Точечная контактная сварка – Точечная сварка
Процесс точечной сварки
После включения ток проходит от одного электрода к другому через металл деталей и разогревает металл больше всего в месте соприкосновения деталей. Разогрев поверхности металла под электродами при правильно проводимом процессе незначителен, так как контакт электрод — изделие имеет сравнительно небольшое сопротивление вследствие мягкости и высокой электропроводности электродного металла, а сам электрод интенсивно охлаждается проточной водой. Прохождение тока вызывает разогрев и расплавление металла в зоне сварки, создающее ядро сварной точки, имеющее чечевицеобразную форму (см рис.). Диаметр ядра сварной точки в обычных случаях имеет величину 4-12 мм.
Точечная сварка без расплавления металла ядра точки хотя и возможна (на низкоуглеродистой стали), но недостаточно надежна и потому на практике почти не применяется. Сварка металлов, обладающих плохой свариваемостью в пластическом состоянии, возможна только при достаточном расплавлении металла в ядре точки.
Точечная сварка представляет собой своеобразный процесс, в котором сочетается расплавление металла и получение литой структуры сварного соединения с использованием значительного осадочного давления. Давление должно быть достаточным для преодоления жесткости изделия и осуществления необходимой пластической деформации, обеспечивающей соответствующую прочность сварной точки. Необходимое давление быстро возрастает с увеличением толщины свариваемого металла. Давление осадки полностью передается электродами, имеющими небольшую рабочую поверхность, несущую значительную тепловую и электрическую нагрузку. При значительной толщине основного металла нагрузка электродов настолько велика, что срок их службы быстро сокращается. Поэтому точечная сварка применяется главным образом для металла небольшой толщины, не свыше 5-6 мм. Диаметр ядра определяет в основном прочность точки и зависит от диаметра рабочей поверхности электрода, толщины листов, давления, силы тока и времени его прохождения. При неправильно подобранном режиме сварки может не произойти достаточного плавления металла и точка получится непроваренной.
С увеличением времени прохождения тока диаметр и высота ядра растут. Чрезмерное увеличение размеров ядра ослабляет его оболочку из нагретого твердого металла и происходит сильное вмятие металла под электродами, ведущее к наружному выплеску жидкого металла и снижению прочности точки. После выключения тока начинается охлаждение и затвердевание расплавленного ядра точки.
Кристаллизация жидкого металла происходит от поверхности ядра к его середине. В результате ядро имеет столбчатую дендритную структуру.
При охлаждении и затвердевании объем расплавленного металла ядра уменьшается. В результате в центральной части ядра может образоваться усадочная раковина, пористость и рыхлость металла. Чем толще металл, тем сильнее неблагоприятное влияние усадки и тем больше вероятность образования дефектов. Наиболее надежным способом борьбы с ними является повышение рабочего давления, а также переход на циклы сварки с проковкой.
Чем толще металл, тем сильнее неблагоприятное влияние усадки и тем больше вероятность образования дефектов. Наиболее надежным способом борьбы с ними является повышение рабочего давления, а также переход на циклы сварки с проковкой.
Обычно в сварном соединении располагается несколько точек, поэтому при сварке приходится считаться с утечкой тока через ранее сваренные точки, шунтирующие точку, подлежащую сварке. Наличие ранее сваренных точек вызывает также уменьшение полезного давления электродов на свариваемую точку, так как часть этого давления воспринимается ранее сваренными точками. Поэтому при сварке нескольких близко расположенных точек средняя прочность точки получается ниже, чем при сварке отдельной точки. Самой прочной точкой в узле обычно является первая.
Для точечной сварки загрязнения поверхности металла в зоне сварки должны быть предварительно тщательно удалены щетками, травлением в кислотах, опескоструиванием и т. д. Сборка под точечную сварку должна как можно точнее обеспечивать плотное прилегание деталей до сварки. Наличие зазора между деталями поглощает значительную часть давления электродов на деформацию деталей до плотного соприкосновения, действительное осадочное давление на точку становится недостаточным и получается разброс прочности точек. Требования к точности сборки повышаются с увеличением толщины листов.
Наличие зазора между деталями поглощает значительную часть давления электродов на деформацию деталей до плотного соприкосновения, действительное осадочное давление на точку становится недостаточным и получается разброс прочности точек. Требования к точности сборки повышаются с увеличением толщины листов.
Различают так называемые мягкие и жесткие режимы точечной сварки. При мягких режимах пользуются умеренными силами тока, плотность тока на рабочей поверхности электрода обычно не превышает 100 а/мм2. Для жестких режимов плотности тока доходят при сварке стали до 120-300 а/мм2.
Мягкие режимы характеризуются большей продолжительностью времени сварки, более плавным нагревом, уменьшенной мощностью сварки. К преимуществам мягких режимов относятся уменьшение мощности, потребляемой из сети, уменьшение нагрузки сети, понижение мощности и стоимости необходимых контактных машин, уменьшение закалки зоны сварки. Жесткие режимы требуют машин повышенной мощности, увеличивают максимальную загрузку сети. К преимуществам жестких режимов сварки относятся уменьшение времени сварки, повышение производительности. Давление электродов обычно принимают в пределах 3-8 кГ/мм2.
К преимуществам жестких режимов сварки относятся уменьшение времени сварки, повышение производительности. Давление электродов обычно принимают в пределах 3-8 кГ/мм2.
Неправильно установленный режим сварки или нарушение технологических требований может привести к разнообразным дефектам точечной сварки. Наиболее опасным дефектом является непровар, характеризующийся отсутствием литого ядра точки или малыми его размерами. Опасность непровара увеличивается тем, что он не всегда надежно обнаруживается внешним осмотром изделий при приемке. Могут встречаться также такие дефекты, как подплавление поверхности и прожог металла, глубокие вмятины на поверхности металла, раковины и пористость литого ядра.
Точечной сваркой соединяются главным образом детали из низкоуглеродистой стали, обладающей отличной свариваемостью. Легированные стали, склонные к закалке, а также стали с повышенным содержанием углерода следует сваривать на мягких режимах. При сварке на жестких режимах ядро точки и окружающая зона влияния сильно закаливаются и обнаруживают повышенную склонность к образованию трещин.
После сварки иногда необходима термообработка изделия для снятия внутренних напряжений, создаваемых процессом сварки, или для улучшения структуры металла, главным образом для уничтожения особенно опасной структуры мартенсита. Обычно термообработка сводится к высокому отпуску. Часто последующая термообработка повторным пропусканием тока возможна непосредственно в точечной машине тотчас после окончания сварки точки.
Хорошо сваривается аустенитная нержавеющая хромоникелевая сталь типа 18-8. Для уменьшения распада аустенита и выпадения карбидов сварку ведут на жестких режимах, с минимально возможным временем сварки. Применяются высокие давления, требующие электродов из особо прочных сплавов. Время сварки сокращается до 0,01 сек на одну точку для тонкого материала. Возможна точечная сварка алюминия, алюминиевых и магниевых сплавов. Вследствие высокой тепло- и электропроводности алюминия для его точечной сварки необходима большая плотность тока на электродах, достигающая в некоторых случаях 1000-1500 А/мм2.
Точечная сварка
Сеть профессиональных контактов специалистов сварки
Точечная сварка получила широкое распространение в промышленности, особенно при массовом производстве штампосварных конструкций в автомобиле- и авиастроении, космической технике, сельскохозяйственном и транспортном машиностроении, строительстве, а также в приборостроении при создании миниатюрных и прецизионных узлов и изделий электронной техники , средств связи и управления.
Другие страницы по теме
Точечная сварка
:
Большое значение и широкое применение контактной точечной сварки обусловлены следующими ее достоинствами:
- высокой производительностью и степенью автоматизации вследствие кратковременности самого процесса сварки и возможностью использования высокопроизводительных многоточечных машин, сборочно-сварочных поточных машин, агрегатов и роботизированных комплексов контактной сварки;
- возможностью получения сварных соединений высокого и стабильного качества для рациональной конструкции соединения при соблюдении оптимальных значений параметров режима и условий выполнения сварки;
- практическим отсутствием необходимости использования присадочных материалов, флюсов и газов;
- относительно высокими санитарногигиеническими условиями труда и культурой производства.


Перечисленные достоинства можно отнести ко всем видам контактной сварки.
Точечной сваркой можно сваривать детали из большинства известных конструкционных материалов: низко- и среднеуглеродистых, а также низколегированных, легированных коррозионно-стойких и жаропрочных сталей, алюминиевых и магниевых сплавов, титана и его сплавов, некоторых медных сплавов и ряда других материалов.
Лучше всего свариваются между собой однородные металлы и сплавы, построенные на одной основе или имеющие разную основу, но образующие между собой ряд твердых растворов.
Например, аустенитные стали хорошо свариваются с конструкционными , коррозионно-стойкие стали – с жаропрочными. Никель сваривают с низколегированными и коррозионно-стойкими сталями. Однако в ряде случаев контактная точечная сварка деталей из разнородных металлов и сплавов затруднена или невозможна, что обусловлено следующими основными факторами:
- различием теплофизических и механических свойств свариваемых пар металлов и зависимостью их от термического цикла сварки , что вызывает смещение электротеплового поля относительно плоскости свариваемого стыка;
- существенной химической и структурной неоднородностью металла литого ядра вследствие несимметричного проплавления деталей и незавершенности процессов перемешивания металла в ядре;
- образованием интерметаллических фаз и механических смесей, обладающих большой твердостью и хрупкостью, что приводит к низким механическим свойствам соединения.
Все чаще точечной сваркой соединяют металлы с антикоррозионными и декоративными покрытиями. Свариваемость таких металлов зависит от свойств покрытия и его толщины. Удовлетворительно свариваются металлы с электропроводными металлическими покрытиями толщиной 7… 30 мкм. В машиностроении используют стали, покрытые цинком, свинцом, алюминием, никелем и хромом, в приборостроении детали покрывают также оловом, оловянно-висмутовым сплавом, кадмием, золотом, серебром и никелем . Наибольшие трудности возникают при сварке металлов c неэлектропроводными фосфатными и оксидными покрытиями из-зa таких дефектов кaк выплески и непровары. Точечной сваркой обычно соединяют детали, собранные внахлестку, однако возможны и другие типы соединений.
Наиболее широко этим способом соединяют детали и заготовки, выштампованные из листового и вырезанные из профильного проката, а также детали, изготовленные резанием. Точечную сварку можно использовать для создания комбинированных конструкций, в которых заготовки из листового проката необходимо сваривать с деталями, изготовленными методами литья, ковки и высадки.
Как правило , точечной сваркой соединяют детали толшиной 0,5 . . .6,0 мм. На специальных машинах возможна сварка стали толщиной до 30,0 мм, при микросварке толщина привариваемых элементов составляет 20 … 50 мкм. Обычно в машиностроении сваривают детали равных толщин или с соотношением толщин не более 1 : 6 (при толщине тонкой детали 0,5 . . .1,5 мм) , в приборостроении соотношение толщин соединяемых элементов может быть более чем 1 : 100.
Точечная сварка может быть двусторонней и односторонней. Пpи сварке компактных деталей или узлов открытого типа c отбортовкой применяется двусторонняя сварка, а для крупногабаритных узлов и при ограниченном доступe к зоне сварки – односторонняя. Пpи сварке в массовом производствe для повышения производительности используется многоточечная сварка .
При проектировании сварной конструкции, выполняемой точечной сваркой на универсальном оборудовании с использованием простейших сборочных приспособлений, желательно обеспечить :
- минимальную и неизменную массу деталей из ферромагнитного материала, вводимую в контур сварочной машины, так как наличие магнитной стали в сварочном контуре ведет к увеличению его сопротивления и снижению силы сварочного тока; конструкция а на рис. 1 более предпочтительна, чем конструкция б;
- необходимые жесткость и прочность электродов и хоботов из сплавов с твердостью ≥120 НВ, передающих требуемую силу сжатия при сварке внутри узлов коробчатой формы, обечаек и труб (см . рис. 1, в), при этом размеры отверстия (в мм) свариваемых узлов прямоугольного или круглого сечения должны отвечать следующим зависимостям :
 1 более предпочтительна, чем конструкция б;
1 более предпочтительна, чем конструкция б;где Fсж – сила сжатия электродов, даН , определяемая толщиной и материалом , подлежащим сварке; L – длина детали (или вылет электрода), мм; при не возможности введения электрода внутрь полого тонкостенного профиля целесообразно использовать медные раздвижные вставки (см. рис. 1, г) или удаляемый после сварки легкоплавкий материал;
- свободный доступ электродов к месту сварки с тем, чтобы использовать прямые электроды с внутренним охлаждением, поэтому конструкция узла на рис. 1, д предпочтительнее узла, показанного на рис. 1, е;
- свободную деформацию деталей в зоне сварки, узел ж на рис. 1 полностью отвечает этому требованию, узел з на этом рисунке – частично;
- минимально возможные зазоры между деталями за счет повышения точности заготовок, фиксируюших приспособлений и качества сборки деталей в местах их сопряжения под сварку.
 1 полностью отвечает этому требованию, узел з на этом рисунке – частично;
1 полностью отвечает этому требованию, узел з на этом рисунке – частично;Рис. 1. Примеры узлов, соединяемых точечной (шовной) сваркой.
Точечная сварка чаще всего применяется для нахлесточных соединений c обязательным получением литого ядра. Прочность сварной точки определяется качествoм металла литого ядра, зoны термического влияния и размерами сечения ядра. Основной геометрический параметр точечного соединения – это диаметр литого ядра. ГОСТ 15878-79 регламентирует основные размеры конструктивных элементов сварных соединений для групп А и Б (см. таблицы в ГОСТ 15878-79 и рис. 2). Соединения группы А имеют большие диаметры литого ядра и обладают более высокой прочностью по сравнению с соединениями группы Б.
Фактический диаметр сварной точки должен быть не менее указанного в таблицах ГОСТа. При отработке технологии сварки выбранные параметры режима должны обеспечивать диаметр ядра dном на 15.. .25 % больше табличного для компенсации технологических возмущений при сварке .
При отработке технологии сварки выбранные параметры режима должны обеспечивать диаметр ядра dном на 15.. .25 % больше табличного для компенсации технологических возмущений при сварке .
Величина проплавления h мало влияет на прочность точки и может изменяться в пределах 20 .. .80 % толщины каждой детали. При проплавлении <20 % не удается обеспечить стабильные размеры литого ядра и отсутствие в нем дефектов, при проплавлении >80 % наблюдается перегрев металла в околошовной зоне и в контакте электрод – деталь, что снижает коррозионную стойкость соединения, повышает изнашивание электродов и вероятность образования выплесков.
Обычно минимальное значение проплавления (20 %) достигается в тонкой детали при сварке деталей неравной толщины , максимальное проплавление (до 95 %) характерно для титановых сплавов ввиду их низкой теплопроводности.
Бесследная сварка , когда отсутствует заметная вмятина на поверхности одной из деталей, достигается при односторонней сварке на медной подкладке (см . п. 2 в таблице на странице Схема точечной сварки) или при сварке с холостым плоским электродом большого диаметра (см. п. 5 таблицы на той же странице).
п. 2 в таблице на странице Схема точечной сварки) или при сварке с холостым плоским электродом большого диаметра (см. п. 5 таблицы на той же странице).
При сварке деталей неодинаковой толщины (см. рис. 2, в) конструктивные элементы соединения выбирают по более тонкой детали. Если соотношение толщин свариваемых деталей S / S1 > 2, величины В, t и с увеличивают на 20.. .30 %. При двусторонней сварке трех деталей (в исключительных случаях четырех) диаметр литого ядра, измеренный в плоскости сопряжений каждой пары деталей, должен соответствовать государственному стандарту (при односторонней сварке число одновременно свариваемых деталей не может быть более двух). Если при сварке пакета из трех деталей образуются два литых ядра (см. рис. 3, а) , то величина нахлестки В устанавливается по тонкой детали l, l‘. В случае образования обшей литой зоны (см . рис. 3, б) нахлестка со стороны края средней детали должна быть увеличена на 20 .. .30 % с тем , чтобы предотвратить возможное раздавливание края детали 2.
Рисунок 2. Конструктивные элементы, графическое изображение и условное обозначение сварных соединений, выполненных точечной сваркой из однотолщинных и одноименных металлов (а), плакированного (6) и разноименного металла (г), деталей неравной толщины (в).
Минимальный шаг точек при сварке пакета из трех стальных деталей увеличивают в – 1,5 раза по сравнению с шагом для пакета из двух деталей. Желательно, чтобы отношение толшин деталей в пакете не превышало трех.
Рис. 3. Точечная сварка трех деталей : а – раздельное формирование ядер; б – сквозное проплавление средней детали; 1, 1′ – тонкие детали; 2 – толстая деталь.
Copyright. При любом цитировании материалов Cайта, включая сообщения из форумов, прямая активная ссылка на портал weldzone.info обязательна.
%d1%82%d0%be%d1%87%d0%b5%d1%87%d0%bd%d0%b0%d1%8f%20%d0%ba%d0%be%d0%bd%d1%82%d0%b0%d0%ba%d1%82%d0%bd%d0%b0%d1%8f%20%d1%81%d0%b2%d0%b0%d1%80%d0%ba%d0%b0 — со всех языков на все языки
Все языкиАбхазскийАдыгейскийАфрикаансАйнский языкАканАлтайскийАрагонскийАрабскийАстурийскийАймараАзербайджанскийБашкирскийБагобоБелорусскийБолгарскийТибетскийБурятскийКаталанскийЧеченскийШорскийЧерокиШайенскогоКриЧешскийКрымскотатарскийЦерковнославянский (Старославянский)ЧувашскийВаллийскийДатскийНемецкийДолганскийГреческийАнглийскийЭсперантоИспанскийЭстонскийБаскскийЭвенкийскийПерсидскийФинскийФарерскийФранцузскийИрландскийГэльскийГуараниКлингонскийЭльзасскийИвритХиндиХорватскийВерхнелужицкийГаитянскийВенгерскийАрмянскийИндонезийскийИнупиакИнгушскийИсландскийИтальянскийЯпонскийГрузинскийКарачаевскийЧеркесскийКазахскийКхмерскийКорейскийКумыкскийКурдскийКомиКиргизскийЛатинскийЛюксембургскийСефардскийЛингалаЛитовскийЛатышскийМаньчжурскийМикенскийМокшанскийМаориМарийскийМакедонскийКомиМонгольскийМалайскийМайяЭрзянскийНидерландскийНорвежскийНауатльОрокскийНогайскийОсетинскийОсманскийПенджабскийПалиПольскийПапьяментоДревнерусский языкПортугальскийКечуаКвеньяРумынский, МолдавскийАрумынскийРусскийСанскритСеверносаамскийЯкутскийСловацкийСловенскийАлбанскийСербскийШведскийСуахилиШумерскийСилезскийТофаларскийТаджикскийТайскийТуркменскийТагальскийТурецкийТатарскийТувинскийТвиУдмурдскийУйгурскийУкраинскийУрдуУрумскийУзбекскийВьетнамскийВепсскийВарайскийЮпийскийИдишЙорубаКитайский
Все языкиАбхазскийАдыгейскийАфрикаансАйнский языкАлтайскийАрабскийАварскийАймараАзербайджанскийБашкирскийБелорусскийБолгарскийКаталанскийЧеченскийЧаморроШорскийЧерокиЧешскийКрымскотатарскийЦерковнославянский (Старославянский)ЧувашскийДатскийНемецкийГреческийАнглийскийЭсперантоИспанскийЭстонскийБаскскийЭвенкийскийПерсидскийФинскийФарерскийФранцузскийИрландскийГалисийскийКлингонскийЭльзасскийИвритХиндиХорватскийГаитянскийВенгерскийАрмянскийИндонезийскийИнгушскийИсландскийИтальянскийИжорскийЯпонскийЛожбанГрузинскийКарачаевскийКазахскийКхмерскийКорейскийКумыкскийКурдскийЛатинскийЛингалаЛитовскийЛатышскийМокшанскийМаориМарийскийМакедонскийМонгольскийМалайскийМальтийскийМайяЭрзянскийНидерландскийНорвежскийОсетинскийПенджабскийПалиПольскийПапьяментоДревнерусский языкПуштуПортугальскийКечуаКвеньяРумынский, МолдавскийРусскийЯкутскийСловацкийСловенскийАлбанскийСербскийШведскийСуахилиТамильскийТаджикскийТайскийТуркменскийТагальскийТурецкийТатарскийУдмурдскийУйгурскийУкраинскийУрдуУрумскийУзбекскийВодскийВьетнамскийВепсскийИдишЙорубаКитайский
Точечная контактная сварка | Сварка своими руками
Конденсаторная сварка (КС) – разновидность контактной сварки, которая использует для получения сварного соединения деталей ток, получаемый в результате разрядки конденсаторов, предварительно заряженных от выпрямителя. В процессе разрядки кондеров образуется тепло, необходимое для формирования литой сварной точки или шва. Для обеспечения полноценного электроконтакта детали сжимают друг с другом с заданным усилием, в контактирующих плоскостях возникает электродуга,… Читать далее »
В процессе разрядки кондеров образуется тепло, необходимое для формирования литой сварной точки или шва. Для обеспечения полноценного электроконтакта детали сжимают друг с другом с заданным усилием, в контактирующих плоскостях возникает электродуга,… Читать далее »
Контактную точечную сварку можно собрать из блока микроволновой печи. В чем заключается суть производства такого самодельного аппарата: из старой микроволновки вынимается трансформаторный блок. Из этого ТБ в свою очередь, извлекается вторичная обмотка: сделать это можно разными способами, но обязательно во время выполнения этой процедуры между вторичной и первичной обмоткой нужно вставить пластину, чтобы, когда вы… Читать далее »
Категории : Точечная контактная сварка Метки: контактная сварка, контактная сварка своими руками, контактная точечная сваркаСегодня техника помогает человеку практически во всех сферах, в которых он задействован, а в некоторых сферах она уже и вовсе его заменила. Дело кузовного ремонта автомобиля всегда было хлопотным. Найти хорошего мастера по рихтовке, который на протяжении всей жизни накапливал необходимые знания, было всегда трудно. Возможность забраться в труднодоступные места кузова и выровнять их с… Читать далее »
Дело кузовного ремонта автомобиля всегда было хлопотным. Найти хорошего мастера по рихтовке, который на протяжении всей жизни накапливал необходимые знания, было всегда трудно. Возможность забраться в труднодоступные места кузова и выровнять их с… Читать далее »
Аппараты контактной точечной сварки могут стать незаменимыми при ремонтных работах в гараже или автосервисе, а также в мелкосерийном производстве. Контактная сварка сталь 65Г Рассмотрим случай из практики, в котором точечная сварка выручает: предположим, вам необходимо сварить конструкцию из стали 65Г, но данная сталь не применяется для сварных конструкций. Что делать? Выход простой! Эта сталь сваривается… Читать далее »
Категории : Точечная контактная сварка Электросварочное оборудование Метки: аппарат контактной сварки, контактная и точечная сварка, контактная сварка сталь, кузовные сварочные работы, сварочные работы дома, сварочные работы по кузову, сварочный аппарат для точечной сварки, точечная сварка digital Приветствую! Удалось перебраться на новую работу, связанную со стройкой — и тут же столкнулся с проблемой сварки пространственных конструкций для изделий из бетона — колец, блоков и других, из проволоки — Ф 4 мм. Трудность в том, что сварка соединения (как я понял) проводится за какой-то миг — в общем, прихваткой — так вот, если… Читать далее »
Трудность в том, что сварка соединения (как я понял) проводится за какой-то миг — в общем, прихваткой — так вот, если… Читать далее »
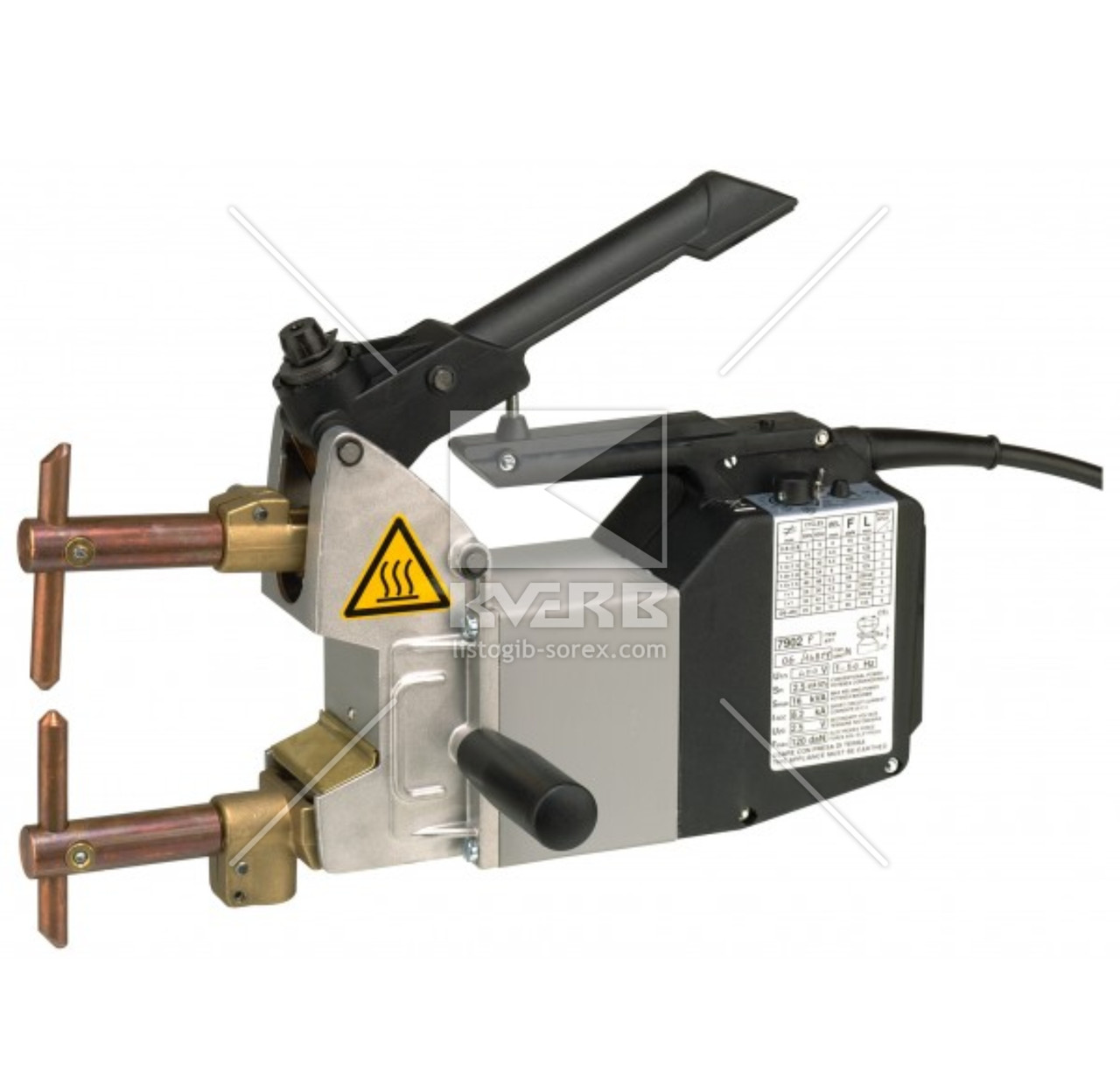
При изготовлении изделий для реализации, из листового металла толщиной до 2-х миллиметров, сварочный шов смотрится не эстетично. Для придания продукции товарного вида разумнее перейти на аппараты контактной сварки. Преимущества видны сразу. Один из них, MODULAR-230, работает от обычной эл.сети. Время на сварку сократится. А вот прочность соединений не пострадает.
Категории : Точечная контактная сварка Электросварочное оборудование Метки: аппарат для контактной сварки, сварочный аппарат контактной сваркиДля этой цели годится трансформатор от мощной микроволновой печки, питающей магнетрон. Его мощность должна быть не менее 1 кВт. Такой мощности достаточно для точечной сварки листового металла толщиной в 1 мм.
Сварка контактная точечная – – Энциклопедия по машиностроению XXL
Сварка контактная (точечная и линейная, реже стыковая) [c.119]В машиностроении распространены следующие методы сварки контактная — точечная и шовная дуговая — полуавтоматическая и автоматическая под слоем флюса, в среде защитных газов (аргон, гелий, углекислый газ) электрошлаковая ультразвуковая. Аргонодуговая сварка применяется для сварки алюминиевых и магниевых сплавов, для сварки нержавеющей стали. Электрошлаковая сварка (принципиально новый способ сварки металла неограниченных толщин) внедрена в тяжелом машиностроении для сварки крупных станин различных машин. [c.304]
Сварка контактная, точечная и ковка сталей, алюминия и титана Методические рекомендации МР ТЭО-85, М, ВНИИНмаш, 1985, 60 с, [c.325]
Большое значение имеет применение сварки в производстве металлических кроватей. При замене дуговой сварки контактной точечной экономия электродов составляет 0,19 кг на одну кровать, а производительность уве-
[c.29]
При замене дуговой сварки контактной точечной экономия электродов составляет 0,19 кг на одну кровать, а производительность уве-
[c.29]
Завод металлических конструкций (г. Домодедово) провел работы по замене ручной дуговой сварки контактной точечной. При помощи точечной сварки на этом заводе изготовляются мачты из угловой стали, предназначенные для электролиний высокого напряжения. Сварка [c.68]
Сварка контактная точечная [c.175]
Контактная точечная сварка. Контактной точечной сваркой соединяются различные элементы арматуры, например узлы каркаса и [c.522]
Кт — контактная точечная сварка. [c.194]
Пятая позиция предусматривает правила нанесения обозначений для прерывистых швов, для одиночных сварных точек, для швов контактной сварки точечных или роликовых. Например, для прерывистых швов записывают размер длины провариваемого участка /, знак 2 или / и размер шага шва для шва контактной роликовой электросварки — размер расчетной ширины шва для шва контактной точечной электросварки — диаметр точки d, знак / или знак 2 и размер шага и т.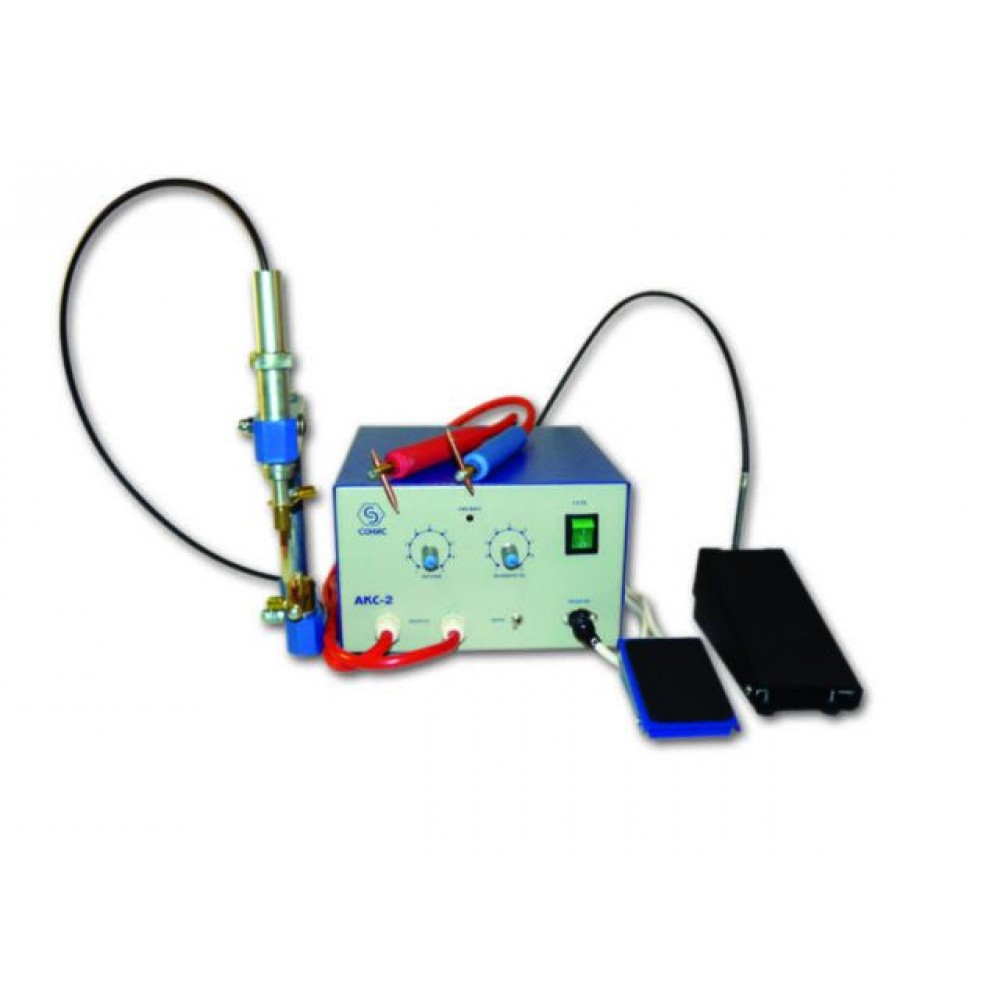 д. Все случаи приведены в примерах услов-1 ых обозначений сварных швов (табл. 7.6).
[c.224]
д. Все случаи приведены в примерах услов-1 ых обозначений сварных швов (табл. 7.6).
[c.224]
Шов таврового соединения без скоса кромок, односторонний, выполняемый электродуговой ручной сваркой по замкнутому контуру. Катет шва 5 мм Шов углового соединения со скосом одной кромки, двусторонний с предварительным наложением под-варочного шва, выполняемый автоматической сваркой под флюсом по замкнутой линии Шов нахлесточного соеди-кения, трехрядный с шахматным расположением точек, выполняемый контактной точечной электросваркой. Расчетный диаметр точек 10 мм, шаг между точкамИ 40 мм [c.225]
Контактную сварку классифицируют по типу сварного соединения, определяющего вид сварочной машины, и по роду тока, питающего сварочный трансформатор. По типу сварного соединения различают сварку стыковую, точечную и шовную. [c.212]
Контактную точечную сварку углеродистых и легированных сталей выполняют на мягких режимах, т. е. длительным нагревом током и быстрым удалением заготовок из машины для избежания
[c.232]
длительным нагревом током и быстрым удалением заготовок из машины для избежания
[c.232]
При изготовлении сварных конструкций с помощью контактной точечной сварки оптимальными объектами роботизации являются тонколистовые и каркасно-решетчатые конструкции двери, [c.72]
Поэтому для прихватки и сварки кузовов автомашин все шире используют роботы, оснащенные клещами для контактной точечной сиа[)кп. Использование роботов делает производство более гибким, т. е. позволяет переходить к изготовлению кузовов другой модификации путем простой смены программы роботов, обслуживающих отдельные рабочие места. [c.346]
В условное обозначение шва может быть включено также буквенное обозначение способа сварки, например сварку автоматическую обозначают А, полуавтоматическую — П (ГОСТ 11533—75), контактную точечную — Кг, шовную—Кш (ГОСТ 15878—79) и др. [c.274]
[c.274]
Размеры конструктивных элементов швов сварных соединений, выполняемых контактной точечной, рельефной и шовной сваркой, зависят только от марки материала и толщины свариваемых деталей, поэтому на типы их разделять нецелесообразно. Швы этих соединений обозначаются как стандартные, но без буквенно-цифрового обозначения соединения, которое ГОСТ 15878—79 не устанавливает, например [c.164]
Условные обозначении типов соединений по ГОСТ 14098—68 Рис. 9. Крестообразные соединения контактной точечной сваркой (КТ) а — двух стержней (КТ-2) б — трех стержней (КТ-3) [c.125]
Одиночные сварные точки соединения внахлестку, выполняемые контактной точечной сваркой. Расчетный диаметр литого ядра точки 5 мм [c.119]Рис, 66. Схема контактной точечной. сварки [c.109]
Контактную точечную и шовную сварку применяют для соединения листов и профильного проката преимущественно из деформируемых сплавов. Контактную стыковую сварку выполняют преимущественно методом оплавления. Так как алюминий и его сплавы отличаются высокой тепло- и электропроводностью, то необходимо при электроконтактной сварке, особенно точечной, применение больших токов и мощных машин, для повышения эффективности нагрева целесообразно сваривать при малой длительности импульсов тока.
[c.135]
Контактную стыковую сварку выполняют преимущественно методом оплавления. Так как алюминий и его сплавы отличаются высокой тепло- и электропроводностью, то необходимо при электроконтактной сварке, особенно точечной, применение больших токов и мощных машин, для повышения эффективности нагрева целесообразно сваривать при малой длительности импульсов тока.
[c.135]
В сварочном производстве нашли преимущественно применение роботы, перемещающие сварочные клещи для контактной точечной сварки. Это связано с более низкими требованиями к перемещению клещей между точками при контактной сварке по сравнению с перемещением электрододержателя или горелки в процессе дуговой сварки. Роботы, предназначенные для дуговой сварки, должны осуществлять непрерывное движение электрода при регулируемы величинах перемещения, скорости и ускорения. Это усложняет его конструкцию и требует значительно большего объема памяти программирующих устройств. [c.144]
Следует отметить, что и при наличии давления может происходить расплавление металла, например, при термитной сварке с давлением, контактной точечной и шовной сварке с образованием литого ядра, стыковой сварке оплавлением, сварке трением и др. [c.22]
[c.22]
Расчет соединений, выполняемых контактной точечной, рельефной и шовной сваркой, обычно производится на срез по площади контакта. Такие соединения, как правило, не несут больших нагрузок, так как применяются для деталей малой толщины. [c.258]
Контактная сварка (стыковая, точечная, шовная) отличается высокой производительностью и экономичностью. Ею хорошо свариваются углеродистые, низколегированные и некоторые коррозионно-стойкие стали, а также алюминий, титан и их сплавы. [c.154]
Типы и конструкции сварных швов. В зависимости от расположения свариваемых деталей швы бывают стыковые (рис. 4.2, а), внахлестку (рис. 4.2, б), угловые (рис. 4.2, в), тавровые (рис. 4.2, г) и другие в зависимости от расположения шва относительно линии действия силы—лобовые (рис. 4.3, а), фланговые (рис. 4.3, б) и косые (рис. 4.3, в). Область применения тех пли иных швов во многом зависит от способа сварки при дуговой и газовой сварке распространение получили все типы швов, при контактной стыковой — лобовые швы, при контактной точечной, роликовой и короткоимпульсной —швы внахлестку. [c.401]
При контактной точечной сварке качество соединения зависит от числа свариваемых деталей, которое не должно превышать [c.402]
При изготовлении корпусных деталей приборов методом холодной штамповки форма и размеры заготовки определяются опытным путем. Основными операциями, с помощью которых получают нужную форму и размеры корпусной детали, являются гибка и вытяжка. Толщина 5 листового материала обычно составляет 0,7—2 мм. Радиусы гибки Я определяются в зависимости от вида и толщины материала обычно для стали Я = 0,5з, алюминиевых сплавов Я = 0,35, дуралюмина Я = 1,35. Элементы штампованных корпусных деталей наиболее рационально соединять с помощью контактной точечной сварки (см. 119). [c.487]
Хорошо сваривается контактной, точечной и роликовой сваркой. Дуговой и газовой сваркой сваривается плохо. Обрабатываемость резанием удовлетворительная. Режимы термической обработки указаны в табл. 35—37. [c.34]
Для сварки жаропрочных сталей и сплавов больших толщин (до 30 мм) применяют элек-тронно-лучевую сварку. Возможность сварки за один проход зависит от формы шва и является важным технологическим преимуществом этого способа сварки. Контактной точечной и шовной сваркой сваривают детали толщиной 0,05-6 мм. Соотношение толщин свариваемых деталей не более 5 1. [c.28]
Sta k welding — Пакетная сварка. Контактная точечная сварка сложенных в пакет пластин, сварка всех пластин происходит одновременно. [c.1050]
МНОГОТОЧЕЧНАЯ СВАРКА (контактная) — точечная сварка, при которой за один рабочий цикл машины выполняется более двух сварных точек. Различают М. с. одновременную и последовательную. Последняя может осуществ-лят1,ся как при поочерелном опускании электродов, так и нри поочередном подключении нр( Дварител1.но опущенных электродов к сварочному трансформатору. М. с. используется в массовом производстве, где требуется повышенная производительность при значительном количестве сварных точек на каждой свариваемой детали. Многоточечная контактная машина является специализированной машиной, конструкция которой разрабатывается в каждом отдельном случае применительно к спариваемому изделию. Количество электродов, применяемых в этих машинах, практически не ограничено и зависит от количества требуемых сварных точек. Существуют одно- и много-трансформаторные многоточечные машины те и другие как для одновременного, так и для последовательного зажатия электро- [c.82]
Автоматизированная подсистема, будучи самостоятельным звеном АСУТП, предназначается для расчета режимов и технических норм времени на выполнение ручной электродуговой, механизированной, автоматической сварки контактной точечной, шовной и других способов сварки. [c.387]
Сварка контактная точечная Стационарные машины серийного выпуска малой и средней мощности с педальным приводом Выполнение сварки мелких и средних узлов из стальных деталей малой и средней толщииы на стационарных рабочих местах Применяются для сварки малоответственных деталей Единичное и серийное производство [c.174]
В третьей позиции указывают способ выполнения сварки. Кроме ручной электродуговой сварки, все остальные швы имеют несколько способов исполнения, например А — автоматическая сварка под слоем флюса П — полуавтоматическая сварка под слоем флюса Кт — контактная точечная сварка Кр — контактная роликовая сварка Кс — контактная стыковая сварка и т. д. Сгюсобы выполнения сварки даны в стандартах на типы и конструктивные элементы сварных швов. [c.223]
Так, в установке (рис. 7.66) из намотанных на барабаны / продольны проволок, а также выправленных и нарезанных поперечных проволок 9 контактной точечной сваркой изготовляется непрерывная сетка, разрезаемая на отрезки 8 заданной длины с помощью гильотинных ножниц 7. Продольные проволоки проходят через пятироликовые правильные устройства 2 и направляющие втулки 3. Поперечные проволоки (стержни) по одной захватываются специальным автоматическим механизмом из бункера-питателя н укладываются сверху на продольные проволоки перпенди- [c.234]
Осесимметричное распределение температур возникает при контактной точечной сварке, при дуговой сварке электрозакле-почных соединений, при термической правке. При этом возникает осесимметричное поле напряжений, характеризуемое компонентами Or и Оо плоского напряженного состояния в полярных координатах. Наиболее просто выполняется упругое решение. Для осесимметричного нагрева пластины с произвольным законом изменения температуры в радиальном направлении известно следующее упругое решение [c.430]
И размер шага. Для швов контактной точечной сварки или элек-трозаклепочного — размер расчетного диаметра точки или электрозаклепки, знак / или I и размер шага. [c.228]
Технологические данные. Пластичность в горячем состоянии высокая. Температура ковки-штамповки 470—475° С. Хорошая свариваемость контактной, точечной и роликовой сваркой. Дуговой и газовой сваркой сваривается плохо. Обра- [c.38]
Технологические данные. Пластичность в горячем состоянии пониженная. Температура ковки-штамповки 450—475 С. Хорошая свариваемость контактной, точечной и роликовой сваркой. Дуговой газовой сваокой сваоиваются плохо. [c.39]
Машина для контактной точечной сварки типа МТ и современные модели
Сварка сетки: многоэлектродная автоматическая машина контактной точечной сварки, ручная линия сварки
Компания “Росстройтех” является объединением инновационных производителей оборудования, машин для автоматической и ручной контактной сварки сетки. Оптимальное сочетание проверенных годами технологий и современных конструкторских решений позволяют нам создавать сварочные линии и машины контактной точечной сварки, соответствующие по уровню решениям ведущих европейских производителей и значительно превосходящие китайского производителя.
Талантливые сотрудники конструкторского и технологического бюро разрабатывают высокоэффективные и простые в использовании машины контактной сварки различного типа, включая МТ. Одна из наших задач – способствовать минимизации затрат клиента при производстве. Поэтому все оборудование, ручные сварочные линии или машины контактной точечной сварки, имеют в своем составе доступные, но эффективные технологии. Такой подход позволяет конечному пользователю получить полный контроль качества над выпускаемой продукцией.
Автоматическая контактная сварка на наших аппаратах – это контролируемый и эффективный процесс. Машины для контактной точечной сварки МТ, выпускаемые «Росcтройтех», являются технологичными, мощными и способными выполнять широкий круг работ. И это сказывается на их востребованности. Реализация положительного опыта зарубежных производителей и строгий учет российского потребительского рынка – основные приоритеты в нашей работе.
В своих разработках мы стремимся использовать энергосберегающие технологии. Это позволяет нашим аппаратам для автоматической или ручной контактной сварки выигрывать перед аналогами в расходах на эксплуатационное обслуживание.
Еще одно из главных преимуществ нашего предложения – это компактность сварочного оборудования. Машина контактной сварки МТ занимает минимальное пространство, поэтому для этого оборудования вам не понадобятся дополнительные свободные площади. Кроме того, оптимальные габариты и малый вес облегчают транспортировку машин контактной точечной сварки и перемещение в пределах производства.
Мы предлагаем не только современное, но и надежное оборудование. Каждая машина контактной точечной сварки или ручная сварочная линия проходят тщательное поэтапное тестирование на производстве. Поэтому в качестве своей продукции мы полностью уверены.
В настоящий момент наша компания готова предложить следующее оборудование для производства сварной сетки:
1. Ручная сварочная линия сварки сеток
- В тех случаях, когда необходимо производить плоские и широкие сварные конструкции, ручная сварочная линия является экономичным альтернативным вариантом машинам многоточечной сварки сеток. В отличие от трудоемкого труда сварщиков, наши линии обеспечивают высокую производительность при полном контроле над качеством конечного изделия.
2. Полуавтоматическая многоточечная машина контактной сварки сеток из мерных прутков типа МТ
- Полуавтоматическая контактная сварка требует надежного оборудования, которое обеспечило бы качество конечному изделию и простоту производства. «РосСтройТех» выпускает профессиональное сварочное оборудование, в том числе и для этих целей. Машина контактной точечной сварки представляет собой линию для изготовления сварных сеток из мерных прутков. Одна из ее особенностей – предварительная подготовка прутков. Машина контактной сварки МТ работает с заранее правлеными и нарезанными в размер прутками, которые из бункерных лотков в автоматическом режиме подаются в зону сварки.
3. Автоматические многоточечные машины контактной сварки сеток с подачей проволоки из бухт и бобин
- Автоматическая подача проволоки и рубка непосредсвенно перед сваркой сетки позволяет достичь высокой скорости и огромных объемов производства. Многоэлектродные машины сварки работают в полностью автоматическом режиме, при этом ситема бухтодержателей обеспечивает подачу продольной и поперечной проволоки в зону сварки сварочного портала для бесперебойного производства готовой сварной сетки. Станки выпускаются в стандартном и компактном варианте для размещения в цеху.
Категории
Воронежская областьБелгородская областьБрянская областьКурская областьТамбовская областьКалужская областьОрловская областьТульская областьЯрославская областьИвановская областьКостромская областьМоскваМосковская областьТверская областьРязанская областьСмоленская областьВладимирская областьЛипецкая областьРеспублика ДагестанСтавропольский крайЧеченская РеспубликаКарачаево-Черкесская РеспубликаИнгушетияКабардино-Балкарская РеспубликаСеверная Осетия — АланияКраснодарский крайАстраханская областьРеспублика КалмыкияВолгоградская областьАдыгеяРостовская областьКрымСевастопольСанкт-ПетербургЛенинградская областьМурманская областьРеспублика КарелияНовгородская областьВологодская областьАрхангельская областьНенецкий автономный округКалининградская областьРеспублика КомиПсковская областьВитебская областьМогилевская областьГомельская областьБрестская областьГродненская областьМинская областьРеспублика Саха (Якутия)Камчатский крайПриморский крайХабаровский крайАмурская областьМагаданская областьСахалинская областьЕврейская автономная областьЧукотский автономный округРеспублика БурятияРеспублика ТываРеспублика ХакасияАлтайский крайЗабайкальский крайКрасноярский крайИркутская областьКемеровская областьНовосибирская областьОмская областьТомская областьКурганская областьСвердловская областьТюменская областьЧелябинская областьХанты-Мансийский автономный округ — ЮграЯмало-Ненецкий автономный округРеспублика БашкортостанРеспублика Марий ЭлРеспублика МордовияРеспублика ТатарстанУдмуртская РеспубликаЧувашская РеспубликаКировская областьНижегородская областьОренбургская областьПензенская областьУльяновская областьСамарская областьСаратовская областьПермский крайОстальные регионы России и страны
630015, Россия, г. Новосибирск, ул. Планетная, д. 30, к1-1а
Тел: +7 (383) 287-12-93 – по оборудованию
Email: [email protected] (для заказов)
Время работы: Пн-Пт, с 9.00 до 18.00
(+4 часа к МСК)
Используйте WhatsApp и Viber
чтобы отправить сообщение + фото.
Тел: , +7-983-310-48-27, +7-983-510-31-49
Технические консультации, запасные части:
Тел: +7 (383) 239-48-27
Тел: +7 (383) 310-31-49
Email: [email protected]
Время работы: Пн-Пт, с 9.00 до 18.00
(+ 4 часа к МСК)
Как осуществить точечную сварку в домашней мастерской
Как осуществить точечную сварку в домашней мастерской
Точечная контактная сварка — сварочный процесс, при котором детали соединяются в одной или одновременно в нескольких точках.
Разновидности и классификация сварки
Сваркой называют процесс получения неразъемного соединения деталей за счет образования межатомных связей в сварном шве. Такие связи возникают при воздействии местного или общего нагрева свариваемых деталей, либо под воздействием пластической деформации, либо того и другого вместе.
Сварка чаще всего применяется для соединения металлов и их сплавов, для соединения термопластов и даже в медицине. Но сварка живых тканей выходит за рамки данной статьи. Поэтому вкратце рассмотрим лишь те виды сварки, которые применяются в технике.
Современное развитие сварочных технологий таково, что позволяет выполнять сварочные работы не только в условиях производства, а также на открытом воздухе и даже под водой. В последние годы сварочные работы в качестве эксперимента уже проводились в космосе.
Для производства сварки применяются различные виды энергии. В первую очередь это электрическая дуга или пламя газовой горелки. Более экзотичными источниками являются ультразвук, излучение лазера, электронный луч, а также сварка трением.
Все сварочные работы сопряжены с высокой пожарной опасностью, загазованностью вредными газами, ультрафиолетовым облучением, и просто опасностью поражения электрическим током. Поэтому проведение сварочных работ требует неукоснительного соблюдения правил техники безопасности.
Все способы сварки в зависимости от вида энергии и технологии ее использования подразделяются на три основных класса: термический класс, термомеханический класс, и механический класс.
Сварка термического класса осуществляется плавлением за счет использования тепловой энергии. В основном это широко известная электродуговая сварка и газовая сварка. Сварка термомеханического класса выполняется при помощи тепловой энергии и механического давления. Для сварки механического класса используется энергия давления и трения. Все разделения сварки на классы производятся согласно ГОСТ 19521-74.
Точечная сварка
Точечная сварка относится к разряду так называемых контактных сварок. Кроме нее туда же относятся стыковая и шовная сварки. В условиях домашней мастерской последние два вида осуществить практически невозможно, поскольку оборудование слишком сложное для повторения в условиях кустарного производства. Поэтому далее будет рассмотрена только точечная контактная сварка.
Согласно вышеприведенной классификации точечная сварка относится к термомеханическому классу. Процесс сварки состоит из нескольких этапов. Сначала свариваемые детали, предварительно совмещенные в нужном положении, помещаются между электродами сварочной машины и прижимаются друг к другу. Затем подвергаются нагреву до состояния пластичности, и последующему совместному пластическому деформированию. При использовании автоматического оборудования в промышленных условиях достигается частота сварки 600 точек в минуту.
Краткая технология точечной сварки
Нагрев деталей осуществляется за счет подачи кратковременного импульса сварочного тока. Длительность импульса варьируется в пределах 0,01…0,1 сек в зависимости от условий сварки. Этот кратковременный импульс обеспечивает расплавление металла в зоне электродов и образование общего для обеих деталей жидкого ядра. После снятия импульса тока в течение некоторого времени детали удерживаются под давлением для остывания и кристаллизации расплавленного ядра.
Прижатие деталей в момент сварочного импульса обеспечивает образование вокруг расплавленного ядра уплотняющего пояска, который препятствует выплеску расплава из зоны сварки. Поэтому дополнительных мер защиты места сварки не требуется.
Усилие сжатия электродов следует снимать с некоторой задержкой после окончания сварочного импульса, что обеспечивает условия для лучшей кристаллизации расплавленного металла. В некоторых случаях на окончательной стадии рекомендуется увеличение усилия прижима деталей, что обеспечивает проковывание металла и устранение внутри сварного шва неоднородностей.
Следует заметить, что для получения качественного сварочного шва свариваемые поверхности должны быть предварительно подготовлены, в частности, зачищены от толстых оксидных пленок или попросту ржавчины. Для сварки достаточно тонких листов, до 1…1,5 мм применяется так называемая конденсаторная сварка.
Конденсаторы заряжаются от сети непрерывно, достаточно небольшим током, потребляя незначительную мощность. В момент сварки конденсаторы разряжаются через свариваемые детали, обеспечивая необходимый режим сварки.
Такие источники применяются для сварки миниатюрных и сверхминиатюрных деталей в приборостроении, электронной и радиотехнической промышленности. При этом возможна сварка, как черных, так и цветных металлов, причем даже в различном сочетании.
Достоинства и недостатки точечной сварки
Как и все на свете точечная сварка имеет свои достоинства и недостатки. К достоинствам, прежде всего, следует отнести высокую экономичность, механическую прочность точечных швов и возможность автоматизации сварочных процессов. Недостатком следует признать отсутствие герметичности сварочных швов.
Самодельные конструкции аппаратов точечной сварки
В условиях домашней мастерской точечная сварка может быть просто необходима, поэтому было разработано немало аппаратов, пригодных для самостоятельного изготовления в домашних условиях. Далее будет приведено краткое описание некоторых из них.
Одна из первых конструкций аппарата для точечной сварки была описана в журнале РАДИО N 12, 1978 г. с.47-48 . Схема аппарата показана на рисунке 1.
Рисунок 1. Схема аппарата для точечной сварки
Подобный аппарат не отличается повышенной мощностью, с его помощью можно сваривать листовой металл толщиной до 0,2 мм или стальную проволоку диаметром до 0,3 мм. При таких параметрах вполне возможна сварка термопар, а также приваривание тонких деталей из фольги к массивным стальным основаниям.
Одно из возможных применений это приваривание тонких листов фольги с предварительно наклеенными тензодатчиками к испытываемым деталям. В виду того, что свариваемые детали малогабаритные, усилие прижима при их сварке невелико, поэтому сварочный электрод выполнен в виде пистолета. Прижим деталей осуществляется усилием руки.
Схема сварочного аппарата достаточно проста. Основное ее назначение это создание сварочного импульса необходимой длительности, что обеспечивает различные режимы сварки.
Основным узлом аппарата является сварочный трансформатор Т2. К его вторичной обмотке (по схеме верхний конец) с помощью многожильного гибкого кабеля подключается сварочный электрод, а к нижнему концу подключается более массивная свариваемая деталь. Подключение должно быть достаточно надежным.
Сварочный трансформатор подключен к сети через выпрямительный мост V5…V8. В другую диагональ этого моста включен тиристор V9 при открытии которого напряжение сети через выпрямительный мост прикладывается к первичной обмотке трансформатора Т2. Управление тиристором осуществляется с помощью кнопки S3 «Импульс» расположенной в рукоятке сварочного пистолета.
При включении в сеть от вспомогательного источника сразу же заряжается конденсатор С1. Вспомогательный источник состоит из трансформатора Т1 и выпрямительного моста V1…V4. Если теперь нажать кнопку S3 «Импульс», то конденсатор С1 через ее замкнутый контакт и резистор R1, будет разряжаться через участок управляющий электрод – катод тиристора V9, что приведет к открытию последнего.
Открывшийся тиристор замкнет диагональ моста V5…V9 (по постоянному току), что приведет к включению сварочного трансформатора Т1. Тиристор будет открыт до тех пор, пока не разрядится конденсатор С1. Время разряда конденсатора, а следовательно и время импульса сварочного тока можно регулировать переменным резистором R1.
Для того, чтобы подготовить следующий импульс сварки, кнопку «Импульс» необходимо кратковременно отпустить, чтобы зарядился конденсатор С1. Следующий импульс будет сформирован при повторном нажатии на кнопку: весь процесс повторится, как было описано выше.
В качестве трансформатора Т1 подойдет любой маломощный (5…10Вт) с выходным напряжением на обмотке III около 15В. Обмотка II используется для подсветки, ее напряжение 5…6В. При указанных на схеме номиналах С1 и R1 максимальная длительность импульса сварки около 0,1 сек, что обеспечивает сварочный ток на уровне 300…500 А, что вполне достаточно для сварки малогабаритных деталей, упоминавшихся выше.
Трансформатор Т2 изготовлен на железе Ш40. Толщина набора 70 мм, первичная обмотка намотана проводом ПЭВ-2 0,8 и содержит 300 витков. Вторичная обмотка намотана сразу в два провода и содержит 10 витков. Провод вторичной обмотки многожильный диаметром 4мм. Также можно применить шину сечением не менее 20 кв.мм.
Тиристор ПТЛ-50 вполне возможно заменить на КУ202 с буквами К, Л, М, Н. При этом емкость конденсатора С1 придется увеличить до 2000 мкФ. Вот только надежность работы аппарата при такой замене может несколько уменьшиться.
Более мощный аппарат для точечной сварки
Описанный выше аппарат можно назвать аппаратом для микросварки. Схема более мощного аппарата показана на рисунке 2.
Рисунок 2. Принципиальная схема аппарата точечной сварки
При ближайшем рассмотрении нетрудно заметить, что структурно она очень похожа на предыдущую и содержит те же узлы, а именно: сварочный трансформатор, полупроводниковый тиристорный ключ и устройство выдержки времени, обеспечивающее требуемую длительность сварочного импульса.
Эта схема позволяет сваривать листовой металл толщиной до 1 мм, а также проволоку диаметром до 4 мм. Такое увеличение мощности по сравнению с предыдущей схемой достигнуто за счет применения более мощного сварочного трансформатора.
Общая схема аппарата показана на рисунке 2а. Первичная обмотка сварочного трансформатора Т2 подключена к сети через тиристорный бесконтактный пускатель типа МТТ4К. Прямой ток такого пускателя 80 А, обратное напряжение 800 В. Его внутреннее устройство показано на рисунке 2в.
Схема модуля достаточно проста и содержит два тиристора, включенных встречно – параллельно, два диода и резистор. Контакты 1 и 3 коммутируют нагрузку в то время, когда замкнуты контакты 4 и 5. В нашем случае они замыкаются при помощи контактной группы реле К1. Для защиты от аварийных ситуаций схема содержит автоматический выключатель АВ1.
Реле времени собрано на трансформаторе Тр1, диодном мосте КЦ402, электролитических конденсаторах С1…С6, реле К1 и коммутирующих переключателях и кнопках. В положении показанном на схеме при включении автомата АВ1 начинают заряжаться конденсаторы С1…С6.
Конденсаторы подключаются к диодному мосту при помощи переключателя П2К с независимой фиксацией, что позволяет подключать различное количество конденсаторов и тем самым регулировать выдержку времени. В цепи заряда конденсаторов установлен резистор R1, его назначение ограничить зарядный ток конденсаторов в начальный момент зарядки. Это позволяет увеличить срок службы конденсаторов. Зарядка конденсаторов происходит через нормально – замкнутый контакт кнопки КН1.
При нажатии на кнопку КН1 замыкается ее нормально – разомкнутый контакт, который подключает реле К1 к времязадающим конденсаторам. Нормально – замкнутый контакт в это время, естественно, размыкается, что препятствует подключению реле К1 непосредственно к выпрямительному мосту.
Реле срабатывает, своими контактами замыкает управляющие контакты тиристорного реле, которое и включает сварочный трансформатор. После того, как конденсаторы разрядятся, реле отключится, сварочный импульс прекратится. Для подготовки к следующему импульсу кнопку КН1 требуется отпустить.
Для точного подбора времени импульса служит переменный резистор R2. В качестве реле К1 подойдет герконовое реле типа РЭС42, РЭС43 или подобное с напряжением срабатывания 15…20 В. При этом, чем меньший ток срабатывания реле, тем больше выдержка времени. Ток между контактами 4 и 5 тиристорного пускателя не превышает 100 мА, поэтому подойдет любое слаботочное реле.
Конденсаторы C1 и С2 по 47 мкФ, С3, С4 100 мкФ, С5 и С6 470 мкФ. Рабочее напряжение конденсаторов не менее 50 В. Трансформатор Тр2 подойдет любой, мощностью не свыше 20 Вт с напряжением вторичной обмотки 20…25 В. Выпрямительный мост можно собрать из отдельных диодов, например широко распространенных 1N4007 или 1N5408.
Сварочный трансформатор изготовлен на магнитопроводе от сгоревшего ЛАТРА на 2,5 А. После удаления старой обмотки железо обматывается не менее, чем тремя слоями лакоткани. На торцах магнитопровода, перед намоткой лакоткани, устанавливаются кольца из тонкого электрокартона, которые подгибаются по внешней и внутренней кромкам кольца. Это предотвращает разрушение лакоткани при намотке и последующей эксплуатации.
Первичная обмотка выполняется проводом диаметром 1,5 мм, лучше всего, если провод будет с тканевой изоляцией, что улучшает условия для пропитки обмотки лаком. Для пропитки можно использовать лак КС521 или ему подобный. Количество витков показано на рисунке 2б. с помощью отводов можно осуществлять грубую регулировку сварочного тока. Между первичной и вторичной обмотками наматывается слой хлопчатобумажной ленты, после чего катушка пропитывается лаком.
Вторичная обмотка выполнена многожильным проводом в кремнийорганической изоляции диаметром 20 мм и содержит 4…7 витков. Площадь провода не менее 300 кв.мм. На концах провода устанавливаются наконечники, которые для лучшего контакта следует пропаять. Возможно выполнить вторичную обмотку жгутом из нескольких более тонких проводов. Общая площадь должна быть не менее указанной, а намотка всех проводов должна производиться одновременно. Такая конструкция трансформатора обеспечивает сварочный ток до 1500 А. Напряжение холостого хода 4…7 В.
Сварочно – контактный механизм выполняется в соответствии с характером выполняемых работ по одной из известных схем. Чаще всего это сварочные клещи. Давление, создаваемое механизмом, около 20 КГ/см.кв. Более точно это усилие подбирается практическим путем. Контакты изготавливаются из меди или бериллиевой бронзы. При этом размер контактных площадок должен быть по возможности минимальным, что обеспечивает получение более качественного сварочного ядра.
Любительских конструкций для точечной сварки сейчас можно найти немало. В дело идет все, что угодно. Например, одна из конструкций создана на основе силовых трансформаторов ТС270 от старых ламповых цветных телевизоров. Для создания такой установки понадобилось шесть трансформаторов. Появляются даже схемы с микропроцессорным управлением, но общий смысл конструкций остается неизменным: создать кратковременный импульс сварочного тока и достаточное усилие прижима в месте сварки.
Ранее ЭлектроВести писали, что американская компания Firefly Aerospace занимается разработкой сверхлегких транспортных ракет-носителей и уже провела 3 января 165-секундные испытания 4-х двигателей Reaver — последний важный тест перед запуском с авиабазы «Ванденберг» в Калифорнии. И по словам Director of International Business Development Алены Колесник, места в ракете уже распроданы на несколько лет вперед. Груз — спутники связи и наблюдения за Землей.
По материалам: electrik.info.
Что такое точечная сварка? Тщательное понимание
0Последнее обновление
Точечная сварка, также известная как контактная сварка сопротивлением, считается одним из старейших видов сварки. Сварщики считают этот метод наиболее эффективным при соединении двух или более металлических листов. Техника включает приложение огромного давления, тепла и электрического тока через металлические листы. Таким образом вы устраните сопротивление металлических листов, ведущее к сплавлению.
На протяжении многих лет точечная сварка находила применение в различных отраслях экономики. Такие предприятия, как автомобилестроение в обрабатывающей промышленности, используют точечную сварку листового металла. По окончании обшивки сварной шов используется для изготовления кузовов автомобилей.
Как работает точечная сварка?
Во-первых, давайте разберемся в этапах процесса точечной сварки. Вот обзор.
1. Выравнивание деталей и металлических листов
Перед началом сварки все детали и металлические листы выравниваются соответствующим образом.Это очень важно, так как после того, как листы будут сварены, их невозможно будет отсоединить. Неправильное выравнивание заготовок может заставить вас повторить процедуру заново, используя новые металлические листы.
2. Прижимные электроды
Процесс подачи электродов включает выбор подходящих электродов для сварки ваших деталей. Большинство сварщиков предпочитают использовать электроды из чистой тугоплавкой меди из-за их повышенной способности противостоять окислению и сохранять тепло. Эти электроды также идеальны, поскольку они содержат части молибдена (Mo).Известно, что МО имеет высокую температуру плавления, достаточную для предотвращения расслоения.
3. Пропускание тока через электроды
В этом процессе вы должны расположить электроды в их правильных обозначенных местах. Наступите на блокнот на вашем сварочном аппарате, чтобы генерировать необходимый электрический ток. Пошаговый режим будет генерировать электрический ток высокого напряжения. Затем ток течет через электроды и металлические стержни в металлические листы.В результате сопротивления металла электрическому току выделяется тепло, плавящее металлический лист, и образуется сварной шов.
Выделяемое тепло ограничивается только областью контакта между электродом и сварным швом. Прижимайте электроды к металлическим листам с разумной силой, чтобы получить качественный выход. На стадии выдержки отключите ток, поддерживая давление, чтобы сваренный самородок остыл.
Тип детали, с которой вы будете работать во время точечной сварки, будет определять тип и количество используемого тока.Например, время, необходимое для протекания тока, определяется толщиной заготовки. Как только все ваши листы будут точно сварены, снимите и переставьте электроды, чтобы подготовиться к новому сеансу сварки.
Материалы, используемые при точечной сварке
Существуют различные виды сырья для точечной сварки. Помимо металлических, вы можете использовать сталь, никелевые сплавы, титан и проволочную сетку. Сталь широко используется в автомобильной промышленности из-за ее высокого электрического сопротивления и плохой проводимости.Автомеханики предпочитают низкоуглеродистую сталь высокоуглеродистой, потому что она не трескается.
Точечная сварка может быть затруднена из-за различных факторов. К наиболее распространенным относятся использование оцинкованной стали и алюминия. Эти материалы требуют высокого уровня электрического тока для сварки и более длительного времени сварки, в отличие от стали.
Другой фактор – неподходящая толщина сварочного материала. Для точечной сварки необходимо использовать материалы толщиной около 3 мм.Если вы используете листы разных размеров, всегда поддерживайте соотношение 3: 1, чтобы получить качественные сварные швы.
Кредит: Fusionstudio, Shutterstock
.Параметры точечной сварки
1. Сила электродов
Сила электродов – это количество энергии, необходимое для соединения или плавления металлических листов. Чем выше количество энергии, тем больше тепла будет произведено. В этом случае инженерам следует проявлять особую осторожность, чтобы не ухудшить качество сварного шва.
Иногда необходимо увеличивать сварочный ток для увеличения сварочного усилия. Убедитесь, что увеличение находится на умеренном уровне, чтобы уменьшить образование брызг между листами и электродами. В случае образования брызг электроды прилипнут к металлическим листам и испортят окончательный сварной шов.
Точечная сварка также требует приложения минимального давления. Минимальное давление помогает сохранить электрический ток и тепло, выделяемое металлическими листами и электродами. При приложении большого давления образуется небольшое пятно, которое снижает проникающую способность сварного шва.
2. Время сжатия
Время сжатия, также называемое запрограммированным временем сжатия, представляет собой разницу между приложением начального усилия электрода и начального тока к заготовке. Этот параметр работает за счет стабилизации сварочного наконечника перед подачей на него электрического тока. Пропуск этого шага может привести к изгибу, преждевременному износу электрода или изгнанию межфазной границы.
Увеличение продолжительности сжатия необходимо для получения качественных сварных швов. С другой стороны, это расширение может также привести к увеличению эксплуатационных расходов и уменьшению количества сварных швов за сеанс.Ограничение времени сжатия может привести к выталкиванию металла или получению некачественных сварных швов. Перед началом сварки убедитесь, что вы заранее запрограммировали время сжатия. Программирование осуществляется от источника питания, чтобы обеспечить эффективную стабилизацию силы электрода.
3. Время сварки
Время сварки – это продолжительность подачи электрического тока на заготовки или металлические листы. Это время обычно рассчитывается с использованием циклов линейного напряжения. Однако точно рассчитать время сварки сложно.Это в значительной степени зависит от активности, проводимой вокруг места сварки.
При определении времени сварки следует учитывать следующие факторы:
- Используемый тип и сила тока должны обеспечить качественный сварной шов
- Обеспечьте очень короткое время сварки
- При сварке толстых листов необходимо время сварки, чтобы образовался самородок большого диаметра.
- Выберите параметры, снижающие вероятность износа электродов
- Измените продолжительность сварного шва во время автоматической правки наконечника и поддерживайте постоянное значение контактной поверхности электрода
4.Время удержания
Время удержания – это период после сеанса сварки. В это время электроды остаются прикрепленными к металлическому листу, чтобы постепенно охладить зону сварки. После затвердевания расплавленной массы удалите сваренные детали с поверхности сварки перед началом нового сеанса.
Превышение времени выдержки приведет к излишнему распространению тепла по сварному шву. Это распространение тепла может вызвать нагрев электродов и их износ. Высокоуглеродистые материалы требуют небольшого времени выдержки.Такие материалы начинают трескаться и становятся хрупкими при длительной выдержке. Удаление электродов до затвердевания самородков может привести к разрыву сварных швов или получению слабых сварных швов.
Кредит: Прафан Джампала, Shutterstock
Применение точечной сварки
1. Производство электроники
Точечная сварка широко используется для производства таких изделий, как газовые датчики, солнечные панели, переключатели, высоковольтные кабели и печатные платы.Известно, что этот метод имеет высокое электрическое сопротивление, что делает его идеальным для изготовления сложных и хрупких электронных устройств.
2. Сплавление гвоздей
Значительная часть населения не осведомлена о том, что точечная сварка является одним из методов соединения валков гвоздей. Приварка стальной проволоки к гвоздям обычно выполняется на высоких скоростях с использованием магазинов для пневматических пистолетов для гвоздей. Чтобы увеличить количество изготавливаемых гвоздей, сварщики могут использовать круги для сварки швов. Использование этих колес гарантирует производительность, оцениваемую в 1200 гвоздей в минуту.
Перед тем, как приступить к сварке гвоздей, убедитесь, что применяемый электрический ток точный. Сосредоточение вашего электрического тока должно быть в основном в точке, где гвоздь находится под сварочным колесом. Сосредоточение внимания на электрическом токе приведет к аккуратной фиксации гвоздей в готовности к сварке.
3. Автомобильная промышленность
Точечная сварка широко известна в автомобилестроении, поскольку ее стоимость невелика и она легко доступна. Этот метод также является быстрым и обеспечивает эффективный и простой способ сварки листового металла для производства автомобилей.Производители также могут извлечь выгоду из небольшого количества времени, потраченного на этот метод, и разработать больше автомобилей в смену, что приведет к максимальному увеличению прибыли.
Точечная сварка требует особых навыков. Этот метод может эффективно использоваться элементарным обученным персоналом или запрограммированными роботами, что обеспечивает плавность производственного процесса.
4. Стоматология
Точечная сварка применяется в зуботехнических лабораториях для нескольких процедур. Метод используется для нагрева или ремонта ортодонтических материалов с помощью электропайки.Ортодонт может использовать точечный сварочный аппарат для отжига проволоки, используемой для крепления зубных имплантатов.
5. Производство аккумуляторов
Электрическое сопротивление используется для точечной приваривания лент к никель-металлогидридным, литий-ионным аккумуляторам или никель-кадмиевым элементам при производстве аккумуляторов. Точечной сваркой соединяются тонкие никелевые полоски с выводами аккумулятора. Этот метод предпочтительнее обычного процесса пайки, поскольку он предотвращает частый нагрев батареи.
Преимущества использования точечной сварки
Известно, что точечная сварка дает короткие результаты.Во время точечной сварки выделяемого тепла достаточно для равномерного и быстрого последовательного склеивания двух металлических листов. Несмотря на оперативность метода, заготовки никогда не деформируются.
Точечная сварка – один из старейших и широко известных видов сварки. Этот метод хорошо известен и легко применим при сварке различных тонких металлов, таких как никель и нержавеющая сталь. Поскольку этот метод прост для понимания и применения, он широко используется в нескольких секторах, таких как авиация, автомобилестроение, строительство и строительство.
Точечная сварка имеет высокую совместимость, эффективность и однородность. По сей день все заинтересованные стороны в точечной сварке проделали большую работу, чтобы проверить и доказать, что этот метод является лучшим.
Сварка методом электрического сопротивления требует минимального количества энергии и электроэнергии. Этот метод обеспечивает гораздо более эффективный способ использования электричества и энергии, чем другие методы сварки, такие как MIG и TIG.
Точечная сварка сокращает производственные затраты инженеров, поскольку он относительно дешев в эксплуатации.Этот процесс также позволяет использовать роботов, увеличивающих производственные мощности. По этой причине точечная сварка легко сочетается с другими сложными методами производства, особенно в таких областях, как сборочная линия производства.
Недостатки сварки трением
- Требуется большая рабочая зона
Точечная сварка не может выполняться в небольшом или ограниченном рабочем пространстве. Метод предполагает использование большого количества тепла и вредных газов.Таким образом, этот метод требует, чтобы у вас была большая и хорошо вентилируемая рабочая зона.
Сварочные пистолеты, используемые при точечной сварке, тяжелые и требуют большой прочности при их использовании. Такие характеристики делают метод очень опасным, особенно для пожилых сварщиков. Большое количество тепла, выделяемого во время сварки, может вызвать серьезные ожоги при контакте с кожей сварщика.
Сварщики также всегда находятся рядом с опасными испарениями и искрами, которые представляют значительный риск для их здоровья. К другим рискам, представляемым сварщикам, относятся аварии и травмы, особенно руки и пальцы.
- Точечная сварка может быть слабой
Точечная сварка не подходит для сварки более толстых материалов. Окончательный сварной шов будет низкого качества, так как точечный шов не будет проплавлен должным образом. Из-за этого недостатка проекты, выполненные с помощью точечной сварки, легко распадаются, и вам нужно регулярно ремонтировать их.
Часто задаваемые вопросы
1. Можно ли точечной сваркой толстых материалов?
Точечная сварка в основном используется для соединения тонких материалов толщиной около 3 миллиметров.При сварке компонентов разных размеров убедитесь, что соотношение толщины не превышает 3: 1. Прочность окончательного сварного шва будет зависеть от количества и размера каждого материала. Конечный продукт должен иметь диаметр точечной сварки от 3 мм до 12,5 мм.
2. Можно ли точечно сварить алюминий?
С годами сварочная промышленность постепенно перешла от использования стали к использованию алюминия. Эта замена произошла во многих приложениях, таких как автомобилестроение, где вес является важным компонентом.Большинство сварщиков предпочитают использовать трехфазную электроэнергию для точечной сварки и производства легких алюминиевых изделий.
Большое количество электроэнергии, необходимое для такой сварки, делает точечную сварку наиболее подходящим методом. Время цикла, в течение которого при точечной сварке подается электрический ток, составляет 0,1 секунды или меньше.
3. Как работает машина для точечной сварки?
Сварка сопротивлением связана с сопротивлением материала протеканию тока. В этом процессе окончательный сварной шов формируется за счет сочетания давления, времени и тепла.Сопротивление материала вызовет образование локального тепла для плавления материалов. Свариваемые детали обычно удерживаются давлением наконечников электродов и клещей.
Наконечники электродов и клещи также работают как проводники, по которым течет электрический ток во время цикла сварки. Продолжительность сварки обычно определяется несколькими факторами. Эти факторы включают:
- Толщина материала
- Площадь поперечного сечения контактных поверхностей сварочного наконечника
- Тип и величина тока
Заключение: точечная сварка
Точечная сварка лучше всего применяется, когда требуются сварные швы с малым поперечным сечением.Сварщики также могут повторять этот метод столько раз, сколько захотят. Им нужно только проверить размер заготовки. Повторная точечная сварка повысит прочность сварного шва и продлит его срок службы. Армирование гарантировано высокой стабильностью метода. Сварщики также могут улучшить качество сварки, задав условия брызг, близкие к параметрам сварки.
Кредит предоставленного изображения: Nordroden, Shutterstock
Resistance Spot – обзор
Interface Force-Based Intensity Intensity Factors
Существует потребность в нечувствительном к сетке решении для факторов интенсивности напряжений в точечной сварке применительно к автомобильным конструкциям, которые имеют большое количество точечных сварных швов.Распространенной практикой в анализе методом конечных элементов (FEA) является моделирование точечных сварных швов с балочными элементами, которые соединяют два листовых металла, моделируемых элементами оболочки, без уточнения сетки. Силы и моменты на границе раздела в балочных элементах используются для расчета структурных напряжений вокруг точечной сварки.
Было разработано множество методологий (Maddox, 1992; Rupp, Grubisic, & Buxbaum, 1994; Swellam, 1991; Swellam et al., 1992) для оценки структурных напряжений на основе сил и моментов на границе раздела фаз.Например, Swellam et al. (1992) предложили параметр усталостного повреждения (K i ) на основе концепции линейной упругой механики разрушения. Они предположили, что точечное сварное соединение состоит из двух полупространств, соединенных круговой областью под действием комбинированной нормальной силы вне плоскости, силы сдвига в плоскости и изгибающего момента в плоскости.
Контактная точечная сварка подвергается сочетанию нагрузок режима I и режима II, и выражаются коэффициенты интенсивности напряжений на краю ядра точечной сварки (Tada et al., 1985) как:
(11.7) KI = 2Fzdπd + 62Mx2 + My2d2πd
(11.8) KII = 2Fx2 + Fy2dπd
, где
F x и F y-
M x и M y = моменты сопряжения в плоскости
d = диаметр стержня сварного шва
Эквивалентный коэффициент интенсивности напряжений получается линейным наложением, как показано в этом уравнении:
(11.9) KIeq = KI2 + β1KII2G.
Здесь K I eq – эквивалентный коэффициент интенсивности напряжений для режима I, а β 1 – постоянная материала, которую можно определить, свернув данные об общей усталостной долговечности для единственного случая нагружения в режиме I и комбинированного Вариант нагружения I и II. Геометрический поправочный коэффициент (G):
(11,10) G = 8Wt2d3 (9t2d2 + 1)
, где
W = ширина образца
t = толщина листового металла
A теоретическая оценка коэффициента интенсивности напряжений для геометрического эффекта была дана Zhang (1997, 1999a).Например, коэффициент интенсивности напряжений при точечной сварке равен:
(11,11) KI = 3Fx2 + Fy22π⋅dt + 52Fz3π⋅dt + 23Mx2 + My2πdtt
(11,12) KII = 2Fx2 + Fy2πdt
(11,13) KIII = 2Fx2 + Fy2πdt + 22Mzπd2t
, где
M z = момент границы раздела вне плоскости
Коэффициенты интенсивности напряжений, указанные в уравнениях (11.11), (11.12) и (11.13) – максимальные значения на кромке точечного шва; для точечной сварки с неодинаковой толщиной листа меньшая толщина предлагается в качестве грубого приближения.Эквивалентная интенсивность напряжения (K eq ) может быть получена для комбинированных воздействий K I , K II и K III :
(11,14) KI, eq = KI2 + β1KII2 + β2KIII2
где
β 2 = параметр материала для корреляции данных усталости в режиме K III с данными усталости в режиме K I
С точки зрения корреляции эквивалентного коэффициента интенсивности напряжения в режиме I с усталостной долговечностью, Swellam et al.(1992) предложили новый параметр усталостного повреждения (K i ) для учета эффекта отношения нагрузок следующим образом:
(11,15) Ki = KI, eq, max × (1-R) bo.
Здесь K I, eq, max – эквивалентный коэффициент интенсивности напряжения режима I при максимальной приложенной нагрузке, а R – коэффициент нагрузки, определяемый как отношение минимальной нагрузки к максимальной. А b o – показатель степени нагрузки, чтобы представить лучшую корреляцию между общим усталостным ресурсом и K i в логарифмической шкале.Если тестовые данные недоступны, установите значение по умолчанию b o = 0,85.
Тогда параметр усталостного повреждения и зависимость срока службы могут быть получены на основе графика с использованием метода наименьших квадратов, как показано:
(11,16) Ki = A (Nf) h
, где
A и h = константы из подгонки кривой для данных испытаний на усталость
Для истории пропорционального нагружения переменной амплитуды на сварном стержне можно использовать метод подсчета циклов одноосного дождевого потока для подсчета количества циклов на сдвиг в плоскости или вне – предыстория нормального нагружения в плоскости, которая отвечает за максимальный эквивалентный коэффициент интенсивности напряжения режима I, и для расчета результирующего усталостного повреждения на основе каждого K I, eq, max и количества извлеченных циклов.
Принцип работы и преимущества-недостатки контактной точечной сварки (RSW)
Контактная точечная сварка – сравнительно современный сварочный процесс. Он появился в области сварки в период с 1900 по 1905 год. Это наиболее широко используемый резистор. способ сварки. Основное назначение метода контактной точечной сварки – соединение двух-четырех металлических листов легкой толщины внахлест (толщиной до 3 мм).Сначала работа очищается и удаляются все типы загрязнений, такие как жир, масло, грязь, окалина и краска.Поверхность электродов также сделана очень чистой. Для скрепления металлических листов одновременно используются два медных электрода. Ток проходит через электроды, а затем в металлические листы. Из-за сопротивления в воздушном зазоре в точках контакта выделяется тепло. Поскольку медь является отличным проводником, тепло так быстро отводится к металлу. Поскольку металл (заготовка) плохо проводит тепло по сравнению с медным электродом, тепло остается в воздушном зазоре.Таким образом, тепло остается в одно место, создающее сильный эффект, и металл плавится в этом желаемом месте. Период рассеивания тепла очень мал, и в это время металл плавится, а затем становится твердым, и, таким образом, образуется соединение.
Шаги, выполняемые при контактной точечной сварке, показаны на следующей диаграмме
.Преимущества точечной сварки сопротивлением
- Сравнительно низкая стоимость
- Метод контактной точечной сварки (RSW) не требует высококвалифицированного рабочего.
- Искажение или коробление деталей устранено, хотя остаются вмятины или вмятины.
- Шов очень однородный.
- Возможна как автоматическая, так и полуавтоматическая работа.
- Нет необходимости в подготовке кромок.
- Сварку можно выполнять в быстрой последовательности. Чтобы сделать стык, нужно всего несколько секунд.
Недостатки RSW
- Стоимость оборудования высока, поэтому она может повлиять на начальную стоимость.
- Для обслуживания и контроля необходимы квалифицированные сварщики или техники.
- Некоторые металлы требуют специальной подготовки поверхности для успешной работы RSW.
- Сваривать толстые детали непросто.
Применение точечной сварки сопротивлением
- Произведена точечная сварка толстых стальных листов, которая заменила необходимость клепки.
- Сварку двух или более металлических листов можно более экономично соединить механическими средствами, используя методы точечной сварки.Нам не нужны газонепроницаемые соединения.
- Точечная сварка может использоваться для крепления скоб, подкладок или зажимов к корпусам, основаниям и крышкам, которые в основном являются продуктом формовки листового металла.
- В настоящее время автомобильная и авиационная промышленность в значительной степени полагаются на точечную сварку.
Когда контактная сварка достигает точки
Известная как признанный лидер на рынке роботизированной сварки, Yaskawa не новичок в тонкостях автоматизации дуговой сварки.Надежный и надежный процесс дуговой сварки с использованием промышленных роботов эволюционировал за последние несколько десятилетий, эффективно удовлетворяя разнообразные производственные потребности. Хотя этот распространенный метод соединения металлических частей вместе создает невероятно прочные детали с множеством гибких возможностей, он также имеет свои компромиссы.
Нельзя обойти стороной тот факт, что автоматизация дуговой сварки использует много расходных материалов, таких как проволока и газ. Несмотря на то, что этот тип клеевого соединения является эффективным, он выводит на новый уровень потенциально опасный материал наряду с продолжающимися расходами на расходные материалы.Кроме того, процесс роботизированной дуговой сварки создает очень высокий уровень ультрафиолетовых лучей, что требует определенных мер безопасности.
Эти причины, помимо потенциально длительного времени цикла и требований к толщине металла, заставляют задуматься о том, может ли быть лучший метод сварки для определенных задач.
Точечная сварка
Наполеон Хилл, один из первых торговцев мотивацией середины 1900-х годов, говорил: «Из сопротивления рождается сила». Эта поговорка, возможно, не принесла никому так быстро, как обещал Хилл, но в сегодняшней сварке много правды.
Контактная сварка, а именно «точечная сварка», уже много лет является популярным решением для соединения металлов для автомобильных и других производителей. Осуществляется путем пропускания электрического тока между слоями металла при приложении давления, этот метод создает прочную металлическую связь, называемую «самородком», в момент выполнения. Его также можно модифицировать, используя электроды в форме колеса, которые проходят вдоль шва для получения более длинного сварного шва. Хотя этот метод прост по своей природе, он обеспечивает определенные приложения с большими преимуществами:
Экономически эффективным
Поскольку при точечной сварке не используются присадочный металл или защитный газ, стоимость сварного шва и вес быстро снижаются за счет ограничения расходных материалов.И наоборот, при дуговой сварке расходуются сопла и наконечники горелок. При контактной сварке у точечного пистолета будут наконечники, которые можно заправить, чтобы восстановить их несколько раз, прежде чем их нужно будет заменить.
Обычно детали, используемые для точечной сварки, штампуются, что обычно более доступно, чем обработанные детали. Использование штампованных деталей также добавляет еще один уровень согласованности в процесс, способствуя экономии затрат. Стоимость систем дуговой и точечной сварки довольно сравнима, но обе они намного дешевле, чем альтернативные лазерные.
Безопаснее
Методы дуговой сварки, такие как сварка MIG или TIG, создают большое количество ультрафиолетового излучения, которое повреждает кожу и глаза. Пользователи должны защищаться от этого с помощью средств защиты глаз, например, сварочного кожуха. Дуговые завесы вокруг сварщиков и роботов считаются вторичной защитой, и на них не следует полагаться для обеспечения полной безопасности при наблюдении за сварным швом в действии.
Хотя при точечной сварке образуется некоторое количество искр, они намного меньше, чем при сварке MIG, которая потенциально может прожечь отверстия в некоторых материалах.В целом, меры безопасности можно упростить, так как не нужно уменьшать вспышку дуги, а также контролировать такое же количество искр и брызг.
Очиститель
При точечной сварке по своей природе гораздо меньше сварочных брызг, которые могут загрязнить отделку детали и пол рабочей камеры. Точно так же резко сокращается количество дыма и дымность. С другой стороны, брызги дуговой сварки могут вызвать проблемы с внешним видом детали или иметь дело со страшными «ягодами сварки», которые могут вечно дребезжать в закрытой детали.
Эстетика при точечной сварке остается неизменной и чистой, тогда как при дуговой сварке создание красивого сварного шва порой может быть сложной задачей. Все детали, сваренные точечной сваркой, являются двухслойными, и сварной шов по существу скрыт внутри корпуса детали, а не образует хорошо заметный шов.
Кроме того, сварочный таймер будет сопоставим по размеру и требованиям к подключению с источником питания для дуговой сварки. Однако цилиндр с проволокой и кабелепровод внутри рабочего отсека больше не понадобятся, а грязную развертку иногда можно заменить приспособлением для наконечника для точечного пистолета.
Согласованный
Детали, сваренные точечной сваркой, подвергаются меньшей деформации из-за меньшего тепловложения и имеют очень высокую повторяемость. Детали также обычно имеют меньший вес, так как они могут быть полыми после объединения двух штампованных деталей. Металлургия присадочного металла отсутствует, что делает процесс для разнородных деталей относительно похожим.
Быстрее
Типичное время сжатия при точечной сварке занимает всего короткую долю секунды, и робот может очень быстро перемещаться с места на место.Не требуется подготовка поверхности, к которой может быть чувствительна дуговая сварка. Скорость движения горелки MIG ограничена присадочным металлом, подводимой теплотой и другими параметрами. Хотя некоторые процессы ручной дуговой сварки может быть очень трудно автоматизировать в зависимости от доступности и размера детали, почти каждое приложение точечной сварки можно автоматизировать. В целом возможное время изготовления детали можно сократить почти вдвое с помощью метода точечной сварки.
Вызовы
Самая большая проблема при точечной сварке заключается в том, что свариваемая деталь должна быть рассчитана на точечную сварку, чтобы точечный пистолет имел удобный доступ к обеим сторонам детали для подачи надлежащего тока и давления.Точно так же толщина металла обычно ограничивается примерно 3 мм на лист.
Некоторые детали никогда не подходят для точечной сварки, в зависимости от их толщины и требуемой прочности на сдвиг. Кроме того, части, которые должны быть полностью герметизированы (резервуары для жидкости, детали, работающие под давлением и т. Д.), Нельзя сваривать точечной сваркой. Иногда клей и герметик могут способствовать повышению жесткости и прочности детали, но это добавляет дополнительный этап в процесс.
Точечная сварка требует иного опыта, чем дуговая сварка, хотя в целом она проще.Но, несмотря на интеллектуальность современного программного обеспечения для роботов, оно не может заменить конструкцию и исполнение, которые должным образом обученный инженер-сварщик может предложить с любой системой.
Сводка
Для деталей большого объема, которые можно штамповать, точечная сварка может быть идеальным решением. Это может снизить стоимость, вес и время цикла, одновременно повышая безопасность, единообразие, эстетику и чистоту с помощью надлежащей системы. Это еще один инструмент автоматизации в пресловутом арсенале инструментов для повышения конкурентоспособности и завоевания будущего!
5 типов дефектов контактной сварки, на которые следует обратить внимание в проволочных корзинах
Контактная сварка – отличный способ соединить два куска проволоки из нержавеющей стали для создания прочного и прочного соединения без использования отдельного сварочного материала.При правильном выполнении контактная сварка может быстро и без дефектов соединить небольшие куски металла, например те, которые используются в проволочных корзинах из нержавеющей стали.
Однако контактная сварка может оказаться на удивление сложной задачей, особенно для непосвященных. Некорректное выполнение контактных швов может привести к нескольким различным дефектам, на которые производителям следует обратить внимание:
# 1: разбрызгиваниеВ то время как сварочные брызги являются обычным явлением для процессов, в которых отдельное вещество действует как связующий агент, при контактной сварке это признак дефектного сварного шва.Брызги часто возникают из-за использования слишком сильного тока для образования сварного шва.
Здесь забрызганный материал представляет собой рыхлый металл, который случайно выгорел сильным жаром. Потеря материала в месте сварки может снизить общую прочность готового изделия.
# 2: Поверхности с отступомСоздание однородных точечных швов требует невероятно точного контроля давления, прикладываемого к соединяемым металлическим поверхностям. Когда прилагается слишком большое давление, сопротивление электрическому току уменьшается, не позволяя металлу достичь надлежащей температуры сварки.
При осмотре объекта, сваренного сопротивлением, большие вмятины могут указывать на то, что детали были прижаты друг к другу слишком сильно. Это может указывать на слабый сварной шов, который не был выполнен должным образом.
№ 3: Трещины в зоне сварного шваСлишком большое давление может снизить нагрев сварного шва, но слишком маленькое давление также создает проблемы. Если давление сварочных электродов в месте сварки недостаточное, сварное соединение может стать пористым или даже иметь признаки растрескивания.
Трещины на месте точечной сварки могут указывать на низкую прочность сварного шва на растяжение, поскольку две металлические части не были должным образом соединены.
# 4: асимметричные метки точечной сваркиВ подавляющем большинстве случаев хорошо выполненная отметка контактной точечной сварки должна иметь идеально круглую форму или, по крайней мере, соответствовать форме сварочных головок, используемых для соединения двух металлических частей.
Асимметричные формы указывают на дефекты сварного шва, такие как смещение электродов или наличие посторонних загрязнений в месте сварки.Это создает более слабый сварной шов, который с большей вероятностью сломается под давлением.
# 5: Удаление металла около сварочного шваПросачивание расплавленного металла из области соединения двух металлических частей может указывать на любое количество проблем со сваркой, например:
- Недостаточное давление сварки;
- Рассинхронизация сварного шва;
- Используется чрезмерный ток; и
- Загрязнение поверхности.
В любом случае присутствие расплавленного металла, выходящего из-под сварного шва, может указывать на слабый сварной шов.
Есть и другие признаки некачественных сварных швов, на которые следует обратить внимание в проволочных корзинах, например, сильные ожоги или физически деформированные детали, но эти следы часто легко обнаружить сразу по сравнению с теми, что указаны в этом списке.
В следующий раз, когда вы заказываете набор нестандартных корзин из стальной проволоки, проверьте их на наличие дефектов контактной сварки. Это поможет вам в дальнейшем избавиться от головной боли.
Особая благодарность T.J. Snow of Tennessee за их опыт в этом вопросе.
Точечная сварка сопротивлением автомобильного алюминиевого сплава
Контактная точечная сварка (RSW), технология, которой уже не менее 100 лет, используется в автомобильной промышленности почти исключительно для соединения стальных листов без использования присадочного материала или флюса.В этом процессе используются профилированные электроды из медного сплава, обычно с водяным охлаждением, для приложения тепла и давления, чтобы пропустить электрический ток через уложенные друг на друга листы, чтобы расплавить материал в самородок, и, при отключенном токе, приложить давление от электродов для плавления расплавленного металла. самородок, чтобы образовать сустав. Все это происходит в течение секунды или около того, в зависимости от состава и толщины листового металла. Сегодня роботизированные машины RSW работают на автомобильных заводах (рис. 1), чтобы соединять не только сталь со стальным листом, но также алюминий с алюминиевым листом и алюминий со стальным листом.
Рис. 1. Роботизированная контактная точечная сварка белой рамы автомобиля, изготовленной из алюминия, стали или комбинации алюминия и стали из различных материалов (источник: Kuka).Не всегда было так просто завоевать популярность алюминиевому листу на начальных этапах роста производства алюминия в автомобильной промышленности, в основном из-за нерешенных проблем с RSW, одним из наиболее экономичных и производительных средств соединения листового металла для закрытия панелей и структуры unibody или body in white. Чтобы конкурировать со стальным листом в этих применениях, в идеале алюминиевый лист должен собираться на том же оборудовании, что и стальной лист.Высокая проводимость алюминия потребовала в три раза большего электрического тока для соединения алюминиевого листа по сравнению со стальным листом, и срок службы электрода снизился при RSW алюминиевого листа. Кроме того, с учетом того, что сегодня промышленность делает упор на конструкции из нескольких материалов, то есть – правильный материал в правильной форме для правильного применения , соединение алюминия со сталью для снижения веса стало еще одним препятствием для алюминиевого листа.
В последние годы исследовательская работа поставщиков алюминиевых листов и автомобильных компаний позволила преодолеть многие из первоначальных проблем, связанных с RSW различных типов листов из алюминиевых сплавов, так что сегодня они используются в производстве различных автомобильных транспортных средств.Например, GM представила свою запатентованную конструкцию электрода с несколькими кольцами для использования в RSW закрывающих панелей на различных транспортных средствах массового производства. В последующем описании патентов видно, что GM продолжает изобретать новые конструкции электродов и методы для RSW комбинаций алюминиево-стальных листов. Точно так же другие автомобильные компании и поставщики разработали и изобрели новые готовые к производству решения для RSW компонентов из алюминия и стального листа для современных и будущих автомобилей из различных материалов.
– Джозеф К. Бенедик, редактор
US10766095 – СОПРЯЖЕНИЕ ЭЛЕКТРОДОВ ДЛЯ ТОЧЕЧНОЙ СВАРКИ АЛЮМИНИЕВЫХ ИЗДЕЛИЙ К СТАЛЬНЫМ ИЗДЕЛИЯМ – GM Global Technology Operations LLC (США) сварочные электроды, которые имеют сопрягаемые сварные поверхности, предназначенные для взаимодействия с внешними поверхностями сборки штабелированных деталей. Электрод, который зацепляет сборочный узел вблизи алюминиевой заготовки, включает в себя центральную восходящую выпуклую поверхность, а электрод, который зацепляет сборный узел вблизи стальной заготовки, имеет кольцевую поверхность.Сопрягающиеся поверхности сварного шва первого и второго электродов для точечной сварки распределяют проходящий электрический ток вдоль расширяющегося в радиальном направлении наружу пути потока, чтобы обеспечить более равномерное распределение температуры по предполагаемой границе точечной сварки, а также могут создавать деформированную поверхность соединения внутри сформированного сварного шва. . Каждое из этих событий может положительно повлиять на прочность сварного соединения.
US10751830 – СВАРОЧНЫЙ ЭЛЕКТРОД ДЛЯ ИСПОЛЬЗОВАНИЯ В СТЕКЛАХ ОБОРУДОВАНИЯ ДЛЯ ТОЧЕЧНОЙ СВАРКИ СОПРОТИВЛЕНИЯ, ВКЛЮЧАЮЩИХ АЛЮМИНИЕВЫЕ И СТАЛЬНЫЕ РАБОЧИЕ ИЗДЕЛИЯ – GM Global Technology Operations LLC (США) – Раскрывается сварочный электрод и корпус сварочного электрода заглушки, которые соединены вместе, чтобы совместно определить внутреннюю полость.Оболочка для сварки электрода и заглушка могут быть выполнены как единое целое или могут быть отдельными компонентами, соединенными вместе. Наличие внутренней полости, образованной оболочкой для сварки электрода и заглушкой, снижает тепловую массу сварочного электрода и снижает скорость кондуктивной теплопередачи от поверхности сварного шва к охлаждающей жидкости, что позволяет находиться в центре поверхности сварного шва. для сохранения тепла в течение более длительного времени после прекращения прохождения тока через сварочный электрод, тем самым положительно влияя на процесс точечной сварки для определенных типов штабелей заготовок, включая те, которые включают алюминиевую заготовку и перекрывающуюся смежную стальную заготовку.
US10682723 – СТАЛЬНЫЕ И АЛЮМИНИЕВЫЕ СВАРОЧНЫЕ ИЗДЕЛИЯ ДЛЯ ТОЧЕЧНОЙ СВАРКИ С ЭЛЕКТРОДОМ С ВСТАВКОЙ – GM Global Technology Operations LLC (США) – Метод точечной контактной сварки стальной заготовки и заготовки из алюминия или алюминиевого сплава, а также используемый в ней сварочный электрод. На одном этапе метода обеспечивается штабелирование заготовок. Набор заготовок включает стальную заготовку и заготовку из алюминия или алюминиевого сплава. Другой этап метода заключается в контакте заготовки из алюминия или алюминиевого сплава с поверхностью сварного шва сварочного электрода.Сварочный электрод имеет корпус и вставку. Вставка состоит из материала, удельное электрическое сопротивление которого превышает удельное электрическое сопротивление материала корпуса. Поверхность сварного шва имеет первый участок, определяемый поверхностью вставки, и второй участок, определяемый поверхностью тела. Как первая, так и вторая секции контактируют поверхность-поверхность с заготовкой из алюминия или алюминиевого сплава при контактной точечной сварке.
US10675704 – ТОЧЕЧНАЯ СВАРКА АЛЬ-К-АЛ, АЛЬ-СТАЛЬ И СТАЛЬНАЯ СТАЛЬ, ИМЕЮЩАЯ КОНСТРУКЦИОННЫЕ ХАРАКТЕРИСТИКИ, ИМЕЮЩИЕ ОКСИДНО-РАЗРУШАЮЩИЕ ХАРАКТЕРИСТИКИ, СОПРОТИВЛЕНИЕ – метод GM Global Technology Operations LLC6 (США) 9011 раскрывается наборов деталей для контактной точечной сварки различных комбинаций металлических деталей с помощью одного сварочного пистолета с использованием одного и того же набора сварочных электродов.В этом методе набор противоположных сварочных электродов, которые имеют оригинальную форму и структурные элементы, разрушающие оксид, используются для контактной точечной сварки по крайней мере двух из следующих типов штабелей заготовок в определенной последовательности: (1) стопка заготовок -уплотнение двух и более алюминиевых заготовок; (2) набор заготовок, который включает алюминиевую заготовку и прилегающую стальную заготовку; и (3) штабелирование двух или более стальных деталей. Последовательность точечной сварки требует завершения всех точечных сварных швов алюминия с алюминием и / или всех точечных сварных швов стали со сталью в последнюю очередь.
US10668555 – СПОСОБ ТОЧЕЧНОЙ СВАРКИ АЛЮМИНИЯ – Magna International Inc. (Канада) – Сварочный наконечник (20) для точечной сварки первой части (22), сформированной из проводящего металла, например алюминия, ко второй части (24), сформированной из алюминия или другого проводящего металла, например стали. Сварочный наконечник (20) включает выемку (30) на дальнем конце (38) и выпуклую контактную поверхность (28), проходящую радиально наружу и вверх от выемки (30) для зацепления с поверхностью первой части (22).Вращающийся сварочный наконечник (20) образует углубление (32) на поверхности первой части (22) во время процесса сварки. Паз (30) создает штифт (34) в центре углубления (32), который обеспечивает фиксированную ось вращения для вращающегося сварочного наконечника (20) и предотвращает перемещение сварочного наконечника (20) в радиальном направлении относительно фиксированного оси, тем самым улучшая качество окончательной точечной сварки (36) и сокращая время процесса.
US10625367 – СПОСОБ ТОЧЕЧНОЙ СВАРКИ АЛЮМИНИЯ К СТАЛИ. диффузионное состояние находится на стыке стыка алюминиевой заготовки и смежной перекрывающейся стальной заготовки.Источник химически активного металла в диффундирующем состоянии может принимать различные формы, включая (1) композитный адгезивный слой, который включает реактивные частицы, диспергированные по всей структурной термореактивной адгезивной матрице, или (1) слой реактивного сплава, который противостоит и находится в непосредственной близости от него. контакт с прилегающей поверхностью алюминиевой заготовки. После того, как источник реактивного материала в диффузионном состоянии находится на месте и собран пакет заготовок, электрический ток пропускается через штабель заготовок и между набором противоположных сварочных электродов в зоне сварного шва, чтобы в конечном итоге произвести сварку. сварной шов.
US10500679 – ЭЛЕКТРОД ДЛЯ СВАРОЧНОЙ СВАРКИ И МЕТОД СОПРОТИВЛЕНИЯ СВАРКИ – GM Global Technology Operations LLC (США) – Раскрывается сварочный электрод с радиальными прорезями, который может использоваться вместе со вторым сварочным электродом для проведения контактной точечной сварки на заготовке. сборный узел, который включает стальную заготовку и перекрывающуюся смежную алюминиевую заготовку, особенно когда промежуточный слой органического материала расположен между стыковочными поверхностями стальной и алюминиевой заготовок.Сварочный электрод с радиальными прорезями включает сварочную поверхность, которая имеет центральное выступающее плато и выпуклую куполообразную часть, которая окружает центральное выступающее плато и которая включает в себя множество разнесенных по окружности трапециевидных участков сварочной поверхности, которые включают в себя выступающие поперечные дугообразные выступы. Вместе центральное выступающее плато и трапециевидные участки сварной поверхности выпуклой купольной части образуют кольцевой канал, который окружает центральное плато, и множество радиальных пазов, которые сообщаются с центральным каналом и выходят из него.
US10421148 – СВАРКА РАЗЛИЧНЫХ МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ С ВНЕШНИМ ТЕПЛОМ – GM Global Technology Operations LLC (США) – Раскрывается метод контактной точечной сварки штабелем заготовок, который включает алюминиевую заготовку и смежную перекрывающуюся стальную заготовку. В способе используется первый сварочный электрод, расположенный рядом с алюминиевой заготовкой, и второй сварочный электрод, расположенный рядом со стальной заготовкой, для осуществления процесса точечной сварки.Чтобы положительно повлиять на прочность окончательно сформированного сварного соединения, внешнее тепло может подводиться к первому сварочному электроду с помощью внешнего источника тепла, расположенного относительно теплопередачи с первым сварочным электродом либо до, либо после, либо до или после после этого электрический ток пропускается между первым и вторым сварочными электродами для создания сварочной ванны расплавленного алюминия внутри алюминиевой заготовки.
US10384296 – ПРОЧНЫЙ СВАРОЧНЫЙ КРЕПЕЖ, УСТРОЙСТВО И СПОСОБЫ СОЕДИНЕНИЯ ПОДОБНЫХ И ДРУГИХ МАТЕРИАЛОВ – Arconic Inc.(США) – Устройство и способ крепления слоев из цветных сплавов, таких как алюминий, магний и медь, используют стальной крепежный элемент и машину для точечной сварки. Крепеж и металлы уложены друг на друга, и тепло от электрического тока сварщика смягчает алюминий с более низкой температурой плавления, позволяя крепежу проникать в алюминий. Зона сварки между крепежным элементом и различными слоями создает внутренний сварной шов. Крепежный элемент имеет шероховатый стержень, покрытый расплавленной зоной сварного шва, и его трудно вынуть при затвердевании.Слои из непроводящих материалов, таких как пластмассы и керамика, также могут быть прикреплены к проводящему слою с помощью крепежа, изготовленного из совместимого материала, который проходит через пилотное отверстие и приваривается к проводящему слою или проникает через него. У застежки могут быть выступы, которые изначально уменьшают площадь контакта со стопкой.
US10335892 – СВАРОЧНЫЙ ЭЛЕКТРОД ДЛЯ ПРИВЛЕКАТЕЛЬНОГО ВНЕШНЕГО ВНЕШНЕГО ВНЕШНЕГО ВНЕШНЕГО ВИДА – GM Global Technology Operations LLC (США) – Раскрывается сварочный электрод для использования при контактной точечной сварке сборки вышележащих металлических деталей, которая включает в себя деталь из алюминиевого сплава.Сварочный электрод включает корпус, выпуклую поверхность сварного шва на одном конце корпуса и кольцевые выступы, которые выступают наружу от выпуклой поверхности сварного шва. Кольцевые выступы расположены так, чтобы контактировать с поверхностью заготовки из алюминиевого сплава и вдаваться в нее, когда выпуклая поверхность шва прижимается к заготовке из алюминиевого сплава во время точечной сварки. При контакте с поверхностью заготовки из алюминиевого сплава кольцевые выступы разрушают оксидную пленку, присутствующую на поверхности заготовки из алюминиевого сплава, что улучшает процесс точечной сварки.
US10335891 – КОНСТРУКЦИЯ СВАРОЧНОЙ ЛИЦЫ ДЛЯ ТОЧЕЧНОЙ СВАРКИ – GM Global Technology Operations LLC (США) – Сварочный электрод для использования в контакте с заготовкой из алюминиевого сплава во время процесса точечной сварки имеет поверхность сварного шва, которая включает в себя базовую поверхность и множество круглые выступы, выступающие наружу от базовой поверхности. Круглые выступы притуплены, и их присутствие на поверхности сварного шва дает первому сварочному электроду несколько полезных возможностей, включая способность устанавливать лучший механический и электрический контакт с заготовкой из алюминиевого сплава.Поверхность сварного шва имеет куполообразную форму и, кроме того, включает в себя множество круглых выступов, которые выступают наружу от базовой поверхности поверхности сварного шва. Затупленные выступы вызывают поперечное растяжение и разрушение оксидного слоя, присутствующего на поверхности заготовки из алюминиевого сплава, когда они входят в контактное зацепление с этой поверхностью во время точечной сварки. На поверхности сварного шва может присутствовать от двух до десяти круглых выступов, выступающих наружу, и, предпочтительно, это количество составляет от трех до пяти.Базовая поверхность поверхности сварного шва предпочтительно включает в себя по меньшей мере одну плоскую поверхность, которая может быть расположена внутри самого внутреннего кругового гребня или между любой парой смежных круглых гребней.
US10293428 – КРЕПЕЖ, УСТРОЙСТВО И МЕТОДЫ СВАРКИ – Arconic Inc. (США) – Устройство и способ крепления разнородных металлов, таких как сталь и алюминий, используют стальную заклепку и машину для точечной сварки. Заклепка и металлы уложены друг на друга, и тепло от электрического тока сварщика смягчает алюминий с более низкой температурой плавления, позволяя заклепке проникать в алюминий и привариваться к стальному слою.Крепежная деталь может использоваться для соединения стопок с несколькими слоями из различных материалов и может использоваться для прикрепления резьбового гнезда или шпильки из стали или титана к конструкции из алюминия или магниевого сплава. Слои из непроводящих материалов, таких как пластик и керамика, также могут быть прикреплены к проводящему слою с помощью застежки, изготовленной из совместимого материала, которая проходит через пилотное отверстие.
US10252369 – ОХЛАЖДЕНИЕ ДЛЯ КОНТРОЛЯ ТЕПЛОВЫХ НАПРЯЖЕНИЙ И ОТВЕРЖДЕНИЯ ДЛЯ СВАРКИ ДИНАМИЧЕСКИХ МАТЕРИАЛОВ – GM Global Technology Operations LLC (США) – Стопка заготовок, которая включает как минимум стальную заготовку и заготовку на основе алюминия, может быть сварена контактной точечной сваркой методом точечной сварки, при котором сварочный ток регулируется для выполнения одной или нескольких стадий развития сварного соединения.Когда желательно прекратить прохождение сварочного тока и затвердеть жидкую сварочную ванну в сварной шов (в основном из состава на основе алюминия), к внешней поверхности заготовки на основе алюминия вокруг области контакта пятна применяется дополнительное охлаждение. сварочный электрод входит в контакт с поверхностью поверхности заготовки на основе алюминия. Дополнительное охлаждение применяется и регулируется таким образом, чтобы увеличить скорость затвердевания жидкого материала на основе алюминия и контролировать направление затвердевания сварочного шва, чтобы лучше удерживать примеси и тому подобное, первоначально находящиеся в расплаве, на поверхности. стальной заготовки.
US10245675 – МНОГОЭТАПНЫЙ СПОСОБ ТОЧЕЧНОЙ СВАРКИ СОПРОТИВЛЕНИЯ ДЛЯ НАГРУЗКИ ОБРАБОТКИ С ПРИМЕЩЕННЫМИ СТАЛЬНЫМИ И АЛЮМИНИЕВЫМИ ЗАГОТОВКАМИ – GM Global Technology Operations LLC (США) алюминиевую деталь можно сваривать точечной контактной сваркой многоступенчатым методом точечной сварки. Метод многоступенчатой точечной сварки предполагает первоначальное формирование сварного шва между стальными и алюминиевыми деталями.Сварное соединение проходит в алюминиевую заготовку от стыка двух заготовок и включает зону стыка межфазного сварного шва, прилегающую к стыковой поверхности стальной заготовки и соединенную с ней. После того, как сварное соединение изначально сформировано, многоступенчатый метод точечной сварки требует повторного плавления и повторного затвердевания, по крайней мере, части сварного соединения, которая включает в себя часть или всю площадь соединения межфазного сварного шва. По крайней мере, часть полученного улучшенного сварного шва может быть затем при желании подвергнута такой же практике повторного плавления и повторного затвердевания.Могут быть выполнены многочисленные дополнительные практики переплавки и повторного затвердевания.
US10166627 – ПРОЦЕСС СВАРКИ АЛЮМИНИЕВОГО СПЛАВА К СТАЛИ – GM Global Technology Operations LLC (США). обеспечить интерфейс обмена. Пара противоположных сварочных электродов прижимается к противоположным сторонам набора заготовок, при этом один сварочный электрод контактирует с заготовкой из алюминиевого сплава, а другой сварочный электрод контактирует со стальной заготовкой.Сварочные электроды сконструированы таким образом, что, когда электрический ток проходит между электродами и через штабель заготовок, электрический ток имеет большую плотность тока в стальной заготовке, чем в заготовке из алюминиевого сплава, чтобы, таким образом, концентрировать тепло в меньшей зона в стальной заготовке. Считается, что концентрация тепла в меньшей зоне стальной заготовки желаемым образом изменяет характеристики затвердевания полученной сварочной ванны из расплавленного алюминиевого сплава.
US10058949 – ТОЧЕЧНАЯ СВАРКА СТАЛЬНЫМ И АЛЮМИНИЕВЫМ СТАЛЬНЫМ СОПРОТИВЛЕНИЕМ С ИСПОЛЬЗОВАНИЕМ ВСТАВОЧНОЙ КРЫШКИ – GM Global Technology Operations LLC (США) – Метод контактной точечной сварки стальной заготовки и заготовки из алюминия или алюминиевого сплава вместе включает несколько этапов. Один из этапов заключается в установке крышки между заготовкой из алюминия или алюминиевого сплава и соседним сварочным электродом. На другом этапе соседний сварочный электрод прижимается к крышке, а другой противоположный сварочный электрод прижимается к стальной заготовке в месте сварки.На еще одном этапе электрический ток пропускается между сварочными электродами, проходит через крышку и проходит через заготовки, чтобы инициировать и увеличивать расплавленную сварочную ванну внутри заготовки из алюминия или алюминиевого сплава. Крышка предпочтительно изготовлена из металла, имеющего большее удельное электрическое сопротивление, чем у сварочного электрода, который контактирует с алюминиевой заготовкой, и предпочтительно имеет удельное электрическое сопротивление больше, чем у самой алюминиевой заготовки. Примеры металлических материалов, которые имеют большее удельное электрическое сопротивление, чем алюминиевая заготовка, включают нержавеющую сталь, молибден или сплав на основе молибдена, ниобий или сплав на основе ниобия, или сплавы на основе вольфрама или вольфрама, такие как сплав вольфрам-медь.
US10052710 – СТАЛЬНЫЕ И АЛЮМИНИЕВЫЕ ОБОРУДОВАНИЯ ДЛЯ ТОЧЕЧНОЙ СВАРКИ С ИСПОЛЬЗОВАНИЕМ ЭЛЕКТРОДНОЙ СВАРОЧНОЙ КРЫШКИ – GM Global Technology Operations LLC (США) – Метод контактной точечной сварки стальной заготовки и заготовки из алюминия или алюминиевого сплава («алюминий») вместе включает несколько шагов. Один из этапов заключается в обеспечении штабелирования стальной и алюминиевой заготовок. Другой шаг заключается в прикреплении крышки к поверхности сварного шва сварочного электрода.Крышка изготовлена из металлического материала с удельным электрическим сопротивлением, превышающим удельное электрическое сопротивление материала сварочного электрода. Еще один этап заключается в выполнении нескольких отдельных точечных сварных швов сопротивления штабелированию заготовок. Крышка упирается в алюминиевую деталь при выполнении отдельных точечных сварных швов. И еще один шаг включает снятие крышки со сварочного электрода после выполнения отдельных точечных сварных швов. Повышенное тепло, связанное с покрытием, лучше уравновешивает тепло, выделяемое между стальной и алюминиевой заготовками, и, как было обнаружено, изменяет поведение затвердевания сварного соединения, полученного в алюминиевой заготовке, таким образом, что предотвращает нежелательное накопление дефектов внутри и вдоль Файловый интерфейс стека.Это также может помочь уменьшить нагрев стальной заготовки, что, в свою очередь, уменьшает рост хрупких интерметаллических слоев Fe-Al на опорной поверхности. Таким образом, общая прочность и целостность сварного шва между деталями могут быть улучшены за счет использования крышки. А поскольку крышку можно снять, этот же сварочный электрод можно использовать для точечной сварки штабелей деталей, в том числе деталей из алюминия и стали и деталей из стали. Возможность сделать это значительно увеличивает гибкость производства и снижает затраты.Также раскрыта установка для точечной сварки, которая может выполнять вышеуказанное.
US10010966 – ЭЛЕКТРОД ДЛЯ ТОЧЕЧНОЙ СВАРКИ РАЗЛИЧНЫХ МЕТАЛЛОВ – GM Global Technology Operations LLC (США) – Метод точечной сварки стека заготовок, включающих стальную заготовку и заготовку из алюминиевого сплава, включает пропускание электрического тока через детали и между сварочными электродами, которые сконструированы так, чтобы влиять на плотность электрического тока.В частности, сварочные электроды сконструированы так, чтобы обеспечивать большую плотность электрического тока в стальной заготовке, чем в заготовке из алюминиевого сплава. Эта разница в плотностях тока может быть достигнута путем пропускания, по крайней мере, первоначально, электрического тока между поверхностью сварного шва сварочного электрода, контактирующей со стальной заготовкой, и областью периметра поверхности сварного шва сварочного электрода, контактирующей с алюминиевым сплавом. заготовка. Для достижения такого эффекта можно использовать различные конструкции сварочных электродов из стали и алюминиевых сплавов.Например, в одном варианте осуществления область периметра поверхности сварного шва сварочного электрода из алюминиевого сплава может быть кольцевой базовой поверхностью по периметру, которая окружает и ограничивает углубление. В качестве другого примера, область периметра поверхности сварного шва сварочного электрода из алюминиевого сплава может представлять собой кольцевой выступ, который поднимается вверх от базовой поверхности поверхности сварного шва, чтобы определить углубление на ее внутренней стороне.
US9999939 – СТАЛЬНЫЕ И АЛЮМИНИЕВЫЕ СВАРОЧНЫЕ ИЗДЕЛИЯ ДЛЯ ТОЧЕЧНОЙ СВАРКИ С ЭЛЕКТРОДНОЙ ВСТАВКОЙ – GM Global Technology Operations LLC (США) – Метод контактной точечной сварки стальной заготовки и заготовки из алюминия или алюминиевого сплава вместе включает несколько этапов.За один шаг выполняется наложение заготовок. Набор заготовок включает стальную заготовку и заготовку из алюминия или алюминиевого сплава. Другой этап включает обеспечение первого сварочного электрода, который прилегает к алюминиевой заготовке, и обеспечение второго сварочного электрода, который прилегает к стальной заготовке. Первый сварочный электрод имеет корпус электрода и вставку, предназначенную для ограничения или устранения теплового потока в корпусе электрода. Другие этапы способа включают приведение первого и второго сварочных электродов в контакт с противоположными сторонами пакета заготовок и точечную сварку пакета сопротивлением.Вставка предназначена для ограничения или устранения теплового потока в корпус электрода. Это достигается за счет наличия по крайней мере периферийной части, примыкающей к окружающему корпусу электрода, которая демонстрирует электрическую проводимость, которая меньше или равна приблизительно 20% электропроводности IACS коммерчески чистой отожженной меди, как определено, а также термическим проводимость, которая меньше или равна примерно 20% теплопроводности технически чистой отожженной меди.
US9999938 – ТОЧЕЧНАЯ СВАРКА СТАЛЬНЫМ И АЛЮМИНИЕВЫМ СОПРОТИВЛЕНИЕМ С ЭЛЕКТРОДНОЙ ВСТАВКОЙ – GM Global Technology Operations LLC (США) – Метод контактной точечной сварки стальной заготовки и заготовки из алюминия или алюминиевого сплава вместе включает несколько этапов. За один шаг выполняется наложение заготовок. Набор заготовок включает стальную заготовку и заготовку из алюминия или алюминиевого сплава. Другой этап включает обеспечение первого сварочного электрода, который прилегает к алюминиевой заготовке, и обеспечение второго сварочного электрода, который прилегает к стальной заготовке.Первый сварочный электрод имеет корпус электрода и вставку, предназначенную для ограничения или устранения теплового потока в корпусе электрода. Другие этапы способа включают приведение первого и второго сварочных электродов в контакт с противоположными сторонами пакета заготовок и точечную сварку пакета сопротивлением. В одном конкретном варианте осуществления кожух может состоять из материала, такого как тефлон (ПТФЭ) или высокотемпературного эпоксидного клея, а внутренняя деталь может состоять из тугоплавкого металла, такого как молибден, молибденовый сплав, вольфрам или вольфрамовый сплав.
US9987705 – ТОЧЕЧНАЯ СВАРКА СТАЛИ К АЛЮМИНИЮ С ПРЕДВАРИТЕЛЬНЫМ ПОКРЫТИЕМ – GM Global Technology Operations LLC (США) – Точечная контактная сварка стальной заготовки с алюминием или заготовкой из алюминиевого сплава может быть облегчена путем замены тугоплавкого оксида алюминия. слой (и) на основе, по крайней мере, прилегающей поверхности заготовки из алюминия или алюминиевого сплава с защитным покрытием, которое в большей степени подходит для процесса точечной сварки. Защитное покрытие может представлять собой металлическое покрытие или конверсионное покрытие из оксида металла.В предпочтительном варианте защитное покрытие представляет собой покрытие из цинка, олова или оксида титана, циркония, хрома или кремния. Во время протекания тока защитное покрытие на опорной поверхности алюминиевой заготовки плавится или разрушается, позволяя сварочной ванне расплавленного алюминиевого сплава непосредственно контактировать со сталью в месте сварки. После прекращения подачи сварочного тока образуется сварное соединение, которое металлургическим способом соединяет стальную заготовку и алюминиевую заготовку вместе для поддержания качественной прочности сварного шва между двумя заготовками.
US9925617 – ЭЛЕКТРОД ДЛЯ ТОЧЕЧНОЙ СВАРКИ – GM Global Technology Operations LLC (США) – Электроды для точечной сварки с обычно куполообразными сварочными поверхностями имеют поверхностные элементы для сварки как узлов из листов из алюминиевого сплава, так и узлов из стальных листов. На центральной оси купола сформировано приподнятое круглое плато, и в одном варианте осуществления соответствующее количество круглых выступов сформировано на концентрических расстояниях от прилегающей окружности плато к круговой кромке сварочной поверхности.При сварке стальных деталей плато в основном служит элементом зацепления электрода. И плато, и концентрические выпуклости используются для проникновения через легкие металлические поверхности для подходящего прохождения тока. В другом варианте выполнения куполообразная поверхность имеет концентрические террасы для взаимодействия с деталями. Сварочные электроды по настоящему изобретению обычно изготавливают из сплавов на основе меди с подходящей электропроводностью и прочностью, чтобы противостоять приложению сварочного усилия при прижатии к внешним противоположным поверхностям собранных листов или других деталей, форма которых предназначена для сварки.
US9839971 – СТАЛЬНЫЕ И АЛЮМИНИЕВЫЕ ОБОРУДОВАНИЯ ДЛЯ ТОЧЕЧНОЙ СВАРКИ СТАЛЬНЫМ И АЛЮМИНИЕВЫМ СВАРОЧНЫМ ЭЛЕКТРОДОМ ГОРЯЧЕЙ СВАРКИ НА АЛЮМИНИЕВЫХ ИЗДЕЛИЯХ – GM Global Technology Operations LLC (США) набор, который включает стальную заготовку и алюминиевую заготовку и предварительный нагрев сварочного электрода, который должен контактировать с заготовкой из алюминия или алюминиевого сплава.Кроме того, способ включает прижатие предварительно нагретого сварочного электрода и другого сварочного электрода к противоположным сторонам стопки заготовок, при этом предварительно нагретый сварочный электрод упирается в заготовку из алюминия или алюминиевого сплава и пропускание электрического тока между двумя сварочными электродами в месте сварки. для инициирования и роста расплавленной сварочной ванны в заготовке из алюминия или алюминиевого сплава. Предварительный нагрев сварочного электрода, который в конечном итоге упирается в алюминиевую заготовку, дает больше тепла алюминиевой заготовке, чем в противном случае при контактной точечной сварке штабелированных заготовок.Таким образом, общая прочность и целостность сварного соединения, установленного между деталями, могут быть улучшены за счет использования раскрытого способа.
US9682439 – СВАРОЧНЫЙ ЭЛЕКТРОД С КОНТУРИРОВАННОЙ ЛИЦЕЙ – GM Global Technology Operations LLC (США) – Сварочный электрод для контактной точечной сварки включает сварную поверхность, состоящую из колец с выступами, которые выступают наружу от базовой поверхности поверхности сварного шва. Кольца выступов расположены на поверхности сварного шва для контакта и вдавливания в поверхность заготовки из листового металла во время контактной точечной сварки.Если сварочный электрод используется во время контактной точечной сварки деталей из легких металлических сплавов, например из алюминиевого сплава или магниевого сплава, кольца гребней на поверхности шва могут способствовать улучшению характеристик сварки. Конструкция концентрического кругового гребня или канавки для колпачка электрода не только обеспечивает улучшенные сварочные характеристики электрода, но также представляет собой текстурированный узор, который можно очень быстро восстановить на поверхности электрода, когда он переодевается для продолжения сварочных операций.
US9505079 – ПЕРВИЧНЫЙ КАБЕЛЬ ДЛЯ ТОЧЕЧНОЙ СВАРКИ АЛЮМИНИЯ ДЛЯ ВЫСОКОПРОИЗВОДИТЕЛЬНОСТИ АЛЮМИНИЯ – Ford Global Technologies, LLC (США). трансформатор и трансформатор, который регулирует напряжение на трансформаторе, имеющем первичное входное напряжение и вторичное выходное напряжение. Высоковольтный первичный проводник с жидкостным охлаждением электрически соединяет систему управления сваркой с первичным входом трансформатора, а вторичный низковольтный проводник электрически соединяет вторичный вывод трансформатора со сварочной горелкой для подачи питания на противоположные электроды.Первичный кабель для точечной сварки алюминия с высокой пропускной способностью, соответствующий настоящему изобретению, в частности, преодолевает недостатки альтернативных систем за счет улучшения радиуса изгиба первичного проводника по крайней мере на 300%, снижения затрат на 60%, увеличения допустимой нагрузки проводника в три раза при фиксированной номинальной массе на фут. , что снижает требования к упаковке для роботов и использует воду, уже использованную для охлаждения сварочного пистолета, для охлаждения первичных проводников в упаковке для переодевания, устраняя избыточные шланги водяного охлаждения.
US9440305 – СПОСОБ ДОПОЛНИТЕЛЬНОЙ ТОЧЕЧНОЙ СВАРКИ СВАРОЧНЫХ СВАРОК ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ – GM Global Technology Operations LLC (США) – Метод контактной точечной сварки деталей из алюминиевого сплава включает в себя несколько этапов. За один шаг предоставляется сварочный электрод. Сварочный электрод имеет сварную поверхность. На другом этапе сварной поверхности сварочного электрода придают форму желаемого радиуса кривизны. Затем профилированная поверхность сварного шва текстурируется до желаемой шероховатости поверхности, и выполняется контактная точечная сварка с использованием сварочного электрода на заготовках из алюминиевого сплава.На еще одном этапе поверхность сварного шва обрабатывается до степени, достаточной для удаления накопления загрязнения, которое могло накопиться на поверхности шва от деталей из алюминиевого сплава. Способ поддержания сварочного электрода во время его использования при контактной точечной сварке деталей из алюминиевого сплава может включать несколько этапов. За один этап сварочная поверхность сварочного электрода текстурируется, чтобы получить желаемую шероховатость поверхности. На другом этапе поверхность сварного шва снова текстурируется, чтобы иметь желаемую шероховатость поверхности после того, как выполнено первое количество отдельных точечных сварных швов сопротивлением.И на еще одном этапе поверхность сварного шва обрабатывается для удаления материала сварочного электрода на желаемую глубину после того, как выполнено второе количество отдельных точечных сварных швов сопротивлением. Второе количество отдельных контактных точечных сварных швов больше, чем первое количество отдельных контактных точечных сварных швов. На другом этапе обработанная поверхность сварного шва текстурируется до желаемой шероховатости.
US9314878 – ОЦЕНКА КАЧЕСТВА ЗАЩИТНОЙ АЛЮМИНИЕВОЙ СВАРКИ – Ford Global Technologies, LLC (США) – Система точечной сварки алюминия включает сварочный аппарат, сконфигурированный для сварки заготовки с помощью алюминиевого самородка, и измерительное устройство, сконфигурированное для измерения характеристики по крайней мере, один из алюминиевого самородка и процесса сварки.Система дополнительно включает в себя устройство обработки, сконфигурированное для вывода сигнала качества сварки, представляющего качество алюминиевого сварного шва, по меньшей мере частично на основе измеренного атрибута. Способ включает в себя измерение атрибута по меньшей мере одного из алюминиевого самородка, образующего соединение заготовки и процесса сварки, определение качества алюминиевого сварного шва, по меньшей мере частично, на основе измеренного атрибута и вывод сигнала качества сварки, представляющего определенное качество.
US8927894 – СВАРОЧНЫЙ ЭЛЕКТРОД ДЛЯ ПРИВЛЕКАТЕЛЬНОГО ВНЕШНЕГО ВНЕШНЕГО ВНЕШНЕГО ВНЕШНЕГО ВИДА – GM Global Technology Operations LLC (США) – Сварные поверхности электродов для контактной точечной сварки сформированы с подходящей площадью выступов и / или выступов.Размер, форма и высота или глубина выступов или выступов определяются для образования подходящих точечных сварных швов внутри и между металлическими деталями, такими как алюминиевые или стальные панели для кузовов транспортных средств. Выступы или выступы также задуманы и используются для формирования изображения, по меньшей мере, на видимой поверхности сварного изделия, чтобы создать привлекательный внешний вид на поверхности сварного листа. При каждой сварке поверхность электрода имеет размер и форму для образования хорошего сварного шва на межфазных поверхностях контактирующих поверхностей листов, т.е.е., файтинг интерфейс. И поверхности электродов имеют такую форму, чтобы оставлять соответствующий узор из выступов и / или выступов на свариваемой поверхности, которые предназначены для того, чтобы предположить наблюдателю, что изображение на поверхности указывает на то, что сформирован заранее заданный и подходящий сварной шов высокого качества. Для создания заметного элемента на свариваемой поверхности (ах) предпочтительно, чтобы выступы или выступы на поверхностях электродов имели минимальную высоту / глубину около десяти микрон.
US8662568 – КОНСТРУКЦИЯ КУЗОВА АВТОМОБИЛЯ В ОБЛАСТИ ПЕРЕДНЕЙ СТОЙКИ И ПЕРЕСЕЧЕНИЯ ВЕТРОВОГО СТЕКЛА И СПОСОБ ПРОИЗВОДСТВА – Audi AG (Германия) – Целью изобретения является усовершенствование типовой конструкции кузова обычного автомобиля в этом регионе. передней стойки и поперечины ветрового стекла, чтобы обеспечить легкую конструкцию, имеющую требуемую жесткость и подходящую для использования в крупносерийном производстве с соответствующими технологиями соединения.Изобретение относится к конструкции кузова транспортного средства в области передней стойки и поперечины лобового стекла, включая переднюю стойку с обеих сторон кузова, при этом в конструкции стойки передней стойки передняя стойка имеет внутренняя стальная пластина передней стойки, ориентированная приблизительно вертикально и в продольном направлении автомобиля. Приблизительно горизонтальная поперечина ветрового стекла соединена на концах с соответствующей внутренней стальной пластиной передней стойки посредством сварного соединения.В соответствии с изобретением поперечина ветрового стекла изготавливается как составной элемент, состоящий из удлиненной алюминиевой балки, имеющей переходные части из стальных пластин, которые выступают за алюминиевую балку на ее концах, но являются короткими по сравнению с общей длиной балки, и стальной пластиной. детали переходника соединяются с соответствующей внутренней стальной пластиной стойки A с помощью сварного соединения и с алюминиевой балкой с помощью заклепочного соединения.
US8502105 – СПОСОБ СОЕДИНЕНИЯ ДИНАМИЧЕСКИХ МЕТАЛЛИЧЕСКИХ ПЛАСТИН И ДИНАМИЧЕСКОГО МЕТАЛЛИЧЕСКОГО КУЗОВА – Mazda Motor Corporation и Kone Steel, Ltd.(Япония) – Целью настоящего изобретения является эффективное улучшение прочности соединения при соединении разнородных металлических пластин путем сочетания адгезии с использованием клея и точечной сварки. Способ соединения включает этап притирки пластины из алюминиевого сплава и стальной пластины с гальваническим покрытием посредством клея, этап предварительного нагрева, заключающийся в зажиме обеих металлических пластин, наложенных внахлест на этапе притирки, между парой электродов для точечной сварки и приложения к ним давления, а также приложения давления к ним. ток между парой электродов, этап охлаждения, на котором создается давление на обе металлические пластины с силой сжатия, превышающей силу в начале этапа предварительного нагрева, в состоянии, когда проводимость между электродами прекращается, и продолжение этого повышения давления в течение заранее определенного время охлаждения и этап сварки, на котором на обе металлические пластины подается давление с силой сжатия, превышающей силу в начале этапа предварительного нагрева, и сварка обеих металлических пластин путем подачи тока, превышающего значение тока проводимости в предварительном нагреве. шаг нагрева между парой электродов.
US8487206 – СОВМЕСТНЫЙ ПРОДУКТ МЕЖДУ СТАЛЬНЫМ ИЗДЕЛИЕМ И АЛЮМИНИЕВЫМ МАТЕРИАЛОМ, СПОСОБ ТОЧЕЧНОЙ СВАРКИ СОВМЕСТНОГО ИЗДЕЛИЯ И ЭЛЕКТРОДНЫЙ ЧИП ДЛЯ ИСПОЛЬЗОВАНИЯ СОВМЕСТНОГО ИЗДЕЛИЯ – Kobe Steel, Ltd. (Япония) – Предоставляется совместный продукт стального продукта и алюминиевый материал, при этом соединительный продукт образован путем соединения стального изделия, имеющего толщину листа t 1 от 0,3 до 3,0 мм, с алюминиевым материалом, имеющим толщину листа t, равную 0.От 5 до 4,0 мм точечной сваркой, при этом площадь самородка в соединительной детали составляет от 20 т 2 0,5 до 100 т 2 0,5 мм 2 площадь части, где толщина промежуточного реакционного слоя от 0,5 до 3 мкм составляет 10t 2 0,5 или более, и разница между толщиной межфазного реакционного слоя в центре соединительной детали и толщиной межфазного реакционного слоя в точке, удаленной от центра соединительной детали. на расстоянии в одну четвертую диаметра соединения составляет 5 мкм или меньше, и при этом алюминиевый материал представляет собой чистый алюминий или материал из алюминиевого сплава.
US8409725 – КОНСТРУКЦИОННЫЙ ЧЛЕН ИЗ РАЗНЫХ МАТЕРИАЛОВ – Kobe Steel, Ltd. (Япония) – Изобретение обеспечивает конструктивный элемент из различных материалов, не имеющий соединяемых частей из алюминиевого сплава и стального материала, соединенных разными материалами. Конструктивный элемент из различных материалов, состоящий из стали и алюминиевого сплава, включает в себя первый конструктивный элемент, включающий сталь, и второй конструктивный элемент, имеющий часть, включающую сталь, и часть, включающую алюминиевый сплав, при этом часть, включающая сталь, и часть, включающую алюминиевый сплав, соединяемые посредством склеивание различных материалов.Первый структурный элемент и второй структурный элемент связаны друг с другом только посредством склеивания сталей между частью, включающей сталь, второго структурного элемента и первого структурного элемента.
US8337998 – СТАЛЬНЫЙ МАТЕРИАЛ ДЛЯ СОЕДИНЕНИЯ ДИНАМИЧЕСКИХ МЕТАЛЛОВ, СОЕДИНЕННЫЙ ТЕЛО ИЗ РАЗНЫХ МЕТАЛЛОВ И СПОСОБ СОЕДИНЕНИЯ РАЗНОСТНЫХ МЕТАЛЛОВ – Kobe Steel, Ltd. (Япония) – Целью настоящего изобретения является предоставление стального материала для соединения разнородных металлов. , соединенный корпус из разнородных металлов и процесс соединения разнородных металлических материалов, которые имеют небольшие ограничения, такие как условия применения точечной сварки, имеют прекрасное широкое применение и, в то же время, не препятствуют надежности соединения из-за образования из хрупкого интерметаллического соединения в соединительной части и иметь соединенную деталь, имеющую высокую прочность соединения.Соединенное тело из разнородных металлов, которое получают путем соединения стального материала и материала из алюминиевого сплава, причем стальной материал, который должен быть соединен, имеет особый состав и определяется составами наружного поверхностного оксидного слоя и внутреннего оксидного слоя и алюминиевого сплава. Соединяемый материал представляет собой алюминиевый сплав на основе Al-Mg или Al-Zn-Mg определенного состава. В соединенном теле из разнородных металлов содержание Fe на стыке поверхности со стороны материала алюминиевого сплава регулируется, и на стыке стыка тела из разнородных металлов формируется реакционный слой из Fe и Al.Соединенное тело из разнородных металлов демонстрирует высокую прочность соединения.
US8274010 – СВАРОЧНЫЙ ЭЛЕКТРОД С КОНТУРНОЙ ЛИЦЕЙ – GM Global Technology Operations LLC (США) – Способ сварки множества сварных швов алюминия с алюминием и множества сварных швов стали со сталью с использованием одного и того же сварочного аппарата включает установку точечного сварочного аппарата с пара сварочных электродов с радиусом кривизны лицевой поверхности электрода в диапазоне от 20 мм до 40 мм.Сначала выполняется серия сварных швов алюминия с алюминием, а затем, после завершения сварки алюминия с алюминием, выполняется серия сварных швов стали со сталью. После завершения сварки стали со сталью сварочные электроды очищаются абразивом для удаления любых отложений или загрязнений алюминия на электродах. В случае, если электроды разрослись, проводится обработка электродов, а затем выполняется абразивная очистка для восстановления текстуры поверхности.
US8221899 – СТАЛЬНЫЙ МАТЕРИАЛ ДЛЯ СОЕДИНЕНИЯ РАЗНЫХ МЕТАЛЛОВ, СОЕДИНЕННЫЙ КОРПУС ИЗ РАЗНЫХ МЕТАЛЛОВ И ПРОЦЕСС ДЛЯ СОЕДИНЕНИЯ РАЗНОСТНЫХ МЕТАЛЛОВ – Kobe Steel, Ltd.(Япония) – Соединенное тело из разнородных металлов, которое получают путем соединения стального материала и материала из алюминиевого сплава, при этом стальной материал, который должен быть соединен, имеет особый состав и определяется составами оксидного слоя внешней поверхности и внутреннего оксида. слой, и соединяемый материал из алюминиевого сплава представляет собой алюминиевый сплав на основе Al-Mg-Si, имеющий определенный состав. Процесс соединения, при котором точечная сварка включает приложение межэлектродного тока от 10 до 35 кА при межэлектродном давлении 2.От 0 до 3,0 кН в течение 200 x t мс или меньше в каждом месте точечной сварки, где t – толщина в мм детали из алюминиевого сплава. Процесс, при котором в каждом месте точечной сварки средняя толщина реакционного слоя в направлении глубины ядра находится в диапазоне от 0,1 до 3 мкм, а площадь образования реакционного слоя составляет 70% или более от площади соединения точечной сварки. . В соединенном теле из разнородных металлов содержание Fe на стыке поверхности со стороны материала алюминиевого сплава регулируется, и на стыке стыка тела из разнородных металлов формируется реакционный слой из Fe и Al.Соединенное тело из разнородных металлов демонстрирует высокую прочность соединения.
US8058584 – СПОСОБ СОЕДИНЕНИЯ ДИНАМИЧЕСКИХ МАТЕРИАЛОВ, ИЗГОТОВЛЕННЫХ ИЗ МЕТАЛЛОВ, И ИХ СВЯЗЫВАЮЩИЕ КОНСТРУКЦИИ – Nissan Motor Co., Ltd. (Япония) – Изобретение относится к способам склеивания и получаемым конструкциям с использованием контактной сварки разнородных металлических материалов, таких как стальной материал, материал из алюминиевого сплава и т.п. В частности, изобретение относится к склеиванию, при котором материалы образованы наслоением трех или более листов и имеют разную поверхность раздела материалов и одинаковую поверхность раздела материалов.Раскрывается способ соединения разнородных материалов из металлов и получаемых из него структур. Соединяемые материалы формируются путем наложения трех или более листов таким образом, что образуются разнородная поверхность раздела материалов и одинаковая поверхность раздела материалов. Первый ток проходит между трехслойным пластинчатым материалом, в котором пластина из алюминиевого сплава, оцинкованная стальная пластина и стальная пластина без покрытия, например, наложены друг на друга по порядку. Самородок образуется на границе раздела между оцинкованной стальной пластиной и голой стальной пластиной, которые сделаны из тех же материалов.Затем проводится второй ток, больший, чем первый, и на границе раздела между пластиной из алюминиевого сплава и оцинкованной стальной пластиной образуется самородок.
Применения для контактной точечной сварки | AMADA WELD TECH
Сведения о приложении
Сварочная головка
Наконечник датчика HFP High Force
Материалы / Размеры
Hastelloy X (толщиной 0,245 дюйма) до Hastelloy X (3.0 дюймов x 1,5 дюйма)
Конечный продукт
Сотовый узел
Сотовая пайка
Узнать больше
Сварочная головка
TL-180B-EZ с дисперсионным электродом
Материалы / Размеры
Hastelloy X 0,220 толщиной до Hastelloy X 0,080 толщиной
Конечный продукт
Аэрокосмический двигатель
Сотовая прихватка
Сведения о приложении
Источник питания | Альт.Блок питания
IPB-5000A-MU
Сварочная головка или фокусирующая головка
TL-088B-EZ
Метод
Сварка сопротивлением
Другие функции
Встроенный: MG3, считыватель штрих-кода и датчик полярности
Сварка сопротивлением – Система сварки батарей
Узнать больше
Источник питания | Альт. Блок питания
HF2
Сварочная головка или фокусирующая головка
TL-180B-EZ
Материал (-ы)
Цоколь: сталь с никелевым покрытием | Гвоздь: латунь с оловянным покрытием
Размеры
Цоколь: 0.12-0,14 дюйма | Гвоздь: 0,94 дюйма диаметром
Метод
Сварка сопротивлением
Крышка батареи из нержавеющей стали для контактной сварки к гвоздю
Сведения о приложении
Источник питания | Альт. Блок питания
УБ-500А | УБ-1500А
Сварочная головка или фокусирующая головка
TL-088B-EZ
Метод
Контактная точечная сварка
Конечный продукт
Аккумулятор, аккумуляторы
Крышка аккумулятора Точечная сварка
Сведения о приложении
Источник питания | Альт.Блок питания
ИС-300СА
Сварочная головка или фокусирующая головка
TL-180B-EZ
Материал (-ы)
оловянная медная лента
Промышленность
Электронные компоненты, энергия
Сварка ленты и вывода резистора
Сведения о приложении
Источник питания | Альт. Блок питания
HF2
Сварочная головка или фокусирующая головка
F120-Z
Материал (-ы)
Холоднокатаная сталь | Медь
Метод
Сварка сопротивлением
Промышленность
Электронные компоненты
Конечный продукт
Терминальный кабель
Кабельный терминал
Сведения о приложении
Источник питания | Альт.Блок питания
IPB-5000A-MU
Сварочная головка или фокусирующая головка
TL-180B-EZ
Материал (-ы)
Серебряная полоса | квадратный медный фланец
Метод
Сварка сопротивлением
Промышленность
Электронные компоненты
Мотор – приварка шпильками
Узнать больше
Источник питания | Альт. Блок питания
СТ-100А или УБ-1500А
Сварочная головка или фокусирующая головка
Roll Spot
Материал (-ы)
Медь | Сталь
Метод
Роликовая точечная сварка
Промышленность
Телекоммуникации и дисплеи
Сварка точечным швом
Сведения о приложении
Источник питания | Альт.Блок питания
HF2
Сварочная головка или фокусирующая головка
SL-301A
Материал (-ы)
Медь | Оловянная фосфорная бронза
Размеры
25 AWG | 1 мм
Метод
Сварка сопротивлением
Датчик – Сварка сопротивлением
Сведения о приложении
Источник питания | Альт. Блок питания
HF2
Сварочная головка или фокусирующая головка
TL-180B-EZ
Материал (-ы)
Бронза Медь
Метод
Сварка сопротивлением
Промышленность
Электронные компоненты
Прочие сведения
Приварка изолированного провода к зажимам
Сварка сопротивлением – провод к клеммам
Сведения о приложении
Источник питания | Альт.Блок питания
ИС-300СА
Сварочная головка или фокусирующая головка
TL-180B-EZ
Метод
Сварка сопротивлением
Контактная сварка – Трехслойная сталь
Узнать больше
Источник питания | Альт. Блок питания
ИС-300СА
Сварочная головка или фокусирующая головка
C-образная рама
Материал (-ы)
Сталь, Сталь 1012 Мягкая, Сталь 1020 Мягкая
Метод
Сварка, проекция, точечная сварка
Промышленность
Автомобильная промышленность, Контрактный производитель, Листовой металл
Сварка сопротивлением – Корпус штуцера штуцера
Сведения о приложении
Источник питания | Альт.Блок питания
ИС-300СА
Сварочная головка или фокусирующая головка
MH-1401
Материал (-ы)
От 1020 до 1012 Низкоуглеродистая сталь
Метод
Сварка сопротивлением
Конечный продукт
Кронштейн трубки бензобака
Кронштейн для трубки контактной сварки
Сведения о приложении
Материалы / Размеры
От меди (0,032 дюйма) до латуни (.014 в диаметре)
Промышленность
Электронные компоненты
Рулонная сварочная
Сведения о приложении
Материалы / Размеры
От меди (диаметром 0,036 дюйма) до меди (толщиной 0,060 дюйма)
Промышленность
Электронные компоненты
Конечный продукт
Провод к клемме
Провод к клемме
Датчик
Датчик
Датчик
Соты
Топливный насос в сборе
Переключатель в сборе
Корпус топливного насоса
Реле в сборе
Жгут проводов
Сведения о приложении
Материалы / Размеры
Медь (.006 дюйма) в цинк (диаметр 1,095)
Конечный продукт
Автомобильный конденсатор
Автомобильный конденсатор
Автомобильный датчик
Топливный насос в сборе
Топливный насос в сборе
Топливный насос в сборе
Якорь двигателя
Статор
Проволочная сетка
Узнать больше
Источник питания | Возможная альтернатива
HF-2700A, HF-2599A
Материал (-ы)
Нержавеющая сталь
Размеры
Толщина – трубка: 0.002 “| Корпус: 0,125”
Конечное использование продукта
Медицинский зонд
Медицинский зонд – сварной шов между трубкой и корпусом
Медицинские электроды с магнитной проволокой
Катетер
Доставка лекарств для подкожных инъекций
Проводник
Проводник
Электроника: холоднокатаная сталь
Электроника: провод к клемме
Узнать больше
Метод
Сварка сопротивлением
Блок питания
IPB-5000A-MU
Материал
Нержавеющая сталь и титан
Пинцет
Электрод медицинский
Инструмент медицинский
Табличка к ячейке
Медный магнитный провод
Сварка клемм аккумуляторной батареи из стали с никелевым покрытием
Батарейный язычок сварочный никель
Никель и холоднокатаная сталь для сварки язычков батареи
Сварка язычка батареи из никелированной стали
Выступ для сварки клемм – медь с никелевым и посеребренным покрытием
Сварочный аккумулятор Ni – CRS