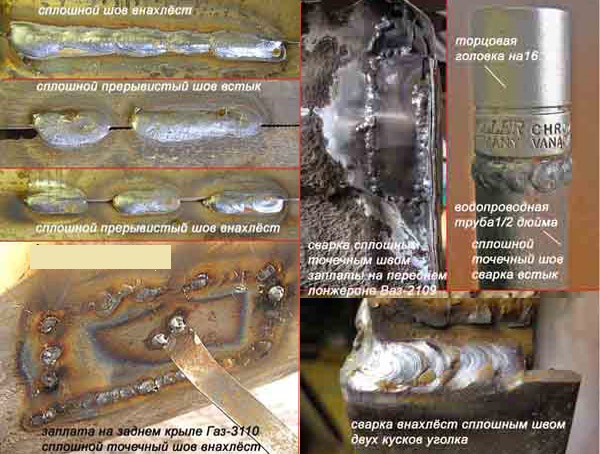
соединения встык и внахлест, технология процесса
Сварка тонких металлов при помощи электродов осложняется тем, что в процессе работы возникает опасность прожога листов. Это происходит из-за быстрого расплавления кромок материалов. При нарушении технологии шов получается некрасивым со множеством сквозных отверстий.
Содержание
- 1 Как варить тонкие металлы электродом
- 2 Как правильно выбрать инвертор
- 3 Какие электроды следует использовать
- 4 Как сварить тонкую заготовку с более толстой
- 5 Сварка внахлест
- 6 Стыковые соединения тонких металлов
- 7 Хитрости, используемые при сварке тонких металлов
- 8 Режимы сварки
- 9 Итоги
Как варить тонкие металлы электродом
Тонким принято считать лист с толщиной менее 2 мм. Есть три варианта, которые встречаются при сварке тонких металлов:
- Лист или тонкую заготовку необходимо соединить с более толстой деталью. Это самый простой вариант.
 Если есть возможность, следует выбирать именно его.
Если есть возможность, следует выбирать именно его. - Требуется сварить два тонких листа между собой внахлест. За счет наложения листов друг на друга процесс облегчается.
- Нужно соединить два листа встык. Самый сложный случай. Вероятность прожога без опыта работы очень высока.
 Если есть возможность, следует выбирать именно его.
Если есть возможность, следует выбирать именно его.Существует несколько хитростей, к которым прибегают сварщики при соединении тонких металлов.
Как правильно выбрать инвертор
При выборе аппарата нужно руководствоваться правилами:
- инвертор должен выдавать стабильный сварочный ток, не бояться перепадов в сети, которые часто случаются за городом;
- не рекомендуется использовать старые аппараты («переменники»): они потребляют больше энергии, а работать с ними сложнее. Современное сварочное оборудование на выходе дает постоянный ток;
- регулировка должна производиться плавно, точный подбор параметров облегчит процесс.
 маркет
маркетИнверторы часто имеют опцию «Форсирование дуги». При включении соответствующего тумблера сварка облегчается за счет автоматического повышения и понижения значения силы тока, что важно при работе на минимальных его значениях. В результате электрод будет меньше «залипать».
«Горячий старт» облегчает поджиг дуги: кратковременно повышается сила тока в момент касания электрода заготовки. После этого параметр автоматически возвращается к исходному значению.
Какие электроды следует использовать
На постоянном токе можно варить любыми электродами, важно подобрать диаметр. Рекомендуется использовать 2 мм, а если соединяются металлы разной толщины, то допускается сварка электродами 2,5-3 мм.
Выбор марки зависит от предпочтений сварщика. Большинство применяет электроды типа АНО-4, которые легче зажигаются, но часто используют и УОНИ 13/55 или аналогичные.
Примерная стоимость электродов УОНИ 13/55 на Яндекс.маркетТакже можно использовать сварочные материалы фирмы Кобелко. Это электроды Lb-52U, их диаметр отличается от российских стандартов – 2,6 и 3,2 мм. Они стоят значительно дороже отечественных, но за счет применения производителем качественной обмазки варить ими легче, чем аналогичными УОНИ.
Это электроды Lb-52U, их диаметр отличается от российских стандартов – 2,6 и 3,2 мм. Они стоят значительно дороже отечественных, но за счет применения производителем качественной обмазки варить ими легче, чем аналогичными УОНИ.
Лучше выбирать электроды с графитовыми кончиками. Такая технология облегчает первоначальный поджиг дуги.
Как сварить тонкую заготовку с более толстой
Рекомендуется выполнить следующую последовательность действий:
- Зачистить заготовки от краски и ржавчины, это поможет быстро зажигать дугу.
- Надежно зафиксировать детали друг относительно друга. Зазор между ними должен быть минимальным.
- Зажигать дугу нужно на толстой заготовке.
- После образования сварочной ванны следует поочередно переводить электрод с толстой детали на более тонкую и обратно, долго держать дугу на листе не нужно.
- Сварку лучше производить с отрывом электрода: зажигание дуги, перевод на тонкую заготовку, отрыв, снова поджиг на толстой детали. Важно не давать деталям остыть, иначе образующийся шлак затвердеет и осложнит процесс.
- Угол наклона электрода должен быть направлен так, чтобы как можно меньше воздействовать на тонкую заготовку, а больше – на толстую. Выбирается опытным путем и зависит от реальной толщины деталей.
 Важно не давать деталям остыть, иначе образующийся шлак затвердеет и осложнит процесс.
Важно не давать деталям остыть, иначе образующийся шлак затвердеет и осложнит процесс.Если сварка производится в горизонтальном положении, то отрывать электрод необязательно.
Сварка внахлест
Если нужно соединить два тонких листа, то рекомендуется (по возможности) накладывать один на другой. Такое соединение позволит избежать прожогов и добиться получения красивого шва.
Процесс выглядит так:
- Очистка деталей.
- Монтаж с минимальными зазорами – рекомендуется использовать струбцины или специальные зажимы.
- Поджиг дуги на одном из листов.
- Электрод следует вести вдоль кромок с минимальными поперечными колебаниями.
- Угол удержания электрода – 45 градусов или меньше.
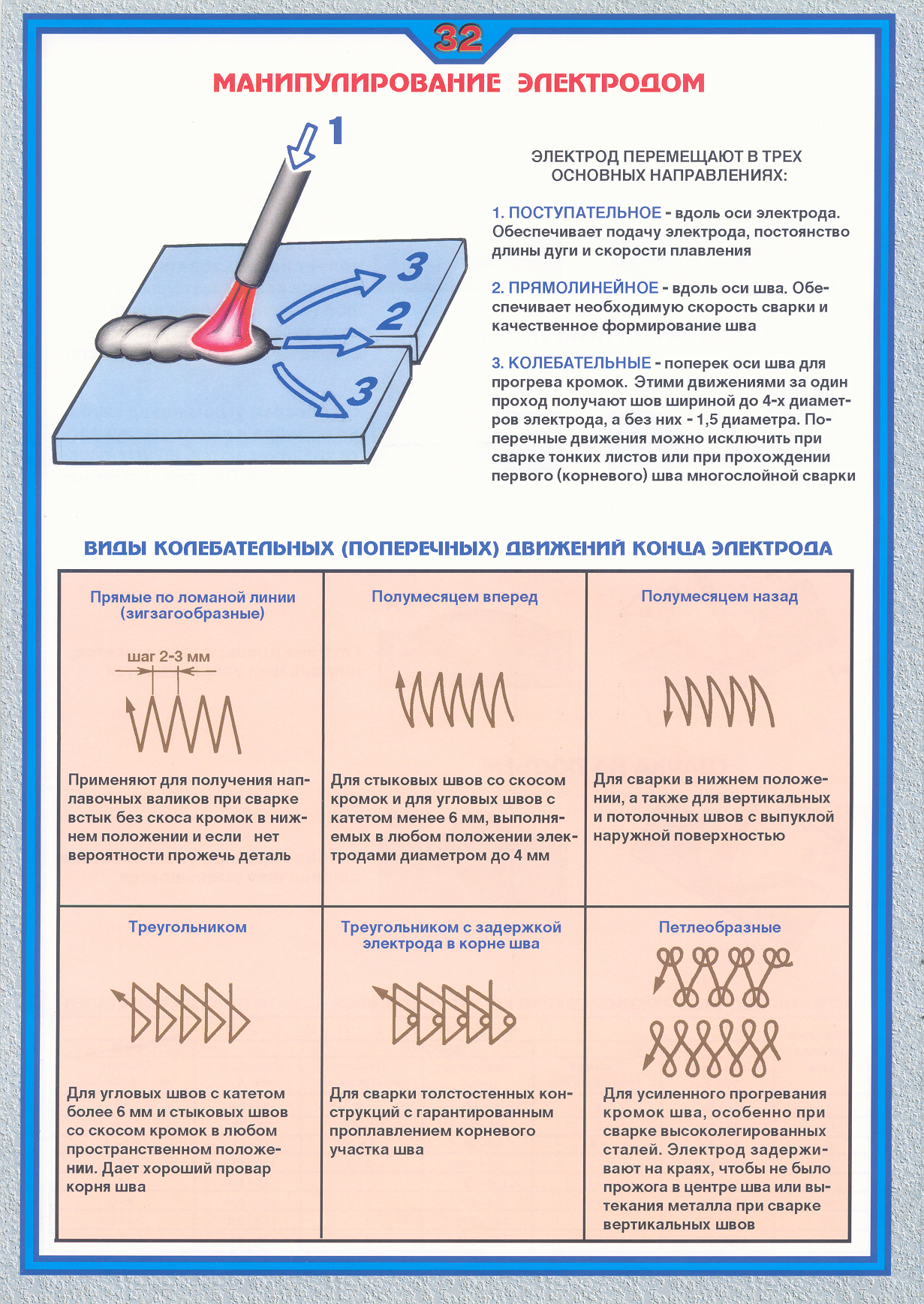
В процессе можно производить продольные колебания, это снизит риск прожогов. Если сварка проводится в вертикальном положении, то рекомендуется метод «с отрывом» электрода.
Стыковые соединения тонких металлов
Самый сложный случай, потребует внимательности и аккуратности. Общие принципы:
- При нарезании заготовок следует обеспечить максимальную точность, иначе во время монтажа получатся зазоры.
- Предварительная обработка кромок от грязи и краски.
- Соединение листов при помощи струбцин или зажимов.
- Поджиг дуги на одном из листов.
- Сварка ведется поперечными движениями электрода на максимальной скорости.
Допускается работа «с отрывом» – как в вертикальном, так и в горизонтальном положении.
Хитрости, используемые при сварке тонких металлов
По возможности сварщики используют следующие приемы, облегчающие процесс:
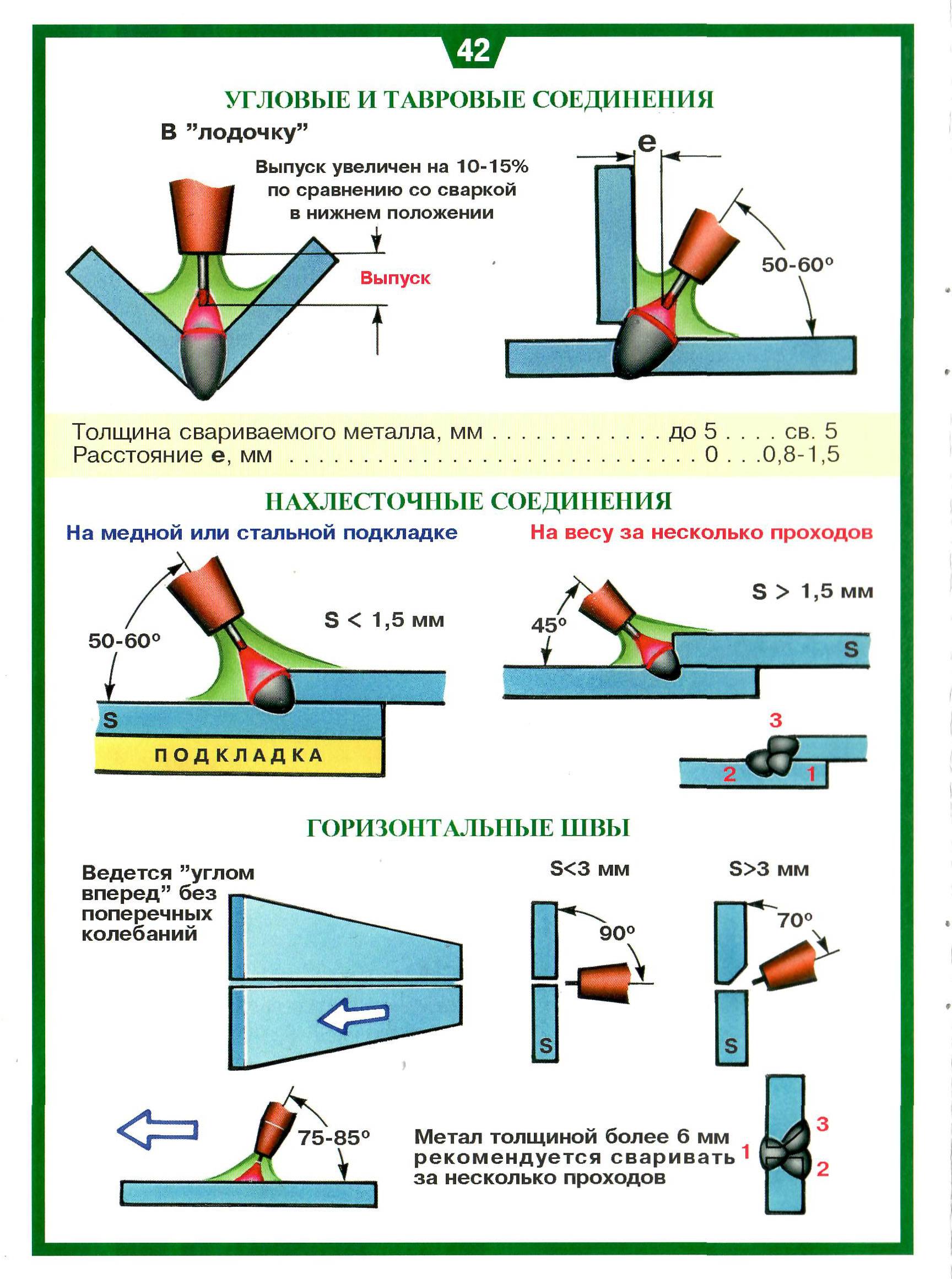
- сварка на подкладке. Под кромки кладется толстый лист меди или алюминия. Температура плавления этих сплавов выше, чем стали. Во время работы подкладка помогает не допустить прожогов листов и отводит тепло от заготовок. Такой способ используется при сварке в нижнем положении;
- сварка сверху вниз. Метод, применяемый для получения вертикальных швов. Дуга зажигается в самой верхней точке конструкции, а шов варится быстрыми поперечными движениями – нужно добиться того, чтобы металл не стекал вниз: удерживать его электродом и не допускать залипаний. Такой способ требует навыка, а также подбора электродов – на пачке должна быть отметка о возможности сварки сверху вниз;
- сварка на длинной дуге. После появления сварочной ванны электрод отодвигается от кромок на максимальное расстояние, при котором дуга не обрывается. Силу тока нужно увеличить. Способ позволяет снизить риск появления прожогов, но удерживать длинную дугу сложно, потребуется тренировка.
 Дуга зажигается в самой верхней точке конструкции, а шов варится быстрыми поперечными движениями – нужно добиться того, чтобы металл не стекал вниз: удерживать его электродом и не допускать залипаний. Такой способ требует навыка, а также подбора электродов – на пачке должна быть отметка о возможности сварки сверху вниз;
Дуга зажигается в самой верхней точке конструкции, а шов варится быстрыми поперечными движениями – нужно добиться того, чтобы металл не стекал вниз: удерживать его электродом и не допускать залипаний. Такой способ требует навыка, а также подбора электродов – на пачке должна быть отметка о возможности сварки сверху вниз;При сборке тонколистовых конструкций следует учитывать, что листы может покоробить во время или после сварки. Избежать этого можно, если при монтаже ставить больше прихваток или приварить дополнительные элементы, придающие плоскостям жесткость.
Оцинкованные детали и листы нужно обязательно очищать от защитного слоя в зоне сварки. Для этого кромки обрабатывают при помощи болгарки. Рекомендуется работать на улице, так как цинк, попавший в организм, может вызывать отравление.
Для этого кромки обрабатывают при помощи болгарки. Рекомендуется работать на улице, так как цинк, попавший в организм, может вызывать отравление.
Если не требуется герметичное соединение, то лучше собирать конструкцию на прихватках и не обваривать сплошным швом, в этом случае металл покоробит намного меньше.
Проверку швов на протечки (сваренные емкости) проводят с помощью керосина и мелового водного раствора. Густой состав наносят на внешнюю поверхность кромок, а керосином смачивается внутренняя сторона. В тех местах, в которых присутствуют дефекты, мел очень быстро потемнеет – появятся пятна.
Режимы сварки
При настройке аппарата следует руководствоваться практическими советами:
- настройку сварочного тока производить опытным путем, пробуя варить на ненужных обрезках. Универсальных значений нет, каждый сварщик устанавливает те параметры, которые ему привычнее;
- функция «Форсаж дуги» – включить. Если есть колесико регулировки, следует подобрать оптимальное его положение;
- сварка производится на обратной полярности: к разъему «+» подключается держатель электродов, а к «-» – кабель массы.
Приблизительные значения силы тока.
| Толщина заготовки, мм | Значение силы тока, А |
| 0,5 | 10-25 |
| 1 | 30-40 |
| 1,5 | 40-45 |
| 2 | 50-60 |
Держатель должен надежно фиксировать электрод, иначе во время работы зажигание дуги будет выполнить сложно.
Итоги
Сварка тонких металлов при помощи электродов возможна при соблюдении технологии и повышенной аккуратности. До начала работы рекомендуется потренироваться на обрезках металла, научиться подбирать сварочный ток под свою руку.
Как варить тонкий металл инвертором: методы и технологии сварки
Как варить тонкий металл инвертором: методы и технологии сварки!–www. miralinks.ru –>
miralinks.ru –>
Перейти к содержанию
Search for:
На чтение 12 мин Просмотров 2к. Опубликовано
Часто возникает задача, что необходимо сварить тонкий металл. Ворота для гаража, бак для банной печи, или забор на даче. Найти сварщика, привезти его, показывать-рассказывать, да еще и платить — так себе идея. Самому в этом плане гораздо проще и выгоднее. Но тут нас подстерегает сложность, так как сварка тонкого металла процесс не простой.
Содержание
- Основные трудности при выполнении сварке тонкого металла.
- Чем варить тонкий металл. Способы сварки.
- Ручная дуговая сварка (РДС)
- Аргонодуговая сварка (РАД, tig или wig).
- Полуавтоматическая сварка(МП, МИГ, МАП)
- Оборудование.
- Выбор способа.
- Полярность.
- Как варить инвертором тонкий металл. РДС- Ручная дуговая сварка.
- Первый способ, при котором используется отбортовка.
- Теперь нужно настроить аппарат для тонкого металла.
- Рассмотрим еще один способ как правильно варить тонкий металл электродом.
- Все готово, можно начинать варить.
- Завершение процесса.
- Как варить полуавтоматом с углекислотой тонкий металл.
- Порядок подключения аппарата:
- Сварочная проволока.
- Сварка тонкого металла в аргоне.
- Настройка сварочного инвертора для сварки в аргоне.
- Устанавливаем прихватки.

Основные трудности при выполнении сварке тонкого металла.
Как уже говорилось ранее, сварить изделие из тонкого железа не так просто, как хочется. Металл с малой толщиной быстро нагревается и прогорает. Образуется прожег металла. Кроме того, тонкие изделия сильно деформируются если их перегреть.
Еще одна сложность — скорость выполнение процесса. Варить нужно быстро или использовать специальные способы. Об основных методах сварки и технологии их выполнения для тонкого металла речь пойдет ниже.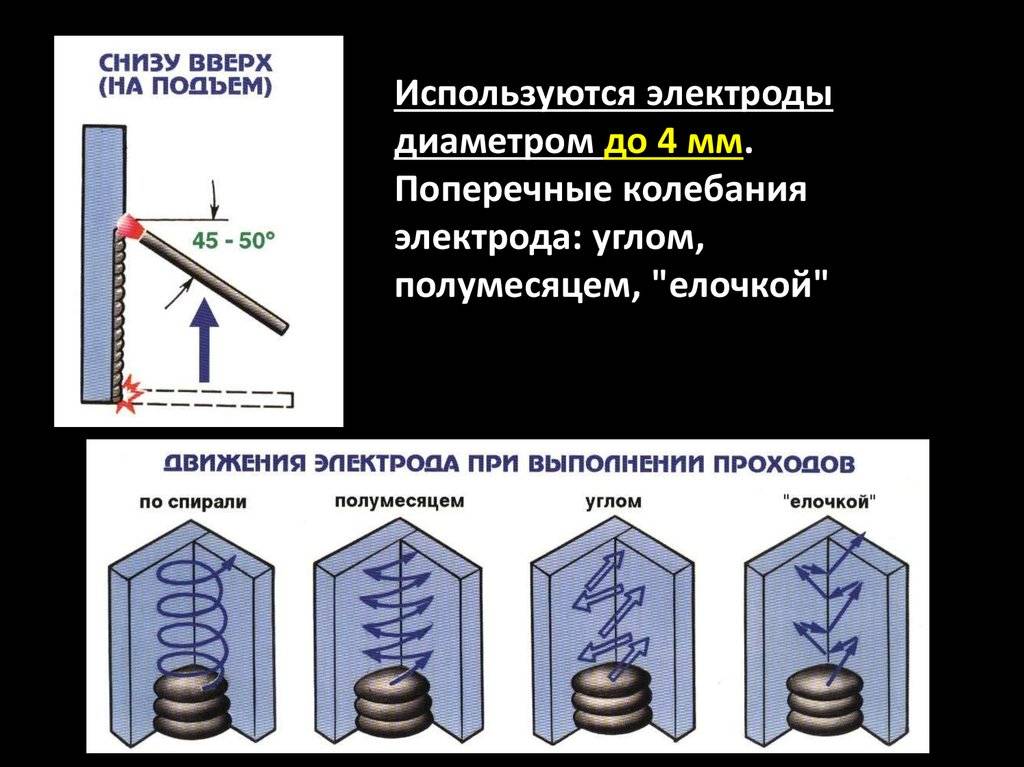
Опытные сварщики используют определенные хитрости, с помощью которых можно легко справиться с такой задачей, как сварка деталей из тонкого металла. Об этих хитростях в нашей статье.
Чем варить тонкий металл. Способы сварки.
Рассмотрим способы сварки, подходящие для деталей из тонкого металла. Самые распространенные способы:
- Ручная дуговая (РДС)
- Неплавящимся электродом из вольфрама (РАД) в аргоне или смеси газов.
- Полуавтоматом в углекислом газе.
Ручная дуговая сварка (РДС)
Очень популярна из-за недорого оборудования и простоты применения. Варить тонкий металл ей сложнее чем другими двумя способами. Основной плюс при ее использовании, вам не нужен баллон с газом, а аппарат есть у многих. Для ручной дуговой (РД) — это не проблема
Аргонодуговая сварка (РАД, tig или wig).
Её применяют для изделий из тонкой нержавейки, алюминия а также сталей. Данный метод обеспечивается очень высокая степень защиты инертным газом. Газ, который применяют, аргон в чистом виде или смешанный с другими газами в различных соотношениях.
Газ, который применяют, аргон в чистом виде или смешанный с другими газами в различных соотношениях.
Для высококачественной сварки тонких изделий в аргоне лучше всего подойдет. Но цена газа с присадочной проволоки высока, а оборудование тяжелое и габаритное (газовый баллон). Подробнее об данном способе читайте здесь.
Полуавтоматическая сварка(МП, МИГ, МАП)
Часто применяют в автосервисах, как раз для ремонта кузова автомобиля. Там толщины от 1,2 до 2 мм. Способ очень производительный и не сложный в применении. Для него так же, как и для предыдущего способа необходимо применять защитный газ. Чаще всего используют СО2.
Иногда для полуавтомата применяют порошковую проволоку. Тогда процесс идет без газа. Порошковая проволока дорогостоящая вещь которую найти бывает сложно. Ее нечасто применяют, поэтому на ней останавливаться подробно не будем. Подробнее об данном способе читайте здесь.
Оборудование.
Для всех из приведенных способов в настоящее время, сварочным аппаратом является инвертор. Электронное устройство с трансформатором и транзисторным блоком выпрямления. Иногда можно встретить выпрямители, но они уходят в прошлое, оставаясь лишь на крупных производствах.
Электронное устройство с трансформатором и транзисторным блоком выпрямления. Иногда можно встретить выпрямители, но они уходят в прошлое, оставаясь лишь на крупных производствах.
Для ручной дуговой кроме аппарата, держака с комплектом кабелей ничего больше не требуется. Все это, как правило, идет вместе в одном комплекте с аппаратом.
Для выполнения полуавтоматического процесса необходим баллон с защитным газом и редуктор, комплект шлангов. В холодное время года, также необходим подогреватель газа.
Помимо сварочных кабелей, массы, также нежна сварочная горелка.
Для процесса в аргоне неплавящимся электродом требуется так же, как в случае с полуавтоматом газовый баллон, шланг, редуктор, оборудованный ротаметром для контроля количества подаваемого газа.
Также используется горелка, но она имеет совершенно другую конструкцию чем горелка полуавтомата. Горелка оснащается неплавящимся электродом. Его устанавливают в цангу фиксируя наконечником.
Выбор способа.
Предварительно познакомившись со способами, необходимо выбрать подходящий нам.
Выбираем сварку в аргоне когда:
- Требуется варить тонкую нержавейку.
- Требуется варить алюминий или его сплавы.
- Если требуется варить сталь при условии того, что шов должен быть эстетичен (элементы декора, мебель и т.д.).
Выбираем полуавтоматическую когда:
- Требуется варить протяженные швы.
- Когда опыта мало или совсем нет.
В остальных случаях применяем ручную дуговую.
Полярность.
Полярность при сварке деталей из тонкого железа играет очень важную роль. От этого во многом зависит будет ли прогорать металл или нет. Так какой же полярностью варить тонкий металл инвертором?
Прямая полярность — это полярность при которой подключения клемм к изделию и аппарату происходит так, что плюс подключается к изделию, а минус (масса) на электрод.
При использовании прямой полярности на поверхности температура достигает более высоких значений, чем если бы использовалась обратная полярность.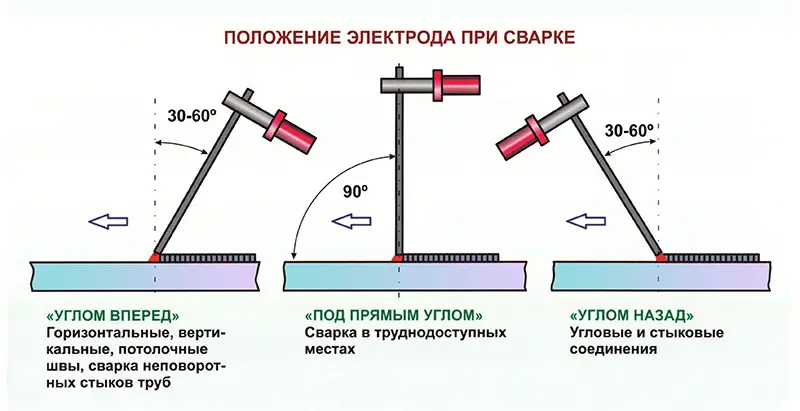 Поэтому ее применение не желательно. При использовании обратной полярностьи – «+» аппарата подключается к держаку с электродом, масса к изделию.
Поэтому ее применение не желательно. При использовании обратной полярностьи – «+» аппарата подключается к держаку с электродом, масса к изделию.
Как варить инвертором тонкий металл. РДС- Ручная дуговая сварка.
Основная сложность у новичков бывает зажигание сварочной дуги. Если опыта и практики недостаточно, то прожега не избежать. Необходимо тренироваться, больше никак.
Полярность, применяемая при сварке тонкого металла инвертором – обратная. За счет этого детали будут меньше греться и прогорать.
В самом начале необходимо прокалить электроды по данным завода-изготовителя их пишут на пачке. Без прокалки процесс будет идти не стабильно и будут газовые поры в шве.
Первый способ, при котором используется отбортовка.
Тип соединения С1 по ГОСТу 5264.
На заготовках делается отбортовка. Высота ее от 1 до 4.5 мм. Загнуть ее можно как в тисках с помощью молотка, так и на специальных гибочных устройствах. Далее зачищаем кромки от любых загрязнений, а также от влаги. Будет просто шикарно если еще и обезжирить.
Будет просто шикарно если еще и обезжирить.
Для этого подойдет специальный обезжириваетесь, ацетон или растворители типа 646 и др. Все детали подготовили.
Теперь нужно настроить аппарат для тонкого металла.
Электроды берем диаметром от 1,6…2,0 до 2.5 мм. Электроды можно взять, с основным покрытием (к примеру УОНИ 13-55), или с рутиловым (МР-3, Esab ОК-46 и прочие).
Ток предварительно настраиваем на пробной заготовке. Необходимо выставить такое значение тока, чтобы металл не прожигался, а дуга устойчиво горела. Для изделий из тонкого железа значения сварочного тока 30 А – 48 А (в принципе можно до 60 А) при использовании электрода диаметром 2 мм.
Для каждого аппарата значение будет индивидуально. Именно поэтому рекомендуем предварительно настроить сварочный ток на пробной заготовке.
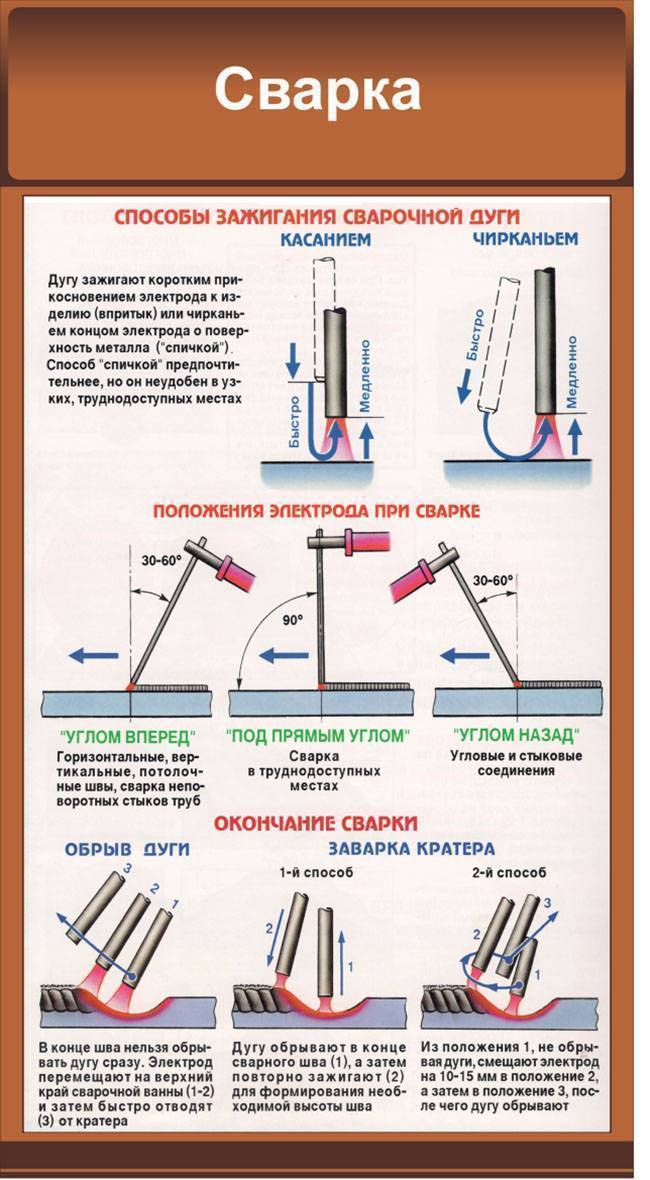
Теперь заготовки необходимо собрать на прихватки. Собираем детали без зазора и ставим прихватки по краям изделия. Для того чтобы уменьшить нагрев, электрод ведем углом вперед.
Начинаем варить на прихватке. Электрод ведем без колебательных движений, просто вперед. Важно как можно реже останавливаться.
Если необходимо прервать процесс, к примеру для смены электрода, то зажигать дугу и начинать варить необходимо на сварочном шве. Предварительно зачистив его от шлака и уже с него переходить на кромки. Иначе будет прожег.
Таким способом получается хороший сварочный шов с дополнительной жесткостью от отбортовки.
Рассмотрим еще один способ как правильно варить тонкий металл электродом.
Если необходимо сваривать детали с толщиной стенки 1 мм без отбортовки, то нужно сделать теплоотвод.
Для теплоотвода подойдет кусок алюминия или еще лучше меди. На теплоотвод укладываем детали.
Теперь необходимо настроить ток. Значение те же 35-45 А. Полярность – обратная. Варим углом вперед. Устанавливаем прихватки отступив 5-10 мм от края. Если этого не сделать, железо на краю очень быстро нагреется и прогорит. Теплу просто некуда будет уходить. Электроды как у в предыдущем способе диаметром от 1.6 — 2.5 мм.
Электроды как у в предыдущем способе диаметром от 1.6 — 2.5 мм.
Все готово, можно начинать варить.
- Начинаем варить не от края, а на прихватке.
- Провариваем короткий участок 4-6 мм и обрываем дугу. Длину провариваемого участка оценивать по цвету металла. Как края стали красными – обрываем дугу.
- Повторно зажигаем дугу только после того, как металл остынет, и краснота спадет. Начинать необходимо на сваренном участке.
- Провариваем 4 – 6 мм и обрываем дугу. Так повторяем данный процесс до конца стыка. Процесс представляет собой как бы множество сварочных точек.
- После того как проварили шов, необходимо доварить небольшой участок, который оставили вначале.
Завершение процесса.
В данном случае очень важен теплоотвод, если опыта мало. Вертикальная сварка инвертором для начинающих или выполнение на весу дадутся не просто. В этом случае длинна сварочной «точки» будет очень короткая. Также во многом важен опыт.
При выполнении сварки тонкого металла важно удержание короткой дуги. Не более 1/2 диаметра электрода. Данным способом можно заварить тонкий металл автомобиля глушитель или кузовные детали.
Не более 1/2 диаметра электрода. Данным способом можно заварить тонкий металл автомобиля глушитель или кузовные детали.
Как варить полуавтоматом с углекислотой тонкий металл.
Для того чтобы сваривать полуавтоматом тонкий металл, подключаем оборудование. Каждый конкретный аппарат имеет свои собственные особенности в подключении. Схему подключения лучше всего взять из инструкции завода-изготовителя. Она идет вместе с аппаратом.
Порядок подключения аппарата:
- Проверяем целостность аппарата и сварочных кабелей.
- Подключаем горелку и газовое оборудование к аппарату.
- Открываем баллон и редуктор.
- Включаем подогреватель газа (если установлен).
- Устанавливаем сварочную проволоку в устройство подачи.
- Подключаем к сети аппарат.
- Включаем аппарат и нажав кнопку на горелке и держим пока проволока не выйдет из сопла.
- Подключаем массу к изделию.
Сварочная проволока.
Сварочную проволоку необходимо прокалить 1,5-2 часа при температуре от 150 до 280 °С. Коррозию необходимо удалить, иначе процесс будет идти не стабильно. Лучше всего удалять ржавчину раствором кислоты HCL-5%.
Коррозию необходимо удалить, иначе процесс будет идти не стабильно. Лучше всего удалять ржавчину раствором кислоты HCL-5%.
Вот и все теперь можно приступать к настройке. Как же настроить полуавтомат для сварки тонкого металла? Для этого есть специальные таблицы. Они чаще всего идут совместно с полуавтоматом в комплекте. Если нет, то воспользуйтесь таблицами, приведенными ниже.
После настройки нужно проварить пробный сварочный шов на заготовке. Если процесс идет стабильно, разбрызгивание минимально и нет сильного треска, то все настроено верно. Можем приступать к сварке основной детали.
Полуавтоматическая сварка в углекислом газе прекрасно справляется с малыми толщинами. Если хотим варить тонкий металл без обрыва дуги, тогда нужно применять импульсный режим.
Сварочный процесс будет следующий:
- Выставляем зазор и устанавливаем прихватки отступив от края изделия 5-10 мм.
- Варить желательно на теплоотводе съемной подкладке, изготовленной из меди, алюминия или из нержавеющей стали;
- Предпочтительной вести процесс для изделий толщиной стенки от 0,8-1 мм в вертикальном положении на спуск т. е. сверху перемещаться вниз. Это обеспечит минимальный нагрев металла.
- Не совершать колебательных движений горелкой.
 е. сверху перемещаться вниз. Это обеспечит минимальный нагрев металла.
е. сверху перемещаться вниз. Это обеспечит минимальный нагрев металла.Также, как в случае с ручной дуговой необходим теплоотвод в виде подкладки. Полуавтоматическая сварка в среде СО2 проста, именно поэтому ее часто применяют для сварки тонкого металла автомобилей. Ее часто называют кемпи сварка.
Кстати, название кемпинговая сварка пошло от предприятия производителя полуавтоматов Kemppi. По аналогии как угловую шлифовальную машину (УШМ) называют «Болгарка». Это связано с тем, что из Болгарии на территорию СССР стали поступать первые УШМ. Так и прижилось.
Ручная дуговая электродами (MMA)
60.27%
В среде аргона неплавящимся электродом (TIG)
11.64%
Полуавтоматическая сварка в СО2 или др. газах (MAG-MIG)
19.86%
Под слоем флюса
2.05%
Газовая
6.16%
Проголосовало: 146
Сварка тонкого металла в аргоне.
Сварка аргоном деталей из тонкой нержавейки очень часто происходит именно данным способом сварки.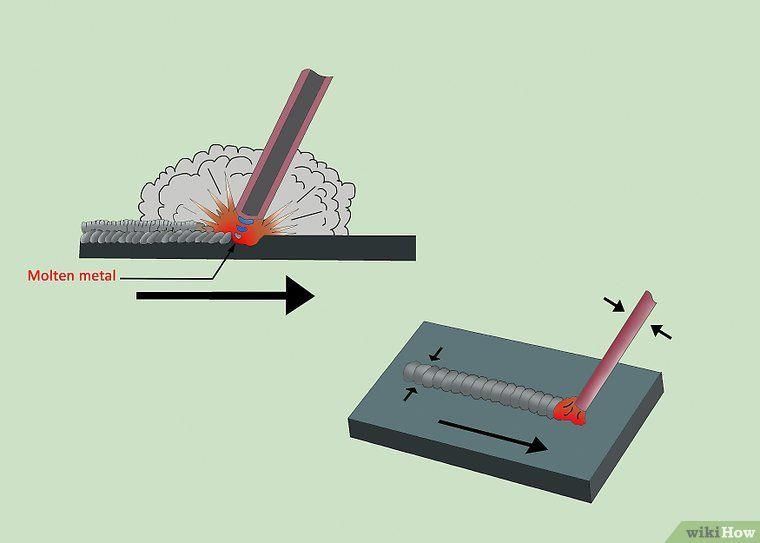 Инертный газ – аргон обеспечивает высокую степень защиты.
Инертный газ – аргон обеспечивает высокую степень защиты.
Для выполнения сварки также, как и в предыдущих методах производим подготовку оборудования:
- Проверить целостность электрических кабелей.
- Подключить газовое оборудование к сварочному аппарату.
- Подсоединить горелку и кабель массы к аппарату.
- Включить сварочный аппарат.
- Настроить режим.
- Произвести продувку газовой магистрали.
Настройка сварочного инвертора для сварки в аргоне.
Для настройки аппарата необходимо использовать параметры, рекомендованные заводом-изготовителе. Если таких рекомендаций нет, то воспользуйтесь таблицами с нашего сайта.
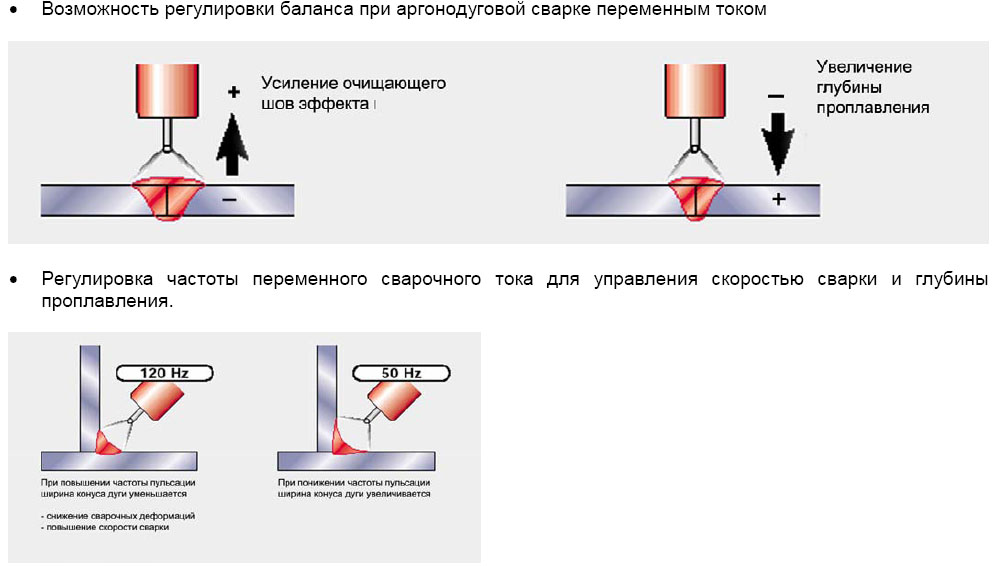
Для аргонодуговой сварки тонкого металла используется – прямая полярность.
После настройки параметров сварки переходим к самой технологии. Как и в предыдущий способах, сварочный ток настраиваем на отдельной заготовке. Взяв данные из таблиц за основу.
Также производится настройка расхода газа.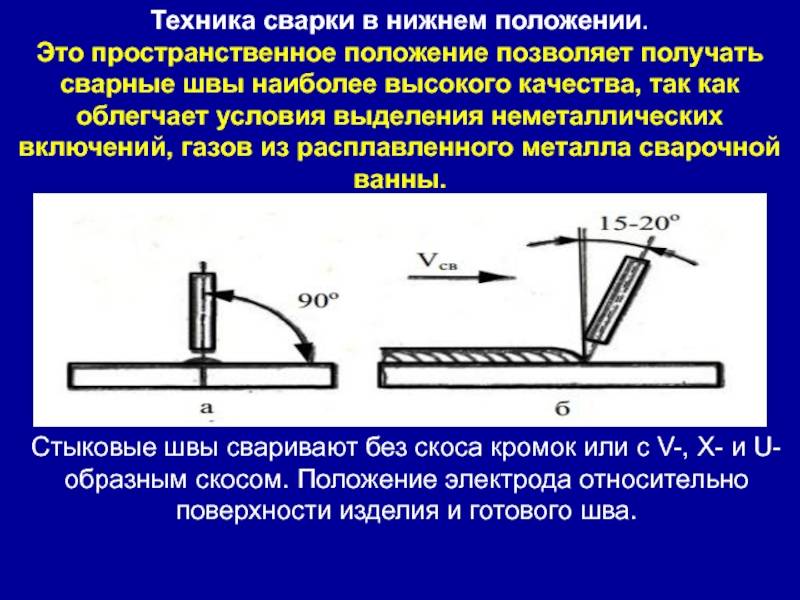 Стоит учитывать если процесс будет производиться при ветре необходимо использовать сопло с большим диаметром, а также увеличить расход газа. Горелку при этом приближать как можно ближе к сварочной ванне.
Стоит учитывать если процесс будет производиться при ветре необходимо использовать сопло с большим диаметром, а также увеличить расход газа. Горелку при этом приближать как можно ближе к сварочной ванне.
Подготовка к сварке:
- Сварочная проволока должна быть зачищена от ржавчины и прокалена 1.5-2 часа при температуре от 150 до 280 °С.
- Кромки изделия должны быть зачищены на 20-30 мм от стыка до металлического блеска и обезжирены.
Устанавливаем прихватки.
Располагать их нужно отступив от края 5-10 мм с шагом между прихватками 200-250 мм.
Начинать варить необходимо на прихватке. Производится прогрев как кромки и присадки. Варить необходимо углом вперед с минимально возможной длинной дуги. Это обеспечить высокую защиту расплавленного металла.
Присадка подается область сварочной ванны. Не делать поперечных колебаний горелкой. После окончания процесса и обрыва дуги газ необходимо подавать 10-15 секунд.
В случае если предстоять сварка аргоном детали из тонкой нержавейки, то необходимо соблюдать дополнительные условия:
- Минимальная длинна дуги. Для обеспечения высокого качества защиты.
- Не выполнять колебаний горелкой в поперечном направлении.
- Максимальная скорость выполнения.
- Минимальный сварочный ток.
 Для обеспечения высокого качества защиты.
Для обеспечения высокого качества защиты.Данные мероприятия уменьшат перегрев металла. И как следствие помогут избежать горячих трещин.
В данной статье мы познакомили Вас с основными способами сварки тонкого металла.
Бесспорно, в домашних условиях лидером является РДС — ручная дуговая сварка. Хотя, конечно, сварка неплавящимся электродом и полуавтоматическая (mag) подходят гораздо лучше. Успехов в практическом применении материала.
Если у Вас остались вопросы то Вы можете задать их в комментариях и наши эксперты ответят на них.
Оцените автора
( 2 оценки, среднее 5 из 5 )
Ручная сварка листового металла? Вот Как!
Александр Берк
«Этот пост содержит партнерские ссылки, и я получу компенсацию, если вы совершите покупку после перехода по моим ссылкам».
Сварка листового металла с помощью сварочного аппарата немного сложнее, особенно при сварке тонких листов металла. Подвод тепла при сварке электродом, как правило, выше, чем при других процессах ручной сварки, так как же предотвратить выбросы и создать хороший сварной шов?
Сварка листового металла стержнем может быть выполнена путем сварки отрицательным электродом постоянного тока с током 20-40 А, что примерно соответствует наименьшей силе тока, которая все еще позволяет зажигать дугу
В этой статье я расскажу о пошаговом процессе сварки листового металла электродами, а также о электродах и настройках, которые могу порекомендовать. Будут дополнительные советы и пояснения, которые помогут вам лучше понять весь процесс. Так что, если я вызвал ваш интерес, продолжайте читать!
Будут дополнительные советы и пояснения, которые помогут вам лучше понять весь процесс. Так что, если я вызвал ваш интерес, продолжайте читать!
Когда использовать электродуговую сварку для листового металла
Для создания хорошего соединения между металлическими листами наиболее важна настройка. Сварка электродами, вообще говоря, представляет собой процесс сварки тупым предметом по сравнению со сваркой MIG или TIG. И если у вас есть полный спектр процессов на выбор, я бы посоветовал вам либо сварку TIG для более тонких листов металла, либо сварку MIG для сварки конструкционного типа. Вы можете прочитать об этом в других моих статьях о сварке TIG и сварке MIG.
Однако, если одно из нижеперечисленного описывает вашу текущую ситуацию, то сварка электродом является вполне приемлемым вариантом:
- При ограниченном бюджете: Сварка электродом — отличный процесс для начинающих, и хотя результаты могут не соответствовать другим процессам сварки, требования не такие суровые, как в промышленности. Так что, будь то из-за удобства или по соображениям бюджета, если сварочный аппарат — это единственное, что у вас есть, используйте его. Отлично подходит для простого ремонта своими руками или людей, которым нравится испытывать возможности своих машин.
- В полевых условиях: Ручная сварка хороша с точки зрения простоты, портативности и чувствительности к неблагоприятным условиям окружающей среды, таким как ветер или высокая влажность из-за дождя (Слово или предупреждение: сварка непосредственно под дождем опасна и не рекомендуется! Я имею в виду открытый коровник, например, с сухим полом (об опасности поражения электрическим током читайте здесь). Для ремонта таких предметов, как ржавый забор или какое-либо сельскохозяйственное оборудование, дуговая сварка удобна в переноске и не требует дополнительного газа, только источник питания. И вполне прощает остатки краски и ржавчины на материале.
 Так что, будь то из-за удобства или по соображениям бюджета, если сварочный аппарат — это единственное, что у вас есть, используйте его. Отлично подходит для простого ремонта своими руками или людей, которым нравится испытывать возможности своих машин.
Так что, будь то из-за удобства или по соображениям бюджета, если сварочный аппарат — это единственное, что у вас есть, используйте его. Отлично подходит для простого ремонта своими руками или людей, которым нравится испытывать возможности своих машин. Итак, если вы по-прежнему полны решимости продолжать и считаете сварку электродами лучшим вариантом для текущей работы, позвольте мне дать вам пошаговый подход.
Выбор правильного электрода
Поскольку есть несколько вариантов, я бы рекомендовал стержень E6011 или E6013. Преимуществом этих электродов является высокое содержание целлюлозы в покрытии, что делает их удобными в использовании.
| Электрод | Применение |
| E6011 | E6011 обычно используется в качестве универсального электрода для автомобильных кузовных мастерских и сельскохозяйственного оборудования из мягкой стали. Другие области применения включают судостроение, мосты, котлы, баржи, железнодорожные вагоны, трубы, рамы грузовиков, сосуды под давлением, резервуары для хранения и оцинкованную сталь. |
| E6013 | E6013 обычно используется для кузовов автомобилей, рам и кузовов грузовиков, декоративного железа, металлической мебели, сельскохозяйственных орудий, ограждений машин, резервуаров для хранения или везде, где важен или желателен внешний вид. |
Преимущество E6011 заключается в том, что вы получите меньший провис в сварном шве из-за более низкой скорости наплавки при использовании для сварки электродом. Однако по той же причине E6013 дает лучшие результаты при прогонке всего сварного шва от начала до конца. Высокая скорость осаждения позволяет ему проходить быстрее и снижает общее тепловложение по сравнению со стержнями E6011 или E6010.
Другим фактором является состояние свариваемого материала. Если на основном материале есть остатки краски или ржавчины, которые вы не можете очистить, лучшим выбором будет E6011. Помните, однако, что сварка грязных поверхностей приведет к худшим результатам. В частности, сварка поверх краски создает опасные пары, поэтому, если вы не можете этого предотвратить, создайте достаточную вентиляцию, чтобы уменьшить вред!
Что касается диаметра стержня: в идеале диаметр стержня должен быть меньше толщины листового металла.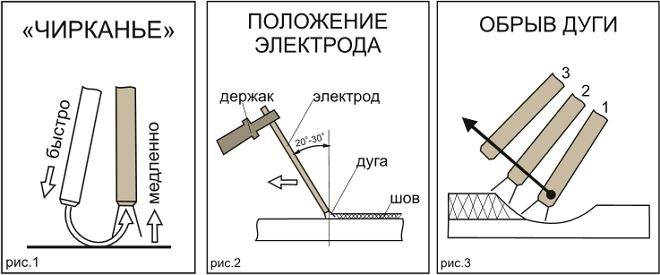 Удилище 1/16″ является хорошей отправной точкой. Однако с ними сложнее обращаться, чем с 1/8″. Преимущество малого диаметра заключается в том, что 1/16″ будет создавать дугу при гораздо меньших амперах и, следовательно, иметь меньший подвод тепла, что вызывает деформацию металлического листа.
Удилище 1/16″ является хорошей отправной точкой. Однако с ними сложнее обращаться, чем с 1/8″. Преимущество малого диаметра заключается в том, что 1/16″ будет создавать дугу при гораздо меньших амперах и, следовательно, иметь меньший подвод тепла, что вызывает деформацию металлического листа.
Настройка сварочного аппарата для сварки листового металла
Сварка листового металла Отрицательный электрод постоянного тока (DCEN) является наилучшей настройкой из-за более высокой скорости наплавки. А DCEP имеет более глубокое проникновение в основной материал, чего мы также хотели бы избежать. Таким образом, это означает, что мы присоединяем вилку зажима электрода к выходному отверстию с маркировкой «-» на сварочном аппарате.
Брэндон Лунд создал очень хорошее сравнительное видео, чтобы визуализировать различия между DCEN и DCEP для электродов 1/16″ (см. ниже). Он показывает разницу в проплавлении и лучшую текучесть электрода E6013 по сравнению с электродом E6011.
 youtube.com/embed/jj7uCglBFAc?feature=oembed” frameborder=”0″ allow=”accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture” allowfullscreen=””/> Сравнительное видео для DCEN и DCEP сварки листового металла.
youtube.com/embed/jj7uCglBFAc?feature=oembed” frameborder=”0″ allow=”accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture” allowfullscreen=””/> Сравнительное видео для DCEN и DCEP сварки листового металла.Относительно настроек: На упаковке электродов указана рекомендуемая сила тока. Однако, в зависимости от того, насколько тонкие листы, вы хотите соединиться. Даже более низкая настройка может привести к тому, что вы прожжете материал. Поэтому, если вы прожигаете материал, несмотря на достаточно быстрое перемещение электрода, рассмотрите возможность уменьшения настроек A до 20-40A.
В этот момент нужно найти золотую середину, где ваш сварочный аппарат все еще зажигает дугу, и минимально возможное количество тепла, чтобы не прожечь лист. К сожалению, из-за большого разнообразия оборудования я не могу быть более точным. Функция горячей дуги на вашем сварочном аппарате позволит вам начать с более низких настроек, поэтому это зависит от вашего аппарата.
Позвольте мне помочь вам улучшить вашу сварку!
Подпишитесь на мой еженедельный информационный бюллетень и получайте полезные советы, инструменты и теоретические сведения о сварке и соединении.
Советы и устранение неполадок
- Электрод слишком сильно скручивается вверх и вниз: Поддерживайте электрод немного ближе к сварочной ванне или используйте наполовину использованные электроды, чтобы лучше попадать в цель.
- Дуга не зажигается: Попробуйте очистить поверхность материала или постепенно увеличивать силу тока.
- Прожигание сквозных отверстий: Быстрее перемещайте горелку или постепенно уменьшайте силу тока. Другими шагами являются получение меньшего диаметра электрода и уменьшение зазора между листами. Также попробуйте использовать метод сшивания листов. Этого подключения может быть достаточно для приложения. Снижение тепловложения с помощью меньшего размера сварного шва может очень помочь.
- Деформация листа: Хорошо прижмите лист к сварочному столу или другому прочному металлическому предмету. Зажатие поможет как в качестве механического противодавления, так и в качестве теплоотвода для поглощения энергии доступа. Рассмотрите возможность постепенного уменьшения настроек. Увеличьте скорость движения. Выберите стержень меньшего диаметра для электрода.

Заключительные мысли
Склеивание листового металла, особенно для более тонких листов, несколько сложнее по сравнению с альтернативными способами сварки TIG и сварки MIG. Однако я надеюсь, что статья побудила вас попробовать, так как это определенно возможно при правильной настройке. Скорее всего, результаты будут чуть менее презентабельными по сравнению с конкурентами, но шов должен быть прочным, и сварка электродом справится со своей задачей.
В случае частой сварки листового металла электродами, однако ваш сварочный аппарат не имеет функции горячего пуска, рассмотрите возможность модернизации до сварочного аппарата, который позволяет выполнять сварку в более «холодном» режиме.
Время для прямой обратной связи: насколько хорошо я ответил на ваш вопрос? *
- 1 – Есть решение!
- 2 – Узнал что-то новое
- 3 – Не совсем
- 4 – Совсем нет
Мы очень ценим ваши отзывы!
Отметьте свой рейтинг! (необязательно)
Если вам понравилась эта статья, посмотрите другие мои статьи, которые я написал на эту тему!
«Этот пост содержит партнерские ссылки, и я получу компенсацию, если вы совершите покупку после перехода по моим ссылкам».
Александр Берк
Немного о себе: Я сертифицированный международный инженер по сварке (IWE), работавший в различных проектах по сварке TIG, MIG, MAG и контактной точечной сварке. В последнее время он работал инженером-технологом по процессам лазерной и TIG-сварки.
Чтобы ответить на некоторые вопросы, которые мне часто задавали или задавались во время работы, я завел этот блог. Это стало чем-то вроде любимого проекта, так как я хочу узнать больше о сварке. Я искренне надеюсь, что это поможет вам улучшить ваши результаты сварки так же, как помогло улучшить мои.
Это стало чем-то вроде любимого проекта, так как я хочу узнать больше о сварке. Я искренне надеюсь, что это поможет вам улучшить ваши результаты сварки так же, как помогло улучшить мои.
Последние сообщения
Пожалуйста, включите JavaScript в вашем браузере, чтобы заполнить эту форму. Время для прямой обратной связи: насколько хорошо я ответил на ваш вопрос? *- 1 – Есть решение!
- 2 – Узнал что-то новое
- 3 – Не совсем
- 4 – Совсем нет
Мы очень ценим ваши отзывы!
Отметьте свой рейтинг! (необязательно)
Если вам понравилась эта статья, посмотрите другие мои статьи, которые я написал на эту тему!
TIG200-D Инверторный сварочный аппарат TIG 200 А
Обзор плюс
PrimeWeld TIG200-D 200-амперный инверторный сварочный аппарат TIG TIG предлагает входное питание двойного напряжения 120/240 В, что позволяет сваривать практически где угодно. Когда вы будете готовы добавить красоту, силу и мастерство настоящей сварки TIG в свой цех, этот аппарат для сварки TIG и электродуговой сварки постоянным током на 200 ампер станет самым экономичным способом сделать это.
Когда вы будете готовы добавить красоту, силу и мастерство настоящей сварки TIG в свой цех, этот аппарат для сварки TIG и электродуговой сварки постоянным током на 200 ампер станет самым экономичным способом сделать это.
Удобство дуговой сварки и качество TIG
Этот сварочный аппарат TIG с инвертором на МОП-транзисторах выдает 190 ампер при подключении к сети 240 В, что достаточно для сварки стали толщиной 7/16 дюйма за один проход. Режим Stick производит 185 ампер. При работе на входе 120 вольт функция TIG выдает 145 ампер, а сторона палки выдает 140 ампер.
Нижний предел мощности 10 ампер для любого процесса является достаточно мягким нагревом для сварки листового металла 24-го калибра. Для дополнительного контроля нагрева PrimeWeld включает ножную педаль, чтобы избежать перегрева заготовки, важной части сварки листового металла.
Дополнительные функции для этого сварочного аппарата для сварки TIG на 200 А
Регулируемый постпоток : Этот аппарат для сварки TIG на 200 А не только упрощает использование дуговой сварки, но также включает регулируемый постпоток для защитного газа. TIG200-D устанавливает продувку газа на 2 или 5 секунд нажатием переключателя. При работе с низкими уровнями тока переведите переключатель в положение 2S в течение 2 секунд потока, а при работе с высоким током переключите переключатель 2S/5S в течение 5 секунд постпотока.
TIG200-D устанавливает продувку газа на 2 или 5 секунд нажатием переключателя. При работе с низкими уровнями тока переведите переключатель в положение 2S в течение 2 секунд потока, а при работе с высоким током переключите переключатель 2S/5S в течение 5 секунд постпотока.
Быстрая смена процессов: Вы можете выбрать, какой процесс сварки вы используете, простым переключением переключателя с MMA на TIG и быстрой сменой проводов.
Усовершенствованный источник питания: Этот аппарат для сварки TIG с инвертором MOSFET обеспечивает ровную дугу независимо от того, какой процесс вы используете защитите свои инвестиции от повреждений из-за перегрева или скачков тока.
Цифровой дисплей: Работать в каске и защитном снаряжении при дыме, искрах и изменении освещения достаточно сложно. Цифровой индикатор позволяет быстро, точно и эффективно отслеживать текущие уровни. Больше не нужно щуриться, чтобы понять, насколько горяча ваша рабочая среда.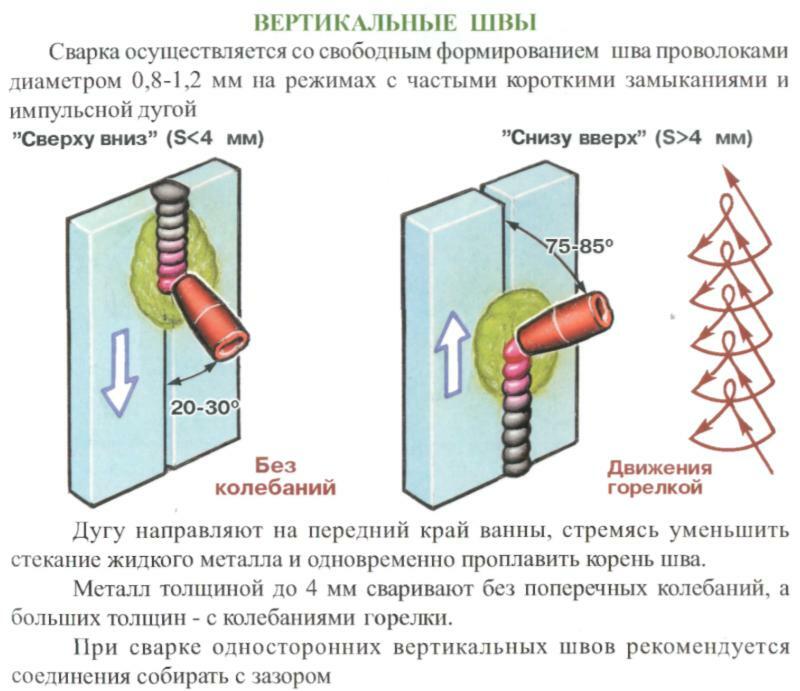
Высокочастотный запуск дуги: Аппарат TIG200-D оснащен высокочастотным бесконтактным запуском, что позволяет сохранить вольфрамовый электрод и расходные материалы, избегая загрязнения сварочной ванны сварочным электродом. материал электрода.
Ножная педаль управления нагревом: Попробуйте найти другой сварочный аппарат TIG на 200 А с технологией MOSFET, двойным входным напряжением, высокочастотным запуском дуги И НОЖНОЙ ПЕДАЛЬЮ УПРАВЛЕНИЯ НАГРЕВОМ по этой цене!
Даже если вы сможете найти устройство со всем этим от другого производителя, только PrimeWeld TIG200-D поставляется с Legendary PrimeWeld Support
Беспроблемная 3-летняя гарантияСлужба поддержки клиентов PrimeWeld предоставляет знающих легко связаться, дать отличный совет и знать, что нужно, чтобы сохранить сварку.
СКАЧАТЬ PDF
РУКОВОДСТВО ПОЛЬЗОВАТЕЛЯ И ИНСТРУКЦИИ ПО БЕЗОПАСНОСТИ
Информация о гарантии
3-летняя гарантия
PrimeWeld предлагает беспроблемную 3-летнюю гарантию. * Нажмите здесь, чтобы узнать больше.
* Нажмите здесь, чтобы узнать больше.
Служба поддержки клиентов
Служба поддержки клиентов, запасные части, техническая поддержка находятся в США.
Щелкните здесь, чтобы позвонить нам по телефону (856) 500-2000.
Особенности плюс
Инверторный сварочный аппарат TIG на 200 А Особенности:
- Двойной вход 120/240 В
- MOSFET Инвертор питания
- Сварочный аппарат постоянного тока (MMA)
- Сварочный аппарат TIG постоянного тока (GTAW-PD)
- Начало сварки из коробки
ЗАЩИТНЫЕ ХАРАКТЕРИСТИКИ:
- Холодный электрод
- Защита от перегрузки по току
- Защита от перегрева
- Защита от скачков напряжения
ХАРАКТЕРИСТИКИ TIG (GTAW):
- Высокочастотный запуск дуги
- Последующая подача защитного газа
- Переключатель постпотока 2S/5S
- Ножная педаль в комплекте!
STICK ARC (MMA) ХАРАКТЕРИСТИКИ:
- Качественный 10-футовый зажим
- Переход с TIG на Stick с помощью переключателя
ЭКСПЛУАТАЦИОННЫЕ ХАРАКТЕРИСТИКИ:
- Соединители Dinse
- Цифровой индикатор мощности
- Встроенный соленоид защитного газа
- Переключатель TIG/MMA (стержень)
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ:
Размер выключателя:
Выходная мощность TIG в амперах:
- 120 вольт: 10-145 ампер
- 240 вольт: 10-190 ампер
Мощность дуги в амперах:
- Дуга 120 В: 10–140 А
- Arc 240 вольт: 10-185 ампер
Рабочий цикл TIG постоянного тока:
- 60 % при макс. номинальной мощности (120/240 В)
- 100 процентов при 112 А (120 В)
- 100 процентов при 147 А (240 В)
 номинальной мощности (120/240 В)
номинальной мощности (120/240 В)Ручка рабочего цикла (ММА): 9 шт.0087
- 60 процентов при макс. номинальном (120/240 В)
- 100 процентов при 108 А (120 В)
- 100 процентов при 143 А (240 В)
Постпоток газа:
- Низкий ток 2 секунды
- Высокий ток 5 секунд
Вес:
- 23 фунта
Технические характеристики плюс
Таблица технических характеристик
| Параметр | ТИГ200Д | |
|---|---|---|
| Процесс сварки | DC GTAW DC-SMAW | |
| Инверторный тип | МОП-транзистор | |
| Входное напряжение | 1 фаза переменного тока, 110 В +/- 15 % | 1 фаза переменного тока, 220 В +/- 15 % |
| Входная частота | 50/60 Гц | 50/60 Гц |
Входной разъем типа Предварительно смонтированный для NEMA 6-50P *для предусмотрен адаптерот NEMA 6-50 до NEMA 5-15 (для работы от 220 В или 110 В) | 5-15P НЭМА *См. | 6-50P НЭМА |
| Номинальный входной ток | ТИГ: 35,7 А ММА: 55,8 А | ТИГ: 26А ММА: 39,5 А |
ТИГ: 15,8 В ММА: 25,6 В | ТИГ: 17,6 В ММА: 27,4 В | |
| Номинальный выходной ток | ТИГ: 145А ММА: 140А | ТИГ: 190А ММА: 185А |
| Напряжение холостого хода | 56,0 В | |
| Зажигание дуги (ВИГ) | Высокочастотный пуск (ВЧ-старт) | |
| Рабочий цикл | См. таблицу рабочих циклов | |
| Потребляемая мощность без нагрузки | 40 Вт | |
| Эффективность | >=80% | |
| Коэффициент мощности | 0,73 | |
| Класс изоляции | Ф | |
| Класс защиты от проникновения пыли (IP) | ИП21 | |
| Вес | 10,4 кг / 22,9 фунта | |
| Габаритные размеры | 405 x 214 x 337 мм / 15,9 x 8,4 x 13,3 дюйма | |
| Пульт дистанционного управления | Дополнительно | |
| Зависит от процесса сварки | ||
| Газ: постпоток | от 2 до 5 с | |
 примечание
примечаниеВходное напряжение и рабочий цикл
| Тип сварки | Входное напряжение | Рабочий цикл |
|---|---|---|
| ТИГ | 110 В | 145 А/15,8 В при 60 % |
| 112 А/14,5 В при 200 % | ||
| 220 В | 190 А/17,6 В при 60 % | |
| 147 А/15,9 В при 100 % | ||
| Палка | 110 В | 140 А/25,6 В при 60 % |
| 108 А/24,3 В при 100 % | ||
| 220 В | 185 А/27,4 В при 60 % | |
| 143 А/25,7 В при 100 % |
*примечание: все значения даны при 25°C
Что включено плюс
Инвертор TIG200-D, 200 А, сварочный аппарат TIG В комплекте:
- Горелка TIG wp-17 с кабелем длиной 13 футов
- Зажим заземления с 12-футовым кабелем
- Держатель электрода с 12-футовым кабелем
- Адаптер питания с 220 В на 110 В
- Маска для рук и молотковая щетка
- Аргоновый шланг
- Ножная педаль управления силой тока с кабелем длиной 16,40 футов
- Руководство пользователя
Как использовать плюс
Как использовать
Установка для сварки TIG на постоянном токе
- Включите аппарат с помощью кнопки ВКЛ/ВЫКЛ на задней панели аппарата.
- Выберите функцию TIG с помощью селекторного переключателя TIG/MMA.
- Подсоедините разъем горелки ВИГ к клемме горелки ВИГ и затяните его.
- Подсоедините разъем кабеля заземления к положительной клемме и затяните его.
- Подсоедините провод дистанционного управления ножной педалью к 5-контактному разъему. Или подключите провод выключателя горелки к 5-контактному разъему.
- Подсоедините газовый регулятор (не входит в комплект) к баллону и подсоедините газовую линию к регулятору.
- Осторожно откройте вентиль газового баллона. Установите расход на 15-25CFH (7-12LMN).

Селекторные переключатели плюс
Селекторные переключатели
- ВКЛ/ВЫКЛ : Этот переключатель включает машину при включении и выключает машину при переключении в положение выключения. ПРИМЕЧАНИЕ. Переключатель включения/выключения находится на задней панели TIG200D.
- MMA/TIG : Обеспечивает выбор режимов сварки TIG или SMAW (Stick).
