Что такое контактная точечная сварка
Один из наиболее востребованных методов соединения металлических заготовок – контактная точечная сварка. Технология идеально подходит для сваривания тонких листов. В статье поднимаются вопросы проблем, методов и основных принципов технологии.
СОДЕРЖАНИЕ
- Что такое контактная сварка
- Достоинства и недостатки контактной точечной сварки
- Технология контактной сварки
- Предварительная подготовка металла
- Сварочное оборудование
- Вероятные дефекты контактной точечной сварки
- Заключение
Что такое контактная сварка
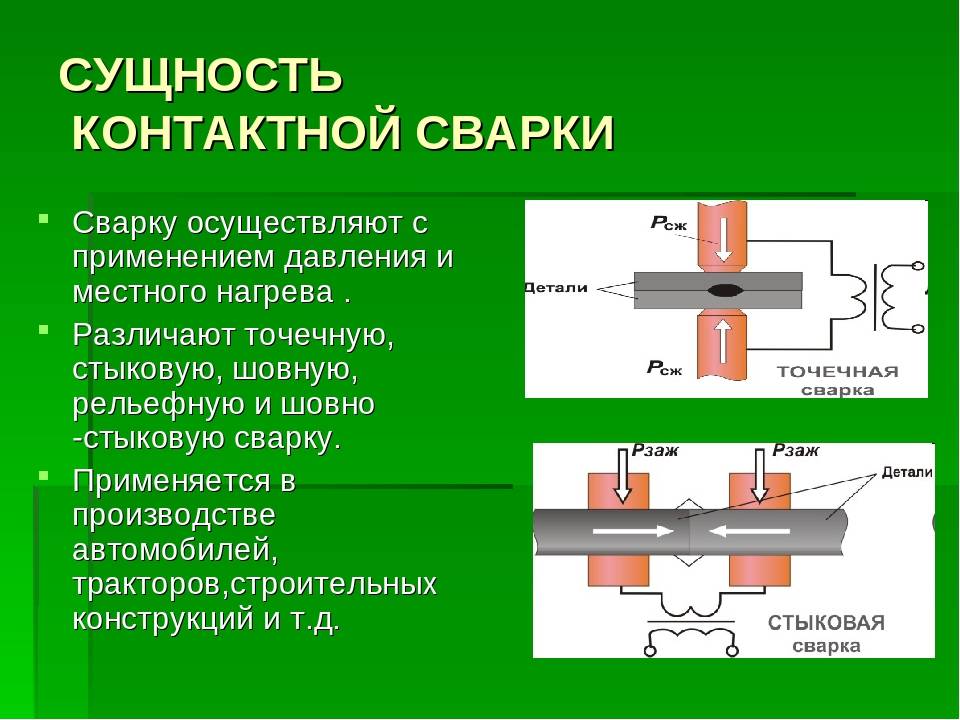
Точечная является разновидностью контактной сварки. В эту же группу входит шовная, стыковая и другие типы контактной сварки. Но в отличие от других способов соединения металлических заготовок точечная сварка получился очень широкое распространение. Она востребована в большинстве областей производства, начиная от строительства зданий и заканчивая авиационной отраслью.
Принцип выполнения сварочных работ несложный. Металл в определенной точке электрическим разрядом нагревается до высокой температуры, при которой начинается его плавление. В то же время обе плоскости металлических заготовок прижимаются одна к другой с предопределенным усилием. Механическая нагрузка и высокая температура делают свое дело: обе заготовки спаиваются между собой. В итоге получается надежный и малоприметный шов.
Для улучшения качества и увеличения скорости работ, вы всегда можете воcпользоваться нашими верстаками собственного производства от компании VTM.
Многоточечный способ соединения металлов по сравнению с другими типами контактной сварки имеет свои отличительные особенности:
- Технология позволяет существенно сократить издержки времени на выполнение работ.
- На формирование одной точки шва требуется доли секунды.
- Для работы необходим ток большой силы, его значение составляет примерно 1000 ампер.

- В отличие от этого, напряжение должно быть совсем небольшим – не больше 10 ватт.
- Также небольшой является и зона плавления металлов. Показатель варьируется от нескольких миллиметров до 2-3 см.
- Последнее отличие – необходимость в большой механической нагрузке, которая может составлять несколько сот килограмм.
Чаще всего точечный метод сварки востребован для соединения тонких металлических листов внахлест. Однако она пригодна и для других целей, поскольку может сваривать заготовки толщиной до 3 см. в части кузовных работ этот показатель избыточен. Как показывает практика, специалистам приходится иметь дело с металлами не толще 7 мм.
Достоинства и недостатки контактной точечной сварки
Популярность точечного способа сварки обусловлена солидным перечнем достоинств:
- для того, чтобы начать работу не требуется флюс, электрод, присадочная проволока и т. д., что снижает расходы и экономит время;
- во время выполнения сварочных работ металл деформируется незначительно и точечно;
- сварочные аппараты такого типа просты в обращении. Воспользоваться ими сможет даже начинающий сварщик;
- эстетичность сварочного шва не вызывает нареканий даже в отъявленных скептиков;
- дешевизна рабочего процесса по сравнению с другими методами сварки;
- возможность автоматизации большинства технологических операций;
- с помощью многоточечной сварки можно выполнять большой объем работы. Скорость формирования сварных точек может достигать несколько сот за минуту.
 д., что снижает расходы и экономит время;
д., что снижает расходы и экономит время;В данного метода есть и недостатки. Справедливости ради стоит подчеркнуть, что они незначительны и их немного. Прежде всего – это сравнительно невысокая герметичность шва по сравнению со сплошным соединением, выполненным обычным электродом. И второй – это возможность образования избыточного напряжения в зоне точки сваривания. Важно тщательно подгонять заготовки, чтобы избежать этого.
Важно тщательно подгонять заготовки, чтобы избежать этого.
Технология контактной сварки
Весь процесс состоит из трех основных этапов, Которые нужно рассмотреть подробно. Первый заключается в предварительно подготовке деталей. Затем соединяемые элементы размещаются под жалом сварки и сжимаются. В результате поверхность деформируется, появляется углубление в виде точки.
На последнем этапе к месту соединения подается электрический ток и металл плавится. Образуется жидкое ядро, которое со временем расширяется и после остывания будет скрепляющим элементом конструкции. Благодаря предварительной деформации поверхности в процессе сварки не образуются брызги расплава. Шов получается аккуратным и не нуждается в предварительной очистке поверхности.
Когда подача напряжения прекращается, металл остывает, расплав кристаллизуется и жидкое ядро затвердевает. Существует один небольшой, но важный нюанс. В процессе охлаждения в расплавленном металле создается остаточное напряжение, так как при остывании расплав уменьшается в размере. Бороться с эти можно несколькими способами. Самый простой заключается в том, что по завершению сварочных работ заготовки следует посильнее прижать одну к другой. тогда они лучше прокалываются и становятся более однородными. В остальной использование точечной сварки не требует каких-то специальных навыков или знаний.
Бороться с эти можно несколькими способами. Самый простой заключается в том, что по завершению сварочных работ заготовки следует посильнее прижать одну к другой. тогда они лучше прокалываются и становятся более однородными. В остальной использование точечной сварки не требует каких-то специальных навыков или знаний.
Предварительная подготовка металла
Для точечной сварки важно предварительно подготовить металл. Стыки в обязательном порядке зачищаются от оксидной пленки, ржавчины и прочих загрязнений. Конечно, это можно и не делать. Но в таком случае теряется мощность при выполнении сварочных работ. Соответственно добиться качественного соединения заготовок будет очень сложно. Помимо этого, повышение мощности влечет ускорение износа сварочного аппарата.
Для зачистки кромок применяются разные материалы и оборудование: щетка по металлу, наждачная бумага, болгарка, аппараты пескоструйной обработки. Если же заготовки небольшого размера, то их можно вытравливать в специальных растворах.
Отдельного внимания заслуживают вопросы подготовки алюминия и его сплавов. На их поверхности есть защитная пленка, сформированная из оксида металла. Она не дает металлу хорошо прогреться и препятствует формированию качественного шва. Ее удалению следует уделить максимум сил и внимания.
Сварочное оборудование
Для точечной электросварки можно использовать оборудование переменного или постоянного тока, конденсаторные или низкочастотные аппараты. Названные установки отличаются формой сварочного тока и силовым контуром. Каждая из моделей имеет как положительные, так и отрицательные сравнительные показатели. Среди сварщиков (в том числе и любителей) наибольшее распространение установки переменного тока.
Вероятные дефекты контактной точечной сварки
При наличии опыта и надлежащего оборудования сложно будет точечную сварку сделать плохо. Тем не менее, на практике встречаются случаи, когда работа выполнены с дефектами. В большинстве своем они образуются не в месте соединения заготовок, а по металлу.
Они бывают разного рода. Прежде всего, наблюдаются дефекты с формированием литого ядра: оно может быть слишком большим или маленьким, смещаться в сторону относительно центра стыка. Реже шов получается не сплошным. Любители, не имеющие достаточного опыта, могут настроить аппарат неверно, что в итоге оборачивается избыточной деформацией или же слабой провариваемостью металла.
Наиболее чувствительным дефектом является плохо проваренное ядро или же его полное отсутствие. Как показывает практика, такие конструкции долго не служат. Они не способны противостоять нагрузкам и вскоре просто ломаются в месте стыка. Дефект может дать о себе знать в самых разных условиях. Например, при увеличении интенсивности эксплуатации, после сильного нагрева (охлаждения) или после резкого перепада температуры.
Читайте также: Дефекты сварных швов
Заключение
Контактная сварка представляет собой практичный и удобный метод соединения металлических заготовок. Она не требует использования проволоки или флюса. На рынке представлено оборудование для ручной или автоматической сварки, что дает потребителю возможность выбрать наиболее подходящий вариант. Простота использования – еще один несомненный плюс, делающий технологию доступной даже для начинающих сварщиков.
Она не требует использования проволоки или флюса. На рынке представлено оборудование для ручной или автоматической сварки, что дает потребителю возможность выбрать наиболее подходящий вариант. Простота использования – еще один несомненный плюс, делающий технологию доступной даже для начинающих сварщиков.
Технология контактной точечной сварки
Оцените, пожалуйста, статью
12345Всего оценок: 9, Средняя: 3
Точечная сварка – принцип работы, виды, оборудование
В современном производстве невозможно обойтись без точечной сварки, она используется в машиностроении и судостроении, оборонной промышленности и самолетостроении, при производстве сложных конструкций и механизмов, то есть практически во всех современных отраслях. Также такая сварка применяется при прокладке трубопроводов, часто ее применяют при поточном производстве серийных изделий.
Точечная сварка – это распространенная технология, которая часто становится востребованной при соединении металлических деталей и частей, такая методика, считается разновидностью контактной сварки.
Долговечность и крепость выполненного соединение определяют: размер точки, электроды, используемые во время сварки, а также усилия, которые оказывают на поверхности при соединении металлических частей.
Данный тип контактной сварки, сегодня, считается перспективной технологией соединения металлических конструкций. Благодаря почти автоматизированному процессу, методика используется на массовых, поточных линиях, которые применяют в различных отраслях промышленности.
Отметим, что на прочность продукции не влияет квалификация сварщиков, так как соединение металлических частей происходит в автоматическом режиме.
Принцип сварочной технологии
Слияние деталей происходит при разогреве металлических частей, с помощью проходящего через них тока и деформации участка сваривания.
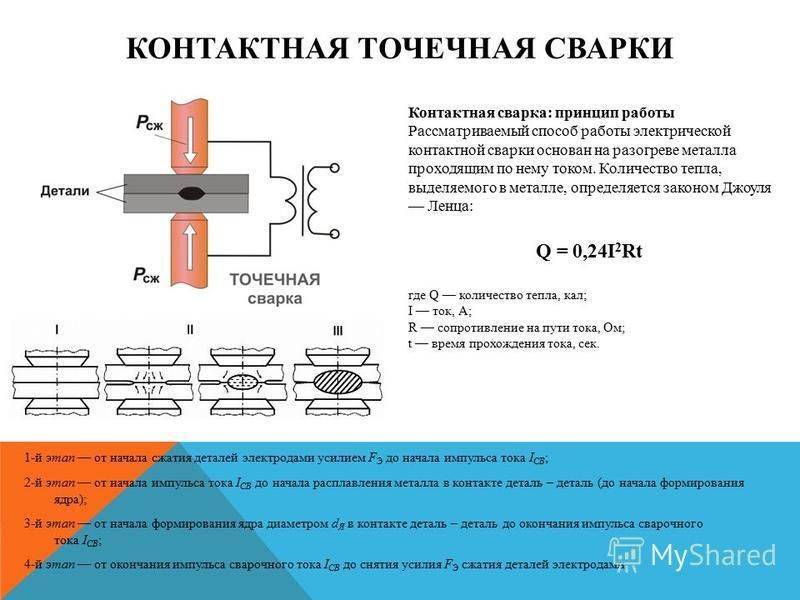
В технологическом цикле точечного сваривания заложен разогрев металлических деталей при воздействии на них электрического тока согласно закону Джоуля. При сваривании поверхностей, электрический ток, проходит через свариваемые части, также нужно отметить, что электроды, используемые для процесса, производят из материала с хорошей электрической проводимостью.
При сваривании поверхностей, электрический ток, проходит через свариваемые части, также нужно отметить, что электроды, используемые для процесса, производят из материала с хорошей электрической проводимостью.
За счет большой контактной сопротивляемости частей между собой, наибольшее нагревание происходит на месте их стыковки. Также нагревание и плавление металлических деталей вызывает появление литых, сваренных точек, диаметром от 5 до 12 миллиметров.
Плюсы точечной сварки
Процесс сваривания металла обладает большим количеством положительных показателей и преимуществ:
- Соединения при помощи точечного сваривания тонких и небольших конструкций из различных металлов, включая дорогостоящие сплавы.
- Разные по прочности и надежности показатели соединения частей с помощью сварки, и эстетичный внешний вид места стыковки деталей. Такая стыковка не подвержена изменению структуры металла.
- Современные агрегаты, предназначенные для выполнения точечного сваривания, смогут соединить до одной тысячи точек, примерно за минуту.
- Полностью автоматизированная технология. Использование новейших, автоматических систем, которые позволяют значительно уменьшать трудозатраты и снижают себестоимость изготавливаемой продукции.
- Экономия электроэнергии и электродов и низкая стоимость сварных точек. При этом нужно отметить высокую цену сварочного оборудования и его длительный эксплуатационный срок.
- Невысокие требования при подготовке обслуживающего персонала работающего на оборудовании.

Виды точечной сварки
Технологии точечного сваривания металлических частей, необходимо поделить на мягкие и жесткие соединения. Мягкие виды сварки, это плавное нагревание частей при помощи умеренного тока. Во время выполнения мягкого процесса, нагревание поверхности случается от секунды до трех, по сравнению жестким соединением, уменьшается расход электрической энергии. Такая технология применяется для сварки закаленных сталей.
Жесткая технология сваривания занимает меньше времени, но при этом используется ток до 300 ампер, а также происходит сильнейшее сжатие частей. Разогрев поверхностей происходит от одной доли секунды до полутора секунд. Для работы в таком режиме необходимы мощные сварочные устройства, при этом на рабочий процесс затрачивается намного меньше времени. Такой тип точечной сварки часто используют для соединения деталей сделанных из медных или алюминиевых сплавов, а также деталей изготовленных из высоколегированных типов стали.
Разогрев поверхностей происходит от одной доли секунды до полутора секунд. Для работы в таком режиме необходимы мощные сварочные устройства, при этом на рабочий процесс затрачивается намного меньше времени. Такой тип точечной сварки часто используют для соединения деталей сделанных из медных или алюминиевых сплавов, а также деталей изготовленных из высоколегированных типов стали.
Оборудование
По этой причине, оборудование, предназначенное для выполнения точечной сварки, разделяется по мощности. В настоящее время, имеется огромное число устройств, от небольшого компактного размера до мощного, стационарного оборудования.
Применение электродов
Качество выполненных работ, часто зависит от правильной подборки толщины медных электродов, обычно толщина точки при соединении частей в два три раза больше толщины деталей. За счет плотного соединения одной детали к другой в момент выполнения сварки, образуется уплотняющее расплавленное ядро, служащее местом соединения частей.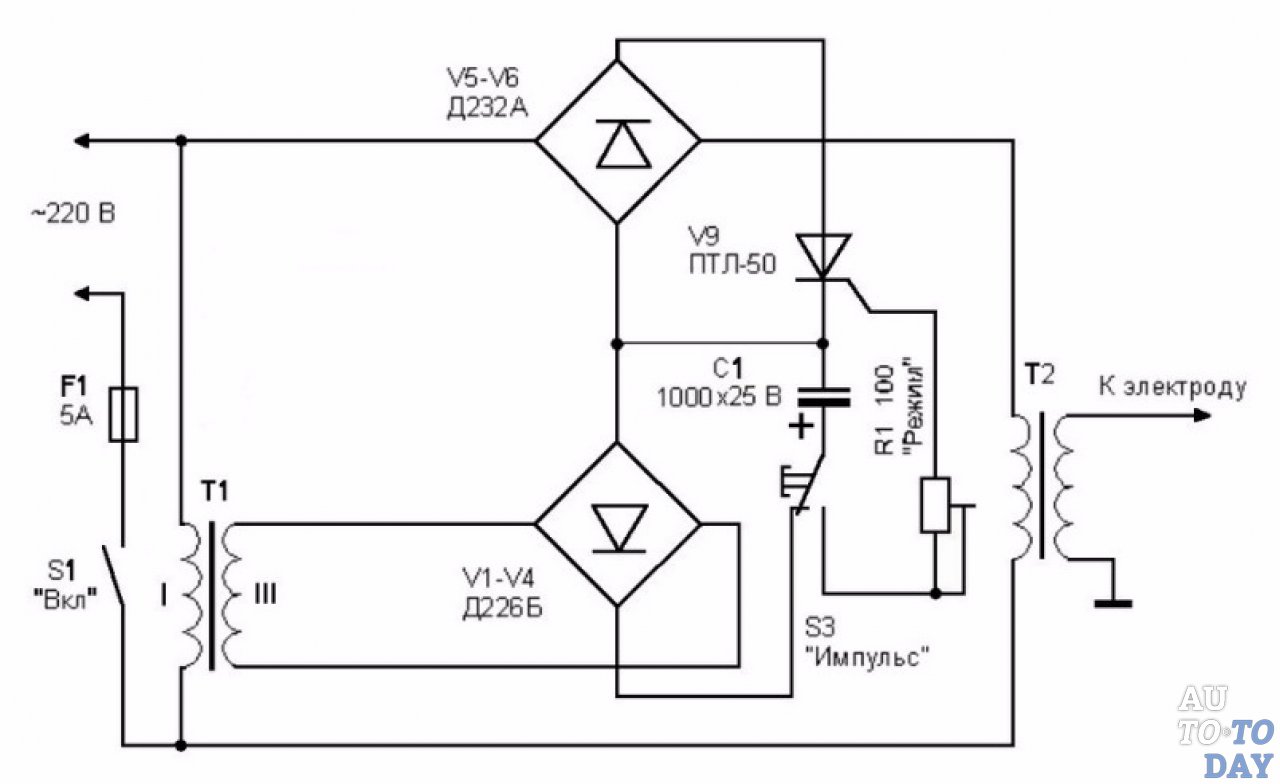 Для того, чтобы получить качественное и надежное соединение деталей, необходимо зачистить поверхность от ржавчины.
Для того, чтобы получить качественное и надежное соединение деталей, необходимо зачистить поверхность от ржавчины.
Электроды, которые используются для выполнения точечной сварки, обеспечивают прочность, большую теплопроводность, а также простату при механической обработке.
По показателям, электропроводимости и теплопроводимости, медь во много раз превосходит бронзовые сплавы, при этом имеет в пять раз ниже показатели износа, чем у них.
Техника безопасности
Как уже говорилось выше, в промышленности используют такую сварку практически во всех отраслях. В бытовых условиях с помощью изготовленных кустарным способом сварочных аппаратов, такой тип сваривания используют при ремонте бытовой техники, в основном морозильного и холодильного оборудования.
К положительному показателю относится высокая прочность швов при воздействии на них различных, механических воздействий. К недостатку можно отнести невозможность выполнить герметичность у сварочного соединения.
Также нужно обратить внимание и на соблюдение мер безопасности. Огромную угрозу при эксплуатации такого сварочного оборудования может представлять поражение электротоком или большой температурой. Для избегания таких неприятностей. Нужно выполнять такие требования, как заземление оборудования и проведение его проверки перед началом рабочего процесса.
При работе с контактной, точечной сваркой, происходит разбрызгивание горячего металла, а также выделение паров. Для недопущения получения ожогов от разбрызгивания, сварщик одевает рукавицы, специальную одежду, очки или сварочный щиток. Пары, выделяемые при сварке, считаются вредными для здоровья, по этой причине проводят вентиляцию и проветривание.
Оцените статью:Рейтинг: 0/5 – 0 голосов
Работа точечной сварки | Его преимущества и недостатки
Что такое точечная сварка? Точечная сварка можно назвать Точечная сварка сопротивлением; — это тип сварки сопротивлением, который используется для соединения тонких металлических листов.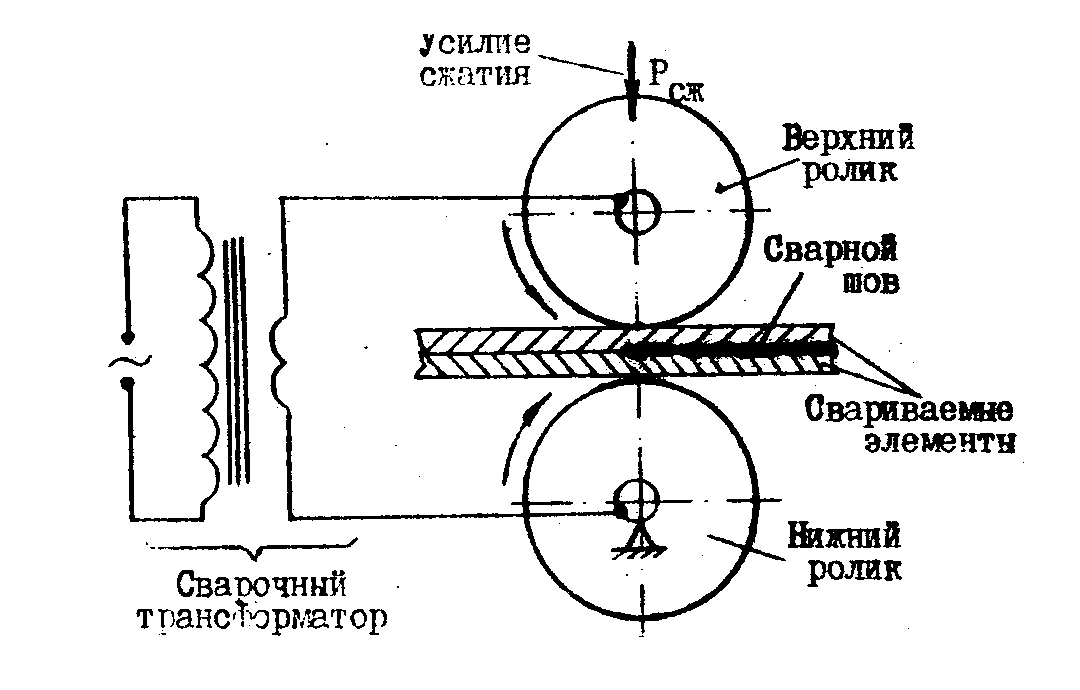 В отличие от дуговой сварки, для ее работы не используются дуга, металлический электрод и электрододержатель; вместо этого он будет работать исключительно на , давлении и , электричестве .
В отличие от дуговой сварки, для ее работы не используются дуга, металлический электрод и электрододержатель; вместо этого он будет работать исключительно на , давлении и , электричестве .
Как следует из названия, контактная точечная сварка будет использоваться для соединения листового металла в небольших точках (или сварных швах). применения точечной сварки являются большими и значительными в тяжелом производстве.
Наряду с точечной сваркой необходимо прочитать о контактной сварке. Итак, про контактную сварку читайте здесь .
Содержание
Детали точечной сварки:Точечная сварка сопротивлением работает с использованием электричества, поэтому она состоит из электрических частей и механических частей. Части точечной сварки следующие.
- Медные электроды: Медные электроды используются для сварки листового металла, они действуют как проводники тока.
- Понижающий трансформатор: Понижающий трансформатор обеспечивает электропитание аппарата контактной точечной сварки.
- Ручная педаль: Для этой сварки необходимо приложить давление к листовым металлам, поэтому ручная педаль будет соединена с электродами каким-либо механизмом.
- Охлаждающая жидкость: Охлаждающая жидкость, такая как вода, используется для охлаждения нагретых электродов после сварки.

Шаг 1: Поскольку удельное сопротивление меди меньше, а проводимость больше, для сварки заготовки выбираются медные электроды. Ток пропускают через два медных электрода, а заготовку помещают между ними.
Шаг 2: Педаль используется для приведения двух электродов в контакт, тогда как; заготовка находится между обоими электродами, сила прикладывается к заготовке электродами.
Шаг 3: Приложенное давление и ток, протекающий по проводникам, ослабят пятно и соединят две заготовки.
После завершения операции электроды для контактной точечной сварки охлаждаются охлаждающей жидкостью, такой как вода.
Материалы, используемые для контактной точечной сварки:Поскольку процесс зависит от сопротивления тока, контактная точечная сварка ограничивается несколькими металлами. Они следующие.
- Сталь или нержавеющая сталь и некоторые ее виды
- Алюминий
- Цинк
Мы можем сваривать сплавы вышеуказанных металлов, тогда как; он также может соединяться с разнородными металлами .
Преимущества точечной сваркиПреимущества этого типа сварки сопротивления следующие
- Основные преимущества точечной сварки заключаются в том, что не требует .0004 и газы для соединения металлических деталей.
- легко соединять металлы с использованием этого типа сварки, и не требует каких-либо высококвалифицированных рабочих или техников .
- Простота эксплуатации и быстрый процесс сварки являются другими преимуществами точечной сварки.
- Мощность, необходимая для работы, равна минус и никаких опасных для жизни операций не задействовано.
- Точечная сварка сопротивлением может использоваться для тяжелых производственных целей благодаря быстрой обработке.

Недостатки этого типа контактной сварки:
- Точечная сварка сопротивлением не может использоваться для сварки деталей толщиной .
- Мы не можем использовать охлаждающие жидкости в других сварочных процессах, как в данном типе сварки.
- Сварка будет сломается или сломается если не достигнуто допустимое давление на заготовку.
- Если давление или ток превышают , то место сварки будет выглядеть черным и некрасивым.

применений точечной сварки
- Точечная сварка сопротивлением используется для соединения тонких металлических листов 90 018 Таким образом, применение этого типа сварки является основным в котельная, резервуары производственных полей.
- Применение этого типа сварки можно увидеть в Automotive Industries .
- Точечная сварка сопротивлением также используется в Aerospace Industries .
- Мы даже можем найти применение процесса точечной сварки в области Ортодонтия (в области стоматологии или изучения зубов).
Листовой металл тонкий и не обладает такой прочностью, как чугун и сталь, дуговая и газовая сварка не подходят для сварки листового металла. В этом сценарии точечная сварка вышла на поле и показала свою значимость.
Точечная сварка сопротивлением представляет собой неразъемный процесс соединения и не требует использования каких-либо специальных электродов или присадочных металлов для соединения заготовок. Именно это делает точечную сварку сопротивлением уникальной. Мы не можем сравнивать точечную сварку с другими видами сварки (такими как дуговая сварка, газовая сварка), потому что каждый вид имеет свое значение и роль по-своему.
Именно это делает точечную сварку сопротивлением уникальной. Мы не можем сравнивать точечную сварку с другими видами сварки (такими как дуговая сварка, газовая сварка), потому что каждый вид имеет свое значение и роль по-своему.
Что такое контактная сварка и как она работает?
Последнее обновление
Сварка сопротивлением заключается в соединении двух металлов путем приложения давления и пропускания через них электрического тока. Процесс проводится в течение заданного периода времени, чтобы нагреть поверхность раздела металлов до точки плавления. Во время процесса нагревания прикладывается усилие зажима, чтобы удерживать металлы на месте до тех пор, пока самородок не затвердеет. Одним из ключевых преимуществ этого метода является то, что для создания связи не требуется наполнитель. Это делает этот метод невероятно удобным как для небольших, так и для крупных сварщиков.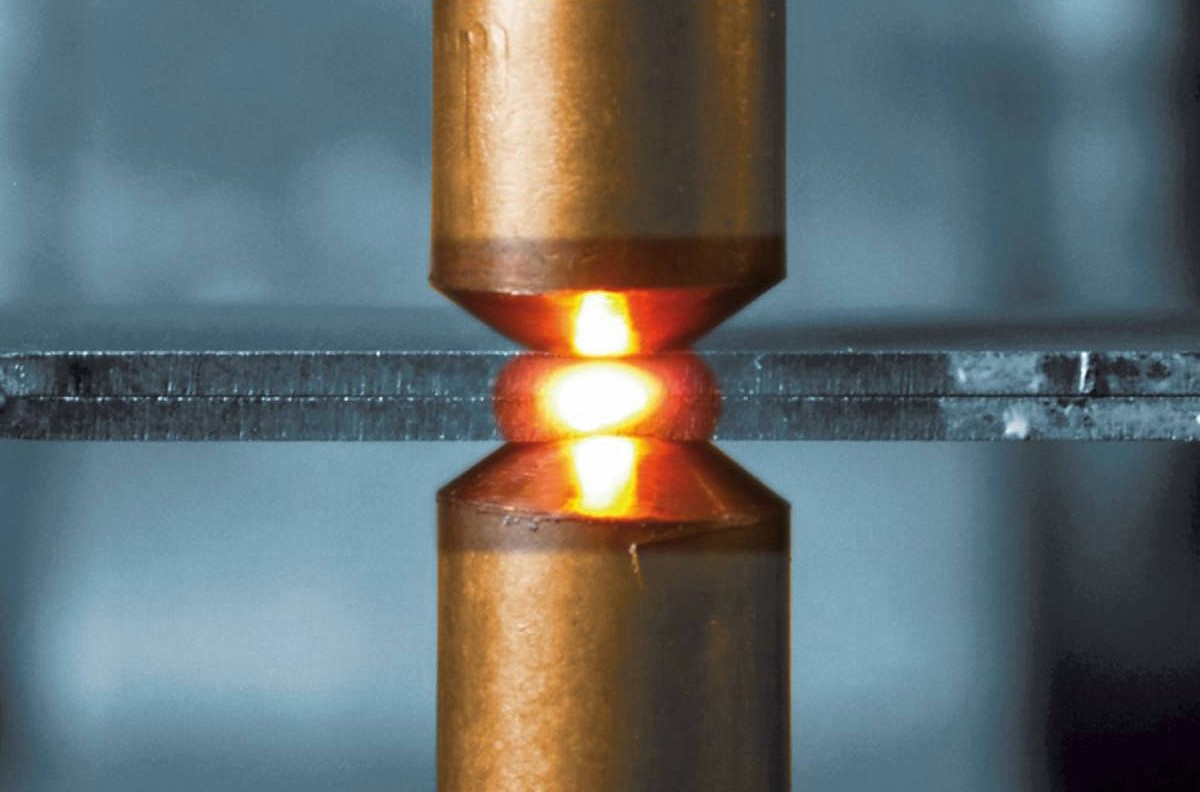
Как работает контактная сварка?
Сварка сопротивлением позволяет сварщикам соединять две металлические детали, используя принцип выделения тепла за счет электрического сопротивления. Электрический ток передается на металлические листы через сварочные электроды, которые прикладывают усилие к листам. Затем сила преобразуется в тепло для плавления металла в точках сопротивления с образованием расплава.
Затем электрод отводит тепло из зоны расплавленного сварного шва, что приводит к образованию очага сварки в точке, где он затвердевает. Сварщики регулярно применяют давление до, во время и после подачи тока, чтобы ограничить площадь контакта.
Какие существуют виды контактной сварки?
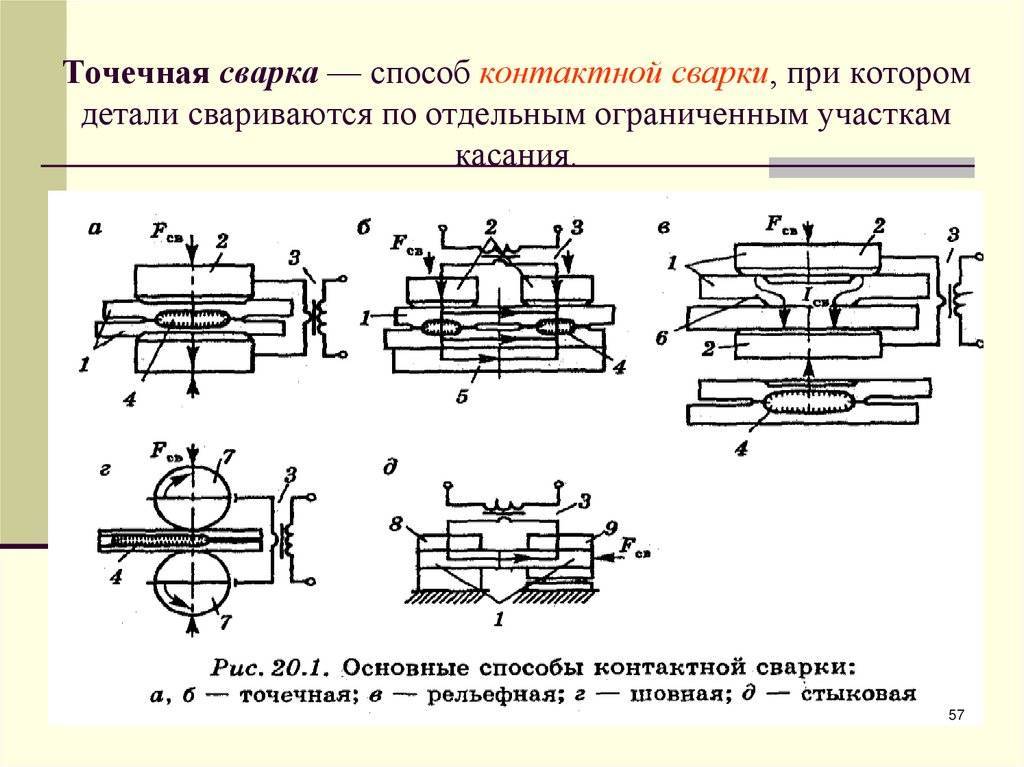
Ниже приведены различные типы процессов сварки сопротивлением:
1. Точечная сварка сопротивлением
В этом процессе сварные швы создаются с использованием тепла, выделяемого сопротивлением протеканию сварочного тока. Сопротивление создается между сопрягаемыми поверхностями и силой, прикладываемой к заготовкам в течение определенного периода времени. При точечной сварке используется геометрия лицевых поверхностей сварочных электродов, чтобы сфокусировать приложенное к заготовке давление и сварочный ток в нужном месте. Как только достигается оптимальное сопротивление, материалы оседают и объединяются, образуя самородок.
При точечной сварке используется геометрия лицевых поверхностей сварочных электродов, чтобы сфокусировать приложенное к заготовке давление и сварочный ток в нужном месте. Как только достигается оптимальное сопротивление, материалы оседают и объединяются, образуя самородок.
2. Сварка контактным швом
В этом процессе используются электроды в форме колеса для создания силы и сварочного тока для расплавления заготовок. Заготовки вставляются так, чтобы они катились между электродами в форме колеса при подаче сварочного тока. Созданные сварные швы могут перекрываться, что приводит к точечному сварному шву через определенные промежутки или к полному сварному шву.
3. Сварка контактным выступом
Сварка выступающим электродом локализует сварные швы в заданных точках. В этом методе используются тиснения, выступы или пересечения для фокусировки тепла, выделяемого в точке контакта. Как только сварочный ток создает достаточное сопротивление, выступы разрушаются, образуя самородок.
4. Стыковая сварка сопротивлением
Это форма контактной сварки, используемая для сварки двух толстых металлических стержней или пластин по краям. Связывание осуществляется приложением противоположных сил непосредственно при зажиме заготовок электродами. После того, как заготовки нагрелись, прикладывается сильное давление, чтобы образовался самородок, хотя плавление может произойти не сразу. Расплаву дают остыть и затвердеть, чтобы сформировать сварной шов.
5. Сварка поперечной проволокой
Это форма контактной сварки, используемая для соединения стержней или проволоки в поперечных соединениях. Связывание осуществляется прямым приложением противоположных сил с помощью плоских электродов. При этом происходит локализация генерируемого тепла и тока в месте контакта между скрещивающимися стержнями или проводами.
6. Сварка контактной сваркой
В этом методе для образования сварного шва используется контактная сварка и контактная сварка. Сварщик начинает с того, что прикладывает силу сцепления к сопрягаемым поверхностям свариваемых листов.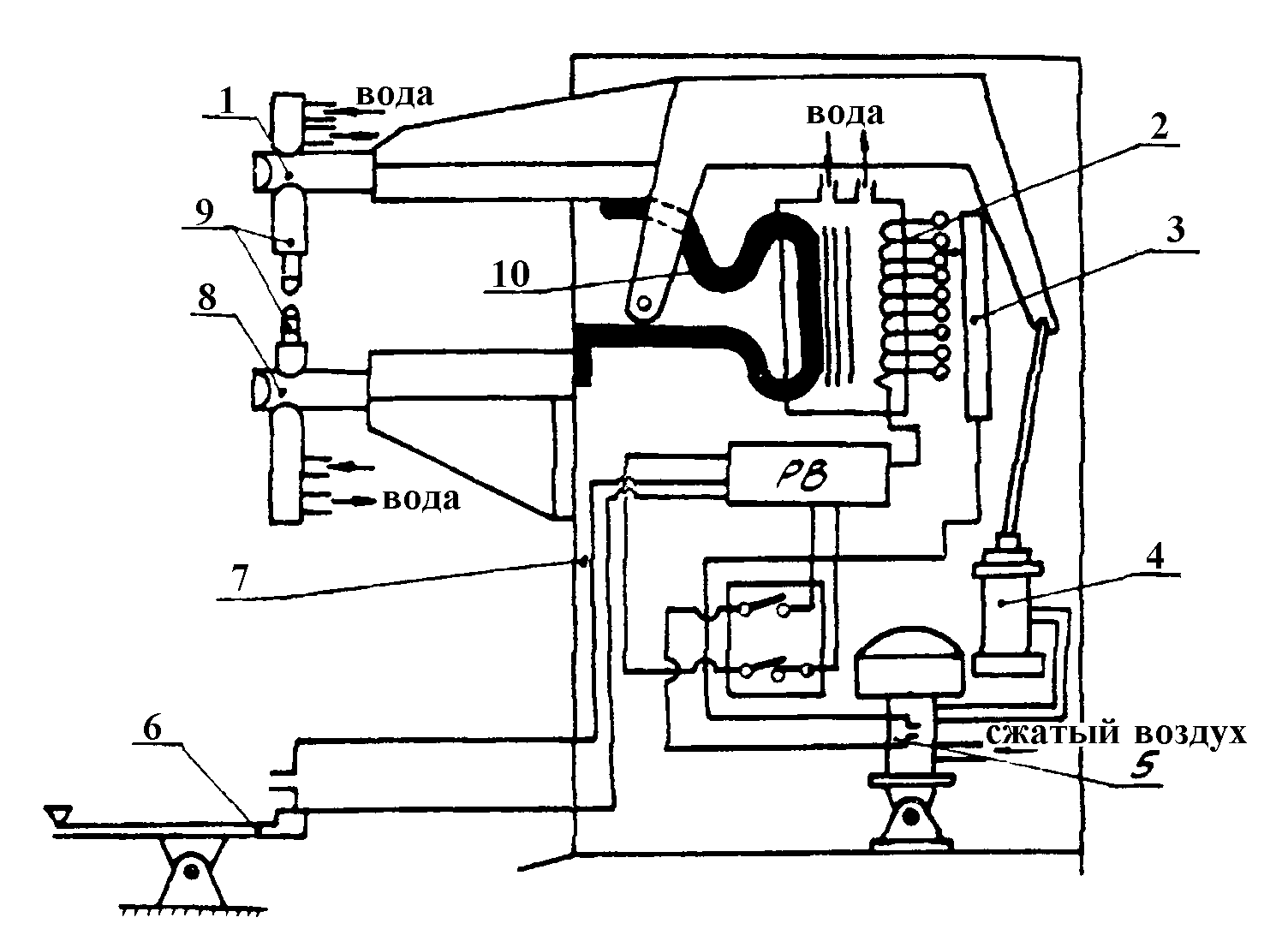 Затем перед отверждением клея через листы выполняется контактная точечная сварка. Точечная сварка укрепляет сварной шов, а клей обеспечивает жесткость соединений.
Затем перед отверждением клея через листы выполняется контактная точечная сварка. Точечная сварка укрепляет сварной шов, а клей обеспечивает жесткость соединений.
Параметры контактной сварки
Преобладающим принципом контактной сварки является закон нагревания Джоуля, согласно которому выделение тепла зависит от четырех факторов. Эти факторы включают сопротивление металла, приложенный ток, время приложенного тока и тепловые потери за счет проводимости и излучения.
Для оптимального функционирования этого принципа на результат контактной сварки будут влиять несколько факторов, таких как:
1. Сварочный ток
Это наиболее важный элемент контактной сварки. Сварочный ток обычно определяет тепловыделение мощностью квадратов или I2. Всякий раз, когда вы увеличиваете сварочный ток, это приводит к пропорциональному увеличению размера свариваемого самородка. Однако использование слишком большого тока приведет к выбросам и ухудшению состояния электрода.
2.
 Время сварки
Время сваркиПри контактной сварке выделяемое тепло напрямую связано со временем сварки. Сварщику потребуется минимальный сварочный ток и время сварки для получения сварного шва. На формирование сварного шва обычно влияют два фактора. К ним относятся передача тепла от зоны сварки к основным металлам и электродам и потеря тепла со свободных поверхностей в окружающую среду.
Всякий раз, когда вы увеличиваете время сварки, убедитесь, что вы используете высокий ток для увеличения размера наггетса до такой же степени, как и у наконечника электрода в зоне контакта. Во время сварки избегайте увеличения времени сварки, чтобы снизить риски, такие как выталкивание или прилипание электрода к заготовке.
Изображение предоставлено: Greeneries, Shutterstock3. Сварочное усилие
Сварочное усилие необходимо для сжатия заготовок в зонах сварки, чтобы обеспечить плавное протекание тока. Использование низкого сварочного усилия может привести к выбросу сварочного тока после включения сварочного тока. Выбросы будут происходить из-за того, что контактное сопротивление будет слишком высоким, что приведет к быстрому выделению тепла. С другой стороны, использование более высокого усилия сварки приведет к увеличению площади контакта, что приведет к снижению контактного сопротивления и плотности тока. В результате уменьшится тепловыделение и размер сварного шва.
Выбросы будут происходить из-за того, что контактное сопротивление будет слишком высоким, что приведет к быстрому выделению тепла. С другой стороны, использование более высокого усилия сварки приведет к увеличению площади контакта, что приведет к снижению контактного сопротивления и плотности тока. В результате уменьшится тепловыделение и размер сварного шва.
4. Контактное сопротивление
При контактной сварке контактное сопротивление обычно уменьшается с повышением температуры и уменьшается пропорционально увеличению давления. Известно, что все металлы имеют шероховатую поверхность. Таким образом, увеличение силы сварки повысит контактное давление. Увеличение контактного давления приводит к увеличению общей площади контакта поверхности раздела за счет деформации металла неровностей шероховатой поверхности. В конечном итоге деформация приведет к уменьшению контактного сопротивления на границе раздела, что уменьшит тепловыделение и размер самородка.
5. Свойства материалов
Динамика контактной сварки основывается на том свойстве, что все материалы изменяются при изменении температуры. Удельное сопротивление и теплопроводность сварочного материала будут влиять на тепловыделение и теплопередачу. При сварке металлов с низким удельным сопротивлением и высокой теплопроводностью, таких как медь и серебро, выделяется мало тепла. Из-за низкого тепловыделения соединение таких материалов контактной сваркой крайне затруднительно.
Удельное сопротивление и теплопроводность сварочного материала будут влиять на тепловыделение и теплопередачу. При сварке металлов с низким удельным сопротивлением и высокой теплопроводностью, таких как медь и серебро, выделяется мало тепла. Из-за низкого тепловыделения соединение таких материалов контактной сваркой крайне затруднительно.
При сварке разнородных металлов с более высоким удельным сопротивлением выделяется больше тепла. Поэтому сварщики должны проявлять большую осторожность при выборе формы электродов, чтобы предотвратить выталкивание. Твердость материала также влияет на контактное сопротивление, создавая высокое контактное сопротивление. Эта твердость потребует большего усилия сварки из-за шероховатости поверхности.
Изображение предоставлено: Pixabay6. Поверхностные покрытия
Поверхностные покрытия обычно наносятся для защиты от коррозии или используются в качестве основы для дальнейшей обработки поверхности. Сварщики также могут использовать покрытия для облегчения сварки сложных комбинаций материалов.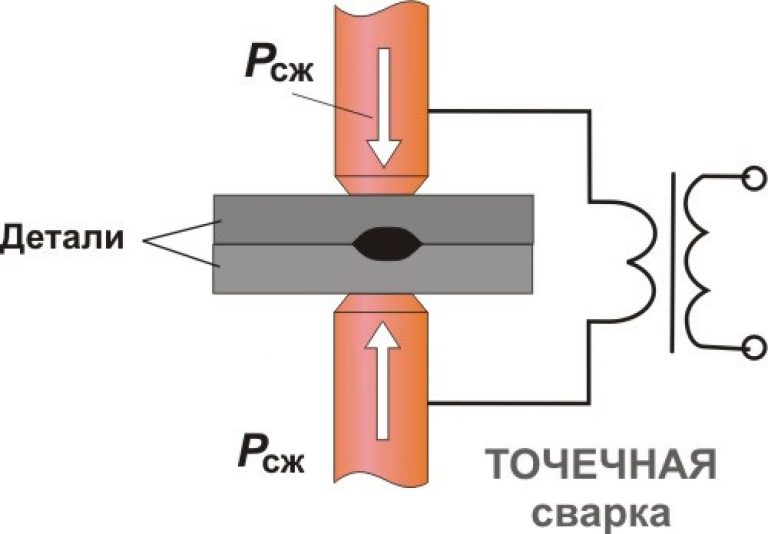 В этом случае покрытия наносятся стратегически, чтобы равномерно сбалансировать тепло на поверхности сварки.
В этом случае покрытия наносятся стратегически, чтобы равномерно сбалансировать тепло на поверхности сварки.
Поверхностные покрытия также могут усложнять процесс сварки, вынуждая сварщика выполнять определенную настройку параметров процесса. При контактной сварке удаляется большая часть поверхностных покрытий. Небольшой процент, который остается на границе раздела сварного шва, будет рассматриваться как твердый припой.
7. Геометрия и размеры
Геометрия электрода и размеры заготовок обычно влияют на результаты сварки и распределения плотности тока.
- См. также: Что такое комбинированная сварка и как она работает?
Применение контактной сварки
Контактная сварка применяется следующими способами:
- Метод стыковой сварки используется при изготовлении проволочных соединений, железнодорожных путей и колесных дисков
- В автомобильной промышленности точечная сварка используется при сборке автомобильных кузовов и крупных компонентов. Метод также широко применяется в производстве мебели и бытовой техники
- Шовная сварка в основном используется в производстве контейнеров, теплообменников, небольших резервуаров и котлов
- Метод проецирования сопротивления используется при производстве насосов, клапанов и датчиков
- Сварка крестообразной проволокой широко используется в производстве металлических проволочных сеток и покупательских тележек
 Метод также широко применяется в производстве мебели и бытовой техники
Метод также широко применяется в производстве мебели и бытовой техникиПреимущества сварки сопротивлением
- Это простой метод, не требующий эксперта для сварки
- Сварщики могут использовать этот метод для сварки как однородных, так и разнородных металлов
- Высокие скорости сварки, обычно менее 1 секунды
- Процедура не требует присадочного металла, флюса и защитных газов
- Относительно безопасен благодаря низкому напряжению
- Экологически безопасен, так как производит мало отходов и не загрязняет окружающую среду
- Эффективный способ сварки с высокой производительностью и скоростью сварки
Недостатки контактной сварки
- Метод потребляет много энергии
- Высокий уровень износа электродов
- Отсутствие портативности из-за стационарного источника питания
- Ограничение толщины заготовок (обычно до ¼ дюйма)
- Процесс ограничен сваркой внахлест, что требует от сварщиков использования большего количества материала для сварки
Часто задаваемые вопросы (FAQ)
1.
 Почему я должен контролировать смещение?
Почему я должен контролировать смещение?Сварщики должны контролировать смещение или расширение наггетсов для точечных сварных швов или установку для выступающих швов. Мониторинг поможет им обнаруживать небольшие изменения любых переменных, которые могут повлиять на процесс сварки.
2. Зачем мне контролировать толщину заготовки?
Сварщики должны разработать график контактной сварки для каждого материала, включая толщину заготовок. Различия в толщине заготовок обычно возникают из-за использования неподходящих деталей, неправильной подгонки или наличия на заготовках посторонних веществ. В результате этих различий качество сварного шва будет скомпрометировано. Чтобы избежать подобных случаев, необходимо часто контролировать толщину заготовок.
3. Как решить проблему захвата материала только одним колесом шовной сварки?
Среди физических проблем, встречающихся в сварочных аппаратах постоянного тока, является повышенное налипание материала на положительный электрод.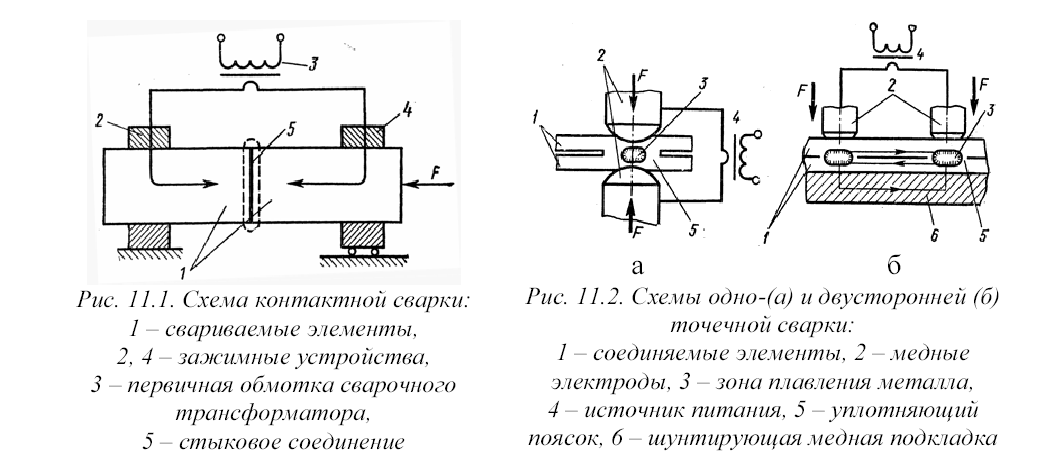 Чтобы решить эту проблему, сварщики могут переключиться на процесс сварки переменным током.
Чтобы решить эту проблему, сварщики могут переключиться на процесс сварки переменным током.
4. Зачем мне контролировать проводимость?
Проводимость обычно противоположна сопротивлению. Это означает, что чем выше сопротивление, тем ниже уровень проводимости. Мониторинг проводимости полезен, поскольку он предоставляет важную информацию о периодических требованиях к ремонту и техническому обслуживанию машин. Мониторинг также может предоставить важную информацию о пригодности заготовки для контактной сварки.
5. Какие электрические требования необходимы для контактной сварки?
При сварке сопротивлением типичный трехфазный электрический ток силой 62–72 ампер является оптимальным. Если трехфазный электрический ток недоступен, сварщики могут использовать однофазный, но только при наличии значительного напряжения. Однако использование однофазной сварки требует дополнительного времени. Это может создать большую зону теплового воздействия или зону термического влияния (ЗТВ).