Холодная сварка. Сварка
Холодная сварка
Холодную сварку выполняют без нагрева, при нормальных или пониженных температурах. Метод холодной сварки основан на использовании пластической деформации, с помощью которой разрушают окисную пленку на свариваемых поверхностях и сближают свариваемые поверхности до образования металлических связей между ними. Эти связи возникают при сближении поверхностей соединяемых металлов на расстояние порядка нескольких ангстрем в результате образования общего электронного облака, взаимодействующего с ионизированными атомами обоих металлических поверхностей. Такое сближение достигается приложением больших удельных усилий в месте соединения. В результате происходит совместная пластическая деформация. Большое усилие сжатия обеспечивает разрушение пленки оксидов на свариваемых поверхностях и образование чистых поверхностей металла.
С помощью холодной сварки можно сваривать металлы, обладающие высокими пластическими свойствами при нормальной температуре.
В недостаточно пластичных материалах при больших деформациях могут образоваться трещины. Высокопрочные металлы и сплавы холодной сваркой не сваривают, так как для этого требуются большие удельные усилия, которые трудно осуществить.
Если при сварке плавлением механизм образования соединения нагляден (например по расплавленным кромкам металла), то при холодной сварке давлением образование прочного соединения (схватывание) элементов происходит в твердой фазе. Таким образом, зона соединения недоступна для непосредственного наблюдения. В схватывании участвует огромное число атомов – до 1014 атомов/см2 со стороны каждого из металлов, а на скорость соединения влияет большое число внешних (температура, состав среды, давление) и внутренних (структура материала, механические свойства, состояние поверхности) факторов.
В проблему объяснения механизмов схватывания материалов в твердой фазе в конце XIX столетия внесли существенный вклад советские ученые: академики С. Б. Айбиндер, А. А. Бочвар, К. К. Хренов, профессора А. П. Семенов, Ю. Л. Красулин, К. А. Кочергин, В. П. Алехин и многие другие.
Получены расчетные данные, выдвинуты гипотезы, но единой теории образования сварочных соединений давлением нет.
Так, по гипотезе (энергетической) профессора А. П. Семенова, были введены количественные показатели процесса схватывания металлов, т. е. той минимальной степени деформации, при которой он начинается:
E = h/s ? 100 %,
где: h – минимальная глубина вдавливания пуансона, при которой начиналось схватывание;
s – минимальная толщина в месте схватывания;
E – относительная деформация схватывания.
Процесс схватывания в твердой фазе представляет собой топохимическую (химическая реакция на поверхности) реакцию, при которой между атомами соединяемых поверхностей вещества устанавливаются связи, аналогичные связям в объеме кристаллической решетки.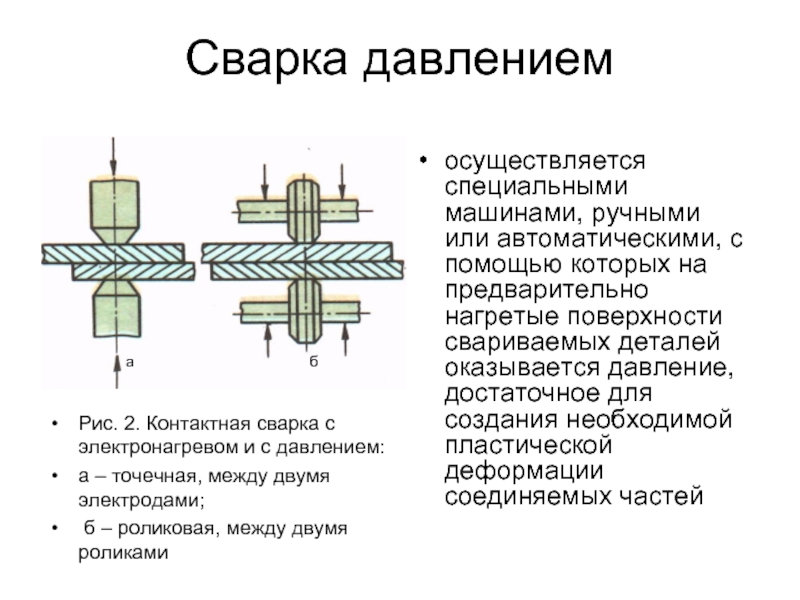
Таким образом, особенностью сварки в твердом состоянии является то, что для образования физического контакта и создания условия для химического взаимодействия материалов без расплавления к ним необходимо приложить механическую энергию.
Сварное соединение образуется только при условии выноса (выдавливания) из зоны контакта части поверхностного металла вместе с окисной пленкой. Было установлено, что прочность соединения зависит только от относительной пластической деформации металла и не зависит от времени выдержки в сжатом состоянии.
Холодной сваркой выполняют точечные, шовные и стыковые соединения.
Холодная сварка используется при производстве, например, герметизированных полупроводниковых приборов, различных корпусов, предметов хозяйственно-бытового назначения. При использовании ручных гидропрессов – в монтажных работах, например, для холодной сварки кабельных муфт и проводов в сетях электроснабжения.
Данный текст является ознакомительным фрагментом.
Холодная война
Холодная война Холодная война – этап в развитии международных отношений (1945–1991 гг.), характеризующийся противостоянием СССР и США, а также их союзниками в военно-политической, экономической и идеологической сферах.1945 г. – 10-летняя программа военного судостроения.1945 г.,
Холодная сварка
Холодная сварка Холодную сварку выполняют без нагрева, при нормальных или пониженных температурах. Метод холодной сварки основан на использовании пластической деформации, с помощью которой разрушают окисную пленку на свариваемых поверхностях и сближают свариваемые
Холодная шовная сварка
Холодная шовная сварка
Для холодной шовной сварки применяют специальные ролики. При этом способе сварки металл деформируется вдавливанием в него рабочих выступов вращающихся роликов (рис 20). Для сварки прямых листов непрерывные швы непригодны, т. к. уменьшают сечение
При этом способе сварки металл деформируется вдавливанием в него рабочих выступов вращающихся роликов (рис 20). Для сварки прямых листов непрерывные швы непригодны, т. к. уменьшают сечение
Холодная сварка встык
Холодная сварка встык При этом способе сварки соединяемые детали закрепляют в специальных зажимах, расположенных соосно, а торцы свободных, выпущенных из зажимов концов деталей, примыкают один к другому. При осевой осадке выпущенные концы пластически деформируются, и вХолодная война
Холодная война Секреты атомной бомбы в коробке с прокладками Вскоре после начала войны американцы начали работу над созданием атомной бомбы. Административным руководителем “Проекта Манхэттен” стал генерал Лесли Ричард Гровс, в задачи которого входило, между прочим,
Холодная война
Холодная война
С английского: Cold war. Впервые встречается в речи американского политика Бернарда Бару-ха (1870—1965). «Сегодня мы находимся в состоянии холодной войны», — заявил Барух в законодательном собрании Южной Каролины 16 апреля 1947 г. Оборот «холодная война» предложил
Впервые встречается в речи американского политика Бернарда Бару-ха (1870—1965). «Сегодня мы находимся в состоянии холодной войны», — заявил Барух в законодательном собрании Южной Каролины 16 апреля 1947 г. Оборот «холодная война» предложил
Клей “холодная сварка”: описание и свойства
Клей “холодная сварка” представляет собой состав, предназначенный для соединения деталей без использования температурного воздействия. Склеивание осуществляется за счет пластичной деформации массы и ее проникновения в поверхности. Этот способ нашел свое широкое распространение в области сантехники и ремонта автомобилей. Смесь имеет множество преимуществ, среди которых, например, отсутствие необходимости проведения подготовки.
Описание
Клей холодная сварка может быть однокомпонентным или двухкомпонентным. В состав могут входить эпоксидные смолы, металлические компоненты и добавочные вещества. В первом случае речь идет об ингредиентах, которые необходимы для создания однородности и пластичности. Если же в состав входят металлические ингредиенты, то они выступают в роли наполнителя. Тогда как добавочным веществом является сера и пр.
Если же в состав входят металлические ингредиенты, то они выступают в роли наполнителя. Тогда как добавочным веществом является сера и пр.
Клей “холодная сварка” – это смесь с полимерными ингредиентами. Прочность будет зависеть от качества смеси, от подготовки поверхности и правильности использования. Следует попытаться создать идеальные условия, при которых место соединения должно быть прочнее основного материала, однако на практике добиться этого не всегда удается. Поэтому описываемый клей используется лишь для небольшого ремонта.
Температурные характеристики
Довольно часто у потребителя возникает вопрос о том, какой уровень температуры будет способен выдержать клеевой состав. На упаковке вы сможете найти определенные параметры, при соблюдении которых состав будет оставаться прочным. Максимально возможная температура недорогих смесей, как правило, равна 260°С или несколько больше.
Однако необходимо помнить о том, что смесь будет прочной лишь в том случае, если ее правильно использовать. Это указывает на то, что клей с небольшой максимальной температурой необходимо использовать для ремонта элементов, которые будут использоваться при нормальных условиях.
Это указывает на то, что клей с небольшой максимальной температурой необходимо использовать для ремонта элементов, которые будут использоваться при нормальных условиях.
На рынке вы сможете встретить клей, который будет способен претерпевать более высокую температуру, он называется высокотемпературной холодной сваркой. Такие смеси сохранят свои характеристики при температуре до 1316°С. Подходят данные составы для соединения поверхностей, которые постоянно подвергаются нагреву, ведь использование традиционной сварки иногда затруднительно.
Разновидности холодной сварки
Если вам необходим клей «холодная сварка», то вы должны поинтересоваться, какой производитель поставляет на рынок товар. Продукция отечественного производства обычно более доступна по стоимости, но имеет не столь высокое качество. Поэтому специалисты рекомендуют при возможности приобретать составы зарубежных производителей, среди которых ABRO или Hi-Gear. Хорошо себя зарекомендовали товары отечественных производителей «Алмаз» и «Полимет».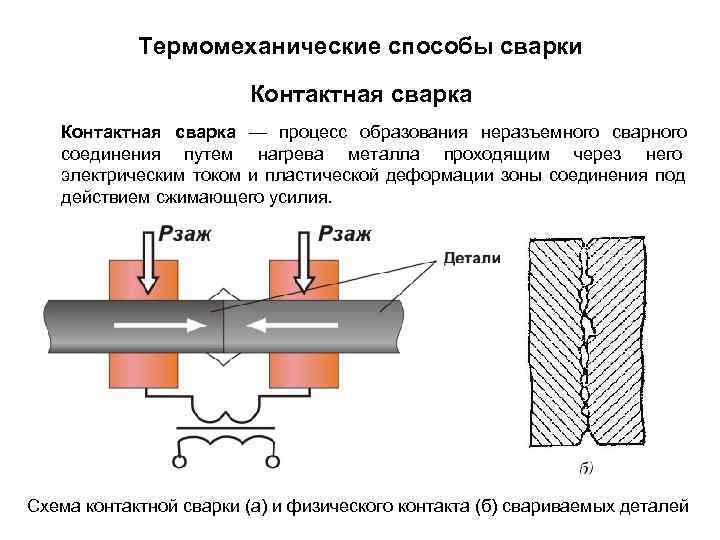
По составу клея и его консистенции следует различать жидкие и пластилинообразные разновидности холодной сварки. Первый тип – это двухкомпонентные составы, масса которых должна быть смешана перед использованием. Пластилинообразные на вид почти ничем не отличаются от обычного пластилина. Они имеют вид однослойного или двухслойного бруска. В последнем в случае масса перед использованием перемешивается.
Еще в продаже встречается клей «холодная сварка» универсальный, он предназначен для металла, ремонта автомобилей и сварки под водой. Первая разновидность может использоваться для работы с металлом, древесиной и полимерами. Эти составы являются самыми прочными. Если же приобрести смесь для металла, то она будет иметь металлическое наполнение и отлично справится со сваркой большинства металлов.
Если предстоит работать в сложных условиях, то следует подобрать соответствующий состав, например такой, который предназначен для сварки под водой. Температурный режим, при котором шов будет способен сохранять прочность, тоже важен. Чем более высока максимальная температура, тем состав прочнее при любых условиях эксплуатации.
Чем более высока максимальная температура, тем состав прочнее при любых условиях эксплуатации.
Описание и свойства эпоксидного состава
На рынке можно встретить и клей-пластилин эпоксидный «холодная сварка». Он используется для ремонта металлов и их сплавов. Композиция двухкомпонентна и имеет в составе отвердитель для эпоксидной смолы. Состав устойчив к воздействию влаги, растворителей и масел и не изменяет характеристик со временем.
Склеиваемые изделия могут использоваться при температуре в пределах от -40 до +150°С. Холодная сварка «эпоксидный клей» просто смешивается руками, а составляющие уже подобраны в нужной дозировке. Пластилин после приобретения полностью готов к использованию. Жизнеспособность смесь будет сохранять в течение 5 минут, поэтому после смешивания состав можно наносить и корректировать положение деталей. Через час склеенные изделия можно подвергать механической обработке, а именно зачищению, обтачиванию и сверлению.
Описание и свойства холодной сварки «Алмаз»
Клей холодная сварка «Алмаз» отвердевает в течение часа после нанесения.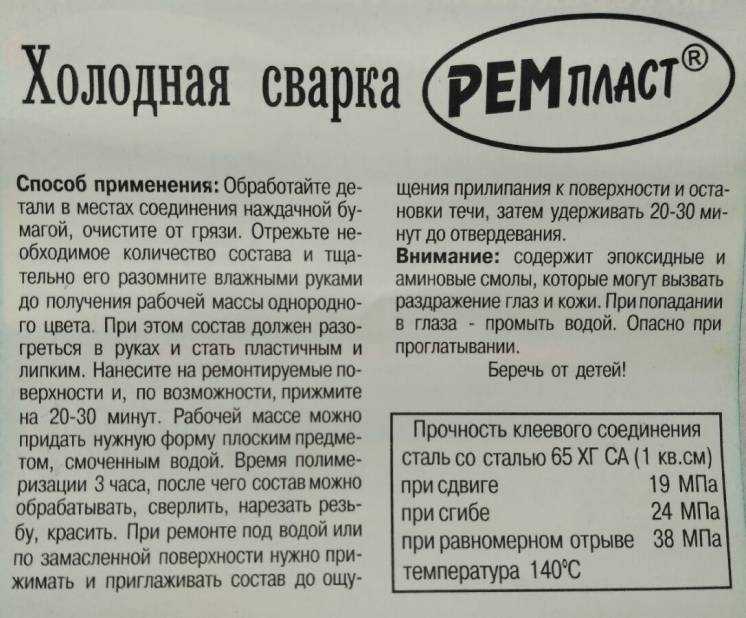 Окончательной прочности смесь достигнет через сутки, после этого изделие можно подвергать конструктивным нагрузкам. Для повторного использования оставшийся клей можно закрутить пленкой и упаковать в тубу.
Окончательной прочности смесь достигнет через сутки, после этого изделие можно подвергать конструктивным нагрузкам. Для повторного использования оставшийся клей можно закрутить пленкой и упаковать в тубу.
Работать со смесью можно даже в том случае, когда склеиваемые поверхности имеют высокую влажность. В этом случае состав следует приглаживать, пока вы не ощутите прилипание к поверхности. До отвердевания клей необходимо удерживать с помощью жгута в течение 20 минут. При необходимости ускорения процесса отвердевания состав нужно нагреть, для этого можно использовать бытовой фен. Работы необходимо осуществлять в хорошо проветриваемом помещении, мастеру следует надеть перчатки. В составе клея содержатся:
- эпоксидные смолы;
- минеральные наполнители;
- отвердители;
- железные наполнители.
Прочность при отрыве составляет 120 кгс/см², тогда как температура разрушения равна 150°С. Твердость по Бринеллю равна 120 кгс/см². Жизнеспособность смесь охраняет в течение 10 минут, что верно при температуре в пределах от 20 до 30°С. Работы следует проводить при температуре не ниже +5°С.
Работы следует проводить при температуре не ниже +5°С.
Холодная сварка для линолеума
Клей «холодная сварка» для линолеума встречается в продаже в трех разновидностях:
- клей типа А;
- клей типа С;
- клей типа Т.
Последняя используется достаточно редко. Клей типа А обладает жидкой консистенцией, так как в нём высоко содержание растворителя. Такая структура позволяет растворять края для эффективного склеивания. Заполнить этим составом большие щели не удастся, ведь он достаточно жидкий.
В качестве основного преимущества выступает возможность получения аккуратных и почти незаметных швов. Клей холодной сварки типа А отлично подходит для нового линолеума. Если же покрытие вы раскроили в домашних условиях, то края полотен могут получиться не совсем аккуратными. В этом случае лучше приобрести клей типа С.
Описание и свойства клея типа С
В составе данного клея больше ПВХ и меньше растворителя. Смесь более насыщенная и густая, поэтому с ее помощью можно заполнить даже большие зазоры и трещины. Идеальна такая смесь для ремонта старого линолеума. При использовании данной смеси вовсе нет необходимости подгонять края листов, допустимы зазоры шириной до 4 мм. После высыхания образуется прочный и аккуратный шов, заметить который будет сложно.
Идеальна такая смесь для ремонта старого линолеума. При использовании данной смеси вовсе нет необходимости подгонять края листов, допустимы зазоры шириной до 4 мм. После высыхания образуется прочный и аккуратный шов, заметить который будет сложно.
Описание клея для холодной сварки типа Т
Этот клей – холодная сварка для линолеума, которая используется довольно редко. Подходит состав для соединения многокомпонентных линолеумов на основе ПВХ и полиэстера. Использование данного типа сварки позволяет добиться надежного, аккуратного и эластичного шва. Подходит состав даже для склеивания полукоммерческого линолеума.
Особенности использования холодной сварки для металла «Термо»
Вышеупомянутый клей – холодная сварка для металла, она представляет собой металлосиликатную композицию повышенной вязкости. Формула смеси обеспечивает устранение дефектов по типу раковин, трещин и сколов. Использовать клей можно на металлических деталях из чугуна, стали, титановых и других жаростойких сплавов.
Эффективна смесь при ремонте прогоревших фрагментов глушителей и трещин без демонтажа. После высыхания шов обретает высокую прочность и водостойкость, претерпевает вибрации и механическое напряжение. Использоваться детали могут при температуре в пределах от -60 до +900 °С.
Перед использованием ремонтируемые детали необходимо очистить от окалины, ржавчины и грязи, обезжирить основание ацетоном или любым другим подобным составом, удалить следы масла. Состав следует перемешать до образования однородной консистенции, а после нанести на поверхность ровным слоем с использованием шпателя.
Заключение
В качестве одного из главных преимуществ холодной сварки выступает отсутствие необходимости проведения специальной подготовки. Мастер не должен обладать какими-либо навыками, для достижения положительного результата достаточно будет лишь следовать прилагаемой инструкции.
Оценка свойств холодной сварки внутреннего конического интерфейса двух имеющихся в продаже систем имплантатов
Сохранить цитату в файл
Формат: Резюме (текст)PubMedPMIDAbstract (текст)CSV
Добавить в коллекции
- Создать новую коллекцию
- Добавить в существующую коллекцию
Назовите свою коллекцию:
Имя должно содержать менее 100 символов
Выберите коллекцию:
Не удалось загрузить вашу коллекцию из-за ошибки
Повторите попытку
Добавить в мою библиографию
- Моя библиография
Не удалось загрузить делегатов из-за ошибки
Повторите попытку
Ваш сохраненный поиск
Название сохраненного поиска:
Условия поиска:
Тестовые условия поиска
Электронное письмо: (изменить)
Который день? Первое воскресеньеПервый понедельникПервый вторникПервая средаПервый четвергПервая пятницаПервая субботаПервый деньПервый рабочий день
Который день? ВоскресеньеПонедельникВторникСредаЧетвергПятницаСуббота
Формат отчета: SummarySummary (text)AbstractAbstract (text)PubMed
Отправить максимум:
1 шт.
Отправить, даже если нет новых результатов
Необязательный текст в электронном письме:
Создайте файл для внешнего программного обеспечения для управления цитированием
Полнотекстовые ссылки
Эльзевир Наука
Полнотекстовые ссылки
Сравнительное исследование
. 1999 г., февраль; 81 (2): 159–66.
doi: 10.1016/s0022-3913(99)70243-x.
М Р Нортон 1
принадлежность
- 1 Отделение челюстно-лицевой хирургии, больница Чаринг-Кросс, Лондон, Англия.


- PMID: 9922428
- DOI: 10.1016/с0022-3913(99)70243-х
Сравнительное исследование
MR Norton. Джей Простет Дент. 1999 февраля
. 1999 г., февраль; 81 (2): 159–66.
doi: 10.1016/s0022-3913(99)70243-x.
Автор
М Р Нортон 1
принадлежность
- 1 Отделение челюстно-лицевой хирургии, больница Чаринг-Кросс, Лондон, Англия.
- PMID: 9922428
- DOI:
10. 1016/с0022-3913(99)70243-х
 1016/с0022-3913(99)70243-х
1016/с0022-3913(99)70243-хАбстрактный
Постановка проблемы: Было показано, что конусно-винтовой абатмент уменьшает микроподвижность за счет уменьшения степени расшатывания компонента и перелома. Тем не менее, неподтвержденная озабоченность по поводу холодной сварки соединений конус-винт в конструкции имплантата была определена как потенциальный источник невозможности восстановления.
Цель: В этом сравнительном исследовании оценивался момент ослабления в процентах от момента затяжки для систем имплантатов ITI Straumann и Astra Tech (диаметром 3,5 и 4,0 мм), в которых используется внутренний конус 8° и 11° соответственно.
Материал и методы: Имплантаты и абатменты из каждой системы устанавливались в торсионное устройство, и применялся диапазон моментов затяжки. Затем измеряли момент ослабления и оценивали влияние угла конуса, площади межфазной поверхности, загрязнения слюной и времени задержки до ослабления.
Затем измеряли момент ослабления и оценивали влияние угла конуса, площади межфазной поверхности, загрязнения слюной и времени задержки до ослабления.
Результаты: Момент ослабления превышал момент затяжки только на самых высоких уровнях, непосредственно перед разрушением компонента, когда ожидалась пластическая деформация. Для всех клинически значимых уровней крутящего момента, как в сухой среде, так и с компонентами, погруженными в искусственную слюну при температуре 37°C, момент ослабления всегда составлял от 80% до 90% момента затяжки, демонстрируя, что холодная сварка не происходит. Была обнаружена высокая корреляция между моментом откручивания и моментом затяжки для всех протестированных систем, но не было статистической разницы при сравнении мокрого и сухого креплений или при сравнении отдельных данных для каждой системы.
Выводы: Можно сделать вывод, что для клинически значимых уровней момента затяжки не ожидается никаких проблем с возможностью восстановления.
Похожие статьи
In vitro оценка прочности конического соединения имплантата с абатментом в двух имеющихся в продаже системах имплантатов.
Нортон МР. Нортон МР. Джей Простет Дент. 2000 май; 83(5):567-71. дои: 10.1016/s0022-3913(00)70016-3. Джей Простет Дент. 2000. PMID: 10793390
Измерения повторяющегося момента затягивания и ослабления семи различных конструкций соединения имплантата/абатмента и их модификаций: исследование in vitro.
Буткевича А., Натансон Д., Побер Р., Стратинг Х. Буткевича А. и др. Дж. Протез. 2018 фев; 27 (2): 153-161. doi: 10.1111/jopr.12467. Epub 2016 22 марта. Дж. Протез. 2018. PMID: 27003231
Волновой анализ ослабления винта имплантата с помощью циклического нагружающего устройства с воздушной цилиндрической головкой.
Ли Дж., Ким Ю.С., Ким Ч.В., Хан Дж.С. Ли Дж. и др. Джей Простет Дент. 2002 г., октябрь; 88 (4): 402-8. doi: 10.1067/mpr.2002.128099. Джей Простет Дент. 2002. PMID: 12447217
Механизм и факторы, связанные с ослаблением винта абатмента имплантата: обзор.
Хуан И, Ван Дж. Хуанг И и др. Джей Эстет Рестор Дент. 2019 июль; 31 (4): 338-345. doi: 10.1111/jerd.12494. Эпаб 2019 31 мая. Джей Эстет Рестор Дент. 2019. PMID: 31150572 Рассмотрение.
Обзор измерения силы затяжки болтов и обнаружения ослабления.
Мяо Р., Шен Р., Чжан С., Сюэ С. Мяо Р. и соавт. Датчики (Базель). 2020 2 июня; 20 (11): 3165. дои: 10.3390/s20113165. Датчики (Базель). 2020. PMID: 32498473 Бесплатная статья ЧВК.
Рассмотрение.

 Рассмотрение.
Рассмотрение.Посмотреть все похожие статьи
Цитируется
Оценка силы удаления в ортопедических компонентах зубных имплантатов с конусом Морзе.
Сантос АМТД, Стабиле ГАВ, Фелизардо К.Р., Сантос Джуниор СЭРД, Бергер С.Б., Гиральдо Р.Д., Гонини Джуниор А.Г., Лопес М.Б. Сантос АМТД и др. Браз Дент Дж. Сентябрь-октябрь 2022 г., 33(5):74-80. дои: 10.1590/0103-6440202205084. Браз Дент Дж. 2022. PMID: 36287501 Бесплатная статья ЧВК.
Бактериальная утечка in vitro в соединении имплантат-абатмент двух систем зубных имплантатов с внутренним соединением.
Хаджави А., Мохсени С., Пеймани А., Амджади М. Хаджави А. и др. Передняя вмятина. 2020 8 декабря; 17:32.
doi: 10.18502/fid.v17i32.5196. Электронная коллекция 2020.
Передняя вмятина. 2020.
PMID: 36042810
Бесплатная статья ЧВК.Биомеханический анализ жесткого и нежесткого соединения с конструкциями абатментов имплантатов для протезов с опорой на зубные имплантаты: анализ методом конечных элементов.
Хуан Ю.С., Дин С.Дж., Юань С., Ян М. Хуан Ю.С. и др. J Dent Sci. 2022 Январь; 17 (1): 490-499. doi: 10.1016/j.jds.2021.07.020. Epub 2021 12 августа. J Dent Sci. 2022. PMID: 35028075 Бесплатная статья ЧВК.
Влияние применения биоадгезива на значение крутящего момента при удалении и несоответствие вращения в месте соединения имплантата и абатмента: исследование in vitro.
Аршад М., Хаят Заде С., Атай М., Ширани Г.
, Романос Г.Е., Бассир Ш.Х.
Аршад М. и др.
Материалы (Базель). 2021 12 ноября; 14 (22): 6832. дои: 10.3390/ma14226832.
Материалы (Базель). 2021.
PMID: 34832236
Бесплатная статья ЧВК.Ортопедические осложнения несъемных зубных протезов, поддерживаемых имплантатами с запирающим конусом: ретроспективное исследование со средним периодом наблюдения 5 лет.
Гао В.М., Гэн В., Луо К.К. Гао В.М. и др. Здоровье полости рта BMC. 2021 сен 27; 21 (1): 476. doi: 10.1186/s12903-021-01843-2. Здоровье полости рта BMC. 2021. PMID: 34579694 Бесплатная статья ЧВК.
 doi: 10.18502/fid.v17i32.5196. Электронная коллекция 2020.
Передняя вмятина. 2020.
PMID: 36042810
Бесплатная статья ЧВК.
doi: 10.18502/fid.v17i32.5196. Электронная коллекция 2020.
Передняя вмятина. 2020.
PMID: 36042810
Бесплатная статья ЧВК. , Романос Г.Е., Бассир Ш.Х.
Аршад М. и др.
Материалы (Базель). 2021 12 ноября; 14 (22): 6832. дои: 10.3390/ma14226832.
Материалы (Базель). 2021.
PMID: 34832236
Бесплатная статья ЧВК.
, Романос Г.Е., Бассир Ш.Х.
Аршад М. и др.
Материалы (Базель). 2021 12 ноября; 14 (22): 6832. дои: 10.3390/ma14226832.
Материалы (Базель). 2021.
PMID: 34832236
Бесплатная статья ЧВК.Просмотреть все статьи “Цитируется по”
Типы публикаций
термины MeSH
вещества
Полнотекстовые ссылки
Эльзевир Наука
Укажите
Формат: ААД АПА МДА НЛМ
Добавить в коллекции
- Создать новую коллекцию
- Добавить в существующую коллекцию
Назовите свою коллекцию:
Имя должно содержать менее 100 символов
Выберите коллекцию:
Не удалось загрузить вашу коллекцию из-за ошибки
Повторите попытку
Отправить
Холодная сварка | 2744 публикации | 33413 Цитаты | Top Authors
Журнальная статья•DOI•
Влияние сварки трением с перемешиванием на микроструктуру алюминия 7075
[. ..]
..]
C.G. Родс 1 , Мюррей В. Махони 1 , Уильям Х. Бингел 1 , Р. А. Сперлинг 1 , К.К. Bampton 1 – Показать меньше +1 еще•Учреждения (1)
Rockwell Automation 1
01 января 1997 г.-Scripta Materialia
Резюме: Сварка трением с перемешиванием — это относительно новый метод, разработанный Институтом сварки (TWI). для соединения алюминиевых сплавов. Метод, основанный на фрикционном нагреве сопрягаемых поверхностей двух соединяемых деталей, приводит к соединению, создаваемому деформацией поверхности раздела, теплом и диффузией твердого тела. При оценке сварки трением с перемешиванием критическими проблемами (помимо прочного соединения) являются контроль микроструктуры и локальные изменения механических свойств. Серьезной проблемой при сварке плавлением, даже если можно получить прочный шов, является полное изменение микроструктуры и связанная с этим потеря механических свойств. Будучи процессом в твердом состоянии, сварка трением с перемешиванием позволяет избежать значительных изменений микроструктуры и механических свойств. Цель этого исследования состояла в том, чтобы оценить микроструктурные изменения, вызванные сваркой трением с перемешиванием 7075 Al.
Будучи процессом в твердом состоянии, сварка трением с перемешиванием позволяет избежать значительных изменений микроструктуры и механических свойств. Цель этого исследования состояла в том, чтобы оценить микроструктурные изменения, вызванные сваркой трением с перемешиванием 7075 Al.
…читать дальшеЧитать меньше
771 цитат
Журнальная статья•DOI•
Механизм механического сплавления
[…]
Беньямин Дж., Волин Т.Е. Процесс механического легирования представляет собой новый метод получения композиционных металлических порошков с контролируемой микроструктурой. Он уникален тем, что это полностью твердофазный процесс, позволяющий диспергировать нерастворимые фазы, такие как тугоплавкие оксиды, и добавлять реактивные легирующие элементы, такие как алюминий и титан. Взаимное диспергирование ингредиентов происходит путем повторной холодной сварки и разрушения свободных частиц порошка. Измельчение структуры является приблизительно логарифмической функцией времени и зависит от ввода механической энергии в процесс и деформационного упрочнения обрабатываемых материалов. В конечном итоге достигается состояние стационарной обработки, отмеченное насыщенной (постоянной) твердостью и постоянным распределением частиц по размерам, хотя структурное измельчение продолжается. Приведены доказательства этого, описаны характер холодной сварки и характеристики обрабатываемого порошка.
В конечном итоге достигается состояние стационарной обработки, отмеченное насыщенной (постоянной) твердостью и постоянным распределением частиц по размерам, хотя структурное измельчение продолжается. Приведены доказательства этого, описаны характер холодной сварки и характеристики обрабатываемого порошка.
…читать дальшечитать меньше
540 цитирований
Журнальная статья•DOI•
Холодная сварка ультратонких золотых нанопроволок
[…]
Ян Лу 1 , Цзянь Юй Хуан 90 , 906 Чао 90 Wang 3 , Shouheng Sun 3 , Jun Lou 1 – Show Mess +1 больше • Учреждения (3)
Университет Райса 1 , Национальные лаборатории Sandia 2 , Университет Брауна 3
9004 019 2 , Браун Университет 301 01 01 01 019 2 . Март 2010-Природа Нанотехнологии
TL;DR: продемонстрировано, что монокристаллические золотые нанопроволоки диаметром от 3 до 10 нм могут быть соединены холодной сваркой в течение нескольких секунд только за счет механического контакта и при относительно низком приложенном давлении.
…читать дальшечитать меньше
Резюме: Сварка металлов на наноуровне, вероятно, будет играть важную роль в восходящем производстве электрических и механических наноустройств. Существующие методы сварки используют локальный нагрев, требующий точного управления механизмом нагрева и создающий возможность повреждения. Сварка металлов без нагрева (или холодная сварка) была продемонстрирована, но только на макроскопических масштабах длины и при больших приложенных давлениях. Здесь мы демонстрируем, что монокристаллические золотые нанопроволоки диаметром от 3 до 10 нм могут быть соединены холодной сваркой в течение нескольких секунд только за счет механического контакта и при относительно низких приложенных давлениях. Просвечивающая электронная микроскопия с высоким разрешением и измерения на месте показывают, что сварные швы почти идеальны, с той же ориентацией кристаллов, прочностью и электропроводностью, что и остальная часть нанопроволоки. Высокое качество сварных швов объясняется наноразмерными размерами образца, механизмами ориентированного прикрепления и механической быстрой диффузией поверхностных атомов. Также продемонстрированы сварные швы между золотом и серебром, а также серебром и серебром, что указывает на то, что метод может быть общеприменимым.
Высокое качество сварных швов объясняется наноразмерными размерами образца, механизмами ориентированного прикрепления и механической быстрой диффузией поверхностных атомов. Также продемонстрированы сварные швы между золотом и серебром, а также серебром и серебром, что указывает на то, что метод может быть общеприменимым.
…читать дальшеЧитать меньше
407 цитирований
Журнальная статья•DOI•
Последние разработки в области сварки взрывом
[…]
Fehim Findik 1 60 9 Университеты Сайя 4
1
01 марта 2011-Материалы и конструкция
Реферат: Сварка взрывом (EXW) — один из методов соединения, состоящий из процесса сварки в твердом состоянии, при котором контролируемая взрывная детонация на поверхности металла. Во время столкновения создается высокоскоростная струя, удаляющая загрязнения с металлических поверхностей. Пластина флаера сталкивается с базовой пластиной, что приводит к склеиванию на границе раздела металлов. Металлические пластины соединяются во внутренней точке под действием очень высокого давления и вызывают значительную локальную пластическую деформацию на границе раздела, в которой возникает металлургическая связь в природе и даже более прочная, чем у основных металлов. Сваркой взрывом можно соединять одинаковые и разнородные материалы. В этой статье, после обнаружения теорий сварки и волнообразования, экспериментальные исследования и численные исследования сварки взрывом рассматриваются за последние четыре десятилетия. Кроме того, прогнозируются и критикуются будущие разработки в области сварки взрывом.
Металлические пластины соединяются во внутренней точке под действием очень высокого давления и вызывают значительную локальную пластическую деформацию на границе раздела, в которой возникает металлургическая связь в природе и даже более прочная, чем у основных металлов. Сваркой взрывом можно соединять одинаковые и разнородные материалы. В этой статье, после обнаружения теорий сварки и волнообразования, экспериментальные исследования и численные исследования сварки взрывом рассматриваются за последние четыре десятилетия. Кроме того, прогнозируются и критикуются будущие разработки в области сварки взрывом.
…читать дальшечитать меньше
393 цитирования
Журнальная статья•DOI•
Склеивание/сварка термопластичных композитов
[…]
Ali Yousefpour 1 1 •Учреждения (1)
Национальный исследовательский совет 1
01 июля 2004 г. -Журнал термопластичных композитных материалов
-Журнал термопластичных композитных материалов
Резюме: Соединение термопластичных композитов является важным этапом в производстве аэрокосмических термопластичных композитных конструкций. Поэтому в настоящее время исследуются и разрабатываются несколько методов соединения термопластичных композитных компонентов. В целом, соединение термопластичных композитов можно разделить на механическое крепление, клеевое соединение, соединение растворителем, совместное уплотнение и соединение плавлением или сварку. Соединение плавлением или сварка имеет большой потенциал для соединения, сборки и ремонта термопластичных композитных компонентов, а также предлагает множество преимуществ по сравнению с другими методами соединения. Процесс соединения плавлением включает в себя нагрев и плавление полимера на соединяемых поверхностях компонентов, а затем прижатие этих поверхностей друг к другу для затвердевания и консолидации полимера. Основное внимание в этой статье уделяется обзору различных методов соединения термопластичных композитных материалов и представлению последних разработок в этой области.