сварной шов и тонкости подводной технологии
С появлением объектов жизнедеятельности человека, которые располагаются на водоемах – трубопроводов, мостов, причалов – появилась необходимость их обслуживания и ремонта. Для ремонта подводного металлического оборудования и конструкций часто используется сварка.
Каким бы странным это ни казалось, она успешно работает в условиях, где на первый взгляд ничего гореть не может, в том числе и сварочная дуга. На самом деле дуга горит, хоть и под водой, но в среде газа. А вот природа этого газа может быть различна, и зависит она от технологии и способов подводной сварки.
Сухой и мокрый способ
Подводная сварка может производиться двумя способами:
- сухим;
- мокрым.
Разница между способами улавливается уже в названии, но нюансов гораздо больше.
Сухой способ представляет собой сварку в искусственной созданной воздушной среде, то есть когда электрод и свариваемые детали полностью находятся в среде воздуха или иного газа.
Для этого применяют специальные камеры, боксы, которые могут быть настолько велики, что и сварщик, находясь внутри, производит работы по технологии практически ничем не отличающиеся от сварки на воздухе.
При использовании мокрого способа деталь, электрод, а зачастую и сварщик, и все остальное оборудование находится в воде, что, несомненно, осложняет производство работ.
Для сварки под водой от сварщика требуется высокая квалификация, к тому же еще необходимы навыки водолаза. Этот способ стоит рассмотреть подробнее, потому что при нем и используются все принципы подводной сварки.
В результате сварки обоими способами шов получается разного качества. При использовании мокрого способа качество ниже. Но, в отличие от сухого, этот способ требует меньших затрат на оборудование и занимает меньше времени.
Технология
Суть такого явления, как сварка под водой, объясняется тем, что при горении дуги, выделяется газ, который образует пузырь.
В результате все тепло, выделяемое ею, расходуется на разогрев и плавление металла, который активно сопротивляется этому, охлаждаясь постоянно окружающей водой.
Температура ее в отдельных случаях может доходить и до отрицательных значений, если вода насыщена достаточным количеством солей.
Газ, выделяемый при горении дуги, частично является продуктом сгорания металлов. Некоторая его доля (водород и кислород) образуюся при разложении воды под действием электрического тока и высокой температуры.
Пузыри газа постоянно стремятся вверх, обладая меньшим весом и плотностью, чем вода, а в зоне сварки постоянно образуется новая порция газа.
Форма шва
Из-за всплывающего в беспорядочном движении газа, а также из-за продуктов сгорания, находящихся в нем (сажи, дыма), видимость в зоне сварки сильно затруднена.
Это обстоятельство определяет особенности конструкции швов при сварке под водой. Они производятся в виде тавров, то есть, когда соединяемые детали располагаются относительно друг друга под углом, близким к прямому. Если же соединяемые детали должны располагаться в одной плоскости, то сваривают их не встык, а внахлест.
Они производятся в виде тавров, то есть, когда соединяемые детали располагаются относительно друг друга под углом, близким к прямому. Если же соединяемые детали должны располагаться в одной плоскости, то сваривают их не встык, а внахлест.
Эти виды швов дают возможность работать электродом под водой даже при отсутствии достаточной видимости, ориентируясь по кромке соединяемых деталей, как бы «на ощупь».
Напряжение и ток
Напряжение, при котором производят сварку под водой, должно быть достаточно высоким, обеспечивающим устойчивое горение дуги. Как правило, оно варьируется в пределах 30-35 В.
Для подачи такого напряжения на глубину, требуются сварочные аппараты, способные «выдавать» напряжение 80-120 В и сварной ток 180-220 А. Подводная сварка может производиться как постоянным, так и переменным током, но лучшие результаты получаются при использовании постоянного тока.
При увеличении глубины, на которой производятся сварочные работы, интенсивность горения дуги, а так же качество получаемых швов не изменяется.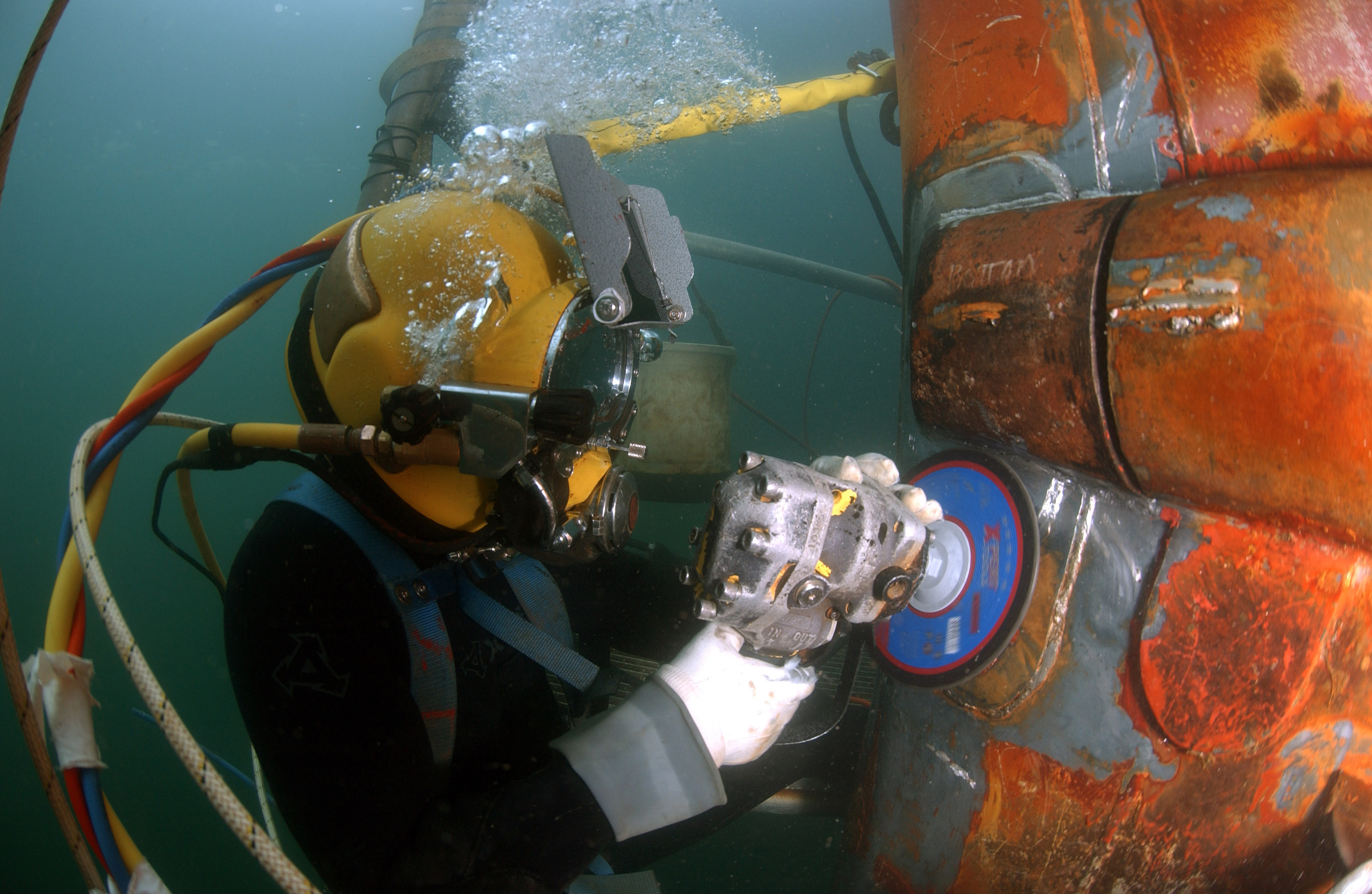 Необходимо только повышение напряжения для устойчивого горения. Поэтому возможности сварки под водой технически ничем не ограниченны. Предел глубины устанавливается только возможностями человеческого организма сварщика и устойчивостью оборудования для подводного использования.
Необходимо только повышение напряжения для устойчивого горения. Поэтому возможности сварки под водой технически ничем не ограниченны. Предел глубины устанавливается только возможностями человеческого организма сварщика и устойчивостью оборудования для подводного использования.
Полуавтоматический способ
В силу того, что во время сварки в воде присутствует большое количество водорода, шов получается пористым. Одновременно отрицательное действие оказывает усиленное охлаждение материала водой.
Шов получается хрупким, неустойчивым на изгиб. Для получения удовлетворительного результата приходится при расчете конструкций учитывать большой запас прочности и надежности.
Сварка под водой в среде аргона не дает ощутимого эффекта, так как лишь немного снижает содержание водорода в шве.
Хороший результат дает применение полуавтоматической сварки с применением порошковой проволоки. Она имеет меньший диаметр, чем электрод.
При сварке полуавтоматом можно организовать постоянную и непрерывную механизированную подачу проволоки, что в сочетании с применением неплавящихся электродов позволит получить однородные швы большой длины.
Сварочная проволока не имеет покрытия, и поэтому контролировать процесс сварки под водой становится легче.
Материалы и оборудование
Силовое оборудование для сварки под водой – трансформаторы, преобразователи – могут ничем не отличаться от применяемых для обычной сварки. Исключение составляют конструкции, работа которых предусмотрена на большой глубине. Иногда изменена система охлаждения таких аппаратов.
Шланги и кабели
Шланги и кабели необходимо тщательно подбирать и проверять их целостность. Это необходимость обусловлена как требованиями электробезопасности, так и технологией производства работ.
Сварка очень часто проводится в морской воде, содержание солей в которой высоко. Такая вода является хорошим проводником электричества, поэтому при негерметичных кабелях возможна его утечка, что может оказать отрицательное воздействие на качество дуги.
Скафандр
Очевидно, что для защиты сварщика необходимо подводное снаряжение. Для работы на большой глубине костюм или скафандр может быть металлическим. Здесь кроется очередной подвох.
Для работы на большой глубине костюм или скафандр может быть металлическим. Здесь кроется очередной подвох.
В соленой воде дуга может загореться на приличном расстоянии от металла, даже не касаясь его. А так как в воде может установиться положительная проводимость между свариваемой деталью и скафандром сварщика, то при небольшом расстоянии между электродом и скафандром может возникнуть разряд.
Электроды и проволока
Отдельного внимания заслуживают электроды для подводной сварки. Они должны быть выполнены из материала, не подверженного воздействию воды. Сварка под водой производится электродами из малоуглеродистой стали.
Обмазка покрывается специальными составами, препятствующими ее разрушению длительное время, создавая на поверхности водонепроницаемый слой.
В качестве таких составов могут применяться парафин, воск, растворенный в ацетоне целлулоид. Диаметр электродов для подводной сварки 4-6 миллиметров. Существуют специальные марки – Св-08, Св-08А, Св-08ГА, Св-08Г2.
Диаметр электродов для подводной сварки 4-6 миллиметров. Существуют специальные марки – Св-08, Св-08А, Св-08ГА, Св-08Г2.
При сварке полуавтоматом используется сварочная проволока следующих марок – СВ-08Г2С, ППС-АН1.
Затрудненные условия производства работ требуют правильной организации рабочего места, и соблюдения всех мер безопасности. Рабочее место должно быть выбрано таким образом, чтобы волны и течения не оказывали помех сварщику.
Рядом с местом работ не должно быть плавающих незакрепленных предметов. Смена электродов должна производиться только при выключенном питании.
Соблюдение всех правил и технологии подводных сварочных работ позволит получить отличные результаты при устройстве и ремонте гидросооружений, судов, монтаже подводного оборудования.
получение водорода в ходе электролизного процесса и технология сваривания
В условиях ужесточения экологических требований к промышленным процессам проводятся работы по поиску безвредных видов топлива. Не остались без внимания и сварочные работы с использованием в качестве основных источников энергии горючих газов – пропана, ацетилена и других. В результате исследований оказалось возможным заменить их водородом, или, вернее смесью из водорода и кислорода.
Не остались без внимания и сварочные работы с использованием в качестве основных источников энергии горючих газов – пропана, ацетилена и других. В результате исследований оказалось возможным заменить их водородом, или, вернее смесью из водорода и кислорода.
Получение водорода
Водород можно получить при помощи электролиза воды, точнее, щелочного раствора гидроксида натрия (каустической соды, едкого натра, это все названия одного и того же вещества). Гидроксид добавляют в воду для ускорения реакции.
Для получения водорода достаточно опустить в раствор два электрода и подать на них постоянный ток. В ходе электролизного процесса на положительном электроде будет выделяться кислород, на отрицательном – водород. Объем выделяемого водорода будет в два раза больше, чем объем выделяемого кислорода.
В химическом выражении реакция выглядит следующим образом:
2H2O=2H2+O2
Остается технически разделить эти два газа и воспрепятствовать их смешиванию, поскольку в результате образуется смесь, обладающая огромной потенциальной энергией.
Для сварки водород получают при помощи специальных аппаратов – электролизеров. Для их питания необходимо электричество напряжением от 230 В. Электролизеры, в зависимости от конструкции, могут работать на трехфазном токе и на однофазном.
Преимущества и недостатки
В результате сгорания водорода не образуется никаких вредных веществ, в отличие от случаев, когда для сварки используется ацетилен. Происходит это потому, что при сгорании водорода в среде кислорода, образуется вода, точнее водяной пар, который не содержит никаких вредных примесей.
Температура пламени водородно-кислородной смеси может регулироваться в пределах 600-2600 °C, что позволяет сваривать и резать даже самые тугоплавкие материалы.
Для получения водорода в качестве сырья используется только вода и электроэнергия, что делает стоимость работ низкой по сравнению с другими видами сварки.
Все вышеперечисленные свойства позволяют использовать водородную сварку в замкнутых пространствах, помещениях с плохой вентиляцией, в колодцах, тоннелях, подвалах домов.
Стоит отметить и такое преимущество водородной сварки, как возможность смены сопла горелки. Водород поддерживает пламя практически любой конфигурации и размера.
Использовать тонкую струю газа, дающую пламя не толще швейной иглы, можно даже при работе с ювелирными изделиями из драгоценных металлов. Для тонкого пламени не требуется наличие дополнительного кислорода, достаточно растворенного в воздухе.
Генератор водорода бытового назначения
Недостатком водородной сварки можно считать зависимость ее от наличия источника электроэнергии, необходимой для получения водорода. Использование баллонов с водородом не допускается по причине опасности их транспортировки и эксплуатации.
Атомно-водородный способ
Одной из разновидностей сварки, в которой задействован водород, является атомно-водородная сварка. Процесс ее основан на явлении диссоциации (распада) молекулярного водорода на атомы.
Для распада, молекула водорода должна получить значительное количество тепловой энергии. Атомное состояние водорода настолько неустойчиво, что длится лишь доли секунды. А далее происходит восстановление водорода из атомного в молекулярный.
Атомное состояние водорода настолько неустойчиво, что длится лишь доли секунды. А далее происходит восстановление водорода из атомного в молекулярный.
При восстановлении выделяется большое количество теплоты, которую и используют при атомно-водородной сварке для разогрева и плавления свариваемых деталей из металла.
На практике весь процесс реализуется при помощи электросварки с двумя неплавящимися электродами. Для получения необходимого тока, возбуждающего дугу, может использоваться обычный сварочный аппарат. А вот держатель или горелка имеют необычную конструкцию.
Электроды и горелка
Электроды с горелкой, в которую подается водород, расположены под углом друг к другу. Дуга возбуждается между этими двумя электродами. Водород, или азотно-водородная смесь, подаваемые в зону дуги, под воздействием высокой температуры переходят в состояние атомарного водорода.
Далее при возвращении в молекулярную форму, водород отдает тепло, создающее температуру, которая в сумме с температурой дуги может достигать 3600 °C.
Поскольку диссоциации происходит с поглощением тепла (водород оказывает охлаждающее влияние), то напряжение для разжигания дуги должно быть достаточно высоким – около 250-300 В. в дальнейшем напряжение можно понизить до 60-120 В, и дуга при этом может отлично гореть.
Интенсивность горения будет зависеть от расстояния между электродами и количества водорода, подаваемого в зону сварки.
Горение дуги
Разжигание дуги производится кратковременным замыканием электродов между собой или на графитовой пластинке при обдувании электродов газом. После разжигания дуги, расстояние до свариваемых деталей поддерживается в пределах 5-10 мм.
Если дуга не касается свариваемого металла, она горит равномерно и устойчиво. Ее называют спокойной. При малых расстояниях, до детали, когда пламя дуги почти касается детали, образуется сильный резкий звук. Такая дуга называется звенящей.
Такая дуга называется звенящей.
Технология сварки сходна с технологией обычной газовой.
Сварка с применением атомно-водородного метода была придумана и исследована в 1925 году американским ученым Лангмюром. В процессе исследований вместо дуги использовалась теплота от горения вольфрамовой нити, через которую пропускался водород.
В бытовых условиях
Для использования водородной сварки в быту необязательно покупать аппараты для получения водорода. Они, как правило, обладают большой производительностью и мощностью. К тому же, такие генераторы громоздкие и дорогие.
В бытовых условиях часто требуются небольшие объемы сварочных работ, поэтому оборудование для водородной сварки целесообразно изготовить самостоятельно.
Питание и рабочая жидкость
Питание можно подавать от автомобильного зарядного устройства или от самодельного выпрямителя, который можно изготовить, имея подходящий трансформатор и несколько полупроводниковых диодов.
В качестве рабочей жидкости должен использоваться раствор гидроокиси натрия. Он будет являться лучшим электролитом, чем простая вода. По мере уменьшения уровня раствора, необходимо просто добавлять воду. Количество гидроксида натрия будет всегда постоянно.
Корпус и трубки
В качестве корпуса для генератора водорода можно использовать обычную литровую банку с полиэтиленовой крышкой. В крышке необходимо просверлить отверстия под диаметр стеклянных трубок.
Трубки будут использоваться для отвода образующихся газов. Длина трубок должна быть достаточной для того, чтобы нижние концы были погружены в раствор.
Внутри трубок должны быть размещены электроды, по которым подается постоянный ток. Места прохода трубок через крышку необходимо загерметизировать любым силиконовым герметиком.
Отвод водорода
Из трубки, в которой находится отрицательный электрод, будет выделяться водород. Необходимо предусмотреть возможность отвода его при помощи шланга.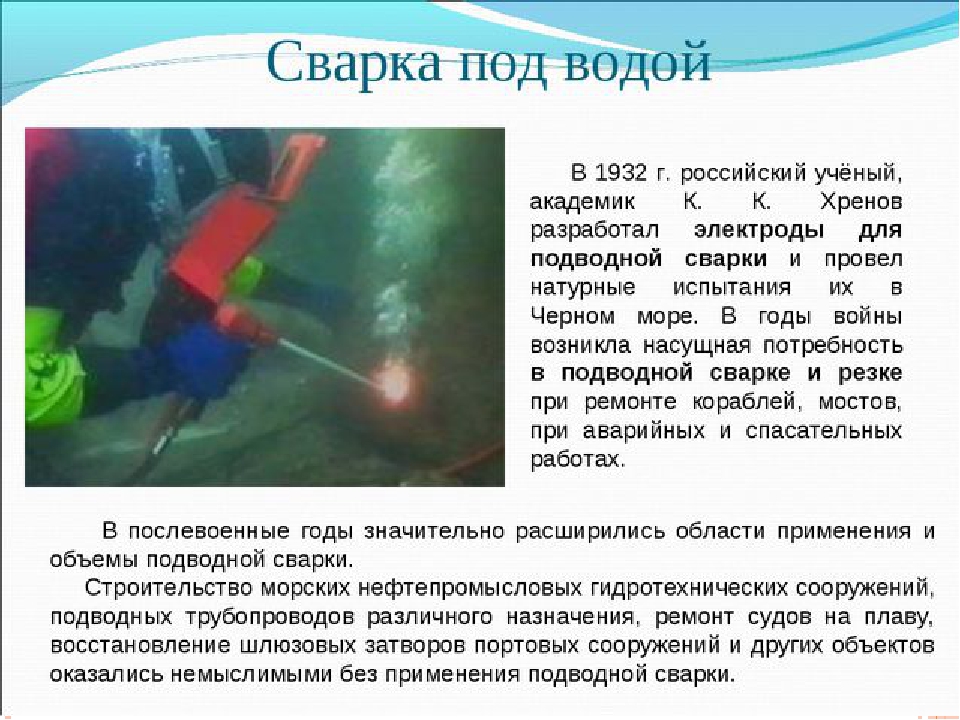 Отводить водород необходимо через гидрозатвор.
Отводить водород необходимо через гидрозатвор.
Он представляет собой еще одну полулитровую банку с водой, в крышку которой вмонтированы две трубки. Одну из них, по которой подается водород от генератора, погружают в воду. Вторая выводит прошедший через воду водород из затвора и через шланги или эластичные трубки подает к горелке.
Водяной затвор необходим для того, чтобы пламя от горелки не прошло в генератор при падении давления водорода.
Горелка
Горелку можно сделать из иглы от медицинского шприца. Толщина ее должна быть 0,6-0,8 мм. Для держателя иглы можно приспособить подходящие пластиковые трубки, части корпусов шариковых ручек, автоматических карандашей. Необходимо предусмотреть и подвод к горелке кислорода от генератора.
Интенсивность образования водорода и кислорода в генераторе будет зависеть от величины подаваемого напряжения. Поэкспериментировав с этими параметрами, можно достичь температуры пламени горелки 2000-2500 °C.
Изготовленный своими руками аппарат, выполняющий водородную сварку, возможно с успехом применять для резки или для соединения сваркой либо пайкой различных мелких деталей из черного и цветного металла. Это может понадобиться при ремонте различных предметов домашнего обихода, деталей автомобилей, различных металлических инструментов.
Сварка под водой или подводная сварка
В основе дуговой подводной сварки лежит устойчивый принцип горения в газовом пузыре, который имеет место при сильном охлаждении окружающей среды. Образование пузыря становится возможным посредством улетучивания и деления газов, воды жидких металлов. Около горящей дуги происходит выделение значительного числа газов. Это вызывает частичное выделение газов в виде пузырьков. Вода, в свою очередь, в дуге делится на водород и кислород. Кислород вместе с металлом образуют окислы.
Чем объясняется стабильное горение под водой? Такое явление основывается на принципе минимума энергии Штеенбека – относительное охлаждение любого элемента дуги возмещается увеличением уровня энергии, которая выделяется на участке. Компенсирование тепловых потерь происходит под высоким напряжением (35 вольт).
Компенсирование тепловых потерь происходит под высоким напряжением (35 вольт).
Сварка под водой выполняется с использованием постоянного и переменного тока. Постоянный ток делает дугу намного устойчивей, нежели, переменный.
История открытия подводной сварки
Доказательства горения дуги под водой, с теоретической точки зрения, было известно еще в 80 годах XIX столетия. А вот практическое обоснование было продемонстрировано в 1932 году советским инженером К.К. Хреновым. Середина 30 годов ознаменовалась использованием ручной дуговой сварки для множества работ. Такой вид применялся для ремонта парохода, носивший название «Уссури».
Особенности сварки под водой
Людям далеких от такой сферы деятельности подобный процесс кажется удивительным, и непонятным. Также он противоречит законам физики, однако, именно эта особенность дает право сварки на существование. За счет испарения воды и выделения газа образуется пузырь, в котором и происходит горение дуги. Без сомнения, подводный способ характеризуется повышенными требованиями к изоляции: Как известно, любая вода, в том числе и морская выступает отличным проводником. Поэтому для того чтобы не допустить потери электричества все провода нуждаются в тщательном изолировании. Подобные требования выдвигаются и к технике безопасности.
Без сомнения, подводный способ характеризуется повышенными требованиями к изоляции: Как известно, любая вода, в том числе и морская выступает отличным проводником. Поэтому для того чтобы не допустить потери электричества все провода нуждаются в тщательном изолировании. Подобные требования выдвигаются и к технике безопасности.
Применение подводной сварки
Подводная сварка нашла применение в следующих сферах:
- в строительстве гидротехнических сооружений;
- возведение подводной части трубопроводных, судовых и других конструкций.
Разновидность сварки под водой
На сегодня известно четыре основных способа подводной сварки:
- в сухой глубоководной камере;
- в рабочей камере;
- в портативном сухом боксе;
- мокрая сварка.
Процесс подводной сварки в сухой обстановке
Такая разновидность предполагает содержание в камере не только сварщика, но и сварного узла. Процесс сваривания в глубоководной камере характеризуется высоким качеством сварных швов. Однако, используемые камеры крупные и массивные. Для ее сооружения потребуется большое количество дополнительных денежных средств и вспомогательного оборудования. Для того чтобы создать естественную среду, камера непосредственно устанавливается на места, где будут соединяться трубы. После помещения уплотнений между трубой и камерой, а также пневматической заглушки, происходит вытеснение морской воды с помощью газа. После того как вода была вытеснена сварка выполняется в сухой среде.
Однако, используемые камеры крупные и массивные. Для ее сооружения потребуется большое количество дополнительных денежных средств и вспомогательного оборудования. Для того чтобы создать естественную среду, камера непосредственно устанавливается на места, где будут соединяться трубы. После помещения уплотнений между трубой и камерой, а также пневматической заглушки, происходит вытеснение морской воды с помощью газа. После того как вода была вытеснена сварка выполняется в сухой среде.
Понятие «сварка в сухой среде» означает процесс сваривания, который происходит под высоким давлением и в абсолютно изолированной среде от воды.
Сухая гидросварка
Для выполнения такой разновидности сварки, прежде всего, должна присутствовать стабильная сухая газовая среда вокруг мест сваривания и сварочной головки. Это становится возможным за счет использования специальных камер, изготовленных на заказ или невесомых портативных боксов. Что характерно, в этих случаях полуавтоматическая сварка, основываясь, на работу электродной проволоки происходит в сухой среде.
Мокрая сварка под водой
Она может быть выполнена в двух режимах:
- ручном;
- полуавтоматическом.
Соединение ручной сваркой может быть выполнено внахлестку, угловым, иногда стыковым, но чаще всего используется способ опирающегося электрода. Горение дуг при таком способе характеризуется устойчивостью. Подобным способом можно заварить швы, не завися от пространственного положения. Многообещающим выступает полуавтоматический вариант, в котором комбинируется механическая подача проволоки в зону дуги с подвижностью и глобальностью ручного варианта. За счет механической подачи проволоки становится возможным длительное время выполнять подводную сварку без перерывов.
изготовление горелки своими руками и электролизный сварочный аппарат
На чтение 7 мин. Просмотров 4.9k. Опубликовано Обновлено
Водородная сварка представляет собой разновидность газопламенной обработки. Ее отличительной особенностью является горение пламени в атмосфере водорода. На сегодняшний день среди всех видов газопламенных обработок наибольшей популярностью пользуется именно такой метод.
Он обладает высокой эффективностью и служит отличной альтернативой ацетиленовой сварке. Кроме того, изготовить сварочный аппарат можно своими руками в домашних условиях, что делает его еще более интересным.
Преимущества водородной сварки
Водородная сварка обладает рядом преимуществ по сравнению с другими аналогами. Главным ее достоинством является то, что в процессе горения сварочной горелки выделяется водяной пар, поэтому она является самой безопасной.
Кроме того, данная технология обеспечивает высокие рабочие температуры, а значит позволяет работать с более тугоплавкими металлами. Водородную сварку можно легко использовать в домашних условиях, так как изготовить сварочный аппарат своими руками может любой желающий.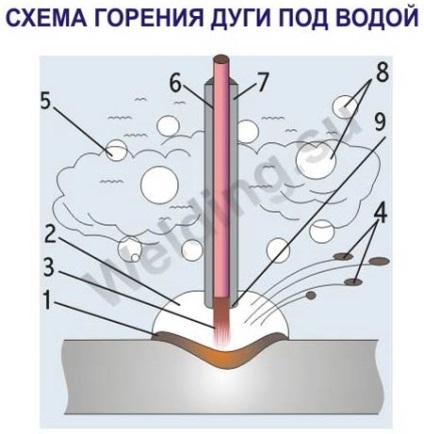
Еще одним наиболее часто используемым методом является ацетиленовая сварка.
Технология сварки при помощи водорода.В то же время водородная во многих случаях оказывается более предпочтительной благодаря своим особенностям:
- позволяет получать аккуратные плотные швы;
- возможность работы с мелкими деталями;
- высокая температура газовой горелки позволяет осуществлять не только , но и резку материалов;
- водородная горелка своими руками – это посильная задача не только для мастеров, но и для новичков;
- возможность выполнения работ в замкнутом пространстве;
- водородный сварочный аппарат является малогабаритным и его удобно транспортировать.
 youtube.com/embed/VLeu3lKNeLA?feature=oembed”>
youtube.com/embed/VLeu3lKNeLA?feature=oembed”>
Применение метода
Газопламенная сварка осуществляется за счет горения газообразной смеси. Самой часто используемой является ацетиленовая сварка. Она основана на окислении карбида в воде.
Если необходима небольшая температура, например, для работы с мелкими деталями или тонким металлом, используется пропан. Он подается из баллона в смесительную камеру, а затем в горелку.
В эту же камеру подается кислород, поддерживающий горение газа. Регулируя давление кислорода можно достичь температуры горения до 3000 градусов, что позволяет осуществлять не только сварку, но и резку металла.
Недостатком этой является необходимость использование баллона с газом. Это накладывает ограничения на применение сварки во многих сложных условиях.
Принцип работы водородной сварки основан на процессе разделения воды на водород и кислород. В результате последующей рекомбинации одноатомного водорода в двухатомный происходит высвобождение энергии, ускоряющей сварку.
Область сварки оказывается защищенной водородом от кислорода, что исключает окисление поверхности и обеспечивает гладкие швы.
Использовать водородные баллоны для сплава опасно. Его утечка в замкнутых помещениях может привести к удушью или головокружению. Также он является взрывоопасным.
Производство водорода, необходимого для работы сварочного аппарата, осуществляется непосредственно на месте проведения сварочных работ в электролизной камере. Это исключает указанные риски при правильном использовании оборудования и соблюдении техники безопасности.
Водородная сварка широко применяется в сложных условиях: тоннелях, шахтах, коллекторах. Использовать в таких задачах пропилен-ацетиленовые баллоны невозможно из-за высокого риска утечки смеси и ее взрыва.
Электролизное оборудование лишено этих недостатков и широко применяется в указанных областях.
[box type=”fact”]Использовать водородные сварочные аппараты достаточно просто. Они не требуют частой перезарядки и быстро выходят на рабочие температуры.[/box]Кроме того, они могут работать от бытовой сети, что делает их весьма привлекательными для простого пользователя. Особенно учитывая то, что водородная сварка может быть изготовлена своими руками по одной из многочисленных схем электролизера для сварки доступной в интернете.
Дуговая сварка под водой | Строительный справочник | материалы – конструкции
Впервые в мировой практике подводную дуговую резку угольным электродом в лабораторных условиях осуществили в 1887 г. Н.Н. Бенардос и проф.Д.А. Лачинов. Продолжения эти работы не получили.
Н.Н. Бенардос и проф.Д.А. Лачинов. Продолжения эти работы не получили.
Только в начале 30-х гг. ХХ в. были возобновлены работы по применению сварки под водой. В 1932 г. К. К. Хренов разработал электроды для подводной сварки и провел натурные испытания их в Черном море. В середине 30-х гг. ручная дуговая сварка под водой была применена для ряда работ, например ремонта парохода «Уссури» и подъема парохода «Борис». Однако в те годы подводная сварка применялась эпизодически.
Только в годы войны возникла насущная потребность в подводной сварке и резке при ремонте кораблей, мостов, при аварийных и спасательных работах. К.К. Хренов продолжил исследования и разработку техники сварки и резки под водой в специальной лаборатории, организованной в марте 1942 г. при Московском электромеханическом институте инженеров железнодорожного транспорта. В результате были созданы электродные покрытия, обеспечивающие стабильное горение дуги под водой. Результаты всесторонних исследований свойств и состава метала швов, сваренных под водой, показали возможность применения сварки для ремонта подводных частей корпусов кораблей прямо на плаву. По примеру нашей страны сварку и резку под водой начали применять и другие воюющие страны.
По примеру нашей страны сварку и резку под водой начали применять и другие воюющие страны.
В послевоенные годы значительно расширились области применения и объемы подводной сварки. Строительство морских нефтепромысловых гидротехнических сооружений, подводных трубопроводов различного назначения, ремонт судов на плаву, восстановление шлюзовых затворов портовых сооружений и других объектов оказались немыслимыми без применения подводной сварки. Однако обеспечить прочноплотные швы и высокую производительность труда существовавшие тогда способы подводной сварки не могли. Кроме того, для выполнения подводной сварки по «мокрому» методу требовались водолазы-сварщики высокой квалификации. «Мокрый» метод — процесс, осуществляющийся без удаления воды из зоны сварки. В то же время ручная подводная сварка обладала исключительной маневренностью и простотой оборудования, а для ее осуществления не требовались специальные приспособления для удаления воды из зоны сварки, что обуславливало низкую стоимость работ. Попытки улучшить механические свойства сварных соединений и механизировать процесс в конце 50-х гг. ХХ века не увенчались успехом.
Попытки улучшить механические свойства сварных соединений и механизировать процесс в конце 50-х гг. ХХ века не увенчались успехом.
В эти годы за рубежом разрабатывается «сухой» способ подводной сварки. Способ основан на применении специальных обитаемых камер различной конструкции. Камеры могут быть различного размера и конструкции:
— большие глубоководные, когда и место сварки и сварщик изолированы от водной среды за счет подачи воздуха в камеру и оттеснения воды за ее пределы;
— водолазные колокола, обеспечивающие выполнение сварки в «сухой» среде, хотя сам сварщик находится по пояс в воде;
— портативный сухой бокс, который обеспечивает «сухую» среду только в зоне сварки.
Применение каждого варианта показало, что сварные швы получаются такого же качества, как и на суше, но имеются и существенные недостатки, которые не привели к широкому распространению «сухой» подводной сварки.
При применении глубоководных камер, как показала практика, необходимы предварительная подготовка и специальное техническое сопровождение. Оказалось, что необходимо разработать и изготовить камеру нужной конструкции, подготовить технические средства (плавучие краны, насосы и другое оборудование), задействовать обслуживающий персонал. Такой вариант выполнения подводной сварки оказался достаточно дорогостоящим.
Оказалось, что необходимо разработать и изготовить камеру нужной конструкции, подготовить технические средства (плавучие краны, насосы и другое оборудование), задействовать обслуживающий персонал. Такой вариант выполнения подводной сварки оказался достаточно дорогостоящим.
Два других варианта оказались менее дорогостоящими, но и менее маневренными и универсальными, чем «мокрый» способ подводной сварки. В 1965 г. в нашей стране были начаты исследования, позволившие устранить недостатки «мокрого» способа.
Анализ подводной сварки «мокрым» способом показал, что основными причинами низких механических характеристик сварных швов являются пористость за счет растворения водорода, шлаковые включения за счет окисления компонентов металла кислородом, увеличение скорости охлаждения за счет контакта нагретого металла с водой. Низкая производительность подводной сварки не может быть преодолена при использовании покрытых электродов, так как смена их через каждые 1–2 минуты является в подводных условиях сложной операцией, а козырек обмазки ухудшает наблюдение за формированием шва.
Проведенные работы показали, что наиболее перспективной является полуавтоматическая сварка. Метод достаточно маневренный и универсальный, а механизированная подача проволоки позволяет длительное время вести процесс сварки без перерывов. Поскольку проволока имеет меньший диаметр, чем электрод, и не имеет покрытия, создаются благоприятные условия для наблюдения за формированием сварного шва.
Применение сплошной проволоки без защиты зоны сварки и с подачей защитных газов (аргон, углекислый газ) не обеспечили получение необходимых механических свойств сварных соединений. Дальнейшие исследования показали, что эффективная защита зоны сварки возможна при использовании порошковых самозащитных проволок. Разработанная в Институте электросварки им. Е.О. Патона порошковая проволока марки ППС-АН1 диаметром 1,2—2,0 мм впервые позволила провести подводную сварку «мокрым» способом с получением качественных сварных соединений. При современном уровне техники дуговая сварка порошковой проволокой «мокрым» способом осуществляется на глубине до 30 м. Существуют серьезные ограничения по номенклатуре металлов, пригодных для сварки таким способом. С увеличением глубины резко изменяются свойства дуги, интенсифицируется взаимодействие расплавленного металла с окружающей средой и становится проблематичным получение качественного соединения. Кроме того, следует учитывать, что «мокрый» способ подходит для глубины, доступной для человека в скафандре — не более 120—160 м.
Существуют серьезные ограничения по номенклатуре металлов, пригодных для сварки таким способом. С увеличением глубины резко изменяются свойства дуги, интенсифицируется взаимодействие расплавленного металла с окружающей средой и становится проблематичным получение качественного соединения. Кроме того, следует учитывать, что «мокрый» способ подходит для глубины, доступной для человека в скафандре — не более 120—160 м.
Разработка специального оборудования для подводной полуавтоматической сварки также потребовала решения ряда сложных задач, которые были успешно завершены созданием полуавтомата для подводной сварки А1660.
Механизированная подводная сварка применяется для строительства и ремонта металлоконструкций различного назначения. Проводятся работы по дальнейшей механизации и автоматизации процесса подводной сварки. Разрабатываются автоматы, которые смогут осуществлять сварку под водой с минимальным участием человека. Совершенствуются системы дистанционного наблюдения и управления процессом.
Не исключена возможность применения в указанных условиях контактной стыковой сварки оплавлением. Предварительные эксперименты и опытно-промышленная проверка разработанной в ИЭС им. Е.О. Патона установки для автоматической стыковой сварки оплавлением труб под водой при строительстве и ремонте морских трубопроводов подтвердили перспективность использования этого способа сварки.
Очевидно, что в ближайшем будущем необходимо будет совершенствовать как «мокрый», так и «сухой» способы сварки, а также разрабатывать новые механизированные способы сварки и оборудование, пригодные для использования на километровой глубине.
Использованы иллюстрации http://welding.su/gallery/
Технология дуговой сварки и резки под водой
В жидких средах, в том числе и в воде, можно получить достаточно устойчивый дуговой разряд, который, образуя высокую температуру и имея большую удельную тепловую мощность, испаряет и разлагает окружающую жидкость. Пары и газы, образующиеся при дуговом разряде, создают вокруг сварочной дуги газовую защиту в форме газового пузыря, т. е. в сущности дуга горит не в воде, а в газовой среде. Газ состоит в основном из водорода, образующегося при термической диссоциации водяного пара, а образующийся при диссоциации кислород окисляет материал электродов.
е. в сущности дуга горит не в воде, а в газовой среде. Газ состоит в основном из водорода, образующегося при термической диссоциации водяного пара, а образующийся при диссоциации кислород окисляет материал электродов.
Устойчивая сварочная дуга при использовании обычных источников питания сварочной дуги может быть получена при применении угольных или металлических электродов.
Электроды, применяемые для подводной резки, должны иметь толстое водонепроницаемое покрытие, которое охлаждается снаружи водой и поэтому плавится медленнее стержня электрода, образуя в конце электрода «козырек». Образовавшийся козырек выступает вперед в форме небольшой чашечки и способствует устойчивому существованию газового пузыря и горению дуги.
Водопроницаемость покрытия отрицательно влияет на устойчивость горения дуги, так как вода, испаряющаяся у горячей поверхности электродного стержня, разрушает покрытие и срывает его кусками со стержня. Водонепроницаемость достигается в основном пропиткой покрытия парафином. В качестве покрытия применяют состав из смеси железного сурика (80%) и мела (20%) с добавлением для их связывания жидкого натриевого стекла. Нанесение покрытия производят окунанием. Электродным стержнем служит сварочная проволока Св-08 или Св-08ГС.
В качестве покрытия применяют состав из смеси железного сурика (80%) и мела (20%) с добавлением для их связывания жидкого натриевого стекла. Нанесение покрытия производят окунанием. Электродным стержнем служит сварочная проволока Св-08 или Св-08ГС.
Величину тока подбирают из расчета 60 — 70 А на 1 мм диаметра электрода. Напряжение дуги под водой несколько больше, чем на воздухе. Резка под водой применяется при ремонте судов, устройстве различных гидросооружений и др.
Опасности и риски при подводной сварке
Заявление об ограничении ответственности: welderportal.com поддерживается своей аудиторией. Когда вы совершаете покупку по ссылкам на нашем сайте, мы можем получать небольшую комиссию без каких-либо дополнительных затрат для вас.
Подводная сварка требует обширной подготовки и специальных навыков. Это опасная карьера, поэтому на этой работе самые привлекательные зарплаты. Однако, несмотря на опасности, многие пользуются этой прибыльной возможностью карьерного роста. Они работают в строительстве, геодезии и ремонте.Они часто работают на морских нефтяных вышках и трубопроводах. Подводные сварщики сталкиваются с определенными рисками каждый раз, когда они работают. Некоторые из них потенциально смертельны, а другие могут вызвать долгосрочные проблемы со здоровьем. Итак, ниже приведены некоторые из опасностей подводной сварки, связанных с этой работой.
Они работают в строительстве, геодезии и ремонте.Они часто работают на морских нефтяных вышках и трубопроводах. Подводные сварщики сталкиваются с определенными рисками каждый раз, когда они работают. Некоторые из них потенциально смертельны, а другие могут вызвать долгосрочные проблемы со здоровьем. Итак, ниже приведены некоторые из опасностей подводной сварки, связанных с этой работой.
Риски при подводной сварке
Удар электрическим током
Одна из самых больших угроз для подводных сварщиков – поражение электрическим током. Вода имеет слабое сопротивление воде и поэтому может легко пройти через нее, если ее оставить без присмотра.Это может произойти, если сварочное оборудование не приспособлено для работы под водой. Правильное оборудование должно быть изолировано и снабжено водонепроницаемым электродом. Перед использованием все основное оборудование необходимо протестировать.
Кроме того, в пресной воде дуга имеет тенденцию быть неустойчивой и нестабильной, что требует от сварщика опыта надежной фиксации сварного шва. В противном случае существует большая опасность поражения сварщика электрическим током.
Взрыв
Комбинация водорода и кислорода может привести к образованию множества газовых карманов.В случае возгорания эти газовые карманы могут привести к смертельным взрывам.
Если во время влажной сварки вы слышите легкий хлопок, вероятно, это скопление пузырьков водорода и кислорода. В этом случае следует немедленно прекратить сварку и определить место скопления этих газов.
Толщина декомпрессии
Это состояние может возникнуть, если дайвер слишком быстро поднимается из зоны высокого давления в зону низкого давления. Это приводит к попаданию пузырьков азота в кровоток человека.Эти пузырьки, распространяющиеся по телу дайвера, могут вызывать множество неблагоприятных симптомов. Это может привести к сыпи, боли в суставах, параличу или даже в некоторых случаях к смерти.
Утопление
Даже самые опытные сварщики-подводники рискуют утонуть. Это может случиться даже при наличии соответствующего оборудования. Обычно это результат использования старого или плохо обслуживаемого оборудования, такого как маска, шланг или кислородный баллон. Другая возможная опасность – запутаться в подводных препятствиях или в стропах собственного снаряжения.Тем более, что чем глубже погружаешься, тем труднее увидеть.
Это может случиться даже при наличии соответствующего оборудования. Обычно это результат использования старого или плохо обслуживаемого оборудования, такого как маска, шланг или кислородный баллон. Другая возможная опасность – запутаться в подводных препятствиях или в стропах собственного снаряжения.Тем более, что чем глубже погружаешься, тем труднее увидеть.
Поэтому перед погружением всегда проверяйте свое оборудование, чтобы убедиться, что ничего не сломано и все работает правильно. Также убедитесь, что у вас есть полный резервуар для подачи воздуха.
Гипотермия
Температура под водой может быть очень низкой, что отводит тепло от тела. Сильная потеря тепла, если дайвер слишком долго остается в холодной воде, может вызвать проблемы с обменом веществ или даже органную недостаточность. Вот почему так важно иметь хорошо утепленный резиновый гидрокостюм для защиты от экстремальных температур.
Нарушение слуха
Длительное пребывание в помещении с высоким давлением может привести к временному и необратимому ухудшению слуха. Это также может вызвать повреждение легких и ушей.
Это также может вызвать повреждение легких и ушей.
Морская жизнь
Сварочный свет может привлекать планктон, который, в свою очередь, привлекает рыбу. Хотя это не является обычным риском, они могут мешать работе сварщика. В результате задержка может вызвать другие потенциальные риски.
Почему люди решают пойти на такой риск?
Многие сварщики находят этот карьерный путь одновременно увлекательным и сложным.Кроме того, этот тип сварочного процесса необходим во многих отраслях промышленности по всему миру. Это означает высокий спрос на квалифицированных подводных сварщиков. В настоящее время не существует технологий, которые позволили бы выполнить эту работу без участия человека. Кроме того, подводные сварщики могут получать значительную заработную плату, недоступную для обычных сварщиков.
Готовится
Чтобы стать сварщиком под водой, вы должны сначала пройти специальную подготовку как по сварке в этих особых условиях, так и по дайвингу. Во время этих тренингов сварщики также узнают обо всех протоколах безопасности, которым они должны следовать во время своей работы.
Во время этих тренингов сварщики также узнают обо всех протоколах безопасности, которым они должны следовать во время своей работы.
Подводные сварщики также должны быть в хорошей физической форме. Многие компании даже требуют, чтобы их сотрудники прошли аттестацию «годной к работе» в качестве доказательства того, что у них хорошее здоровье. Это также можно делать во время работы. Это отличный способ убедиться, что сварщик справляется со своими физическими задачами.
Подводные сварщики никогда не ныряют в одиночку. Это одно из основных правил подводного плавания с аквалангом.Многие компании также используют декомпрессионные камеры, которые постепенно опускаются и поднимаются сварщиками. Это помогает избежать изгибов.
Подводная сварка подразумевает работу с крупногабаритным оборудованием в часто опасных условиях. Поэтому неудивительно, что это связано с множеством рисков. Однако для сварщиков это прекрасная возможность получать хорошую зарплату. Они могут найти работу как на суше, так и за рубежом. Работа на суше может включать работы на плотинах, судах и мостах. Они обычно получают меньше заработной платы по сравнению с морскими сварщиками под водой, но они также работают по менее требовательному графику.Оффшорные сварщики в основном работают на нефтяных вышках и крупных судах. Они могут рассчитывать на большие деньги, но для этого также потребуется много времени на море и долгие недели работы.
Работа на суше может включать работы на плотинах, судах и мостах. Они обычно получают меньше заработной платы по сравнению с морскими сварщиками под водой, но они также работают по менее требовательному графику.Оффшорные сварщики в основном работают на нефтяных вышках и крупных судах. Они могут рассчитывать на большие деньги, но для этого также потребуется много времени на море и долгие недели работы.
Все о подводной сварке – Сварочные инструменты
Если вы спросите людей, какие рабочие места являются наиболее опасными? Вы услышите, как многие упоминают подводную сварку в своем списке.Тем не менее, эта работа также пользуется большим спросом и, следовательно, обеспечивает высокую отдачу.
Подводная сварка – это особый вид сварки, который в основном используется для обслуживания и ремонта мостов, плотин, больших кораблей, нефтяных вышек и иногда даже ядерных энергетических установок.
Основной процесс этой работы почти такой же, как и сухая сварка. Но что делает эту работу более специализированной и рискованной? Продолжайте читать, чтобы узнать больше.
Но что делает эту работу более специализированной и рискованной? Продолжайте читать, чтобы узнать больше.
Что такое подводная сварка?
Подводная сварка применяется с 1930-х годов.В основном это сварка под водой, выполняемая профессионально обученными дайверами. Такую сварку можно производить двумя способами – непосредственно под водой или с использованием отдельной сухой камеры.
Хотя эта работа звучит почти так же, как сухая сварка, она гораздо опаснее. Даже на суше методы сварки довольно рискованны. Выполнение тех же процедур под водой только увеличивает этот риск.
Вот почему, чтобы стать подводным сварщиком, необходимо выполнить множество требований, чтобы обеспечить безопасность для всех заинтересованных сторон.
Каковы процессы?
Подводная сварка в основном может выполняться двумя способами – мокрым или сухим. Каждый из этих процессов описан ниже:
1. Мокрая сварка
При мокрой сварке дайвер выполняет работу прямо под водой. Здесь не используется отдельная камера, поэтому дайверы могут перемещаться по зоне сварки и работать довольно легко, чем если бы их движения были ограничены внутренними частями камеры. Однако не вся влажная сварка дает преимущества.
Здесь не используется отдельная камера, поэтому дайверы могут перемещаться по зоне сварки и работать довольно легко, чем если бы их движения были ограничены внутренними частями камеры. Однако не вся влажная сварка дает преимущества.
При мокрой сварке дайвер должен убедиться, что все материалы водонепроницаемы и безопасны для использования в воде. Одним из наиболее часто используемых методов влажной сварки является сварка штучной сваркой или дуговая сварка защищенным металлом.
В этой технике электрическая дуга используется между электродом, который дайвер использует для сварки металлов, и металлами, которые он хочет сварить.
Для правильного выполнения сварочных работ дайверу сначала необходимо осмотреть окрестности и убедиться, что поблизости нет угроз безопасности.Он также должен держаться подальше от любых населенных пунктов под водой. Затем следует приступить к сварке.
Мокрая сварка более рискованна, чем сварка в сухой воде, в том смысле, что при использовании этой техники гораздо легче получить удар током. Поэтому необходимо принимать превентивные меры для обеспечения минимального риска.
Поэтому необходимо принимать превентивные меры для обеспечения минимального риска.
Дайвер должен следить за тем, чтобы электроды, которые он будет использовать, были чистыми и должным образом изолированными. Ему также необходимо постоянно следить за уровнем электричества.
Во время сварки поражение электрическим током также предотвращается за счет толстого слоя газовых пузырьков, выходящих из электрода. Этот слой создает барьер между заготовкой и водой, создавая безопасное пространство.
Кроме того, обычно при мокрой сварке вместо переменного тока используется постоянный ток для обеспечения максимальной безопасности.
Мокрая сварка обычно используется только в экстренных ситуациях или как вариант, когда ничто другое не работает. Большинство сварщиков не предпочитают этот метод из-за высокого риска, связанного с работой под водой, и из-за отсутствия видимости.
Также на качество работы может повлиять растрескивание металлов из-за слишком быстрого охлаждения при контакте с водой.
Преимущества мокрой сварки
- Недорого
- Строительство без хлопот
- Сварщики могут легко получить доступ к рабочей зоне
2. Сварка в сухой воде
Источник изображения: www.weldpedia.com
Сварка в сухой воде – это распространенный вид подводной сварки, который предпочтительнее мокрой сварки.Обычно это делается в камере, находящейся под водой, чтобы сварщик оставался сухим и мог работать с большей точностью. Камера заполнена газами вместо воды, что создает сухую среду.
Существует два основных типа сварки в сухой воде – перемычка и гипербарическая.
В этой технике камера фиксируется и герметизируется вокруг зоны сварки. Вода сливается в основном с помощью клапанов.
Для выполнения этой процедуры сначала вокруг свариваемой конструкции размещается камера.Затем камеру герметично закрывают, и всю воду заменяют смесью газов (обычно гелия и кислорода)
Давление поддерживается на таком уровне, что сварщик или бригада сварщиков не чувствуют декомпрессионной болезни. Остальные члены команды контролируют вентиляторы, чтобы заполнить камеру чистым воздухом.
Остальные члены команды контролируют вентиляторы, чтобы заполнить камеру чистым воздухом.
Сварщики обычно используют один из четырех способов сухой водной сварки. Эти методы – сварка давлением, сварка в естественных условиях, сварка в сухой камере и точечная сварка в сухом состоянии. Каждый метод используется для камеры разного размера, что опять же зависит от конструкции, которую необходимо сваривать.
Хотя сварка в сухой воде сводит к минимуму риск сварки под водой и дает сварщикам возможность работать с большей точностью и аккуратностью, это не всегда возможно. Создание камеры, ее герметизация, замена воды на газ – все эти процедуры дорогостоящие и не всегда выполняются. В таких случаях остается только мокрая сварка.
Преимущества сварки в сухой воде
- Менее рискованный
- Работу можно выполнить точнее
Опасности подводной сварки
Источник изображения: www. reddit.com
reddit.com
К настоящему времени вы, должно быть, поняли, что сварка под водой сопряжена с множеством опасностей. Эти следующие моменты дадут вам более подробное представление об опасностях, связанных с подводной сваркой.
Утопление
Даже после принятия всех возможных мер предосторожности иногда невозможно просто не утонуть. С этим сталкивались даже очень опытные дайверы. Поэтому необходимо принимать меры безопасности.
Утопление обычно происходит, когда под водой много препятствий, или когда сварщик несет неисправное оборудование.Известны даже случаи, когда сварщики запутались в собственном оборудовании. Кроме того, из-за плохой видимости на большой глубине препятствия заранее не видны.
Перед тем, как нырнуть в воду, вы должны проверить все его снаряжение и убедиться, что его баллон для подачи воздуха полон. Даже после принятия всех мер предосторожности, если вы попадете в подобную ситуацию, подумайте о том, чтобы потерять часть менее важного оборудования, чтобы вы могли похудеть и взлететь вверх.
Гипотермия
Другая распространенная опасность, связанная с этой работой, – это переохлаждение.Когда сварщик попадает в воду с поверхности, происходит резкое изменение температуры. В результате его тело теряет много тепла.
Эта потеря тепла может вызвать множество проблем, даже отказ органов. Чем дольше сварщик находится в воде, тем выше потенциальные риски.
Чтобы предотвратить эту проблему, необходимо носить изолированный резиновый костюм, который предотвратит быструю потерю тепла от тела.
Взрыв
При работе под водой нельзя исключить опасность взрыва.Этот риск обычно является наибольшим в районах проведения сварочных работ на море, где на нефтяных вышках хранится огромное количество топлива. Риск выше на более глубокой воде.
Кроме того, поскольку в барокамерах используются сжатые газы, они также могут способствовать нестабильному поведению дуги (которая используется для сварки металлов), что приводит к взрыву,
Удар электрическим током
Сварка даже на полностью засушливых землях – это работа, которая чревата катастрофами, например поражением электрическим током. Таким образом, добавление воды к этой работе только увеличивает риск. Этот риск в основном связан с неисправным оборудованием.
Таким образом, добавление воды к этой работе только увеличивает риск. Этот риск в основном связан с неисправным оборудованием.
Риск поражения электрическим током выше в пресной воде, чем в море, так как дуга там часто ведет себя нестабильно.
Декомпрессионная болезнь
Еще одна серьезная проблема под водой – это декомпрессионная болезнь. Эта проблема возникает, когда давление на тело сварщика быстро меняется, обычно из-за слишком быстрого погружения в воду или подъема вверх.Чтобы предотвратить эту проблему, дайверу необходимо двигаться с постоянной скоростью.
Эта проблема может вызвать скопление пузырьков азота из воздушного резервуара в кровотоке сварщика, что приведет к таким проблемам, как потеря памяти или даже паралич.
Экологические риски
Подводная сварка может выполняться как в пресной воде, например в прудах, озерах, так и в соленой океанской воде. Оба типа среды имеют свои риски.
В пресной воде сварщикам приходится работать на небольших глубинах, где много токов. Ток заставляет сварочную дугу вести себя беспорядочно, и поэтому сварщику требуется много энергии, чтобы удерживать ее на месте.
Ток заставляет сварочную дугу вести себя беспорядочно, и поэтому сварщику требуется много энергии, чтобы удерживать ее на месте.
В соленой воде сварщикам приходится нести большой вес, чтобы свести к минимуму эффект плавучести. Этот увеличенный вес создает большую нагрузку на тело сварщика.
Кроме того, в обоих случаях видимость очень плохая. Под водой находится множество препятствий, которые невозможно увидеть, и запутавшиеся в них препятствия могут привести к утонению сварщика.
Требования к подводной сварке
Подводная сварка основана на основах сварки в сухой воде.Но, как видите, во многих отношениях все гораздо сложнее. Поэтому требования, которые необходимо выполнить, прежде чем приступить к этой работе, также очень обширны.
Прежде всего, вам необходимо изучить основы сварки. Вы можете сделать это, записавшись в школу или учебную программу, предназначенную для этого. Курсы могут длиться от 20 дней до 6 месяцев.
После этого вам нужно изучить коммерческий дайвинг, который сильно отличается от обычного дайвинга. Когда этот шаг будет завершен, вам нужно будет пройти курс подводной сварки, который может занять около семи месяцев.Только после завершения всех этих процедур вы будете готовы к подводной сварке.
Когда этот шаг будет завершен, вам нужно будет пройти курс подводной сварки, который может занять около семи месяцев.Только после завершения всех этих процедур вы будете готовы к подводной сварке.
Заработная плата
Подводная сварка – это очень рискованно, но почему многие люди ищут эту работу? Помимо сложных условий и острых ощущений от них, большинство людей часто дает ответ – зарплата.
Поскольку эта работа связана с высоким риском, она также предлагает высокие вознаграждения. Большинство подводных сварщиков получают зарплату в зависимости от таких факторов, как выполняемый ими проект, окружающая среда, в которой им придется нырять, глубина воды и имеющиеся препятствия и т. Д.
Сварщикам, работающим под водой под водой, не нужно работать в отдаленных местах. Они также работают в течение нормального периода времени в качестве рабочих на суше и поэтому получают зарплату от 50 000 до 80 000 долларов в год. С другой стороны, сварщики, работающие на море, вынуждены часто путешествовать, подолгу не выходить из дома и иметь более продолжительные рабочие недели. Таким образом, они получают зарплату более 100 тысяч долларов.
Таким образом, они получают зарплату более 100 тысяч долларов.
Заключение
Несмотря на то, что эта работа сопряжена с высоким риском, подводная сварка может предложить вам захватывающие рабочие условия и является одной из самых высокооплачиваемых сварочных работ.
Поэтому эта работа пользуется большим спросом у многих. Чего же ты ждешь? Поступи в сварочную школу, научись дайвингу и выполняй ту работу, которая никогда не даст тебе скучать.
Что такое подводная сварка? (с иллюстрациями)
Подводная сварка – это вид сварки, выполняемой под водой. Под водой можно использовать ряд различных методов сварки, из которых наиболее распространена дуговая сварка. Навыки подводной сварки находят множество применений, включая ремонт судов, работу на нефтяных платформах и обслуживание подводных трубопроводов.Люди, обладающие навыками и опытом в этой области, могут найти работу по всему миру.
На нефтяных платформах часто требуются рабочие, обладающие навыками подводной сварки.
При подводной сварке окружающая среда вокруг сварщика влажная.Он или она носит гидрокостюм и использует сварочное оборудование, адаптированное для работы в условиях повышенной влажности. Это оборудование разработано так, чтобы быть максимально безопасным для сварщика, снижая риск поражения электрическим током и развития опасных ситуаций. Тот, кто занимается подводной сваркой, должен быть и опытным сварщиком, и опытным водолазом, уметь безопасно и эффективно подготовить место для сварки и подтвердить, что сварные швы имеют высокое качество.
При выполнении подводной сварки сварщик должен носить гидрокостюм. Для некоторых сварочных ситуаций дайвер может создать сухую камеру вокруг свариваемых объектов. Этот тип сварки известен как гипербарическая сварка. Сварщики, выполняющие гипербарическую сварку, должны по-прежнему обладать навыками дайвинга и специальными навыками для сварки под высоким давлением, но они не работают в активно влажной среде.Строительство сухой камеры может занять много времени, но есть ряд преимуществ работы в сухой среде, которые могут сделать гипербарическую сварку предпочтительной для определенных применений.
Сварщики, выполняющие гипербарическую сварку, должны по-прежнему обладать навыками дайвинга и специальными навыками для сварки под высоким давлением, но они не работают в активно влажной среде.Строительство сухой камеры может занять много времени, но есть ряд преимуществ работы в сухой среде, которые могут сделать гипербарическую сварку предпочтительной для определенных применений.
Чтобы продолжить карьеру в подводной сварке, кто-то должен пройти обучение дайвингу и подготовку сварщика.Некоторые подводные сварщики имеют опыт работы в области сварки, приобретают сварочные навыки, а затем проходят сертификацию по дайвингу, чтобы они могли работать в качестве подводных сварщиков. Другие начинают как коммерческие водолазы, которые решают расширить свою карьеру, приобретя сварочные навыки. В любом случае обучение включает в себя длительные обсуждения процедур безопасности, и люди должны успешно пройти сертификационные испытания, чтобы начать работу.
В любом случае обучение включает в себя длительные обсуждения процедур безопасности, и люди должны успешно пройти сертификационные испытания, чтобы начать работу.
Сварщик-подводник начального уровня может найти работу в различных условиях.В некоторых случаях компания фактически будет платить за обучение сварке или дайвингу, если у нее есть сотрудник, который, по ее мнению, будет хорошим кандидатом на должность подводной сварки. Обладая большим опытом, сварщик-водолаз может работать над все более крупными и сложными проектами и потенциально может выступать в качестве консультанта для других компаний и предлагать обучение для людей, заинтересованных в подводной сварке. Большинство профессиональных сварщиков-водолазов также принадлежат к торговым организациям, которые продвигают высокие стандарты работы в этой области.
Виды подводной сварки
Подводная сварка – это введение прямой дуги в воду для соединения предметов под водой. В большинстве случаев тяжелые конструкции не могут быть доставлены на сушу для сварки, а подводная сварка упростила их ремонт в воде. Подводная сварка позволяет сэкономить драгоценное время, которое может быть потрачено на демонтаж тяжелой конструкции.Это очень важная техника для аварийного ремонта. Для такой сварки используется специальная аппаратура, в том числе водонепроницаемые электроды и система электропитания. Подводная сварка бывает двух видов:
- Сухая сварка : При сухой сварке сварка выполняется в камере с повышенным давлением, камера заполняется газовой смесью, герметично закрытой вокруг свариваемой конструкции. Это также называется сваркой среды обитания. У сварщиков сухой сварки гораздо больше переменных, чем у поверхностных сварщиков, таких как различное давление газа, оборудование и ограниченное пространство.
 Сухая сварка включает несколько методов, в зависимости от ремонта, стоимости и других факторов. 4 вида методов , используемые сухим дайвером – это
Сухая сварка включает несколько методов, в зависимости от ремонта, стоимости и других факторов. 4 вида методов , используемые сухим дайвером – это
 Сухая сварка включает несколько методов, в зависимости от ремонта, стоимости и других факторов. 4 вида методов , используемые сухим дайвером – это
Сухая сварка включает несколько методов, в зависимости от ремонта, стоимости и других факторов. 4 вида методов , используемые сухим дайвером – это- Сварка давлением: работа выполняется сварщиком в сосуде высокого давления, измеряющем 1 атмосферную единицу давления.
- Сварка в среде обитания: Камера, используемая при атмосферном давлении, размером примерно с небольшое помещение для сварки. Перед входом камера вытесняет воду в океан или озеро.
- Сварка в сухой камере: аналогична сварке в среде, но с камерой меньшего размера, чем при сварке в среде.Голова и плечи находятся внутри камеры (одетые в водолазное снаряжение) и открыты внизу для дайвера.
- Сварка сухим пятном: рабочая зона становится меньше, чем голова сварщика-дайвера. Он размещается на месте сварки, и сварщик помещает свой электрод в среду, которая герметизирует его.
Чем больше глубина, тем труднее построить хороший сварной шов из-за давления газов вблизи места сварки.
- Мокрая сварка : Мокрая сварка выполняется во влажной среде, в которой сварщик и электрод непосредственно открываются для воды.Легко научиться, но сложно освоить. 3 метода , используемые при мокрой сварке:
- Вытягивающий или самозатратный метод: при перетаскивании электрод просто ползет по заготовке, и сварщику нужно лишь приложить небольшое давление вниз , пока электрод съедается. Даже сварщик должен поддерживать надлежащий угол подъема и наклона, а также правильную скорость движения, электрод практически самостоятельно сделает упорядоченный валик подходящего профиля.
- Колебательный метод: при колебательном методе электрод колеблется так, что точка, ближайшая к держателю, а не конец, ближайший к изделию, поднимается на и под в перпендикулярном направлении, т.е. . Благодаря этому методу осаждение металла минимально, а также предотвращается неконцентрическое горение электрода, в основном, при сварке в корне стыка.
- Метод шага назад: этот метод используется для улучшения до толщины шва и ширины сварного шва, а также для некоторых улучшений в управлении скоростью охлаждения сварного шва.Однако оба эти метода требуют от сварщика дополнительных навыков и опыта, а также понимания характера затвердевания сварного шва и его влияния на материал. Это немного сложнее из-за большей степени контроля Этот метод очень хорошо подходит, по крайней мере, для угловых швов.