Точечная сварка под микроскопом / Хабр
Хомяки приветствуют вас, друзья!Сегодняшний пост будет посвящен аппарату для точечной контактной сварки аккумуляторов типа 18650 и прочих. В ходе соберем такое устройство, разберем основные принципы его работы и детально изучим сваренные места под микроскопом. Аккумуляторам сегодня придётся нелегко. Казалось бы сварочный аппарат, который в буквальном смысле состоит из одного трансформатора и контроллера, что тут может пойти не так?!
Представьте себе, что одним прекрасным утром у вас сдох шуруповёрт. Крутить шурупы отверткой не царское дело, потому нужно решать проблему. Виновниками этого происшествия стали никелевые аккумуляторы, которые преждевременно отправились в Вальхаллу пить вино и сражаться на мечах. На смену им пришли компактные, высокотоковые литий-ионные аккумуляторы, которые по характеристикам в разы превосходят своих предшественников.
По технологии такие банки соединяются точечной контактной сваркой, которая приваривает токопроводящую ленту к телу аккумулятора.
На идею создания сварочного аппарата меня подтолкнул Витя. Человек который ремонтирует в буквальном смысле всё. Для перепаковки аккумуляторных батарей в различных устройствах он как раз применяет аппарат для точечной контактной сварки. Соединение тут получается настолько прочным, что лента в буквальном смысле отрывается с потрохами. Меня впечатлил данный аппарат, и нужно было разобраться что и как в нем работает.
На самом деле тут все оказалось довольно просто. Сердцем устройства выступает трансформатор от микроволновки с перемотанной вторичной обмоткой, и контроллер который обеспечивает подключение первичной обмотки МОТ-а к питающему напряжению сети на необходимое время для формирования сварочного импульса.
Извлекаем магнитные шунты и аккуратно зачищаем отверстия куда будет вставляться толстый провод. Особое внимание уделяем краям, они довольно острые и легко могут повредить изоляцию кабеля.
Что касательно самого кабеля, тот тут лучше не экономить и взять вот этого товарища. РКГМ сечением 25 кв. мм. Производство Россия «Рыбинсккабель». Это хитрый многожильный провод с изоляцией из кремний-органической резины повышенной твердости, в оплетке из стекловолокна пропитанного эмалью или теплостойким лаком. Он очень тонкий и гибкий. Изоляция провода абсолютно равнодушна к повышенным температурам, пламя зажигалки едва способно вызвать хоть какое-то тление. Длина термостойкого змея 2.2 метра.
Внутренние отверстия магнитопровода смажем вазелином. Ту же процедуру проводим с кабелем. Несмотря на то, что кабель достаточно тонкий по сравнению со своими более дешевыми собратьями, в трансформатор нужно попытаться вместить 4-5 витков. Но вот незадача. 700 Вт МОТ позволяет вместить в себя только 3 витка. Не беда! На помощь приходит система рычагов и отвёрток. В общем, включив смекалку и мотаем 4 витка в такой небольшой трансформатор.
Кабельные наконечники. Хорошие, медные, на 25 квадратов. По технологии их нужно обжать специальным гидравлическим прессом. Пайка тут не рассматривается из-за возможного нагрева провода в процессе дальнейших экспериментов. Обжим провода тут проходит в 6- гранной матрице, которая равномерно обжимает медную гильзу со всех сторон, создавая качественное соединение. После опрессовки на наконечнике могут образоваться небольшие ушки, их необходимо удалить с помощью напильника. В результате у нас получатся красивые обжатые наконечники на концах провода.
Теперь их необходимо соединить к медным шинам на ручке для контактной сварки. Болт тут диаметром 8 мм и длинной 20 мм. Обязательно устанавливаем шайбу Гровера, она обеспечит надежный прижим, если соединительный узел ослабится в процессе работы.
Самую простую ручку для контактной сварки можно заказать на алиэкспресс. Но мне приглянулся более продвинутый вариант созданный одним народным умельцем. Зовут его Генадий Збукер. Он сам собирает сварочные аппараты, дополняет их ручками которые сам проектирует и печатает на 3D принтере. Называется такая конструкция держатель электродов точечной сварки «ZBU 5.1» с кнопкой и пружинами. 3D модели ранних версий, таких ручек можно найти на сайте Thingiverse, автор позаботился чтобы при желании каждый мог собственноручно сделать подобный держатель для электродов. Это заслуживает уважения! Так же у него на сайте можно заказать расходные материалы (не реклама, а рекомендация).
Что касаемо ручки для контактной сварки. Выполнена она довольно качественно. Печать корпуса тут осуществляется ABS пластиком. Особенность версии «5.1» в том, что на борту есть два вентилятора, которые способны охлаждать медные шины в процессе непрерывной работы. Питаются они от 5 вольт через разъем micro USB. Ток потребления не более 300 мА.
Выполнена она довольно качественно. Печать корпуса тут осуществляется ABS пластиком. Особенность версии «5.1» в том, что на борту есть два вентилятора, которые способны охлаждать медные шины в процессе непрерывной работы. Питаются они от 5 вольт через разъем micro USB. Ток потребления не более 300 мА.
Из практики скажу, что нагреть ручку за время всех экспериментов мне так и не удалось.
Электроды тут подпружиненные и имеют кнопку «концевик», которая при определенном усилии прижима срабатывает и дает команду на сварку. Это сжатие обеспечивает хороший электрический контакт со сварными поверхностями, гарантирует повторяемость качества сварных точек, устраняет образование искр и прожогов аккумуляторов. Именно из-за нагрева и одновременному сжатию заготовок такой способ сварки называли «электрической ковкой». При желании конструкцию электродов на ручке можно изменить для двухсторонней сварки.Электроды выполнены из жаропрочной хромовой бронзы БрХЦр. Поскольку электроды при сварке быстро изнашиваются, к ним предъявляются требования по стойкости сохранения формы при нагреве до 600 градусов и ударных усилиях сжатия до 5 кг на квадратный миллиметр.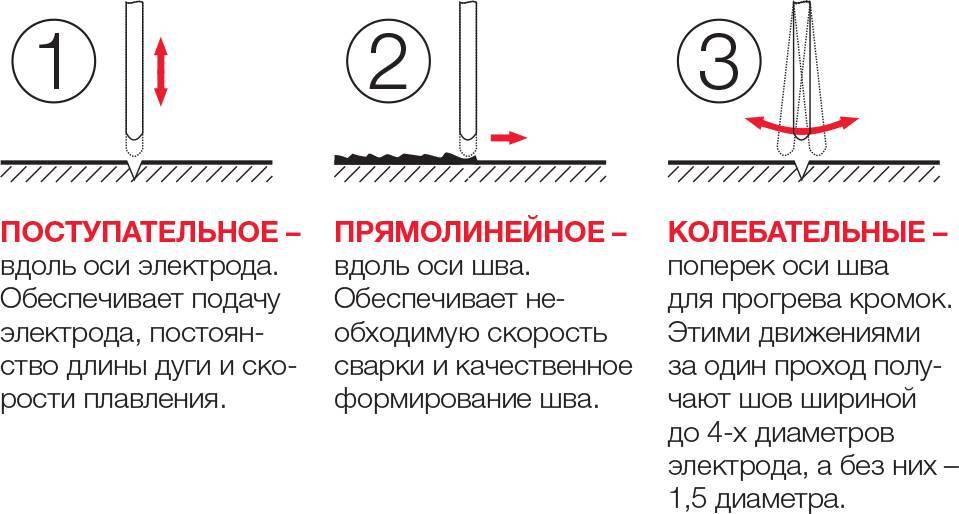 В процессе работы такие электроды особо не прилипают и не обгорают. Импульс тока сварки аккумуляторов должен быть очень коротким, иначе есть шанс прожечь дыру в корпусе, что приведет к выходу его из строя.
В процессе работы такие электроды особо не прилипают и не обгорают. Импульс тока сварки аккумуляторов должен быть очень коротким, иначе есть шанс прожечь дыру в корпусе, что приведет к выходу его из строя.
Задача по управлению длительности импульса лежит на довольно простом контроллере, который был взят с одного сайта. Устройство собрано на базе Arduino NANO, с применением жидкокристаллического дисплея для вывода полезной информации. Управление по меню осуществляется с помощью энкодера. Элементарно и просто подумал я, и начал собирать устройство из имеющихся в хозяйстве модулей.
Функционал контроллера довольно простой. Он выдает два последовательных импульса с паузой между ними. Первый импульс называется «присадочным», а второй «основным». Он приваривает металл друг к другу. Все переменные времени импульса регулируются с помощью энкодера, включая паузу между ними. Управление силовым трансформатором осуществляется c помощью довольно мощного симистора на 40 А.
Для удобства пользования контроллером, все его модули можно разместить на одной плате. Это позволит не путаться в куче проводов идущих от ардуины. Травим плату и смотрим как все функционирует. Лампочка мигает, значит схема собрана правильно. Вид самодельных плат на сегодняшний день постепенно уходит в закат, потому что их производство выгодней заказывать в Китае. Цена правда от размеров во многом зависит, но это уже другой вопрос.
Размещаем модули контроллера для контактной сварки согласно своим указанным местам. Вы уже наверное обратили внимание, что контакты на плате позолоченные. Интересно было посмотреть как они себя покажут в процессе пайки. Особенность позолоченных контактов заключается в том, что они не подвержены различным видам окисления на поверхности металла, что позволяет хранить платы довольно длительное время. Это актуально для больших производств. Также припой растекается по таким контактам как масло по сковороде.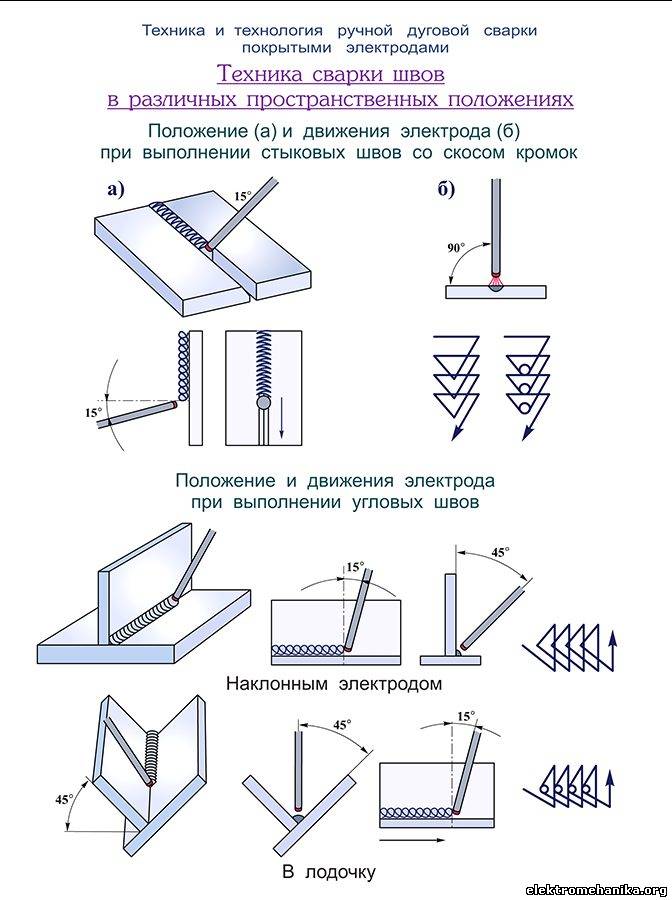
После сборки устройства на плату ардуины нужно загрузить скетч. Делаем это через программу FL Prog буквально в несколько кликов. Программа за пару секунд заливается в мозг и на экране высвечивается все нужные настройки для дальнейшей сварки.
Теперь сделаем красивую панель управления. Для этого нужно разметить все необходимые окна и будущие отверстия на пластиковой панели. Окна аккуратно вырезаем бормашиной, а отверстия сверлим тем шуруповёртом, который мы отремонтировали в начале.
Размещаем внутри корпуса МОТ, импульсный блок питания на 12 вольт и запихиваем внутрь сетевой провод. Длина его полтора метра. Распределяем все необходим провода по своим разъемам, и в принципе все. С электроникой разобрались.
В результате всех манипуляций у нас получился довольно красивый контроллер для точечной сварки.
Силовые провода выводятся через отверстия в верхней крышке корпуса. Тут же разместился разъем для подключения кнопки «концевика». Все эстетично и просто. Вроде как показалось мне. Все подписчики канала знают, что ничего просто так не бывает. Что-то, да должно пойти не так. И это один из тех случаев! Пора проверить аппарат в деле.
Вроде как показалось мне. Все подписчики канала знают, что ничего просто так не бывает. Что-то, да должно пойти не так. И это один из тех случаев! Пора проверить аппарат в деле.Для сварки возьмем старый аккумулятор и никелевую ленту толщиной 0.15 мм. Установим время сварки 20 мс для каждого импульса. Это соответствует одному периоду переменного напряжения из сети. Если там 50 Гц, то это одна пятидесятая. В результате испытаний оказалось, что на самых коротких выдержках времени, ленту не то чтобы варит, а прожигает насквозь. Теперь это не аккумулятор, а сплошная вентиляция…
На других банках сварка проходила несколько иначе, прожиг был меньше, но зато лента между электродами разогревалась до красна.
 Разобраться в проблеме помог цифровой осциллограф, который способен записать сигнал для его дальнейшего изучения.
Разобраться в проблеме помог цифровой осциллограф, который способен записать сигнал для его дальнейшего изучения.Причиной прожига аккумуляторов стало время работы силового трансформатора, которое не соответствует установленным значениям. Проблема тут явно программная, так как скетч разработчика неоднократно загружался на другую ардуинку, но результата это не дало. Сейчас по нашим установленным параметрам сигнал на оптопаре должен быть 10 и 60 мс. А по факту это время в несколько раз затянуто, 80 и 125 мс. Естественно этого времени хватает чтобы перегреть никелевую пластину между электродами и в некоторых аккумуляторах прожечь дно.
Если среди вас есть программисты, у меня просьба, посмотрите код и исправьте там ошибку. Это хороший с точки зрения простоты и повторения проект, но он оказался с котом в мешке. Мы пытались разобраться в дебрях данного кода, но максимум на что хватило знаний так это на визуализацию картинки при загрузке программы. В общем далекий я в этих делах, да и ладно!
Нужно выходить из ситуации.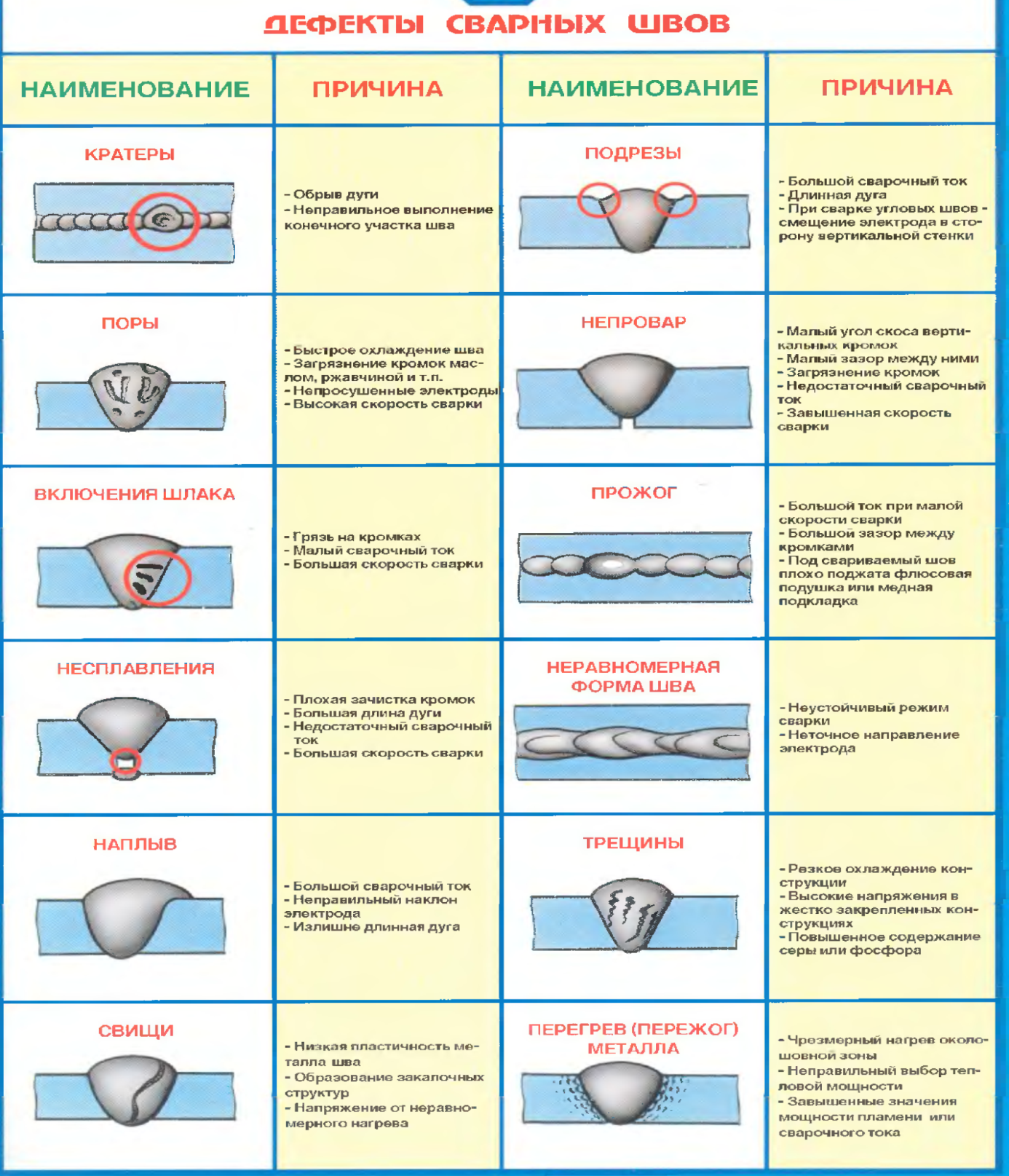
В Китае есть готовые контроллеры для точечной сварки, заказываю и жду. Это одна из самых продвинутых версий плат. Модель NY-DO2X. Кроме того что она дает двойной импульс с паузой, так еще тут есть возможность регулировать мощность. Симистор тут установлен BTA100 рассчитанный на ток в 100 ампер. Рабочее напряжение 1200 В.
Размечаем и выпиливаем отверстия под новую панель управления. На этом этапе не торопимся чтобы не отрезать чего-нибудь криво. На плате видим несколько разъемов. На первый слева подается переменное напряжение номиналом в 9 вольт. На второй подключается кнопка от держателя электродов или внешняя педаль. Второй вариант хороший, если у вас ручка без кнопки, или же вам просто нравится работать с педалями. Трансформатор для питания платы можно выковырять из какого-нибудь старого блока питания от домашнего телефона. Тока в 300 мА хватит с головой.
В общем пробуем варить ленту к аккумулятору. Нажимаем на ручку, идет импульс и что у нас тут. Проварка толком не произошла и лента прилипла к электродам. Такое чувство как будто у трансформатора на 700 Вт не хватает мощности для проварки ленты на коротких выдержках. Не вопрос, одеваюсь и еду на радиорынок за более мощными микроволновочным МОТ-ами.
Проварка толком не произошла и лента прилипла к электродам. Такое чувство как будто у трансформатора на 700 Вт не хватает мощности для проварки ленты на коротких выдержках. Не вопрос, одеваюсь и еду на радиорынок за более мощными микроволновочным МОТ-ами.
Слева направо трансформаторы: 700 Вт, 800 Вт и 900 Вт. Чем больше магнитопровод, тем больше мощность. Тут видно на сколько 900 Вт вариант больше своего предшественника. Размеры: длина 106 мм, высота 89 мм, ширина 66 мм.
Более продвинутые сварочники можно делать на софМОТах от отечественных микроволновок, но во-первых для них нужен огромный корпус, во-вторых это вес, в-третьих рука на такой редкий артефакт не у каждого поднимется. Не будем злить бога, и пустим под нож трансформатор привезенный с радиорынка. Спиливать вторичную обмотку удобней всего ножовкой по металлу. Медь довольно мягкая, потому режется довольно быстро.
Выбиваем провод из сердечника железным стержнем.В общей сложности данная операция занимает 20 минут. Медные косы не выбрасываем, а сдаем на металл и покупаем пиво. Обязательно извлекаем магнитные шунты, которые установлены для мягкой работы магнетрона и зачищаем края отверстий в магнитопроводе как это было показано ранее. В такой большой трансформатор без труда помещается 4 витка. При желании можно вместить и 5-тый, но я не стал переводить вазелин) Последовательно с мощным симистором припаиваем первичную обмотку только что перемотанного МОТ-а. Не жалеем припоя и делаем все как для себя.
Медные косы не выбрасываем, а сдаем на металл и покупаем пиво. Обязательно извлекаем магнитные шунты, которые установлены для мягкой работы магнетрона и зачищаем края отверстий в магнитопроводе как это было показано ранее. В такой большой трансформатор без труда помещается 4 витка. При желании можно вместить и 5-тый, но я не стал переводить вазелин) Последовательно с мощным симистором припаиваем первичную обмотку только что перемотанного МОТ-а. Не жалеем припоя и делаем все как для себя.
Схема соединения просто элементарна. Справится даже ребенок. Пора испытать этот «второй» сварочный аппарат собранный в течение одного фильма. В одном из следующих выпусков будет вообще тройное фиаско политое сверху толстым слоем шоколада, там я еще на 600 баксов влетел, взяв поюзать чужую инфракрасную камеру. В общем канал это дорогое удовольствие. Впитывайте чужой опыт и чужие ошибки. В отличие от меня, вам за них платить не нужно. Все бесплатно.
Краткое руководство по использованию китайского контроллера. Зажимаем и держим красную кнопку примерно 4 секунды. Устройство при этом зайдет в режим калибровки сетевого напряжения. Его нужно выставить согласно реальным показаниям мультиметра вставленного в розетку. Зачем нужна эта функция, непонятно, но установленные цифры будут меняться пропорционально напряжению в сети.
Зажимаем и держим красную кнопку примерно 4 секунды. Устройство при этом зайдет в режим калибровки сетевого напряжения. Его нужно выставить согласно реальным показаниям мультиметра вставленного в розетку. Зачем нужна эта функция, непонятно, но установленные цифры будут меняться пропорционально напряжению в сети.
Что означают лампочки над цифрами? Первый светодиод говорит о наличии питания. Второй светодиод горит когда нажата кнопка на ручке. Третий загорается только в момент наличия импульса. В общем первые три красные светодиода чисто информационные. Четвертая зеленая лампочка — это счетчик наработки, суммирует каждое нажатие на педаль или «концевик» внутри сварочной кучки. Сбрасывается счетчик двойным нажатием на красную кнопку. Дальше оранжевый светодиод. Первый устанавливает длительность «первого импульса». Выбирается он в периодах. Установим один что будет ровняться 20 мс. Второй светодиод задает мощность импульса. Поставим скажем 35 процентов. Минимум 30 максимум 99.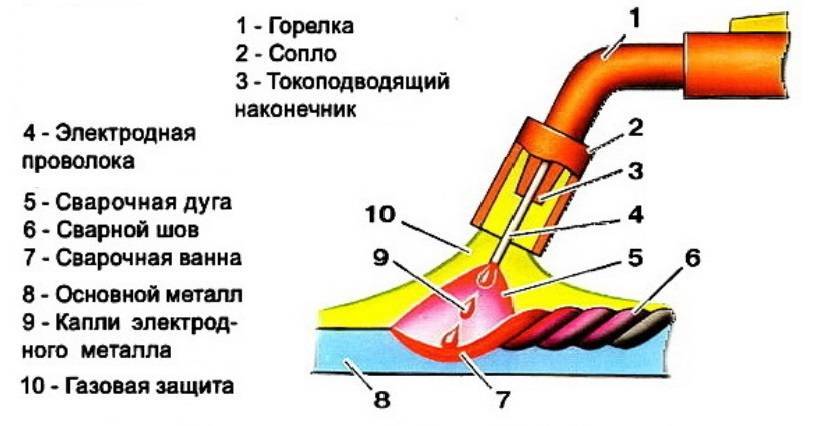 9%. Зеленый светодиод между оранжевыми определяет паузу между импульсами. Так же в периодах. Поставим 2. Последние два оранжевые светодиода так же определяют длительность и мощность, но уже «второго импульса». Поставим 2 периода и мощность выкрутим на 100 процентов. Собственно все, теперь можно потыкать в какую-нибудь ленту и посмотреть как происходит сварка, изучить точки, подобрать режимы на контроллере и прочее.
9%. Зеленый светодиод между оранжевыми определяет паузу между импульсами. Так же в периодах. Поставим 2. Последние два оранжевые светодиода так же определяют длительность и мощность, но уже «второго импульса». Поставим 2 периода и мощность выкрутим на 100 процентов. Собственно все, теперь можно потыкать в какую-нибудь ленту и посмотреть как происходит сварка, изучить точки, подобрать режимы на контроллере и прочее.
Краткие характеристики получившегося аппарата для точечной сварки. Вес готового устройства вышел 5.7 кг. Переменное напряжение на вторичной обмотке МОТ-а составило 3.8 вольта. Максимальный ток зафиксированный при сварке показал 450 ампер. С этим связан один интересный эффект во время работы аппарата. Магнитное поле у проводов выходит настолько большим, что их разбрасывает друг от друга сантиметров на 20. Магнитопровод при этом довольно сильно притягивает любой рядом лежащий металл, потому тут не рекомендую использовать железный корпус для устройства, при сварке он будет издавать неприятные звуки.
Если накоротко закоротить вторичную обмотку, то даже 700 Вт МОТ способен нагрузить сеть до значений свыше 4 кВт. На сколько больше мне не известно, так как ваттметр уходит в защиту при достижении такой нагрузки. Ток вторичной обмотки при этом зашкаливает за 600 А, свыше предела измерения мультиметра. На входе первичной обмотки максимальный ток зафиксирован 21 ампер, при этом напряжение в сети проседает с 230 до 217 вольт.
При непрерывной работе сердечник у МОТ-а будет нагреваться, за 4 минуты его температура достигнет примерно 52 градуса. И это на холостом ходу без нагрузки. На практике при повышении температуры трансформатор начинает сильней варить, это может привести к прожигу аккумулятора. В этом случае справедливо обдувать трансформатор с помощью вентиляторов.
Переходим исключительно к сварке. Для начала посмотрим как должен выглядеть сигнал на осциллографе. Настройки: первый импульс один период 30 процентов, 2 периода отдыхаем, второй импульс два периода, мощность на всю катушку.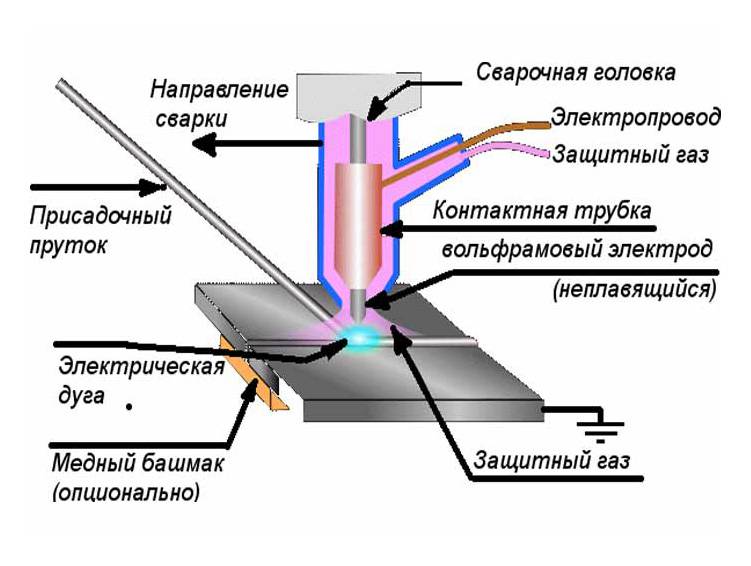 Делаем сварную точку и записываем сигнал. Видим каким обрезанным выглядит период мощностью в 30 процентов. После него идет металл два периода отдыха, а затем идет мощный импульс с длительностью два периода и мощностью в сто процентов.
Делаем сварную точку и записываем сигнал. Видим каким обрезанным выглядит период мощностью в 30 процентов. После него идет металл два периода отдыха, а затем идет мощный импульс с длительностью два периода и мощностью в сто процентов.
Контроллер благодаря отслеживанию перехода фазы через ноль, открывает симистор на 100 процентах практически в нуле роста амплитуды напряжения. При этом видно что напряжение и ток идут с небольшой задержкой относительно друг друга. При 50 процентах контролер открывает симистор только на половине полупериодов сетевого напряжения. Этот метод аналогичен с Широтно-импульсной модуляцией. Такой режим используется в регуляторах освещенности – диммерах. Яркость свечения лампы накаливания будет напрямую зависеть от площади обрезанной синусоидой. В нашем случае это нужно для всяких деликатных сварок.
Теперь наша задача довольно проста. Нужно приварить ленту для точечной сварки к аккумулятору. Но тут возникает пару вопросов. Какую ленту будем варить и к какому аккумулятору? Помните момент когда у нас сварочник с 700 Вт трансформатором отказывался приваривать никелевую ленту? Идентичная ситуация происходит с новым 900 Вт МОТ-ом.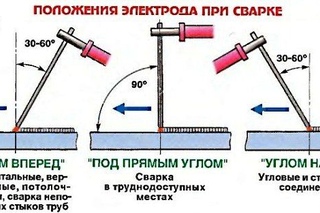
В начале долго не мог понять в чем причина, но тут оказалось два важных момента. Высокотоковый аккумулятор, в отличии от обычного, имеет несколько толще стенки корпуса. Возможно и металл корпуса отличается. Никелевая лента у нас тоже довольно хитрая. В сумме всех этих факторов даже мощная сварка не способна дать желаемый результат.
Решение проблемы — сменить никелевую ленту на стальную. Она сверху тоже вроде как никелированная, но дальше будем ее называть просто стальной. Сварка на тех же установках что и раньше, приварила стальную ленту просто на ура. Отодрать ее кусачками без разрушений не выходит. Собранный аппарат полностью удовлетворил поставленные задачи.
Теперь разберем основные требования при точечной сварке. Длительность и мощность импульсов нужно подбирать таким образом, чтобы свариваемые места имели как можно меньше перегрев. Он проявляется в цветах побежалости вокруг точек сварки. Это не очень хорошо, так как в этих местах частично выгорает металл, что может привести к ослаблению прочностных характеристик соединения. Идеальная сварка выглядит так. Тут нет перегрева, точки белые, лента отрывается от тела аккумулятора с кусками. Именно такого результат мы должны добиться.
Идеальная сварка выглядит так. Тут нет перегрева, точки белые, лента отрывается от тела аккумулятора с кусками. Именно такого результат мы должны добиться.
Подводные камни. Их очень много, в первую очередь тут нужно понимать физику протекания тока в металле. Металл в месте соприкосновения с электродами представляет току наибольшее сопротивление и потому место будет сильно нагреваться. Наша задача разогреть металл до такой степени, чтобы создалось так называемое сварочное ядро. Нагрев в этом процессе должен происходить не под самими электродами, а между листами металла. Сварные ядра при этом необходимо делать как можно быстрей, очень мощным и коротким импульсом. Если греть место сварки медленно, тепло будет разбегаться по аккумулятору кто куда, без достижения нужного результата.
Электроды, это вообще отдельный мир. Представьте вы долго варили сборку из аккумуляторов 18650 и в один момент решили их заточить. Концы вышли острые, красивые. Но при первых же сварных точках у нас выйдет пропаленный аккумулятор, так как электроды с большой вероятностью погрузятся в корпус банки. Некоторые такие аккумуляторы стоят целое состояние, и повредить один из них это недопустимо.
Некоторые такие аккумуляторы стоят целое состояние, и повредить один из них это недопустимо.
Что же происходит на самом деле? Дело в том, чем острей электрод, тем меньше его площадь контакта с металлом, в результате при одном и том же токе место у нас будет разогреваться быстрей. Сварное ядро образуется настолько быстро, что это приводит к расплавлению всего металла под электродом.
Еще один очень важный момент, электроды при сварке нужно держать строго перпендикулярно аккумулятору. Они не должны входить под углом. На контакте может образоваться небольшой скос, который рано или поздно приведет к прогару из-за неравномерного протеканию тока через электроды. На этом же примере становится понятно зачем необходим первый присадочный импульс на малой мощности.
На что влияет расстояние между электродами? В теории чем дальше они разнесены друг от друга, тем лучше. Меньше потерь будет на верхней шунтирующей заготовке. Но как показала практика тут можно играть с настройками, и какое бы расстояние не было, можно добиться хорошего качества сварных точек. Тут большую роль играет с какой шириной ленты вы работаете.
Тут большую роль играет с какой шириной ленты вы работаете.
В общем настройки длительности и мощности импульсов решают все. У меня получалось приваривать 0.2 мм. ленту с такими прочностными характеристиками, что она отрывалась вместе с фрагментами корпуса аккумулятора. Все батареи в фильме были разряжены если что.
Рекомендации при выборе настроек сварки. В этом деле много факторов влияющих на конечный результат. К примеру: вы подобрали режим, который хорошо работает с одной и той же лентой и аккумуляторами. Но, если что-то одно поменяете, настройки тоже возможно придется менять. А теперь представьте что у вас кучка разношерстных аккумуляторов, как будете варить? Мощность и время сварки нужно настраивать от меньшего к большему. Поставили точку, лента оторвалась, ничего страшного, поднимаем мощность и смотрим. Теперь лента отрывается с потрохами. То что нужно. Ну что, вы все поняли?
Думаю стоит еще раз перечислить все факторы, которые могут на влиять на конечный результат точечной сварки.
Электропроводка в квартире. Специально для фильма был сделан удлинитель с сечением провода в 2.5 квадрата. Даже смотря на это, слабенький 700 Вт МОТ умудрялся просаживать сеть под нагрузкой.
Основные сварочные характеристики зависят от мощности трансформатора, от сечения силового провода, его длинны, количества витков, качества соединительных узлов с контактной ручной.
Важную роль играет материала электродов, расстояние между ними, заточка и сила прижима. Много определяет материал ленты для контактной сварки, его толщина, ширина и форма. Тип аккумулятора и толщина его стенок. Даже температуру МОТа стоит брать во внимание.
Исходя из всего вышеперечисленного, в каждом индивидуальном случае подбираются настройки для первого и второго импульса на контроллере для получения наилучших сварных ядер с наименьшими цветами побежалости.
Собранный аппарат для контактной сварки получился довольно компактным и универсальным. Он собирался только ради того, чтобы сварить аккумуляторы для шуруповёрта и паяльника с Китая, которому нужно питание 24 вольта. Часто при ремонтах не хватает портативного инструмента. Конструктор в виде ячеек под аккумуляторы 18650 мы печатали на 3D принтере, они упрощают задачу при формирования сборок с разными напряжениями и ёмкостями, позволяя складывать элементы в любой последовательности. Сборки соединяются между собой специальными пазами. Теперь самостоятельно перепаковать свой старый самокат не составит никакого труда.
Часто при ремонтах не хватает портативного инструмента. Конструктор в виде ячеек под аккумуляторы 18650 мы печатали на 3D принтере, они упрощают задачу при формирования сборок с разными напряжениями и ёмкостями, позволяя складывать элементы в любой последовательности. Сборки соединяются между собой специальными пазами. Теперь самостоятельно перепаковать свой старый самокат не составит никакого труда.
Для справки. Съемка этого выпуска заняла чуть больше 2-х месяцев. Когда брался за изучение данной темы, даже подумать не мог что тут окажется так много нюансов. По стоимости бюджет фильма перевалил за предполагаемые границы, так как покупать запчастей пришлось практически на 2 сварочных аппарата. В общей сложности было израсходовано 3 метра никелевой ленты и испорчено 2 хороших аккумулятора. Пущено в расход два десятка плохих.
Ну все, видео озвучил, теперь можно идти бухать и готовится к следующему выпуску.
Как сказал Мастер Йода:
Тебя послушать — так сложно все.Слышишь, что сказал я?
― Ты должен чувствовать силу, она между тобой, мной и камнем, везде…
― Да… нооо нет
 Слышишь, что сказал я?
Слышишь, что сказал я?Полное видео проекта на YouTube
Архив с полезностями
Наш Instagram
Сварка tig для начинающих – выполнение и настройка своими руками
Сварка tig для начинающих – выполнение и настройка своими руками!–www.miralinks.ru –>
Перейти к содержаниюSearch for:
На чтение 10 мин Просмотров 6.9к. Опубликовано
Сварка tig для начинающих сложный процесс, и человеку самому трудно разобраться. Эта статья поможет ознакомиться с принципами tig сварки, оборудованием, и непосредственно с работой со сварочным аппаратом.
Содержание
- Безопасная работа
- Необходимое оборудование и расходные материалы
- Какой газ применяется
- Приборы (аппараты) для сварки
- Сварочная горелка
- Неплавящиеся электроды
- Присадочные расходные материалы
- Осциллятор
- Подготовка к сварке
- Как правильно работать с горелкой
- Сущность сварочного процесса
- Регулировка параметров процесса на сварочном аппарате
- Подготовка деталей
- Обучающие тренировки для начинающих
- Упражнение 1
- Упражнение 2
- Tig сварка видеоурок
Безопасная работа
Прежде чем начать сварку, надо принять меры по безопасности. Сварщику необходимо иметь защитные средства:
Сварщику необходимо иметь защитные средства:
- краги из искростойких материалов;
- маска – тип „Хамелион“ или обычная со светофильтром;
- роба;
- обувь из кожи и войлока;
- очки для защиты глаз от металлических частиц при ошкуривании.
Маска „Хамелион“ с автоматической регулировкой – затемняется только при зажигании дуги. Степень затемнения можно настроить самостоятельно.
При работе следует соблюдать пожарную и электробезопасность. В рабочем помещении необходимо установить вентиляцию, а в гараже или домашней мастерской работать при открытых дверях и окнах.
Необходимое оборудование и расходные материалы
Прежде всего, начинающему надо изучить что это такое tig сварка.
Это процесс сварки металлов в газовой среде неплавящимся электродом. Представляет собой комбинацию дуговой и газовой сварки, т.к. применяются электродуга и газ.
Сначала начинающим важно ознакомиться с необходимым оборудованием и расходниками.
Какой газ применяется
В данной технологии газ нужен для предохранения сварочной зоны от вредного влияния воздуха.
Лучше всего для этой цели подходят инертные газы – аргон и гелий. Аргон тяжелее кислорода воздуха и вытесняет его из рабочей зоны, а на практике сварка проводится в аргоновой среде, реже в смеси аргона с гелием. Чистый гелий применяется крайне редко.
Сварка аргоном выполняется при подаче газа из баллона, снабженного манометром, редуктором с ротаметром. Редуктор предназначен для регулирования давления газа на выходе и для автоматического поддержания постоянного рабочего расхода газа. Ротаметр определяет точное количество газа в заданную единицу времени. Манометр показывает давление в баллоне.
Если Вам необходима 👉 подготовка сварочной документации 👈, мы готовы Вам помочь.
Наша документация разработана с учетом конкретных особенностей вашего производства, и является гарантией, что ваш сварочный процесс будет максимально эффективным и результативным.
Приборы (аппараты) для сварки
Для тиг сварки неопытному сварщику больше всего подойдет инверторный аппарат ММА с функцией tig оснащённый осциллятором. На этом инверторе начинающий сможет учиться tig сварке на нержавейке, низколегированной стали и др., которые не требуют большого мастерства от начинающих.
Для работы с алюминием, магнием и др. нужен более серьезный инвертор, который переключается на переменный ток.
Профессиональные инверторы снабжены дополнительными функциями:
- стабилизация дуги;
- модуляция сварочного тока;
- ускоренный поджиг;
- заварка кратера.
Правильно ими пользоваться и настраивать под силу только квалифицированным сварщикам. О tig сварке алюминия чайнику полезно прочитать на сайте mrmetall.ru.
Сварочная горелка
При работе с малыми токами – 50-150А горелка успевает остыть естественным путем – газоохлаждение. Горелка со встроенным в ручку водяным охлаждением, расчитана на рабочий ток 200-600А. Вода циркулирует через весь кабель-канал от аппарата к горелке.
Вода циркулирует через весь кабель-канал от аппарата к горелке.
Сборка горелки происходит следующим образом:
- Устанавливаем цангодержатель;
- вставляем в него цангу;
- закручиваем колпачок (не до края) – для предохранения замыканий об массу;
- вставляем неплавящийся электрод;
- на цангу наворачиваем керамическое сопло;
- настраиваем вылет электрода – минимально возможный;
- накрепко затягиваем колпачок.
Электрод вставляется по центру сопла, а по окружности подается аргон.
Рукоятка горелки закреплена к кабель-шлангу статически или посредством гибкой шейки, что позволяет выполнять тонкую и продолжительную работу в любой плоскости. Кнопка на ручке активирует подачу тока на электрод и газа.
Цангдержатели бывают с линзой и без нее. Газовая линза похожа на фильтрующую сетку, которая обеспечивает равномерный поток газа и более широкую зону защиты. Это особенно полезно для работы с нержавейкой и активными металлами. Без газовой линзы можно работать с алюминием и черной сталью. Начинающим лучше учиться на черной стали и не использовать газовую линзу.
Без газовой линзы можно работать с алюминием и черной сталью. Начинающим лучше учиться на черной стали и не использовать газовую линзу.
Неплавящиеся электроды
Температура плавления вольфрама более 3400 градусов, поэтому электрод не сгорает и не плавится под действием высокой температуры. Бывают электроды из чистого вольфрама или с легирующими добавками. Кончики окрашены в различные цвета, в зависимости от предназначения.
Для получения надежного шва и стабилизации дуги, рабочий кончик электрода надо периодически затачивать. При работе с переменным током он должен быть округлым, с постоянным – под конус.
Длина заточки составляет примерно 2-3 диаметра электрода. Для стабильности дуги риски от заточного инструмента должны располагаться вдоль острия, а не поперек. Недопустимо при заточке перегревать электрод, т.к. вольфрам становится более хрупким.
Электроды выбираются в зависимости от токовых режимов сварки.
| Диаметр электрода, мм | Толщина металла, мм | Сила тока, А |
| 1,5 | 1 | 45 – 55 |
| 2 | 2 | 80 – 90 |
| 3,5 | 3 | 120 – 150 |
| 5 | 4 | 170 – 190 |
Начинающие чаще всего работают с электродами 1,6 и 2,4 мм в диаметре.
Присадочные расходные материалы
Присадка нужна для создания шва, когда растопленного металла кромок детали не хватает для заполнения сварочной ванны. Присадка – это прутки из сварочной проволоки. По составу они должны быть аналогичны или близки к свариваемому металлу.
Осциллятор
Для бесконтактного поджигания дуги в начале сварки и ее стабильности во время работы, используется высоковольтный высокочастотный генератор – осциллятор. Он может быть как отдельное устройство, так и интегрирован в сварочный аппарат.
С помощью прибора дуга зажигается без соприкосновения электрода с металлом. Это очень удобно для начинающих. В процессе сварки дуга постоянная по отношению к изменяющемуся зазору между электродом и поверхностью металла. В результате работы осциллятора получается равномерный шов.
Подготовка к сварке
Приведение в рабочее состояние состоит в том, чтобы собрать все гибкие связи в одно целое с аппаратом:
- закрепляем редуктор с ротаметром на газовом баллоне;
- шланг подключаем к редуктору;
- байонетный разъем горелки вставляем в минусовое гнездо;
- кабель управления присоединяется к соответствующему гнезду на лицевой панели инвертора;
- кабель массы соединяется с плюсовым гнездом на аппарате.
Обычно кабель горелки, газовый шланг и кабель заземления со всеми соединительными частями поставляется вместе со сварочным аппаратом.
Как правильно работать с горелкой
В сварке tig начинающему очень важно привыкнуть держать горелку и присадочный пруток. Рука должна опираться на рабочую поверхность для стабилизации движения.
Шланг, идущий от горелки, петлей надевается на руку. Горелка помещается между большим и указательным пальцем и ложится на безымянный и мизинец. Очень похоже на положении ручки при письме.
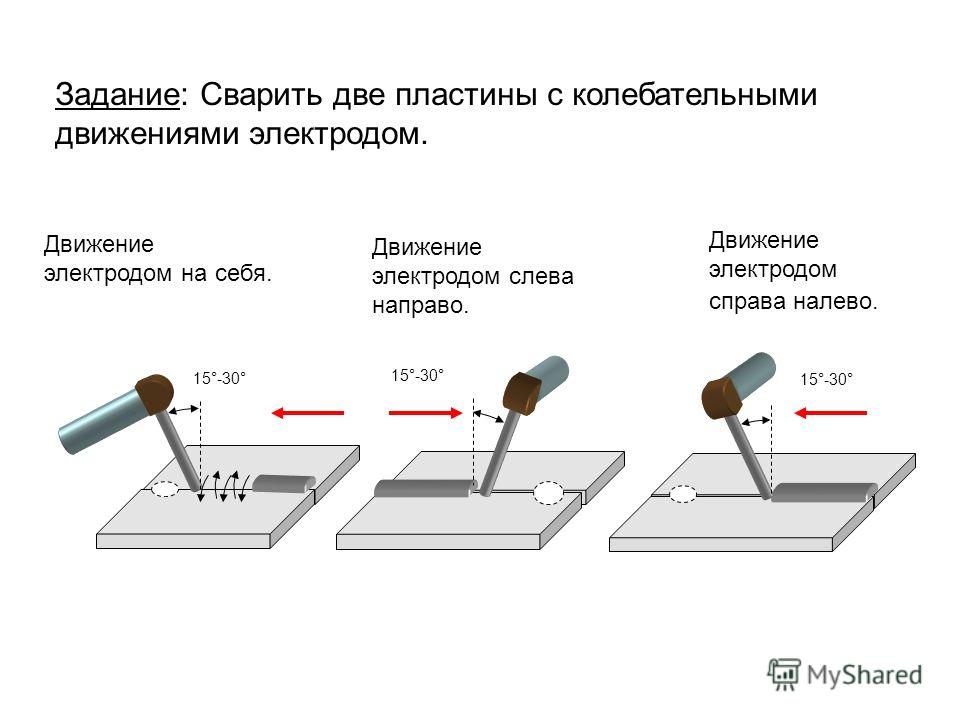
В левой руке находится пруток и регулярно мелкими шагами подается в сварочную ванну перед горелкой. Направление движения горелки справа налево.
Боковой угол должен составлять 90°. Наклон горелки к рабочей поверхности 70° – 80°, а прутка 15° – 30°. Между горелкой и прутком должен поддерживаться постоянный прямой угол, т.е. если горелка меняет положение, то и пруток следует за ней, сохраняя наклон.
Горелка двигается углом вперед в наклонном положении в сторону сварного шва. Вести электрод по оси шва, не отклоняясь. Важно следить, чтобы конец прутка был все время в зоне газовой защиты, иначе произойдет его окисление и загрязнение сварочной ванны.
Вести электрод по оси шва, не отклоняясь. Важно следить, чтобы конец прутка был все время в зоне газовой защиты, иначе произойдет его окисление и загрязнение сварочной ванны.
В интернете есть много видео тиг сварки для начинающих, где наглядно показано, как работать с горелкой.
Сущность сварочного процесса
Сила тока определяет качество сварного шва и производительность, являясь основным и наиболее важным параметром сварки.
Тепло необходимое для надежного соединения, идет от электрической дуги. Она образуется между электродом и свариваемым металлом. Для образования и горения электрической дуги существует прибор – генератор, который подает необходимое количество тока. Выделяют два вида этих приборов.
Генератор переменного тока – трансформатор.
Ток, выходящий из устройства, приобретает форму квадратной волны, которая меняет свою полярность с частотой в зависимости от генератора. В этом случае выпрямитель преобразует ток сети в соответствующий для сварки переменный ток.
Генератор постоянного тока – инвертор или выпрямитель.
Начинающим оба метода, но начинать нужно с постоянного тока. Ток на выходе из прибора имеет вид постоянной волны. В этом случае переменный ток сети преобразуется в постоянный. Различают два варианта соединения полюсов инвертора со свариваемым материалом:
с прямой полярностью – электрод соединяется с отрицательным полюсом инвертора, а деталь – с положительным;
с обратной полярностью – электрод присоединяется к „+“, деталь – к „–“
Особенности сварки с прямой полярностью: повышение количества тепла в изделии и снижение в электроде; зона расплавления металла узкая, но глубокая. Это основной режим tig сварки всех видов сложных металлов и сплавов.
При обратной полярности: ввод тепла в изделие сниженный, а в электрод – повышенный. Сварочная ванна широкая, но не глубокая. Кроме того, присутствует эффект катодной чистки поверхности металла, когда оксидная пленка разрушается. Это улучшает сплавление кромок и формирование шва.
Алюминий и магний, а также их сплавы можно и нужно варить на переменном токе.
Еще существуют генераторы, которые выдают импульсный постоянный ток – импульсные инверторы. Такие генераторы имеют устройства, изменяющие амплитуду тока сварки путем наложения на базовый постоянный ток квадратные волны. Получается периодическая пульсации дуги. При импульсном режиме шов образуется за счет непрерывного накладывания друг на друга сварочных точек.
В основном применяется на тонких изделиях, когда необходимо поддерживать необходимую температуру во избежание прожига металла и, в то же время, не нарушать глубину провара.
Регулировка параметров процесса на сварочном аппарате
Перед началом работы необходимо настроить значения показателей так, чтобы шов получился нужного размера и хорошего качества. Аппарат настраивают в зависимости от вида металла, его толщины и рабочего газа.
К каждому сварочному аппарату дается таблица настройки параметров сварки. Ориентируясь на таблицу, на лицевой панели выставляем режим tig и основные показатели:
- величина силы тока;
- время продувки газом перед началом – 0,5, и в конце – 1,5 сек;
- величина тока для поджига дуги – 25% от рабочего тока;
- период нарастания до значения рабочего тока 0,2 –1,0 сек;
- время спада тока и его значение для заварки кратера выбирается в зависимости от толщины металла.

По таблице первоначально выставляем расход газа в нормальных условиях – 8-10 л/мин.
Начинать варить надо на аналогичной пробной детали. Если дуга не стабильная и гаснет, то ток надо увеличить. При прожиге металла или образовании наплывов, ток уменьшить.
Увеличиваем подачу газа, если дуга нестабильна и шов кривой. После окончания, когда дугу угасили, еще какое-то время обдуваем сварочную зону, во избежание окисления шва и электрода. Современные аппараты снабжены многими функциями и, если нет, например, время продувки или еще чего-то, то сварщик контролирует процесс самостоятельно.
Подготовка деталей
В отличие от других видов сварки, tig очень чувствительна к загрязнениям. Это нужно учитывать всем начинающим. Поэтому детали следует очищать особенно тщательно: обезжирить растворителем и зашкурить до блеска свариваемую поверхность.
Пруток перед самой сваркой, если есть необходимость зашкурить, и обязательно протереть спиртом.
Толстые детали разделывают, снимая фаску под углом 45°. Это обеспечит хороший провар. Зафиксировать положение деталей относительно друг друга с помощью прихваток или струбцин.
Это обеспечит хороший провар. Зафиксировать положение деталей относительно друг друга с помощью прихваток или струбцин.
Обучающие тренировки для начинающих
Упражнение 1
После изучения теории tig сварки начинающему можно приступать к практике. Главное – это привыкнуть держать горелку и присадочную проволоку, „набить руку“.
Первоначально начинающему сварщику надо тренироваться на листе черной стали. На нем шлифмашинкой или другим инструментом обозначить небольшие прямые линии, чтобы по ним вести сварку. Начинать варить надо без присадки. Внимательно и плавно ведем горелкой прямо вдоль линии, не разжигая дугу. После этого зажигаем дугу и ведем горелку от одного края линии до другого. Ведем ровный ниточный шов, приучая руку правильно держать ванну и не прожигать металл.
Упражнение 2
После освоения ведения шва, переходим к работе с присадочной проволокой. Сначала тренируемся приваривать сам пруток. Разожгли дугу и, когда металл листа расплавился, подаем в сварочную ванну пруток. Останавливаем процесс, подождем, чтобы металл немного застыл и отрываем пруток. Повторяем упражнение несколько раз. После того, как появилась уверенность, начинаем тренировки выполнения сварочного шва с присадкой.
Останавливаем процесс, подождем, чтобы металл немного застыл и отрываем пруток. Повторяем упражнение несколько раз. После того, как появилась уверенность, начинаем тренировки выполнения сварочного шва с присадкой.
Сварка tig широко распространенный метод соединения металлов. Его освоение вполне возможно начинающему сварщику. С практикой и постоянством придут опыт и мастерство.
Tig сварка видеоурок
Оцените автора
( 4 оценки, среднее 5 из 5 )
Сварка 101 – Процессы, типы сварки и пояснение
Теперь имейте в виду, что для изучения этого замечательного сварочного дела вам необходимо закончить школу сварки или курсы сварки, и вам потребуется много практики – вы можете’ получить эти знания, читая блоги в Интернете.
То, что вы можете получить здесь, и то, о чем мы напишем, — это некоторые основы и несколько полезных советов о сварке. Теоретические знания о процессах сварки и их отличиях друг от друга.
Сварочные позиции, различные сварочные газы и какой ток используется для какого материала.
Есть также (и будут еще) другие статьи на интересные темы, связанные со сварочным делом, которые вам, вероятно, следует знать и иметь в голове, если вы планируете стать сварщиком.
Мы надеемся, что вы оцените наше письмо.
НАЧНИТЕ ЗДЕСЬ:
Как сварить MIG
Это надежное руководство для начинающих по сварке MIG. Мы рассмотрели все, что вы должны знать, от очистки металла до настройки машины, таких вещей, как скорость проволоки, сила тока и, в конечном итоге, как укладывать свои первые бусины. Почти все начинают с MIG, поэтому эта статья научит вас всему, что вам нужно знать.
Подробное описание сварки алюминия
Сварка алюминия — это передовые технологии. Это очень сложный металл для сварки, и есть много информации о том, как делать это с помощью различных сварочных процессов. В этой статье вы узнаете, почему так сложно сделать это правильно, какими процессами его можно сваривать и как на самом деле сварить алюминий.
Это очень сложный металл для сварки, и есть много информации о том, как делать это с помощью различных сварочных процессов. В этой статье вы узнаете, почему так сложно сделать это правильно, какими процессами его можно сваривать и как на самом деле сварить алюминий.
Символы сварки Схемы и PDF
Символы сварки необходимы в профессиональной среде сварщиков. Вы не можете владеть сварочным цехом или работать в любой другой среде, такой как производство, не зная, какой сварной шов вы делаете. В этой статье вы узнаете все о каждом символе сварки и можете скачать нашу бесплатную книгу о них в формате PDF.
ЗНАНИЯ И ОПЫТ В СВАРКЕ:
Не ждите, что вы научитесь профессиональному сварщику только благодаря Интернету.
Чтение статей в Интернете — отличный способ быть в курсе, узнавать новое в теории и выяснять, чего вы еще не знаете. Однако, если вы действительно хотите учиться, вам нужно будет практиковаться, ошибаться, повторять до тех пор, пока не добьетесь успеха. На освоение таких вещей, как сварка алюминия, уходят годы, поэтому не расстраивайтесь, если что-то не получится с первой попытки. Начните с основ и наращивайте оттуда.
На освоение таких вещей, как сварка алюминия, уходят годы, поэтому не расстраивайтесь, если что-то не получится с первой попытки. Начните с основ и наращивайте оттуда.
Кроме того, если вы хотите стать настоящим профессионалом, вам также необходимо знать теорию. Вот почему так важны школы сварщиков. Особенно, если вы хотите перейти на следующий уровень и стать инструктором или инспектором по сварке.
Никогда не недооценивайте опасность сварки. Никогда не переставайте учиться технике безопасности при сварке. Сварочный дым, излучение дуги, телесные повреждения, поражение электрическим током и другие факторы всегда представляют опасность во время сварки. Большая часть ваших знаний в области сварки должна заключаться в том, чтобы делать все правильно, в соответствии со стандартами безопасности и никогда не подвергать опасности себя или окружающих во время сварки.
Основы сварки MIG (и кое-что еще)
Изучите основы процесса сварки MIG. Фото предоставлено The Lincoln Electric Company.
Фото предоставлено The Lincoln Electric Company.
“Вы много МИГа запускали?” — спросил бригадир. «Да (я солгал), совсем немного». Черт, я даже не знал, что такое МИГ! Я занимался сваркой пару семестров в профессиональном колледже и довольно хорошо научился сварке электродом. Итак, Фил Ньюэлл, старший инструктор, кричал мне в ухо: «Расслабь руку. Следи за лужей». послал меня подать заявку на вакансию сварщика начального уровня.
Работа заключалась в плоской сварке тонколистовой стали. Бригадир провел меня на испытательный полигон и показал установку МИГ. Затем он дал мне четыре куска тонкой трубки и рассказал, как он хочет их сварить. Он сказал, что вернется примерно через 20 минут, чтобы проверить меня. После того, как он ушел, я задумался, что мне делать. Должен ли я сказать ему, что не знал диддлисквата? Должен ли я выбежать, запрыгнуть в свой грузовик и рвануть оттуда?
Унизительный опыт сварки MIG
Я взял сварочный аппарат MIG и не понял, что нажимаю на курок. Я смотрел на машину, пытаясь разобраться в настройках, когда что-то коснулось моей ноги. Из пистолета вышло около 10 футов проволоки! Я безумно пытался сломать его, сгибая его вперед и назад. Сделав примерно сотню поворотов, я посмотрел на стол и увидел пару кусачек. «Так вот что делают, отрезают», — подумал я.
Я смотрел на машину, пытаясь разобраться в настройках, когда что-то коснулось моей ноги. Из пистолета вышло около 10 футов проволоки! Я безумно пытался сломать его, сгибая его вперед и назад. Сделав примерно сотню поворотов, я посмотрел на стол и увидел пару кусачек. «Так вот что делают, отрезают», — подумал я.
Намотав проволоку и спрятав ее под машиной, я решил попробовать сварить трубку. Как только я начал дугу, ПАУ! В трубе открылась большая дыра. Какого черта! Я снова нажал на спусковой крючок и сразу же проделал еще одну большую дыру во второй трубе. Я схватил две другие трубы, попытался их заварить, и, как вы уже догадались, еще большие дыры.
Примерно в это же время вошел бригадир. Клянусь, это было 25 лет назад, и я до сих пор вижу раздраженное выражение на его лице, как будто это было вчера. — Не слишком хорошо, а? — смиренно прошептал я. «Нет, я бы сказал, что это скорее не стоит &%$#(#*#!!!», — вежливо ответил бригадир. Вы когда-нибудь видели телешоу, в котором кто-то смущается и уменьшается примерно до одного дюйма? , это действительно случилось со мной.
Бригадир сказал мне вернуться, когда я изучу МИГ, и он даст мне еще один шанс. Ирония в том, что я мог бы достаточно хорошо выучить MIG, чтобы работать на этой стройплощадке всего за пару дней, если бы знал, что это не сварка электродом.
Говоря по существу
MIG — один из самых простых процессов для изучения. Большинство людей могут научиться делать хорошие бусины с помощью MIG всего за несколько часов. Не поймите меня неправильно. Помните, я все об основах в моих статьях. Теория «будь проще, глупей» — мой стиль. Сварка MIG — это гораздо больше, чем просто обучение сварке швов, но в этой статье я говорю об основах.
Когда начался МИГ? МИГ появился во время Второй мировой войны. Он был разработан, чтобы ускорить производство оружия и снаряжения. Затем его использовали в послевоенной бурно развивающейся экономике, в основном в магазинах и на фабриках.
Что такое МИГ? MIG расшифровывается как металлический инертный газ . При сварке стержнем флюс на электроде плавится и образует газ, защищающий сварочную ванну от атмосферы. В атмосфере есть водород, азот, кислород и другие газы, которые при попадании в сварочную ванну вызывают дефекты сварки.
В атмосфере есть водород, азот, кислород и другие газы, которые при попадании в сварочную ванну вызывают дефекты сварки.
При сварке MIG катушка с монолитной стальной проволокой подается из аппарата через лайнер, а затем из контактного наконечника в горелке MIG. Контактный наконечник нагревается или электрически заряжается, когда нажимается спусковой крючок и плавится проволока для сварочной ванны. Это достигается несколькими способами. В данной статье рассматривается короткозамкнутая сварка .
При сварке коротким замыканием маленькие капли расплавленной проволоки, нагревающиеся при коротком замыкании, стекаются вместе, образуя лужу, когда касаются основного металла. Инертный газ выходит из горелки и защищает сварочную ванну от атмосферы. Таким образом, металл инертный газ . Инертность означает, что газ не соединяется с другим элементом; поэтому использовались инертные газы, такие как гелий и аргон.
Кризис идентичности
Затем было обнаружено, что двуокись углерода, которая на самом деле не является инертным газом, также хорошо работает.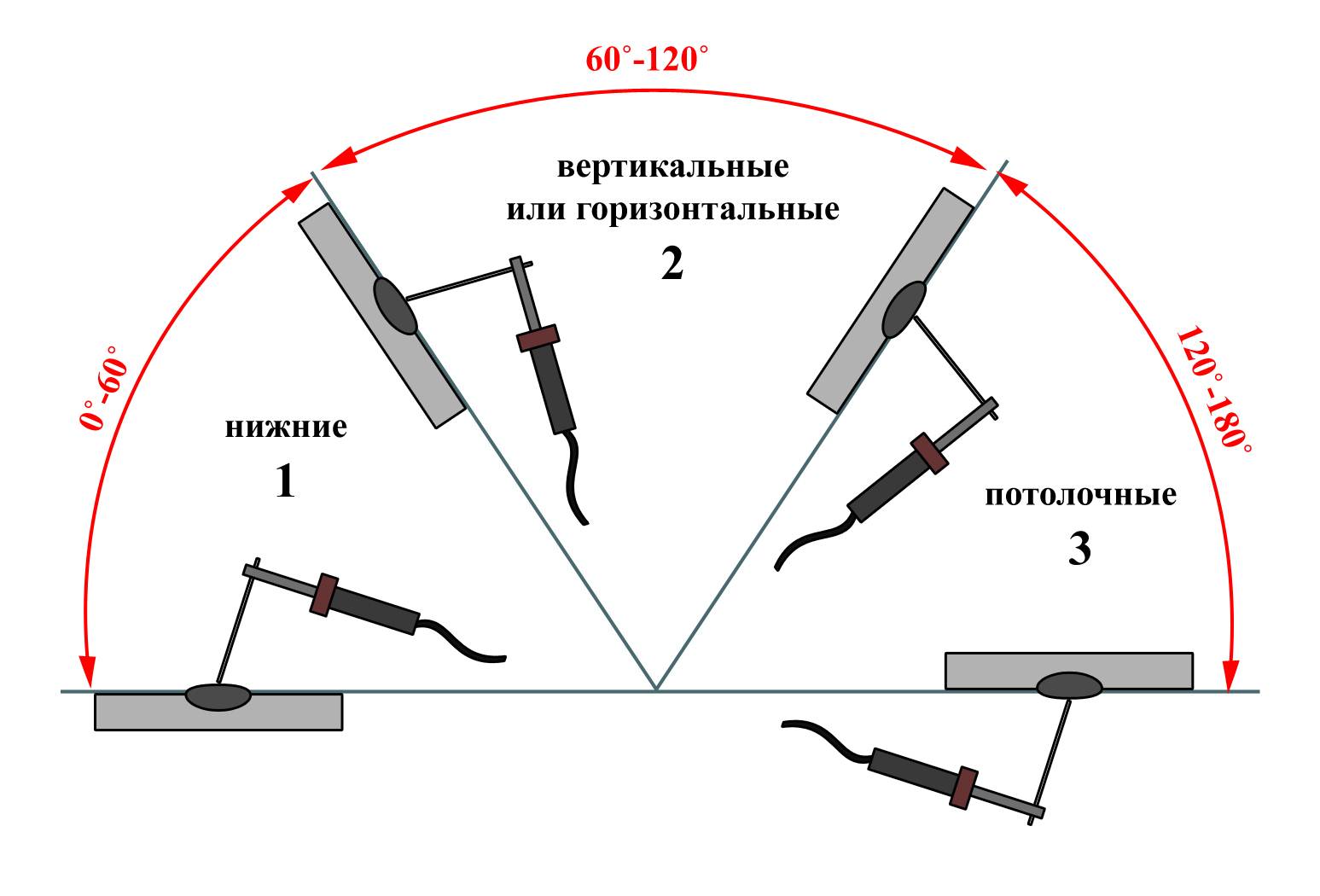 Потом кто-то прикинул, теперь мы уже не можем называть это MIG, поэтому назовем его дуговая сварка металлическим газом (GMAW) . Это все хорошо для того, кто решился на это, но сварщики в цеху и в полевых условиях сказали: “Нет, милостивый государь, мы все равно будем называть его MIG”. (Возможно, это не совсем так красиво сказано.) Все, кого я знаю, до сих пор называют этот процесс MIG.
Потом кто-то прикинул, теперь мы уже не можем называть это MIG, поэтому назовем его дуговая сварка металлическим газом (GMAW) . Это все хорошо для того, кто решился на это, но сварщики в цеху и в полевых условиях сказали: “Нет, милостивый государь, мы все равно будем называть его MIG”. (Возможно, это не совсем так красиво сказано.) Все, кого я знаю, до сих пор называют этот процесс MIG.
MIG обычно используется в магазинах и на фабриках, потому что в полевых условиях ветер вытесняет защитный газ, который, по иронии судьбы, должен вытеснять ветер. Вы должны быть осторожны при сварке MIG на близком расстоянии, потому что некоторые защитные газы, такие как аргон, могут вытеснить кислород в вашем мозгу или разрушить ваши легкие, заставив вас проснуться мертвым!
MIG можно использовать в полевых условиях. Однако вокруг сварочного аппарата должны быть сооружены ветрозащитные блоки, обычно изготовленные из пластиковых листов.
Основы автоматической и полуавтоматической сварки MIG
MIG можно использовать в автоматическом или полуавтоматическом режиме. Примером автоматической сварки MIG является роботизированная рука, сваривающая каркасы автомобилей на автосборочном заводе. В полуавтоматическом режиме оператор держит горелку MIG и манипулирует сварочной ванной.
Примером автоматической сварки MIG является роботизированная рука, сваривающая каркасы автомобилей на автосборочном заводе. В полуавтоматическом режиме оператор держит горелку MIG и манипулирует сварочной ванной.
При автоматическом MIG оператор настраивает и наблюдает за машиной. Предпочтительным оператором является опытный сварщик, потому что он имеет право касаться и знает, что значит быть в сварке зона . (В зоне — это когда вы становитесь единым целым с процессом, когда металл сварного шва становится единым с основным металлом, кузнечиком. Другими словами, вы видите, что во время сварки наплавляете хороший валик.) Любой может провести шарик. Хороший сварщик видит врезку валика и следит за ее равномерностью.
Сварка MIG в домашних условиях
Что хорошо в MIG, так это то, что вы можете поставить машину в гараже и сварить бурю. Сварка MIG очень популярна, потому что ее легко освоить и потому что с ее помощью можно делать и делать много вещей. На моих занятиях по общественному обучению взрослых люди изучают MIG, чтобы они могли делать все, от создания дворовых рисунков до восстановления 1957 пикапов Chevy с двигателями Corvette.
На моих занятиях по общественному обучению взрослых люди изучают MIG, чтобы они могли делать все, от создания дворовых рисунков до восстановления 1957 пикапов Chevy с двигателями Corvette.
Доступно множество (вам понравилось это пятидолларовое слово?) аппаратов для сварки MIG Люди всегда спрашивают, не знаю ли я, где они могут получить хороший сварочный аппарат для сварки MIG примерно за сотню баксов. Конечно, и хотя для сварки он ни черта не годится, по крайней мере, вы можете использовать его как хороший якорь для лодки.
Хорошая машина стоит от 400 до 500 долларов. Вы можете купить более дешевую машину, но вы получите то, за что заплатили.
Что хорошо в хорошей маленькой машине, так это то, что ее можно подключить прямо к розетке 110 В в вашем гараже. Тем не менее, убедитесь, что у вас есть предохранитель на 50 ампер (или что там говорит производитель), иначе у вас отключится электричество. (Спросите мою жену, как я это понял!)
Предупреждение о покупке одной из этих маленьких машин: Не показывайте ее соседям. Если они это сделают, к вам придут все и их братья. «Эй, я принесу тебе сталь, и ты сделаешь мне коптильню! Так это практически бесплатно». (Неважно, что вам потребуется 20 часов утомительной работы, чтобы сделать это.) Вы будете удивлены, сколько новых друзей вы приобретете, когда приобретете сварочный аппарат MIG. Это как владеть пикапом, когда кому-то нужно переехать.
Если они это сделают, к вам придут все и их братья. «Эй, я принесу тебе сталь, и ты сделаешь мне коптильню! Так это практически бесплатно». (Неважно, что вам потребуется 20 часов утомительной работы, чтобы сделать это.) Вы будете удивлены, сколько новых друзей вы приобретете, когда приобретете сварочный аппарат MIG. Это как владеть пикапом, когда кому-то нужно переехать.
MIG Преимущества
- Высокая производительность, так как вам не нужно останавливаться, чтобы часто менять стержни или стружку и зачищать сварной шов. (Не смотреть часы, считать деньги, курить сигарету, разговаривать с приятелем.)
- Прост в освоении и позволяет получать великолепные сварные швы.
- Почти нет очистки.
- Может сваривать нержавеющую, низкоуглеродистую сталь и алюминий.
- Возможна сварка во всех положениях.
MIG Недостатки
- Не могу смотреть на часы, считать деньги, курить сигарету или разговаривать с приятелем так часто.