Советы по сварке полипропиленовых труб
Мы закончили монтаж своего водопровода из полипропилена, а также провели наглядные натурные испытания на прочность и качество сварки. Теперь можем, исходя из своего практического опыта, давать советы по сварке полипропиленовых труб своими руками, как не допустить ошибок в данной технологии и подробно описать все этапы работ по самостоятельному монтажу водопровода из полипропилена.
Как и зачем размечать полипропиленовые трубы перед сваркой
Первый вопрос, который появляется перед нами: сколько нужно отрезать от трубы. чтобы верно спаять первый же участок? Ведь в конце концов отрезок трубы уменьшится на расстояние сварки. Для этого смотрим в инструкцию или измеряем парную насадку на инструменте. Для разного диаметра труб это расстояние разное. Например, в нашем случае, для 20 мм трубы это расстояние 14,5 мм, для трубы 32 мм – 18 мм соответственно.
Далее перед сваркой каждой детали полипропиленового водопровода непременно наносилась разметка.
Возможные погрешности при сварке полипропиленовых труб
Во время монтажа своего водопровода мы столкнулись с несколькими проблемами, которые к счастью оказались не такими уж серьезными, тем не менее написать о них нужно. Первая беда – неперпендикулярные соединения. С механической точки зрения, неидеальная стыковка под 90 градусов не влияет на надежность сварки. Это скорее вызывает некоторое неудобство при стыковке протяженных участков и эстетически смотрится не аккуратно. Но нам все равно закрывать всю эту красоту декоративными коробами из гипсокартона, поэтому просто признаем, что без опыта ровно не получится. С этим можно бороться большим число повторений или просто смириться.
Второй камень преткновения – внешний вид соединения труба-фитинг. В интернете все спорят о том, сколько слоев наплывающего пластика должно быть в месте соединения фитинга и трубы: один или два. Одни считают наличие таких колец критерием качественной сварки, другие, напротив, видят в «двойном подбородке» из выпирающей полипропиленовой массы непрофессионализм.
Ответственно могу заявить, что на качество сварки это ни как не влияет – все эти кольца, валики и прочие аномалии, лишь побочное косметическое проявление. Один или два слоя выпучится наружу, значения не имеет – труба от этого в месте соединения не развалится. И у меня, первое время, всегда получалось по-разному, но потом я нащупал секрет получения одного слоя. Все просто: один слой снимается с трубы, другой выдавливается из фитинга – получаем два не всегда ровных кольца.
Чтобы получить эстетически красивое соединение с минимумом излишков полипропиленовой массы предлагаю сделать следующим образом. Перед нагревом, проставить на трубе помимо основной еще одну метку.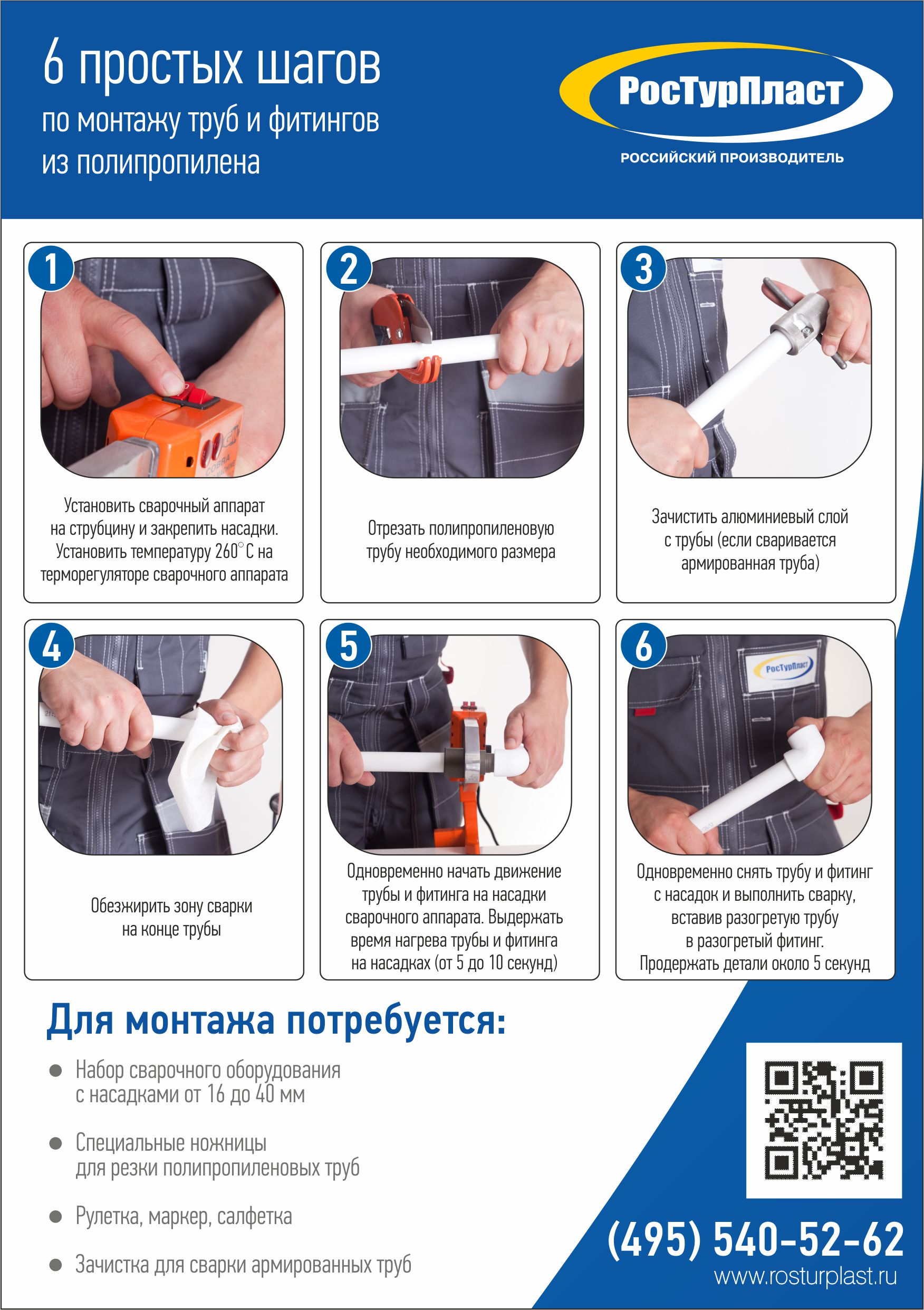
Наш коллектор непростой: мало того, что применяются переходные или редукционные тройники, конструкция растянута в нише между помещениями. То есть для выполнения монтажа с инструментом ни как не подлезть. Поэтому решено выполнять монтаж крупно узловыми участками, а потом стыковать в удобном месте. Особенность нашего коллектора еще и в том, что нужно учесть горизонтальные отводы для запитывания потребителей в разных помещениях.
Не обойтись при монтаже без фиксации конструкции. Для полипропилена существуют замечательные пластиковые держатели, в которые трубы легко защелкиваются. Так как наша конструкция очень не простая, приходилось по нескольку раз примеряться. Самыми неудобными для монтажа стали места установки фильтров для воды. С одной стороны оба фильтра нужно надежно закрепить, а с другой обеспечить легкий доступ для обслуживания. Так как не хватает расстояния для установки двух фильтров, кран для слива пришлось установить через угольник.
Ошибки при монтаже полипропиленовых труб
Вблизи конечных потребителей воды трубы заканчиваются муфтами с наружной резьбой. Это правило действует везде, кроме смесителя для ванной, так как тут требуются муфты с внутренней резьбой. Затем накручивается эксцентрик и устанавливается смеситель. Перед закупкой фитингов для ванной, я посмотрел, как сделали у соседей наемные сантехники, и купил оконечные муфты с наружной резьбой. Это была политическая ошибка, которую придется исправлять с помощью муфты (футорки).
Это была политическая ошибка, которую придется исправлять с помощью муфты (футорки).
Вдоль стен в наших санузлах запланированы короба, прикрывающие трубы. Как видно на фотографии, фитинг с резьбой выбран угловой, чтобы уменьшить число соединений. Ведь чем меньше швов, тем пропорционально меньше вероятность того, что они в один прекрасный день они разойдутся. Вот по примеру стенда в магазине и совершалась закупка фитингов. На практике монтаж полипропилена не составил труда, однако, при сооружении короба возникли проблемы. Слишком уж маленькое расстояние от трубы до резьбы оказывается после облицовки короба плиткой.
Во время соединения полипропиленовых труб с фитингом еще остается некоторое время для корректировки положения трубы относительно фитинга. Это время достаточно ограниченное всего пару секунд. Именно в тех случаях, когда монтажник увлечется вылавливанием миллиметров и перпендикуляров, может ухудшится прочность шва. Так что я настоятельно рекомендую сократить до минимума это время на исправление неточностей. Разогрел, вставил, подождал и все – никаких попыток «запрыгнуть в уходящий поезд». Как получилось – так получилось. Если получилось плохо – переделывайте весь кусок.
Разогрел, вставил, подождал и все – никаких попыток «запрыгнуть в уходящий поезд». Как получилось – так получилось. Если получилось плохо – переделывайте весь кусок.
Другой враг при сварке труб из пропилена – перегрев материала. Сварка полипропилена похожа на пайку меди свинцово-оловянным припоем, там тоже целое искусство найти нужные температуру и время взаимодействия материалов. Перегретый пластик меняет свои физико-химические свойства, а также, при перегреве, меняются геометрические размеры деталей и площадь соединения уменьшается. В результате чего надежность соединения падает. Самое неприятное, что последствия такого неаккуратного шва могут проявиться не сразу. Но самые опасные враги полипропилена – грязь, вода в месте соединения и поспешность во время монтажа. Так что при самостоятельном монтаже полипропиленовых труб следует трепетно поддерживать культуру труда.
Кроме организационных проблем и ошибок при проектировке, монтаж полипропиленовых труб не составит труда для любого человека. В наших силах повлиять и на температуру и на время соединения, так что нужна лишь внимательность и аккуратность.
В наших силах повлиять и на температуру и на время соединения, так что нужна лишь внимательность и аккуратность.
как сварить, сварка ПП своими руками, как правильно варить пропиленовые трубы
Содержание:
В этой статье мы опишем, как сваривать полипропиленовые трубы и каким набором инструмента для этого потребуется обзавестись.
Соединение труб ПП осуществляется методом диффузионной сварки, которая подразумевает размягчение окончаний труб под воздействием конкретной температуры. Нагрев достигается благодаря воздействию электричества. Сперва до требуемой температуры нагреваются сами детали сварочного аппарата, далее на них надевается на некоторое время элементы для стыковки, а уже после расплавления эти части соединяются друг с другом.
Стоит отметить, что свариваемые трубы не должны различаться по своим свойствам.
Сварить пропиленовые трубы как можно лучше несложно, главное, выполнить такие этапы:
- Прогреть сварочное приспособление, трубу и фитинг до 260 ºC.


Помните, что 260 ºC – температура плавления фитингов и труб из ПП.
- Насадить фитинг на трубу четко по одной оси.
- Подождать несколько секунд, после чего соединение считается сваренным, образуя при этом, единый элемент.
Получившееся готовое соединение является бесшовным, так как при сваривании структуры двух элементов объединяются, образуя единую деталь. Таким образом, сварить трубу из полипропилена как нельзя лучше, получив качественное соединение – легко.
Инструментарий для сваривания ПП труб
Перед тем как сварить полипропиленовые трубы, например для системы подачи воды, нужно обзавестись стандартным перечнем инструментов.
Набор должен состоять из:
- непосредственно, паяльника;
- рулетки;
- ножниц;
- крепежных болтов для фиксации насадок к паяльнику;
- строительного уровня;
- шаблона для контроля отверстий;
- шестигранника.

Сварочный агрегат может обладать мощностью до 1,5 кВт, при этом он питается от сети в 220 вольт. Небольшая масса позволяет его легко переносить с места на место, а благодаря эргономичной рукоятке, паяльником легко оперировать во многих положениях.
Как и во многих других аппаратах схожего действия, у паяльника присутствует выключатель и терморегулятор, который дает возможность контролировать температуру на отметке в 260 ºC. Читайте также: “Какие бывают аппараты для сварки полипропиленовых труб – характеристики и преимущества вариантов”.
Сразу после включения на паяльнике загорается красный светодиод, который тухнет сразу же после достижения требуемой температуры. Это сигнал к тому, что инструментом можно начинать пользоваться.
Разнообразие насадок
Деталями, которые непосредственно нагревают поверхности труб и фитингов посредством контакта, являются насадки. Стандартный набор, как правило, содержит насадки, сечения которых варьируются от 16 до 40 мм.
Стандартный набор, как правило, содержит насадки, сечения которых варьируются от 16 до 40 мм.
Нестандартные же, большие насадки, всегда можно приобрести дополнительно в соответствующих магазинах.
Покрытие из тефлона не дает расплавленному пластику прилипать к сварочному аппарату. В то же время и поверхность таких насадок благоприятно воздействует на пластик, обеспечивая качественное соединение. Однако не забывайте, что нужно всегда держать тефлоновое покрытие насадок в чистоте.
Насадка состоит из двух элементов:
- элемент с отверстием – для введения внутрь ПП трубы;
- элемент в форме выступающего цилиндра – для одевания фитинга.
Фитинг и труба одеваются с небольшим усилием, после чего происходит их нагрев до 260 ºC, при этом у фитинга прогревается внутренняя поверхность, а у трубы – наружная. Фиксация насадок проводится идущими в комплекте болтами.
Стоит отметить, что во время пользования паяльником болты могут ослабевать, так что их нужно время от времени подтягивать.

Для закручивания болтов в комплекте предусмотрена специальная отвертка или шестигранник. Устанавливать насадки стоит лишь до начала нагревания аппарата, а их замену проводить под нагревом только в особых случаях.
Разрезание труб перед свариванием
Перед тем как варить полипропиленовые трубы, их нужно нарезать на нужные отрезки. Если сечение труб не превышает 32 мм, потребуются ножницы, у которых лезвия выполнены из высококачественной стали. Как правило, они сопровождаются годичной гарантией, если только они использовались по назначению.
Стоит отметить, что на рынке можно встретить ножницы, которые позволяют разрезать трубы сечениями, достигающими 63 мм, а трубы, диаметр которых превышает этот порог всегда можно разрезать ножовкой по металлу.
Последовательность сваривания труб ПП
Чтобы лучше понять, как правильно варить полипропиленовые трубы, следует подробнее рассмотреть последовательность подготовки паяльника к работе.
Этапы будут таковыми:
- Включить аппарат в сеть – засветится индикатор включения и индикатор регулятора температуры.
- Пока индикатор терморегулятора горит, можно судить, что идет процесс нагревания, обычно этот процесс длится 10-12 минут.
- Первый прогрев использует больше электроэнергии – насадки достигнут температуры в 300-320 ℃. Если сразу же начать им пользоваться, пластик деформируется не так, как следует. Читайте также: “Какие пропиленовые трубы используют для отопления и водоснабжения”.
В этой связи следует подождать, пока индикатор нагрева не засветится и не погаснет повторно. Лишь после этого можно перейти к сварке пп труб своими руками.
Сварку проводят в такой последовательности:
- Трубу помещают в соответствующую насадку.
- Фитинг одевают на цилиндрический выступ с противоположной стороны. В обоих случаях потребуется производить несильный нажим.
- Обеими руками эти два элемента удерживают в таком положении столько, сколько требует технология (подробнее: “Правила и технология сварки полипропиленовых труб – важные особенности”). .

Продолжительность нагрева, последующего времени на соединение структур, и остывание, определяется сечением полипропиленовой трубы и глубины сварки. Приблизительные значения всегда можно найти в соответствующих справочных таблицах.
В процессе сваривания труб из полипропилена следует иметь в виду такие нюансы:
- Готовое соединение приобретет максимальную надежность лишь в случае четкого следования рекомендациям по продолжительности нагревания.
- Продолжительное неконтролируемое нагревание может стать причиной расплавления полипропилена и порчи свариваемых элементов.
- Нагрев, продолжительность которого не будет соответствовать таблице, и будет меньшим, станет причиной недостаточного расплавления элементов. Как результат – негерметичное соединение и протечки спустя некоторое время после начала эксплуатации системы. Читайте также: “Как делается сварка полипропиленовых труб – технологичные способы”.
В процессе сваривания ПП труб нельзя:
- двигать детали в разные стороны, кроме оси одевания и снятия элементов;
- непосредственно после стыковки деталей пытаться улучшить их размещение – это уменьшит проходной диаметр в соединительном месте;
- пытаться изменить форму трубы (гнуть), когда идет остывание соединения.
Выше мы изложили информацию о том, как правильно сварить полипропиленовые трубы своими руками. Из прочитанного можно сделать вывод, что в данном процессе нет ничего затруднительного. Основное правило – это заготовить требуемый инструмент и производить сваривание согласно разработанной технологии и инструкции, четко следя за временем прогрева аппарата, элементов и последующей стыковки.
Основное правило – это заготовить требуемый инструмент и производить сваривание согласно разработанной технологии и инструкции, четко следя за временем прогрева аппарата, элементов и последующей стыковки.
|
11.11.13 Источник: http://kanalizaciyadoma.ru/ Сварка полипропиленовых труб своими руками выполнима, правда, много кто об этом даже не догадывается. Выполняется сварка при помощи нагретого инструмента в раструб и применяется для того чтобы соединить трубы и детали.
Защищаемся от ошибок В том случае, если совмещая трубу и фитинг не ввести ее до самого упора, то останется промежуток между упором фитинга, расположенном внутри и торцом трубы. На установленном трубопроводе у такого соединения отмечается меньшая толщина стенки и большой внутренний диаметр. Срок эксплуатации такого участка снижается относительно всего трубопровода канализации автономной.
Полипропиленовые трубы и фитинги, а также оборудование для монтажа и сварки Вы можете приобрести в магазинах “ИНСТАЛ”. Разделы / Отопление |

 При этом происходит оплавление и скручивание наружного ребра торца, также выдавливается грант, имеющий небольшую высоту.
При этом происходит оплавление и скручивание наружного ребра торца, также выдавливается грант, имеющий небольшую высоту. В результате поверхности начинают давить друг на друга, воздух вытесняется и обеспечивается перемешивание расплавленных материалов.
В результате поверхности начинают давить друг на друга, воздух вытесняется и обеспечивается перемешивание расплавленных материалов. Время, за которое это произойдет, также зависит от диаметра.
Время, за которое это произойдет, также зависит от диаметра.
Сварка пластиковых труб
В системах водоснабжения и отопления частных домов и квартир все чаще вместо стальных труб используют пластиковые. Такие трубы не подвержены коррозии, их не нужно красить, да и монтаж пластиковых труб намного проще. Сварка пластиковых труб протекает без выделения большого количества вредных веществ и копоти, поэтому работы по монтажу можно выполнять даже после окончательной отделки помещения. Сварка пластиковых труб — процесс довольно простой, не требующий серьезных навыков. Единственный специальный инструмент, который вам понадобится — аппарат для сварки пластиковых труб (утюг для сварки труб).
Материалы и инструменты:
- пластиковые трубы
- фитинги
- аппарат для сварки пластиковых труб (утюг для сварки труб)
- карандаш
- труборез для пластиковых труб
- линейка или рулетка
- спирт и вата
- сварка пластиковых труб: технология
Процесс:
1. Поместите аппарат для сварки пластиковых труб (утюг для сварки труб) на подставку, установите тефлоновые насадки соответствующего размера, и включите аппарат в сеть.
Поместите аппарат для сварки пластиковых труб (утюг для сварки труб) на подставку, установите тефлоновые насадки соответствующего размера, и включите аппарат в сеть.
2. Включите аппарат для сварки пластиковых труб и дождитесь полного прогрева.
3. Пока утюг для сварки труб греется, разметьте трубы. Чтобы определить на какую глубину труба вставляется в фитинг, замерьте глубину насадки аппарата.
4. От полученной величины отнимите 2 мм и карандашом нанесите отметку на трубу.
5. Определитесь с углом, под которым новый фитинг должен быть установлен на трубу, также нанесите отметки, проходящие через одну ось, на трубу и фитинг.
6. Обезжирьте конец трубы и внутреннюю поверхность фитинга спиртом.
7. Разогрейте трубу и фитинг с помощью сварочного аппарата. Длительность разогрева зависит от диаметра труб (данные можно найти в таблицах, которые идут в комплекте с аппаратом для сварки пластиковых труб).
8. Наденьте фитинг на трубу, соблюдая соосность отметок и выдерживая нужную глубину посадки. На все манипуляции у вас есть около 4 секунд.
На все манипуляции у вас есть около 4 секунд.
9. Оставьте соединение остывать. Время остывания около минуты.
10. Более наглядно сварка пластиковых труб описана в видеоинструкции:
За предоставленное видео благодарим Владислава Пономарева.
в труднодоступных местах без аппарата
Для того, чтобы описать все преимущества пластиковых труб, понадобится отдельная статья. Если постараться обойтись краткой характеристикой, то в числе основных преимуществ можно выделить высокую прочность, отсутствие коррозийных процессов, неподверженность любым патогенным организмам и длительный срок эксплуатации. При этом пластиковые трубы в несколько раз легче металлических и для их соединения не требуется горячая сварка. На сегодняшний день это лучший продукт из того, что могут предложить производители.
Эта статья будет полезна тем, перед кем стоял вопрос – как сварить полипропиленовые трубы? Описание процесса и какие инструменты необходимо использовать – вы узнаете в нашей статье.
Несмотря на кажущуюся простоту соединения пластиковых труб, есть некоторые нюансы, которые стоит учитывать. Во-первых, это обеспечит необходимую герметизацию стыков и швов. Во-вторых, сделает возможной эксплуатацию на протяжении нескольких десятилетий.
Фото 1 Сварочный аппарат для сварки полипропиленовых труб
Процесс
Да, вы не ослышались, полипропиленовые трубы также свариваются друг с другом, но это не стандартная горячая сварка, но припой посредством специального инструмента.
Для начала понадобятся специальные фитинги, о разновидностях которых вы узнаете в нашей отдельной статье «Латунные фитинги для ПНД труб».
Имейте в виду, что фитинги нагреваются изнутри, тогда как трубы только снаружи. Только в этом случае можно добиться оптимального размягчения структуры и надеть один элемент на другой. И только так будет обеспечена максимально высокая герметичность стыка.
Существует практика спаивания труб друг с другом без использования соединительных элементов. Это временная мера, которая применяется на короткий период времени. Прочность такого соединения минимальная, в связи с чем даже при малейшей механической нагрузке стык просто лопнет.
Это временная мера, которая применяется на короткий период времени. Прочность такого соединения минимальная, в связи с чем даже при малейшей механической нагрузке стык просто лопнет.
Таблица 1 Определение времени нагрева деталей
|
Глубина сварки мм |
Диаметр трубы, мм |
Время нагревания, с |
Время соединения, с |
Время остывания, мин |
|
14 |
20 |
6 |
4 |
2 |
|
16 |
25 |
7 |
4 |
2 |
|
18 |
32 |
8 |
6 |
4 |
|
20 |
40 |
12 |
6 |
4 |
|
23 |
50 |
18 |
6 |
4 |
|
26 |
63 |
24 |
8 |
6 |
|
28 |
75 |
30 |
10 |
8 |
|
30 |
90 |
40 |
11 |
8 |
|
33 |
110 |
50 |
12 |
8 |
Основные этапы
Для того, чтобы провести сварку (читай – спайку) полипропиленовых труб и элементов понадобится специальный сварочный аппарат с нагревательной насадкой муфта/дорн. В зависимости от размера трубы выбирается, соответственно, и диаметр насадки. На нагревательную пару с одной стороны (муфта) надевается фитинг, с другой (дорн) вставляется труба.
В зависимости от размера трубы выбирается, соответственно, и диаметр насадки. На нагревательную пару с одной стороны (муфта) надевается фитинг, с другой (дорн) вставляется труба.
Фото 2 Трубу нужно отрезать под углом 90 градусов к оси
Фото 3 Край ПП трубы нужно обязательно зачистить (снять фаску)
Фото 4 Когда аппарат нагреется нужно насадить фитинг на дорн, а трубу вставить в гильзу
Обязательно аппарат надежно закрепите на станке или станине. Любое отклонение затруднит припой труб, а сам аппарат может упасть от давления.
Работает агрегат от обычной розетки 220 В, при однократном применении использование отдельной линии не требуется. Далее выставляете необходимую температуру. При работе с пластиковыми трубами она должна составлять не менее 2600С.
После того, как аппарат нагрелся до заданной температуры, можно начинать пайку. Вставляете в дорн трубу, на муфту надеваете фитинг. Желательно эти два процесса проводить параллельно. Надеваете с небольшим давлением и до того момента, пока оба элемента не подойдут к ограничителю. Ждете определенное время, снимаете и вставляете друг в друга.
Вставляете в дорн трубу, на муфту надеваете фитинг. Желательно эти два процесса проводить параллельно. Надеваете с небольшим давлением и до того момента, пока оба элемента не подойдут к ограничителю. Ждете определенное время, снимаете и вставляете друг в друга.
Фото 5 Процесс сварки полипропиленовой трубы
Категорически запрещено при соединении трубы и фитинга прокручивать их относительно друг друга. Просто вставляете ровно и до упора. Только в этом случае герметичность будет 100-процентной.
Особенности
Ремонтируя уже существующую систему отопления с полипропиленовыми трубами, основная сложность возникает с водой, которая скапливается на стыке. Варить (паять) такие трубы категорически запрещено. При температуре пайки вода попросту превращается в пар и выступает конденсатом на самой трубе, а также образует воздушные поры. Буквально через несколько часов место стыка начнет протекать.
Специалисты рекомендуют использовать обычный хлебный мякиш, который используется как пробка в трубе. Уже после монтажа хлеб растворяется в воде и не создает никаких препятствий движению теплоносителя. Одна проблема – мякиш размокает практически моментально, но у вас будет около 10 секунд, так что при определенной сноровке можно справиться. О том, какой должна быть схема обвязки котла отопления, вы узнаете в нашей статье.
Время
И хотя речь идет всего о нескольких секундах, очень важно соблюсти точное время. Если не додержать или, что еще хуже, передержать, то серьезный урон будет нанесен герметичности стыка. Если в работе вы используете трубы диаметром до 20 миллиметров, время на нагрев не превышает 3 секунд, диаметр трубы от 32 мм потребует чуть больше – уже 7 секунд. Точное время нагрева выбирают по Таблице 1.
При выборе трубы учитывайте также такой фактор, как линейное расширение. Обычные пластиковые трубы без армирующего элемента удлиняются обычно на 305 мм в одной стыке. Если же в трубе присутствует армирующий элемент (об этом вы узнаете по маркировке), то расширяться труба не будет. Собственно, именно поэтому такие трубы называют стабильными.
Если же в трубе присутствует армирующий элемент (об этом вы узнаете по маркировке), то расширяться труба не будет. Собственно, именно поэтому такие трубы называют стабильными.
Если свариваются стабильные трубы, обязательно снимаются на конце трубы и металлический и пропиленовый слой. Если в качестве армирования используется стекловолокно, ничего снимать или срезать не следует.
Полезные советы
Фото 5 В процессе сварки труб запрещается поворот деталей по оси относительно друг друга
- При монтаже системы отопления и установке батарей весь контур представлен полипропиленовыми трубами, тогда как с самим котлом соединение осуществляется посредством металлического патрубка. Длина этого элемента может быть разной, но не должна быть менее 1500 см.
-
Если вы новичок и решили сделать трубопровод самостоятельно, обязательно перед тем как приступить к пайке потренируйтесь. Речь идет не только о надевании труб на насадку, но и о скорости проведения работ. Напомним, что очень важно соблюдать временной режим.
- Заранее разрежьте по схеме всю трубу и разложите все соединительные элементы – муфты, фитинги, тройники и т.д. Так работа будет идти гораздо быстрее и не придется уже в процессе разбираться, что зачем и куда это приложить.
- Все трубы должны быть чистыми и без жирных (масляных) пятен. Если такие вкрапления присутствуют, обязательно обезжирьте их, чтобы в дальнейшем стыки были герметичными.
- Уже после того, как сварены трубы и фитинги, остывание происходит в естественном режиме. Не стоит окунать трубу в воду или иным способом пытаться ее искусственно охладить. Все это приведет к искривлению материала а, как следствие, к нарушению прочности.
-
Обязательно обращайте внимание на то, насколько прямым является сваренный отрезок. Соблюдение соосности гарантирует точность соединение и отсутствие складок и прочих дефектов, которые могут снизить качество соединения.
 Речь идет не только о надевании труб на насадку, но и о скорости проведения работ. Напомним, что очень важно соблюдать временной режим.
Речь идет не только о надевании труб на насадку, но и о скорости проведения работ. Напомним, что очень важно соблюдать временной режим.
Видео 1 Руководство как сварить трубы из полипропилена, работа паяльником
Видео 2 Особенности работы с пластиковыми трубами
Самодельный сварочный аппарат для полипропиленовых труб
В этом выпуске канала alexgyver мастер класс на тему изготовления устройства для сварки полипропиленовых труб с контролем температуры. По характеристикам сварочный аппарат будет мало отличаться от готовых магазинных вариантов.
Эти аппараты не особо то дорогие. Но мастер решил попробовать сделать компактный самодельный меньшей стоимостью, чем фабричный. Эта самоделка с системой управления.
Известно, что можно варить полипропиленовые трубы при помощи газовой горелки, но этот способ не удобный и дает несимпатичный шов плохого качества. Особенно сложно соединять ею тонкостенные трубы. Где то перегрели, где то недоглядели. Да и стоит газовая горелка столько же, сколько разработанный автором ролика аппарат.
Особенно сложно соединять ею тонкостенные трубы. Где то перегрели, где то недоглядели. Да и стоит газовая горелка столько же, сколько разработанный автором ролика аппарат.
Для сварки труб рекомендуется температура 360 градусов причем для разных труб при этой температуре существует оптимальное время нагрева. Поэтому нужна термостатированная система нагрева и качество пайки таким паяльником будет такое же, как у заводского.
Что нужно приготовить для работы
Нам понадобится кипятильник на 1 киловатт, купить который можно в любом хозяйственном магазине. Температуру будем измерять высокотемпературной термопарой с драйвером. Обрабатывать значение и управляя включением реле будет ардуино. Питать ее будем от зарядника для телефона.
Купить всю электронику дешевле всего в интернет-магазине. Ардуино – в этом китайском магазине. Модуль управления сетью – ссылка.
Насадки для сварки труб лучше купить, так как одних зависит качество шва. Делать такими насадки своими руками не очень целесообразно, так как они довольно дешевые, но в то же время имеет антипригарное покрытие. Сделать таким насадки можно из не нужной сковородки, нарезав ее полосками и свернув в цилиндры. Если кто будет заниматься такой дичью, размеры покупных насадок такие.
Сделать таким насадки можно из не нужной сковородки, нарезав ее полосками и свернув в цилиндры. Если кто будет заниматься такой дичью, размеры покупных насадок такие.
Сварочный аппарат будет работать так
Кипятильник подключен через реле. Его температура постоянно измеряется датчиком и по параметрам ардуино управляет включением и выключением тока на кипятильнике. Температура удерживается в район до 160 градусов. Нагрев выключается выше 270 градусов и снова включается при ниже 250. Таким образом поддерживается температурный диапазон. Специально не используются полевые транзисторы и плавное управление мощности при помощи регуляторов с целью упрощения конструкции. Пусть стоит себе реле щелкает.
Перейдем к изготовлению
Разбираем кипятильник. Нужно измерить его сопротивление, чтобы после окончания работ убедиться, что мы ничего лишнего не замкнули и не испортили. Самое сложное в этом проекте – разогнуться объемную спираль кипятильника и перемотать ее в плоскую спираль. Гнется он очень плохо и пришлось прогреть его.
Гнется он очень плохо и пришлось прогреть его.
Нагреваем до почернения и ждем медленного остывания на воздухе. Заодно можно и кипятильник стал чуть мягче. Старайтесь не оставлять сильных вмятин плоскогубцами, потому что по ним трубка может сломаться. Используйте плоскогубцы через тряпку, тиски. В итоге получаем плоскую спираль.
В центральное отверстие должен спокойно входить болт м8. Им насадки будут крепиться на апарат.
Проверим сопротивление. Все те же самые 60 ом. Значит, кипятильник в полном порядке. Также можно проверить, не будет ли аппарат бить током. Отлично, контакта нет. Значит спираль нигде не касается корпуса.
Внутри кипятильника находится нихромовая спираль, закатанная в гипс.
Ближние к концам участки спирали намереваются меньше всего. Можно использовать деревянную подставку. Пусть она даже немного обуглится. Ничего страшного.
Продолжение на видео об изготовления сварочного аппарата, который с успехом соединяет полипропиленовые трубы, с 4 минуты.
Прошивка и код тут. alexgyver.ru/PP_welder_source/
В другой статье про ящик сварщика.
Монтаж системы отопления из полипропиленовых труб своими руками
Содержание:1. Основы производства полипропиленовых труб для отопления
2. Достоинства отопительных контуров из полипропилена
3. Сварка и монтаж системы отопления из полипропиленовых труб
4. Правила сварки труб между собой
Чтобы грамотно сделать систему теплоснабжение в постройке любого типа, важно не только соблюсти все процедуры установки, но и предварительно выбрать оборудование, которое будет использовано для такой работы, в частности, материал, из которого будут изготовлены трубы. Сегодня широкую популярность приобрел монтаж системы отопления из полипропиленовых труб, а также медных изделий и труб из металлопластика.
Классический вариант отопительного контура, выполненного из черного металла, сегодня применяется все реже.Конструкция этих труб включает в себя следующие структурные элементы:
 Предпочтение же чаще отдается монтажу системы отопления из полипропилена.
Предпочтение же чаще отдается монтажу системы отопления из полипропилена.
- непосредственно сами трубы;
- тройники;
- фитинги;
- муфты;
- отводы.
Основы производства полипропиленовых труб для отопления
Основным материалом для изготовления труб такого типа выступает пропиленовый полимер, который обрабатывается экструзионным способом. Такая обработка делает возможным хорошее сцепление структурных частей трубы. Если говорить о специальной арматуре запорного типа, а также фитингах, то эти элементы полипропиленовых труб для отопления производятся путем инжекционного прессования.Монтаж системы отопления полипропиленовыми трубами может быть выполнен с применением не только однотонного материала (прочитайте также: “Монтаж систем отопления дома по правилам”).Для того чтобы выбрать желаемый оттенок трубы, всегда можно обратиться к специалистам по установке, которые готовы предоставить многочисленные фото вариантов этих труб самых разных цветов.
 Современный строительный рынок предлагает широкую цветовую гамму таких изделий, что позволяет удачно вписать отопительный контур в тот или иной интерьер.
Современный строительный рынок предлагает широкую цветовую гамму таких изделий, что позволяет удачно вписать отопительный контур в тот или иной интерьер.
Система отопления из полипропиленовых труб часто предусматривает использование армированных деталей, обработка которых выполняется посредством алюминия или стекловолокна.
Специалисты не рекомендуют применять трубы без армирования, они подойдут лишь для устройства системы водоснабжения, так как показатель их температурного расширения является очень высоким. Это значит, что стояк отопления из полипропиленовых труб обязательно должен быть предварительно обработан специальным покрытием, предотвращающим увеличения объема всей конструкции под воздействием высокой температуры.
Стандартная армированная полипропиленовая труба включает в себя три слоя:
- внутренний, состоящий непосредственно из полипропилена;
- слой, основу которого может составлять либо фольга на алюминиевой основе, либо стекловолокно;
- внешний слой, также включающий в себя полипропилен.

Достоинства отопительных контуров из полипропилена
Использование полипропиленовых труб в отоплении обусловлено массой преимуществ, среди которых можно отметить следующие:- срок службы полипропиленовых труб отопления составляет от 25 до 50 лет;
- благодаря особому составу внутренние стенки таких труб не подвержены образованию коррозии;
- даже в условиях высоких температур полипропилен стойко переносит химические воздействия;
- теплоноситель в отопительном контуре из полипропилена не издает неприятных шумов;
- надежность стыков этих элементов позволяет оборудовать надежную и целостную конструкцию;
- выполняя такую процедуру, как пайка отопления полипропиленовыми трубами, не потребуется использовать сложное строительное оборудование, так как достаточно будет лишь воспользоваться стандартным аппаратом для сварки или паяльником;
- стоимость труб из полипропилена доступна для рядового потребителя;
- благодаря особым свойствам такого материала, он не пропускает сквозь себя кислород, что позволяет защитить систему от образования в ней ржавчины и от порчи деталей из металла;
- прочность полипропиленовых труб весьма высока;
- не менее важное свойство этих изделий – их экологичность и безвредность для жильцов.

Сварка и монтаж системы отопления из полипропиленовых труб
Смонтировать отопительную систему из полипропиленовых труб собственноручно вполне реально, причем для выполнения такой работы нет необходимости обладать специальными строительными навыками. Важно лишь четко соблюдать весь алгоритм действий, предписанный инструкцией по установке, и грамотно выполнять все процедуры.Как уже упоминалось, чтобы оборудовать такую систему теплоснабжения, потребуется наличие самих труб, фитингов, а также инструментов для сварки. Что касается последних, то здесь важно использовать определенный ряд строительного оборудования.Так, к сварочным инструментам, предназначенным для соединения частей полипропиленовых труб, принято относить следующие:
- оборудование, именуемое сварочным аппаратом и представляющее собой нагреватель или паяльник;
- насадки на трубы;
- специальное устройство – шейвер, которому отводится роль удаления фольги на основе алюминия;
- инструмент для разрезания труб, например, кусачки или труборез;
- фаскосниматель.

Правила сварки труб между собой
Порядок работы при соединении труб из полипропилена между собой путем сварки должен быть следующим:- Для начала следует насадить фитинг на специально предназначенный для этого нагревательный штырь, а с обратной стороны вставить трубу в гильзу.
- После этого детали следует продержать на паяльнике такое количество времени, чтобы они в достаточной степени размягчились и были готовы для скрепления между собой (как правило, это время зависит от толщины трубных стенок). При желании фото с параметрами сроков выдержки изделий на паяльнике всегда можно найти у специалистов по монтажу такого оборудования.
- Далее, сняв детали с нагревателя, их требуется быстро и плотно соединить друг с другом путем сжатия.

Сварка пластмасс – палка, инжекция, экструзия, плавление, вращение, ультразвуковая
Шесть основных методов сварки пластмасс, которые распространены в сегодняшней производственной среде: сварка палкой, литьевая сварка, экструзионная сварка, сварка плавлением, вращательная сварка и ультразвуковая сварка . У каждого из этих методов есть своя рыночная ниша, основанная на особенностях каждого типа сварки.
Сварка палкой сегодня очень распространена в магазинах и требует только ручного сварочного аппарата горячим воздухом и сварочного стержня или стержня из того же материала. По мере того, как горячий воздух нагревает поверхность 2 соединяемых частей, оператор позволяет также нагреть конец стержня, а затем медленно направляет наконечник сварочного аппарата и пластиковый сварочный стержень по шву и прижимает сварочный стержень. вниз в горячий шов, чтобы завершить сварку. Сварка палкой может быть немного медленной, но может дать одни из самых красивых сварных швов для деталей, внешний вид которых является проблемой.
По мере того, как горячий воздух нагревает поверхность 2 соединяемых частей, оператор позволяет также нагреть конец стержня, а затем медленно направляет наконечник сварочного аппарата и пластиковый сварочный стержень по шву и прижимает сварочный стержень. вниз в горячий шов, чтобы завершить сварку. Сварка палкой может быть немного медленной, но может дать одни из самых красивых сварных швов для деталей, внешний вид которых является проблемой.
под давлением и сварка экструзией очень похожи в том, что они предварительно нагревают сварочный стержень или пластиковые гранулы, а затем проталкивают расплавленный пластик в шов или вдоль него, чтобы создать соединение.Эти методы обычно используются для материалов большего размера и толщины, где требуется большая прочность сварного шва, таких как глубокие резервуары, водные и химические лотки, а также футеровки кузова коммерческих грузовиков. Эти сварные швы не так красивы, как сварные швы, но очень прочные.
Сварка плавлением – это метод соединения, при котором края обеих соединяемых деталей нагреваются одновременно с помощью термоэлемента с тефлоновым покрытием. Когда детали готовы, стержень втягивается, и две части прижимаются друг к другу, пока они не остынут.Сварка плавлением является быстрой и эффективной для длинных прямых сварных швов, но из-за того, что необходимое оборудование очень дорого, многие магазины не могут предложить сварку плавлением.
Когда детали готовы, стержень втягивается, и две части прижимаются друг к другу, пока они не остынут.Сварка плавлением является быстрой и эффективной для длинных прямых сварных швов, но из-за того, что необходимое оборудование очень дорого, многие магазины не могут предложить сварку плавлением.
Процесс центробежной сварки включает создание тепла от трения в шве двух частей, которые необходимо соединить, буквально вращая одну или обе части, когда они соприкасаются. Когда части станут мягкими, их прижимают друг к другу, пока они не остынут для прочного соединения. Спиновая сварка обычно используется для небольших деталей, отлитых под давлением.В то время как простая ручная дрель может использоваться для изготовления центробежных сварных швов для любителей или прототипов, обычно создается специальный инструмент, позволяющий центробежному сварочному аппарату захватывать две части и прикладывать необходимое количество силы в тот момент, когда пластик нагревается и достаточно мягкий, чтобы склеить.
Последний упомянутый метод сварки пластмасс – ультразвуковая сварка. Ультразвуковая сварка использует высокочастотные звуковые волны для вибрации двух частей, пока они не соединятся. Шов обычно производится за одну-пять секунд.Благодаря быстрому циклу сварки Sonic Welding может быть достаточно эффективным и экономичным для производства в больших количествах. Ультразвуковые сварочные аппараты дороги, и обычно для каждой отдельной детали требуется специальный рог, поэтому, если не будет большого количества одинаковых деталей, это может быть дорого. Ультразвуковые сварные швы могут быть почти незаметными на некоторых деталях или очень заметными на других, например, при сварке типичного пластикового почтового ящика Почтовой службы США.
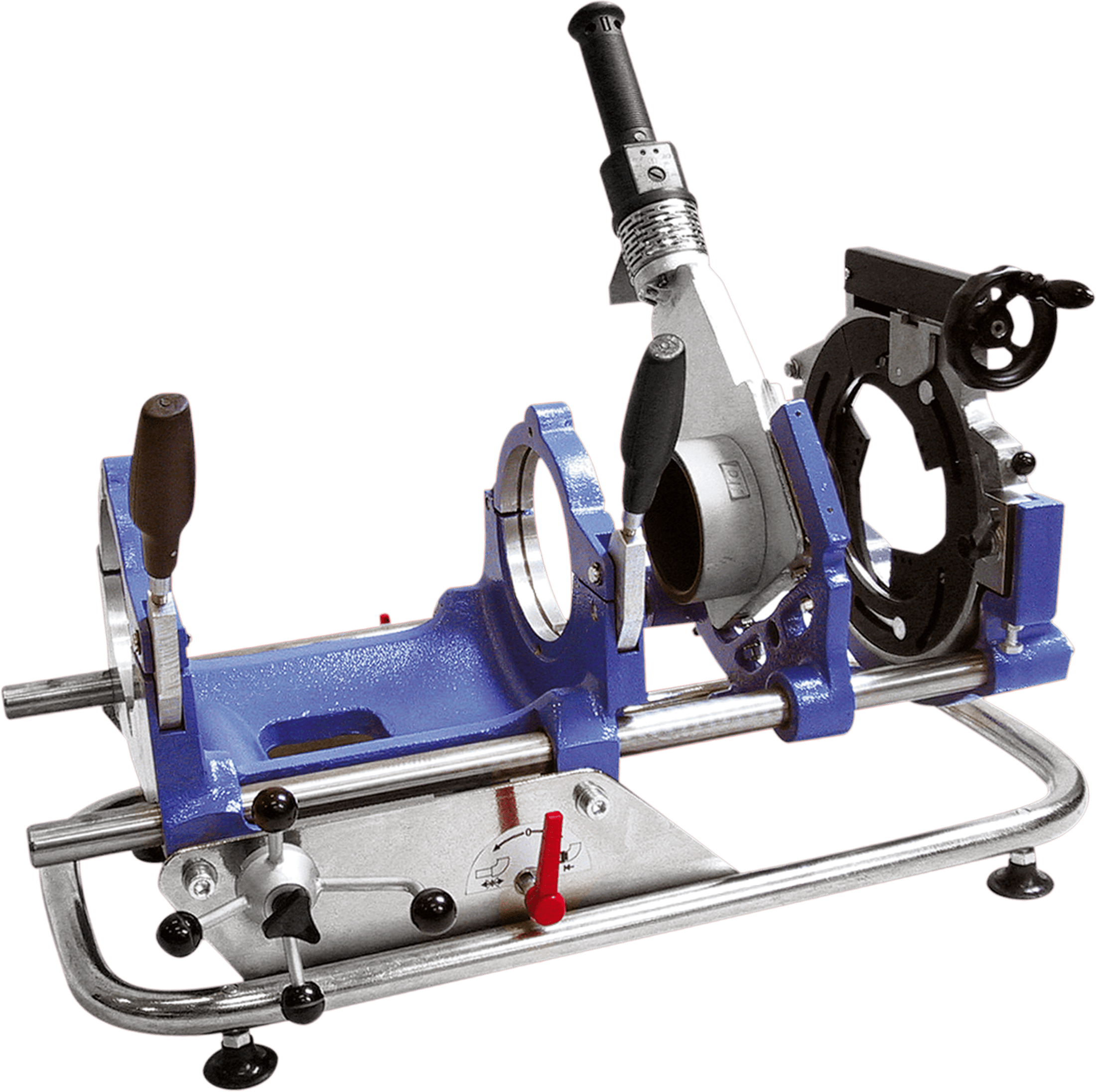
Машина для стыковой сварки ПНД с ручным управлением для труб и фитингов из ПЭ, ПП (63-200 мм, двухкольцевое ручное управление для одной трубы) –
- Убедитесь, что это подходит
введя номер вашей модели.
- ★ Аппарат для стыковой сварки ПНД с ручным управлением подходит для труб и фитингов из ПЭ и ПП.
- ★ Высококачественный дизайн и конструкция обеспечивают отличный сварочный аппарат как на рабочем месте, так и на заводе.
- ★ Использование высококачественного алюминиевого литья позволяет снизить вес без ущерба для прочности и производительности.
- ★ Свариваемые материалы PE PP PB PVDF HDPE PVC
- ★ Адрес доставки и логистика распределения: Компания GDAE10 имеет склады в Калифорнии и Нью-Джерси в США, и мы отправляем ее перевозчиками FED и UPS.Срок доставки 3-5 дней. У нас есть профессиональная команда по обслуживанию клиентов, которая ответит вам в течение 24 часов. Если у вас есть какие-либо вопросы, свяжитесь с нами. Вы заслуживаете лучшего послепродажного обслуживания.

PP-R Термоядерная сварка | Полипропиленовые трубы Aquatherm
Тепловая сварка – это процесс, используемый для соединения термопластов, таких как PP-R. Вместо использования клея, припоя или механического соединения и прокладки термическое сплавление физически превращает два куска пластика в одно целое. Процесс аналогичен сварке, но не требует присадочного материала, а в случае специально разработанного Aquatherm Fusiolen PP-R термосплавление не ослабляет материал в месте соединения. В термоядерных соединениях Aquatherm используется большая площадь соединения, что делает соединение не менее прочным, чем сама труба, а зачастую и более прочным.
Вместо использования клея, припоя или механического соединения и прокладки термическое сплавление физически превращает два куска пластика в одно целое. Процесс аналогичен сварке, но не требует присадочного материала, а в случае специально разработанного Aquatherm Fusiolen PP-R термосплавление не ослабляет материал в месте соединения. В термоядерных соединениях Aquatherm используется большая площадь соединения, что делает соединение не менее прочным, чем сама труба, а зачастую и более прочным.
Тепловая сварка работает, возвращая точку соединения в расплавленное состояние, каким оно было во время производства.Это позволяет полипропиленовым цепям соединяться вместе, пока соединение остывает для прочного соединения, как если бы они были изготовлены как одно целое. Это предотвращает любую химическую или физическую слабость в точке соединения и приводит к гораздо меньшему количеству утечек или отказов.
Socket Fusion
Диаметр трубы: ½ ”- 4 ″
SOCKET FUSION – БЫСТРЫЙ И ЛЕГКИЙ СПОСОБ СБОРКИ ТРУБОПРОВОДНЫХ СИСТЕМ.
Муфты Aquatherm сливаются со стенкой трубы, делая соединения самой прочной частью всей системы.В раструбной сварке используются ручные сварочные аппараты и трубы и фитинги диаметром от ½ до 4 дюймов.
Правильная сварка муфт включает разрезание трубы, маркировку глубины вставки, нагрев трубы и фитинга в течение определенного времени, а затем их соединение для охлаждения. Фитинги имеют специальный размер, чтобы создать достаточное давление на трубу для надлежащего сплавления. После остывания труба и фитинг становятся единым целым, без потенциального пути утечки.
Сварка с головкой может выполняться вручную или с помощью вспомогательных аппаратов для сварки.При размерах более 2 дюймов использование другого установщика для помощи при установке сварочного или сварочного аппарата поможет сделать соединение более быстрым и надежным.
Выход Fusion
ПРЕДВАРИТЕЛЬНЫЕ РОЗЕТКИ ЯВЛЯЮТСЯ ПРОСТОЙ АЛЬТЕРНАТИВОЙ УМЕНЬШЕННЫМ ТРОЙНИКАМ.
Вместо того, чтобы вырезать часть трубы для нового фитинга, выходы для сварки Aquatherm можно установить непосредственно на внешней стороне трубы. Выпускные фитинги специально разработаны с учетом кривизны внешней стенки трубы для прочного и надежного соединения.
Чтобы установить выпускной патрубок, просто просверлите стенку трубы, нагрейте трубу и фитинг и поместите выпускной патрубок в стенку трубы.
Выходы Fusion не ослабляют структуру трубы и могут располагаться намного ближе друг к другу, чем другие соединения разветвленного типа.
Стыковая сварка
Диаметр трубы: 6 ″ – 24 ″
СТЫКНАЯ СВАРКА (ТАКЖЕ ИЗВЕСТНАЯ КАК ПРОФИЛЬНАЯ СВАРКА) ИСПОЛЬЗУЕТСЯ ДЛЯ ТРУБ И ФИТИНГОВ ДИАМЕТРОМ ОТ 6 ″ ДО 24 ″.
Для выполнения стыкового сварного соединения концы трубы гладко строгают, прижимают к нагревательной пластине, а затем прижимают друг к другу при охлаждении.
Фитинги, используемые при стыковой сварке, изготавливаются из самой трубы или соответствуют диаметру трубы, поэтому дополнительных муфт не требуется.
Ремонт
Труба Aquatherm очень прочная, но может быть повреждена при смягчающих обстоятельствах. В случаях, когда труба треснет из-за напряжения, поврежденный участок можно отрезать и выбросить.
Если труба была проколота, можно использовать ремонтную заглушку вместе с соответствующей сварочной головкой для заделки отверстия.Можно использовать оба конца ремонтной заглушки, с ¼ ”на одной стороне и 7/16 ″ на другой. Если в трубе слишком большое отверстие для ремонтной заглушки, можно использовать выпускной фитинг и закрыть его крышкой.
Инструмент для горячей врезки по полипропилену
В некоторых ситуациях желательно или необходимо добавить розетку или ответвление к действующей, работающей линии обслуживания. Такое «горячее врезание» исключает простои системы и сводит к минимуму перерывы в обслуживании.
Горячая врезка – это просто с трубкой Aquatherm! Мы объединились с нашими партнерами в McElroy, одном из ведущих производителей оборудования для сварки полипропиленовых (ПП) труб, чтобы предложить первый в отрасли инструмент для горячей врезки ПП.
Эта запатентованная инновация полностью герметизирует систему, просверливает стенку трубы и втягивает вырезанные части трубы, оставляя на месте сварной выходным фитингом и шаровой кран. Он предназначен для обеспечения ответвлений от 1 дюйма. до 2-дюйм. номинальный диаметр (32-63 мм) трубопроводных систем Aquatherm PP-R.
Чтобы просмотреть демонстрацию инструмента быстрого доступа, щелкните здесь.
Для врезки под горячую врезку требуется дополнительное обучение, инструменты и соответствующие узлы для горячей врезки.За дополнительной информацией обращайтесь к региональному менеджеру по продажам Aquatherm.
Станок для стыковой сварки и стыковой сварки – Ritmo America LLC – Станок для стыковой сварки – Сопло стыковой сварки
Станок для стыковой сварки
Для соединения полиэтиленовой трубы раструбом и стыковой сваркой используются два метода сварки.
Ritmo Станок для стыковой сварки труб и фитингов из ПП, ПВДФ, переносящих жидкости под давлением.
Машина для стыковой сварки используется для сварки труб из полиэтилена (PE) в водной и газовой промышленности, а также из полипропилена (PP) и поливинилиденфторида (PVDF) в химической промышленности.
Трубы устанавливаются в зажимы машины для стыковой сварки и проверяются на первоначальное соосность. Затем концы труб строгаются, чтобы они были плоскими и квадратными. Затем проверяется окончательное выравнивание труб.
Разъем Fusion
Станок для сварки раструбов в основном используется для сварки труб из ПЭ, ПП и ПВДФ для производства технологических и химических трубопроводов. Приварка с втулкой При сварке используется фитинг. Операция процесса обычно ручная. Цикл сварки состоит из фазы нагрева и фазы охлаждения. При сварке раструбом раструб, установленный на горячей пластине, используется для нагрева внешней поверхности свариваемой трубы. На противоположной стороне горячей пластины используется патрубок для нагрева внутренней поверхности фитинга, изготовленного методом литья под давлением.
Ritmo socket fusion Инструменты практичны, просты в обращении и безопасны благодаря сигнальным лампам (означает, что питание включено и рабочая температура нормальная), пластиковой эргономичной ручке и отличной теплоизоляции, обеспечиваемой корпусом проводов из нержавеющей стали.Эффективный проверенный и проверенный производственный процесс, выбор лучших материалов и постоянный контроль качества – все это вместе делает инструменты Ritmo socket fusion надежными во многих условиях эксплуатации.
Станки Prisma изготовлены из специальных алюминиевых сплавов, что делает их очень прочными, легкими и удобными в транспортировке.
Другой продукт, связанный с аппаратом для стыковой сварки и стыковой сварки:
Монтаж полипропиленовых труб своими руками
Разберемся с технологическими особенностями проектирования и монтажа напорных полипропиленовых труб, освоим правила и тонкости раструбной полифузионной сварки изделий на основе пропилена. Рассмотрите причины возможных дефектов подключения и узнайте, как их избежать.
Рассмотрите причины возможных дефектов подключения и узнайте, как их избежать.
Физические свойства полипропилена диктуют особые требования к проектированию и установке системы трубопроводов.
Особенности конструкции полипропиленовых трубопроводов
Полимерные изделия имеют тенденцию к усадке при охлаждении и удлинению при нагревании. Характеристика не влияет на системы с холодной водой, но актуальна при планировании систем отопления и горячего водоснабжения.
Есть несколько вариантов компенсации линейного расширения труб длиной более 5 метров. Естественная гибкость полимера используется в угловых секциях, которые закреплены в подшипниках скольжения и изгибаются при колебаниях температуры.
П-образные расширители из муфт и отрезков труб работают аналогичным образом.
Петлевые компенсаторы заводского изготовления подходят для демпфирования расширения в диапазоне 45–80 мм, в зависимости от диаметр трубы.
Еще одно простое и быстрое решение – установка осевого компенсатора, оснащенного крепежом и занимающего минимум места.
При замене труб внутри ванной предусмотрено подвижное крепление магистрали, обеспечивающее свободное движение трубопроводов в опорах и не требующее дополнительных компенсаторов. При прокладке труб в каналах и шахтах стояки ставят подальше от стен, тем самым увеличивая плечо изгиба.
Подготовка материалов
С учетом особенностей эксплуатации будущего трубопровода выберите подходящий тип полипропиленовых труб, разделенных на классы и имеющих разную маркировку:
- Для холодной воды – PN10, PN16.
- Для горячего – PN20.
- Для систем отопления – PN25.
Разница в цене между марками PN20 и PN16 небольшая, поэтому при полной замене коммуникаций труба PN20 обычно используется для всех систем водоснабжения.Оборудование поставляется с тонкими трубами (наружный диаметр 21,2), более толстые изделия используются для стояков и подключения нескольких потребителей.
Предварительно составлена схема водоснабжения, внутренние магистрали запроектированы на сварных муфтах, разъемные соединения запланированы в местах, доступных для осмотра. На основании созданных чертежей рассчитывается длина труб и количество комплектующих.
Пример разводки полипропиленовых труб в ванной: 1 – краны шаровые; 2 – квадрат с креплением для подключения унитаза; 3 – тройник полипропиленовый; 4 – полипропиленовые трубы; 5 – отводы двойные с креплениями для подключения смесителей для раковины и ванны; 6 – уголок полипропиленовый 90 °Сварка в муфту изделий из полипропилена
Полипропиленовые трубы калибром до 63 мм соединяются методом раструбной сварки.Две трубы соединяются с помощью третьего элемента – муфт, а резьбовые соединения организуются с помощью раструбов.
Необходимые инструменты
Для самосваривания полипропиленового трубопровода потребуется:
- Сварочный аппарат Polyfusion, сопла нужного размера.
- Контактный термометр.
- Ленточный ключ.
- Электрический переносной удлинитель.
- Резак для пластиковых труб.
- Съемник.
- Рулетка, маркер, острый нож.
- Обезжиривающий спирт.
- Тряпка из натуральной ткани.
- Хомуты монтажные.

Нет смысла приобретать сварочный агрегат для разового использования – целесообразнее арендовать полный набор инструментов, включая все необходимое для монтажных работ.
Подготовка к сварке
Перед сваркой внимательно осмотрите весь материал на предмет деформаций. Проверить фитинги, надев их на насадку – слишком неплотно «сидящие» детали отбраковываются.Контролируется исправность задвижек и кранов, резьба забивается ответной частью.
Производится пробный разрез трубы ножницами, в случае сдавливания стенок изделия затачиваются рабочие части инструмента.
Порядок сварки
Сварочный агрегат ставят на ровную поверхность, прикрепляют насадки. Установив терморегулятор на 250–270 ° C, включите питание устройства. После прогрева аппарата (10-15 минут) очистите форсунки брезентовой тканью от грязи, оставшейся от предыдущей сварки.Они начинают работать после прогрева инструмента до 260 ° С, о чем свидетельствует индикатор и проверка температуры сопла контактным термометром. Затем приступайте непосредственно к сварке:
Установив терморегулятор на 250–270 ° C, включите питание устройства. После прогрева аппарата (10-15 минут) очистите форсунки брезентовой тканью от грязи, оставшейся от предыдущей сварки.Они начинают работать после прогрева инструмента до 260 ° С, о чем свидетельствует индикатор и проверка температуры сопла контактным термометром. Затем приступайте непосредственно к сварке:
- Отрежьте трубу до нужного размера под прямым углом с учетом входа в фитинги.
- При распиливании ножовкой по металлу края пропила зачищаются от заусенцев ножом.
- При обработке труб, армированных алюминием, пластик и фольга удаляются зачисткой на всю длину сварного шва.
- На кромке трубы срезается фаска под углом 30-45 °.
- Поместите маркер на риск на расстоянии, соответствующем глубине фурнитуры плюс 1–2 мм.
- Свариваемые поверхности очистить и обезжирить.
- Надеть гильзу на нагретую насадку, затем вставить трубу в гильзу, проталкивая ее до метки.

- Выдерживают обе части одновременно в соответствии с техническими параметрами сварки.
- По окончании нагрева изделия из полипропилена снимают и фитинг надвигают на трубу размеренным движением до отметки, исключая малейшее осевое вращение.
- Свежий шов фиксируется на 20-30 секунд для частичного охлаждения стыка, достаточного для удержания трубы в муфте.
- Оставьте соединение на 3-4 минуты, избегая изгибов.
- Проверяют визуальное качество выполненного стыка.
В процессе работы следят за чистотой тефлоновых покрытий форсунок, удаляют остатки пластика.
Технические параметры сварных соединений
| Диаметр трубы, мм | Длина сварного шва, мм | Время | ||
| Нагрев, с | Ожидания, с | Охлаждение, мин | ||
| 6 Охлаждение, мин. | четырнадцать | 6-8 | 2-5 | 2 |
| 25 | 15 | 8-11 | 4-8 | 2 |
| 32 | 17 9029 | 6-10 | 4 | |
| 40 | 18 | 12-16 | 6-15 | 4 |
| 50 | 20 | 14-18 | 15 9029 | |
| 63 | 26 | 22–32 | 8–20 | 6 |
| 75 | 29 | 30-40 | 10-30 | 6 |
 Неудачная стыковка исправляется только снятием штуцера и установкой нового, поэтому лучше немного потренироваться на обрезках и разобраться в тонкостях сварки.
Неудачная стыковка исправляется только снятием штуцера и установкой нового, поэтому лучше немного потренироваться на обрезках и разобраться в тонкостях сварки.
 или не соблюдает сварочные карты.Это может привести к тому, что многое может быть неправильным.
или не соблюдает сварочные карты.Это может привести к тому, что многое может быть неправильным. Эти материалы имеют разную градуировку, что может привести к поломке в момент их сварки **
Эти материалы имеют разную градуировку, что может привести к поломке в момент их сварки ** 
 Можно собрать пластиковую коммуникационную систему, руководствуясь определенной схемой действий.При этом элементы необходимо соединить между собой, дополнить клапанами и крепежом, а также герметизировать.
Можно собрать пластиковую коммуникационную систему, руководствуясь определенной схемой действий.При этом элементы необходимо соединить между собой, дополнить клапанами и крепежом, а также герметизировать.
 Чтобы не повредить оборудование для сварки полипропилена, сопла следует обработать спиртом, что предотвратит прилипание пластика и повреждение тефлона.
Чтобы не повредить оборудование для сварки полипропилена, сопла следует обработать спиртом, что предотвратит прилипание пластика и повреждение тефлона. Этим приспособлением можно обозначить линию глубины.
Этим приспособлением можно обозначить линию глубины. Специалисты рекомендуют собирать предметы на ровной поверхности, а затем закреплять их в системе.
Специалисты рекомендуют собирать предметы на ровной поверхности, а затем закреплять их в системе. В данном случае речь идет о переходах между стенами, вводах водоснабжения и соединениях с батареями.
В данном случае речь идет о переходах между стенами, вводах водоснабжения и соединениях с батареями. Для обезжиривания можно использовать спирт, ацетон или другие растворители.Что касается средства, то его можно очистить спиртом.
Для обезжиривания можно использовать спирт, ацетон или другие растворители.Что касается средства, то его можно очистить спиртом. Что касается проволоки, то она должна быть из того же материала для стыковки, иначе элементы не будут плавиться неравномерно.
Что касается проволоки, то она должна быть из того же материала для стыковки, иначе элементы не будут плавиться неравномерно. Это говорит о том, что детали можно соединять этим методом только в том случае, если они имеют не слишком толстые края в пределах 6 мм. Этот подход может быть лучшим решением для быстрого плавления мелких деталей.
Это говорит о том, что детали можно соединять этим методом только в том случае, если они имеют не слишком толстые края в пределах 6 мм. Этот подход может быть лучшим решением для быстрого плавления мелких деталей.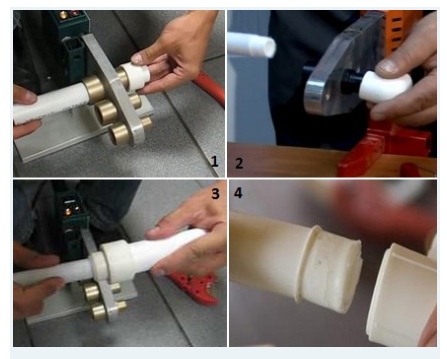 В этом случае необходимо охладить трубы в течение 8 секунд.
В этом случае необходимо охладить трубы в течение 8 секунд.