Сварка полипропиленовых труб – Домашние Мастера
Сварка полипропиленовых труб производится при замене старой разводки водопровода или труб отопления и установке новых. Полипропилен имеет ряд преимуществ перед другими видами материалов, в числе которых низкая цена и долгий эксплуатационный срок. Пайка полипропиленовых труб может быть выполнена самостоятельно, если вы имеете весь необходимый набор инструментов и навыки работы со сварочным аппаратом.
Советы специалистов компании «Домашние Мастера» помогут вам качественно произвести пайку и избежать наиболее распространенных ошибок, которые в дальнейшем могут привести к протечке.
Как выбрать трубы из полипропилена
Полипропилен – прочный пластик, который не подвергается коррозии, устойчив к образованию известкового налета и отложению солей. При соблюдении тонкостей монтажа и правильном уходе трубы из полипропилена прослужат вам около 50 лет. Такие конструкции можно использовать как в открытых трубопроводах, так и в закрытых.
В зависимости от места размещения трубы из полипропилена делятся на четыре типа:
- PN10 – тонкостенный вид труб, используемый преимущественно при укладке теплых полов или разводке холодного водоснабжения;
- PN16 – вариант для отопительных конструкций с низким давлением или разводки холодной воды;
- PN20 – при меняется для разводки горячего водоснабжения, где температура не превышает 80 градусов;
- PN25 – высокопрочная армированная конструкция, которая предназначена для использования в системах центрального отопления.
Инструменты для сварки труб своими руками
Для пайки труб необходимо подготовить набор инструментов, который состоит из:
- сварочногоаппарата;
- нагревательныхэлементов;
- трубореза;
- маркераиизмерительнойрулетки.
Приобрести все необходимое вы можете в строительном магазине. Помните, что качество сварки во многом зависит от класса сварочного аппарата. Выбирая паяльник, предпочтение стоит отдавать моделям со специальной подставкой, так как основную часть работы вы будете выполнять не на весу.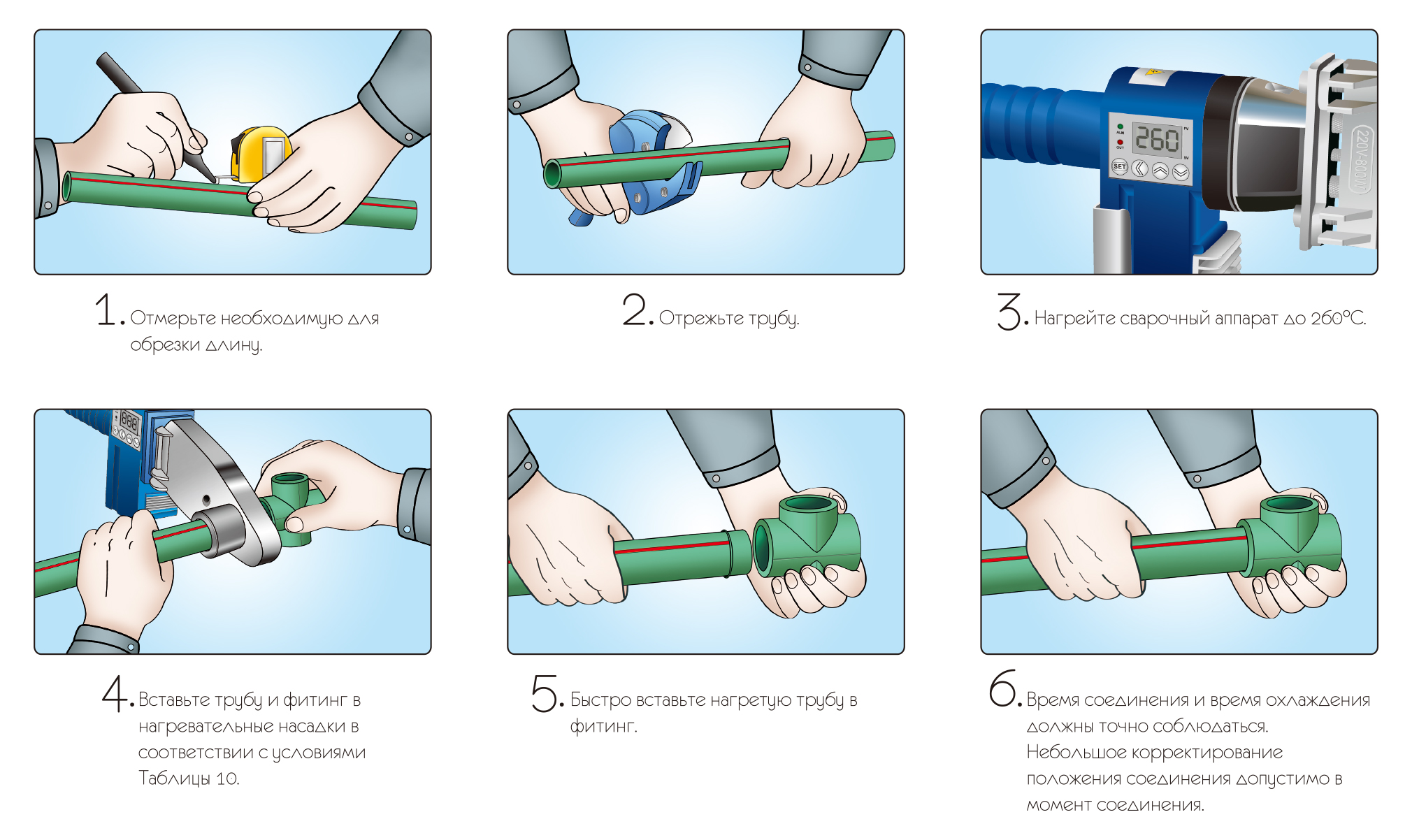
Этапы самостоятельной пайки труб из полипропилена
Перед началом работы необходимо подготовиться. При помощи трубореза разрежьте трубу на части требуемой длины. Место среза следует зачистить от неровностей и обезжирить мыльным раствором. Сделайте на концах конструкций специальные засечки, которые позволят контролировать глубину их вхождения в аппарат при нагреве. Температура паяльника перед началом работы должна составлять 270 градусов.
Наденьте соединительные элементы и трубу на насадки подходящего диаметра. Трубы необходимо нагревать с наружной стороны, а поворотные конструкции, муфты и тройники – с внутренней. Проследите, чтобы их вхождение было идеально ровным, так как в противном случае детали нагреются неравномерно.
Разогретые элементы аккуратно снимают с аппарата и быстрым движением соединяют между собой, соблюдая соосности элементов. Не проворачивайте и не вкручивайте детали, их нужно держать как можно ровнее. Дождитесь, пока все элементы конструкции остынут, и пропустите через нее воду, чтобы убедиться в ее проходимости и монолитности.
Если у вас возникли вопросы на любом этапе сварки, или отсутствует необходимое оборудование, обращайтесь к сотрудникам компании «Домашние
мастера». Специалисты оперативно и недорого выполнят сварку полипропиленовых труб с помощью профессионального оборудования, что значительно продлит эксплуатационный срок ваших отопительных конструкций и систем водоснабжения. Для вызова мастера на дом в Минске звоните по номеру .
75-110 мм сварочный аппарат для сварки плавлением для труб PPR Поставщики и производители труб из полиэтилена высокой плотности Китай – Цена по прейскуранту завода-изготовителя
сварочный аппарат плавлением гнезда 75-110мм для трубы ХДПЭ трубы ППР
Раструбная сварка является основным методом сварки труб малого диаметра. Сварочный аппарат для раструбной сварки в основном используется для сварки труб из HDPE, PPR. Раструбная сварка плавлением предполагает использование фитингов. Технологический процесс, как правило, ручной.
Сварочные аппараты для раструбной сварки SUNPLAST практичны, просты в обращении и безопасны, сварочные аппараты доступны с регулируемым электронным терморегулятором (TE) или с фиксированным электронным термостатом (TFE).
Эта новая система управления TFE оснащена новым устройством самодиагностики, снабженным сигналом тревоги, который предупредит оператора в случае неисправности; в то же время нагревательный элемент автоматически выключится. Благодаря микроконтроллеру ПИД-алгоритма в сочетании с платиновым датчиком система контроля температуры может быстрее реагировать на колебания внешней температуры и гарантировать более высокую надежность и длительный срок службы.
Описание продукта
Наименование товара 75-110 мм сварочный аппарат для сварки труб из полиэтилена высокой плотности и труб из полипропилена Модель 75-110мм Диапазон сварки 75мм, 90мм, 110мм 220В, 50Гц Входная мощность 1200 Вт / 2000 Вт Рабочая температура 300℃±10% Вес нетто: 7,5 кг/комплект Упаковка Набор / КТН 3 компл. Вес/КТН 23кг/кор Размер/КТН 45*32*11см Доступны образцы Бесплатный образец доступен, если требуется небольшое количество. Способ упаковки Картонные коробки Минимальный заказ оборотный Время выполнения продукции В зависимости от количества заказа. Гарантийный срок 1 год при нормальном использовании Условия оплаты T/T или LC по предъявлении Порт погрузки FOB Нинбо или Шанхай Китай Место происхождения Чжэцзян, Китай Напряжение  /КТН
/КТН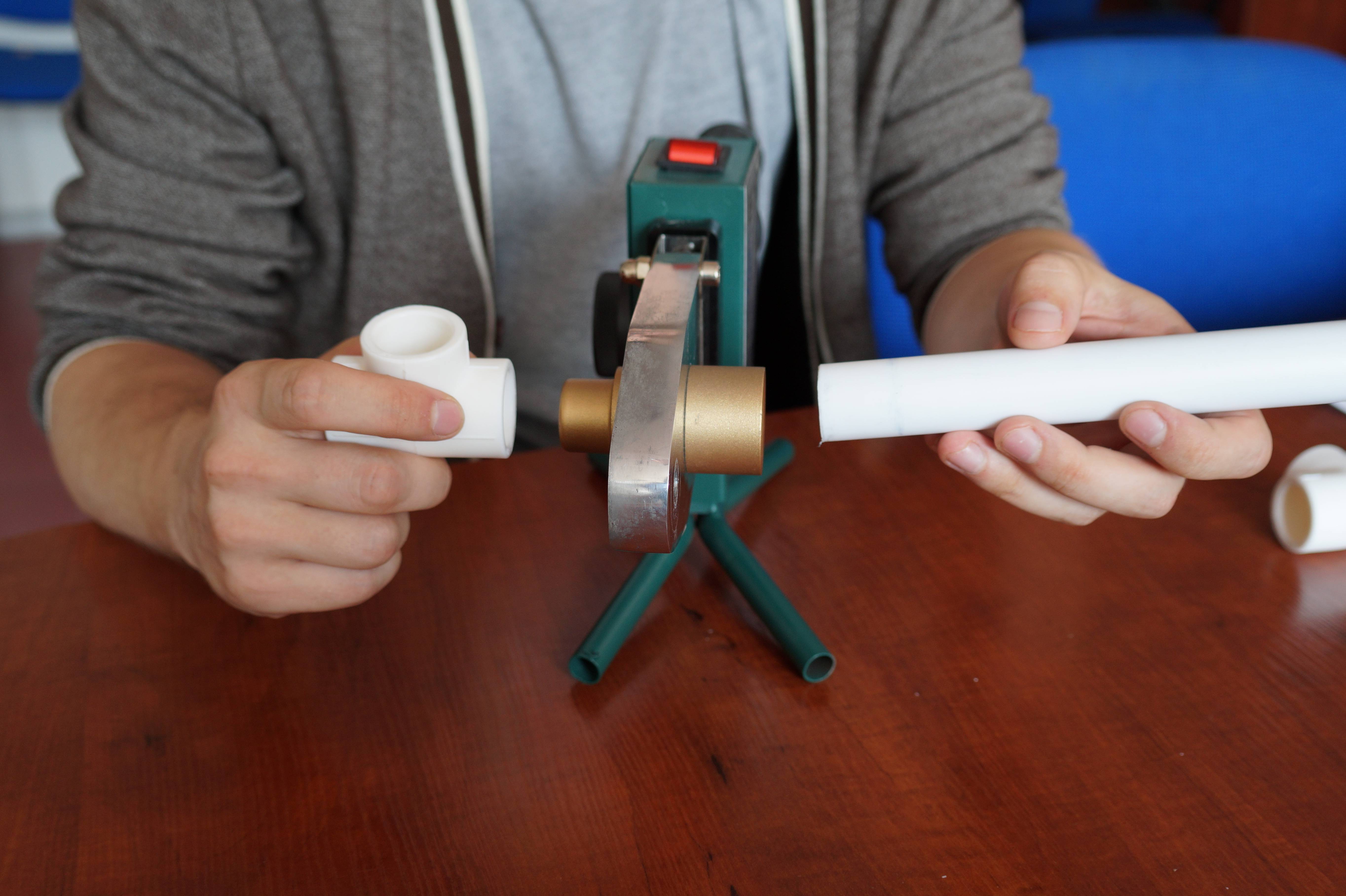
Обычно около 20 дней для 20-футового контейнера
Свяжитесь с нами
Свяжитесь с нами по любым вопросам о наших продуктах по следующему адресу:
Электронная почта: [email protected]
sunplastpipe@gmail. com
com
Телефон: 0086-574-87226883
Факс: 0086-574-87467583
Моб: 0086-15968493053
Круглосуточный контакт:
WhatsApp: 0086-15968493053
Skype: производитель полипайпов
Sunplast, благодаря более чем 15-летнему развитию, в настоящее время известен как один из ведущих производителей и поставщиков сварочных аппаратов для раструбной сварки 75-110 мм для труб из полипропилена и полиэтилена высокой плотности в Китае. Наша фабрика внедрила в нее множество передовых технологий и оборудования. Пожалуйста, будьте свободны покупать качественные и недорогие товары, сделанные в Китае у нас.
Hot Tags: 75-110 мм сварочный аппарат для сварки труб PPR для труб HDPE, Китай, поставщики, производители, завод, цена, купить, сделано в Китае
Как сварить трубу PPR большого диаметра
Как сварить большие диаметр трубы ППР? В сантехнике мы часто используем трубы и фитинги PPR , так как сваривать трубы PPR большого диаметра? Подрядчик трубопровода тоже сильно запутался, поясним.
Как правило, трубы из ППР диаметром ниже D63 (включая D63) соединяются раструбным термоклеем; Трубы ППР D75-D160 могут быть соединены раструбной или стыковой сваркой расплавом. Трубы из полипропилена большого диаметра обычно используются для стыковой сварки труб из полипропилена.
Гнездовой термоэлемент большого диаметра
Устройство для стыковой сварки большого диаметра
Процесс стыковой сварки труб из ППР большого диаметра представляет собой строительный процесс, при котором секция двух труб из ППР нагревается до 260 ± 10 ℃, а затем прикладывается достаточное усилие. применяется для стыковой сварки двух труб PPR. Расплав в стыковом соединении полностью расплавлен, а прочность на растяжение и давление свариваемой детали равны или выше, чем у самой трубы из ППР.
полипропиленовая труба
Операции по сварке встык труб большого диаметра из полипропилена: 1. Закрепите трубу из полипропилена, требующую сварки встык С помощью зажима на сварочном аппарате закрепите соединяемую часть. Проверьте, выровнена ли торцевая грань и отрегулирована ли она в наилучшем положении.
Проверьте, выровнена ли торцевая грань и отрегулирована ли она в наилучшем положении.
Установить свариваемую трубу из полипропилена и отрегулировать
2. Фрезеровать торец трубы из полипропиленаВставить фрезу в порт и откорректировать плоскость порта до образования сплошной стружки. Выньте фрезу и снова отрегулируйте, чтобы проверить соосность. Торец трубы должен быть отфрезерован чисто и ровно. Эта операция позволяет получить хорошо отфрезерованную торцевую поверхность, перпендикулярную осевой линии торцевой поверхности каждой трубы и не имеющую дефектов.
Фрезерование торца трубы ППР
3. Выравнивание торцов трубы ППР Чистой новой безворсовой хлопчатобумажной тканью удалите опилки и другой мусор, образующийся при фрезеровании плоскости. Торцы трубы должны быть закруглены и совмещены друг с другом, чтобы свести к минимуму несоответствие стенки трубы (высокий-низкий). Этого можно добиться путем регулировки хомута под внешний диаметр торцевой поверхности трубы. Для предотвращения соскальзывания хомута трубы при стыковой сварке его необходимо зажать.
Для предотвращения соскальзывания хомута трубы при стыковой сварке его необходимо зажать.
Выровнять концы трубы PPR
4. Плавление и нагрев стыковой поверхностиВключите питание, чтобы температура поверхности нагревательной пластины достигла требуемого диапазона температур 250-280°C). Установить нагреватель на сварочный аппарат так, чтобы торцевая поверхность трубы ППР полностью соприкасалась с поверхностью нагревателя. Необходимо убедиться в том, что торцевая поверхность трубы находится в полном и надлежащем контакте с поверхностью нагревателя, и что она просто соприкасается с соответствующим усилием. Эта сила очень кратковременна, и контакт не может быть прерван, пока сила ослаблена. Продолжайте правильно поддерживать нагретую часть без действия силы до тех пор, пока между нагревателем и торцевой поверхностью трубы не появится оплавленная кромка.
Нагревательная стыковая поверхность оплавления
5. Соединить две оплавленные стыковые поверхности друг с другом После нагревания торцевой поверхности трубы в течение определенного времени снять нагреватель и стыковать две оплавленные торцевые поверхности усилие, достаточное для образования двух завитков на внутренней и внешней стенке трубы.