Прямая и обратная полярность при сварке
В литературе по методам сварки и инструкциях к сварочным аппаратам нередко встречаются выражения “прямая и обратная полярность”. От выбора полярности зависит процесс сварки, качество шва, расход электрода, глубина проплавления. Начинающим сварщикам важно знать, что означает прямая и обратная полярность, чтобы правильно подбирать режимы сварки в конкретных ситуациях.
В этой статье:
Дуговая сварка — режимы полярности
Для горения электрической дуги, которой осуществляется сварка, требуется источник тока и замыкание полюсов с небольшим воздушным зазором 3-5 мм. Источником тока может быть сварочный инвертор, преобразователь, выпрямитель, генератор. Понятие полярности возможно только у источников постоянного тока, поскольку у трансформаторов, вырабатывающих переменный ток, направление движения электронов меняется до 100 раз в секунду.
Соответственно, заряд тоже меняется с положительного на отрицательный многократно за секунды.
У сварочного аппарата постоянного тока есть два гнезда для подключения кабелей держателя и массы. В держатель вставляется электрод и сварщик манипулирует им, ведя шов. Кабель массы через зажим “крокодил” крепится к изделию.
Если держатель установить в разъем “-“, а кабель массы подключить к “+”, получится прямая полярность. При подключении наоборот (держатель к “+”, а массу к “-“) полярность будет обратная.
Отличия режимов сварки
Рассмотрим, чем отличается прямая и обратная полярность при сварке. По законам физики постоянный ток течет в одном направлении от минуса к плюсу (движение электронов с отрицательным зарядом). При этом тепло всегда концентрируется на плюсе. Соответственно, где “+”, там температура будет выше.
При этом тепло всегда концентрируется на плюсе. Соответственно, где “+”, там температура будет выше.
При сварке на прямой полярности “+” на изделии. Это обеспечивает больший нагрев поверхности и, в то же время, не перегревает электрод. На его кончике пятно тепла будет анодным. Работа дугой с обратной полярностью означает “плюс” на кончике электрода и образование катодного теплового пятна. За счет этого расходник нагревается больше, а изделие меньше. Разница в температуре составляет около 1000º С.
Влияние полярности на сварку
Теперь обсудим, как полярность, а именно локализация нагрева, сказываются на процессе сварки.
Достоинства и недостатки прямой полярности
Концентрация теплового пучка на изделии дает следующие результаты:
Сварка TIG цветных металлов, например меди, ведется на прямой полярности. Лучше всего применять такой режим при работах с металлами сечением от 4 мм и выше. Но тонкие листовые заготовки на прямой полярности будут прожигаться. Еще стороны может сильно “повести” при сварке и потребуется рихтовка деталей. Не получится использовать электроды для переменного тока при сварке постоянным с “плюсом” на держателе. Разбрызгивание металла при таком режиме тоже повышается.
Достоинства и недостатки обратной полярности
Использование обратной полярности дает следующие особенности при сварке:

Обратную полярность лучше использовать при сварке тонких металлов, чтобы электрод не прилипал, но при этом не было прожогов. В случае ведения прерывистой дугой коротких швов тепловложение уменьшается еще больше.
Соединение толстых заготовок 6-10 мм происходит гораздо хуже, поскольку нет нужной глубины проплавления. При “минусе” на держателе легче добиться качественного шва на нержавейке, алюминии, высокоуглеродистой стали или чугуне. Если требуется наплавить присадочный металл под последующую проточку, то на обратной полярности отделение капли происходит гораздо быстрее.
Источник видео: Территория сварки R
Но кончик электрода от повышенного нагрева укорачивается тоже быстро, поэтому будет перерасход по материалам.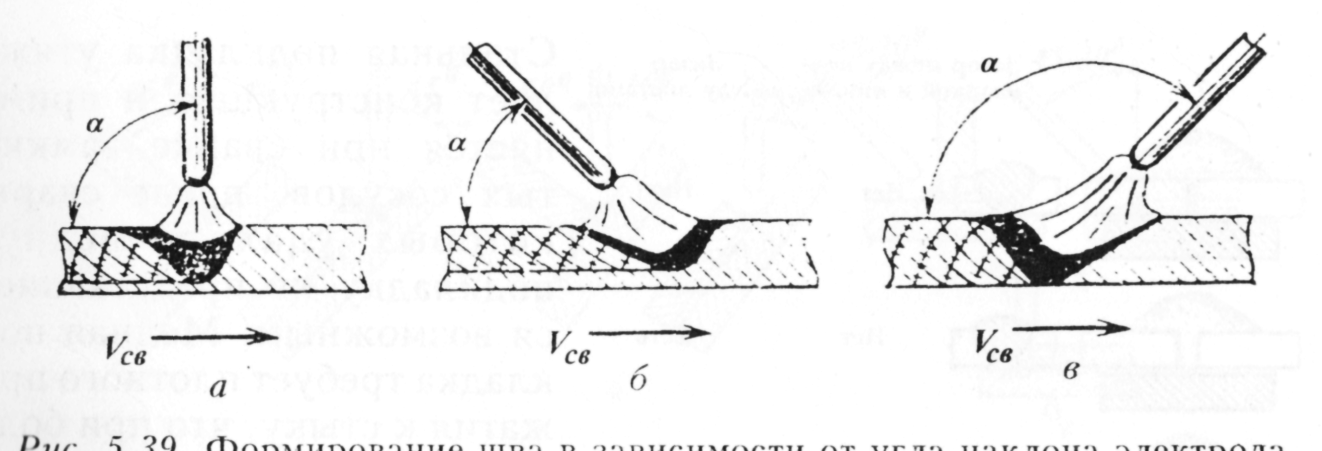
Сварка полуавтоматом
При сварке полуавтоматом тоже меняют полярность в зависимости от толщины металла и видах свариваемых материалов. Чаще всего изначально установлено прямое подключение с “минусом” на горелке. Это необходимо для сварки омедненной или нержавеющей проволокой. Поскольку ее сечение маленькое (0.6-1.2 мм), тепло требуется концентрировать на изделии, иначе расходник будет быстро гореть, разбрызгивая металл во все стороны.
Если предстоит варить самозащитной порошковой проволокой без газа, то потребуется обратная полярность.
Для смены полярности полуавтомата есть несколько способов, в зависимости от конфигурации оборудования. У одних моделей нужно поменять местами разъемы в нижней части (силовой кабель горелки имеет отдельный выход с гнездом, как у массы). У других — открыть боковую крышку и переподключить кабеля к клеммам (обычно они разных цветов). Потребуется рожковый ключ.
Сварка инвертором
Сварка инвертором ММА проводится на прямой полярности “классическим” способом, поскольку режим применяется для соединения толстостенных заготовок 4 мм и выше:

Сварка ведется неотрывной дугой с зазором 3-5 мм. Чем быстрее проводить электрод над одним местом стыка, тем меньше глубина проплавления. При замедлении глубина провара увеличивается. Если предстоит подряд сваривать стыки с разной толщиной сторон, можно выставить силу тока на аппарате для самого большого сечения в конструкции, а глубину провара регулировать скоростью ведения электрода. Только дугу при этом всегда держат на более толстом металле, кратковременно перенося на тонкий, чтобы избежать прожогов.
Сварка на обратной полярности чаще всего применяется для соединения тонких листовых материалов сечением 1-3 мм. Но даже концентрирование теплового пучка на кончике электрода не всегда спасает от прожогов. Чтобы предупредить дефекты шва, используют прерывистую дугу. Ее поджигают касанием об изделие и накладывают короткие швы без отступов. Отрыв кончика электрода от изделия на высоту 2 см приводит к затуханию дуги. Затем кончик снова подносят и он загорается без постукивания. Такие паузы дают дополнительное время для остывания шва и исключают прожоги.
Чтобы предупредить дефекты шва, используют прерывистую дугу. Ее поджигают касанием об изделие и накладывают короткие швы без отступов. Отрыв кончика электрода от изделия на высоту 2 см приводит к затуханию дуги. Затем кончик снова подносят и он загорается без постукивания. Такие паузы дают дополнительное время для остывания шва и исключают прожоги.
Электрододержатель
При работе инвертором с прямым подключением на высоких токах 200-300 А держатель может сильно перегреваться. Такое происходит и при силе тока 140 А, если установлена обратная полярность. Ведь на электроде возрастает нагрев до 1000 градусов. Чтобы не испытывать дискомфорт в руке, важно выбирать держак инвертора с хорошей изоляцией рукоятки. Тогда получится дольше варить без вынужденных перерывов на остывание.
Сварочные электроды
Если Вы новичок и не знаете, на какой полярности будете варить (а может предстоит работать с тонкими и толстыми металлами сразу), выбирайте универсальные электроды. Они рассчитаны на переменный и постоянный ток любой полярности. Среди проверенных универсальных электродов — Lincoln Electric Omnia 46, СпецЭлектрод АНО-21, ESAB ОЗС-12. Для работы с обратной полярностью есть узкоспециализированные электроды ESAB ОК 46.00.
Они рассчитаны на переменный и постоянный ток любой полярности. Среди проверенных универсальных электродов — Lincoln Electric Omnia 46, СпецЭлектрод АНО-21, ESAB ОЗС-12. Для работы с обратной полярностью есть узкоспециализированные электроды ESAB ОК 46.00.
Выбор инвертора и его эксплуатация
Чтобы быстро переключать полярность при работе с тонкими и толстыми металлами, у инвертора должны быть надежные разъемы силовых кабелей. Хлипкие тонкие штырьки в разъеме и невысокий бортик для фиксации быстро износятся от частых перестановок. Тогда возникнет люфт, в гнездах кабеля будут болтаться, образуется повышенное сопротивление и перегрев. Сила сварочного тока будет падать, а между разъемом и гнездом даже возможно образование электрической дуги.
Подбирайте надежные инверторы ММА с прочными гнездами, чтобы при смене полярности ничего не изнашивалось и не болталось. Если у Вас уже есть инвертор и его разъемы изношены, их можно заменить на более крепкие, выбрав из каталога соединительных кабельных разъемов.
Сварка тонкого металла 1.0-1.5 мм покрытым электродом — это сложная задача для новичка. Справиться с ней без прожогов помогут инверторы РДС с функцией “Антиприлипание”. Когда кончик электрода погружается в сварочную ванну, аппарат “чувствует” это и выключает сварочный ток. В результате нет удерживающей силы, Вам не требуется наклонять держатель влево-вправо, чтобы оторвать электрод от поверхности. Обмазка расходника не осыпается при этом.
Функция “Форсаж дуги” тоже помогает при сварке тонкого металла на обратной полярности. Когда электрод вот-вот прилипнет, инвертор автоматически повышает силу тока на 10 А, сохраняя электрическую дугу. Как только Вы восстановили воздушный зазор, аппарат сам понижает силу тока до прежнего значения, исключая прожоги.
Ответы на вопросы: особенности прямой и обратной полярности при сварке При какой полярности шов более красивый внешне? СкрытьПодробнее
При обратной. Тепло на кончике электрода выше, быстрее отделение капли, шов получается более чешуйчатым и без наплывов. Такой режим применим для лицевых сторон изделия, если толщину металла можно проплавить на обратной полярности.
Тепло на кончике электрода выше, быстрее отделение капли, шов получается более чешуйчатым и без наплывов. Такой режим применим для лицевых сторон изделия, если толщину металла можно проплавить на обратной полярности.
На обратной полярности брызг меньше. Если сварка ведется на лицевой стороне изделия и потом предстоит зачистка всех прилипших капель, лучше переключите полуавтомат на обратную полярность.
Как уменьшить ширину шва при обратной полярности? СкрытьПодробнееЧтобы шов был более узким при режиме обратной полярности, требуется быстрее вести электрод.
Электрод при резке становится красным, что делать? СкрытьПодробнее
Скорее всего, у Вас подключена обратная полярность. Поменяйте силовые кабеля в гнездах местами. Работа при прямом подключении (“+” на изделии), экономит расход электрода на 20-40% и снижает его нагрев.
На обратной. Алюминий имеет низкую температуру плавления и при перегреве потечет. Поэтому тепловой пучек концентрируют на электроде. Но для разрушения оксидной пленки нужен полуавтомат с импульсом (Pulse), иначе глубокого провара не получится.
Остались вопросы
Оставьте Ваши контактные данные и мы свяжемся с Вами в ближайшее время
Обратная связь
Как варить угловой шов электродом если металл разной толщины | Ручная дуговая сварка
Статья будет хорошей подсказкой для самоучек в сварке. Подписчики просили показать как варить угловые швы электродом. Эти швы одни из самых сложных для новичка.
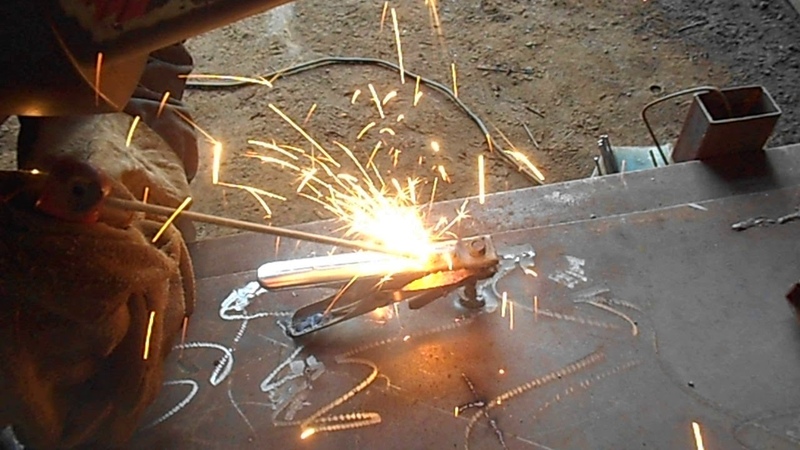
Часто бывает вот такая картина после сварки металла в угловом положении. Покажу ситуацию, когда нужно соединить металл разной толщины. Как выставить ток и по какой толщине заготовки (по тонкому или толстому). Правильное положение электрода при сварке-чтобы не прожечь тонкий и хорошо проварить толстый. И другие важные мелочи.
Взял две полоски металла разной толщины. Одна 2 мм, другая 8 мм. Сделаем угловое соединение, толстый металл оставим в горизонтальном положении, а тонкий приварим к нему под прямым углом-примерно, по угольнику не выставлял, это просто пример.
Сварочный ток будем подбирать по толстой пластине. Держак с электродом подключаем к плюсу сварочного инвертора. Это обратная полярность-плюс на электрод, минус на массу.
Электрод возьму с рутил целлюлозным покрытием марки ОК-46. Диаметр у него 3 мм, хотя для такой толщины лучше 4 мм, но таких у меня просто нет-не работаю четвёркой. И вот как просто настроить сварочный ток буквально за 10 секунд.
Достаточный ток для электродов с рутиловым покрытием выставляем так. Зажигаем электрод и медленно ведём углом на себя. Дожидаемся когда ширина шва будет максимальной. Эта огненная дорожка за электродом сделает своё максимально широкое русло.
Зажигаем электрод и медленно ведём углом на себя. Дожидаемся когда ширина шва будет максимальной. Эта огненная дорожка за электродом сделает своё максимально широкое русло.
Резко прерываем сварку и самим электродом измеряем ширину огненного русла-шва. Над ещё красным швом, его хорошо видно через маску, прикидываем сколько электродов с обмазкой здесь поместятся. Достаточный ток будет если поместились 2.5 диаметра электрода с обмазкой.
Всё, этой энергии вполне хватит. Но есть электроды монолит, у них толстенная обмазка, тогда хватит 2 диаметров электродов. Это будет максимальный ток для конкретной толщины металла, при желании его можно чуть убавить, но никак не прибавлять.
Сварной шов в разрезе имеет вот такую грибовидную форму. Максимальная глубина проплавления в металле по центру, а по краям уменьшается. На краях шва энергии много меньше, поэтому и проплавление мельче.
Макет сварочного процесса! Вставил грибок в кругляк, электрод горит, по центру электрода дуга проплавляет на максимум. Чем дальше от центра, тем проплав металла меньше. Как в городе-в центре самые высокие здания, а на окраинах много низких-частный сектор!
Чем дальше от центра, тем проплав металла меньше. Как в городе-в центре самые высокие здания, а на окраинах много низких-частный сектор!
Как держим электрод. Если бы толщина деталей была одинакова, то электрод держали бы посредине между этих плоскостей. А в нашем случае направляем ось электрода в более толстый металл, провар больше нужен там.
На тонкий металл достаточно небольшой энергии. Мы его цепляем при сварке краем сварочного шва. Как-бы немного смачиваем краешком огненного русла за электродом. Варим углом назад. Наклоняем электрод на себя и тянем также на себя. Делаем совсем маленькие колебательные движения кончиком электрода-так перемешиваем сварочную ванну и шов будет лучше.
Зажигать электрод нужно на тостом металле подальше от тонкого, миллиметрах в 10-15. Формируем сварочную ванну, когда ванна нормально расплывётся, можно направить её в угол соединения. Основную часть ванны держим на толстом металле, и чуть смачиваем тонкий. Вот так варим.
Вот так варим.
На фото видно что я поспешил сначала, не до конца разогрел ванну и рано направил ванну в сам угол, поэтому несколько миллиметров был непровар. Исправлять не стал, с этим косячком получился хороший наглядный пример, как делать не надо!
Дальше всё пошло хорошо. Тонкий и толстый металл полностью сварились , прожогов на тонком не было. Толстый с хорошим проваром.
Сварку углового соединения с металлом одинаковой толщины сделаю в ближайшее время и поделюсь всеми тонкостями с подписчиками. Там свои мелочи и хитрости. Всем пока, с наступающим!
LightWELD 1500 – Первая компактная лазерная ручная сварка
LightWELD: Наиболее часто задаваемые вопросы (FAQ)
Какова максимальная толщина свариваемого металла?
Для нержавеющей стали, оцинкованной стали, низкоуглеродистой стали и сплавов алюминия возможно проводить одностороннюю сварку до 4 мм и до 10 мм -двустороннюю; для меди возможна одностороннюю сварка для толщин до 1 мм и двусторонняя сварка до 2 мм.
Может ли LightWELD сваривать разнородные металлы или детали разной толщины?
Да, вы можете легко сваривать разнородные металлы, такие как медь с нержавеющей сталью или алюминием, а также детали разной толщины для всех типов сварных соединений: тройников, стыков, углов, внахлест и сварку по кромкам.
А как насчет вертикальной сварки или сварки потолочных швов?
LightWELD отлично подходит как для вертикальной, так и для сварки в потолочном положении, поскольку отсутствуют обычные присадочные материалы и образуются минимальное количество капель расплава, что делает сварку безопасной и простой в любом положении.
Действительно ли LightWELD быстрее, чем сварка MIG и TIG?
Да, скорость сварки LightWELD в четыре раза выше, чем у традиционных методов, кроме того, фиксация свариваемых деталей проще или не требуется, а шлифовка после сварки также не требуется или значительно сокращается – все это увеличивает производительность при минимизации брака при сварке.
Какова величина рабочего цикла?
Вы можете работать с LightWELD в режиме 100% рабочего цикла при максимальной мощности лазера 1500 Вт.
Лазерное излучение непрерывное или может быть импульсным?
LightWELD предлагает пять режимов работы в соответствии с вашими потребностями:
- Непрерывное излучение – лазер постоянно включен для достижения максимальной скорости проплавления и перемещения.
- Импульсный режим – лазерные импульсы производят меньше энергии для более медленной сварки с меньшим тепловложением.
- Режим прихваточных швов – для создания одинаковых прихваточных швов.
- Режим Stich – используется для повторяющихся прихваток или сварных швов внахлест.
- Режим высокой пиковой мощности – короткие импульсы высокой мощности, используемые для сварки высокоотражающих металлов.
Действительно ли LightWELD так легко освоить?
Да, по сравнению со сваркой MIG и TIG, освоение которой может занять всю жизнь, новые пользователи LightWELD могут выполнять высококачественные сварные швы всего за несколько часов обучения.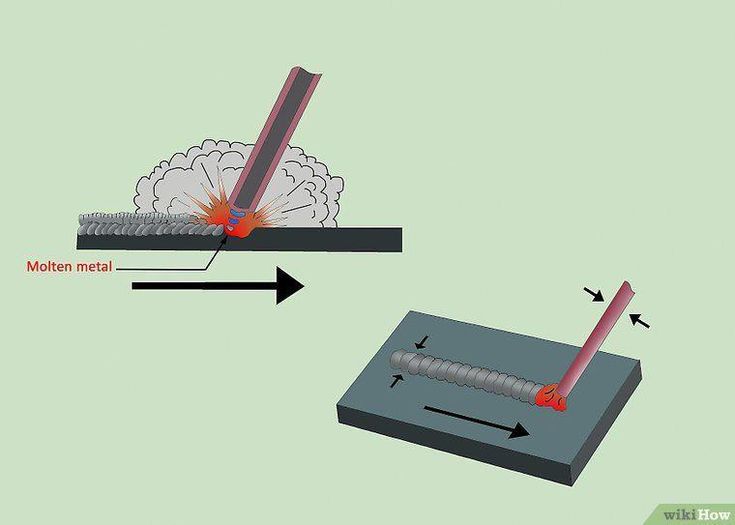
Элементы управления выглядят сложно, как мне узнать, что нужно настроить?
LightWELD поставляется с предварительно загруженными оптимизированными режимами сварки для наиболее распространенных материалов и толщин. Вы можете увеличить или уменьшить мощность в соответствии со скоростью движения и желаемой глубиной проплавления, а также сохранить эти настройки и использовать их по мере необходимости.
Что такое сварка с колебанием ?
Сварка в режиме Wobble приводит к колебаниям луча с различной частотой, чтобы получить более широкие швы, более эстетичные сварные швы , а также, сваривать детали с плохой подгонкой. LightWELD поставляется с оптимизированными, предварительно запрограммированными параметрами режима Wobble и позволяет «на лету» контролировать сварку с амплитудой колебаний до 5 мм и с регулируемой частотой колебаний до 300 Гц.
Имеется ли Руководство пользователя?
Да, вы можете загрузить его здесь.
Где я могу увидеть демонстрацию работы и купить LightWELD ?
Вы можете позвонить по телефону +7 495 968 9932 , или отправить сообщение на адрес [email protected] и обсудить все вопросы по LightWELD.
ОбзорVulcan MIGMax 215 – насколько он хорош?
Те, кто ищет сварочный аппарат MIG, который работает от двойного напряжения и обрабатывает ⅜ сталь или алюминий за один проход, скорее всего, обратят внимание на Handler 210MVP или Millermatic 211.
Хотя отряды Хобарта и Миллера обладают схожими способностями, их различия действительно заставляют покупателей склоняться к одному или другому.
Однако люди с ограниченным бюджетом могут быть разочарованы, если им нужна легкая портативная инверторная технология, предлагаемая в Millermatic 211.Да, он оснащен новейшей технологией управления питанием и другими расширенными функциями. Но 211 еще и дорогой; вы должны заплатить, чтобы получить их.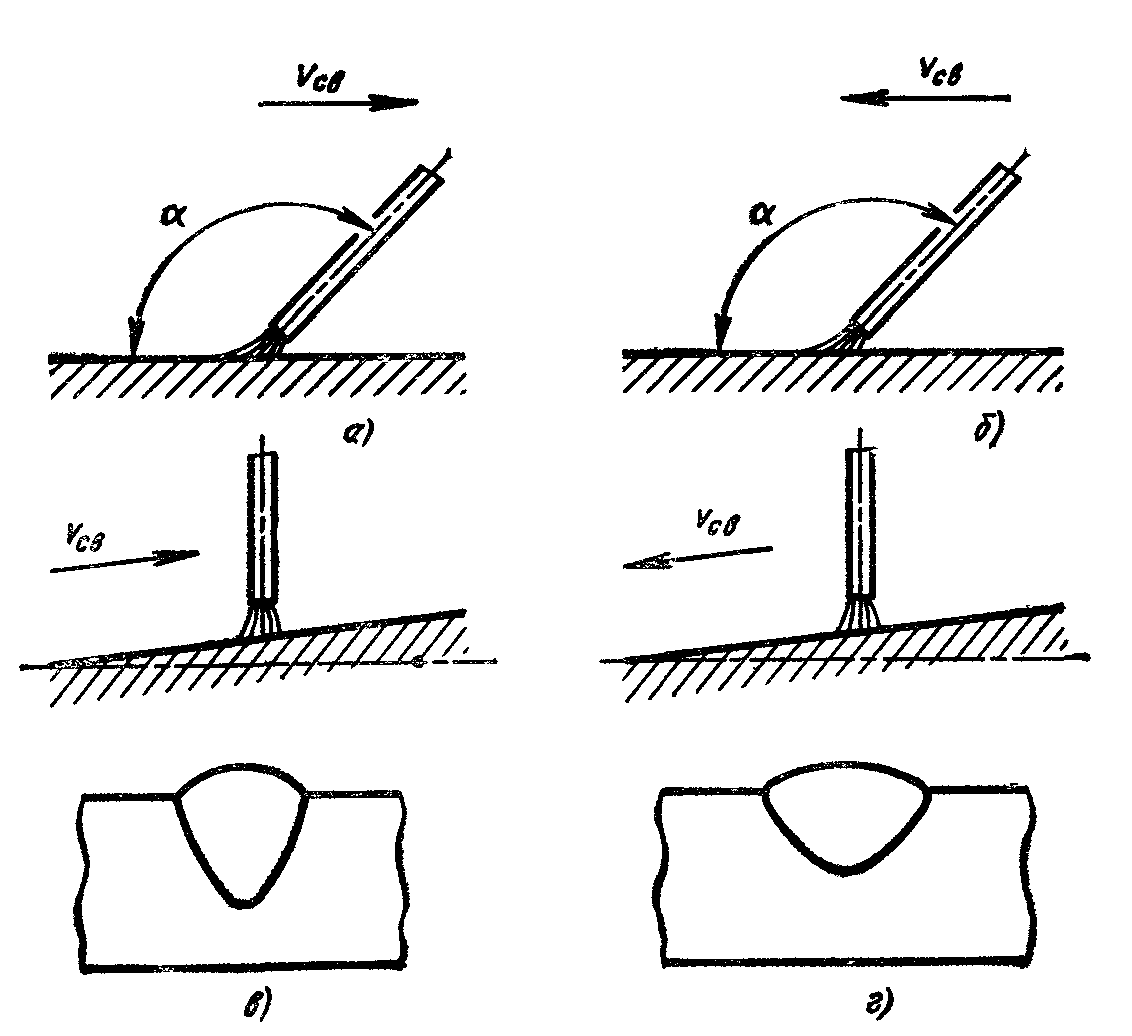
Введите Vuclan MIGMax 215…
Он оснащен инверторной технологией, усовершенствованным синергетическим интерфейсом и функцией плавного зажигания дуги. Таким образом, он очень похож на Millermatic 211, за исключением меньшего ценника. MIGMax 215 даже на несколько долларов меньше 210MVP.
Итак, от чего вы отказываетесь с Vulcan MIGMax 215? В конце концов, это сварщик «бюджетного» уровня.Что ж, ответ может вас удивить. Для небольшого или среднего магазина этот сварочный аппарат может многое предложить по доступной цене и заслуживает внимания, если вы работаете на рынке.
Краткий обзор MIGMax 215 [VW215-MM]
Что включено
- Сварочный аппарат Vulcan MIGMax 215
- Сварочный пистолет Vulcan 180A MIG (10 футов)
- Шнуры питания на 120 и 240 В
- Сопло газовое и безгазовое (1 шт.)
- Кабельный вкладыш
- 0.Контактные наконечники 030 дюймов (2 шт.)
- Рабочий кабель (10 футов) и зажим
- Регулятор расходомера Ar и Ar / CO2 и шланг (6 футов)
- Катушка 2 фунта с проволокой из флюсового сердечника Vulcan 0,030 дюйма
- Катушка 2 фунта проволоки Vulcan MIG 0,030 дюйма
- Адаптер для катушек с проволокой 12 фунтов
- Приводной ролик с V-образной канавкой от 0,025 до 0,035 дюйма
- Приводной ролик 0,030 и 0,035 дюйма с накаткой
- Круглый толщиномер
- Руководство пользователя
Технические характеристики
| Сварщик Тип | MIG, сердечник из флюса |
| Входное напряжение | 120 В 240 В |
| Технологии | Инвертор |
| Свариваемые материалы | Мягкая и нержавеющая сталь, Алюминий |
| Рабочий цикл | 120 В: 30% при 115 А (19. 75 В / 20,7 А) 75 В / 20,7 А) 240 В: 25% при 200 А (24 В / 24,8 А) |
| Сила тока | 120 В: 30 – 140 А 240 В: 30 – 215 А |
| Настройки напряжения / толщины заготовки | Бесконечное между мин. и макс. |
| Длина кабеля резака | 10 футов |
| Длина кабеля заземления | 10 футов |
| Толщина низкоуглеродистой стали (за один проход) | 120 В: 24 га.- 1/8 дюйма 240 В: 24 га. – 3/8 дюйма |
| Толщина алюминия (с катушкой) | 120 В: 16 га. – 1/8 дюйма 2400 В: 16 га. – 3/8 дюйма |
| Толщина проволоки | 0,025 – 0,035 дюйма (сплошной) 0,030 – 0,045 дюйма (порошковый) 0,030-0,035 дюйма (алюминий, с катушкой) |
| Скорость подачи проволоки («WFS») | 50 – 500 дюймов в минуту |
| Настройка скорости подачи проволоки с | Бесконечное между мин. и макс. и макс. |
| Размеры катушки с проволокой | 4 дюйма (2 фунта) и 8 дюймов (12 фунтов) с адаптером |
| Готовность катушечного пистолета | ✅ |
| Размеры сварочного аппарата (В x Ш x Д ) | 16 дюймов x 11 дюймов x 21 дюйм |
| Масса | 44 фунта. |
| Гарантия | 90 дней |
| Рейтинг фрахта в порту | ★★★★★ (4.9) |
| Цена | См. Последнюю сделку здесь |
Плюсы
- Сваривает сталь и алюминий (с дополнительным пистолетом-распылителем) до толщины 3/8 дюйма
- Двойная входная мощность (120 или 240 В)
- Кабели с поворотными замками на 120 В и 240 В, адаптеры не используются
- Использует новейшую инверторную технологию
- Легкий, переносной
- Синергетический интерфейс для простоты получения правильных настроек для сварного шва
- В комплект входят ролики подачи проволоки для сварки MIG и флюсового сердечника
- Переключатель подачи холодной проволоки
- Плавное начало дуги
- Пистолет готов
- Толщиномер – качественная, удобная халява
Минусы
- Более тяжелые катушки с проволокой могут превышать 12 фунтов.
 ограничитель переходника катушки
ограничитель переходника катушки - В синергетическом режиме настройки ступенчатые (не бесконечные) между настройками толщины материала
- Подходит только к 30A для тонких материалов
- Краткая гарантия
 ограничитель переходника катушки
ограничитель переходника катушкиГде купить MIGMax 215
Как вы, возможно, уже знаете, Vulcan продается исключительно через Harbour Freight, поэтому у других розничных продавцов его нет.
Всегда стоит проверять онлайн-цены, так как я обнаружил, что время от времени они заключают сделки, которые могут быть недоступны в магазине.
Что нужно знать перед покупкой Vulcan MIGMax 215
Рабочий цикл
Для тех, кто ищет промышленное оборудование, способное работать в течение всего дня, это не ваш сварочный аппарат. При работе от 240 В рабочий цикл составляет 25% при 200 А и повышается до 100% при 115 А.
Такой рабочий цикл подходит для большинства автомобильных, ремонтных, фермерских / ранчо и магазинов DIY, а также для студий скульптуры по металлу. Но если вы планируете работать в течение длительного времени при более высоком токе, схема тепловой защиты может время от времени отключать сварочный аппарат.
Но если вы планируете работать в течение длительного времени при более высоком токе, схема тепловой защиты может время от времени отключать сварочный аппарат.
Гарантия
На сварщиков Hobart and Miller предоставляется гарантия сроком от трех до пяти лет. Однако 90-дневная гарантия на Vulcan заметно короче. Если вы ставите надежность гарантии во главу своего списка желаний, этот сварочный аппарат Vulcan может не удовлетворить ваши потребности.
Вес катушки с проволокой
Это можно считать придиркой, но адаптер катушки, используемый для удержания больших рулонов проволоки, рассчитан на 12 фунтов. Некоторым это может показаться ограничивающим.
Как вы, возможно, знаете, некоторые рулоны весят более 12 фунтов.Вполне вероятно, что вы все еще можете использовать «более тяжелые» ролики, но компания Vulcan могла бы усилить адаптер для работы с различными проволочными роликами, представленными на рынке.
Вентилятор непрерывного действия
Некоторые сварщики используют вентилятор по запросу. Некоторых может раздражать шум постоянно работающего вентилятора, и им нравится, когда вентилятор выключается, когда не выполняется сварка.
Некоторых может раздражать шум постоянно работающего вентилятора, и им нравится, когда вентилятор выключается, когда не выполняется сварка.
Но MIGMax 215 имеет постоянный вентилятор; он работает все время. Звук не неприятный, но вы его услышите.
Особенности, которые делают MIGMax 215 отличным
Варианты ввода питания
Двойной вход питания стал необходимостью для некоторых пользователей, и MIGMax 215 воплощает эту концепцию.Он работает от 120 В и 240 В и поставляется с отдельными шнурами питания для каждого. Никаких адаптеров не требуется, и для такого уровня цен это приятный сюрприз.
При необходимости можно использовать генератор (генератор какого размера для сварки?). Суть в том, что у вас есть гибкость в том, как включить сварочный аппарат с MIGMax 215.
Инверторная техника
Компания Vulcan разработала MIGMax 215 для использования инверторной технологии. Таким образом, он меньше и легче, чем сварщики, использующие трансформаторы. В результате получается устройство, которое легко перемещать и транспортировать.
В результате получается устройство, которое легко перемещать и транспортировать.
Но инверторы также позволяют встроить в сварочный аппарат расширенные функции, такие как синергетический интерфейс (также называемый некоторыми «автоматическими настройками», но об этом позже) и функция плавного зажигания дуги. Настройка выполняется быстро, и во время сварки пользователи замечают плавную и надежную дугу.
Выходная мощность
Одна из причин, по которой многие пользователи рассматривают возможность потратить немного больше на сварочный аппарат, больше мощности для обработки более толстого материала. Возможность работать с разной толщиной означает, что вы можете больше работать со своим станком.Если у вас магазин небольшого или среднего размера, важна универсальность каждого инструмента.
Vulcan MIGMax 215 выдает до 215 А при питании от источника питания 240 В. Этого достаточно для большинства автомастерских и ремонтных мастерских. Кроме того, при 120 В вы можете выдать 140 А, что хорошо для других сварочных аппаратов, работающих от 120 В.
Но на нижнем уровне вы также можете снизить ток до 30 А, что позволяет вам работать с 24 ga. снабжать. Диапазон мощности этого аппарата позволяет вам сваривать заготовки различной толщины, что делает его ценным инструментом во многих мастерских.
Механизм подачи проволоки
Внутри этого сварочного аппарата вы найдете прочный литой алюминиевый корпус для механизма подачи проволоки. Этого нельзя ожидать от «бюджетного сварщика».
При переключении размеров проволоки ролики легко меняются без инструментов. Дизайн хорошо работает и прост в использовании.
Внутри отсека для проволоки также есть подробные инструкции по настройке и подаче проволоки, что приятно для начинающих пользователей.
Вы также обнаружите, что 215 имеет переключатель мгновенной подачи холодной подачи. Это означает, что нельзя нажимать на спусковой крючок и активировать пистолет, чтобы протянуть проволоку к наконечнику. Это небольшая приятная особенность, которая делает использование сварочного аппарата Vulcan простым и безопасным.
Готовность к катушке
Если вы один из тех, кто регулярно работает с алюминием, MIGMax 215 поставляется в готовом виде.
Вам просто нужен совместимый пистолет для катушек, приобретаемый в качестве дополнения, и вы подключаете его непосредственно к сварочному аппарату.
Что наиболее важно, характеристики 215 с алюминием впечатляют даже опытных сварщиков. Кроме того, при напряжении 240 В вы можете обрабатывать алюминий толщиной до за один проход.
Синергетический интерфейс
Хотя это красивое имя, оно просто означает, что у вас есть функция автоматической настройки. Вы выбираете толщину проволоки, «процесс» сварки и толщину заготовки, а остальное позволяет аппарату. Скорость подачи проволоки и напряжение устанавливаются автоматически.
Многие считают, что автоматические настройки подходят для более толстой бумаги.Но с более тонкой ложей сварщик немного нагрелся в синергетическом режиме.
При работе в синергетическом режиме напряжение изменяется в зависимости от толщины материала, но не в ручном режиме. Таким образом, если ступенчатые настройки немного «горячие», вы все равно можете настроить качество дуги, используя 215 в ручном режиме.
Таким образом, если ступенчатые настройки немного «горячие», вы все равно можете настроить качество дуги, используя 215 в ручном режиме.
Сами ручки ребристые, ими можно пользоваться в перчатках. ЖК-экрана нет, но многим пользователям он понравился, поскольку в магазине экраны считались обузой.
В целом, у вас есть варианты настройки и запуска этого сварочного аппарата.Если вы работаете в ручном режиме, Vulcan даже включил удобную таблицу настроек на внутренней стороне дверцы отсека для проводов, чтобы дать вам хорошую отправную точку для конкретного сварного шва, который вам нужно сделать.
Что говорят другие пользователи о MIGMax 215
После прочтения сотен обзоров и просмотра десятков видео, два слова всплывали постоянно; плавный и надежный. Качество дуги хорошее, и многие пользователи отметили меньшее разбрызгивание на этом сварочном аппарате.
Ручки кажутся немного менее «тугими» по сравнению с конкурирующими сварочными аппаратами Hobart 210 MVP и Miller. Но они отлично зарекомендовали себя на практике. Есть даже несколько видеороликов, в которых пользователи были настолько удивлены долговечностью через пару лет, что были вынуждены предоставить обновление.
Но они отлично зарекомендовали себя на практике. Есть даже несколько видеороликов, в которых пользователи были настолько удивлены долговечностью через пару лет, что были вынуждены предоставить обновление.
Это ни в коем случае не промышленный сварщик. Но при небольшом внимании оказывается, что этот сварочный аппарат был спроектирован и построен достаточно хорошо, чтобы выдержать нагрузку в небольшом и среднем цехе.
Заключение
Тем, кому нужен легкий, мощный и портативный сварочный аппарат с функцией двойного входа питания, стоит обратить внимание на Vulcan MIGMax 215.Особенно, если вы думаете о Millermatic 211, но сдерживаетесь из-за высокой цены на 211.
Если вы купите MIGMax 215, вы получите многие из тех же функций, как автоматические настройки и функция плавного запуска, которые есть в предложении Miller, но за сотни меньше. На сэкономленные деньги вы получите необходимые аксессуары, такие как катушки с проволокой, дополнительные баллоны с газом, катушечный пистолет и т. Д.
Д.
Качество и надежность дуги удивили многих скептиков, и эта модель существует достаточно долго, чтобы зарекомендовать себя.Короткая гарантия касается многих, и должна, но сейчас есть много пользователей, которые доказали, что это устройство может выжить в реальных условиях.
Итак, если у вас ограниченный бюджет и вам нужна инверторная технология, Vulcan MIGMax 215 отвечает вашим требованиям. Вы получаете мощность, универсальность и надежность по доступной цене, которая удовлетворит потребности автомобилей, техобслуживания, фермы / ранчо, художников и магазинов DIY.
Ссылки по теме
Миллер 211 против Хобарта 210 MVP – подробное сравнение
Сварка шпилек Часто задаваемые вопросы
Для каких применений можно использовать приварку шпилек?
Во-первых, приложения безграничны! Основное описание: в любом месте, где металлическая застежка соединяется торцом с металлической заготовкой.
Вот некоторые примеры пользователей, использующих приварку шпилек: металлообрабатывающая промышленность, судостроение, авиакосмическая промышленность, морские буровые платформы, нефтехимическая промышленность, установка изоляции, строительство и все, где требуется металлическое крепление.
Каковы преимущества приварки шпилек?
Приварка шпилек – это серьезное улучшение по сравнению с другими методами и множество преимуществ!
Разнообразие крепежей – в наличии имеется широкий ассортимент стандартных крепежных деталей, называемых приварными шпильками.Если у нас нет именно того, что вам нужно, мы разработаем и изготовим специальный крепеж для вашего приложения.
Все типы металлов – практически любой металл можно приспособить для приварки шпилек. Наиболее распространены алюминий, низкоуглеродистая сталь, нержавеющая сталь, медь и латунь. Также можно использовать экзотические металлы, такие как титан и инконель.
Прочность сварного шва – стойкость и целостность – при сварке шпилек производится сварка поперечного сечения с полным проплавлением.
Устранение второстепенных операций – нет необходимости сверлить или нарезать резьбу.В большинстве случаев не требуется полировать или шлифовать металлическую поверхность. Никаких головок заклепок, болтов, гаек и шайб; плюс вы избавляетесь от сопутствующего оборудования и затрат на эти операции.
Никаких головок заклепок, болтов, гаек и шайб; плюс вы избавляетесь от сопутствующего оборудования и затрат на эти операции.
Равномерность и повторяемость – сварщик шпилек точно контролирует и отслеживает количество энергии, затрачиваемой на приварку крепежа, что обеспечивает стабильно прочные сварные швы.
Скорость – вы можете загружать, позиционировать и сваривать до 30 раз в минуту. С помощью автоматического оборудования можно закрепить до 1800 шпилек в час!
Точность – точное расположение приварной шпильки.При использовании простых инструментов стандартное отклонение местоположения составляет ± 0,015 дюйма для портативного оборудования. Для настольного оборудования стандартный допуск составляет ± 0,010 дюйма. Допуск местоположения даже ± 0,007 дюйма может быть достигнут с помощью специального оборудования.
One Man Operation – один рабочий может закрепить штифты для дуговой сварки или штифты для сварки компакт-дисков, независимо от того, является ли оборудование переносным пистолетом или сложным производственным оборудованием.
Привлекательный внешний вид – Сварной шов CD проникает только на несколько тысячных дюйма, не образуя ожогов или ямок на обратной стороне.Крепеж устанавливается на поверхность с одной стороны заготовки, что исключает некрасивые головки заклепок, болтов, гаек и шайб.
Насколько большими или маленькими могут быть приварные шпильки?
Наименьший диаметр приварной шпильки – 14 GA. Наибольший диаметр составляет 1 1/8 дюйма. Доступны стандартные и нестандартные длины.
Имеется обширный ассортимент стандартных приварных шпилек. Также можно изготовить нестандартные приварные шпильки по вашим спецификациям.
Что определяет мощность, необходимая для приваривания шпильки?
Диаметр шпильки определяет требуемую мощность.Каждый сварщик шпилек имеет диапазон диаметров шпилек от минимального до максимального.
Какая мощность требуется для приварки шпилек?
Необходимая мощность зависит от типа и размера устройства для приваривания шпилек.
Электропитание, необходимое для сварочных аппаратов для разряда конденсаторов (CD), составляет 110 В переменного тока.
Электроэнергетические установки для дуговой сварки стержней находятся в диапазоне 230–460 В переменного тока. Доступны однофазные или трехфазные системы. Требования к силе тока варьируются от 35 до 200 ампер в зависимости от размера системы, необходимой для вашего приложения.
Влияют ли температура или погодные условия на сварку шпилек?
Рекомендация по приварке шпилек в холодную или влажную погоду: Приварку шпилек не следует выполнять, если температура основного металла ниже 0 ° F, или когда поверхность мокрая или подвержена падающему дождю или снегу.
Что такое автоматизированные системы приварки шпилек?
Автоматизированные системы приварки шпилек также известны как промышленные сварочные аппараты. Эти типы сварочных аппаратов разработаны и созданы специально для вашего применения.Производственные сварщики упрощают приварку шпилек для клиентов, которым требуется особая повторяющаяся приварка шпилек в производственном процессе.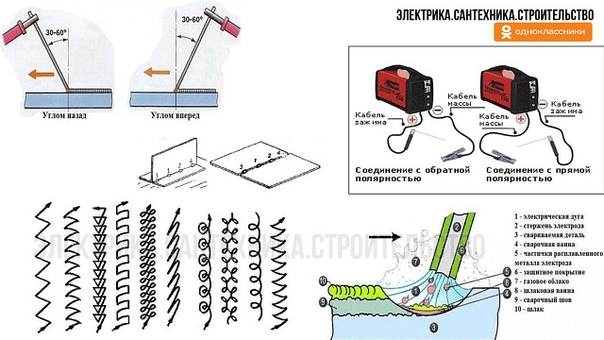
(См. Наше видео о работе промышленного сварочного аппарата.)
Советы по сварке TIG нержавеющей стали
Кевин Стоун – старший производитель, который начал применять свои навыки сварки и рисования для создания массивных скульптур из нержавеющей стали еще в 2005 году. С тех пор он использовал процесс газовой вольфрамовой дуговой сварки (GTAW / AKA TIG) для создания впечатляющей коллекции орлов, драконов, динозавров и т. д.Сварка нержавеющей стали может быть сложной задачей, потому что она очень хорошо сохраняет тепло, и это может привести к таким проблемам, как коробление, охрупчивание и ржавчина. Фактически, всего пять ампер могут иметь значение между идеальным сварным швом и вороненой или прожженной деталью. К счастью для нас, существует ряд проверенных и надежных советов, которые каждый из нас может использовать для управления подводом тепла и овладения искусством сварки TIG нержавеющей стали.
Правильная установка – Правильная установка гарантирует использование только необходимого количества присадочного металла. Вы не можете добавить присадочный металл, не добавив тепла, поэтому вам не захочется заполнять пробелы.
Вы не можете добавить присадочный металл, не добавив тепла, поэтому вам не захочется заполнять пробелы.
Присадочный металл – Чем толще пруток или проволока, тем больше тепла требуется для их плавления. Следовательно, диаметр присадочного металла должен быть меньше диаметра основного металла. Для обеспечения целостности сварного шва присадочный металл и основной материал должны быть химически совместимыми и обладать схожими механическими свойствами.
Размер электрода – Обычные размеры вольфрамовых электродов варьируются от 3/32 до 1-1 / 4 дюйма.Выбор правильного размера зависит от таких переменных, как полярность, сила тока, размер соединения и толщина основного металла. Убедитесь, что вы проверили рекомендации производителя для выбора подходящего размера.
Геометрия электрода – Конусность не более чем в 2,5 раза больше диаметра электрода создает сфокусированную дугу, способную создавать глубокие тонкие валики и узкую зону термического влияния. Если конус электрода превышает его диаметр более чем в 2,5 раза, дуга может разлететься. Это приводит к меньшему проникновению и более широкой зоне термического влияния.
Если конус электрода превышает его диаметр более чем в 2,5 раза, дуга может разлететься. Это приводит к меньшему проникновению и более широкой зоне термического влияния.
Педаль и педаль – Педаль позволяет более точно регулировать силу тока и не мешает руке с фонариком. Однако при сварке на лестницах или в неудобных местах управление пальцами может быть единственным выходом. Существуют разные дизайны, поэтому убедитесь, что вы выбрали тот, который лучше всего подходит для вас. Если ваш сварщик относительно точен, вам нужно будет только немного отрегулировать кончик пальца или педаль, чтобы управлять тепловложением. Начните с низкой силы тока и дайте луже образоваться . Затем отодвиньте два или три ампера и добавьте наполнитель.
Размер ванны – Сварочная ванна должна быть толщиной с основной металл. Если лужа становится слишком большой, используйте кончики пальцев или ножную педаль, чтобы уменьшить тепловыделение. Вы можете устранить кратеры, ослабив ток в конце сварного шва и добавив присадочный металл, пока лужа не затвердеет.
Расход газа и скорость движения – Держите поток газа и направляйте его на лужу, пока оранжевый цвет не исчезнет.Последующий поток также охлаждает лужу и электрод. Не перемещайте фонарик слишком быстро. Это может сдувать газ с электрода, сделать его черным и затруднить запуск в следующий раз.
Нажмите, чтобы просмотреть учебное пособие по импульсной сварке TIG для начинающих. Полярность и импульсный режим – Используйте импульсную газовую сварку вольфрамовой дугой (GTAW-P) с отрицательным током электрода постоянного тока. В импульсном режиме ток чередуется между высокой пиковой силой тока и низкой фоновой силой тока. Пиковый ток обеспечивает хорошее плавление и проплавление, в то время как фоновый ток поддерживает дугу и позволяет области сварного шва охладиться, предотвращая коробление, охрупчивание и осаждение карбидов.Чем выше частота импульсов (измеряется в импульсах в секунду или PPS), тем более узкий и концентрированный конус дуги. Это, в свою очередь, увеличивает проникновение и сужает ширину валика. Более того, частота импульсов ограничивает тепловложение. Высокоскоростной импульсный режим (обычно более 100 PPS) помогает взбалтывать лужу и высвобождать пористость или газ, оставшийся в сварном шве.
Это, в свою очередь, увеличивает проникновение и сужает ширину валика. Более того, частота импульсов ограничивает тепловложение. Высокоскоростной импульсный режим (обычно более 100 PPS) помогает взбалтывать лужу и высвобождать пористость или газ, оставшийся в сварном шве.
Обычные сварочные аппараты TIG ограничиваются примерно 10 PPS. Для повышения квалификации неопытные сварщики могут считать импульсы (от.5–2 PPS), чтобы рассчитать время движения резака и холодной проволоки. Однако более опытные сварщики захотят использовать инвертор TIG, способный производить сотни или тысячи импульсов в секунду. Для сварки углеродистой или нержавеющей стали начните со 100 PPS и постепенно увеличивайте до 500 PPS. Не забывайте дышать нормально. «Многие люди склонны задерживать дыхание, но это может иметь противоположный эффект», – говорит Стоун. «Кроме того, нежный захват делает руку более устойчивой. Держите резак крепко, но не слишком сильно, иначе наступит усталость, которая приведет к тряске. «Всегда заранее проверяйте свои настройки и технику на тестовом образце, и, конечно же, ПРАКТИКА, ПРАКТИКА, ПРАКТИКА! Сварка нержавеющей стали TIG может быть сложной задачей, но результат стоит затраченных усилий.
«Всегда заранее проверяйте свои настройки и технику на тестовом образце, и, конечно же, ПРАКТИКА, ПРАКТИКА, ПРАКТИКА! Сварка нержавеющей стали TIG может быть сложной задачей, но результат стоит затраченных усилий.
ИСТОЧНИКИ:
Художник Кевин Стоун использует продвинутый сварочный аппарат TIG для создания «Shock and Awe» Art
Руководство по сварке; 9 выпуск, том 2
AWS D1.1 Требования к приварке шпилек для свойств
1. Конструкция шпильки. Шпильки должны быть подходящей конструкции для дуговой сварки стальных элементов с использованием оборудования для приварки шпилек с автоматической синхронизацией.Тип и размер стойки должны соответствовать чертежам, спецификациям или специальным положениям. Шпильки с головкой см. На Рисунке 7.1. Альтернативные конфигурации головок могут использоваться при подтверждении механических испытаний и испытаний на закладку, подтверждающих развитие конструкции на полную прочность, и с одобрения Инженера.
2. дуговые щиты . Дуговый экран (наконечник) из термостойкой керамики или другого подходящего материала должен быть снабжен каждой стойкой.
3.Флюс . Подходящий раскисляющий и стабилизирующий дугу флюс для сварки должен быть снабжен каждой шпилькой диаметром 5/16 дюйма [8 мм] или больше. Шпильки диаметром менее 5/16 дюйма [8 мм] могут поставляться с флюсом или без него.
4.Шпильки . Основание шпильки, подлежащее аттестации, должно пройти испытание, описанное в Приложении IX. Следует использовать только шпильки с соответствующими основаниями шпилек. Аттестация оснований шпилек в соответствии с Приложением IX должна производиться за счет производителя. Дуговый экран, используемый при производстве, должен быть таким же, как использованный при квалификационных испытаниях, или рекомендованным производителем.По запросу Инженера Подрядчик должен предоставить следующую информацию:
(1) Описание шпильки и дугового экрана.
(2) Сертификат производителя о том, что основание шпильки соответствует требованиям Приложения IX.
(3) Данные квалификационных испытаний
5. Отделка шпильки . Отделка должна производиться нагреванием, прокаткой или механической обработкой. Готовые шипы должны быть одинакового качества и состояния, без травмирующих перехлестов, ребер, швов, трещин, скручиваний, изгибов или других повреждений.Радиальные трещины или разрывы в головке шпильки не должны быть причиной брака при условии, что трещины или разрывы не распространяются более чем на половину расстояния от периферии головки до стержня, определяемого визуальным осмотром. Головки соединителей, работающих на срез или анкерных шпилек, подвержены трещинам или разрывам – это названия одного и того же. Трещины или разрывы обозначают резкое прерывание периферии головки шпильки из-за радиального отделения металла. Радиальные трещины или разрывы в головке шпильки не должны быть причиной брака при условии, что трещины или разрывы, определенные визуальным осмотром, не превышают значения: 0.25 (H-C) (см. Рисунок 7.1)
6. Материал стержня . Шпильки должны быть изготовлены из холоднотянутого пруткового проката в соответствии с требованиями ASTM A 108, Технические условия на стальные стержни, углеродистые, холоднокатаные, стандартные классы качества с 1010 по 1020, включая полуразрушенный или раскисленный алюминий или кремний.
7. Толщина основного металла . При сварке непосредственно с основным металлом основной металл не должен быть меньше 1/3 диаметра шпильки. При сварке через настил диаметр шпильки должен быть не более 2.В 5 раз больше толщины основного материала. Ни в коем случае нельзя приваривать шпильки более чем через два слоя металлического настила.
Miller Spectrum 375 Обзор плазменного резака
Тогда плазменный резак Miller Spectrum 375 – это настоящий пожарный резак. Этот аппарат плазменной резки представляет собой портативный и мощный аппарат плазменной резки, который обеспечивает резку мягкой стали толщиной 3/8 дюйма (со скоростью 18 дюймов в минуту). Miller рассчитан на 30 ампер и может резать низкоуглеродистую, нержавеющую сталь или алюминий. Кроме того, технология auto-line и адаптеры MVP позволяют устройству работать с входным напряжением как 120 В, так и 240 В.Горелка премиум-класса XT30 с эргономичной ручкой и гибким кабелем обеспечивает удобство использования в течение длительного времени. Несмотря на то, что это довольно крупный инструмент, его довольно легко транспортировать.
Номинальная режущая способность
Miller 375 Spectrum имеет рейтинг резки 3/8 дюйма при 18 IPM, что означает, что вы получите гладкий, устойчивый рез со скоростью 18 дюймов в минуту. Этот рейтинг превышает ваши типичные требования к толщине резки. Такая режущая способность делает инструмент идеальным для большинства производств, систем отопления, вентиляции и кондиционирования воздуха, технического обслуживания, а также для использования в домашних мастерских или для любителей.
Универсальность
Spectrum избавит вас от беспокойства о том, есть ли у вас подходящая машина для цеха или работы. Устройство оснащено функциями Auto-line и MVP (вилка с несколькими напряжениями). MVP позволяет инструменту легко переключаться между 120 В и 240 В. Вам просто нужно правильно выбрать вилку для розетки и вставить ее в шнур.
Технология Auto-Line
Технология Auto-Line позволяет устройству автоматически адаптироваться к широкому диапазону напряжений. Spectrum 375 принимает входное напряжение от 120 до 240 В, 50/60 Гц.Для повторного подключения источника питания снимать крышки не нужно.
Компенсация линейного напряжения (LVC)
Плазменный резак Miller 375 оснащен функцией компенсации линейного напряжения, которая позволяет входной мощности колебаться на +/- 10%, не влияя на производительность резки. Это действительно важная функция, если вы планируете использовать резак в месте, подверженном колебаниям напряжения.
Автоматическая регулировка подачи воздуха
Эта функция позволяет устройству автоматически регулировать изменение входного давления для обеспечения постоянного рекомендованного давления в резаке.Таким образом, обеспечивается оптимальная производительность резки.
Технология Auto-Refire
Технология Auto-Refire повышает удобство использования за счет автоматического управления вспомогательной дугой. При смене рабочей поверхности инструмент автоматически включается и выключается так быстро, как это необходимо. Нет необходимости повторно запускать дугу вручную. Следовательно, эта технология снижает утомляемость рук пользователя.
XT30 Torch
Spectrum 375 поставляется с XT30 Torch с эргономичной рукояткой с уникальной нескользящей рукояткой, контурами пальцев и направляющей для большого пальца.Эти функции обеспечивают удобство использования и предотвращают усталость. Благодаря гибкому кабелю инструмент легко маневрирует.
Технология аэродинамической трубы и вентилятор по запросу
Spectrum 375 включает технологию аэродинамической трубы и вентилятор по запросу. Внутренний воздушный поток защищает внутренние компоненты от абразивной пыли и частиц, продувая их через туннель.