, существует множество возможных точек отказа для диагностики. Вы можете начать с сужения списка на основе того, что пошло не так.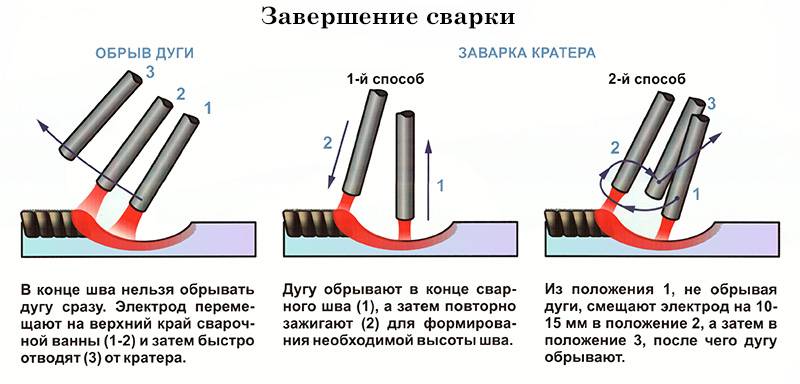
1. Ваш сварной шов прогорел.
Прожог или проплавление вызвано избыточным теплом в одном месте. Существует множество возможных причин, но наиболее распространенной среди новичков является слишком медленное движение в суставе. Даже если вы думаете, что двигаетесь достаточно быстро, вполне вероятно, что это не так.
Также возможно, что ваш тип соединения не подходит для проекта. Вместо использования краевого соединения вы можете использовать угловое соединение или наоборот. Однако это решение очень ситуативное. Точно так же использование более толстых материалов в качестве основы может быть уместным, хотя у вас не всегда есть выбор.
Для более значительных сварных швов вам может понадобиться работать более короткими очередями, чтобы позволить материалу рассеивать некоторое количество тепла по пути.
2. Сварные швы загрязнены.
Реакции или включения в сварочной ванне обычно вызывают загрязнение сварных швов.
Во-первых, убедитесь, что вы используете правильную технику.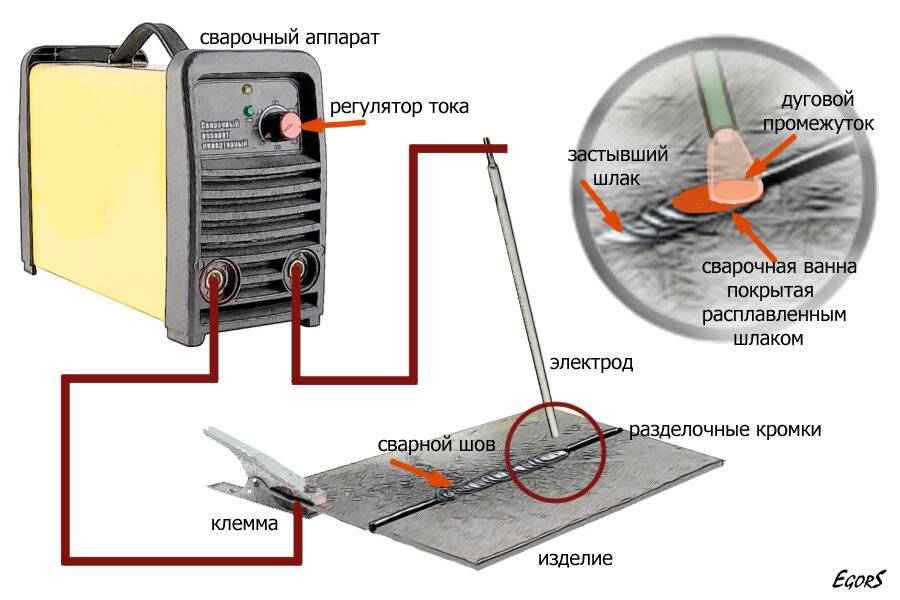 Сварка вперед или проталкивание необходима для правильной защиты сварного шва во время движения, и если у вас неправильный угол, вы, вероятно, получите очень грязные сварные швы.
Сварка вперед или проталкивание необходима для правильной защиты сварного шва во время движения, и если у вас неправильный угол, вы, вероятно, получите очень грязные сварные швы.
Если вы используете правильную технику, возможно, ваше напряжение должно быть выше, особенно учитывая вашу силу тока. Вы не получите перенос распылением без достаточного напряжения, и ваш сварной шов не будет работать.
Также убедитесь, что вы правильно очистили поверхность, используя только инструменты из алюминия. Неправильный тип инструментов оставит после себя твердые частицы, которые вызовут включения в сварном шве.
Наконец, еще раз проверьте, используете ли вы правильный защитный газ и присадочный стержень. Если любой из них неправильный, ваши сварные швы закончатся довольно плохо.
3. Ваш сварочный пистолет заклинил.
Могут возникнуть две распространенные проблемы, особенно при использовании некачественных сварочных аппаратов MIG.
Во-первых, присадочный материал снова пригорает в пистолете и вызывает проблемы.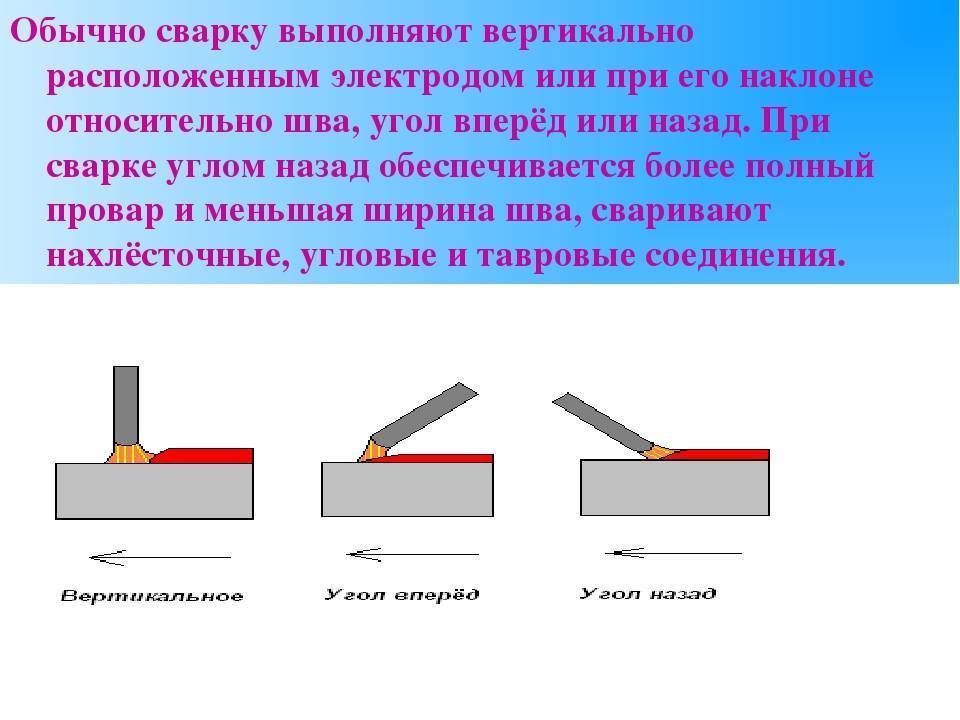 Этот сценарий обычно возникает, если вы не выдержали надлежащее расстояние от наконечника до изделия вдоль сварного шва или в самом конце сварного шва.
Этот сценарий обычно возникает, если вы не выдержали надлежащее расстояние от наконечника до изделия вдоль сварного шва или в самом конце сварного шва.
Есть несколько «обманок», которые вы можете использовать, чтобы сделать это правильно, поэтому поговорите об этом со своим наставником.
Во-вторых, когда процесс подачи присадочной проволоки нестабилен или склонен к скручиванию за пистолетом, известному как «птичье гнездо». Этому может быть несколько распространенных причин, о которых вы можете узнать подробнее здесь.
Собираем все вместе
Многие утверждают, что сварка MIG алюминия невозможна. Некоторые никогда не пытались сваривать алюминий, потому что считают, что это так, и их это пугает; у других был неудачный опыт попыток. Другие говорят так, чтобы предостеречь новичков от чего-то гораздо более сложного, чем сварка стали. Правда в том, что MIG-сварка алюминия возможна; это сложно и требует правильных настроек и техники, но это проще, чем говорят слухи.
Однако, поскольку существует множество причин, по которым сварка алюминия может пойти не так, для последовательного их выполнения требуются практика и обучение.
Однако, как только вы освоите технику, это будет очень приятно. Почему бы не попробовать? Обращайтесь к нам за высококачественным сварочным оборудованием.
Какое оборудование и расходные материалы необходимы для начала сварки? Основы
Сварка может быть очень полезным навыком для тех, кто занимается домашними делами и нуждается в регулярном соединении металлов и часто сталкивается с проблемами при использовании других методов столярных работ, таких как клепка. Это также прибыльная карьера, и начало сварки в качестве хобби может стать хорошим способом изучить основы и понять, подходит ли вам профессиональная сварка.
Что нужно, чтобы начать сварку? Какие расходные материалы и оборудование потребуются? В этом блоге от Vern Lewis Welding Supply мы обсудим основы, поэтому читайте дальше, чтобы узнать все, что вам нужно знать.
Сварка MIG (металл в среде инертного газа) является наиболее широко используемым сварочным процессом в мире. Большинство сварочных аппаратов потребительского класса являются сварщиками MIG, и вы можете легко найти этот тип сварщика в магазине товаров для дома или хозяйственном магазине.
Сварщики MIG используют проволочный электрод «пистолет» для расплавления металла и его сплавления вместе с «защитным газом», который помогает защитить целостность сварного шва. Базовые модели обычно стоят от 200 до 500 долларов. Хотя существует множество моделей высокого класса, которые могут стоить тысячи долларов, они обычно не нужны начинающим сварщикам.
Проволочный электрод и/или газ Новые сварщики часто используют проволочный электрод с проволокой с флюсовой сердцевиной. Этот тип проволоки содержит материалы, которые превращаются в газ при нагревании, защищая электродную проволоку и обеспечивая высокое качество сварного шва.
Однако проволока с флюсовым сердечником имеет тенденцию давать худшие результаты по сравнению с использованием сплошной проволоки с защитным газом. Существует множество типов защитного газа, предназначенных для использования при сварке определенных металлов. Гелий, аргон, углекислый газ и кислород часто смешивают вместе в специальных смесях для сварки.
Для универсальной сварки мы рекомендуем использовать смесь 75/25 аргона и CO2 вместе со сплошным электродом. Его можно использовать для сварки практически всех металлов, включая мягкую сталь и цветные металлы, и он дает лучшие результаты, чем электроды с флюсовым сердечником. Электроды и сварочный газ можно приобрести в любом местном магазине сварочных материалов, например в Vern Lewis Welding Supply.
Сварочный шлем и перчатки Сварочный шлем и перчатки абсолютно необходимы. Сварочный шлем защищает лицо и голову от искр и мусора, а также помогает защитить глаза от инфракрасного и ультрафиолетового излучения, которые могут привести к необратимому повреждению глаз.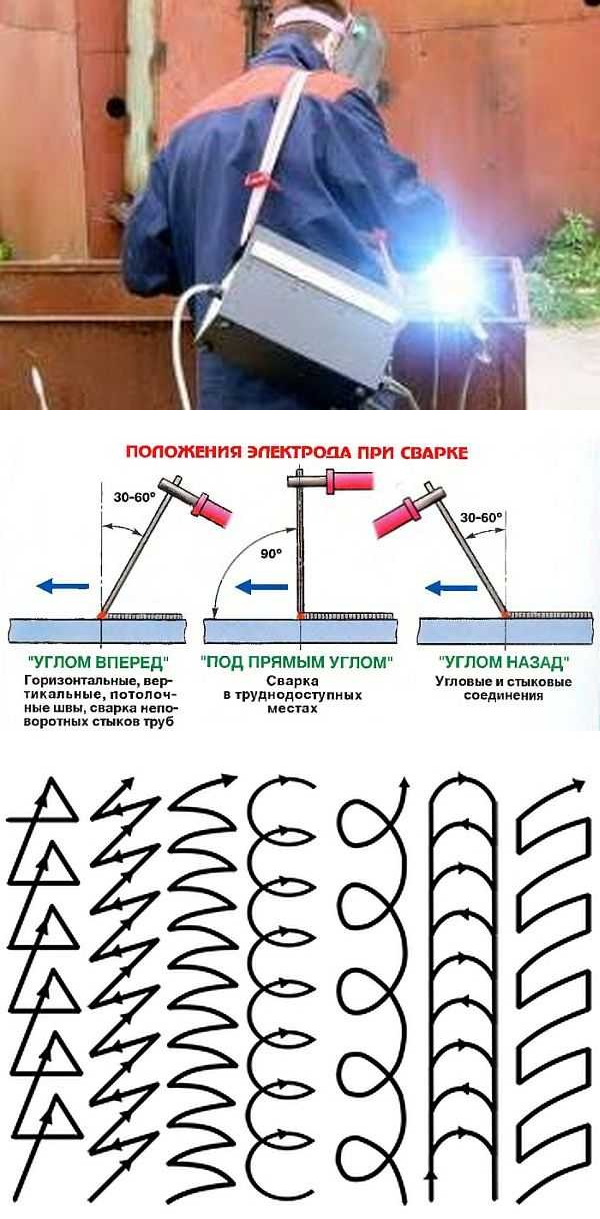
Сварочные перчатки выполняют аналогичную функцию и обычно изготавливаются из толстой кожи или синтетических материалов. Они позволяют свободно двигать пальцами, но обеспечивают защиту от искр, тепла и мусора.
Угловая шлифовальная машина и сопутствующие инструментыУгловые шлифовальные машины могут использоваться для резки металла, удаления дефектов сварного шва и подготовки металла к сварке. Вы должны получить несколько отрезных дисков, лепестковое колесо и шлифовальные диски, чтобы убедиться, что вы готовы подготовить металл к сварке, а также отполировать и закончить соединение после сварки металла.
Сварочные клещи, зажимы и магнитыСварочные клещи можно использовать для скрепления деталей и удаления сварочных брызг после завершения сварки. Большинство сварщиков также имеют под рукой различные зажимы, чтобы скреплять металлические детали во время их сварки.
Сварочные магниты также полезны, если вы преимущественно свариваете магнитные черные металлы. С их помощью можно быстро и легко удерживать и перемещать сварочные детали.
С их помощью можно быстро и легко удерживать и перемещать сварочные детали.
Респиратор необходим не для каждой работы, но если вы шлифуете и готовите окрашенный или ржавый металл, он поможет предотвратить вдыхание паров или мелких частиц, образующихся при полировке краски или ржавчины.
Некоторые сварочные маски имеют встроенный респиратор, который может быть полезен сварщикам, работающим с окрашенными или ржавыми материалами или в других опасных условиях.
Безопасное ярко освещенное рабочее место вдали от легковоспламеняющихся материаловНаконец, у вас должен быть доступ к безопасному и ярко освещенному рабочему месту, где нет топлива или других горючих материалов. В некоторых случаях искры от сварки могут летать на расстояние до 25 футов, поэтому имейте в виду это при выборе рабочего места.
Нужны сварочные инструменты, расходные материалы или обучающие курсы? Мы можем помочь! Vern Lewis Welding Supply является ведущим поставщиком сварочного оборудования в Аризоне, и мы также предлагаем широкий выбор курсов и образовательных ресурсов как для новичков, так и для ветеранов сварки. Свяжитесь с нами, если у вас есть какие-либо вопросы или вам нужна дополнительная помощь.
Свяжитесь с нами, если у вас есть какие-либо вопросы или вам нужна дополнительная помощь.
Похожие сообщения
3 ошибки при сварке, которых следует избегать
Сварка, если она сделана правильно, имеет бесконечный потенциал. Это ремесло, которое полно цели и требует большого мастерства. В области сварки используются различные материалы и оборудование, и крайне важно обеспечить соблюдение правильных шагов. По оценкам, только в Соединенных Штатах насчитывается 404 800 сварщиков,…
Подробнее 3 ошибки при сварке, которых следует избегатьПродолжить
Как работает сварочный аппарат? Все, что вам нужно знать
Если вы новичок в мире сварки или вам просто нужна дополнительная информация о том, как работает дуговая сварка, вы попали по адресу. В этом блоге от Vern Lewis Welding Supply мы обсудим основы дуговой сварки и принцип работы сварочного аппарата, чтобы вы могли понять основы…
Подробнее Как работает сварочный аппарат? Все, что вам нужно знатьПродолжить
8 советов, которые помогут вам стать лучшим сварщиком
Вы начинающий сварщик и хотите улучшить свои навыки сварки? Или, может быть, вы опытный профессионал с большим опытом, который хочет освежить в памяти некоторые основные принципы сварки. Независимо от того, на каком этапе своего сварочного пути вы находитесь, всегда полезно продолжать обучение и расширять свои знания в…
Подробнее 8 советов, которые помогут вам стать лучшим сварщикомПродолжить
Какие металлы труднее всего сваривать?
При сварке не все металлы создаются одинаково. Некоторые металлы на самом деле гораздо труднее сваривать, чем другие. Часто металлы имеют так называемую плохую свариваемость, что делает их менее подходящими для работы. Плохая свариваемость – это когда существует только ограниченное количество сварочных процессов, которые можно использовать на…
Подробнее Какие металлы труднее всего сваривать?Продолжить
Понимание разницы между сваркой электродом и сваркой MIG